Gærbek
-
Compteur de contenus
180 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Gærbek
-
calibration débit sur sw x4 plus S1
Gærbek en réponse au topic de generally dans Discussions sur les imprimantes 3D
Le test d'Orca ne doit pas être "regardé" : il faut passer ton doigt sur les échantillons et choisir le plus doux. Tu obtiendras un chiffre pour modifier le 1 de ratio de base ( par défaut) du débit. Par exemple, sur ta photo, +0.5 semble être bon, donc la formule est 1 x (100 + 0,5) / 100 = 1,005 ; mais il faut regarder à quel ratio de base ton test a été effectué. Par ex. si tu avais 0,98 alors c'est 0,98 × (100 + 0,5) / 100 = 0,9849 que tu inscris à la place de 0,98. A part ça, ta première couche ne semble pas bonne : buse trop rapprochée du plateau, il faut augmenter ton Z-offset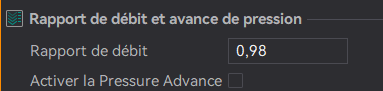
-
Un cure-oreille pour éléphant de compagnie ! (après les zèbres, je peux me le permettre )
-
Le point d'origine XY est devant, à gauche, pour l'initialisation ; il y a un capteur photoélectrique bien caché dans le coin (comme ça, tu sais, peut toujours servir )
-
Creality K2 pro https://www.instagram.com/reel/DRtGGlUDfeK/?utm_source=ig_web_button_share_sheet
-
Epaisseur pas constante sur une face avec Elegoo neptune 4 pro
Gærbek en réponse au topic de jofab dans Entraide : Questions/Réponses sur l'impression 3D
Ton Z offset est mal ajusté, la buse est trop basse.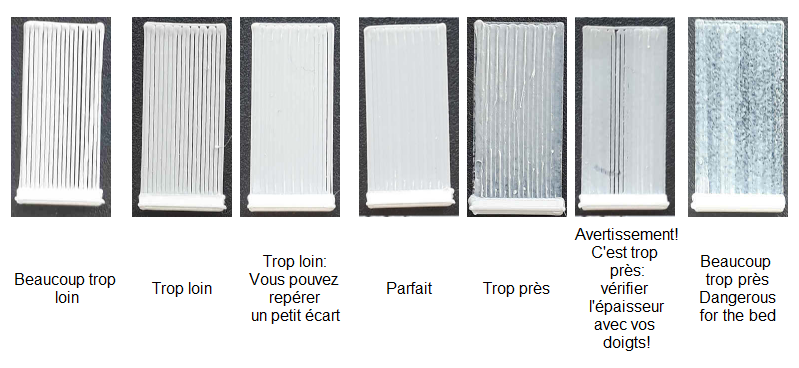
-
Pas d'AMS nécessaire, c'est un upgrade Bondtech (bobines "libres" comme E CC2, Qidi Q2, FF Adx5,... et la Prusa Core One). Il a été épuisé aussitôt mis en prévente (c'est "l'effet Formnext")... https://www.prusa3d.com/applications/prusa-3d-printers-with-bondtech-indx_243519/
-
Départ dans l'impression 3D
Gærbek en réponse au topic de Fabienv4 dans Bien choisir son imprimante 3D
Oui, le plateau doit chauffer (55-60°C pour du PLA par exemple) mais il doit aussi être parfaitement nettoyé (avec un détergent sans additifs et eau, alcool isopropylique). Les fichiers que tu as joints sont des gcode, ils sont destinés à une imprimante et un filament spécifiques. Il vaut mieux générer tes propres gcodes si tu n'es pas certain que ceux-ci étaient destinés à ton imprimante et ton filament. Comme dit ci-dessous, je ne pense pas qu'Anycubic propose des modèles imprimés avec autre chose que ses propres filaments... As tu utilisé le profil de filament adéquat ? AnycubicSlicerNext ne contient pas de profils pour les Bambu, il faut donc modifier le profil par défaut (Anycybic) en fonction des caractéristiques du Bambu. Mais tu ne peux pas re-slicer des gcode. Tu peux regarder dans la section "Tutoriels" du forum il y a surement des choses utiles pour toi. Un modo me contredira peut-être mais en général sur les forums, il vaut mieux ouvrir un nouveau sujet pour une nouvelle question (on est plus à "choisir une imprimante" là ) -
OK, c'est tout à fait comme sur ma CR10se : celle-là n'a pas de tube PTFE comme sur la Kobra (et la CC) pour amener le filament dans la tête, donc on voit bien ce que l'extrudeur fait lors du déchargement : il pousse un peu de filament dans le hotend puis il fait marche arrière rapidement ; comme il n'y a pas de cutter, on obtient ce qu'il y a sur ta photo ... Conclusion : ton cutter ne fonctionne plus. Pour savoir si c'est la lame ou l'ensemble du montage qui est défectueux, il faut le démonter. Le ressort est peu-être détaché, l'axe déboité,... Il y a le levier d'activation dans la monture. La tête d'impression fait bien le mouvement pour la coupe : en avant, puis glisser complètement à droite, le levier vient appuyer lentement sur un "doigt" juste au-dessus de la camera ?

-
Fluidd et Moonraker?
Gærbek en réponse au topic de humainperdu dans Paramétrer et contrôler son imprimante 3D
effectivement c'est le prérequis : l'IP ! J'aurais du y penser, ça t'aurait évité une perte de temps... -
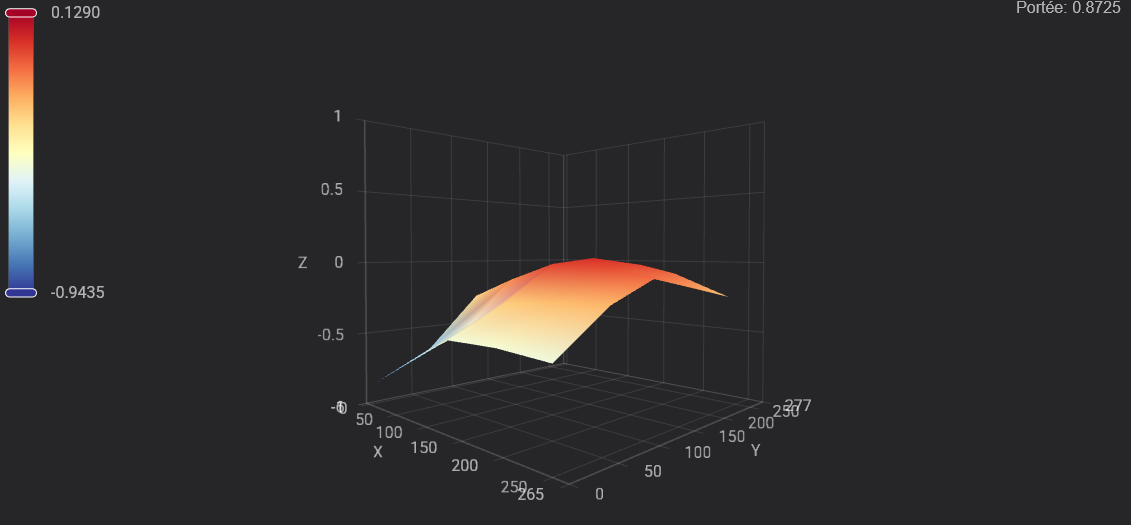
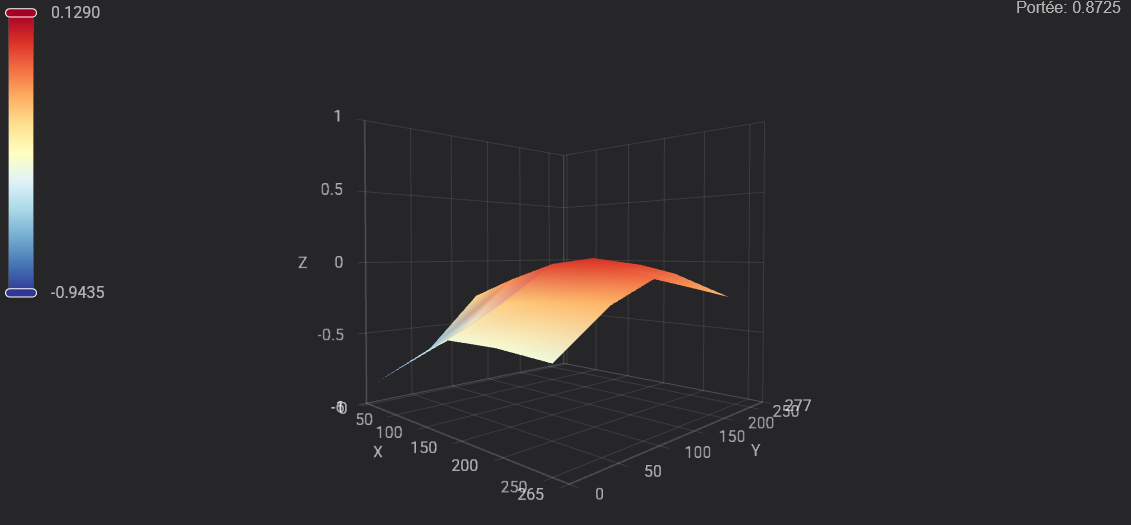
Mauvais nivelage et problèmes d'axes
Gærbek en réponse au topic de humainperdu dans Paramétrer et contrôler son imprimante 3D
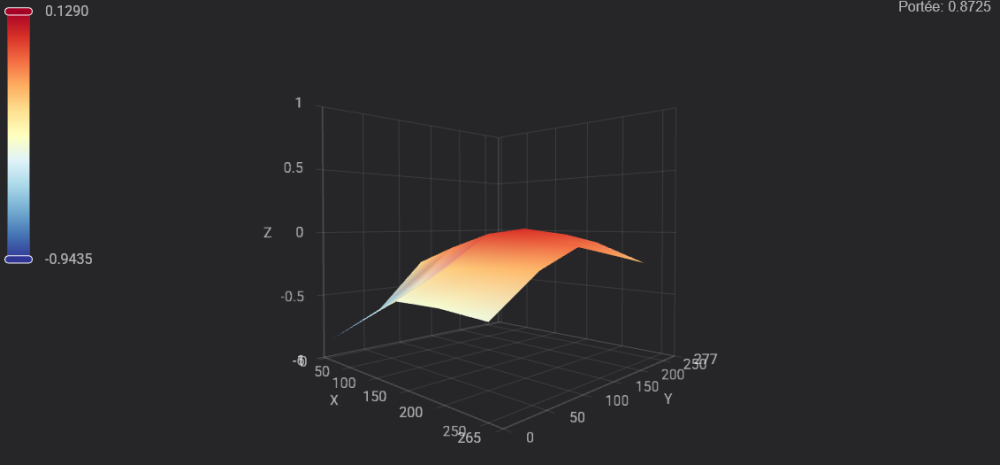
Le réglage de l'échelle ne joue que sur la représentation graphique. Ce qui compte, c'est le "range" (= le delta, coin supérieur droit), il est de 0.6212 quelle que soit l'échelle de représentation graphique. C'est ce delta que doivent compenser les mouvements en Z de l'imprimante (selon le bed-mesh, la cartographie, enregistrée pendant le nivellement automatique). Je n'ai aucune difficulté pour imprimer avec 0,8725 (ni avec le 1,41 que j'avais avant de mettre des cales sous le bed). Maintenant, on peut aussi dire que tout mouvement de Z autre que pour le changement de couche est un mouvement de trop et use les vis... Mais il est hors de nos moyens de réduire ce delta à 0 |-0,1492| + |0.472| = |-0,39| + |0,215| = 0,605... exact @RFN_31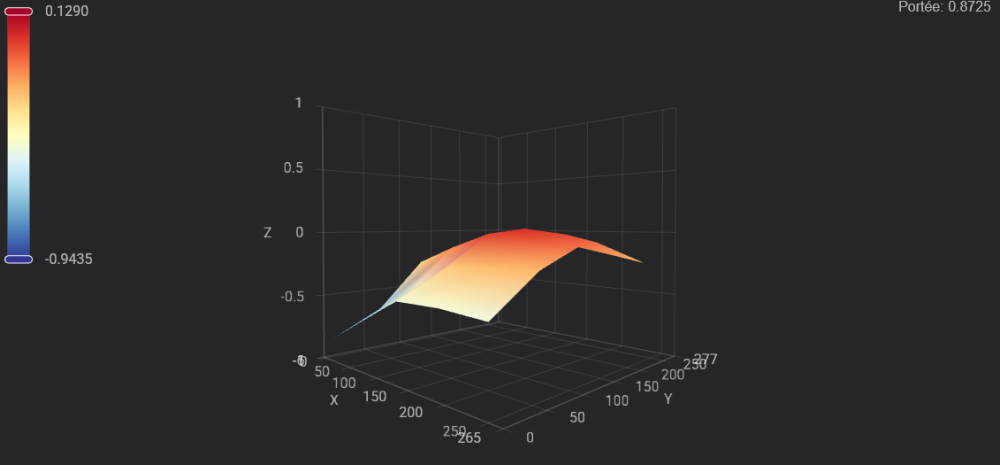
-
Fluidd et Moonraker?
Gærbek en réponse au topic de humainperdu dans Paramétrer et contrôler son imprimante 3D
Essaie en tapant http://fluidd.local dans ton browser. Il faut que ton PC et ton imprimante soient sur le même réseau local mais vu ta capture d'écran il semble que ce soit le cas. Le Raspberry c'est une solution de dernier recours qui permettrait de déporter moonraker sur le Pi, plus facile à mettre à jour. Justement, le Klipper de ta Neptune a peut-être besoin d'une mise à jour, il y a un post là-dessus (video) : -
Fluidd et Moonraker?
Gærbek en réponse au topic de humainperdu dans Paramétrer et contrôler son imprimante 3D
Oui, je viens de lire ton autre message, tu devrais l'inscrire dans ton profil Tu ne serais pas sur un MAC par hasard ? -
Fluidd et Moonraker?
Gærbek en réponse au topic de humainperdu dans Paramétrer et contrôler son imprimante 3D
Bonjour, Moonraker/Fluidd s'installent "en surcouche" du Klipper de ton imprimante. Si tu en disais plus sur ta machine, on pourrait aller plus loin dans l'aide... -
Je suis surpris pour le mix PLA + PETG car c'est le couple quasi parfait pour faire des supports impeccables : ils sont "frères ennemis" mais si ce sont les propos d'un vendeur alors je comprends (ayant été vendeur moi-même il y a longtemps... )... Additifs oui, mais PETG... https://madeit.ch/wp-content/uploads/2024/10/Fiche-technique-du-materiau-PLA-Silk-purefil.pdf ... non !
-
Je n'ai pas eu de problème avec la 1.1.46, ni avec les précédentes (sauf les bugs avec l’éclairage/OctoEverywhere et les commandes de l'interface Web). Avant la .46, j'étais sous OpenCentauri 0.1.0 pour éviter ces bugs et puis je suis repassé sous OC 0.2.0 après la .46 parce que OpenCentauri a fait cette mise à jour. Il me semble que ma CC est moins bruyante et le WiFi plus stable. On peut remplacer n'importe quel firmware par un autre, il n'y a pas de contrôle de version... (tant que ce sont des FW de CC, bien sur). Il ne faut pas le faire 36 fois, juste pour le plaisir, le flashage est toujours un risque. Étant informaticien à la retraite, je peux te dire qu'on trouve ce phénomène partout ! C'est d'ailleurs pour ça qu'il y a des dispositifs de mise à jour... Mais oui, les développeurs arrivent toujours à fournir un FW stable et non buggé... sauf si l'appareil devient obsolète avant (genre "saga" Windows 11, entre autres !)
-
Tu pourrais nous montrer un bout ? Je pense que ce que tu décris est logique : sur ma CR10se qui n'a pas de cutter, le filament ressort toujours "effilé" ; vu qu'il vient du hotend encore assez chaud (mais plus assez pour être imprimé), il s'étire, passe entre les molettes qui perdent prise puisqu'il est devenu trop mince, et il faut terminer à la main... En temps normal, si tu démonte le hotend, tu trouveras à l'entrée de celui-ci un bout de filament coupé net (de la longueur de l'espace entre le hotend et le cutter). Si je ne me trompe pas, maintenant tu devrais y trouver un bout effilé aussi. Par contre, la bosse dont tu parles m'intrigue, c'est pour ça que je demande une photo Le cutter est facile à trouver (j'en ai un de réserve venant de 3dJake, mais j'en ai vu aussi sur AliE et Amazon... +/- 8€), c'est du "consommable" et comme les rasoirs, ça s'émousse...)
-
Choix Creality ou Bambu lab
Gærbek en réponse au topic de PatriceP dans Bien choisir son imprimante 3D
En espérant que ça ne vous arrive pas -
Oui, OpenCentauri ne travaille qu'avec ça : ils ont été mis à disposition par Elegoo il y a quelque mois.
-
La 1.1.29 a un bug sur certaines commandes de l'interface Web (lumière, vitesse, ...) et la lumière intermittente quand on utilise OctoEverywhere. En fait, plus on remonte dans l'historique des FW, plus il y a de bugs (lire les changelogs) donc si c'est le bug du remplacement de filament que tu veux éviter, arrête toi à la 1.1.29. Perso, je n'ai pas eu ce soucis avec la 1.1.46 mais je ne l'ai pas utilisée longtemps car j'ai installé le FW OpenCetauri 0.2.0 (basé sur une 1.1.40 qui n'est disponible que pour les développeurs) Pas changer le FW évidemment, mais changer le filament : dans l'écran principal, tu fais "pause" puis tu passes dans le menu extrudeur, "décharger" / "charger", puis retour à l'écran principal et "reprise". Mais il vaut mieux programmer ça via le sclicer dans le gcode.
-
Comment gérez-vous vos chutes
Gærbek en réponse au topic de NoOne38 dans Discussions sur les imprimantes 3D
Et les "poops" des MMS, on en parle ? Pour moi, tout va à la poubelle ; le PLA est recyclable (par des moyens inaccessibles aux particuliers) mais malheureusement le service de ramassage des PMC ne les accepte pas encore chez moi... Sauf les fins de bobine qui passent dans des prototypes (ma CC et ma Kobra gèrent bien les changements de filaments). Et si j'ai une autre bobine complète de même type que celle qui arrive à sa fin, le ACE fait le switch auto sur la nouvelle... -
La plaque fait 260 mm en largeur et 260 mm en profondeur auxquels est ajouté un rebord à l'avant de 10 mm sur les +/- 2/3 de la largeur (celui sur lequel il y a la marque, tp°, type de filament,...). Ce rebord dépasse effectivement du plateau chauffant (qui fait 260x260mm)... C'est très courant comme dimension et comme disposition, compatible avec les plaques Bambulab A1 par exemple. Ma Kobra S1 fait la même chose, j'ai interchangé les plaques (ça n'a pas grand intérêt ) La compensation Z va jusque 1,5 mm. Avec Rinkhals, j'ai fait un BedMesh sur la Kobra, tu peux voir que j'ai une différence de presque 1 mm entre le point le plus haut et le plus bas. Je n'ai aucun problème de planéité, assemblage, mobilité des "print-in-place", etc. J'ajouterai que si il y a à craindre sur la planéité, c'est plutôt du côté du warping que le bât blesse, et ça ce n'est pas dù au plateau d'impression mais aux tensions/dilatations/rétractions des matériaux : il y en a des particulièrement sensibles comme l'ABS et l'ASA.
-
Il faudrait vérifier l'état du cutter. Tu trouveras peut-être réponses à tes questions ici : https://wiki.anycubic.com/en/fdm-3d-printer/kobra-s1-combo/cutter-replacement
-
Dessous de la pièce très imparfait
Gærbek en réponse au topic de vrai33 dans Entraide : Questions/Réponses sur l'impression 3D
Ton image m'a fait penser à une vignette Youtube que j'avais aperçue dans ma page d’accueil. Voilà la video, tu y trouveras peut-être une piste. -
Quel filament pour une poignée de lourd tiroir
Gærbek en réponse au topic de Amonbophis dans Consommables (filaments, résines...)
Pour la fixation de la poignée, tu y a déjà pensé ? Il serait peut-être intéressant d'utiliser des inserts métalliques filetés (ça participera à la robustesse) et peut-être plus facile à gérer que de noyer des écrous comme l'a fait @jcjames_13009 -
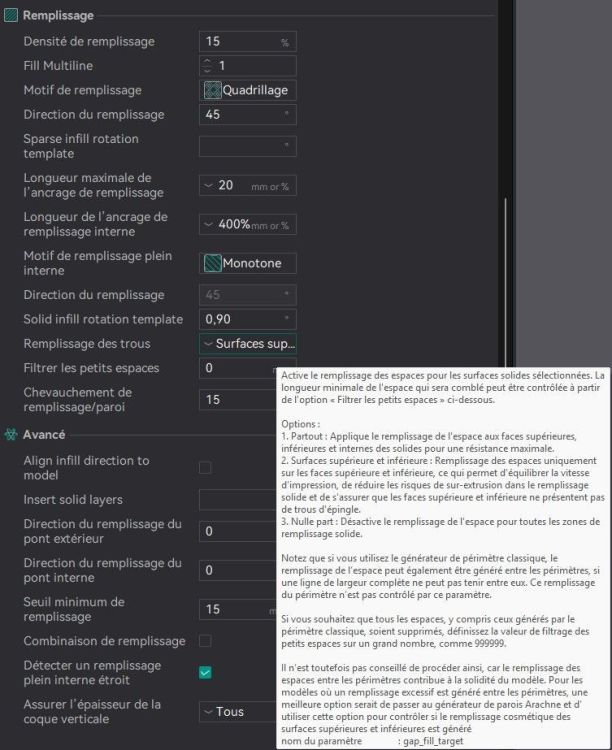
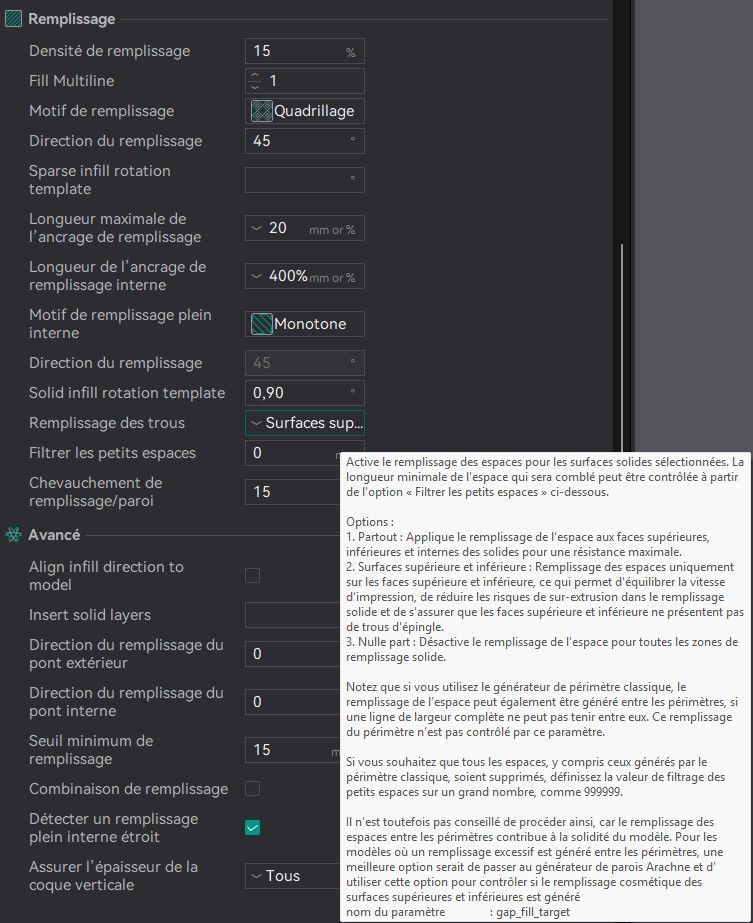
Problème Surface Supérieur (angle serré)
Gærbek en réponse au topic de EPM dans Entraide : Questions/Réponses sur l'impression 3D
C'est une copie d'écran de Orca, il doit y avoir la même chose dans Bambu :