Kachidoki
-
Compteur de contenus
4 510 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
85
5 abonnés





Visiteurs récents du profil
8 832 visualisations du profil





Récompenses de Kachidoki
")
Grand Master (14/14)
-
 Rare
Rare
-
 Rare
Rare
-

-
 Rare
Rare
-

Badges récents
2,9k
Réputation sur la communauté
10
Sujets solutionnés !
-
Nous avons un gagnant ! Bientôt le test à suivre !

-
FDM oui, Prusa oui, '+' non, assemblée oui, kit non et n'existe pas pour ce modèle. On y est presque.
-
Nouveau quoi qu'est-ce facile.

-

gestion de stock des bobines de filament quelles solutions ?
Kachidoki en réponse au topic de vap38 dans Consommables (filaments, résines...)
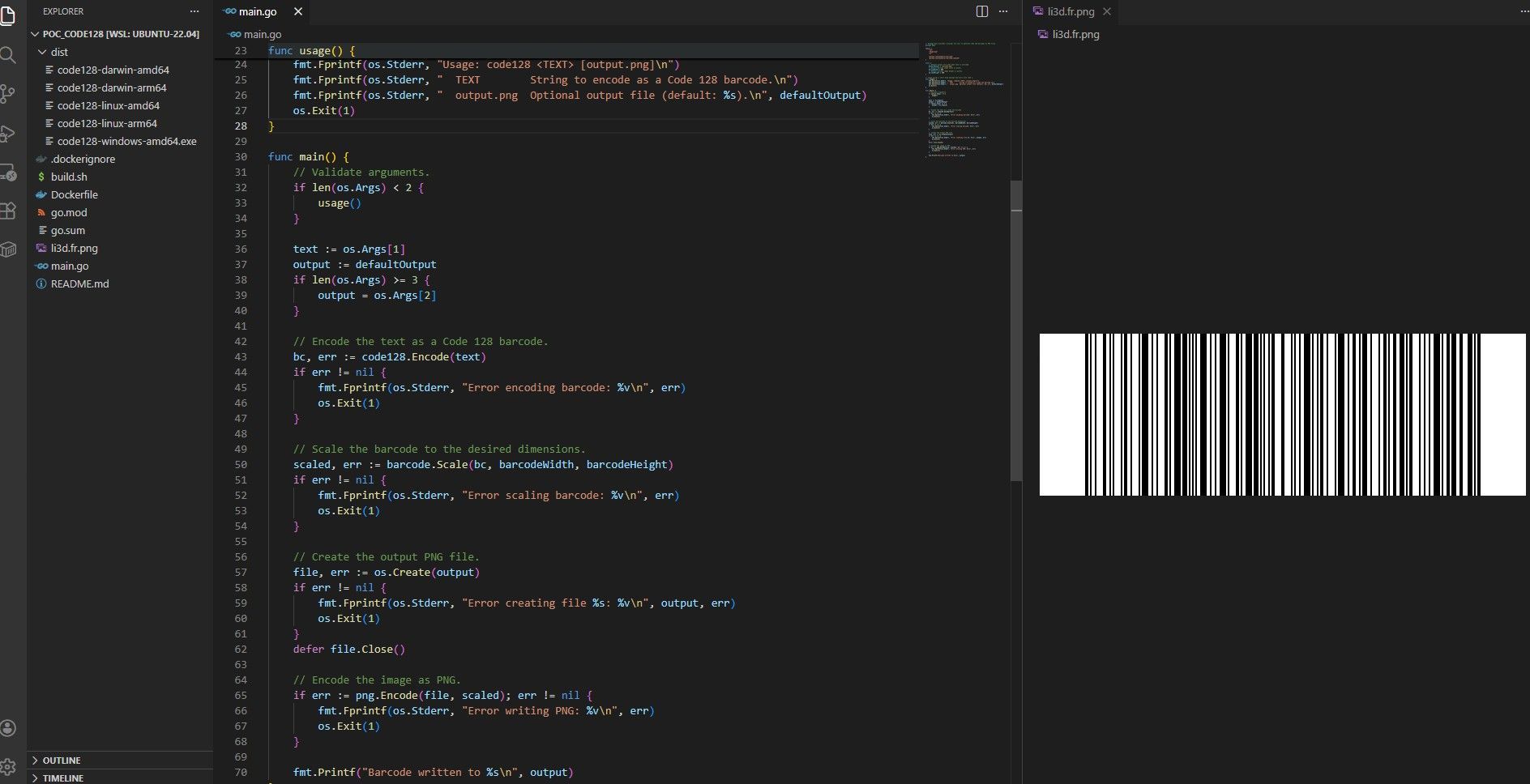
[Mode IA = ON] Prompt : J'aimerais une petite application la plus simple possible pour générer un code barre en Code 128, portable, multiplatforme et compilable sous wsl + docker. Réponse : [Mode IA = OFF] Il m'a proposé un exécutable autonome de 1.5Mo en Go, je n'ai absolument pas lu le code, j'ai juste fait un test avec "lesimprimantes3d.fr" sous linux et windows et comparé que ça collait visuellement avec la version python. J'ai demandé pour Filemaker, il m'a proposé : le plugin en or $$$, la police code 128 ou un web viewer. Et là il m'a fait une proposition : Bref, je m'arrête là sur le sujet, on s'éloigne du topic original qui est la gestion de stock de bobines.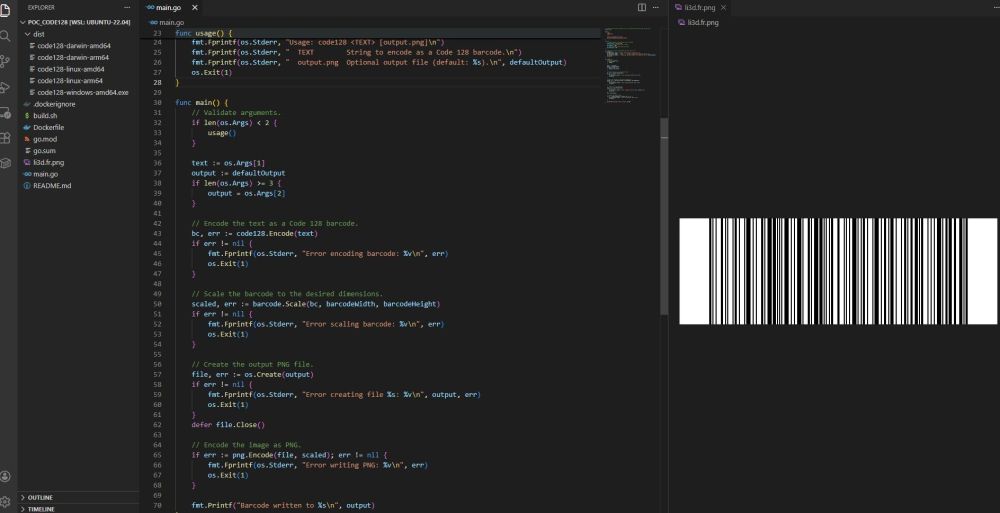
-
gestion de stock des bobines de filament quelles solutions ?
Kachidoki en réponse au topic de vap38 dans Consommables (filaments, résines...)
Bizarrement ce n'est pas la première solution qui me vient en tête. Moi j'aurais tout bazardé pour partir sur de l'open source. -
Mais si l'IA vole mon métier de développeur, qui va développer l'IA ? Je pense qu'il ne faut pas négliger l'évolution hyper-rapide des modèles de LLM. Comme à l'époque où on avait le dernier 486, et quelques mois après le Pentium arrivait. Si on a testé et pratiqué que le 486, forcément on va dire que c'est bof comparé à la promesse d'avoir des jeux qui se ferment plus vite que le patron n'entre dans la pièce. L'évolution d'une version de LLM à la génération suivante est clairement perceptible. On note que la réflexion est de plus en plus profonde et que le contexte est de mieux en mieux exploité. Lorsque j'ai commencé à coder avec un LLM, je devais tout lui expliquer. Notamment comment lancer correctement une compilation complexe lui-même car il était trop bête pour voir que j'avais écrit un script build.sh qui prémâchait le travail de wsl + docker + makefile. Lui essayait toujours de lancer make directement sur l'hôte. Dès qu'on le poussait sur un bug un peu tordu, genre race condition, il était vite paumé et commençait à halluciner. Avec les modèles plus récents, c'est déjà du passé, et c'est même déjà plus performant d'un dev senior... On a eu le cas l'année dernière d'un bug qui présentait des symptômes sans aucun rapport avec le stimuli qui le déclenchait. Pour l'analogie c'est comme si la lumière refusait de s'allumer si la machine à laver ne tournait pas. On a passé trois semaines à quatre développeurs à tourner et re-tourner le code, instrumenter partout, sans jamais mettre le doigt dessus. Ca a fini en workaround pour la prod : on allume la machine à laver avant d'allumer la lumière... La semaine dernière par pure curiosité j'ai donné le projet à notre LLM corporate, composé de centaines de fichiers sources, en lui expliquant simplement les faits observés et ce qu'on devait normalement obtenir. Ca tenait sur un petit paragraphe de quelques phrases plus court que ce post. Il a mouliné pendant un quart d'heure en expliquant son cheminement et à la fin... Il a trouvé. Il y avait un bug d'initialisation dans une des couches les plus basses de notre RTOS qui ne se voyait que sous certaines conditions, le truc qu'on utilise depuis plus de dix ans sans jamais avoir vu ce problème. A mon niveau, oui l'utilisation d'un LLM pour coder transfère la charge de codage en charge de "pilotage" plus que de review, mais je ne trouve pas que ça soit proportionnel. Lorsque c'est codé par un humain, il faut aussi faire des reviews. C'est juste un peu plus long lorsque c'est produit par un LLM car ce n'est pas toujours conforme à la charte ou à nos habitudes de codage, il faut plus de temps pour comprendre pourquoi ça marche. En revanche, si on l'utilise correctement en le guidant pour obtenir ce qu'on souhaite, en définissant nous même l'architecture, ça fait vraiment gagner beaucoup de temps. Et l'autre point non négligeable c'est que ça ouvre les portes à des langages moins ou non connus du développeur. Je n'ai aucun scrupule à démarrer un développement en Go alors que je suis issu du monde du C embarqué. Je n'ai pas besoin de connaitre la syntaxe précisément, comprendre les grandes lignes est suffisant pour obtenir quelque chose de fonctionnel. Et cerise sur le gateau, le développeur "apprend" grâce à l'IA, beaucoup plus personnalisé et moins cher qu'une formation. Mince, l'IA va aussi voler le métier de formateur.
-
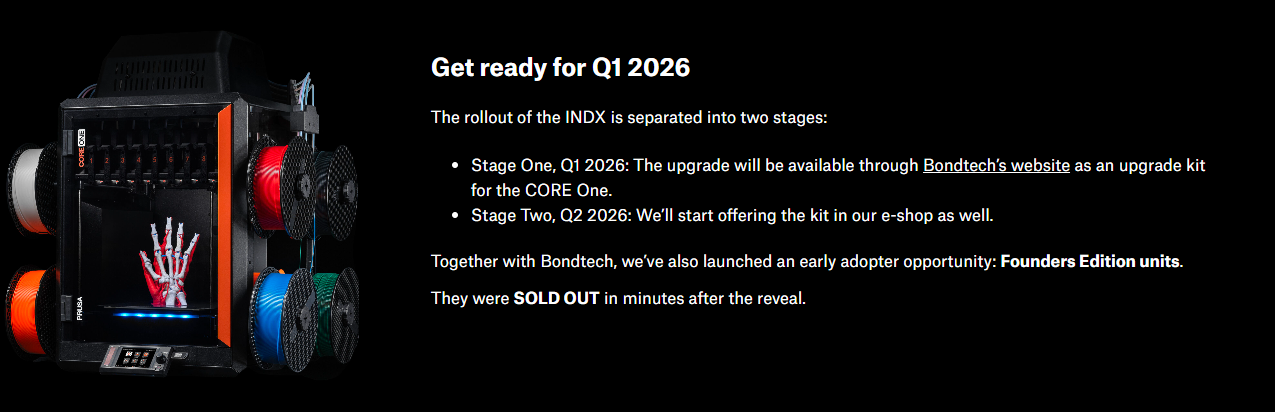
Prusa Core One avec système Bondtech INDX : prix enfin dévoilé
Kachidoki en réponse au topic de doudinator dans Prusa Research
C'est vrai que ce n'est pas très clair. Le "deal" c'était : Priorité à la boutique Bondtech en Q1/26 Prusa ET Bondtech proposent le kit dans leurs boutiques respectives en Q2/26. On a vu la founders edition sold out en quelques heures dès l'annonce en Q4/25 et pas vu de réapprovisionnement chez Bondtech ensuite. Vu comme ça, Bondtech n'a pas assez anticipé la vague et ils ont perdu leur créneau de "priorité".
-
Mon Projet d'imprimante The100
Kachidoki en réponse au topic de MrMagounet dans Le coin des Cubiques
Encore un peu et tu me qualifiais de maker senior. Ayant eu l'occasion de bosser sur la conception d'une IDEX qui fut un projet passionnant (chronophage et €€), il y a quelques pièges que je serai ravis de t'éviter si je les vois. -
Mon Projet d'imprimante The100
Kachidoki en réponse au topic de MrMagounet dans Le coin des Cubiques
Ce projet va être intéressant à suivre. Si tu voulais vraiment compact, tu aurais pu partir sur des tuiles de la XL (9x9cm). Voire même en monter 4 pour faire un 180x180mm avec chauffe partielle. Bon le prix doit piquer. -
Un autre point souvent négligé, le remplissage. Les parois du remplissage étant plus épaisses en 0.6, elles sont plus espacées à % égal. Pour éviter d'avoir des ponts trop long il faut augmenter le % et donc la quantité de matière et de temps.
-
En fait parfois il manque une traduction sur le forum. La plupart des messages courant sont traduit, mais les messages moins courant pas trop. Ici j'ai posté un message qui est resté bloqué par les filtres de modération, et lors de la libération du message j'ai reçu cette notification. Bon ici on dirait qu'il manque plus qu'une traduction, je pense qu'il manque le mot "message" car même en franglais je ne comprends rien.
-
gestion de stock des bobines de filament quelles solutions ?
Kachidoki en réponse au topic de vap38 dans Consommables (filaments, résines...)
Pas moyen d'utiliser un outil externe ? Je viens de tester python-barcode pour voir ce que ça donne, on peut difficilement faire plus simple.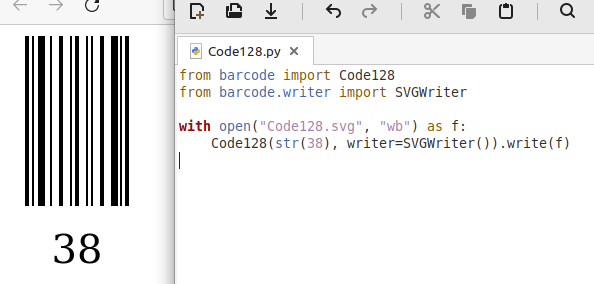

-
Doublon sur le forum, mais je n'ai pensé qu'après coup de venir le poster ici : Non seulement l'utilisateur qu'on ne nommera pas a été filtré par le forum, mais en plus le forum a du passer un sacré samedi soir vu sa réponse.
-
gestion de stock des bobines de filament quelles solutions ?
Kachidoki en réponse au topic de vap38 dans Consommables (filaments, résines...)
Ca me semble très bizarre vos histoires de licences payantes pour générer des code-barre. Ca fait longtemps que j'en ai pas fait, mais vu que lorsque j'étais étudiant j'étais fauché (je me payais même pas un composant à 50F), je doute avoir utilisé des librairies payantes. Je viens de regarder en python par exemple, il y a python-barcode qui sort directement des SVG ou PNG au choix. Spéciale dédicace @electroremy, matplotlib sait le faire aussi => https://matplotlib.org/stable/gallery/images_contours_and_fields/barcode_demo.html