
pascal_lb
-
Compteur de contenus
12 085 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
175
Tout ce qui a été posté par pascal_lb
-
Met nous un petit émoticônes la prochaine fois car avec toi des fois on ne sait pas si c'est de l'art ou du cochon Il va falloir que je réécoute car ça fait longtemps
-
Elle l'a, tu n'as pas à faire quoi que se soit à ce niveau, après tu peux l'ajuster via l'écran lors de la première couche Pour le reste il faut être patient Oui c'est la version intermédiaire avec la prise mais sans la lumière en haut de l'imprimante
-
Ça c'est une très bonne question
-

Neophyte mais j'espère bientôt expérimenté (enfin j'espère ^^)
pascal_lb en réponse au topic de kapounet dans Présentations
Bonjour @kapounet bienvenue chez les imprimeurs fous Et encore maintenant c'est beaucoup plus simple, avant tu passais 95% du temps à bricoler et paramétrer la machine -
Oui on peut faire ça avec du PLA mais suivant la pièce et la plaque tu peux avoir des décollement, il faut également avoir une première couche bien écrasée
-
Je te sens chiffon ce matin, je crois que c'était en 2016 donc il n'y avait pas encore d'embargo et puis c'est de l'art
-
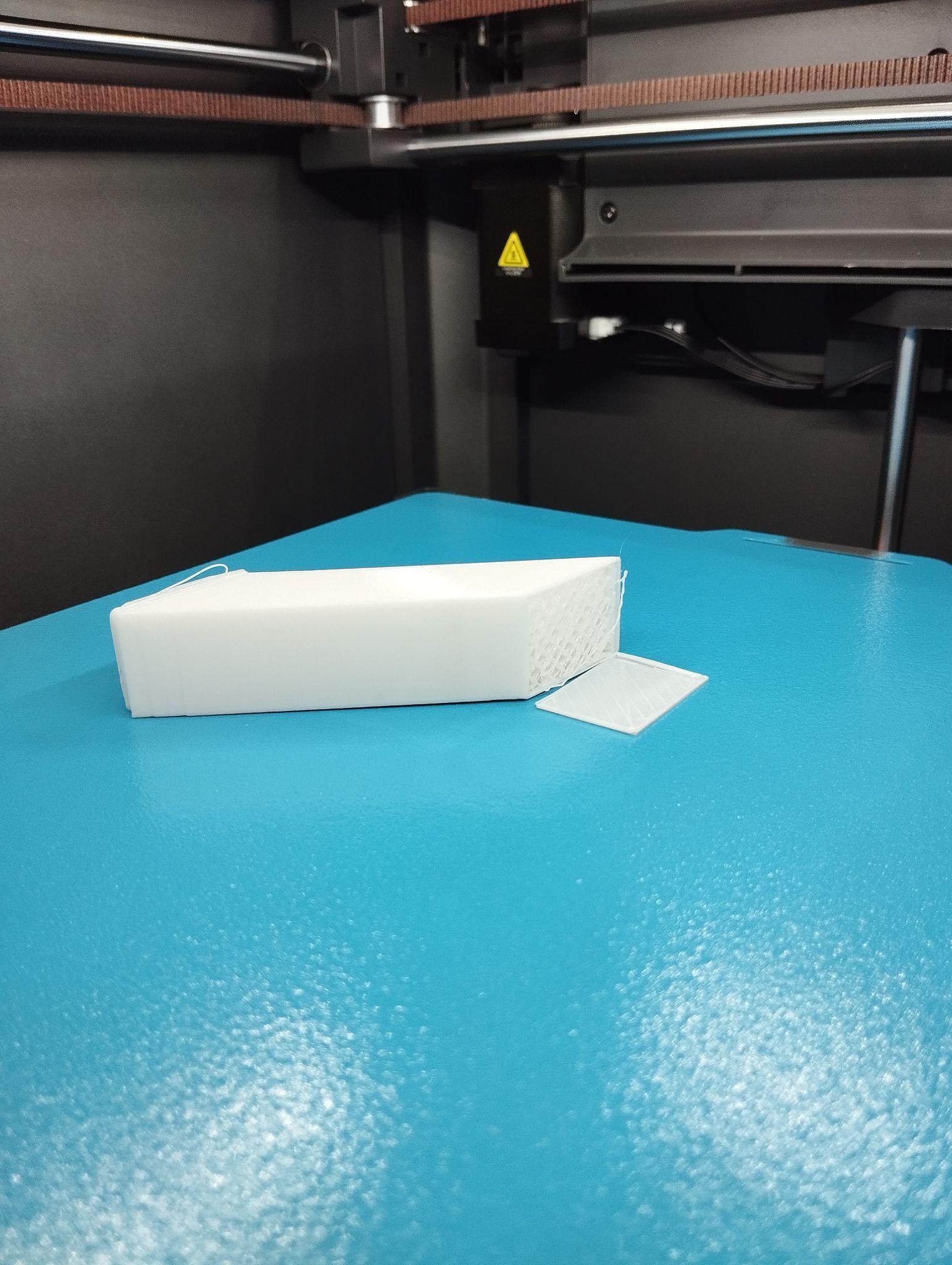
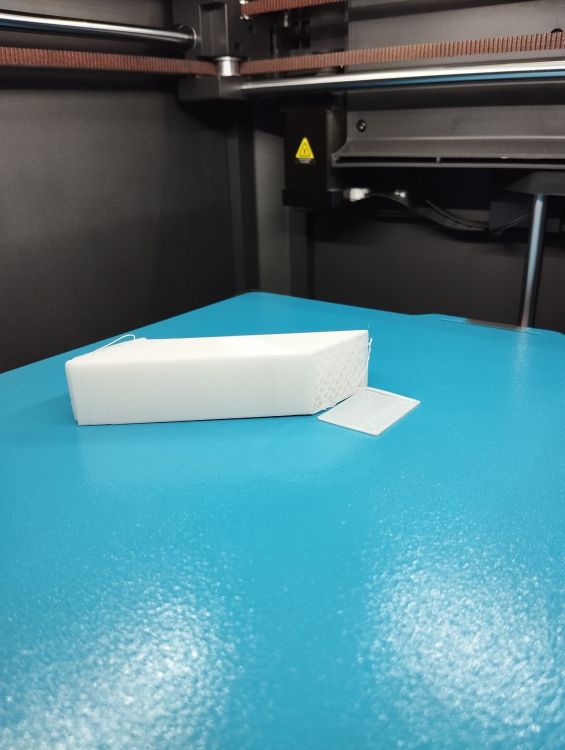
Alors un test avec du PETG avec le lit à 50° et là il m'est arrivé un truc que je n'avais jamais eu oui vous avez bien vu, la pièce a cassé je dirai au niveau de la 5 ou 6eme couche par contre elle a parfaitement collé sur la Frostbite je referai un autre test demain
-
Test du graveur laser Creality Falcon A1
pascal_lb en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Bravo @fran6p un très beau test comme toujours -
Je viens de corriger Oui après chacun fait ce qu'il lui plaît
-
@Ironblue a donné un lien vers le wiki de Bambu Lab dans un message un peu plus haut, si tu fais scrupuleusement ce qu'il est indiqué ça devrait fonctionner
-
Il faut bien qu'elles servent à quelque chose
-
J'imprime plutôt le soir avec la clim mais avec le lit à 30° c'est quand même des économies d'énergie des 2 côtés
-
Ha oui tu avais vraiment fait en grand oui ça colle bien, après mon principal intérêt c'est d'imprimer à des températures plus bases C'est pas faux, je garde bien au chaud mes plaques PEI pour ces filaments
-
Test du plateau BIQU Cryogrip Pro Glacier
pascal_lb en réponse au topic de pascal_lb dans Consommables (filaments, résines...)
Sauf pour le PLA et le fait que la surface soit plus lisse sinon c'est vrai que l'intérêt n'est pas énorme La Frostbite est nettement plus intéressante car à 30° ça accroche bien, je vais voir avec le PETG ce soir -
Je pense que c'est une mauvaise idée car le socle de la mini chauffe déjà pas mal alors mettre en caisson va le faire chauffer encore plus et l'électronique n'aime pas ça, en plus si c'est pour imprimer de l'ABS faut oublier la machine n'est pas faite pour ça
-
Test du plateau BIQU Cryogrip Pro Glacier
pascal_lb en réponse au topic de pascal_lb dans Consommables (filaments, résines...)
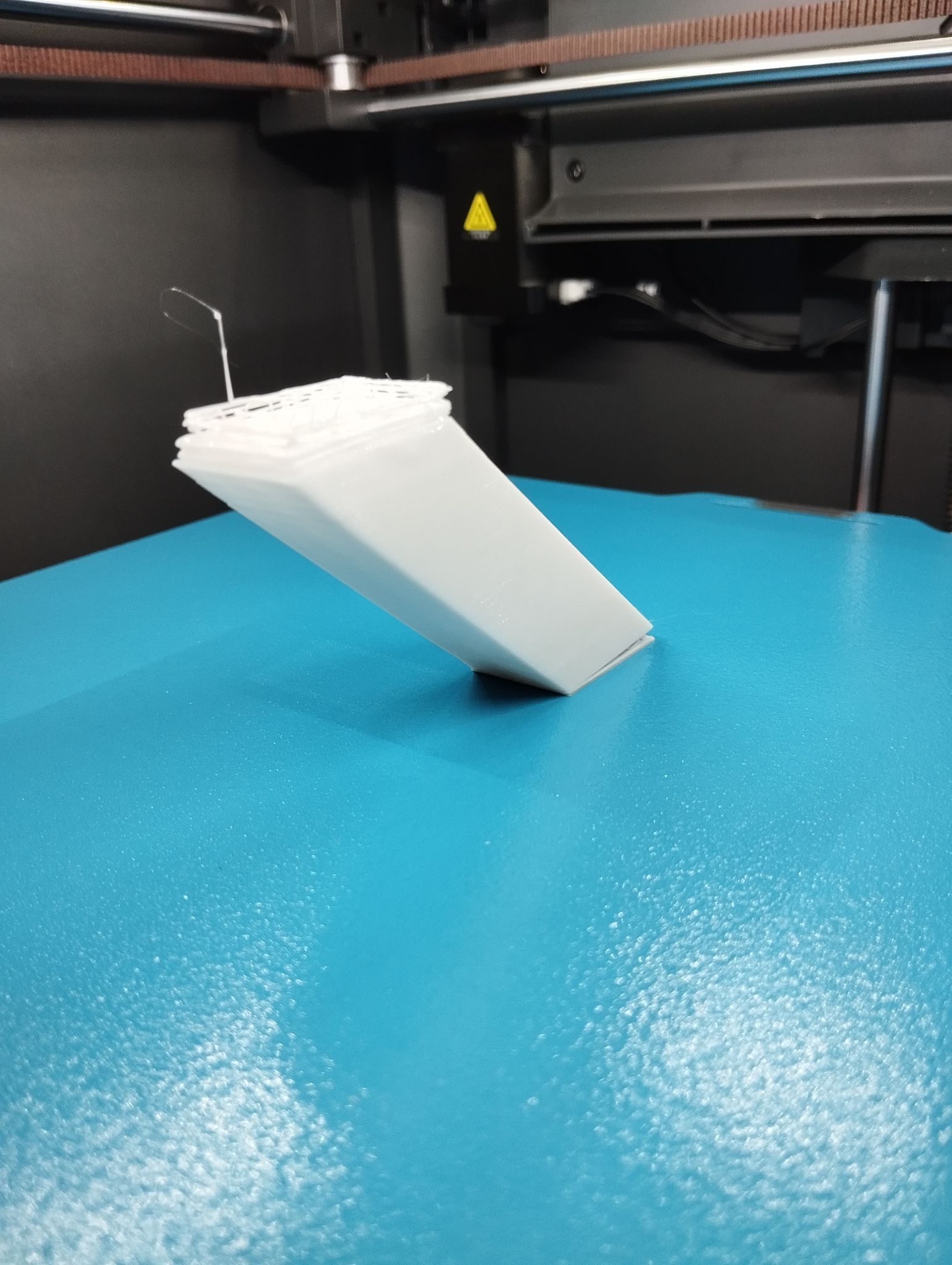
Elle était comme sur la photo, couchée et je pense que les bords on du se décoller rapidement, il va falloir que je refasse un autre test en surveillant ça de près -
aller je vous en remet une de cette petite russe car elle est vraiment stupéfiante
-
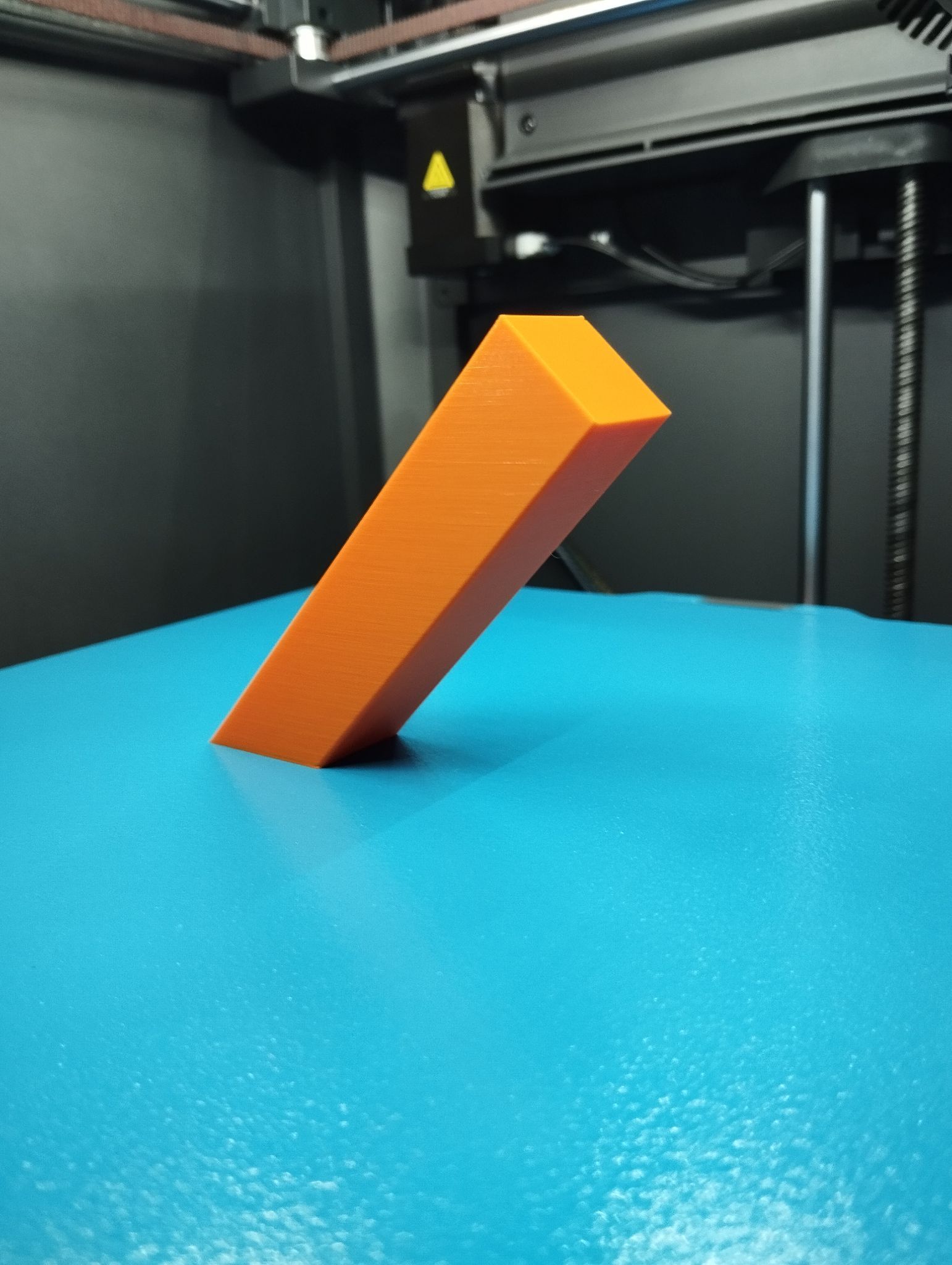
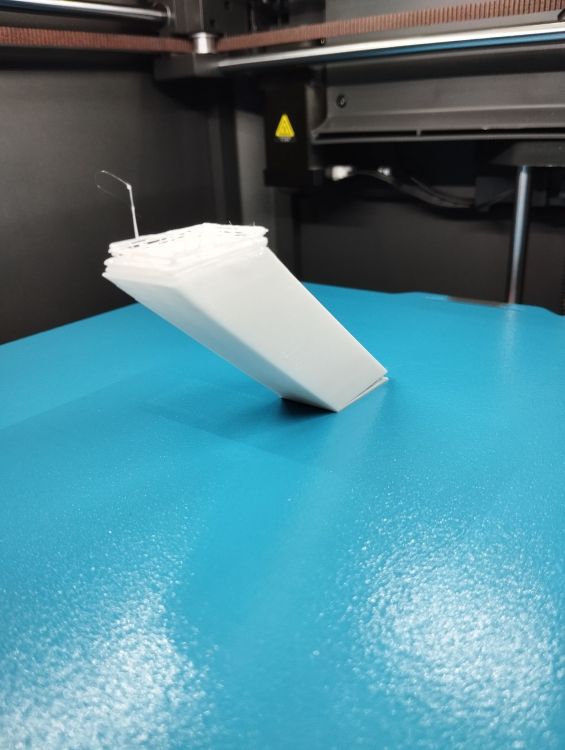
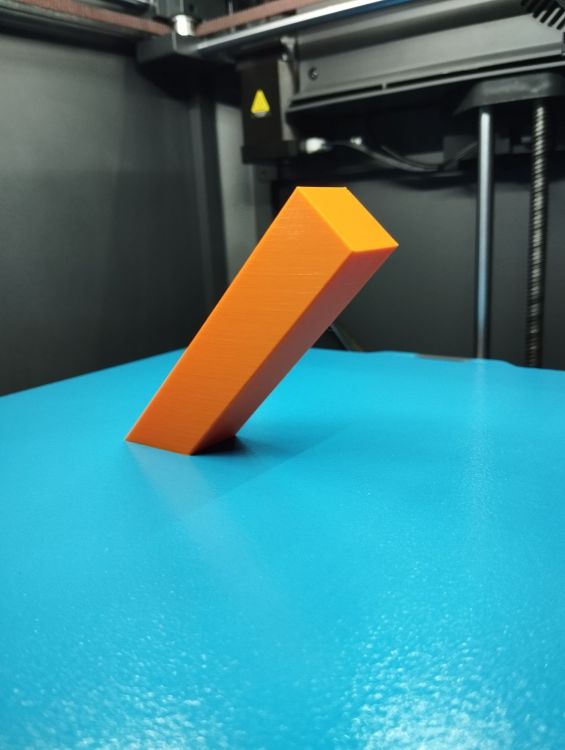
Merci ça fait plaisir car parfois avec le peu de retour je me demande si ça vaut la peine de se casser le ... la tête le PETG ça sera demain... enfin ce soir et bien ça c'est un truc que je n'ai pas, éventuellement je pourrai peut être la nettoyer au Brouilly mais je ne garantis pas l'efficacité Pendant que j'y suis, test en PLA d'un parallélépipède rectangle de 20x20x100 incliné à 45°, lit à 30°, l'image parle d'elle même et je peux vous dire que ça colle très bien, dommage que je n'ai pas du filament à jeter par la fenêtre sinon je testerai la même pièce avec 200 ou 250 de haut et je suis sur que ça tiendrait
-
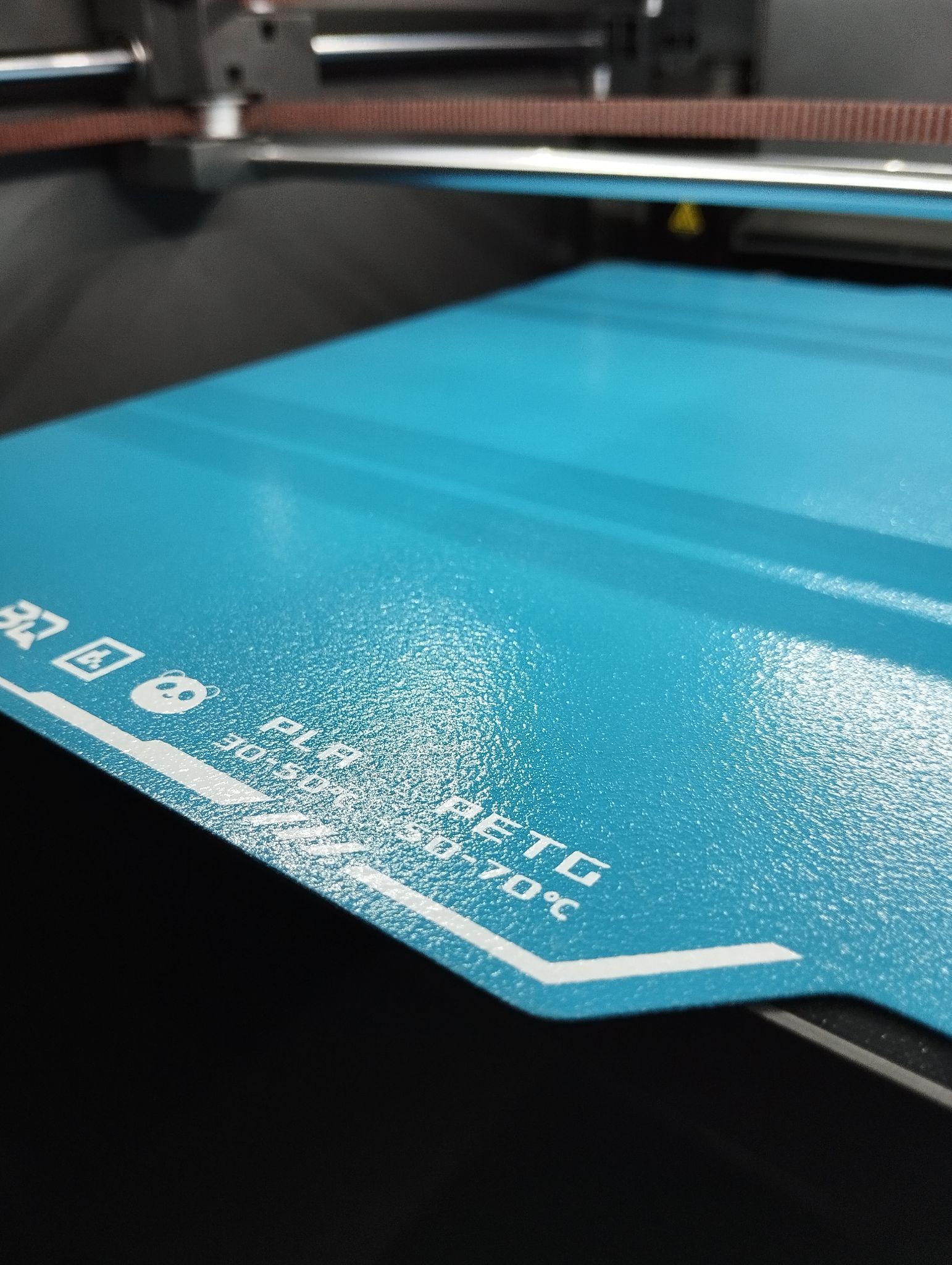
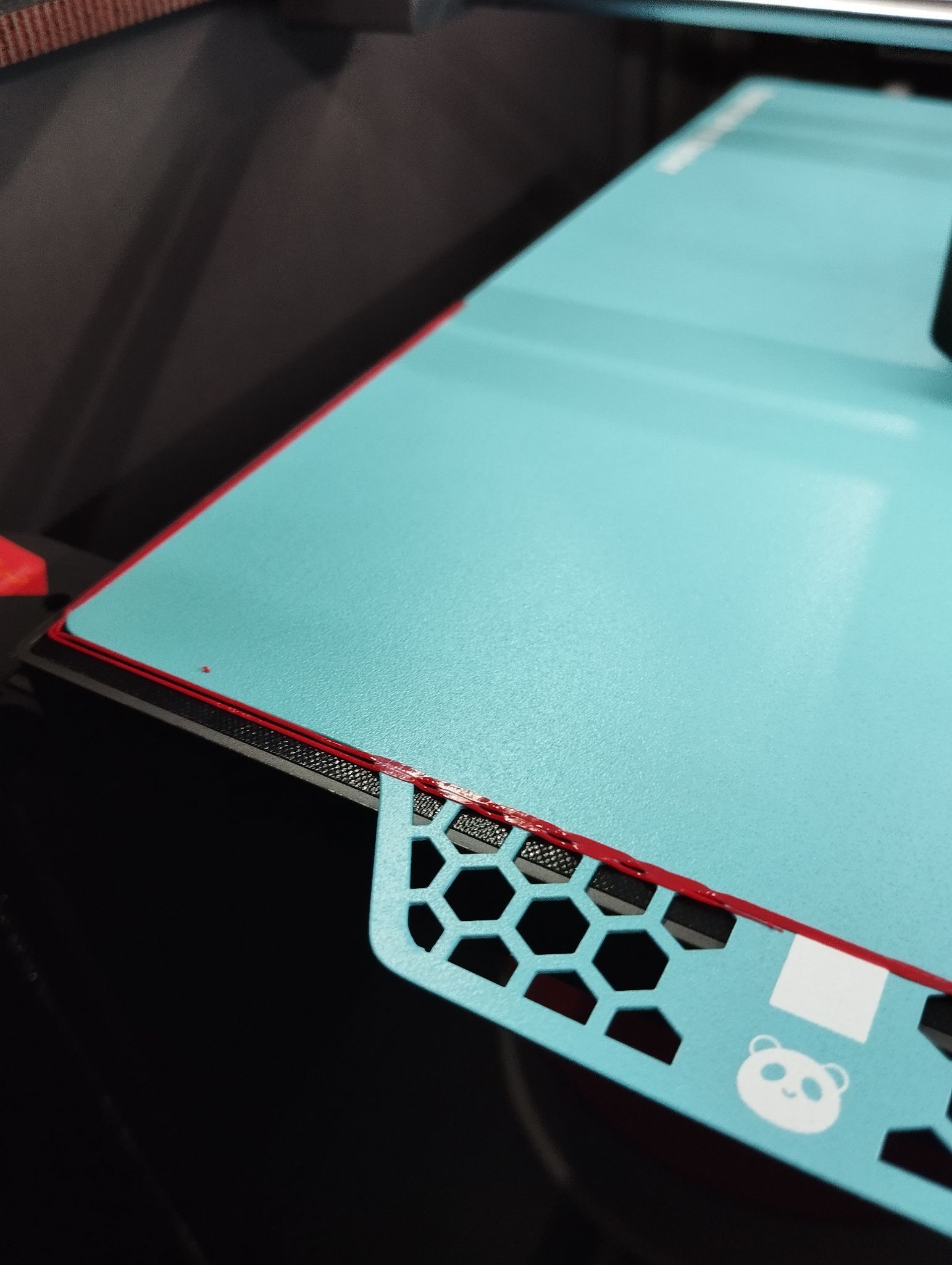
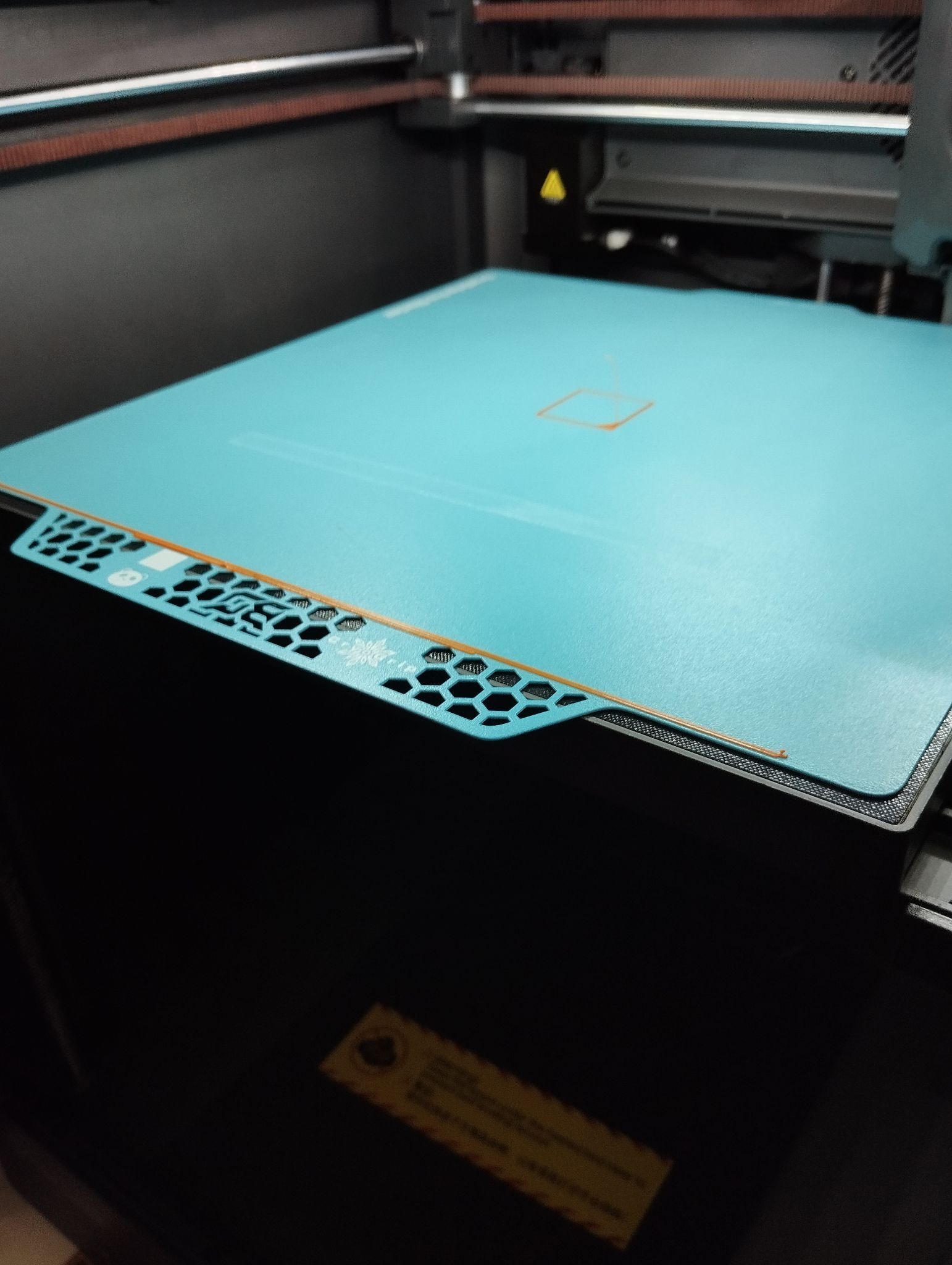
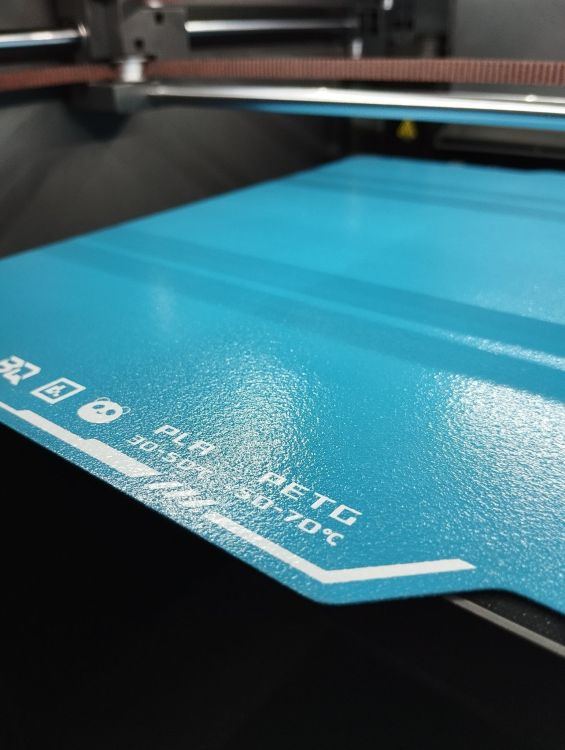
J'ai déjà fait un test de la Cryogrip Pro Glacier principalement sur la Bambu Lab A1 et j'avais testé sur la Centauri Carbon mais sans aller plus loin, là j'ai reçu la Cryogrip Pro Frostbite qui est uniquement utilisable avec le PLA et le PETG. La Frostbite est une plaque texturée un peu "granuleuse" contrairement à la Glacier qui est pratiquement lisse, l'avantage de la Frostbite c'est que vous pouvez imprimer du PLA avec une température de plateau de 30 à 50° et du PETG entre 50 et 70° Ces 2 plaques peuvent se monter sur la Centauri Carbon mais comme elles sont principalement dimensionnées pour la A1 CAD 257 x 257 et que la CC a un plateau de 260 x 260 vous avez compris qu'il manque 3 mm sur les axes X et Y, il faut placer la plaque bien au fond et à gauche du plateau. Ces 3 mmm en moins ne change pratiquement rien lors de l'impression, par contre au début lorsque la machine fait sa ligne de purge il y a un léger problème car la ligne de purge passe à coté de la plaque, après ce n'est pas une catastrophe mais j'aime bien quand ça se passe correctement . Ce problème est pour la Cryogrip Pro Glacier, la Frostbite a un bord un peu plus long à cette endroit là donc ça passe J'ai donc récupéré un GCODE de démarrage (que j'ai modifié car il ne fonctionnait pas) proposé sur le groupe Face de bouc des utilisateurs de la CC et qui utilise la ligne de purge de la Bambu Lab P1S, perso je n'ai jamais trop apprécié (bien qu'elle fonctionne très bien) la ligne en coin d'Elegoo Si vous êtes intéressé voici le GCODE de démarrage d'origine au cas ou vous souhaiteriez le remettre ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y-1.2 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X-1.2 E10.156 ;Draw the first line G1 Y98.8 E7.934 G1 X-0.5 Y100 E0.1 G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 et voici le GCDE que vous devez mettre à la place ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y+0.5 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} ;G1 X-1.2 E10.156 ;Draw the first line ;G1 Y98.8 E7.934 ;G1 X-0.5 Y100 E0.1 ;G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. ; ================================================================= ; ======== Bambu‑style PRIME — twin stripes 0.5 mm apart ========== ; ================================================================= ; Stripe 1 → Y = 1.0 mm ; Stripe 2 → Y = 1.5 mm (0.5 mm gap) G1 Z0.30 F900 M109 S[nozzle_temperature_initial_layer] ; wait for print temp M83 ; relative extrusion G92 E0 ; reset E ; ---------- first pass : left ➔ right ---------- G1 X18 Y2.0 Z0.25 F12000 ; start 18 mm from left edge G1 E2 F300 ; slow pre‑prime G1 X{print_bed_max[0]-18} E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- quick blob knock ---------- G1 Y11.0 F9000 ; hop forward (like Bambu) G1 X{print_bed_max[0]-19} F6000 ; scrape G1 Y1.5 F6000 ; back next to first stripe ; ---------- second pass : right ➔ left ---------- G1 X18 E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- finish up ---------- G1 E-0.5 F600 ; tiny retract (ASCII minus) G1 Z0.60 F9000 G92 E0 ; ================= End prime stripes =============================== G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 Voilà maintenant vous avez des belles lignes de purge qui seront sur la plaque La suite bientôt avec les essais et mes impressions sur la Frostbite


-
MISE À JOUR DU FIRMWARE CENTAURI CARBONE (V1.1.29) 1. Correction de plusieurs problèmes qui pourraient causer des interruptions d'impression inattendues. 2. Ajout d'une protection thermique pour l'extrudeuse pendant le retour. 3. Résolu des problèmes d'affichage de l'interface lorsque la machine rencontre une erreur. 4. A abordé des problèmes occasionnels avec les contrôles basés sur le Web. 5. Correction de bogues qui pourraient empêcher l'exportation correcte des vidéos en décalage. 6. Amélioration de la compatibilité des lecteurs USB pour corriger des erreurs de lecture occasionnelles.
-
Celui ci peut accueillir 4 tubes d'un côté et un de l'autre ce n'est pas le même que celui qui est sur la tête d'impression
-
baguette magique de chef d'orchestre
pascal_lb en réponse au topic de lucien deldicque dans Entraide : Questions/Réponses sur l'impression 3D
@lucien deldicque je déplace dans la bonne section Dans quel sens tu veux l'imprimer couché ou debout ? Apparemment elle est cylindrique, et vu le diamètre qui ne doit pas être très gros ça va être dur de l'imprimer debout Pourquoi ne la la faire cubique comme ça tu pourrais l'imprimer couché en toute sécurité -
Ben oui depuis que @fran6p a ses nouvelles lunettes il est devenu dyslexique
-
https://eu.store.bambulab.com/fr/products/bambu-4-in-1-ptfe-adapter
-
Je ne comprends pas pourquoi tu veux débrancher un PTFE côté tête d'impression en le débranchant côté AMS c'est beaucoup plus simple