Math51
-
Compteur de contenus
88 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Math51
-
Salut, Bon après 1 mois a attendre le colis suite à une perte de LaPoste, j'ai enfin reçut les ventilos de chez eMotionTech. Problèmes résolut: les ventilateurs démarrent à 50%. J'ai également remplacé celui de la hotten: je confirme ce que j'ai pu lire ici sur le forum, les ventilateurs vendus actuellement par eMotion-Tech sont bien moins bruyant que ceux d'origine. Je regrette de ne pas en avoir pris un 4ème pour remplacer celui de la carte mère. Merci Math
-
Salut, J'ai ajouté le paramètre dans le config.txt, mais ça ne change pas, les ventillos ne démarrent pas. Je vais en commander des nouveaux chez eMotion-Tech. Math
-
Salut. Les miens c'est beaucoup plus tard ! Démarrage faut que je soit à au moins 95%, sinon ils démarrent pas A moins de 80% ils tournes mais de façon irrégulière. En dessous de 75% c'est extinction. Je vais essayer ton astuce, mais je me demande si ils n'ont quand même pas un problème... Math
-
Salut, Merci pour vos retours. La MicroDelta Rework fonction avec une carte dérivée de la Smoothieboard, il me semble que le firmware n'est pas Marlin (sauf si je me trop). Du coup je ne pense pas que ça soit applicable. Mes ventilateurs sont ceux d'origine de la MicroDelta Rework. Aucune modification dessus, jamais changé depuis l'acquisition de la machine. Donc normalement il devrait être régulés sans problèmes. Math
-
Bonjour à tous, Jusque-là, j'imprimais que du PLA, du coup pour les ventilateurs de pièce (les 2 latéraux) je ne me posais pas de questions : 100% dès la 3ème couche. Depuis quelques mois j'imprime aussi du PETG : j'avais pas changé la ventilation par rapport au PLA. Sauf que d'après ce que j'ai lu en conseils sur le PETG, il recommandé de baisser la ventilation. Ce que j'ai essayé de faire, mais je fais face aux problèmes suivants : A moins de 75% les ventilateurs ne tournent plus Entre 75% et 80% ils tournent mais de façon irrégulière Mais surtout : impossible de les faire démarrer si la commande est pas à 99%/100%... Du coup le seuil de démarrage me parait extrêmement élevé. Et même le seuil de mini de rotation... J'ai bien une option dans S3D qui si je la comprend bien permet de démarrer les ventilateurs à 100% avant de réduire la vitesse, mais elle ne fonctionne pas (je vois aucun changement dans le gcode avec cette option activée ou non). Bref, à part régler manuellement la ventilation une fois le print lancé pour la réduire de 100% à 80%, je n'ai pas trop d'autres options. Mais ce qui me semble vraiment bizarre ce sont les seuils de démarrage et rotation min très élevé que j'ai sur mes ventilateurs. Est-ce que vous avez constaté la même chose ? Ou est-ce que les miens commencent à être fatigués ? Merci d'avance pour vos retours. Math
-
Salut, Utilise OnShape qui permet d'importer des fichiers Solidworks. Je l'ai utilisé pour importer des pièces de ma MDR et faire quequels design de pièces autour, ça fonctionnait très bien. Tu pourras les réexporter en .STL. @+ Math
-
Surface d'impression plus large que la MDR ?
Math51 en réponse au topic de Cobalt95 dans eMotion Tech
Salut Tu veux garder une Delta ou du cartésien c'est envisageable ? En cartésien, Français, qui correspond au volume que tu cherche, y a la sœur chez eMotion-Tech, la i3 Metal Motion. Concernant la fiabilité les retours sur le forum semble mitigés, les possesseurs pourront t'en dire plus. Après elle est pas sortie très récemment.... Après je connais pas trop les autres marque Française. Niveau fiabilité je regarderais plus du côté de la Prusa i3Mk3S. Math -
Salut, Merci pour ton retour. Il semble que le caisson soit quand même indispensable. Je vais déjà tester avec le G-Carbone voir si la résistance mécanique est suffisante pour ce que je cherche à faire. Et si c'est pas assez, à ce moment j'envisagerais caisson + ASA. @+ Math
-
conseils avant et après achat de la Micro Delta Rework V2
Math51 en réponse au topic de sigiel dans eMotion Tech
Salut, Merci pour ton retour. Oui je suis d'accords, c'est statistique. Bon pour la vitesse c'est intéressant, je suis déjà en dessous avec mon profil PLA : 40mm/s et plus lent également pour la 1ère couche et les contours extérieurs. Math -
conseils avant et après achat de la Micro Delta Rework V2
Math51 en réponse au topic de sigiel dans eMotion Tech
Salut, Merci pour ton retour. J'ai finalement commandé une buse 0.6mm, la 0.5 n'étant pas disponible sur Amazon. Après échange avec eMotion-Tech, ils m'ont confirmé que le G-Cabone passait en buse de 0.4, si l'impression n'est pas trop longue. Comme je compte l'utiliser pour imprimer de grosses pièces mécaniques (engrenage) de genre 8h00 d'impression, j'ai pas envie de pendre le risque que la buse se bouche à 30min de la fin du print. Du coup j'ai préféré partir sur au moins une buse de 0.5mm pour minimiser le risque. Tu as du modifier beaucoup tes paramètres par rapport à un PLA classique ? Math -
conseils avant et après achat de la Micro Delta Rework V2
Math51 en réponse au topic de sigiel dans eMotion Tech
Salut, Merci beaucoup pour ton retour ! Effectivement après de nouvelles recherches j'ai fini pas trouver les plans : https://e3d-online.dozuki.com/Document/oALPlTAN3DpmeLYq/V6-NOZZLE-ALL.pdf Je vais commander la Nozzle-X en 0.5 et essayer les filaments G-Carbone de chez eMotion-Tech avec. J'ai besoin de quelque-chose de plus solide que le PLA mais j'ai pas envie de me prendre la tête avec de l'ABS . Je ferais un retour du coup. Math -
conseils avant et après achat de la Micro Delta Rework V2
Math51 en réponse au topic de sigiel dans eMotion Tech
Salut, Est-ce que certains on déjà essayé de monter un buse E3D directement sur l'hexagon ? Dans le poste initial de sigiel c'est écrit qu'elles sont compatibles. Je me posait la question de la compatibilité avec le capuchon en silicone de l'hexagone car la base des buses E3D a l'air plus large (enfin c'est une impression, j'ai pas réussi à trouver les dimensions). J'avais envie d'essayer la Nozzle X en diamètre 0,5mm pour du G-Fil Carbon d'eMotion-Tech. Mais je voudrais être sur du coup vu le prix de la buse. Merci Math -
Salut, Est-ce que certains on un peut expérience avec l'ASA sur la MDR ? Pour l'instant j'ai toujours imprimé que du PLA. Je songe à utiliser l'ASA pour des pièces mécanique : a priori l'ASA est un peut moins complexe à imprimer que l'ABS. Est-ce votre MDR est dans un caisson pour imprimer de l'ASA ? Quel marque d'ASA avez-vous utilisez ? Quel vitesse et température ? Merci d'avance pour vos retour ! Math
-
Salut, Je n'ai pas la I3MM, mais si le volume d'impression légèrement inférieur de la Mini ne te gène pas, part sur une mini. La I3MM est sortie y a quelques années déjà alors que la Mini est vraiment toute récente et bénéficie de pleins de fonctionnalités que tu ne retrouves pas sur la I3MM. @+ Math
-
Ma température de buse se met à faire n'importe quoi
Math51 en réponse au topic de Math51 dans eMotion Tech
Salut, Merci pour vos retour. J'ai également été en contact avec le SAV eMotion-Tech. Toujours au top le SAV eMotion-Tech. Les manips qu'ils m'ont proposées en gros : Changer la thermistance et si le problème est toujours présent : Au niveau de la hotten, sur la C-Board, brancher la thermistance sur l'autre connecteur de thermistance (l'autre blanc de l'autre côté du noyau) : il correspond aux pins 0.25 (TH2) de la Smoothie Board (sur lequel par défaut est branché le bed) Brancher la thermistance bed sur le pin 0.24 (TH1) de la Smoothie Board (normalement c'est la hotten qui est connectée là) : en résumé on inverse les branchements Faire les modifs de pin correspondantes dans le fichier de configuration de la MDR. Faire un test et suivant les résultats : Si le problème disparait c'est que c'est la C-Board qui a un problème Si la température du bed devient incohérente, c'est que c'est l'entrée TH1 de la Smoothie Board qui est HS. J'ai remonté la hotten et j'ai procédé directement au test d'inversion des pin, avant même de commander une thermistance. Et pas de problèmes de température incohérente. Du coup ça orientait plus vers un problème de C-Board. Mais avant d'en commander une, j'ai rétablie la configuration d'origine sur le branchement des thermistances et refait des tests. Et là, le problème ne se reproduisait plus non plus... J'en suis à plusieurs jours d'impressions, avec des impressions très longues et le problème ne s'est jamais reproduit. Je suppose donc qu'il y avait un problème de faux contact quelque part et que le démontage/remontage ainsi que les différents débranchements/re-branchements ont fait disparaitre le problème. Et du coup, impossible de savoir où il était. Le principal c'est que j'ai récupéré une imprimante fonctionnelle. Je continue à monitorer la température pendant mes impressions avec RH afin de tracker un éventuel retour du problème. Ce que j'ai vu avec le SAV : je vais passer la thermistance du bed sur le pin 0.23 (TH0) de la Smoothier Board (celle qui ne remonte pas au niveau de la C-Board). Comme ça j'ai les pin 0.24 (TH1) et 0.25 (TH2) disponibles sur la C-Board avec la thermistance de la hotten branchée sur 0.24. Si le soucis se reproduit, je pourrais facilement passer la thermistance de la hotten sur le pin 0.25 (TH2) : comme ça je pourrais déjà rapidement isoler si le problème est côté thermistance ou couple C-Board + Smoothie Board. @+ Math -
conseils avant et après achat de la Micro Delta Rework V2
Math51 en réponse au topic de sigiel dans eMotion Tech
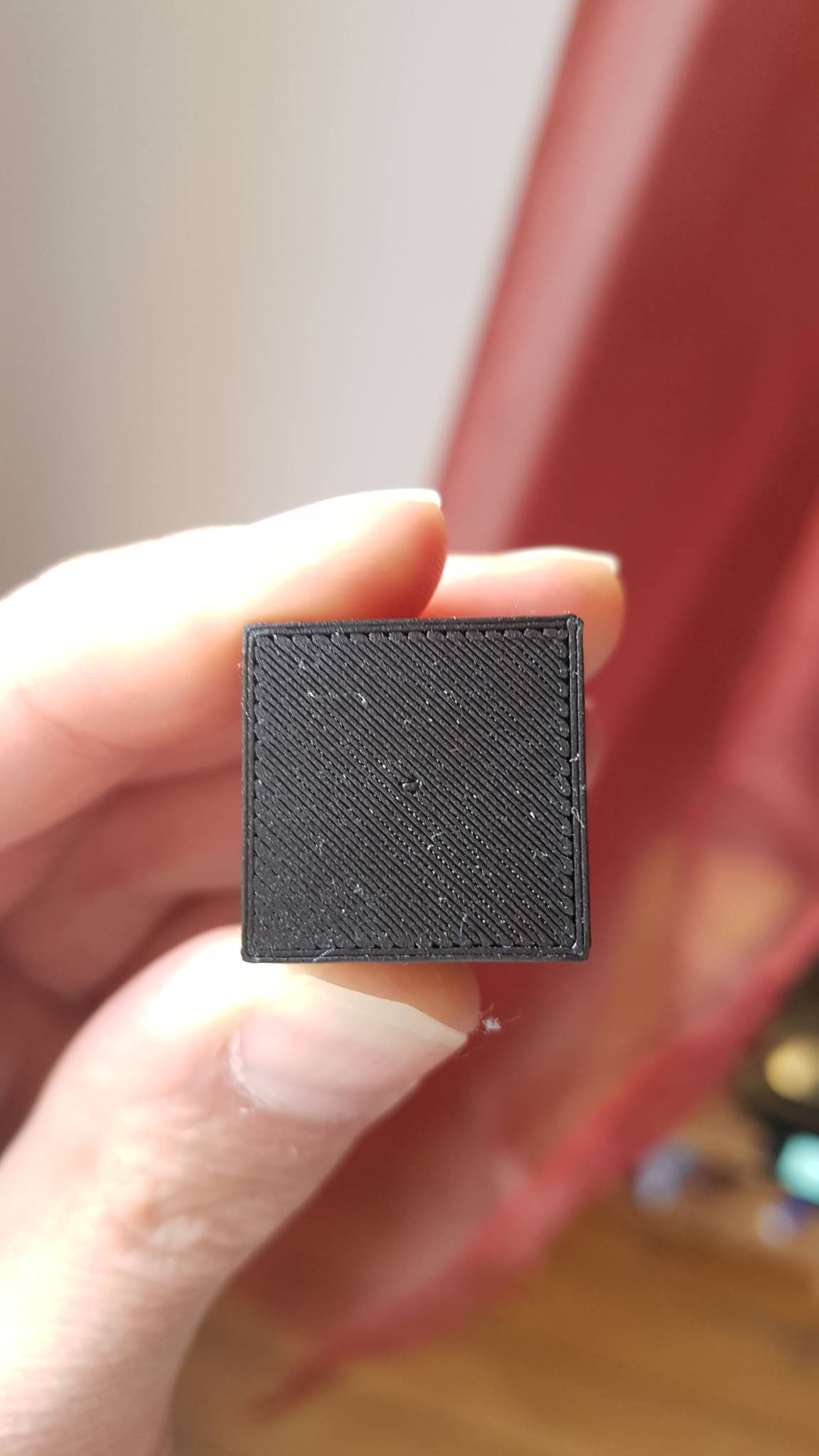
Salut, Autre option d'amélioration de la surface d'impression pour la MicroDelta Rework : remplacer le 3DBedFix par un plateau Ziflex : https://zimple3d.com/. Je commençais à avoir des problèmes d'adhérence sur le 3DBedFix, même après un changement de 3DBedFix. Les premières couches devenaient galère à chaque impression et j'avais abandonné la possibilité d'imprimer plusieurs pièces ou des pièces avec des premières couches un peu complexes. Le plateau Ultrabase en 200mm proposé sur le 1er post étant difficile à trouver et long à recevoir, j'ai voulu trouver autre chose. J'ai tester le Ziflex qui avait des bonnes critiques sur les tests que je pouvais trouver ça et là. On peut le commander directement en diamètre 150mm. Commandé un dimanche soir, reçut le mardi. J'ai plutôt très sceptique avant de tester. La MicroDelta Rework avec la plateau : Premier test avec un cube. Très surpris, j'avais jamais eu une 1er couche aussi propre (à part le petit bout de fil qui est tombé de la buse juste avant le début de l'impression) : Du coup j'ai testé une autre pièce avec une première couche très découpé : Dès le 1er essai ça a accroché direct. Un truc que j'aurais jamais pu imprimé avant, là, ça a très bien fonctionné du premier coup. Depuis j'enchaine les impressions avec des 1ère couches complexes ou plusieurs pièces en même temps et ça fonctionne super bien. Bref, extrêmement content de cet investissement, je redécouvre la MDR ! @+ Math

-
Ma température de buse se met à faire n'importe quoi
Math51 en réponse au topic de Math51 dans eMotion Tech
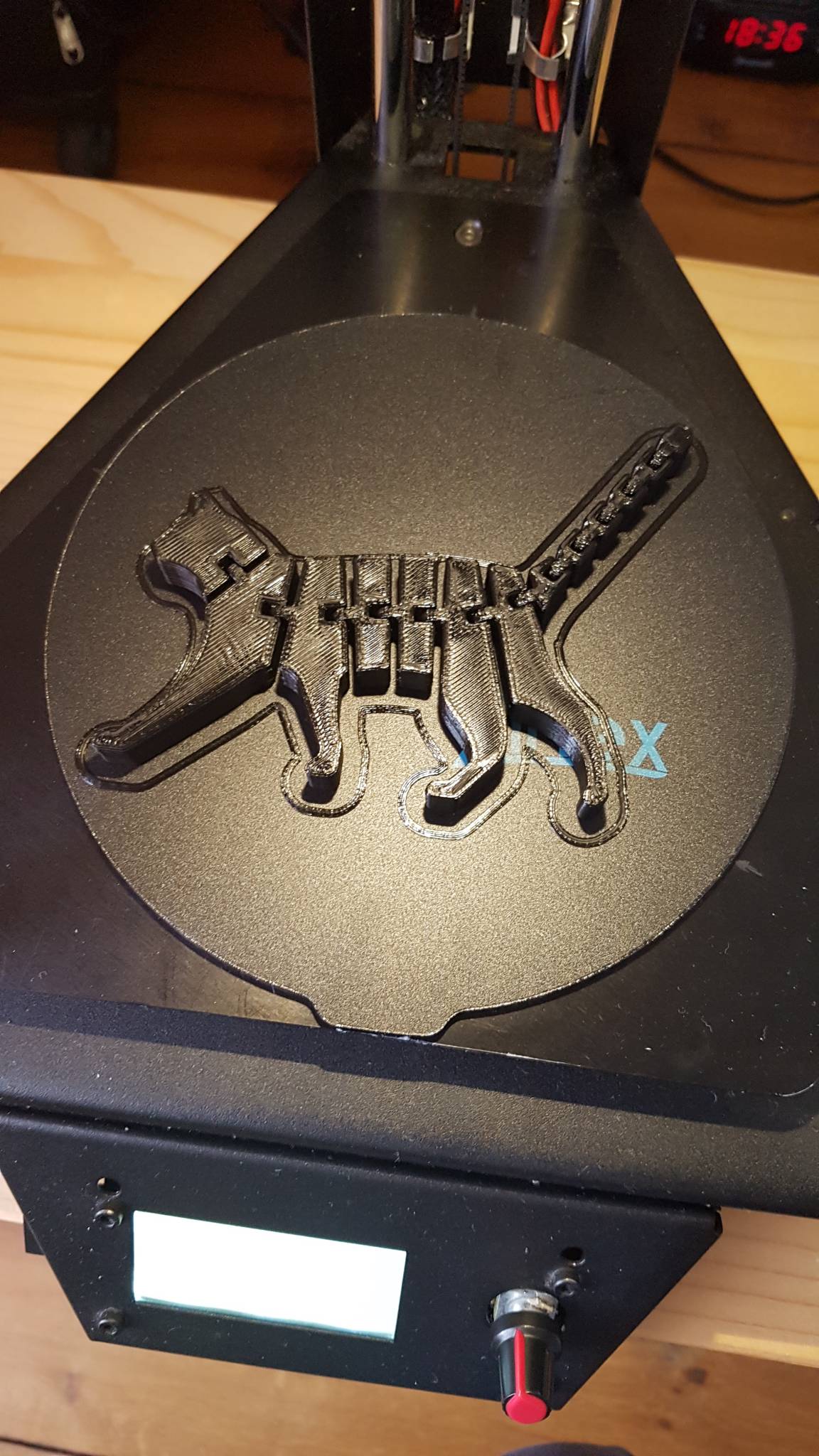
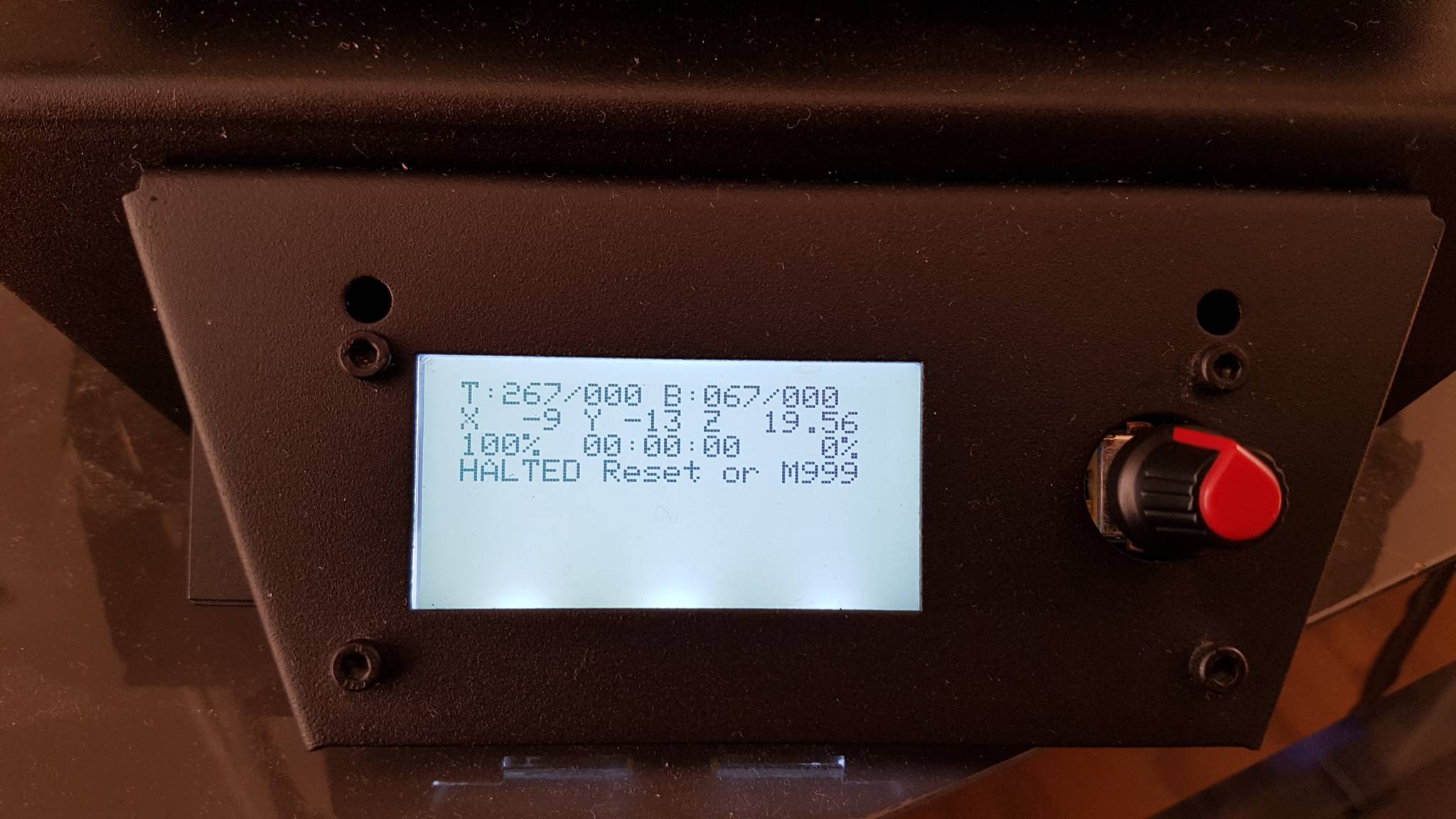
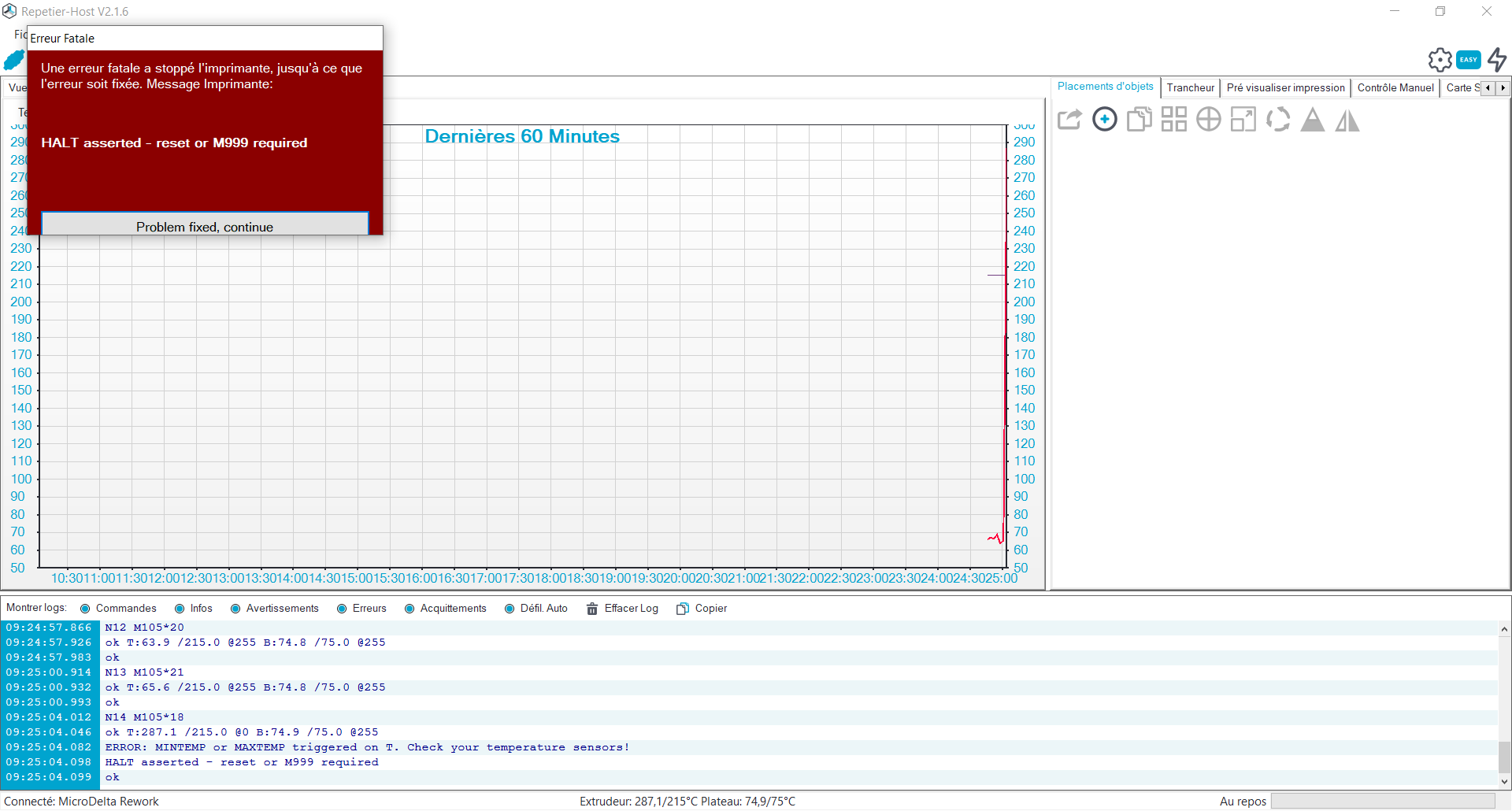
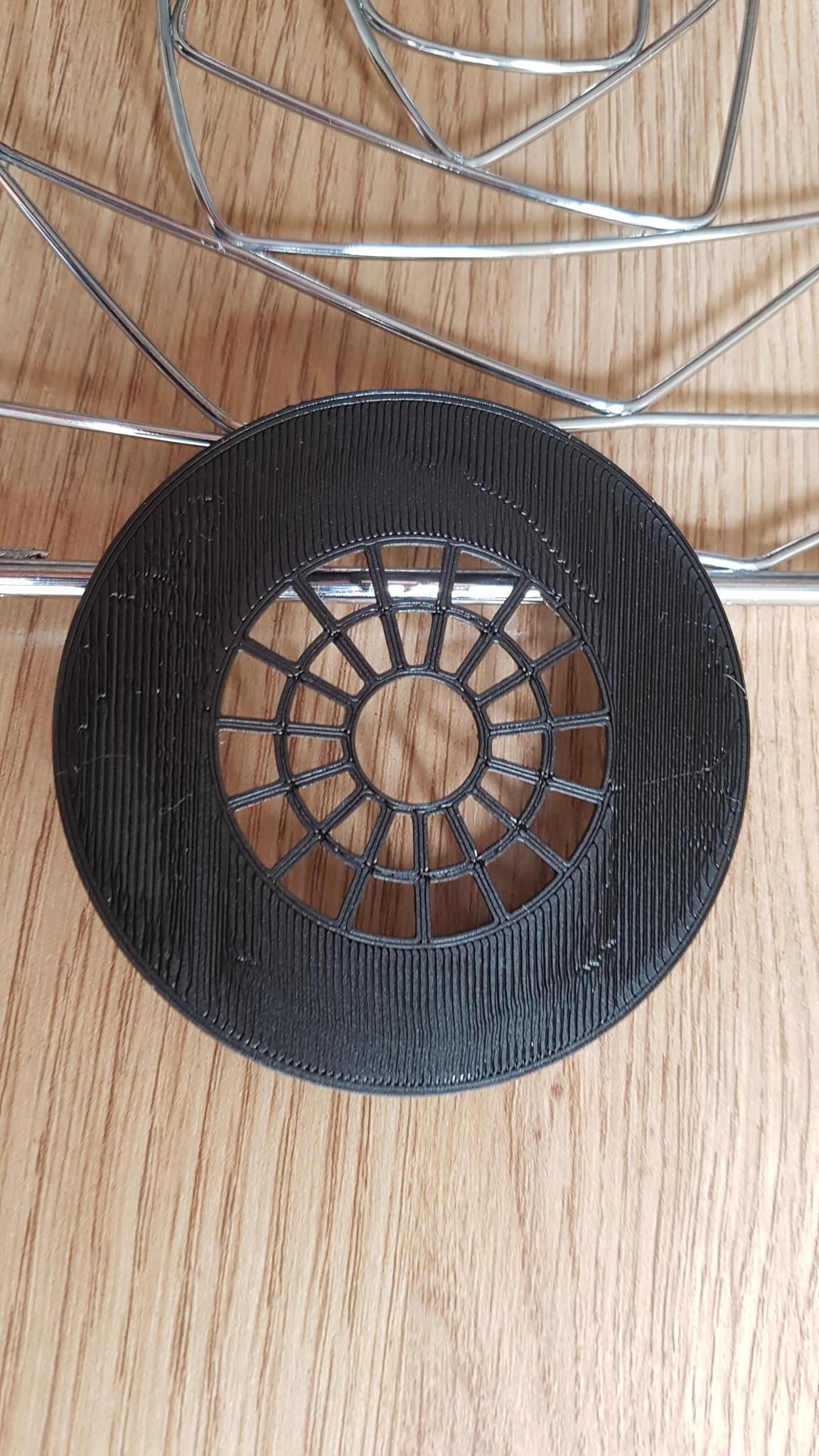
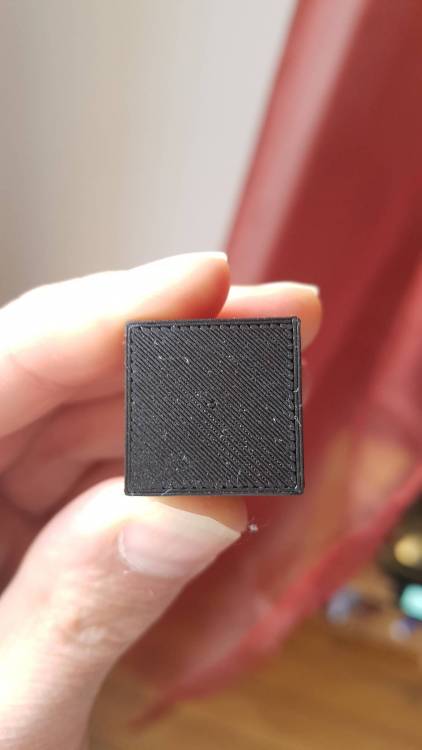
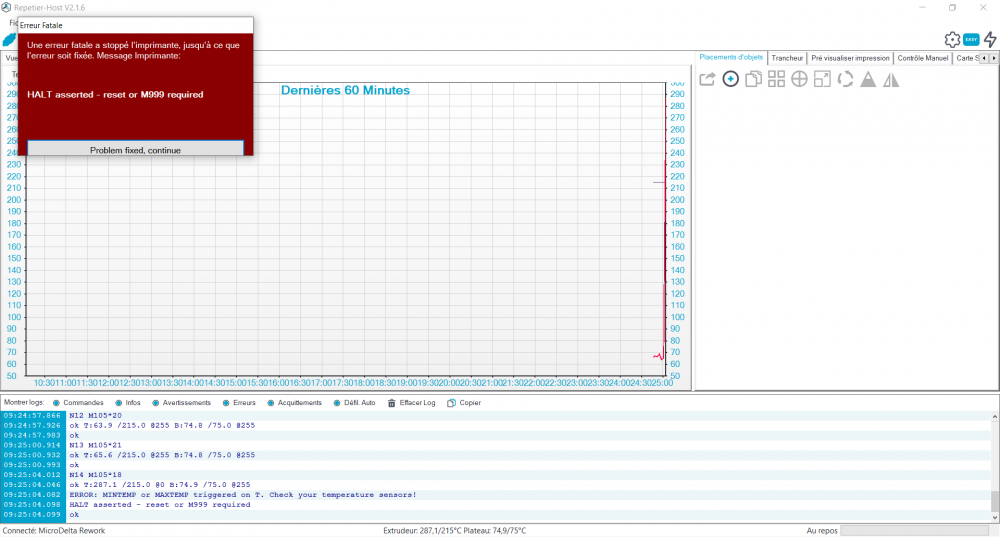
Salut, J'ai fait d'autres impressions vendredi matin et vu ce qu'il s'est passé, je pense que le problème vient bien de la chaine de mesure. J'ai lancé une impression (durée de l'impression normalement 20min). Toujours avec du PLA et mon même profil d'impression à 215°C. Pendant l'impression cette fois la température est descendu à ~60°C. Puis d'un coup elle est remonté à un peut plus de 300°C. Avant que l'imprimante s'arrête (déplacement arrêté, chauffage arrêté, ventilation arrêté) et affiche le message "HALT asserted - reset or M999 required" : Voici ce que j'ai juste eu le temps d'enregistrer avec Repetier : Je suppose qu'il c'est donc passé les évènements suivants : La mesure de température s'est mise à dériver et à mesurer ~60°C Du coup la régulation s'est mise à chauffer à fond La mesure de température s'est remise à fonctionner et à mesurer une température d'un peu plus de 300°C Une protection s'est activé et a coupé l'impression Les dernières couches de PLA de l'impression semble montrer qu'effectivement la température est montée très haut : En regardant dans la documentation Smothieboard, je vois que : M999 : Reset from a halted state caused by limit switch, M112 or kill switch M112 : M112 Halt all operations, turn off heaters, go into Halt state A priori rien qui n'est relié directement à la température, mais je ne connais pas toutes les protections internes de l'eMotronic qui pourrait générer un M112 ? Je suis donc maintenant à peut-prêt persuadé que le problème vient de la chaine de mesure de température, mais je ne sais pas à quel niveau se trouve le défaut : thermistance ou smoothieboard ? Surtout que celui-ci est intempestif. A la suite de se problème, afin d'inspecter la thermistance, j'ai démonté l'hexagon. Avant de la démonter, je l'ai donc fait chauffer à 215°C afin de sortir le filament : là pas de problèmes de mesure de température. J'ai ensuite déposé l'hexagon et vérifié que les fils de la thermistance ne se touchait pas. Et ils ne se touchait pas. Par contre au moment de sortir la thermistance, surprise : impossible de la sortir. J'ai l'impression de la bille de verre a partiellement fondue et est collé dans le trou du cube de chauffe. Je me retrouve donc avec : A priori une panne intermittente sur la chaine de mesure de la température de l'hexagon, mais sans pouvoir identifier la cause du problème : thermistance ou eMotronic ? Une thermistance coincée dans l'hexagon donc potentiellement une hexagon HS également La difficultés maintenant est de pouvoir discriminer l'élément fautif : thermistance ou eMotronic, je sais pas si vous avez une idée ? Merci pour ton retour. Est-ce que dans ton cas de thermistance HS, tu avais aussi des phénomènes intermittent ? @+ Math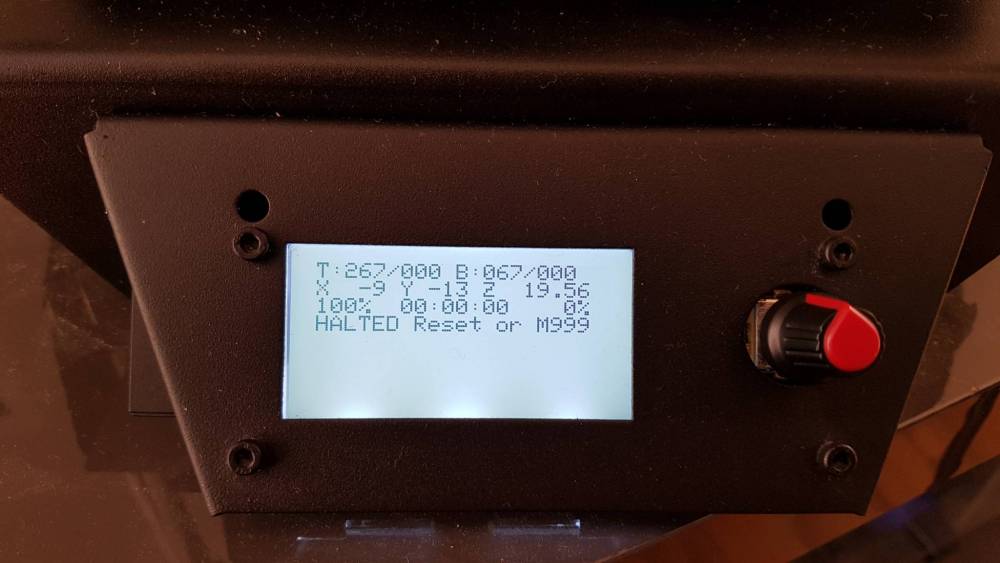

-
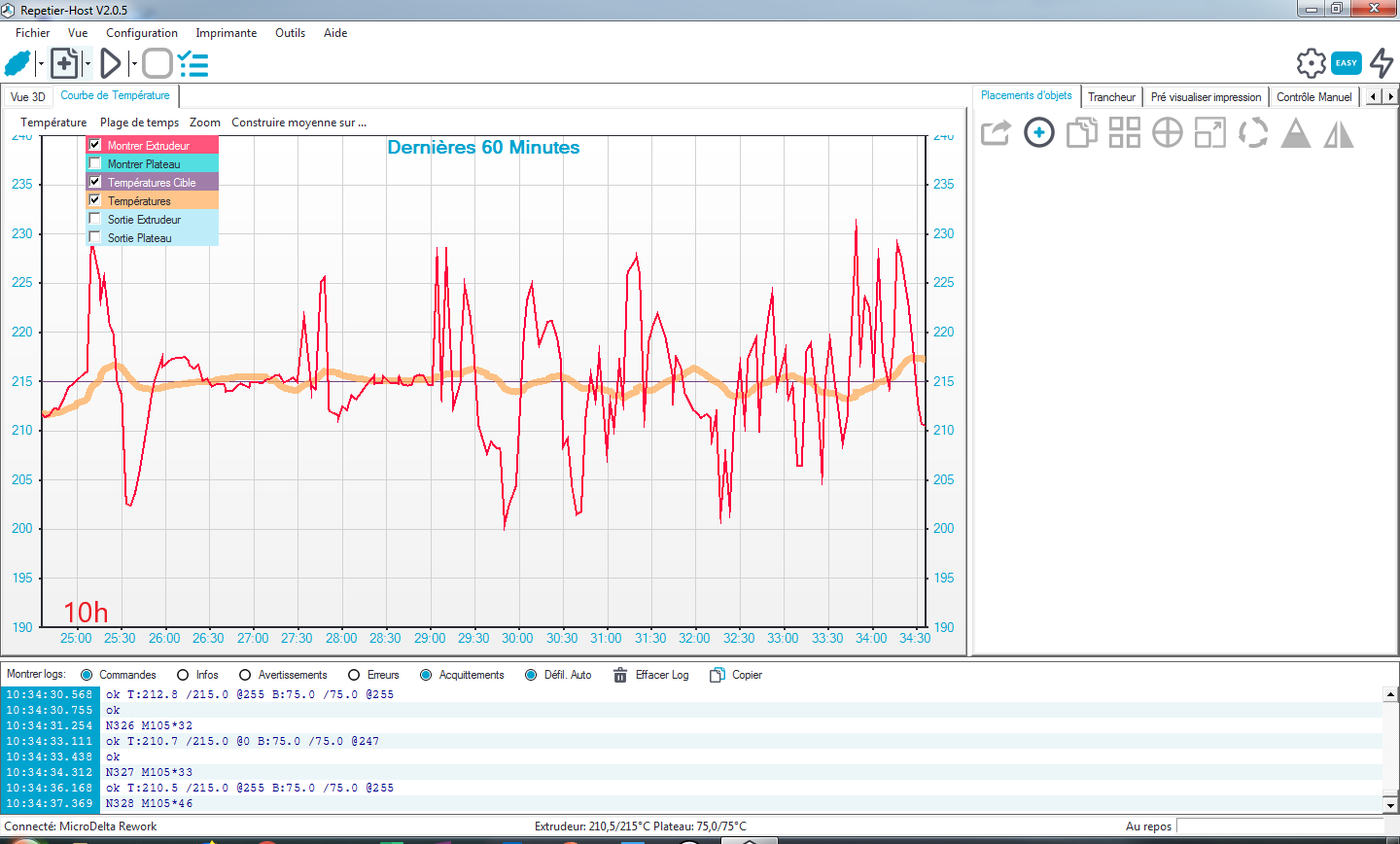
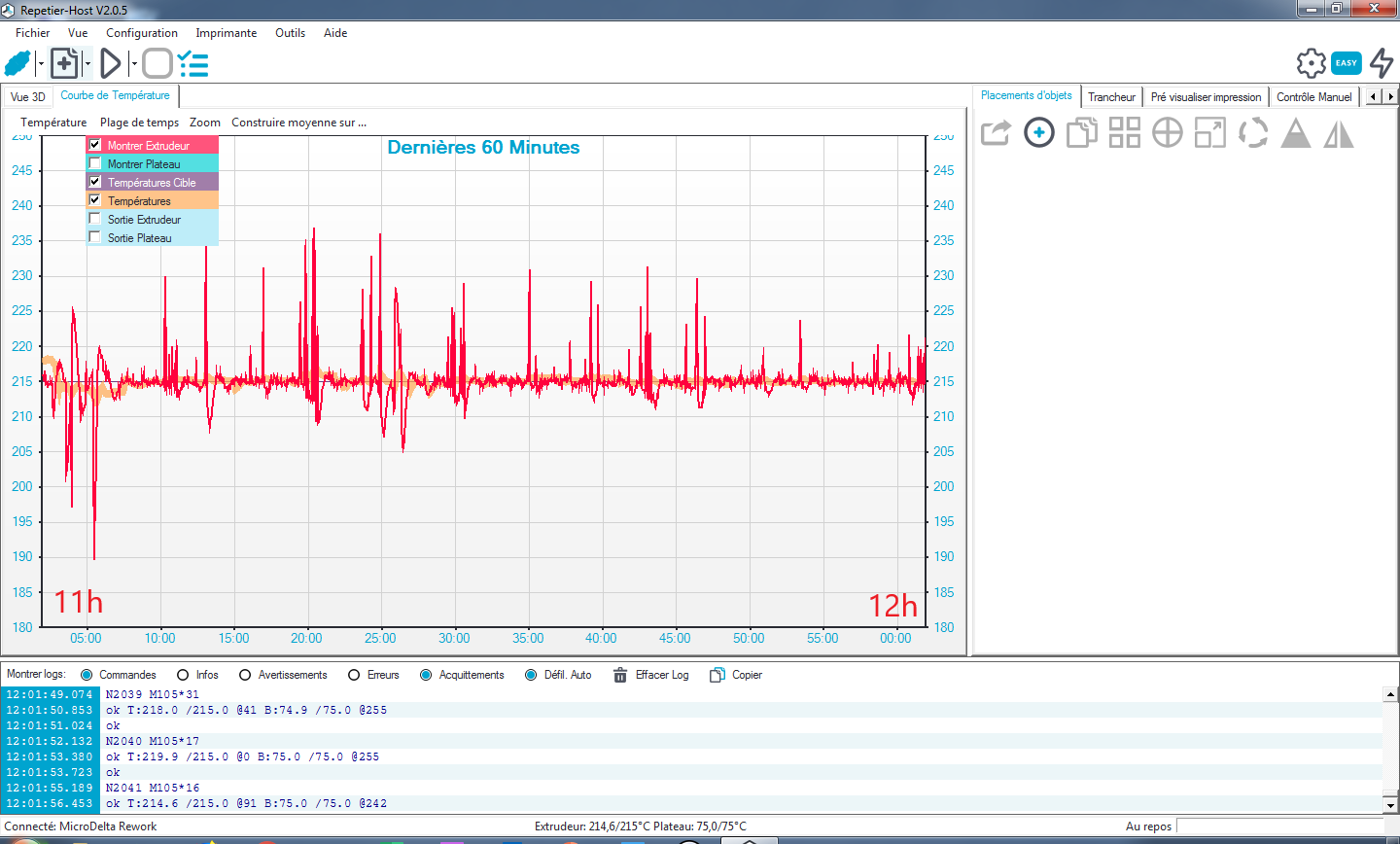
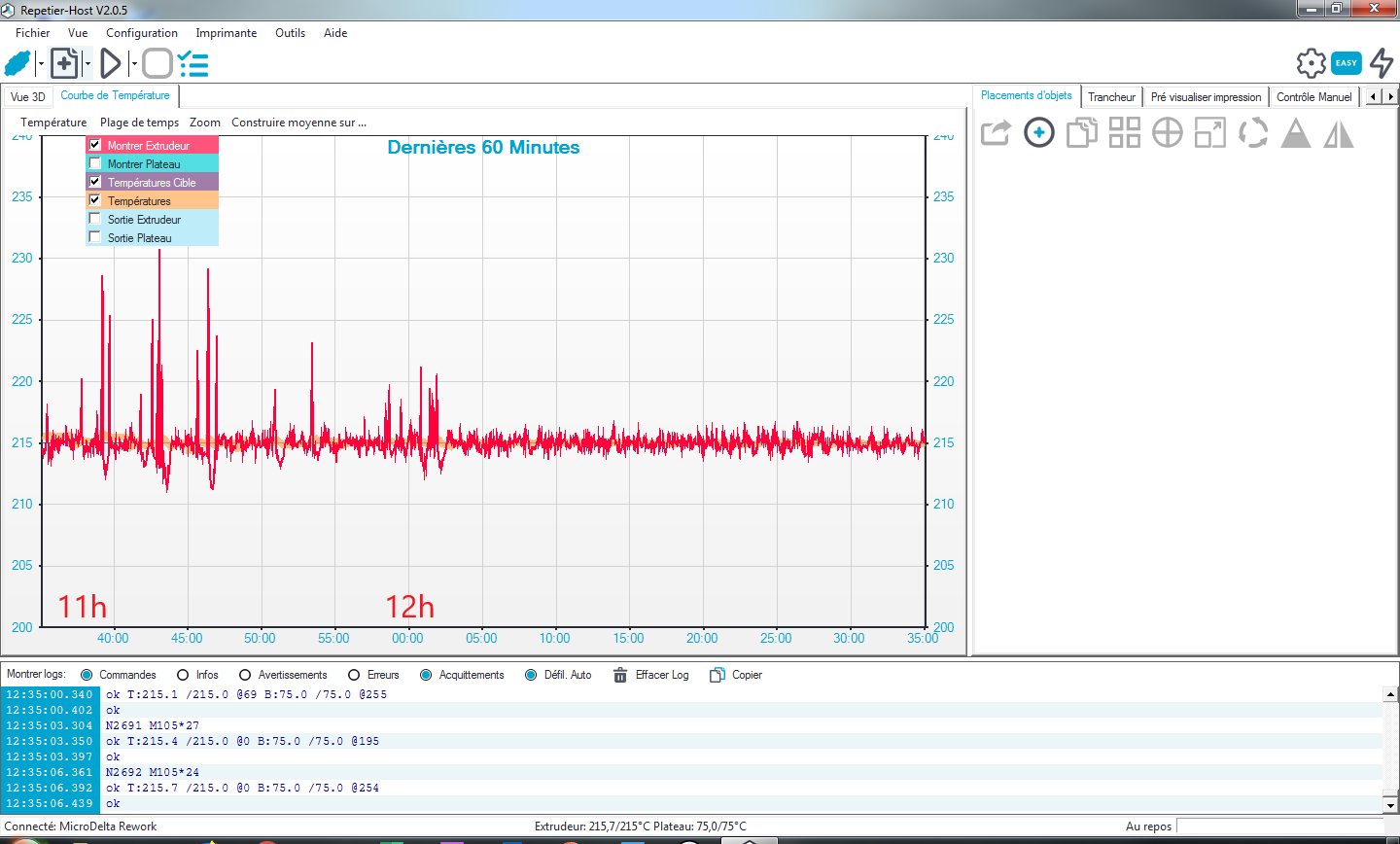
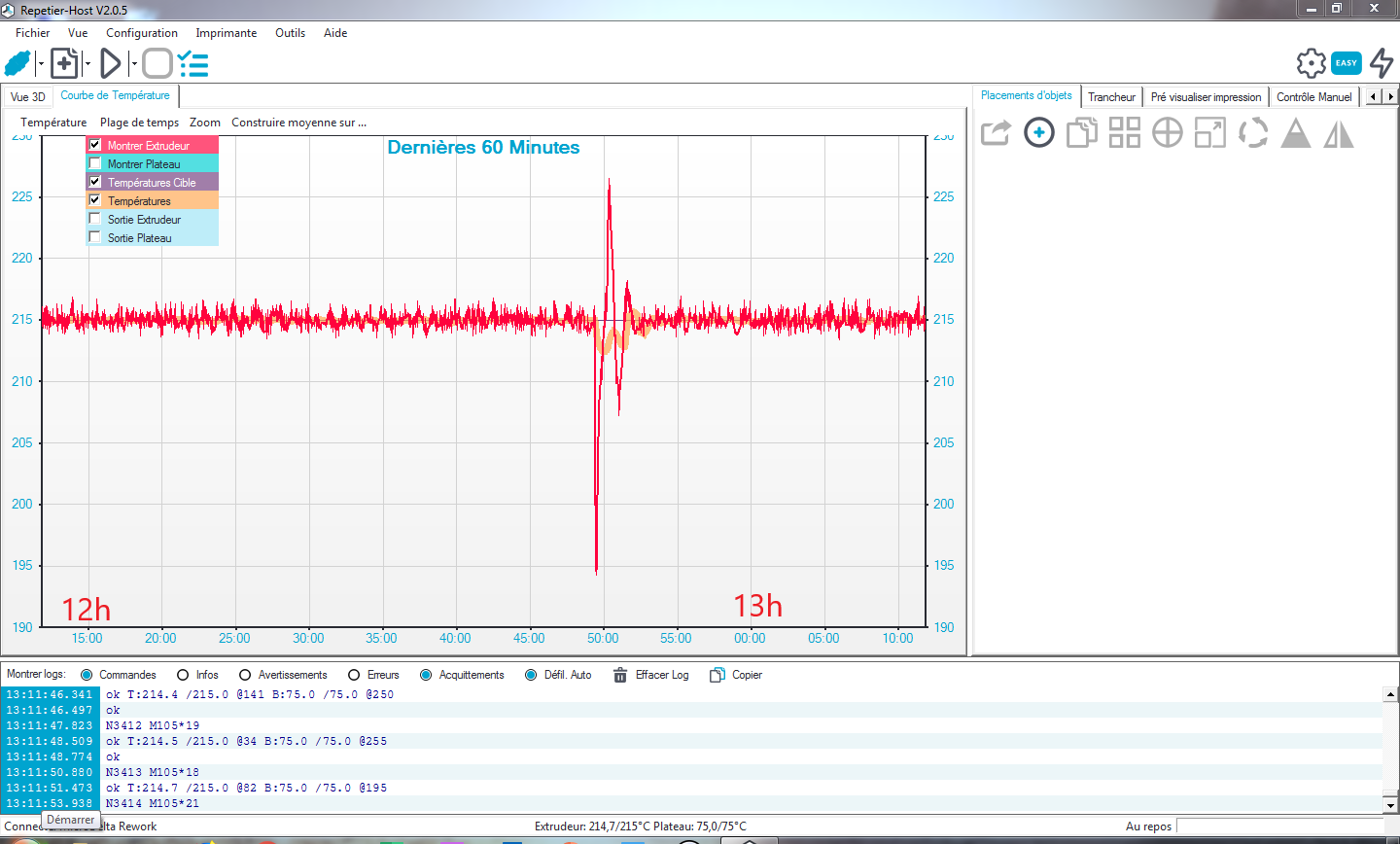
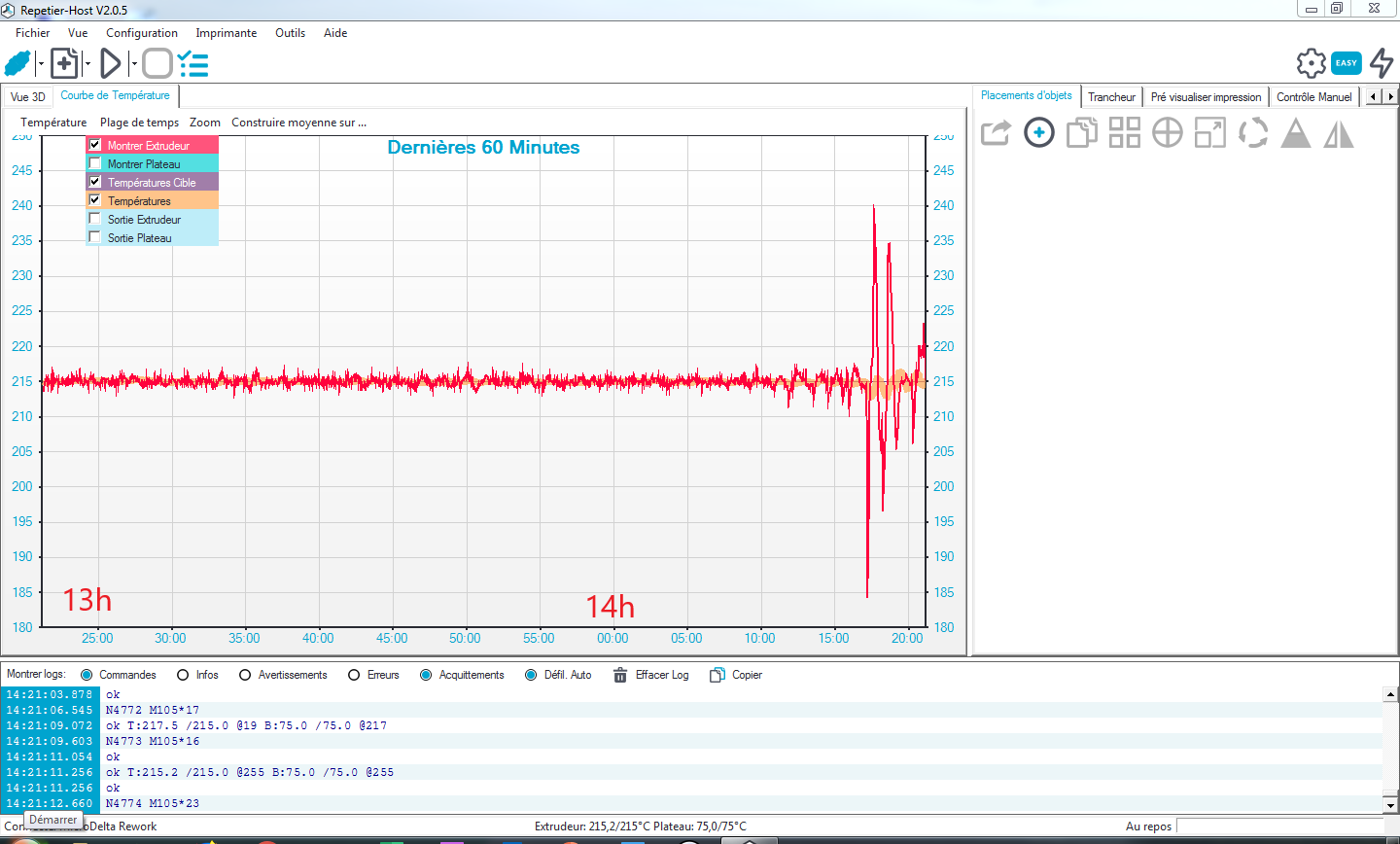
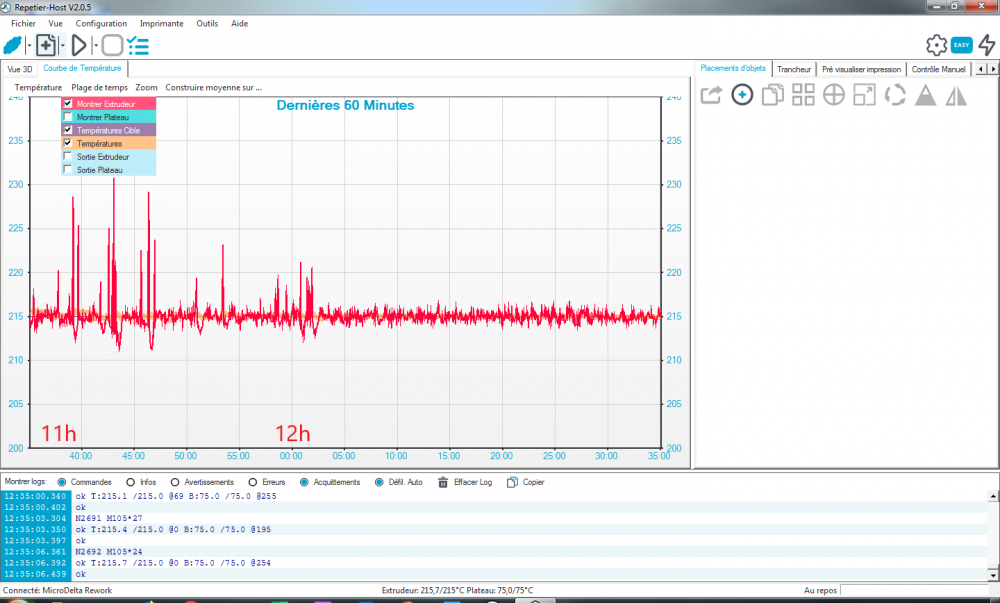
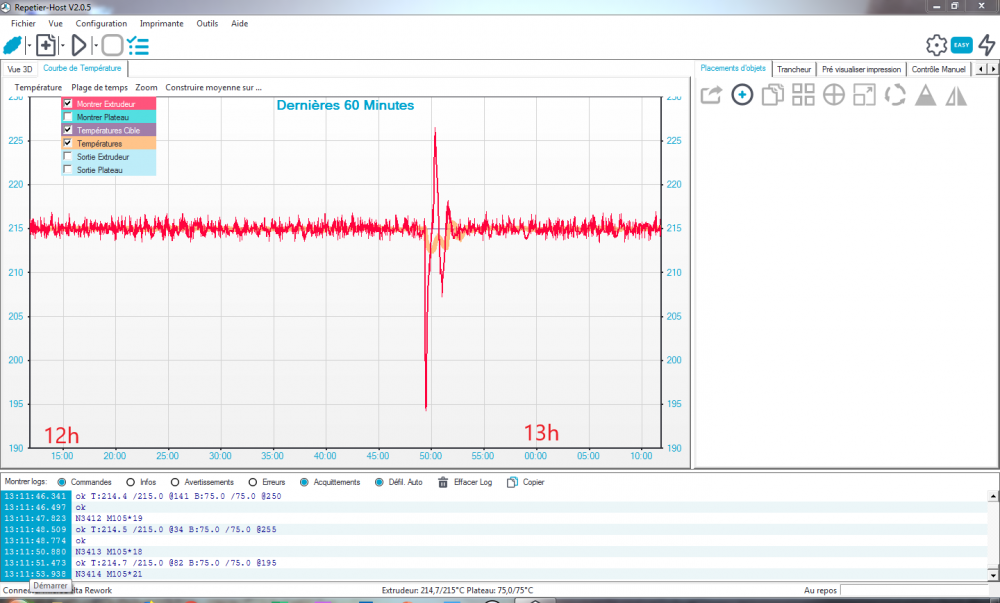
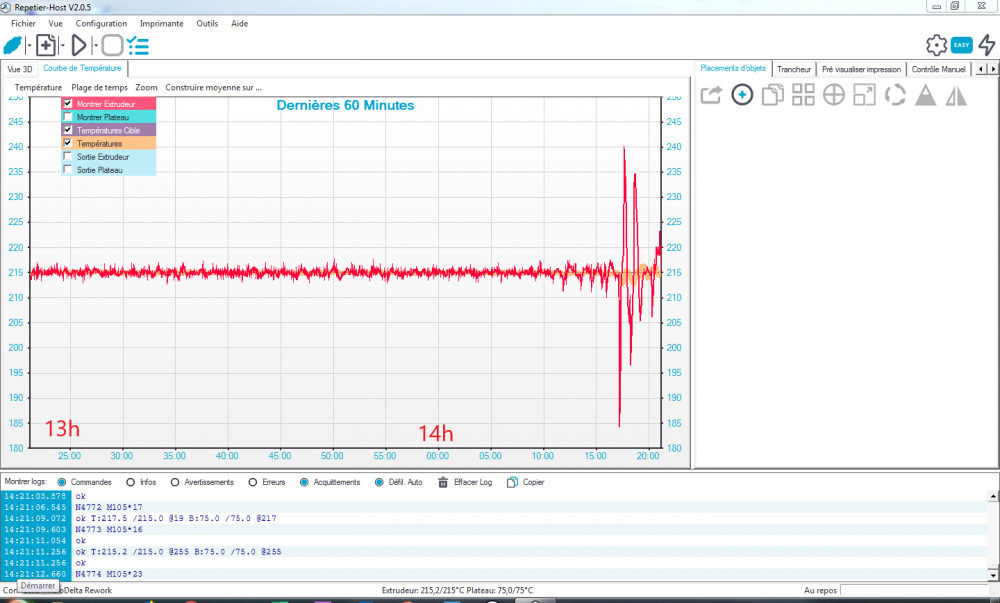
Salut, J'ai un problème depuis hier avec la Microdelta Rework sur la température de buse. Avant j'avais une température de buse plutôt stable : +/-1°C de variation autour de la consigne. Par exemple pour du PLA je met la consigne à 215°C, j'ai une température qui varie pendant le print entre 214°C et 216°C. Mais depuis hier, j'ai un comportement complètement aléatoire de la température de la buse. Alternant période très stable à +/-1°C et périodes complètement étatiques avec des variations de +/-30°C ! Exemple avec un print d'une durée de 8h lancée ce matin (j'ai rajouté en rouge sur l'échelle de temps l'heure d'enregistrement) : Un enregistrement sur 10min au début du print montre une température qui varie beaucoup : Sur 1h ça enchaine périodes très étatiques et périodes stables : Puis ça redevient très stable pendant 1h avant d'avoir une énorme variations de quelques minutes puis à nouveau quelque chose de stable : Ca redevient stable pendant plus 1h avant de redevenir étatique : Toutes ces captures d'écran sont pour un même print ! Les variations sont telles que je me demande même si c'est de véritables variations de températures ou des mesures de température étatique. Le problème apparait depuis hier sur différentes pièces imprimées. Le profil de mon slicer n'a pas changé depuis longtemps. Donc ça ne vient pas de la pièce et/ou du GCode pour moi. Je n'ai fait aucune modification sur la tête d'impression, la cartouche de chauffe, la thermistance ou l'électronique : tout est d'origine. J'ai vérifié, le ventilateur de la tête d'impression tourne correctement et de façon régulière. Je ne vois pas de perturbations extérieures (courant d'air ou autre). J'ai fait plusieurs calibrations du PID depuis hier mais ça n'a rien changé. Du coup je sais vraiment pas d'où ça peut venir ? Problème sur la chaine de mesure : thermistance qui déconne ? Je ne pense pas que ça soit des court-circuit intermittent sur les fils de la thermistance : ça me ferait de grandes excursions à 0°C mais pas des excursions sur des températures plus élevées, non ? Chaine d’acquisition de l'eMotronic qui déconne ? Ou alors c'est la régulation de l'eMotronic qui déconne ? Est-ce que vous auriez une idée ? Merci Math


-
Salut, En passant sur le site eMotion Tech pour commander un nouveau bedfix, j'ai vu que les bielettes sont à priori à nouveau en stock : https://www.reprap-france.com/produit/1234568644-sachet-de-6-biellettes-predimensionnees-rotules-pleines @+ Math
-
buse qui se bouche micro delta rework
Math51 en réponse au topic de masse.jeremy@gmail.com dans eMotion Tech
Salut Je ne pense pas que le problème vienne du PLA eMotion Tech : j'utilise ce PLA et je n'ai pas de problèmes de bouchage. En revanche, j'ai acheté une fois du PLA blanc de marque Spectrum, celui-là impossible de l'imprimer il me bouchait la buse à chaque fois : j'ai tout essayé (réduire la rétraction etc...) mais rien à faire, ça ne faisait que décaler dans le temps le problème. Seul point que je n'ai pas essayer, augmenter la vitesse du ventilateur de refroidissement du dissipateur comme l'a suggéré @cmatec (je viens d'apprendre qu'on pouvait le faire au passage du coup !). Sinon, quand tu réduis la vitesse de ventilation, ça joue sur les 2 ventilateurs latéraux, pas celui du dissipateur. A priori je ne vois pas en quoi ça aurait une influence sur un bouchage de buse. Le ventilateur du dissipateur, lui, oui : je pensais qu'on pouvait pas jouer sur sa vitesse mais je viens d'apprendre que si finalement ^^. Sinon perso, la technique de débouchage avec du PLA chaud donnée dans le manuel d'eMotion-Tech n'a jamais fonctionné chez moi. J'ai également eu des fuites entre le cube de chauffe et le tube central. Je démontais la buse à chaud, nettoyais puis remontait la buse à chaud en serrant bien. Mais la fuite revenait systématiquement au bout de quelques heures. J'ai alors contacté le SAV pensant que l'hexagon était HS. Mais le SAV eMotion-Tech m'a donné une technique : après le remontage à chaud, une fois que l'Hexagon a refroidi, il faut remettre un coup de clef pour bien resserrer. J'ai appliqué cette technique et depuis le problème n'est jamais revenu (c'était y a 1 an je pense). Vu que t'es dans le démontage / remontage de l'hexagon, ça peut servir. @+ Math -
Les slicers pour Microdelta Rework (paramètrages, résultats etc.)
Math51 en réponse au topic de Marlequeen dans eMotion Tech
Salut Pour S3D, ici : https://www.reprap-france.com/support Dossier MicroDelta_Rework/Logiciels-Software/Configuration/Slicers_Trancheurs/Profils_Beta_Simplify3D. @+ Math -
Salut En cours de test avec un filament PLA jaune que qui était stocké dans un sachet congélation fermé avec un sachet déshydratant dedans : même problème de décollement de couches observés sur la 1ère couche. Ok, je vais vais essayer de chercher de ce côté. Merci Math
-
Salut, Merci pour vos retours. Voici ce qu'a donné le résultat du dernier test avec le plateau à 55°C (buse 210°C, hauteur de couche 0,2mm, hauteur 1ère couche 0,4mm) : C'est mieux, mais c'est encore pas très homogène et le décollement lors de l'impression était toujours présent suivant les zones ! Du coup, je n'ai pas l'impression que la température du plateau soit le facteur influant sur ce problème. Oui c'est du PLA. J'ai testé en faisant une pièce de test (paramètre d'impression idem), avec un diamètre identique mais une première couche pleine : même problème décollement de la 1ère couche sur certaines zones : Le phénomène de bulles sur la 1ère couche : photo. Résultat, toujours pas terrible : Non, je n'ai pas essayé. Par contre je n'ai pas de problème de sous-extrusion sur le reste de la pièce. Faut que j'essaie d'augmenter le débit que sur la 1ère couche, mais je sais pas si j'ai moyen de le faire dans Simplify3D. Peut être en jouant sur le paramètre de la largeur de la première couche. Frustrant, car le reste de l'impression est plutôt bon ! @+ Math



-
Bonjour à tous, J'ai un problème d'homogénéité de la 1ère couche que je n'arrive tout simplement pas à résoudre. Cela a commencé il y a plusieurs semaines, en essayant d'imprimer la pièce "Grill.stl" de ce projet : https://www.thingiverse.com/thing:2901308/files Impossible d'imprimer la première couche au niveau grille du milieu sans que ça se décolle. Le meilleur résultat que j'ai pu obtenir étant celui ci-dessous, après : Plusieurs réglage dont des changements de hauteur de couche (me souvient plus exactement) Remplacement de mon patch 3dbedfix datant de plus d'un an par un neuf Une calibration du plateau (plateau à chaud à 60°) et un réglage du z0 Lien vers la photo pour ne pas encombrer le post. J'ai laissé tombé n'ayant plus eu le temps de m'en occuper. J'ai repris l'impression de cette pièce ce week-end mais j'ai du mal à m'en sortir. Avant de reprendre l'impression j'ai refait une calibration du plateau, toujours à chaud puis réglage hauteur z0. Les paramètres d'impression : buse à 205°, plateau à 60°, hauteur de couche 0,2 et 1ère couche à 0,3. Premiers résultats catastrophiques : non seulement j'arrivais toujours pas a accrocher la 1ère couche au niveau de la grille, mais en plus, dans les zone "pleine" de la 1ère couche autour de la grille, je me suis retrouvé avec des "bulles" de même type que ce qui est illustré ici : https://www.logre.eu/wiki/RepRap_printDoctor#D.C3.A9faut_n.C2.B015.2C_bulles. J'ai donc, en suivant les conseils de ce guide, augmenté la température du plateau à 65°C. J'ai enfin pu imprimer sans décollement la grille du milieu, mais le phénomène de bulle / décollement de la première couche était toujours présent, ce qui donne un résultat pas terrible du tout pour la 1ère couche : On voit que ce n'est pas du tout homogène suivant les zones. Mais surtout, le résultat n'a pas du tout été répétable : en voulant imprimer une 2ème fois la pièce (il m'en faut 2), impossible d'imprimer à nouveau la partie grille centrale sans que ça se décolle. A partir de là j'ai testé tout un tas de paramétrage : D’abord passage de la température d'impression de 205°C à 210°C --> résultat en amélioration Réduction de la hauteur de la 1ère couche à 0,2mm --> résultat pire que tout pour l'accroche de la 1ère couche Passage de la hauteur de la 1ère couche à 0,4mm --> à partir de là je n'ai plus eu de problème d'accroche de la première couche au niveau de la grille et j'ai pu terminer une 2ème pièce mais toujours avec un problème de décollement dans les zones pleines donc un résultat de 1ère couche plutôt moche : J'ai essayé avec un plateau à 70°C puis à 55°C, toujours pas de problème pour l'accroche de la 1ère couche au niveau de la grille, mais toujours ce phénomène de décollement de la première couche dans certaines zones "pleines". J'ai pu prendre ce phénomène de décollement en photo : Un autre exemple ici : https://1drv.ms/u/s!At0hnqbQtv42jTRAnNLS2zymT0BT Du coup, je ne sais pas quoi faire pour régler ce problème. J'ai toujours eu des difficultés pour avoir une première couche homogène, me demandant parfois si la grille de calibration était bien pris en compte. J'avais pas mal amélioré le truc en réalisant une calibration du plateau à chaud, sur conseil du SAV eMotionTech : si j'imprime avec un plateau à 60°C, je fais la calibration de la grille à 60°C. Ce qui permet normalement de compenser en cas de déformation importantes du plateau en température. Mais là, je suis coincé, j'hésite entre 2 solutions : Une brutale qui est de considérer que mon plateau est "pourri" et Soit je rachète un kit plateau chez eMotion-Tech mais c'est 40€, sans certitude du résultat Soit je vire le 3dBedFix et je met un plateau Ultrabase : à priori il a des bons retours sur le forum. Je me dit que si la plaque en métal du plateau se déforme en température, elle ne devrait quand même pas entrainer en déformation l'Ultrabase, ce qui pourrait avoir comme effet de compenser Une plus soft qui consisterait à continuer à explorer les paramètre du trancheur pour trouver le bon réglage : mais là je ne sais plus trop de quel côté chercher ? Est-ce que vous auriez une idée concernant ce problème ? Merci d'avance pour vos retours ! Math



-
Les slicers pour Microdelta Rework (paramètrages, résultats etc.)
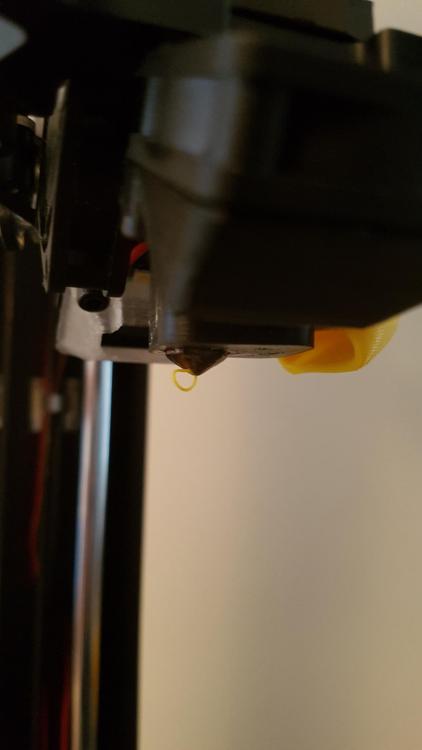
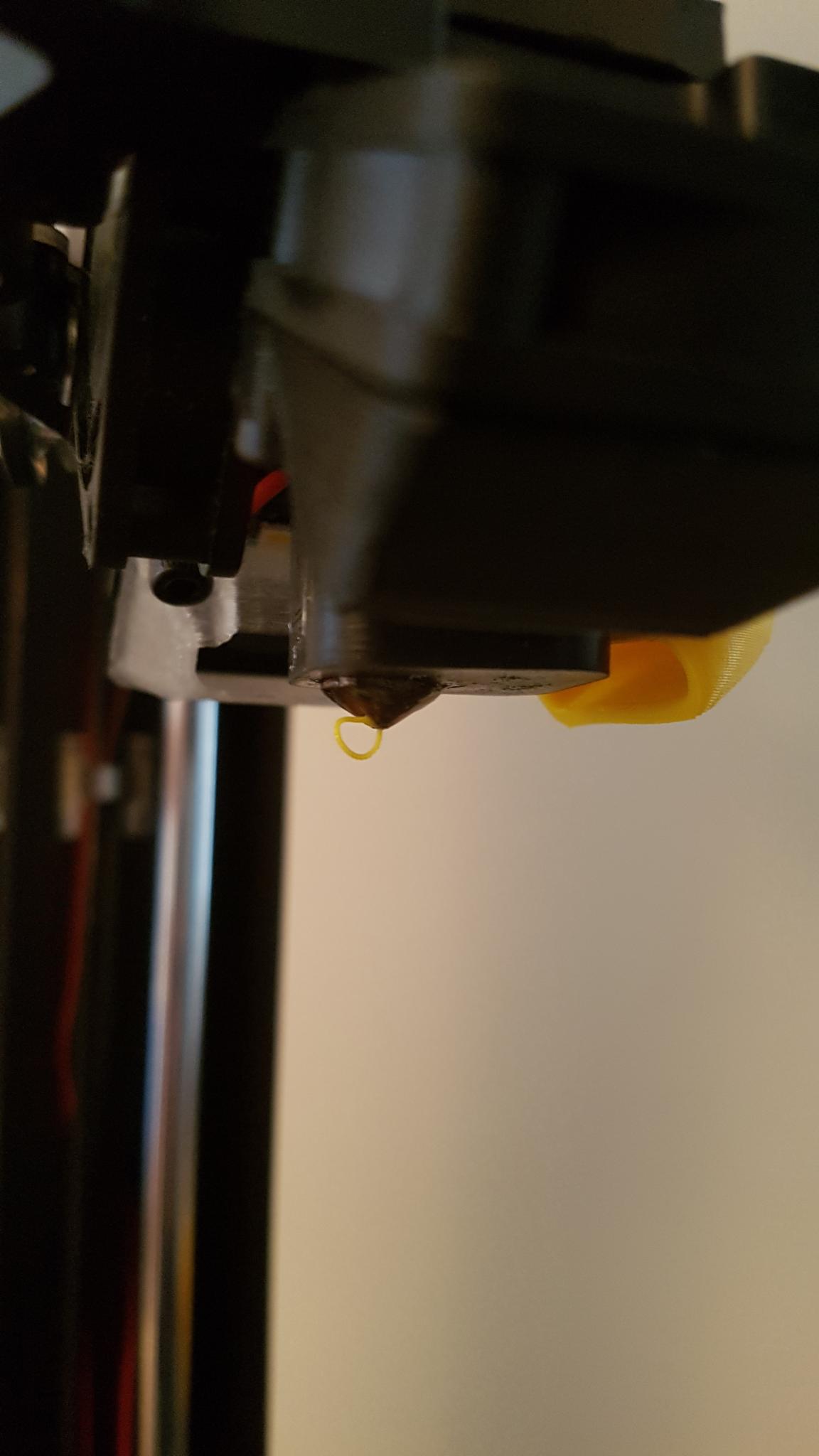
Math51 en réponse au topic de Marlequeen dans eMotion Tech
Salut, Oui je suis d'accords. Par contre moi j'ai réduit la vitesse de la première couche à 15mm/s (sur mes profils Cura ou sur Simplify3D). 30mm/s ça a du mal a adhérer : je suis obligé de baisser le z0 mais surtout, il faut que ça démarre avec une buse très propre, sans suintement. Même avec une jupe de 2 ou 3 tours. Si jamais l'impression démarre avec ce genre de suintement (volontairement laissé exagéré sur la photo) dont le bout est collé à la buse, impossible d'avoir une bonne adhérence de la première couche : le filament en sortie de buse adhère au plateau, mais quand la buse avance, vu que le bout du suintement est collé à la buse, ça décolle la 1ère couche au fur et ç mesure de l'avancement de la couche. A 15mm/s j'ai pas ce phénomène même si je démarre l'impression avec un peut de suintement en sortie de buse. Oui je suis d'accord, sur mes profils perso, je suis à 2,5 / 3mm de rétractation. J'ai également remplacé le PTFE d’origine par un PTFE Capricorn qui autorise à diminuer la rétraction, d'après les retours de ce sujets : Oui c'est ce que je fais. Bon dans tous les cas, pour moi, Cura 4.0 n'a rien apporté, je vais garder Simplify3D. @+ Math