olivier-b
-
Compteur de contenus
14 -
Inscrit(e) le
-
Dernière visite
Récompenses de olivier-b
")





-
Pour DagomApp je n'ai vu que la version 64 bits. Comme c'est un programme Dagoma, les sources ne sont pas disponible. A tout hasard, fait la demande au support. Il doit y avoir moyens de régler l'offset Z sans cette application qui ne sert à priori qu'à ça. Pour slic3r ou le cura (normal), il faut regarder dans les dépôts ubuntu. Si les applications sont dans les dépôts, tu auras les 2 versions 32 et 64 bits donc pas de soucis pour toi. Pour le paramétrage de slic3r, il y a un article sur le blog de Dagoma. Je n'ai pas le lien en tête. Sinon ouvre un nouveau sujet sur le forum pour plus de visibilité spécifique au paramétrage de slic3r, il doit y avoir d'autres personnes qui l'utilisent. Pour le paramétrage de cura 2.3, je t'ai donné le lien github dans ma première réponse.
-
Merci vr34, c'est vrai que ça peut aussi faire pierre comme texture (avec une autre couleur de filament). En cherchant j'ai trouvé un script python de post-traitement du fichier gcode qui permet de changer les températures de chaque couche (la suggestion de Slayer-fr) : http://www.thingiverse.com/thing:49276 Déjà ça ne marchera pas avec mes interrupteurs car ce sont des aplats et que chaque couche aura une couleur uniforme, on ne verra donc pas le change de couleur. Par contre même avec une pièce genre statuette ou vase, je ne suis pas certain que ça marchera vu que ce n'est pas du vrai filament bois (enfin c'est ce que je pense vu le résultat). Il est noté dans la description de ce script que la différence de couleur vient qu'avec une température élevée, le bois fonce en brûlant. Je suppose qu'avec du PLA la couleur ne changera pas comme avec un filament bois.
-
Ne t’inquiète pas je suis presque un "papy" aussi. Tu peux me donner le résultat de la commande suivante : uname -a Je suspecte que tu as installé une ubuntu 32 bits et le programme de Dagoma est en 64 bits. Si c'est le cas ça ne fonctionnera pas. Un système 64 bits renverra x86_64 dans la réponse de la commande uname. exemple : [olivier@pcolivier ~]$ uname -a Linux pcolivier 4.8.13-1-ARCH #1 SMP PREEMPT Fri Dec 9 07:24:34 CET 2016 x86_64 GNU/Linux si tu n'as pas x86_64 mais un truc comme i386 ou i686 alors tu es en 32 bits et là la seule solution c'est de réinstaller ton ordinateur en 64 bits (si ton ordinateur n'est pas trop vieux). Un Linux 64 bits peut faire fonctionner des programmes 64bits et 32bits. Un Linux 32 bits ne peut faire fonctionner que des programmes 32bits.
-
ok merci je jetterai un oeil sur ce logiciel
-
tu fais ça directement dans le GCode ? Je n'ai à priori pas vu cette possibilité dans Cura 2.3, peut être un autre slicer ?
-
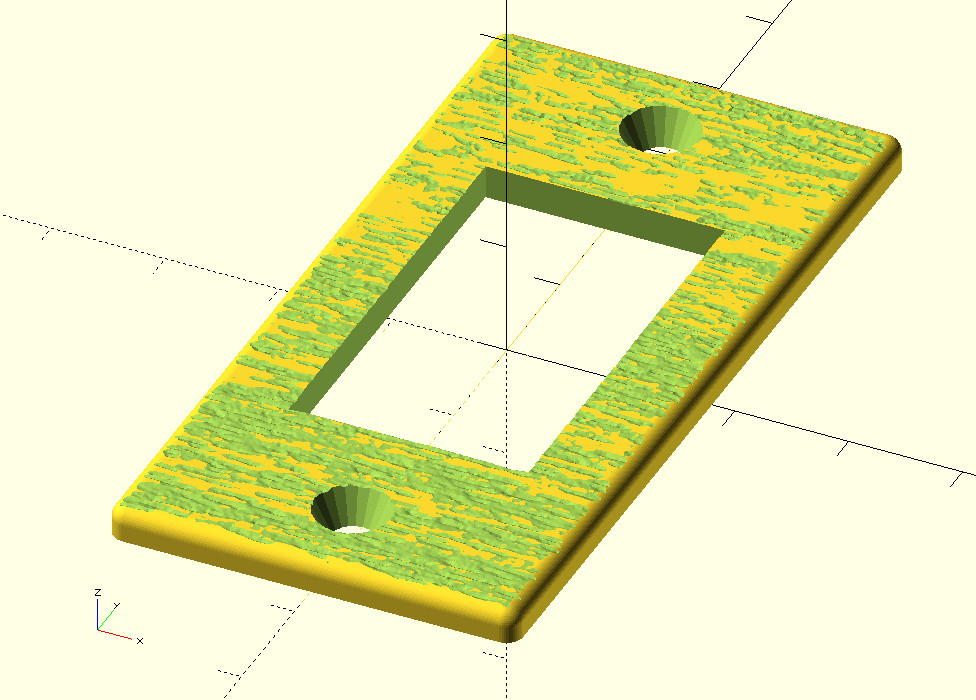
J'ai refait un test en utilisant les paramètres Chromatik standard (sans l'option bois) et définition 0.2, c'était mieux même si l'impression en diagonale ne fait pas trop bois. J'ai tenté donc de faire une pièce avec un veinage bois. Je suis reparti de mon interrupteur sous openscad et je l'ai creusé avec un heightmap d'une texture bois : Le résultat avec une impression en précision 0.1 : J'ai un peu foiré le ponçage mais c'est déjà mieux quand même. Le veinage a été fait sur les 2 dernières couches (donc maxi 0.2 mm) mais la plupart des détails ont été gommés par l'impression ce qui n'est pas plus mal en fait. Le veinage a aussi eu un autre effet, obliger l'imprimante à limiter l'impression en diagonale sur la couche finale et donc de donner un meilleur rendu après ponçage (car le résultat avant ponçage m'avait un peu déçu). Ça rallonge aussi le temps d'impression
-
lance un terminal et va dans le répertoire (commande cd ) où tu as décompressé ton fichier tar.gz lance le programme DagomApp : ./DagomApp (attention aux majuscules). Là tu auras certainement des messages d'erreur qui te donneront une indication sur ce qui te manque pour démarrer le programme DagomApp. Il doit certainement te manquer des librairies. Si tu ne trouves pas copie les messages ici. Normalement tu n'as pas besoin de lancer le programme avec sudo. C'est d'ailleurs déconseillé vu que ce n'est pas un programme système qui nécessite des droits superadmin. Il est possible que tu n'ai pas accès aux ports USB avec ton utilisateur. Il faut que tu mettes ton utilisateur dans un groupe indiquant qu'il a le droit d'utiliser les ports USB pour faire des transmissions séries. Sur ubuntu c'est expliqué là : https://doc.ubuntu-fr.org/arduino sudo usermod -a -G tty Nom_Utilisateur sudo usermod -a -G dialout Nom_Utilisateur edit : il est possible qu'il faille utiliser le groupe uucp (c'est mon cas) : Pour les cartes Arduino autres que UNO, on a /dev/ttyUSBX au lieu de /dev/ttyACM0 et le groupe est uucp au lieu de dialout (renseignements dars la page citée plus haut).
-
Si c'est un connecteur de nappe standard, comme sur la photo d'aliexpress, il suffit d'ouvrir délicatement le connecteur de nappe sur le côté avec un petit tournevis plat. la partie supérieure du connecteur s'ouvre et là tu peux normalement enlever la nappe, couper le bout qui était dans le connecteur. Ensuite tu retournes la nappe dans le connecteur et tu refermes le connecteur. Pas besoin de limer les détrompeurs.
-
Salut, Le format tar.gz, c'est comme un ZIP mais au format "linux". Tu double-cliques dessus et tu l'extrais dans le répertoire de ton choix. tu trouveras dans ce répertoire une application DagomApp, tu doucle-cliques dessus et le programme se lancera. Ensuite tu n'as qu'à connecter ton imprimante quand on te le demande. C'est une carte compatible arduino donc tu ne devrais pas avoir de pilotes FDTI a installer comme un windows. Le port usb aura un nom du style /dev/ttyACM0 (ça c'est sur mon Archlinux, sur ubuntu je ne sais pas). DagomApp est le seul programme fourni par Dagoma qui est compatible Linux. Pour l'instant j'utilise Cura by Dagoma sur un portable Windows mais quand j'aurai plus d'assurance dans l'utilisation de l'imprimante j'utiliserai le vrai Cura qui lui fonctionne parfaitement sur Linux. Tu trouveras sur https://github.com/DelphinPETER/Dagoma-Settings-For-Cura des personnes qui ont commencé à paramétrer la Dagoma sur Cura 2.3. Je n'ai pas encore testé en vrai.
-
Quels paramètres d'impression as-tu utilisé ?
-
Bonjour, Lorsque j'ai commandé mon imprimante à Noël, il y avait une promo avec 2 bobines chomatik achetées en plus de l'imprimante qui donnait droit à un buildtak gratuit. Si on prenait 2 chromatik normales, on était tout juste en dessous du montant minimum pour avoir les frais de port gratuit donc j'ai pris une bobine de chromawood, qui était un peu plus chère et j'ai eu les frais de port gratuit. Mon premier essai avec CbyD a été moyennement satisfaisant : ça ressemble plus à un vulgaire morceau de carton qu'à du bois ... Pour cet essai j'ai choisi le filament Chromatik + l'option bois dans Cura by Dagoma. Le filament est plus rugueux qu'un filament Chromatik normal, c'est pour cela que j'ai choisi cette option. En plus quand on coche cette option bois, on n'a plus beaucoup le choix de la qualité d'impression et donc quasi pas de paramètre. Le résultat ne ressemble pas à du bois (au moins sur une pièce plate comme celle-ci) ni visuellement, ni au touché. Le côté rugueux du filament a en plus disparu et dans l'état c'est tout juste bon à peindre. Quelqu'un d'autre a-t-il testé ce filament ? ai-je raté quelque chose ? Je pense retenter une impression sur un objet moins plat et sans l'option bois pour voir le résultat. Sur le site, ils disent température d'extrusion entre 200 et 220 °C et la vitesse entre 10 et 100 mm/s (plus précis que ça tu meures). C'est pas toujours simple pour un débutant alors je suis preneur de conseils

-
Un grand merci, j'ai fait un resserrage général de l'imprimante. C'est toujours un peu délicat de faire des serrages forts sur des pièces plastiques donc je pense que je devrai renouveler l'opération régulièrement. Il y avait au moins les vis de maintien du moteur Y qui avaient un peu de jeu + celle de l'axe du pignon (je n'y aurai pas pensé à celle-là). En tout cas ça marche mieux maintenant, la preuve : un grand merci encore pour vos conseils. Olivier
-
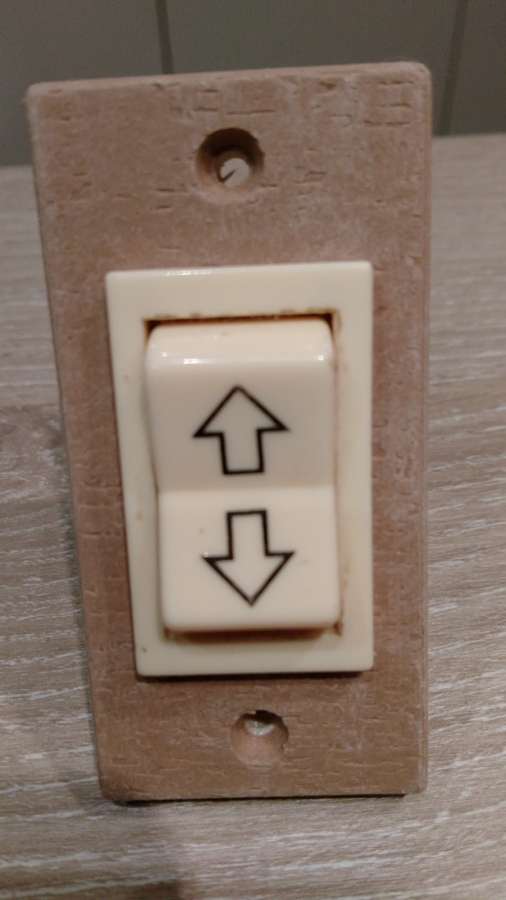
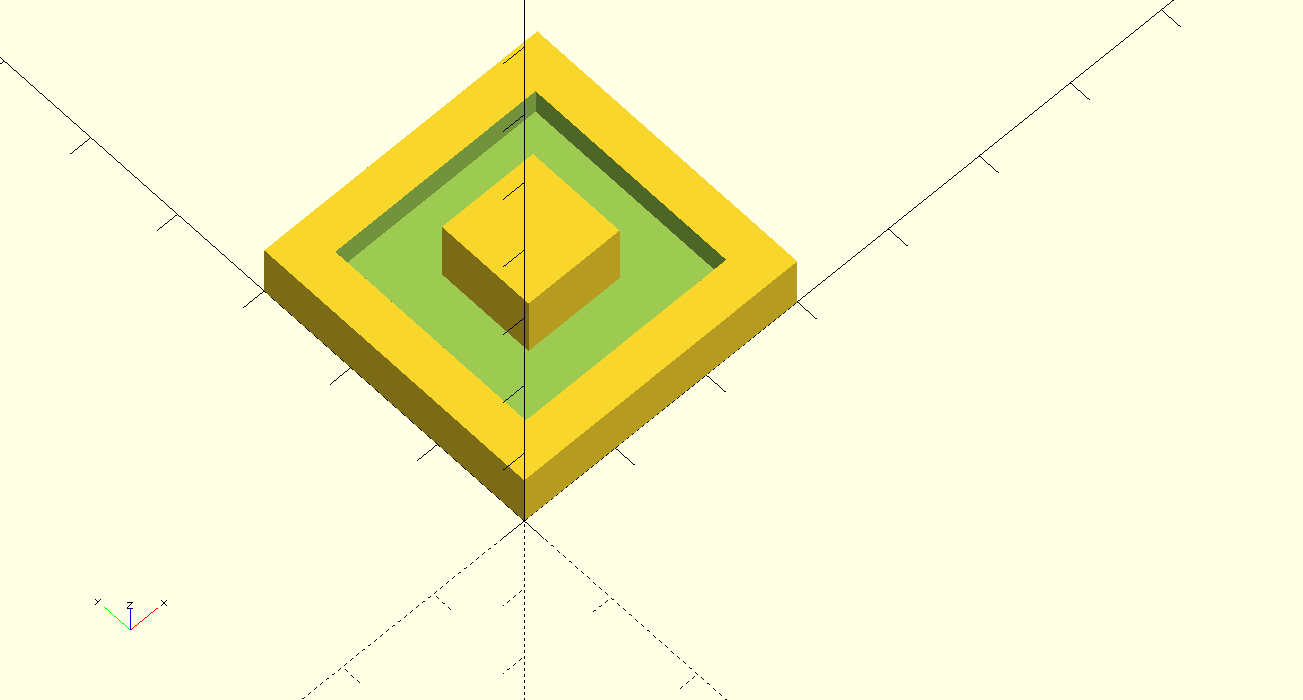
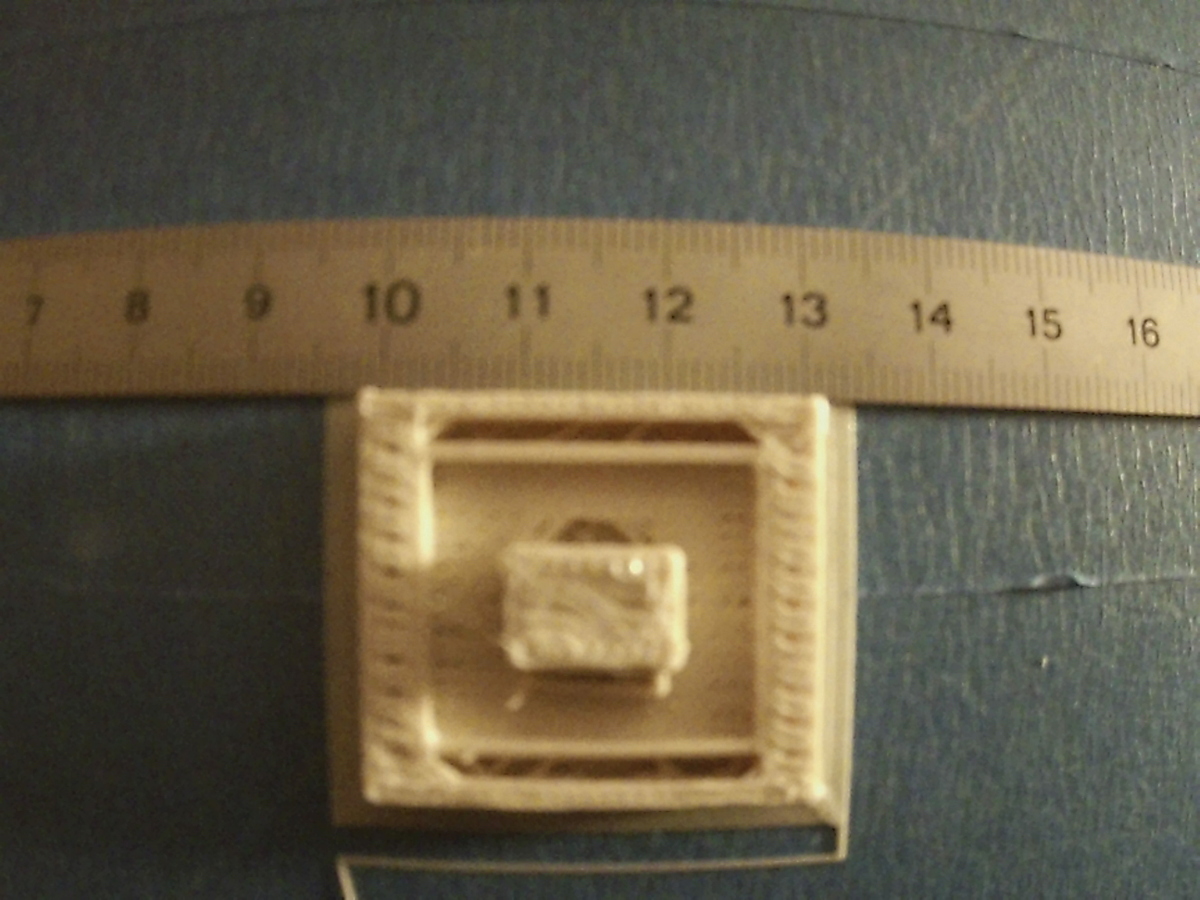
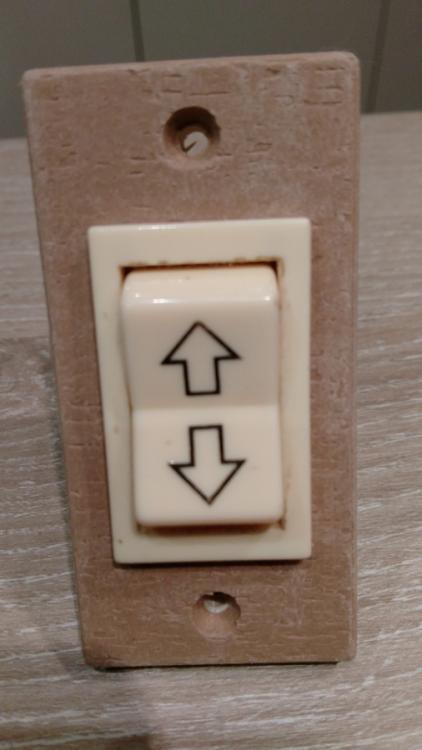
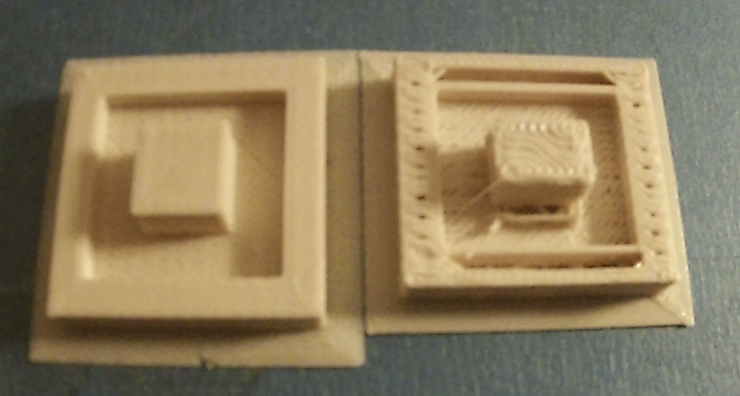
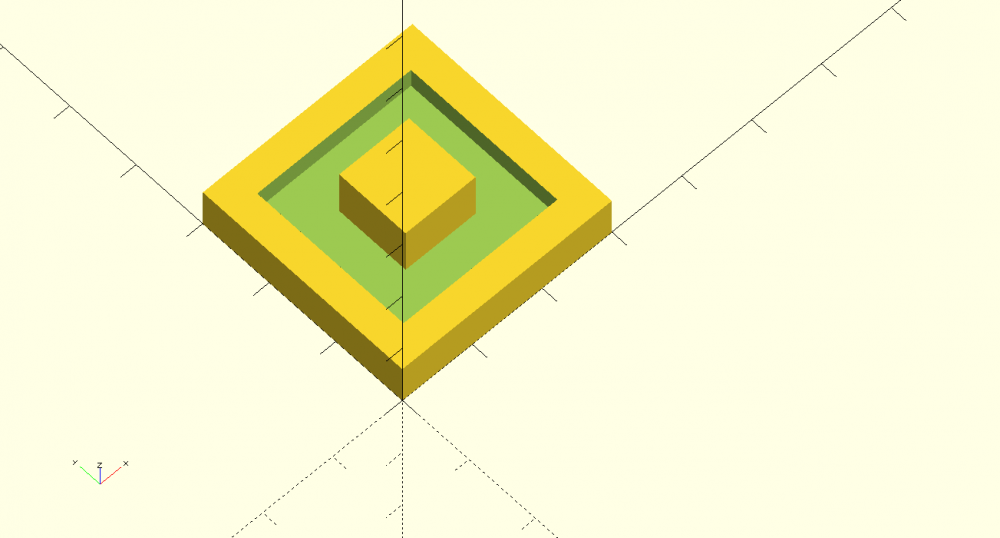
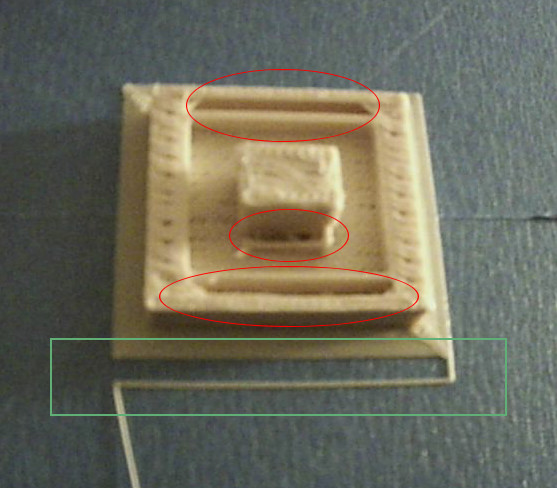
Bonjour, J'ai fait l'acquisition d'une Discoeasy 200 en kit à Noël que j'utilise progressivement depuis mi janvier. Je précise que je suis novice dans le domaine de l'impression 3D. A priori le montage n'a pas été problématique et j'ai été assez surpris d'imprimer sans soucis le badge dagoma et le support de bobine. Pas de soucis (hormis de décollement d'impression) lors de l'impression de ma première création, un cache interrupteur en openscad. Les objets imprimés respectaient les tailles indiquées dans openscad et je n'ai pas eu de problème pour y mettre mon interrupteur de volet roulant. Depuis dès que je fais une impression (j'utilise encore Cura by Dagoma tant que je ne maîtrise pas plus la bête), la pièce est déformée et la qualité est déplorable. ça à commencé avec une première pièce en précision 0.2 avec des trucs bizarre, puis aujourd'hui en voulant imprimer le support du doigt pour le kit de démarrage d'inMoov. L'impression, aussi en 0.2, était inutilisable : franchement moche et on ne pouvait ni mettre la carte arduino, ni utiliser le support pour y mettre le doigt qui restait à imprimer. J'ai donc fait un test avec une pièce faite en openscad vu que j'avais eu de bon résultat avec mes interrupteurs. La pièce fait 30 par 30 mm et j'ai constaté qu'après l'impression, en 0.2, le résultat était très moche et que la pièce ne faisait plus que 27 mm sur l'axe des Y. En cherchant sur le support dont vous êtes le héros et ici sur le forum, j'ai pensé à une courroie détendue et essayé de retendre la courroie de l'axe des Y. Le résultat d'impression est presque toujours aussi moche et la taille en Y est toujours de 27 mm au lieu de 30 mm. J'ai ajouté les photos en pièce jointe (et le reste dont le stl et le gcode sur mon drive) La pièce est on ne peut plus simple et toute les formes sont carrées (aucuns rectangles) : Le résultat obtenu est rectangle : Voilà en plus de l'écrasement de l'axe des Y les défauts d'impression en rouge : En rouge on voit des trous dans l'impression alors que la forme scad est pleine. Sur le carré central, le trou (en fait la base de carré) semblait de la bonne taille mais l'imprimante à réduit la taille après quand elle a monté les couches au-dessus. Sur les "murs" extérieurs, lorsque l'imprimante imprime on dirait qu'elle fait le remplissage en diagonale mais que sur le bord extérieur (c'est pareil en haut et bas de l'image). Sur l'image, la largeur est l'axe X et la hauteur l'axe Y. Dans le carré vert, j'ai eu un faux espoir avec le début de contour qui semblait bien partir mais il n'a pas reboucler dessus. Je ne me rappelle plus si j'avais eu aussi ce petit décroché lors de mes première impression et je ne sais donc pas s'il est normal. Avez-vous une idée de ce que je devrai faire faire pour corriger ces problèmes ? Olivier

-
Nouveau possesseur d'une imprimante Dagoma DiscoEasy 200 montée par mes soins depuis mi Janvier. Débutant en impression 3D mais avec quelques expériences en modélisation 3D : j'ai commencé avec POVRAY au siècle dernier pour me tourner vers Blender jusqu'à la version 2.49. Maintenant j'apprécie le logiciel OpenSCAD pour la modélisation d'objet 3D Voilà on ne peut pas faire plus succinct comme présentation