


ERIC62
-
Compteur de contenus
82 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par ERIC62
-
Filament ABS OPtimus, le meilleur du monde?
ERIC62 en réponse au topic de Motard Geek dans Consommables (filaments, résines...)
Nous verrons cela, en attendant le mal est fait .... Faire confiance à une bobine c'est s'acharner à trouver d’autres causes à un soucis. Cette bobine est assez ancienne, de fait j'y suis revenu à plusieurs reprises avec à la clef un échec à chaque fois et tant de remise en cause...Du coup j'ai fait le plein d'agacement là... Par ailleurs je n'ai jamais eu ce souci même avec du fil chinois...De quoi...parler chinois justement, tout remettre en cause et surtout ses convictions... On va remettre les choses en place...y'a pas mort d'homme hein mais ca gave surtout en regard du prix... -
Filament ABS OPtimus, le meilleur du monde?
ERIC62 en réponse au topic de Motard Geek dans Consommables (filaments, résines...)
Dégouté... J'ai acheté une bobine d'ABS optimus blanc en soutenant la qualité "made in france" et en croyant à l'argument "qualité". J'ai passé des nuits blanches à essayer et à plusieurs reprises d'imprimer avec ce fil sans succés...J'ai tout fait, changer de buse, changer l'extrudeur....Jusqu’à changer la t^te hexagon complète (c'est une µDR). Au bout de plusieurs jours, en nettoyant pour la X iéme fois la tête, je veux passer un bout de fil dedans pour chasser ce qu'il reste de fil et là.....rentre pas.... Je mesure ce fil et là ........de 1.6 à 1.88 de Ø....Et je précise que je suis dans la méca et que j'ai revérifié le lendemain avec un µmétre....Déja l'aspect gras mou de ce fil ne me plaisait qu'a moitié car tenue mécanique discutable mais là.... La bobine je me résous pas à la jeter...Mais pour moi c'est définitivement terminé Optimum....Dég -
Pas mal du tout l'idée, ca revient à la remarque que j'avais formulé au dessus c'est bien le point le plus sensible à mon avis. Je vais creuser pour essayer un truc du même genre
-
Ah oui mais surtout pas l'extrudeur d'origine du coup hors concours Bon ça empêche pas d'essayer les paramètres mais.... Disons que quand même on part avec un handicap.
-
Oui plateau chauffant, MDR avec toutes options. J'ai pas essayé le scotch, pas bête je n'en ai jamais eu le besoin mais c'est un truc en plus à essayer...
-
Et comment avez vous régler le problème, si vous l'avez eu, de l'adherence au plateau. Chez moi je gère sans soucis à peu prés tout mais avec le flex emotiontech, 3Dlac, Dimafix, rein n'est génial. Après je precise que je suis sur plateau de verre et plus sur le plateau d'origine. C'est une imposition que je me fais car je voudrais éviter de démonter le plateau en verre et refaire un calibrage en Z à chaque fois... Mais s'il le faut.
-
C'est effectivement un raccourci de conception qui a été pris et qui rend très difficile (impossible ?) l'impression du flex. Ce dernier doit être poussé en force dans le tube pour contrarié sa flexion et sa tendance à se mettre "en travers" à l'intérieur... Mais avec l'extrudeur d'origine on lui laisse la possibilité de se plier en sortie de molette et cette dernière, la matière étant tendre, va tout de suite patiner et le creuser, voir le couper.... Il faudrait que le guidage soit complet avec juste une lumière pour laisser passer les crans de la molette et que la traction soit symétrique pour qu'il soit poussé vers le bas et pas lui laisser l'occasion de se tordre. Une molette de chaque côte donc avec une liaison par pignon entre les deux dans l'idéale.... Donc changer d'extruder....Mais cher du coup.
-
Dans l'attente de news alors car effectivement je trouve la molette d'entrainement trop agressive. Intéressé de voir ce qu'il est possible de faire
-
Non bien sur ceux là ne valent que pour le refroidissement de la carte avec une petite adaptation....Mais pour le prix sont pas trop mal.
-
Intéressant ce sujet, a une époque ou il n'existait pas je me suis bien pris la tête sur les histoire de ventilo. De base et j’espère que ca changera dans le futur, le choix en 30x30 est super limité, alors en 24Vdc en plus.... Pour ceux que cela intéresses, j'ai acheté ceux ci dernièrement qui sont assez silencieux. Enfin surtout vu le prix c'est très discret même si on atteint pas les niveau des meilleurs ventilos PC bien sur. https://www.ebay.com/itm/2x-Ultra-silent-24V-40mm-4010-7000-RPM-Brushless-Cooling-Fan-for-3D-Printer/332411787475?hash=item4d654958d3:g:HmQAAOSwq9NZ2jpl Ceux d'origine sont de très mauvaise qualité et n'ont aucun couple au démarrage, ainsi ils ne démarrent jamais en dessous de 50/70% et avec les frottements internes, arrivent rarement à se maintenir en dessous de toute façon. Le pivot est lui aussi de mauvaise qualité et le jeu arrive vite, l’hélice se décale et vient frotter sur les parties autour, au pire elle vibre et le grognement devient insupportable. Pour celui du bas, un 40mm se place bien, tout le monde le sait maintenant. Pour ceux de la hotend, le mieux à mon avis est de passer en radial, je vais rapidement le faire au moins pour celui de refroidissement principale. Pour les latéraux pour être honnête je ne les utilisent casi jamais je fais surtout des petites pièces.
-
Le soucis sur la µDR vient de là effectivement perso mes deux principaux soucis venaient de l'entrainement qui "bouffait" le fil et de l'adhérence. Si tu ne sert pas assez, la roue patine sur le fil et l'use, ce qui fait qu'il n'est plus entrainé. Si tu sert trop le fin est fortement marqué et coince au niveau de la tête... Même résultat donc...Et jamais réussi à trouver le juste milieu. Deuxième soucis mais moins rependu apparemment sauf que moi je 'lavais très fort c'est la retraction. Même le dimafix n'arrivait pas à empêcher le problème. Le 3D bed fix est à essayer moi j'ai mis un disque de verre et je voulais pas essayer autre chose avant d'avoir corrigé ce soucis de fil qui coince.
-
Et bien pour moi après avoir pas lu de choses j'avais retenu que celui qui fonctionne le mieux pour la µDR était celui de emotiontech. Ceci étant posé la bobine est bien rangé et j'ai pour projet de la vendre en section, comme lacet de chaussure. Trêve de bêtise j'ai jamais réussi à faire de truc constructif, je dis pas que je lâche l'affaire mais ca risque de durer car les derniers essais, long et fastidieux ont fini de me dégouter. Donc je suis avec attention et celui qui s'en sort sera mon maitre et je suivrai ses paramètres à la lettre ;-)
-
Salut, J'en profite pour poster quelques photos de mon évolution. Quelques finitions sur le principe de base, notamment les caoutchoucs de porte, la vitre arrière est de nouveau transparente... Sinon j'ai surtout fini mon système de hotte aspirante. Alors pourquoi ? Parce qu'aucun système de filtration ne peut fonctionner en imprimante 3D. Provocateur ? Un peu mais surtout réaliste. Les filtres HEPA c'est juste du flan, d'abord parce qu'ils sont pour la plupart dérivés de filtres aspirateur (inefficace) mais surtout parce qu'ils ont vocation à filtrer de la poussière. Nos imprimantes fonctionnent par ajout matière et pas par enlèvement... elle ne font donc pas de poussière, aussi fine soit elle. Ensuite les gaz nocifs produits ne pourraient être filtrés et retenus que par des filtres à charbons.... je pourrai ici écrire des heures, il suffit de respirer dans un masque peinture (un vrai à cartouche) pour comprendre. N'importe qui se rendra compte de l'effort à fournir pour aspirer. Avec une soufflerie la puissance serait folle pour vaincre cette résistance. Donc un "vrai" filtre (un filtre efficace) et juste presque impossible à réaliser... En plus et c'est important, ceux qui utilises un filtre HEPA (donc qui sert pas ), aspirent l'air de leur box et refroidissent donc la partie impression. Hors moi surtout pour l'ABS je voulais justement garder la chaleur. Ici la chaleur et les odeurs montent et ne sont aspirés que quand elles sortent d'elles mêmes de la cartérisation. Pas de ventilation forcé à cet endroit... Je n'ai donc pas eu envie de faire un truc inutile. J'ai donc choisi de revenir au basique à savoir rejeter tout dehors. J'ai la chance d'avoir un tuyau de VMC juste au dessus de la vitre, à l’étage. J'ai donc percé mon plancher béton et fait une dérivation jusque dans mon coffrage de volet. Pour le reste les photos parlent d'elles mêmes... Plus aucune odeur, efficacité maxi. Déjà à la base j'ai plus aucune délamination en ABS, et même avec l'emotiontech que j'arrivai pas à utiliser. Maintenant c'est bien propre à mon besoin car on ne flirt pas avec les capacités maxi en dimension sans devoir imprimer portes ouvertes..




-
Moi je dis qu'une chose c'est cool.... Cool parce que je retrouve ici la même "ambiance" que dans mes forums moto préférés. Alors que certains sont immobiles et n'apportent rien, ici la communauté est active, ça vie, ça répond.... Et c'est cool... L'occasion pour moi de vous souhaiter à tous une très bonne année. Et les gars, ne vous bastonnez pas sur FreeCAD. Je suis le premier tenté de le défendre rien que parce qu'il est opensource, même si j'ai souvent jeté l’éponge avec et réussi avec un autre. Au final être pleinement compétent sur un outil est déjà très bien. A 40 ans et 20 ans dans l'industrie je peux vous dire que le niveau de compétence est en chute libre... Donc l'entraide entre gens volontaires est important, le jugement sur les faiblesses ou non de chacun c'est du flan au final, la compétence et la motivation au global et importante... Moi je suis un ancien de BE à une époque ou on avait que du 2D... Et je suis donc une quiche en 3D finalement même si je me débrouille.... J'ai surement d'autres atouts maintenant et je les utilise pour arriver à mes fin...
-
Oui c'est forcement ce qu'on se dit avec la 3D quand on connait un peu... Il y'a souvent un conflit et une fausse manip à la base. Sauf qu'avec FreeCAD certains trucs marchent nickel dans certains cas et pas dans d'autres. Certaines pièces compliqué deviennent dures à gérer pour FreeCAD. J'arrive toujours à contourner le problème mais y'a quand même un gros contraste avec les versions pro récentes. On dirai les premières version de ProEng par moment. Par exemple je me suis pris la tête souvent avec un modèle que j'arrive à faire nickel au boulot sur FreeCAD, rentré à la maison je le refait de 0 car pas compliqué.... Et ben FreeCAD sur mon post en veut pas.... Même mode opératoire exactement... Enfin ceci étant il faut se souvenir que c'est gratuit.... donc chapeau bas. Quand d'autres font payer des outils 3D, plus évolué certes, le prix d'une voiture..... Bref.
-
Merci de l'info... C'est vrai que FreeCAD et pas mal Buggé et l'import de fichiers externe est une galère sans nom. Pour des choses simple ca reste pratique mais c'est pas mal limité et faire un filetage par exemple c'est quelque fois impossible sans aucune raison logique.... Je vais voir cette histoire de Fusion 360...
-
Merci Oui effectivement j'y ai pensé mais c'était aussi un défi que d'y arriver posé sur ses pieds... Dans mon cas j'aurai jamais réussi malgré les aides notamment de Marlequeen. Mais c'est un mal pour un bien car je suis convaincu d'avancer sur Cura. Entre temps je suis retourné à mes petites créations sur FreeCAD... D'ailleurs moi qui suis plus habitué à ProEng ou AutoCAD/Drafsight au boulot, si certains ont connaissances d’équivalents FreeCAD (gratuit) je suis toujours preneur car toujours interessant de connaitre et d'ouvrir le "champ des possibles"...
-
Impeccable, super gentil ! Je viens juste de les télécharger, et je met ca en route dés ce soir, les petits seront content. Par ailleurs je vais essayer de creuser cette histoire de Cura afin d'avoir un soft en plus en cas de soucis de ce genre. Je devrai trouver le temps pendant les congés de Noel/NAn. Merci de votre aide....
-
Ah bas oui.... Ce serai cool. Le lien : https://www.thingiverse.com/thing:2200007 Echelle 1 Imprimé en 0.2
-
Je viens d'essayer, j'ai même testé en mode grille / ligne, touching bed/everywere.... Change rien toujours aucun support sous les mains. Maintenant c'est vrai qu'en jouant sur ce (ces, en fait tous...) paramètres j'ai déjà réussi à m'en sortir, mais là rien . Je suis pas fixé sur le modèle c'est de l'amusement mais j'avoue ne pas trop supporter l’échec surtout dans le "maniement" d'un soft comme d'une machine.... Je persévère jusqu’à la victoire, mais comme je manque quelque fois de patience ça se termine parfois à la poubelle.... Ouhai suis cache mais je me laisserai jamais enm..dé par une machine.... Ca se sent que je suis énervé là ? ;-)
-
Ok je l'ai telechargé, effectivement ce serai sympa pour le fichier de config, mais je veux pas déranger. Si toujours Ok dis le moi je t'envoi mon mail par MP.
-
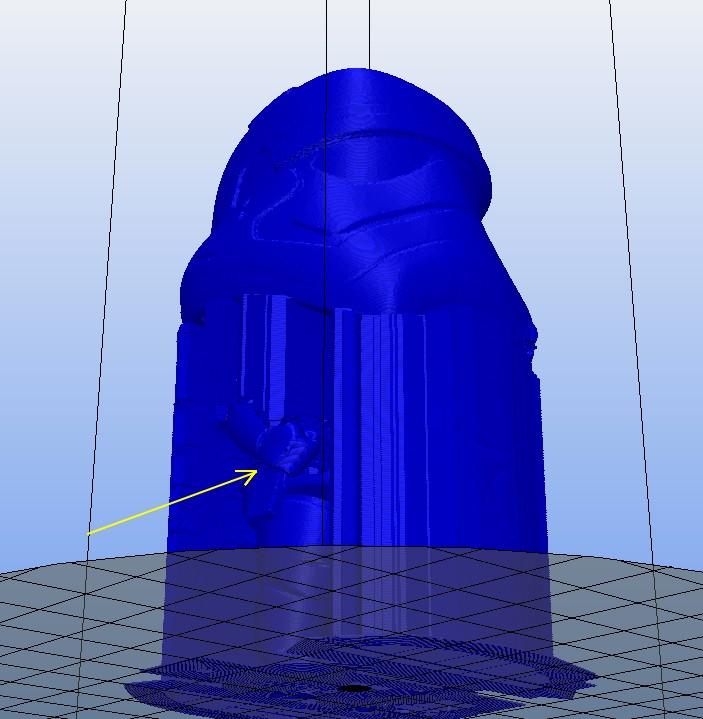
Alors Ok pour Cura, le soucis viendra plus de moi car si je ne me trompe, on repart de 0, tous le paramétrage est a refaire ? L'avantage avec repetier et que EmotionTech fournissait déja une base.... Sinon j'imprime de l'ABS pour le coup, une bobine de chez Emotion qui ne me donne pas satisfaction mais que je vais user comme cela. Sinon on ne voit pas bien effectivement sur la capture d’écran mais le bras est complétement dans le vide. Sans support la µDR commence donc la mains dans le vide. D'une manière générale, CuraEngine laisse toujours les bras sans supports chez moi...
-
Salut à tous... Bon alors voilà, la grosse buse que je suis (si, si un peu...) décide pour noël de sortir de ma zone de confort pour imprimer des objet aux enfants. Pour info, je travaille plus sur ProIng, AutoCAD ou Freecad que sur Repetier. Mes impressions n'ont presque jamais besoin de support s'agissant de pièces méca. Tout mon problème est résumé au niveau de la photo jointe. J'ai beau agir sur tous les paramètres, je n'ai jamais de support sous les bras de ma figurine (et ce n'est qu'un exemple).... Ce qui rend le résultat franchement dégueux. Je me rend en fait compte que la µDR ne sait pas encore imprimer dans le vide..... Alors quelqu'un aurai une idée pour faire "apparaitre" ce support sous le bras.... J'ai bien essayé avec Slic3R, ça a l'air mieux à l’écran mais n'ayant aucun fichier de config pré-existant, j'ai lâché l'affaire....
-
L'impression du flex reste un gros soucis, perso j'ai aussi une bobine de flex de chez emotion réputé le seul des flexs à passer sur la µDR. L'imprimante est juste pas étudié pour avec un entrainement du fil trop loin de la buse. Perso sur des impressions assez travaillés le flex tire tellement que la pièce se décolle du plateau. La suppression des ventilos pendant l'impression aide beaucoup. La vitesse doit être très lente, la tienne est trop élevé maxi 30 et idéalement 20. Voici les conseils de emotiontech à ce niveau : 1°) support bobine :- la bobine doit tourner librement autour de son support imprimé en plastique- le support imprimé en plastique ne doit absolument pas freiner la bobine2°) imprimer et installer le modèle 3D fourni en pièce jointe.Il se fixe à l'entrée de l'eMostruder avec les 3 vis de fixation classiques.Il permet de s'assurer que le filetage à l'entrée de l'eMostruder ne grignote pas le filament, ni ne le freine.3°) système d'entraînement eMostruder :- le roulement à l'intérieur de l'eMostruder doit tourner librement (il s'agit bien d'un roulement et non d'une entretoise en plastique)- il sera pertinent d'ajouter une rondelle Ø 3 mm entre le ressort et la vis moletée afin de s'assurer que la vis en question ne puisse pas se prendre à l'intérieur du ressort- la roue d'entraînement doit avoir ses dents parfaitement propres (à nettoyer si nécessaire)- cette roue d'entraînement doit être en retrait de 2 mm par rapport au cache de l'eMostrudeur (plaque noire)- cette roue doit être fixée avec une vis sans tête en contact avec le méplat de l'axe moteur (le tout bien serré, y compris la deuxième vis si votre roue en dispose)- il sera intéressant de vérifier que cette roue soit usinée correctement et qu'elle ne tourne pas en ovale- nettoyer l'ensemble de l'intérieur de l'eMostruder constituera également une bonne pratique dans la mesure où celui-ci peut s'encrasser assez rapidement4°) tube PTFE :- il sera très judicieux de recouper le tube PTFE de manière à ce qu'il y ait juste assez de longueur pour ne pas gêner les mouvements du noyau n'importe quelle soit sa position5°) Tête d'impression Hexagon :- il sera pertinent de "démonter / nettoyer / monter" cette tête conformément au guide dédié et dont voici le lien pour rappel :https://data.emotion-tech.com/highlights_fr/Hexagon%20-%20Notice%20montage-debouchage.pdf- il est très important de chauffer les parties métalliques AVANT démontage et AVANT remontage de manière à ne pas abîmer les différentes parties dans un premier temps, mais aussi de s'assurer d'une parfaite étanchéité de la tête- il faudra vérifier visuellement que les surfaces intérieures de toutes les parties métalliques soient parfaitement propres et lisses- si vous constatez une fuite de plastique entre le tube central et le bloc de chauffe de la tête d'impression, c'est que le montage devra être revu6°) motorisation et faux-contact éventuel :- si le câble moteur a été trop tiré, il se peut que des faux-contacts soient crées aux niveaux de ces connectiques, dans ce cas là il sera éventuellement intéressant de changer le câble moteur d'extrusion afin de savoir si le problème persiste7°) paramètres de tranchage :- assurez-vous que le diamètre du filament soit correctement indiqué au trancheur : 1,75 mm- assurez-vous que le diamètre de sortie de la buse soit correctement indiqué au trancheur : 0,4 mm en standard dans le kit MicroDelta Rework- distance de rétraction : doit être comprise entre 0 et 2 mm (2 mm étant un maximum, pour les modèles 3D mettant à rude épreuve la rétraction tel que les Voronoï, il sera pertinent de réduire cette distance à 1 mm)8°) tests d'extrusions en contrôle manuel - pression ressort au niveau du système d'entraînement (procédure détaillée dans la nouvelle notice d'utilisation disponible sur notre site web) :- détendre complètement la pression ressort- demander une température cible adaptée au filament utilisé- dégager l'ancien filament de la machine et le jeter (juste la partie préalablement engagée, pas toute la bobine)- engager un filament neuf (qui ne serait pas déjà passé dans la machine - couper la partie déjà engagée et la retirer)- demander plusieurs extrusions LENTES de 100 mm- serrer petit à petit la vis moletée de pression ressort jusqu'à que l'extrusion manuelle soit parfaitement homogène et continue(cette procédure permettra de s'assurer que le filament est correctement entraîné sans que la pression du ressort ne déforme le filament et ne favorise sont freinage pendant son passage vers la buse)9°) Vérifier que la tension VRef fournie par le pilote au moteur d'extrusion est comprise entre 0,7 et 0,9 volts (à ajuster si nécessaire).L'ensemble de ces recommandations devraient vous permettre de débloquer la situation sur votre machine, mais si vous constatez que ce n'est pas le cas, n'hésitez pas à revenir vers nous en prenant soin de réaliser une photographie de bonne qualité de chacun des points de vérifications évoqués haut plus pour contrôle par nos soins. Ensuite, pour vérifier si la tête d'impression est bouchée :1°) débrayer complètement la pression ressort du filament de l'eMostruder en desserrant la vis moletée horizontale 2°) mettre à température cible spécifique au filament engagée la tête d'impression et attendre que la température cible soit atteinte 3°) pousser directement à la main le filament vers la tête d'impression Constatez-vous que l'effort nécessaire pour pousser le filament et qu'il sorte à travers la buse soit conséquent ? Si oui, la tête d'impression est partiellement bouchée et nécessite un "démontage / nettoyage / montage" de celle-ci conformément au guide dédié dont voici le lien :https://data.emotion-tech.com/highlights_fr/Hexagon%20-%20Notice%20montage-debouchage.pdf Dans mon cas tous les points sont respectés et pourtant.....Le point sur lequel on ne pourra pas agir et la flexibilité du fil à l'origine. Ce dernier va donc coincer pour un oui ou un non et tous les voyants doivent être au vert pour que cela fonctionne.... une simple usure avec le temps (l’intérieur du tube qui "glisse" moins par exemple) une variation de température de l'extrudeur à un moment donné..... j'ai pas de réponse pour le moment, de temps en temps je m'y remet et je cherche....
-
Dans mon cas je fais des pièces meca essentiellement. - Donc reproductibilité RAS, ca c'est sur pour la mienne sinon avec les ajustements que je demande ca marcherai pas. -Qualité (ou plutôt precision pour ma part) d'impression RAS, je l'ai prise pour ca et effectivement assez bluffé. Après bemol sur les fils, l'ABS emotion jamais réussi à en faire quelque chose mais apparemment en changeant de marque RAS. J'ai testé les autres et nickel, le GFil est super. Prendre en compte la retraction aussi ca depend uniquement du fil mais j'ai quelque fois du refaire l'echelle sur une deuxième impression, les proportions par contre super et en restant sur le même fil retraction reproductible sans soucis... - Le volume c'est à toi de juger, moi je fais que des petites pièces meca donc nickel, si tu fais des coques... Attention quand même, une coque de smart par exemple oublie. Prend en compte que c'est un cercle de 150mm et pas un rectangle, ca change beaucoup de chose...




