Gærbek
-
Compteur de contenus
180 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Gærbek
-
Totalement débutant
Gærbek en réponse au topic de OuiOuiZNotDead dans Entraide : Questions/Réponses sur l'impression 3D
Je pense qu'il vaut mieux faire la démarche dans l'autre sens : "à quoi est destinée ma pièce ? Donc je choisi ce filament" ... Pas, "je prends ce filament, à quoi est-il destiné ?" C'est déjà ce que tu as du faire en choisissant une petite imprimante ouverte, tu devais déjà savoir que tu n'imprimerais pas de l'ABS/AS/PC/Nylon... non ? -
Imprimante 3D 4 couleurs
Gærbek en réponse au topic de cameleon dans Discussions sur les imprimantes 3D
Sous quel format les crées tu ? Si ce sont des .3mf, tu peux les concevoir directement en plusieurs parties imbriquées auxquelles tu associeras les différents filaments que tu as choisi, dans AnicubicSlicerNext. Dans sa section "objets", chaque parties que tu as créées seront un "objet" auquel tu pourras associer une couleur. Le point de départ est de déclarer sur la Kobra, les filaments et leur couleur, si les bobines ne sont pas RFID (si c'est le cas, ce sera automatique). Puis faire de même dans le slicer ; ce sera ta "palette" de couleurs. -
Totalement débutant
Gærbek en réponse au topic de OuiOuiZNotDead dans Entraide : Questions/Réponses sur l'impression 3D
Le PETG CF est vraiment agréable à utiliser, je n'ai jamais raté une seule pièce... Pour moi, ses défauts : choix en coloris limité (car les fibres de carbone sont noires et "ternissent" toutes les couleurs, même à 3% de concentration)... Et le prix. Le PLA ordinaire c'est beaucoup plus courant, choix "infini", beaucoup de promos. Il y a des PLA "techniques" intéressants mais plus chers (souples, plus résistants à la température, glow;...) mais ils demandent souvent une buse renforcée (comme le PETG CF) -
Je suis sur que Daan a pensé à lui quand ils ont donné son nom à leur engin (bien conçu ceci dit), bonne bouille le look arrondi... Mais n’accepte pas de trop grandes plaques Exact, tous ceux en vente dans le circuit consommateur ont des additifs, il suffit de lire l'étiquette de composition : la première molécule, voir une deuxième, sont les actives (des tensioactifs, justement), après ce ne sont que des additifs... https://www.consoglobe.com/substances-cache-paic-citron-cg/2
-
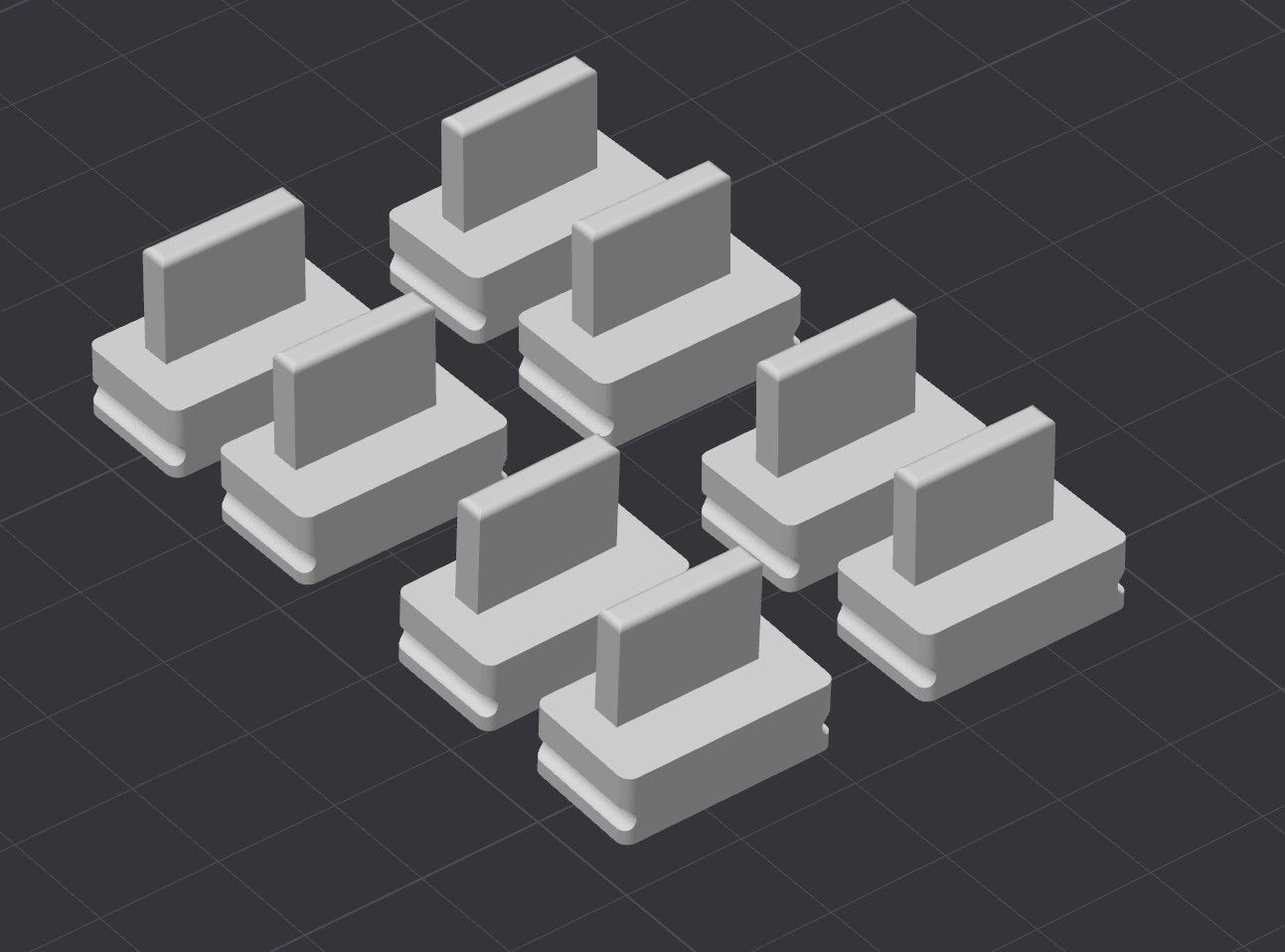
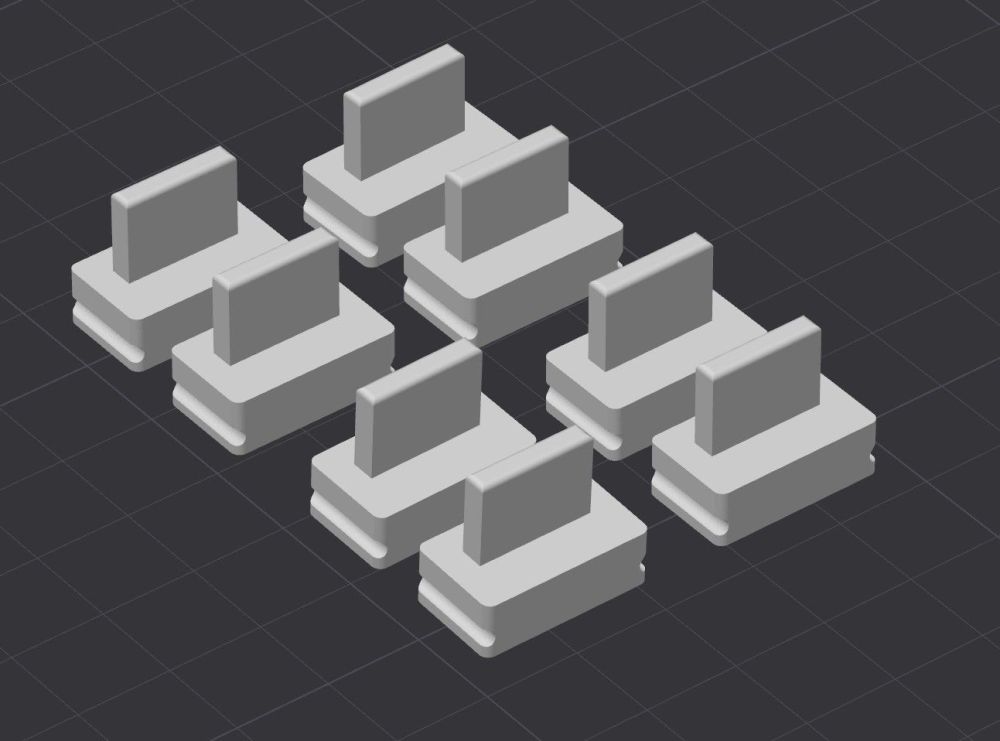
Oui, mais pas seulement, et dans un cas bien précis... C'est ce qu'il y a de plus intéressant, mais quoi ? Non, les 8 pièces sont indépendantes. 4 pourraient suffire à certains, d'autres en voudront peut-être 16, 32... Mais probablement toujours par multiple de 4 Oui c'est un indice (petit mais quand même ^^)
-
Oui, juste à côté. Ils sortent impeccables, sans traces de calcaire d'eau courante ou d'additifs de détergent... Mais c'est un bon lave-vaisselle (pas une marque française ... là, je suis mauvais joueur, ça n'existe même plus, à part le petit Bob )
-
Ayé ! J'ai pas grand chose à vous mettre sous la dent, on va essayer ça :
-
Bah non, pas pas plus que tout autre dissolvant/détergent... Évidemment si tu essuies le fluide résultant avec un sac en plastique, ça va étaler ! Si tu emploie un tissu absorbant convenable genre papier essuie-tout ou microfibre, ils vont absorber. Il faut bien essuyer, et ne pas laisser de peluches, c'est tout. De temps en temps, je passe mes plaques au lave-vaisselle (il faut qu'il soit bien réglé et ne laisse pas de traces de calcaire ou de produit de rinçage, faire le test du cristal).
-
OKéééé Je ne connais pas ce meuble, il est si fragile que ça aux raccords pieds/plateau ?

-
Moi je n'y vais pas avec le dos de la cuillère sur les grandes pièces avec risques de rétraction trop rapide : 10 couches à 0 et les 10 suivantes en progressif jusqu'à vitesse maxi. Ces soucis de rétractions/dilatation c'est inhérent, je pense, à la vitesse des imprimantes actuelles : j'ai un pote qui utilise encore une "vieille" à 50mm/s, il n'a jamais de soucis comme ça
-
imprimante qui fait n'importe quoi
Gærbek en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
Timelapse : je ne vois pas non plus de différence entre le site que tu cites () et les gcodes de base pour la CC dans mon Orca. Quand tu envoie l'impression, tu coche bien la case "Timelapse" ? Pour récupérer la vidéo, tu fais bien un "export" du fichier à partir de la "video list" dans l'onglet "appareil" d'Orca ? Il y a parfois un petit délai avant que le téléchargement commence et la fenêtre pour le choix du dossier est parfois cachée par la principale d'Orca.Tu peux aussi agir directement sur l'imprimante dans le menu des paramètres, onglet "Camera", en sélectionnant "Photographie Timelapse". Dans cet onglet tu trouveras aussi la liste des vidéos présentes dans la mémoire de l'imprimante. Note : si la mémoire est saturée, il n'est pas possible d'enregistrer un timelapse, il faut faire de la place en effaçant des fichiers gcodes de l'historique (via l'imprimante, ou via Orca) Pour les "frisettes" de ton impression, faute d'une meilleure image, j'en reste à mes "ponts en cantilever". Si c'est ça, il y a peut-être un support fantôme : dans l'onglet "traitement" passe en vue "objet" (au lieu de "global" et regarde dans la liste s'il n'y a pas d'autre objet que ton principal. -
Oki, j'avais compris, c'était pour la blague... Quoique... la question sur la pointure, c'était pour avoir une idée des dimensions
-
Cela fait penser aussi à un problème de warping, donc il faut réduire considérablement la ventilation sur les premières couches (sinon, refroidissement trop rapide et tensions dans la matière).
-
Décalage de couche à l'extérieur au niveau des supports
Gærbek en réponse au topic de Usu dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, cela me fait penser au problème de dilatation/rétraction de la matière dont on parle ici -
découper un objet 3D dans un fichier .stl
Gærbek en réponse au topic de nscheffer dans Dessiner / modéliser en 3D
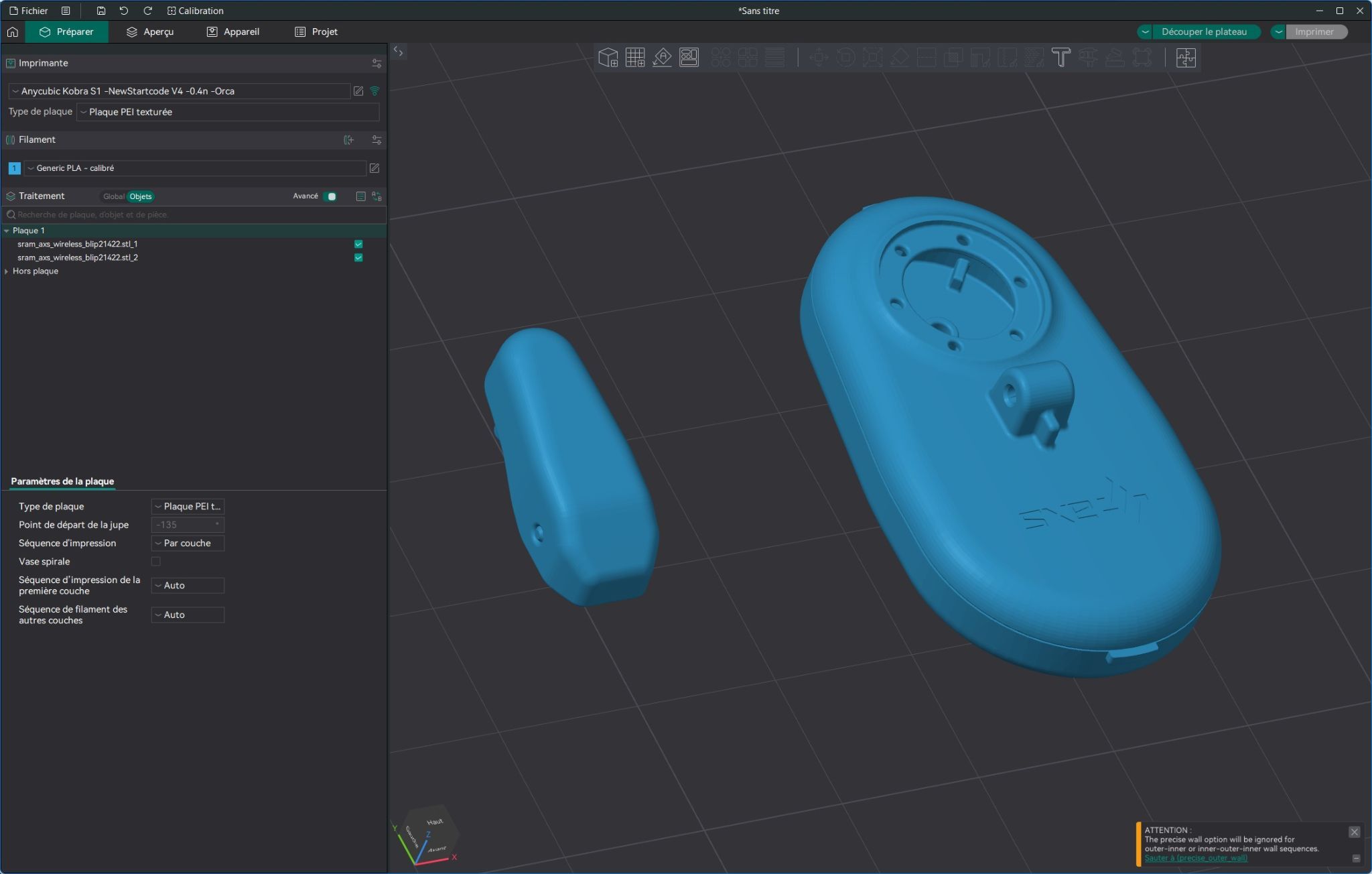
Ah ! Marrant : je viens d'essayer avec Orca et il ne "voit" que deux pièces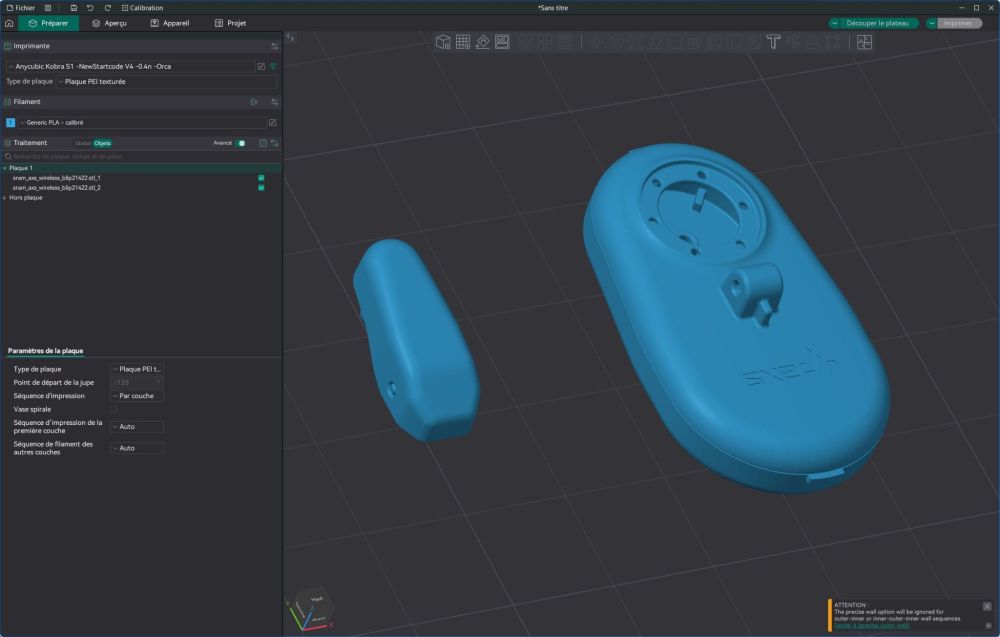
-
Si c'est du -CF, il est plus sur d'utiliser une buse de 0.6 : je vois souvent ce conseil. J'ai quand même essayé avec une 0.4 et du e-sun dark grey, ça a fonctionné mais j'ai peut-être eu de la chance. Si je dois faire une pièce importante je ne prendrai plus le risque, j'ai reçu une 0.6 acier durci et j'utiliserai celle-là. La granulométrie de la charge carbone peut varier en fonction des fabricants, je pense, et certains pourront passer et d'autre pas (d'où un numéro de lot différent). Il n'y avait pas de conseil à ce sujet sur la fiche technique du filament ?
-
Du PLA ? J'aurais parié sur du PETG CF Donc, c'est un pied... Un petit alors... Quelle pointure ?
-
Décalage de la base
Gærbek en réponse au topic de charly77 dans Entraide : Questions/Réponses sur l'impression 3D
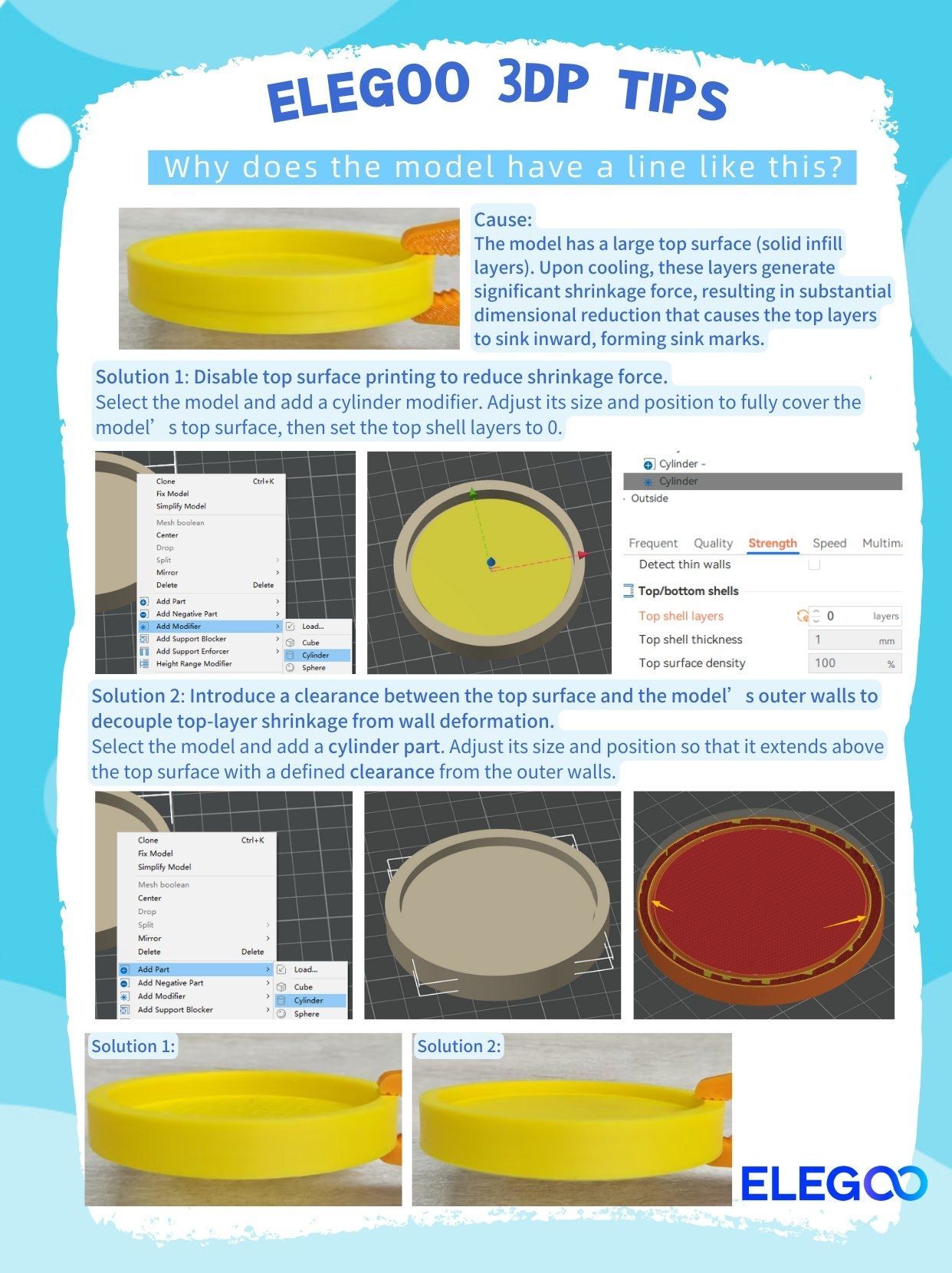
Ni l'un ni l'autre : c'est une contrainte du matériau (dilatation/rétraction). Les astuces citées sont de contourner ce problème avec des parades de conception du modèle et/ou de ralentir l'impression pour laisser le temps à la matière de "travailler". Elles sont valables quelle que soit la machine et quel que soit le matériau qui est amené à chauffer/refroidir (trop) rapidement. -
imprimante qui fait n'importe quoi
Gærbek en réponse au topic de patgyver dans Entraide : Questions/Réponses sur l'impression 3D
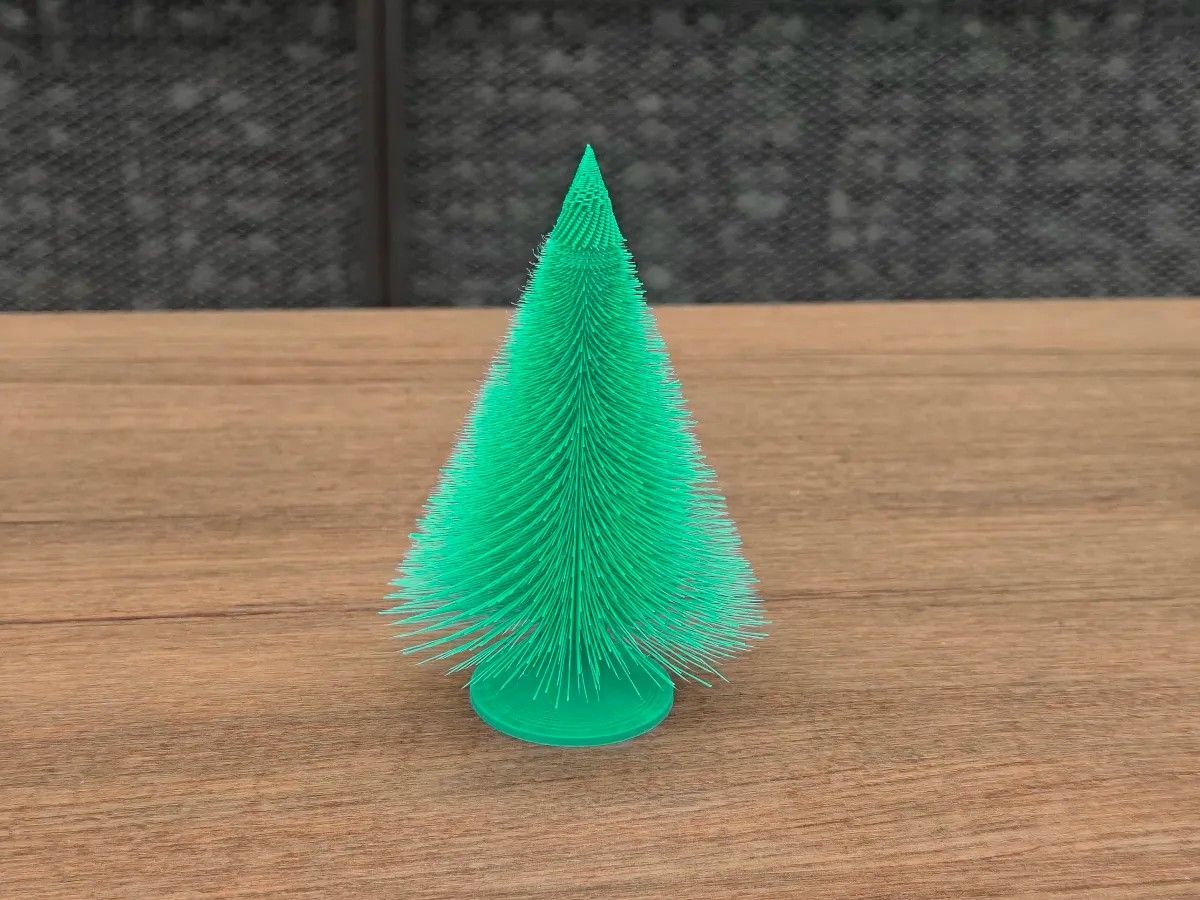
C'est pas une photo, c'est un Hueforge C'est quoi comme matériau ? On dirait plutôt du stringing : quand la tête imprime en l'air ça fait du spaghetti, pas ce qui semble être une "fine bordure de fourrure" Cela me fait penser aussi aux effets qu'on peut obtenir en faisant des ponts avec un seul point d'ancrage, genre ça :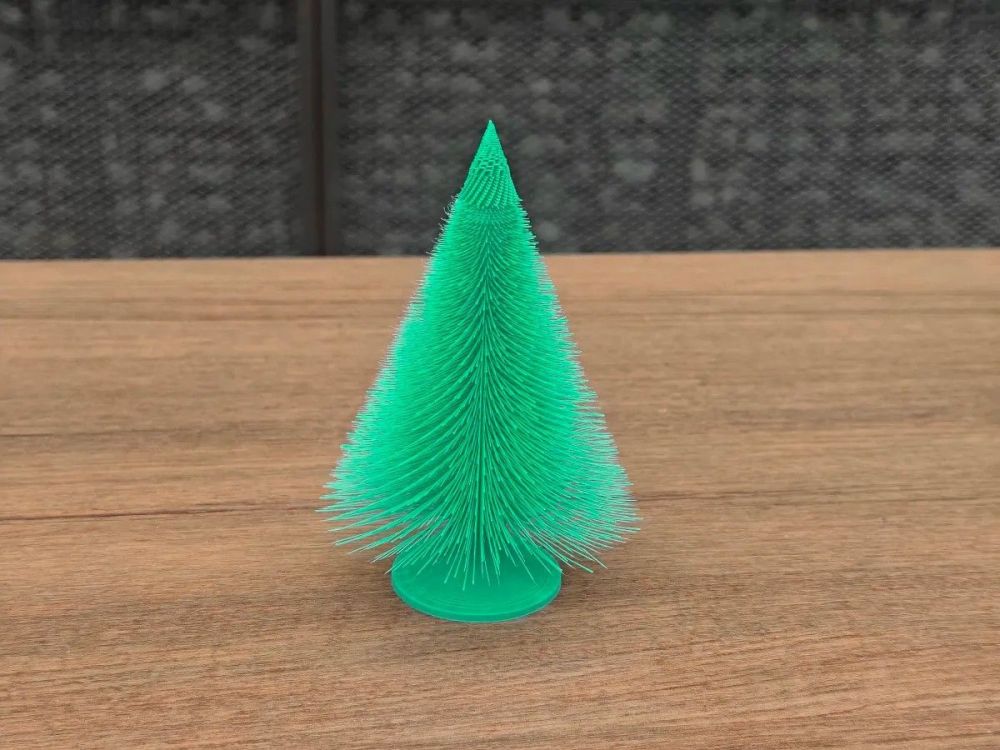
-
Décalage de la base
Gærbek en réponse au topic de charly77 dans Entraide : Questions/Réponses sur l'impression 3D
Elegoo a publié sur son FB, deux astuces pour contourner le problème :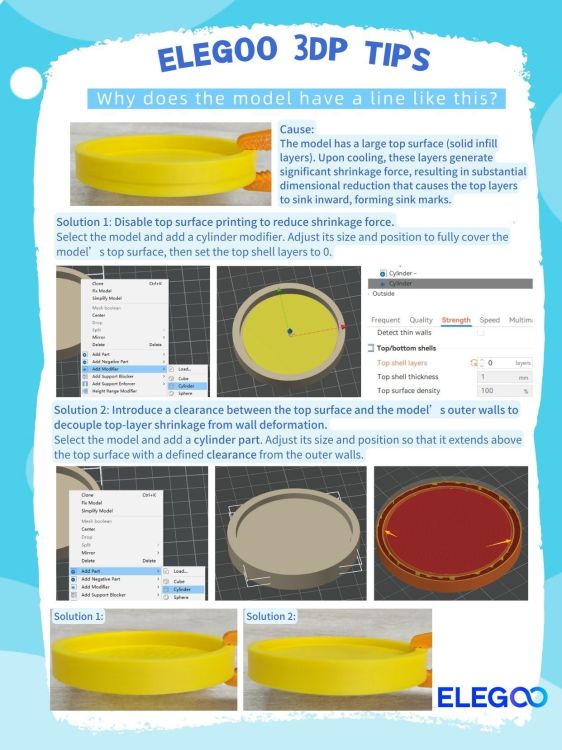
-
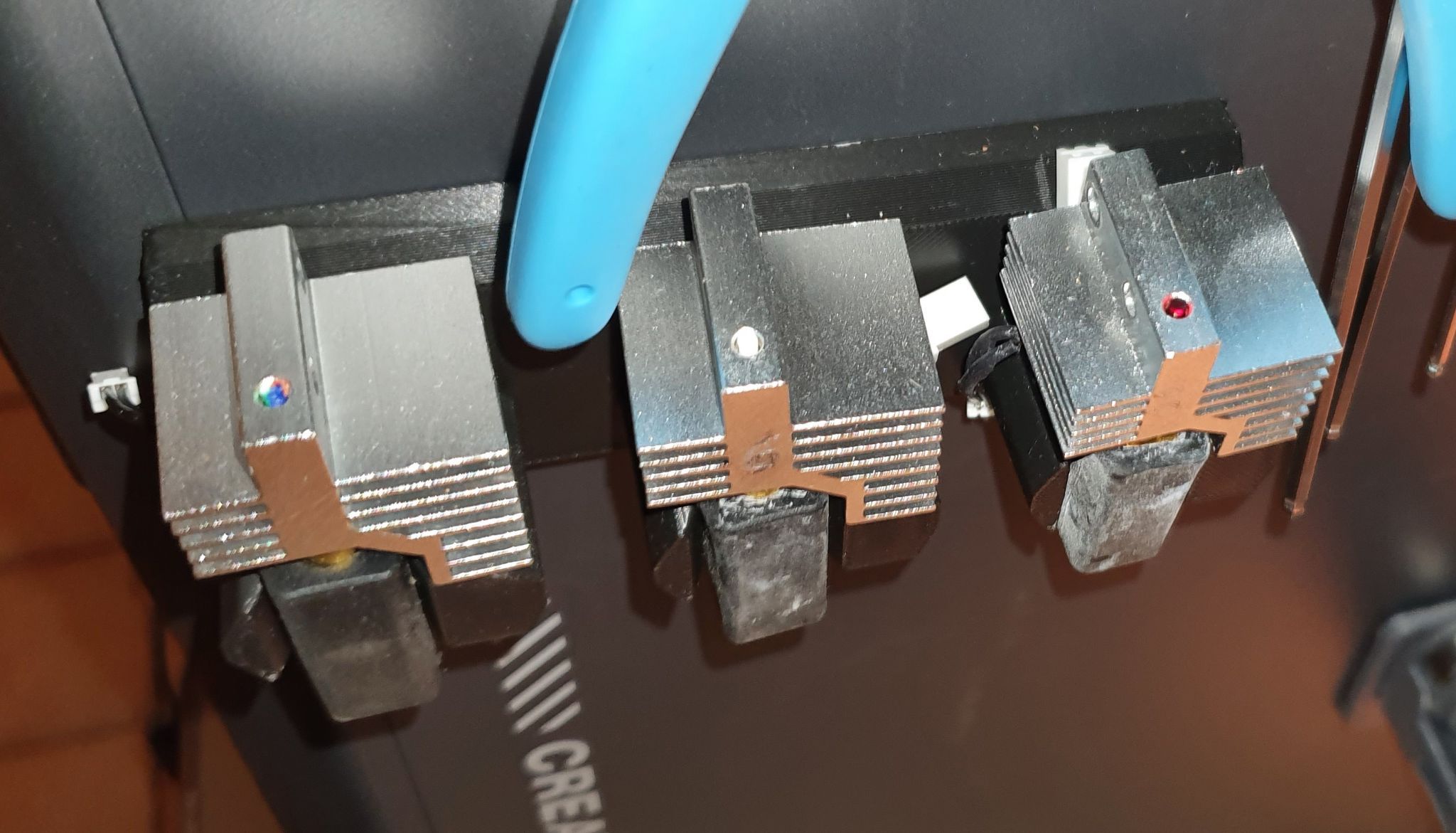
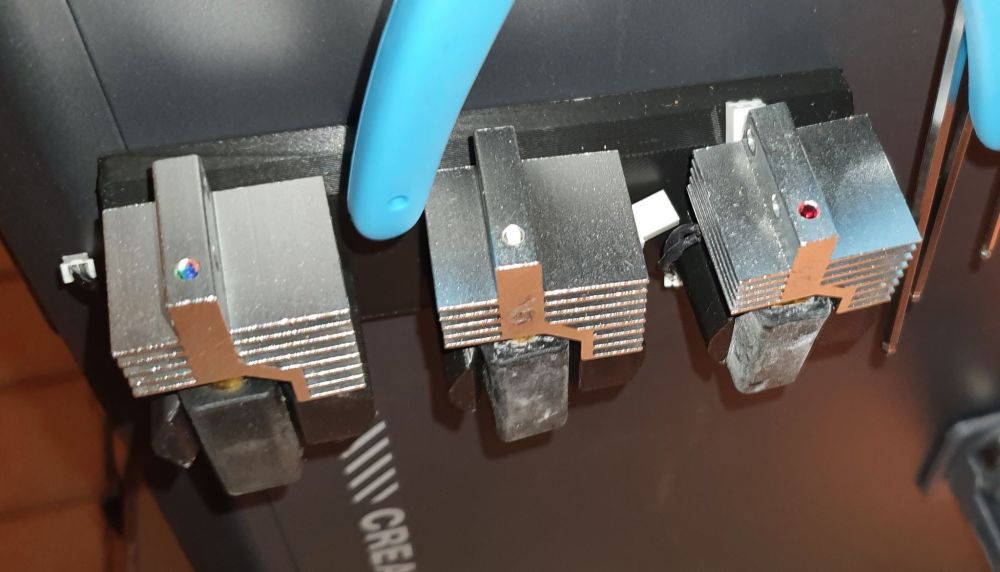
Bonjour, si tu ne fais que couper, tu ne pourra pas retirer à la main le filament engagé dans le feeder (il n'y a pas de levier pour effectuer le recul d'une des molettes crantées comme ça existe sur la Kobra S1 ou la Creality CR10se, et d'autres certainement...). Donc tu dois cliquer sur "Décharger". Il n'est pas nécessaire de retirer ce qui reste entre le cutter et la buse, comme c'est le cas avec toutes les imprimantes pouvant recevoir un "AMS", la CC ayant été conçue comme telle au départ. Si tu démontes le hotend après avoir "déchargé" (que ce soit en coupant à la main ou en "tout automatique") tu obtiens ceci, ce qui est tout à fait normal. Sur FB, il y a beaucoup de gens qui croient voir là un "clogging" (bouchon) mais c'est mal comprendre comment ça fonctionne : le cutter coupe à raz du radiateur... Pour charger un nouveau filament, après avoir "déchargé" d'abord, procède au "chargement" habituel... Note que ce levier n'est pas vraiment conçu pour être manipulé à la main (il fallait bien le mettre quelque part ) Au changement de filament ou au déchargement, la tête vient le pousser dans l'angle du coin avant droit sur un bitoniau ad-hoc. Ce bitoniau peut-être retiré pour pouvoir imprimer sur la surface totale sinon, il y a une partie réservée (hachurée sur la plaque d'impression). Explications ici : https://wiki.elegoo.com/Centauri-carbon/centauri-carbon-how-to-print-at-the-full-size D'ailleurs, j'imagine mal une situation où il faudrait couper le filament à la main, à part au cas où le moteur de l'extrudeur aurait rendu l'âme.. Et dans ce cas, sur la CC on serait quand même embêté avec le feeder... Pour le fun, voilà ce qu'on obtient avec une Kobra S1 dans la même situation, tout aussi normale (le cutter est nettement plus haut sur la trajectoire du filament) :

-
Qualité de surface (sphérique)
Gærbek en réponse au topic de Phil66 dans Discussions sur les imprimantes 3D
Je pense qu'il est difficile de faire mieux que les couches adaptatives. Il faut finir comme ce youtubeur : -
La dernière version de Rinkhals est à jour avec le FW Anycubic 2.6.0.0. Je suis dessus Fluidd n'est pas très stable, il ne se met pas à jour parfois... Comme je n'aime pas Mainsail, je n'ai pas testé. Le serveur de la camera est impeccable par contre.
-
Voici mon premier test... Un exemple de ce qu'il NE FAUT PAS FAIRE Le filament blanc est trop opaque et le gris clair est un soie-argent. En fonction de l'inclinaison de la source lumineuse, c'est soit acceptable, soit affreux ! J'attends deux nouvelles bobines pour réessayer...

-
"It's not a bug, it's a feature." Les miennes aussi se "cognent la tête" et c'est heureux sinon elles ne trouveraient pas la position d'initialisation. Elles le font à chaque fois car elles ne peuvent deviner si tu n'as pas déplacé la tête à la main, par exemple. Il y a, soit un interrupteur "fin de course", soit un contrôle du couple moteur par la CM qui donne le "signal d'arrivée". Toute l'impression se fera à partir de cette coordonnée. Qu'elle "tape" plus ou moins fort dépend certainement de l'accélération qu'elle a pu prendre avant d'arriver à ce buttoir (dont la position, je le répète, ne peut être connue à l'avance par le firmware).