

RicoDarksky
-
Compteur de contenus
101 -
Inscrit(e) le
-
Dernière visite





Récompenses de RicoDarksky
")





-

SIBOOR ERCF V2
RicoDarksky en réponse au topic de RicoDarksky dans Discussions sur les imprimantes 3D
Merci pour la réponse 1) video du mouvement actuel https://mega.nz/file/PR5VlBaC#JLudUt6Pv5xnbhr7dWA4cNmaUo83cbypAzkbQ1-r5Is 2) Avec la commande "up, down, move ou le positionner à la main ? 3) à suivre .... j'arrive a rien pour trouver le 0 deja c'est pas claire je pige pas que je mette angle 0 plusieurs fois ça bouge toujours dans le même sens -
Bonjour à tous, Je suis en possession d'un SIBOOR ERCF V2 et, avec l'aide d'un collègue qui en possède également un, nous essayons de faire les configurations nécessaires. Cependant, au stade du servo moteur (modèle : GDW D504 1MG) qui m'a été fourni dans le pack, nous rencontrons des difficultés. Actuellement, nous ne parvenons pas à comprendre la réaction du moteur malgré les consignes expliquées. Il bouge à peine lorsque je fais "MMU_SERVO ANGLE=128 ou 110", et même si je répète la même opération plusieurs fois, il tourne de manière anormale. Nous sommes complètement bloqués à ce stade. Je me tourne vers vous pour solliciter votre aide. Merci. Je reste à votre disposition pour plus de détails. MMU Calibration Cordialement.


-
Vitesse Ender 3 v1 sur Orcaslicer
RicoDarksky en réponse au topic de RicoDarksky dans Entraide : Questions/Réponses sur l'impression 3D
Oui je pourrai développer dsl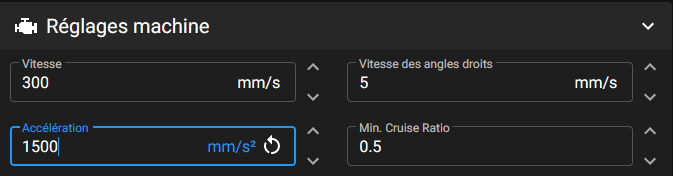
-
Vitesse Ender 3 v1 sur Orcaslicer
RicoDarksky en réponse au topic de RicoDarksky dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour Pour la vitesse, c'est réglé vu que je suis sous klipper, je joue avec la vitesse sur les tableaux de bord, mais pas trop. Vitesse 300 Accélération 1500 qui marche bien sinon la qualité n'y est plus Voilà histoire régler Merci -
[En cours] MMU2+1S sur n'importe quelle imprimante
RicoDarksky en réponse au topic de Darkneo dans Tutoriels
slt je suis en train de me pencher sur le MMU pour une Ender 3 sous Klipper avec une carte BIGTREETECH BTT Pi V1.2 je suis vite largué et de + il y a des liens qui ne sont plus à jour donc si je comprends bien, je prends le EnragedRabbit (Klipper) ? quelle sont les pièces à imprimer ? Pouvez-vous m'éclaircir tout ça ? merci -
Fichier Excel pour gérer les impressions et le stock de filament
RicoDarksky en réponse au topic de Superpat dans Tutoriels et améliorations pour Creality
top merci -
Ça marche nickel merci
-
Vitesse Ender 3 v1 sur Orcaslicer
RicoDarksky en réponse au topic de RicoDarksky dans Entraide : Questions/Réponses sur l'impression 3D
[stepper_x] step_pin: PB9 dir_pin: PC2 enable_pin: !PC3 microsteps: 16 rotation_distance: 40 endstop_pin: ^PA5 position_endstop: 1 position_max: 247 homing_speed: 50 [stepper_y] step_pin: PB7 dir_pin: PB8 enable_pin: !PC3 microsteps: 16 rotation_distance: 40 endstop_pin: ^PA6 position_endstop: -6 position_max: 239 position_min: -6 homing_speed: 50 [stepper_z] step_pin: PB5 dir_pin: !PB6 enable_pin: !PC3 microsteps: 16 rotation_distance: 8 endstop_pin : probe:z_virtual_endstop position_max: 250 position_min: -6 [extruder] max_extrude_only_distance: 1000.0 step_pin: PB3 dir_pin: PB4 enable_pin: !PC3 microsteps: 16 rotation_distance: 7.635550131025 #rotation_distance: 33.683 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PA1 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC5 control: pid pid_Kp: 21.527 pid_Ki: 1.063 pid_Kd: 108.982 min_temp: 15 max_temp: 250 [bltouch] sensor_pin: ^PB1 control_pin: PB0 x_offset: -39 y_offset: 0 #z_offset: 0 samples: 2 speed: 5 [safe_z_home] home_xy_position: 164, 125 speed: 50 z_hop: 10 z_hop_speed: 5 [bed_mesh] speed: 80 horizontal_move_z: 5 mesh_min: 10, 10 mesh_max: 204, 233 probe_count: 5,5 mesh_pps: 2,2 fade_start: 1 fade_end: 10 fade_target: 0 [bed_screws] screw1: 25, 30 screw2: 210, 30 screw3: 210, 200 screw4: 25, 200 [screws_tilt_adjust] screw1: 77, 32 #Les coordonnées des vis doivent être mesurées pour VOTRE imprimante spécifique screw1_name: vis avant gauche screw2: 245, 32 screw2_name: vis avant droite screw3: 245, 205 screw3_name: vis arrière droite screw4: 77, 205 screw4_name: vis arrière gauche horizontal_move_z: 5 speed: 100 #vitesse de déplacement entre les vis screw_thread: CW-M3 #mesurez votre vis de lit m3=3mm / m4=4mm / m5=5mm [filament_switch_sensor Filament_runout_sensor] pause_on_runout: true insert_gcode: G4 P5000 #faire une pause de 5 secondes G1 E150 F400 #inserer le filament de 150mm à une vitesse de 400mm/s runout_gcode: G91 #se mettre en positionnement relatif G1 Z20 F900 #soulever la tete d'impression de 20mm à une vitesse de 900mm/s G90 #positionnement absolu G1 X115 Y115 F5000 #deplace la tete au point 115,115 G91 G1 E-450 F600 #retracter le filament de 450mm à une vitesse de 600mm/s G90 switch_pin: PA4 [heater_bed] heater_pin: PA2 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC4 control: pid pid_Kp: 54.027 pid_Ki: 0.770 pid_Kd: 948.182 min_temp: 0 max_temp: 130 [fan] pin: PA0 [mcu] serial: /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 restart_method: command [printer] kinematics: cartesian max_velocity: 300 max_accel: 3000 max_z_velocity: 5 max_z_accel: 100 [include mainsail.cfg] [include adaptive_bed_mesh.cfg] #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [bltouch] #*# z_offset = 1.689 #*# #*# [bed_mesh 03/12/2023] #*# version = 1 #*# points = #*# 0.315000, 0.147500, 0.108750, 0.127500, 0.135000 #*# 0.188750, 0.091250, 0.082500, 0.102500, 0.106250 #*# 0.157500, 0.046250, 0.010000, 0.032500, 0.021250 #*# 0.142500, 0.057500, 0.058750, 0.060000, 0.075000 #*# 0.396250, 0.238750, 0.232500, 0.231250, 0.233750 #*# x_count = 5 #*# y_count = 5 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = lagrange #*# tension = 0.2 #*# min_x = 10.0 #*# max_x = 204.0 #*# min_y = 10.0 #*# max_y = 233.0 #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# -0.023750, -0.093750, -0.118750, -0.062500, -0.023750 #*# -0.218750, -0.212500, -0.125000, -0.011250, 0.011250 #*# -0.298750, -0.245000, -0.125000, 0.077500, 0.100000 #*# -0.381250, -0.248750, -0.065000, 0.108750, 0.282500 #*# -0.172500, -0.091250, 0.103750, 0.361250, 0.541250 #*# x_count = 5 #*# y_count = 5 #*# mesh_x_pps = 2 #*# mesh_y_pps = 2 #*# algo = lagrange #*# tension = 0.2 #*# min_x = 10.0 #*# max_x = 204.0 #*# min_y = 10.0 #*# max_y = 233.0 -
Vitesse Ender 3 v1 sur Orcaslicer
RicoDarksky en réponse au topic de RicoDarksky dans Entraide : Questions/Réponses sur l'impression 3D
Faire des tests, c'est ce que je fais déjà, mais rien de très concluant pour la qualité est déjà très bien -
Vitesse Ender 3 v1 sur Orcaslicer
RicoDarksky a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour je cherche désespérément un préréglage sur orcaslicer pour Ender 3 par défaut la vitesse est lent. Auriez-vous un profilé plus rapide sans perdre la qualité ? Merci a vous -
Slt vu l'écart élucidant il n'y aura pas un réglage de vitesse pour orca pour ma ender 3 v1, je cherche encore
-
Slt à tous Après un long moment sans toucher la Ender 3, je souhaite faire une modification sur mon tableau dans klipper, rassembler tous en un seul comme les macros puis comment insérer cette fonction pratique pour réglage du plateau manuelle "SCREWS_TILT_CALCULATE" comme macro est-il possible ? Je reste à votre disposition pour information complémentaire Merci
-
Je confirme sa marche Nikel merci encore
-
cool merci
-
Bonjour Je ne sais pas le résultat à la question, mais moi sur le PETG je n'ai pas encore trouvé le bon réglage, ma dernière impression était une catastrophe, mais je teste ce réglage, je vous en dirais des nouvelles.
