

Suite à mon test de la P1P (que je vous invite à lire puisque certaines informations redondantes ne seront pas forcément traitées ici), le constructeur m’a proposé de tester la Bambu Lab X1 Carbon, la version la plus haut de gamme sortie en fin d’année dernière. J’ai bien évidemment accepté, même si, à la base, je ne pensais pas que cette machine allait m’apporter grand chose pour mon usage principal qui consiste essentiellement à imprimer du PLA et du TPU.
Fiche technique de la Bambu Lab X1 Carbon
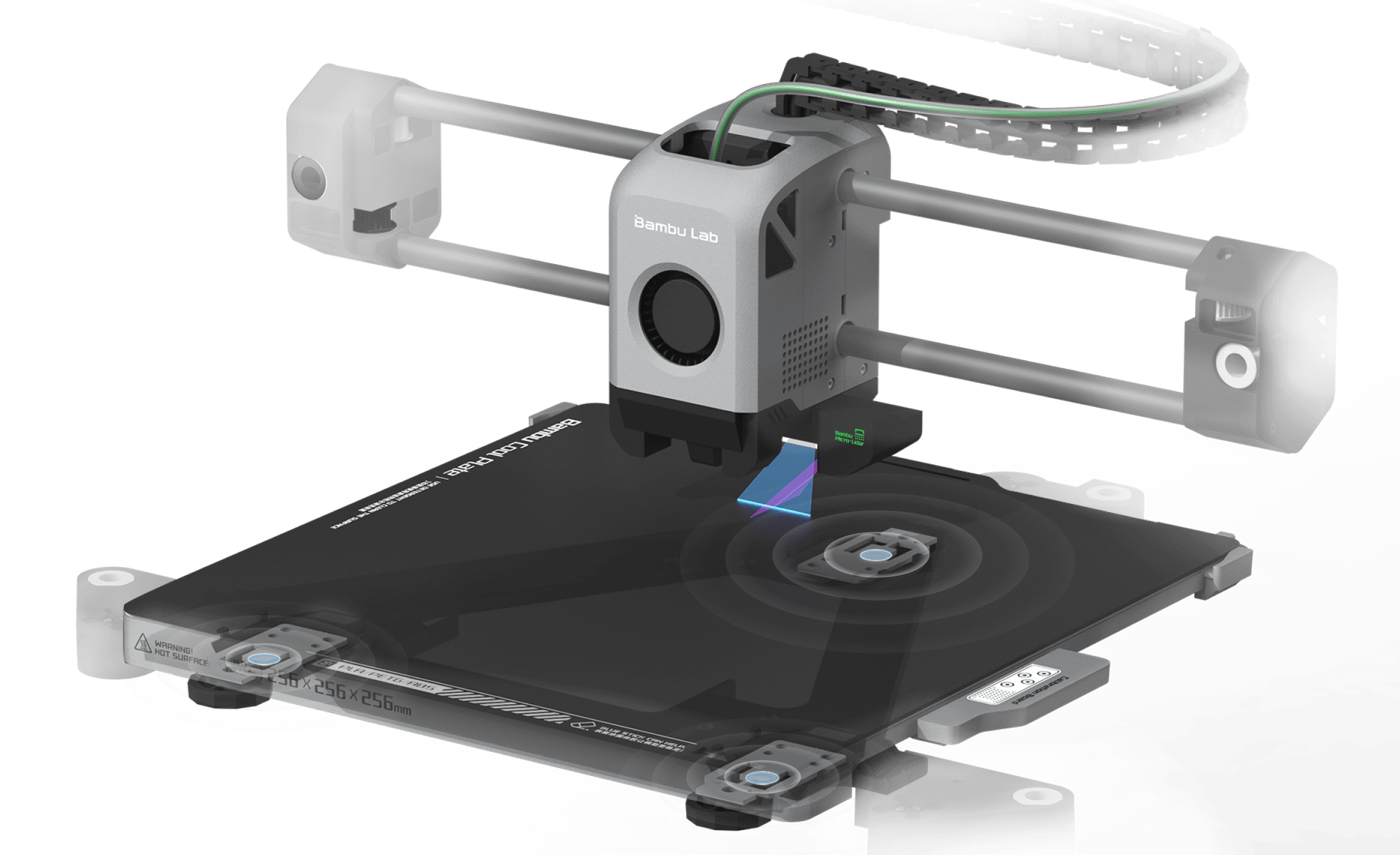
Tout comme la P1P, la X1 Carbon (X1C pour les intimes) se vante d’une vitesse d’impression de 500 mm/s avec des accélérations de 20 000 mm/s² (2G, rien que ça!) grâce à sa cinématique en CoreXY et son extrudeur en Direct Drive. Par contre, elle est dotée d’une électronique plus puissante et d’accessoires supplémentaires couplés à l’Intelligence Artificielle qui rendent l’expérience encore plus satisfaisante.
De plus, la X1 Carbone bénéficie d’une enceinte fermée à la température régulée et à l’air filtré. Cela permet notamment d’imprimer des filaments exotiques comme l’ABS.
| Technologie | FDM |
| Volume maximal d’impression | 256 x 256 x 256 mm |
| Hauteur de couche | Donnée non détaillée mais certainement de 50 à 400 microns |
| Type d’extrudeur | Direct Drive avec capteur de filament intégré |
| Température maximale de la buse | 300°C |
| Vitesse maximale d’impression | 500 mm/s |
| Nivellement du plateau | Automatique (capteur de force + Lidar) |
| Filaments compatibles | PLA, ABS, PETG, TPU, HIPS, PC, ASA… |
| Connectivité | Wi-Fi et carte micro SD |
| Dimensions | 38.9 x 38.9 x 45.7 cm |
| Poids | 14.13 kg |
| Concurrence | Creality K1, Creality K1 Max, Qidi Tech X-Max 3 |
Comme toutes les imprimantes 3D Bambu Lab, la X1C est compatible avec l’AMS (Automatic Material System), le système multimatériaux “empilable” qui permet d’imprimer avec jusqu’à 16 filaments différents ! Ce dernier fera d’ailleurs l’objet d’un test dédié prochainement. De même, elle est propulsée par un firmware entièrement propriétaire et fermé.
Pour plus de détails, vous pouvez consulter notre comparateur mais aussi la page produit officielle, toute aussi sexy que la machine…
La vidéo de présentation officielle Bambu Lab X1C
Feedback en vidéo
Différences entre les Bambu Lab X1, X1-Carbon et P1P
Je ne vais pas revenir sur les différences avec la P1P déjà abordées dans le test de cette dernière. Par contre, il est intéressant d’énumérer les différences avec la X1 “classique” même si cette dernière n’est plus commercialisée. En effet, ça permet de mettre en avant les points forts de l’unique version haut de gamme désormais vendue. Et pour ça, quoi de mieux que le tableau officiel du constructeur encore une fois très complet ?
| Technology | X1-Carbon | X1 | |
| Fused Deposition Modeling | |||
| Body | Build Volume (W×D×H) | 256 × 256 × 256 mm³ | |
| Chassis | Steel | ||
| Shell | Aluminum & Glass | Plastic & Glass | |
| Tool Head | Hotend | All-Metal | |
| Extruder Gears | Hardened Steel | Steel | |
| Nozzle | Hardened Steel | Stainless Steel | |
| Max Hot End Temperature | 300 ℃ | ||
| Nozzle Diameter (Included) | 0.4 mm | ||
| Nozzle Diameter (Optional) | 0.2 mm, 0.6 mm, 0.8 mm | ||
| Filament Cutter | Yes | ||
| Filament Diameter | 1.75 mm | ||
| Hot bed | Build Plate | Flexible Steel Plate | |
| Build Plate Surface (Included) | Bambu Cool Plate, Bambu Engineering Plate | ||
| Build Plate Surface (Optional) | Bambu High Temperature Plate | ||
| Max Build Plate Temperature | 110℃@220V, 120℃@110V | ||
| Speed | Max Speed of Tool Head | 500 mm/s | |
| Max Acceleration of Tool Head | 20 m/s² | ||
| Max Hot End Flow | 32 mm³/s @ABS(Model: 150*150mm single wall; Material: Bambu ABS; Temperature: 280℃) | ||
| Cooling | Part Cooling Fan | Closed Loop Control | |
| Hot End Fan | Closed Loop Control | ||
| Control Board Fan | Closed Loop Control | ||
| Chamber Temperature Regulator Fan | Closed Loop Control | ||
| Auxiliary Part Cooling Fan | Closed Loop Control | Optional | |
| Air Filter | Activated Carbon Filter | Optional | |
| Supported Filament | PLA, PETG, TPU, ABS, ASA, PVA, PET | Yes | |
| PA, PC | Ideal | Capable | |
| Carbon / Glass Fiber Reinforced Polymer | Ideal | Not Recommended | |
| Sensors | Bambu Micro Lidar | Yes | |
| Chamber Monitoring Camera | 1920 × 1080 Included | Optional | |
| Door Sensor | Yes | ||
| Filament Run Out Sensor | Yes | ||
| Filament Odometry | Optional with AMS | ||
| Power Loss Recover | Yes | ||
| Physical Dimensions | Dimensions | 389 × 389 × 457 mm³ | |
| Net Weight | 14.13kg | 13.18kg | |
| Electrical Requirements | Voltage | 100-240 VAC, 50/60 Hz | |
| Max Power | 1000W@220V, 350W@110V | ||
| Electronics | Display | 5-inch 1280 × 720 Touch Screen | |
| Connectivity | Wi-Fi, Bambu-Bus | ||
| Storage | 4GB EMMC and Micro SD Card Reader | ||
| Control Interface | Touch Screen, APP, PC Application | ||
| Motion Controller | Dual-Core Cortex M4 | ||
| Application Processor | Quad ARM A7 1.2 GHz | ||
| Neural-Network Processing Unit | 2 Tops | ||
| Software | Slicer | Bambu Studio Support third party slicers which export standard G-code such as Superslicer, Prusaslicer and Cura, but certain advanced features may not be supported. | |
| Slicer Supported OS | MacOS, Windows | ||
En résumé, ce qui différencie la X1 Carbon de la X1 c’est son carénage en aluminum au lieu du plastique, son extrudeur et sa buse en acier trempé au lieu d’acier classique ainsi que le ventilateur auxiliaire et le filtre à charbon qui sont d’origine et non en option.
Déballage (unboxing)
Pour un déballage détaillé en quelques minutes seulement, je vous invite à (re)visionner ma vidéo sur la P1P dans laquelle je l’ai fait en “live”.
L’imprimante 3D est bien protégée dans le même type de colis que la P1P. On y trouve les premières indications (les pastilles rouges et le QR code ci-dessous) dès qu’on soulève les rabats en carton :



Les autocollants et la documentation expliquent comment sortir la machine du carton grâce à son emballage en plastique. Une fois ce dernier enlevé, il y a encore bon nombre de films qui protègent l’imprimante à l’intérieur de laquelle on retrouve la boite d’accessoires :






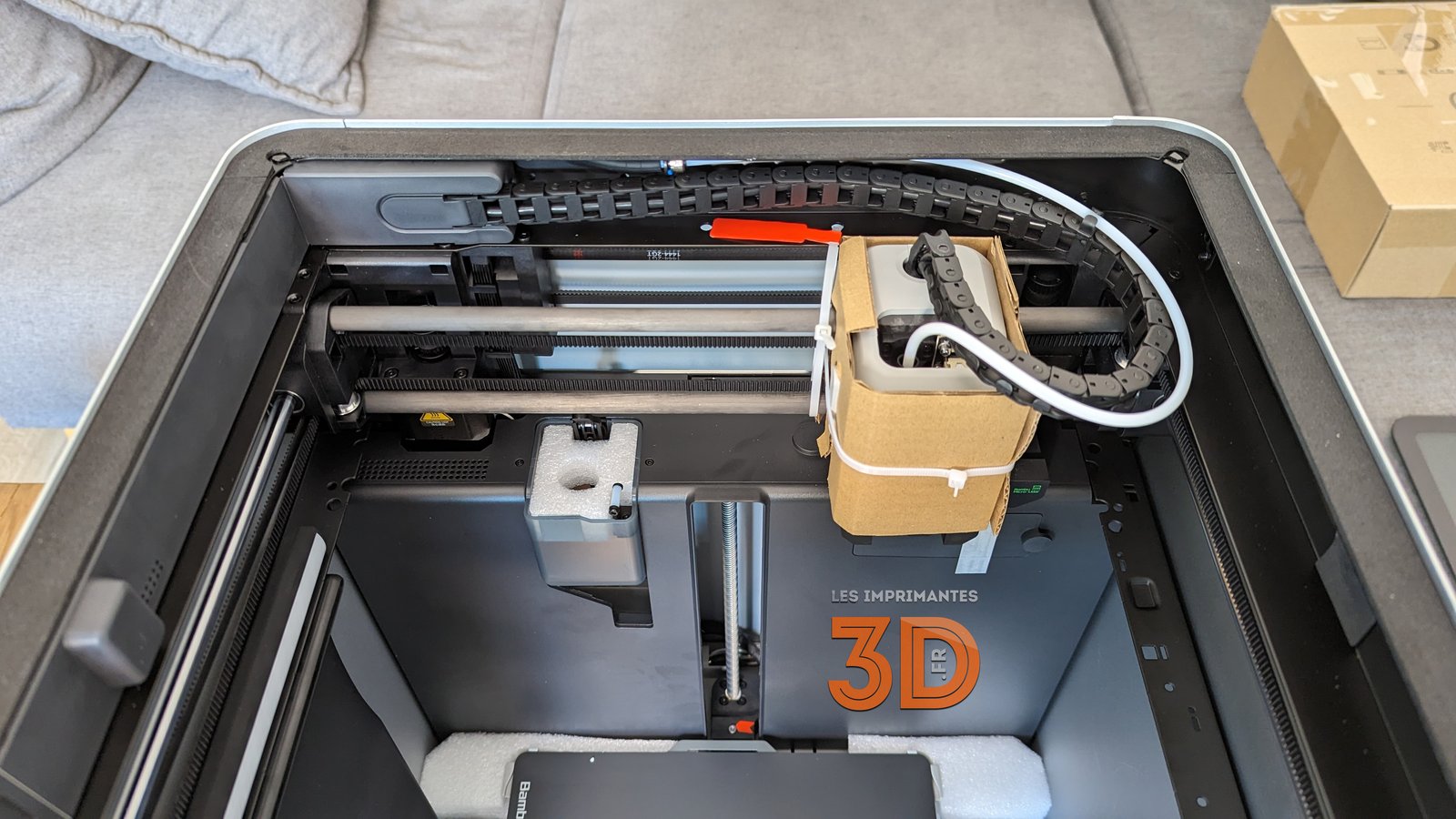
Sous le capot en verre, après avoir retiré le polystyrène et la boite d’accessoires, on peut voir l’extrudeur lui aussi bien protégé et encore quelques bouts de mousse coincés sous le lit. Inutile de forcer, on pourra les retirer plus tard, lors de la mise en route de l’imprimante.

Packaging


Dans la boite d’accessoires et pièces de rechange de la X1C, il y a :
- la visserie et 2 clés Allen à tête bombée
- un tube PTFE
- une hotend 0.4 mm de rechange avec de la patte thermique
- de la graisse pour lubrifier
- une lame de cutter et son scotch de fixation
- deux nettoyeurs de buse de rechange
- une aiguille de débouchage
- 2 aimants autocollants
- le support de bobine
- un échantille de PLA enroulé sur une bobine réutilisable
Sous le capot ?
Je n’ai pas eu le courage de démonter le panneau arrière de ma X1-Carbone une fois installée avec sa bobine et son filament qui passe au travers. Ceci-dit, ça n’a que peu d’intérêt étant donné que le matériel est propriétaire, sauf peut-être pour mettre un ventilateur d’extraction d’air plus silencieux comme dans cette vidéo où vous pouvez voir toutes les entrailles de la machine.

Le wiki Bambu Lab
Que ce soit avant d’acheter ou avant de vous lancer dans l’utilisation d’un produit Bambu Lab, pensez à consulter le wiki officiel. Celui-ci est extrêmement riche en informations et couvre vraiment tous les aspects (du déballage à l’utilisation en passant par les réglages, la maintenance et l’assistance en cas de panne).
Montage de la X1 Carbon
Il ne s’agit pas de montage à proprement parler puisque les imprimantes Bambu Lab sont déjà assemblées. Il s’agit juste d’installer les 2 accessoires protégés durant le transport, à savoir l’écran et le support de bobine. Ce dernier se fixe avec 2 vis facilement accessibles grâce à la clef Allen de grande taille. C’est très bien expliqué dans le “quick start guide” et il y a même une étiquette sur le carénage pour ne pas se tromper :


L’écran se fixe encore plus simplement que sur la P1P grâce à une nappe dotée de clips (qui éviteront tout débranchement intempestif) :

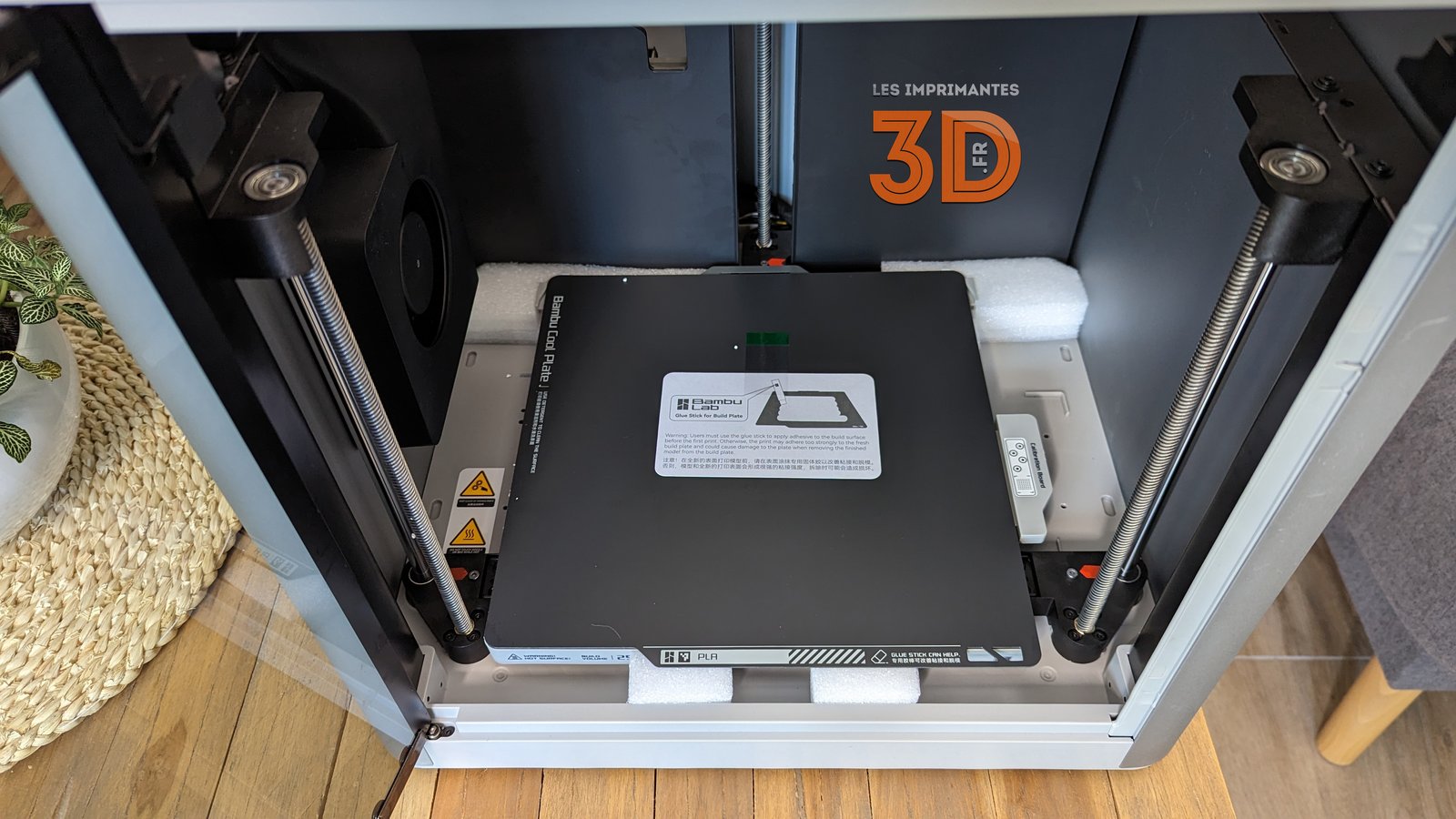
Ensuite, il y a 3 vis à retirer (définitivement). Elles ne servent qu’à maintenir le plateau durant le transport et sont bien indiquées dans la documentation mais également sur le châssis avec des stickers en forme de flèche rouge. Et pour finir, il n’y a qu’à brancher le cordon d’alimentation sans avoir à se préoccuper de la tension d’entrée. A noter au passage que même ce dernier est protégé durant le transport !


L’autocollant sur le lit indiquant qu’il faut le badigeonner de colle est bien évidemment à enlever au passage.
Mise en route de la X1-C
Une fois alimentée, le superbe écran s’illumine avec le logo du constructeur avant de laisser place au choix de la langue :
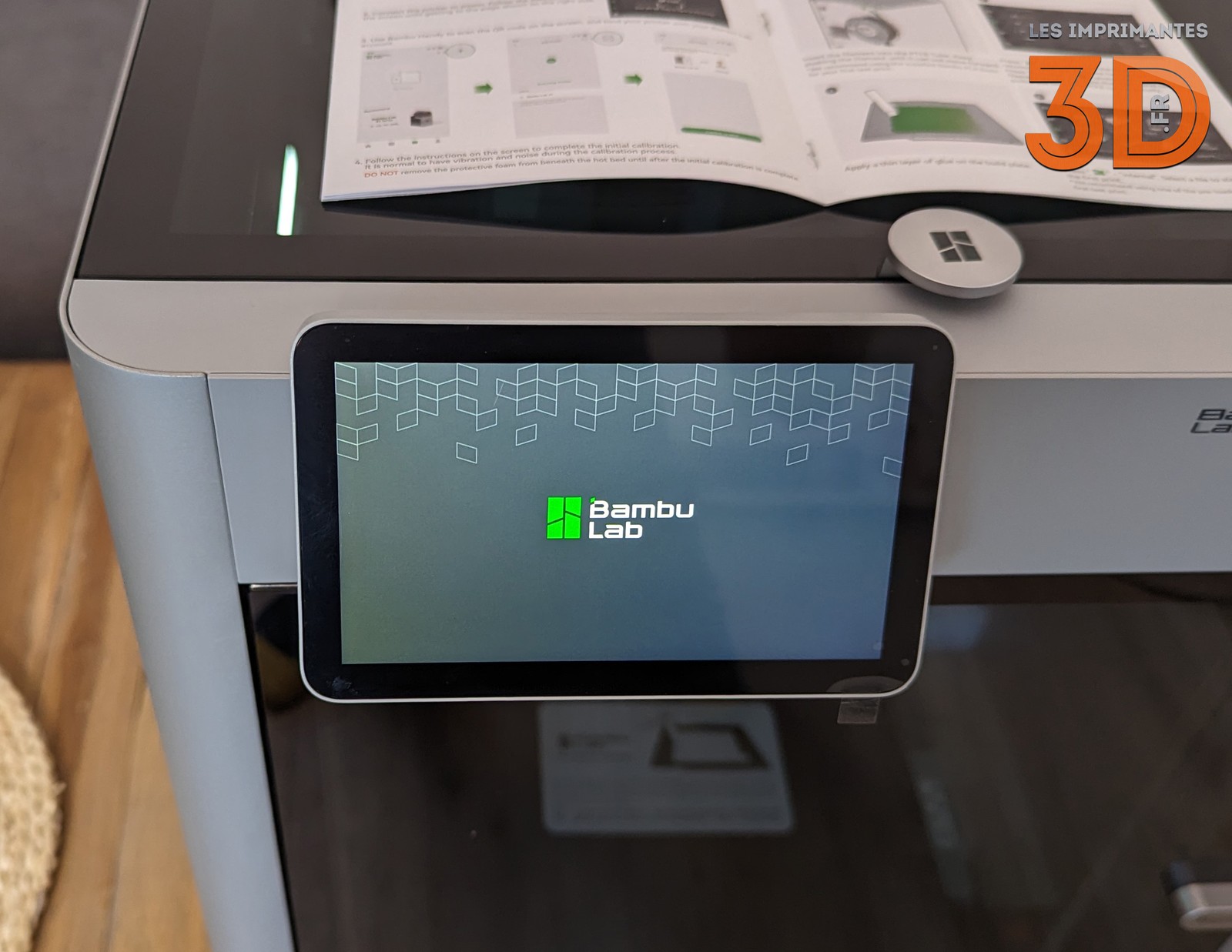
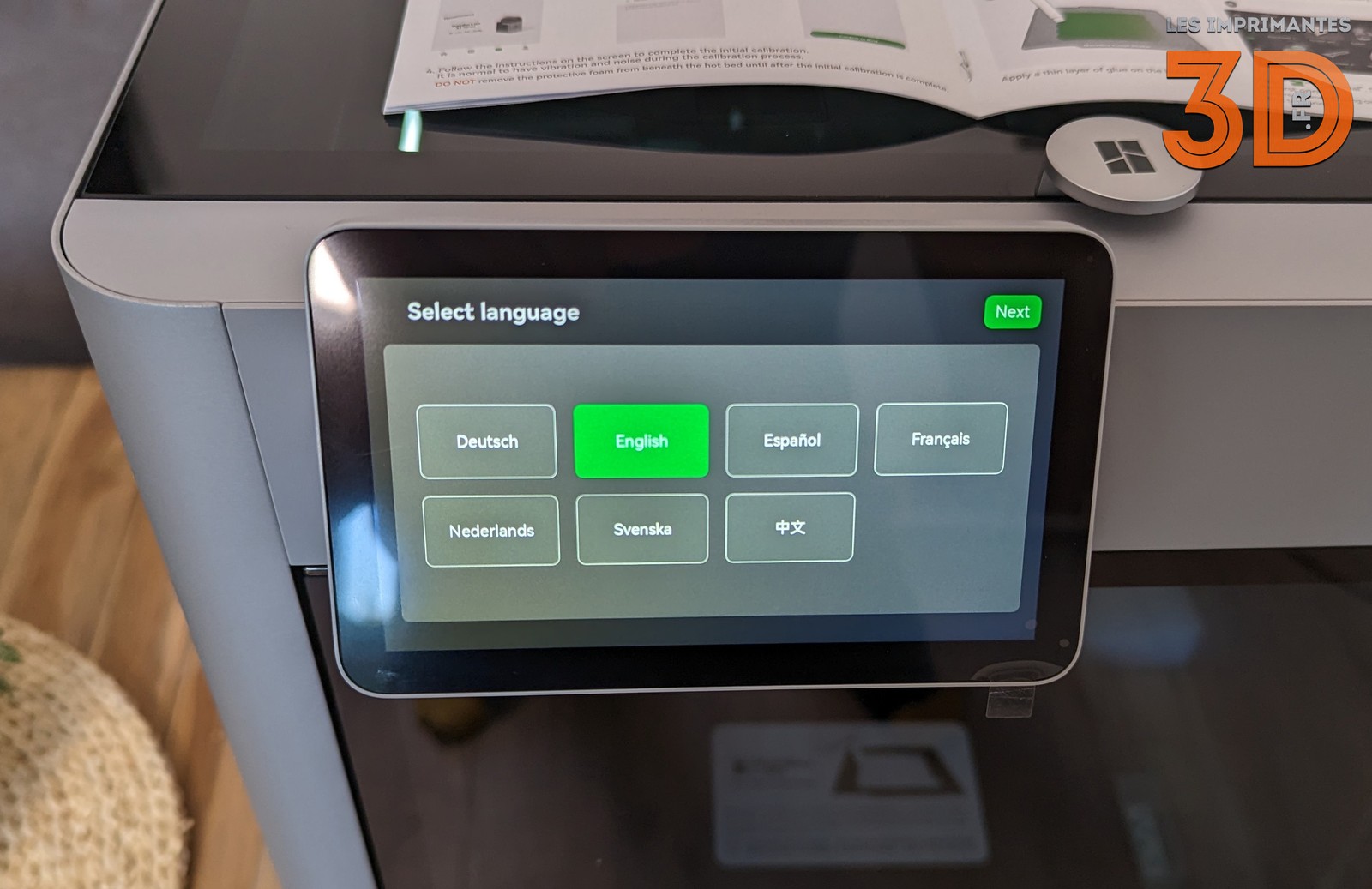
J’ai volontairement laissé l’anglais pour éviter les traductions aléatoires et trouver plus facilement de l’aide en ligne en cas de problème. Cependant, le français est bien disponible !
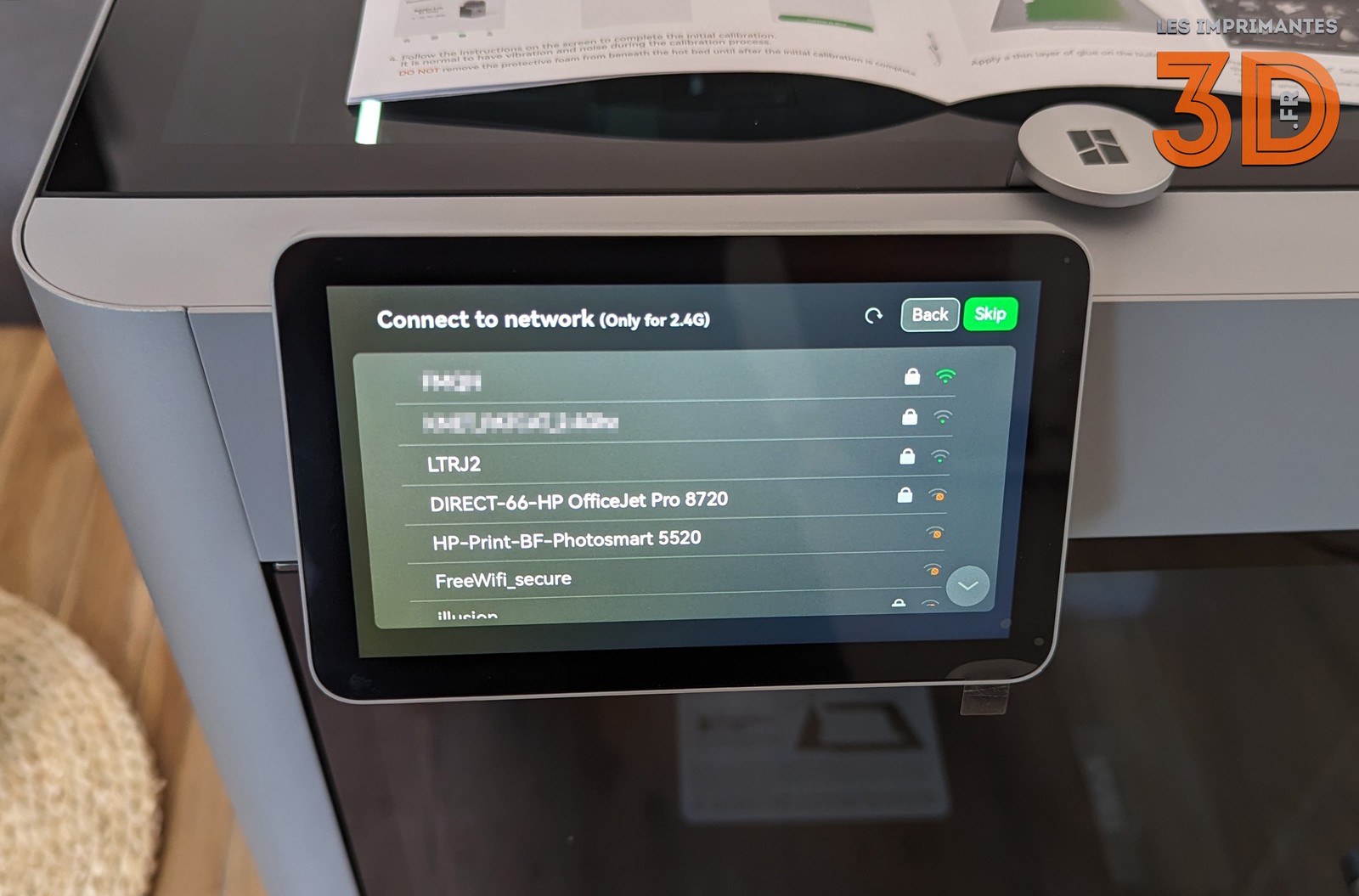
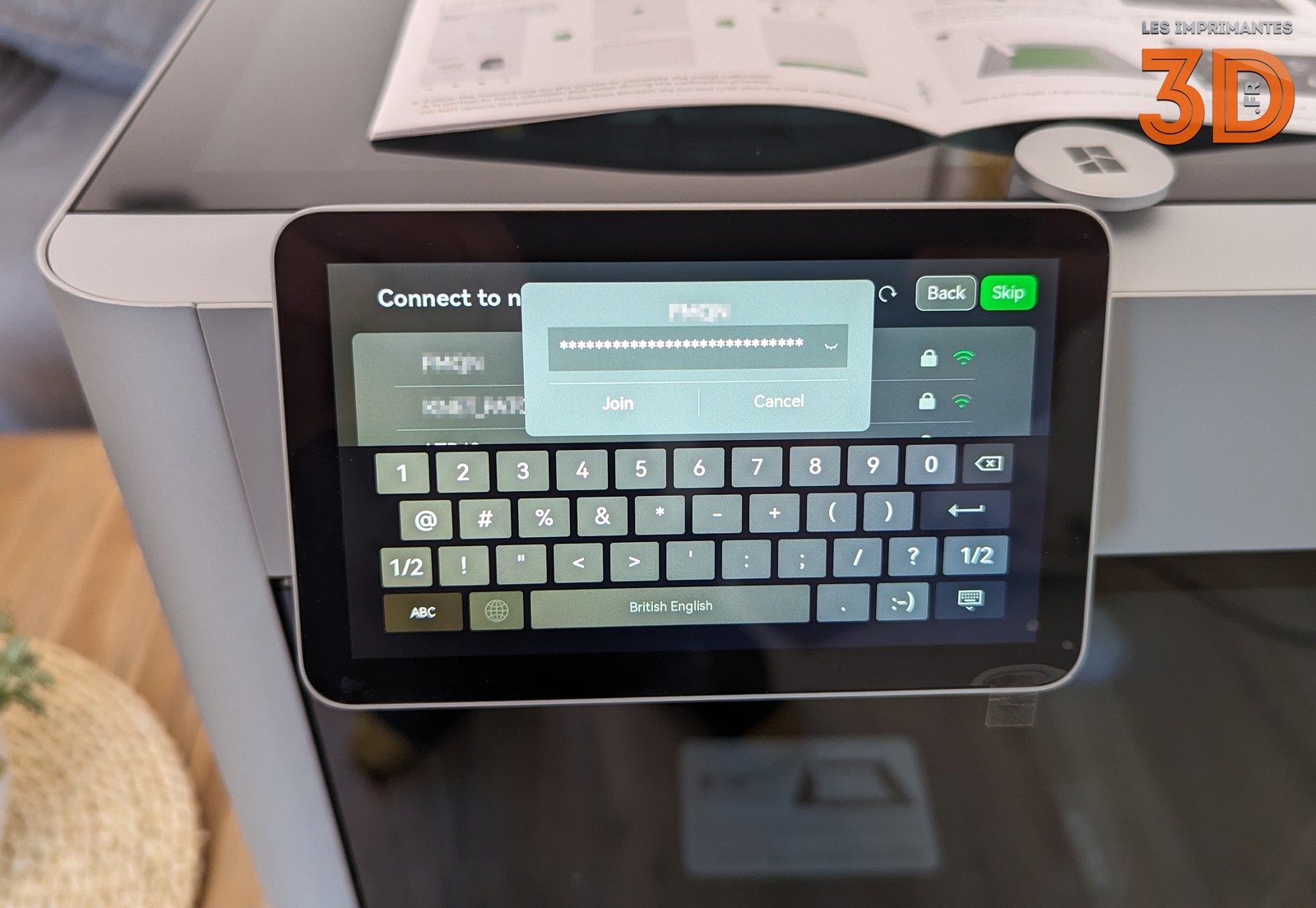
L’étape suivante (qui n’est pas obligatoire) nous invite à connecter l’imprimante à un réseau sans fil (en 2,4Ghz uniquement). L’écran est réactif et l’interface est fluide. L’opération se fait par conséquent le plus simplement du monde même avec une clef Wi-Fi compliquée :
Connexion à Bambu Cloud
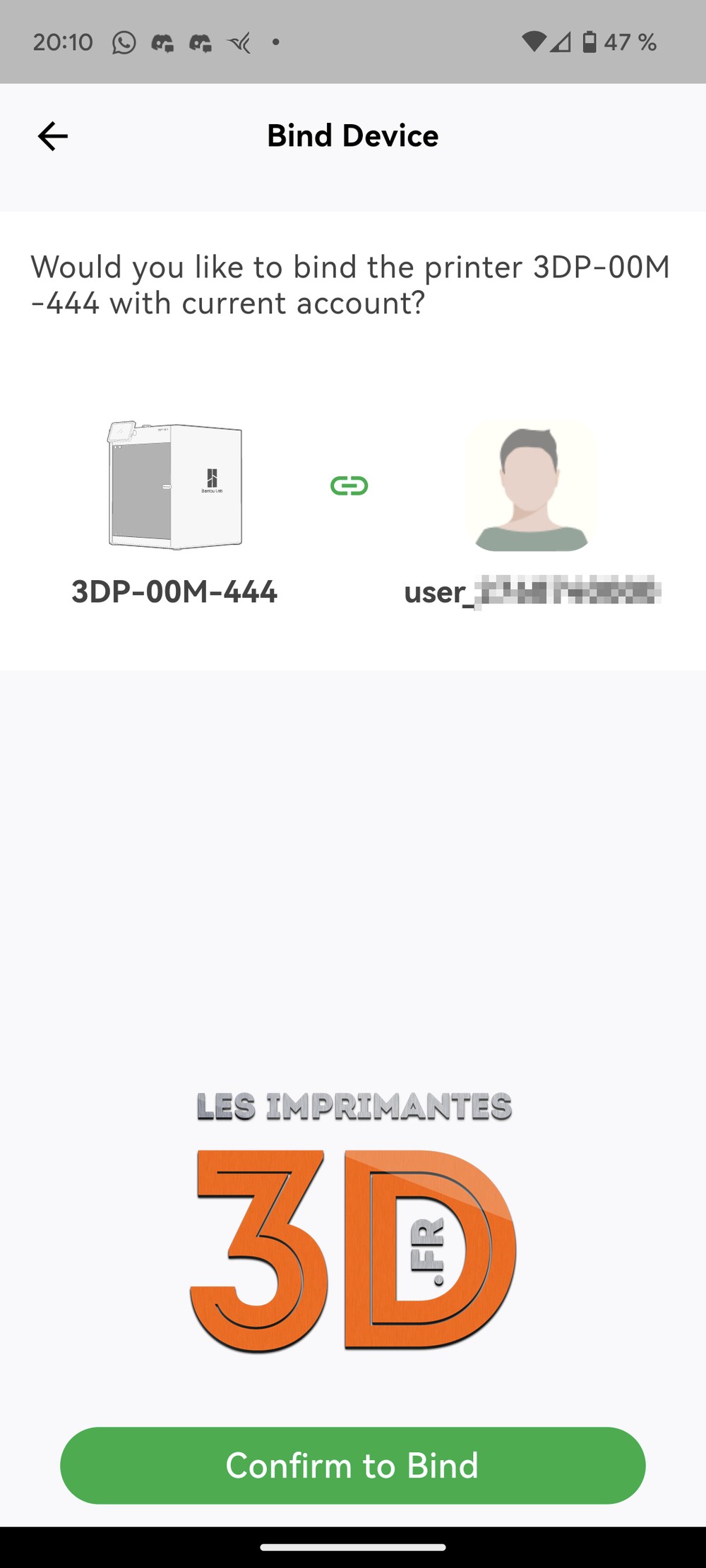
Ensuite, toujours de façon facultative, on est invité à appairer la nouvelle machine à un compte Bambu Cloud à l’aide d’un QR Code :


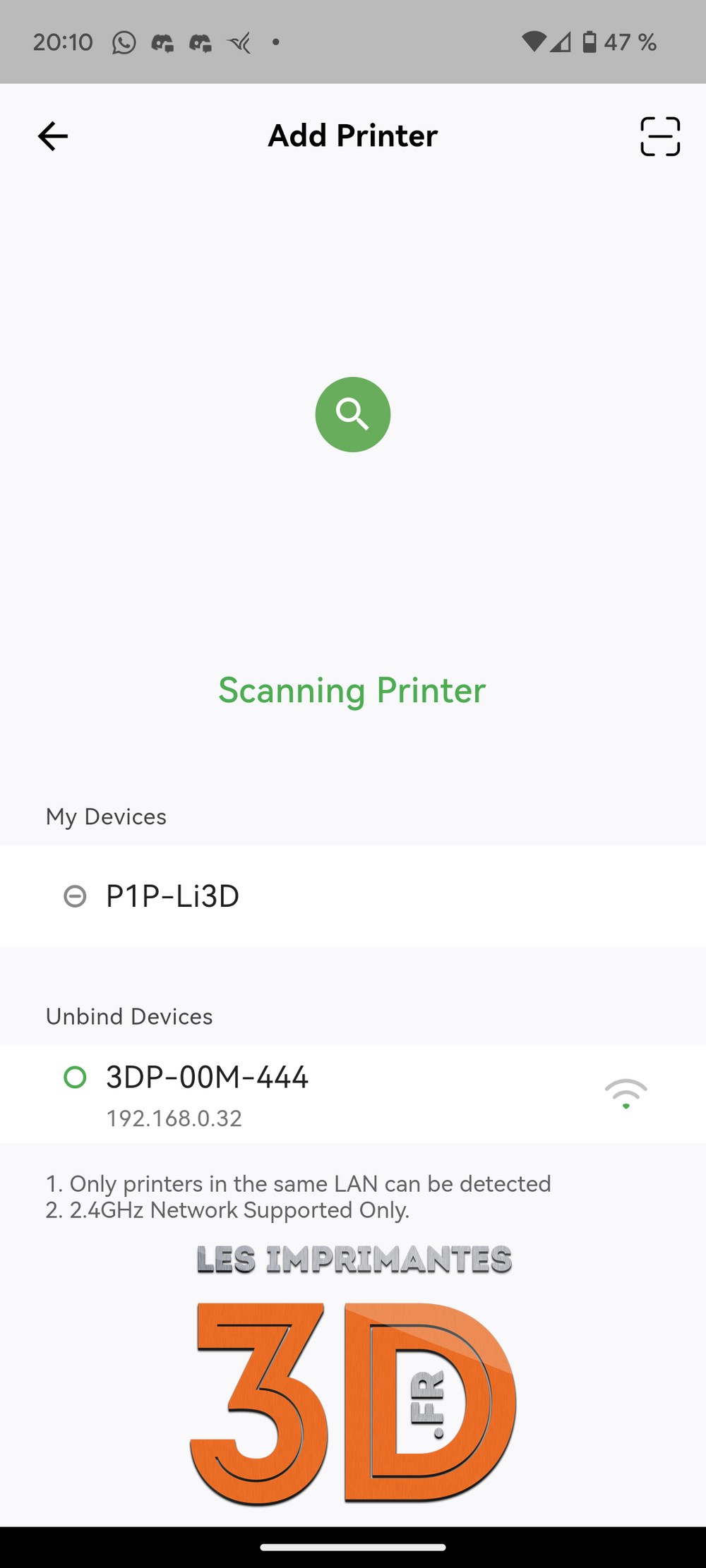
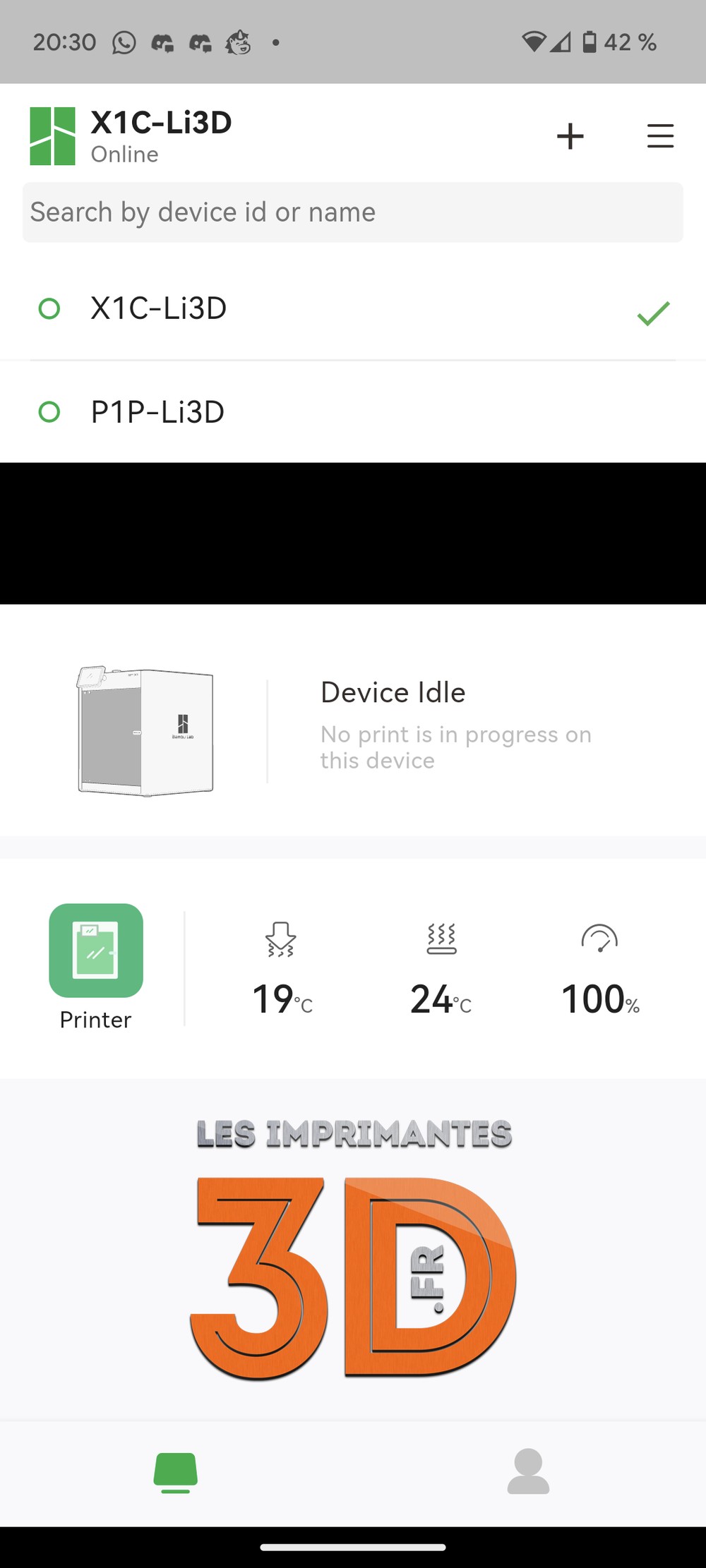
Si l’application mobile Bambu Handy est exécutée sur un téléphone (ou une tablette) connectée au même réseau que l’imprimante, cette dernière sera détectée automatiquement et il n’y aura même pas à scanner le code barre (à l’aide du petit bouton en haut à droite de la première photo ci-dessous) :
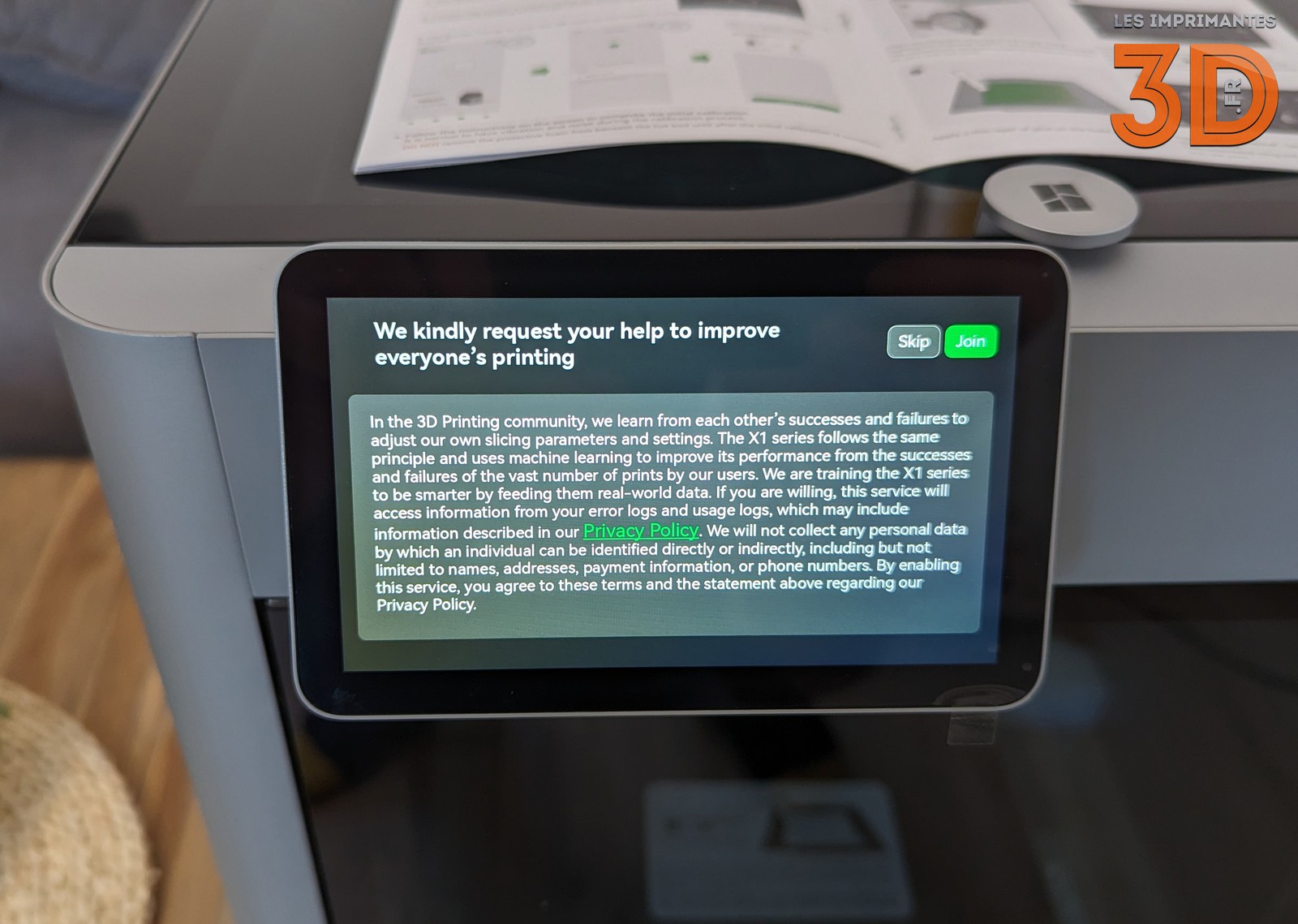
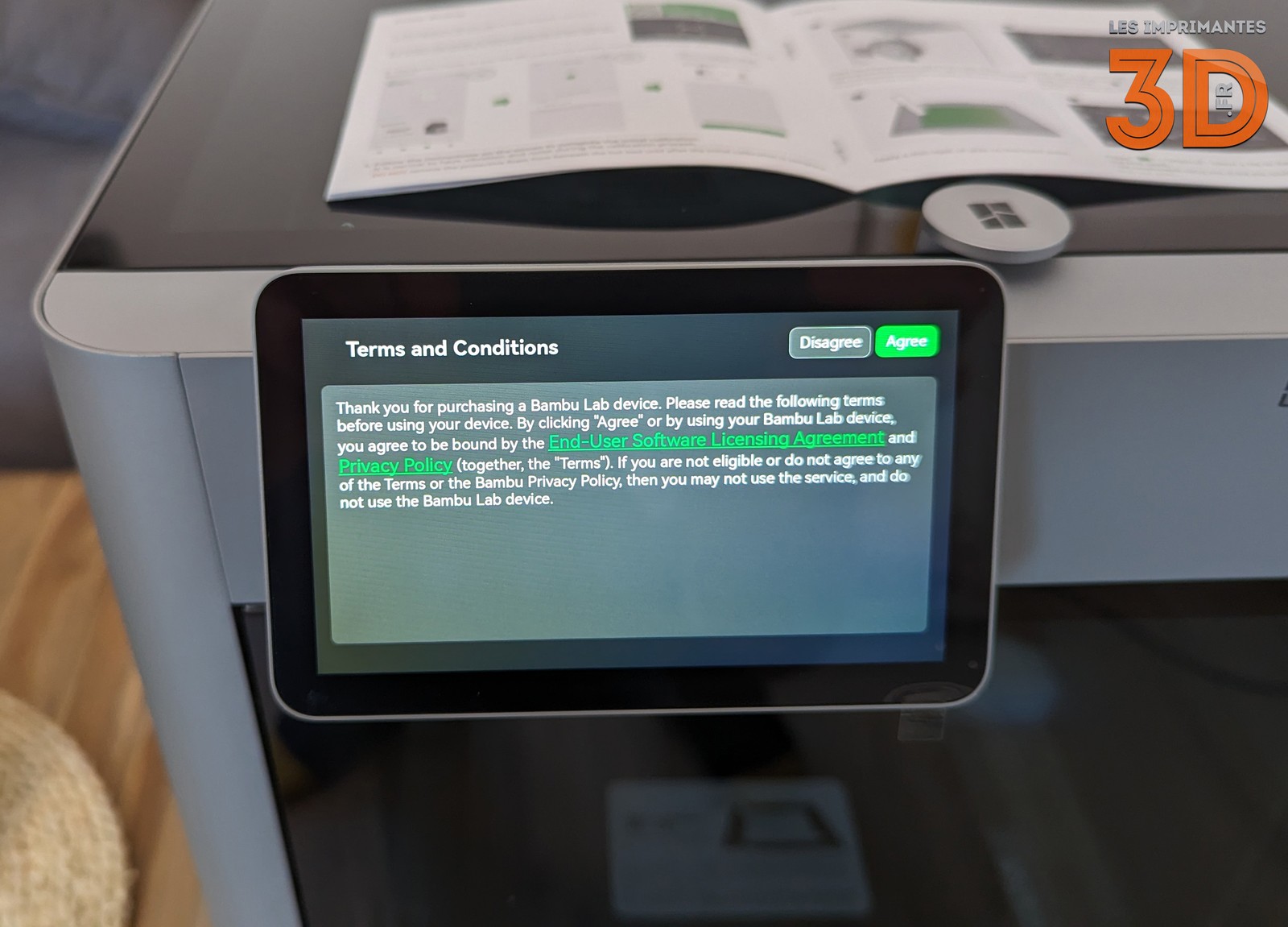
Après ça, on doit accepter les conditions d’utilisation et on peut rejoindre le programme d’amélioration du produit :
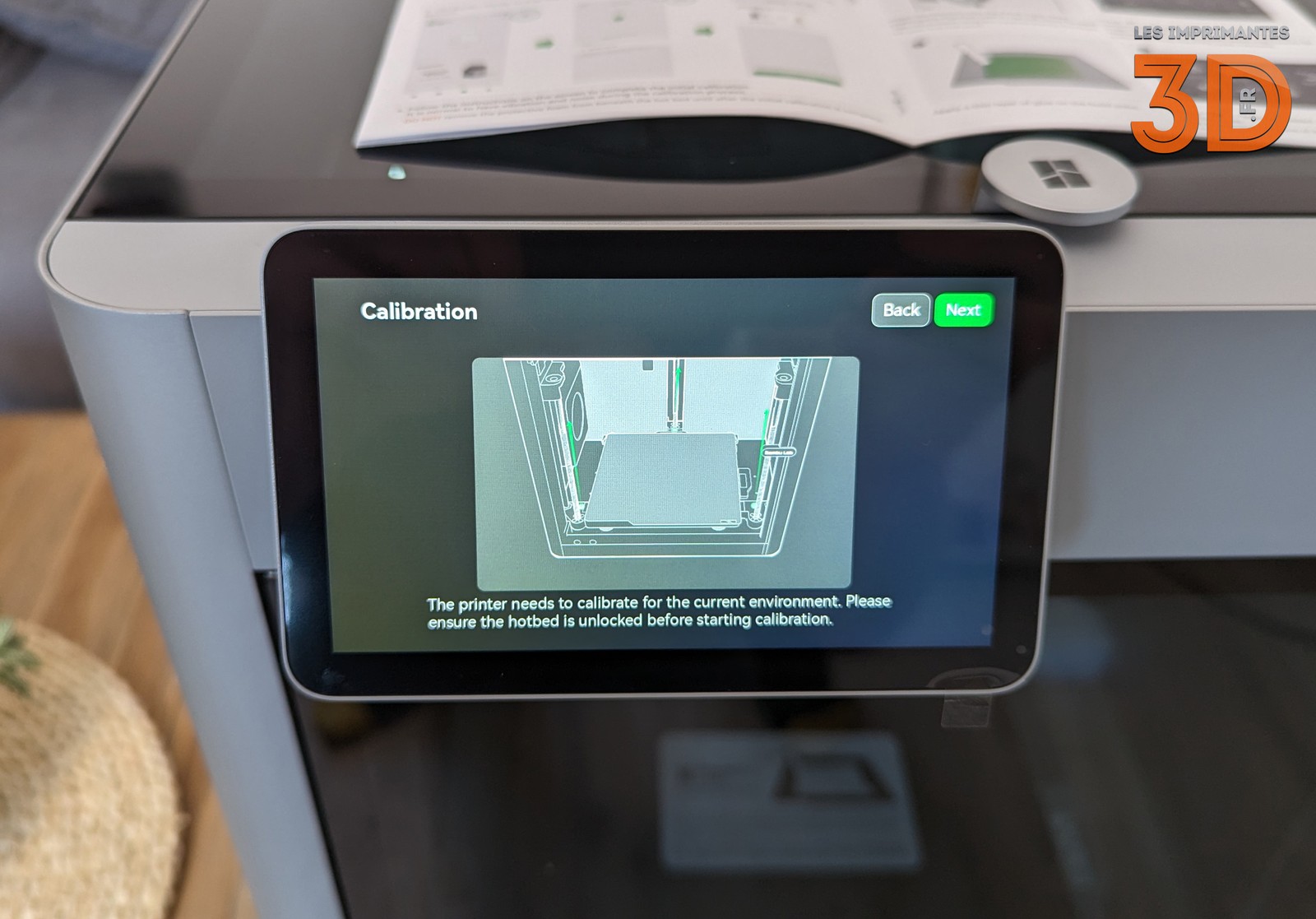
Enfin, avant d’attaquer la dernière étape de calibration entièrement automatique, l’écran nous rappelle qu’il faut impérativement avoir retiré les 3 vis qui maintenaient le lit pendant le long vol depuis la Chine.

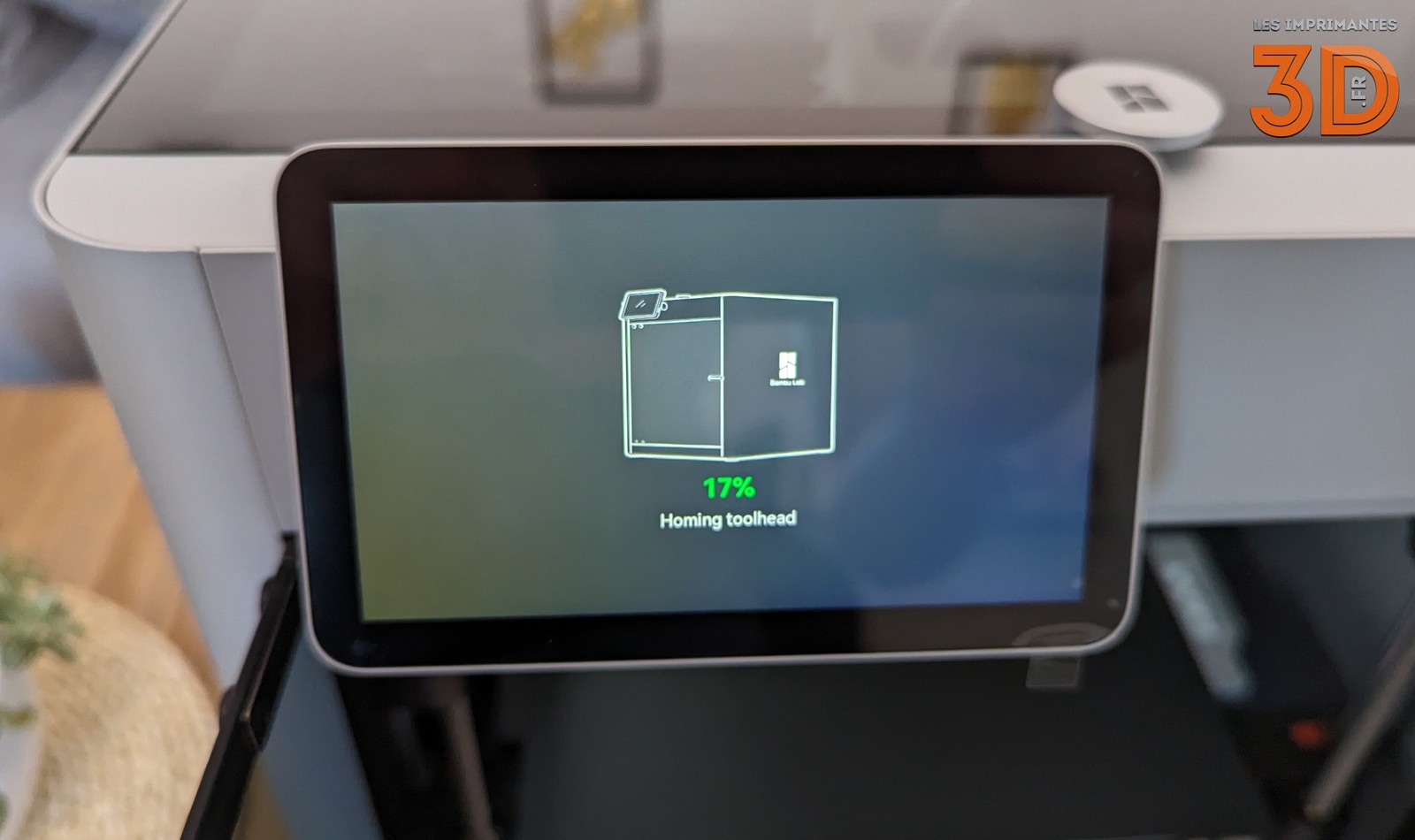

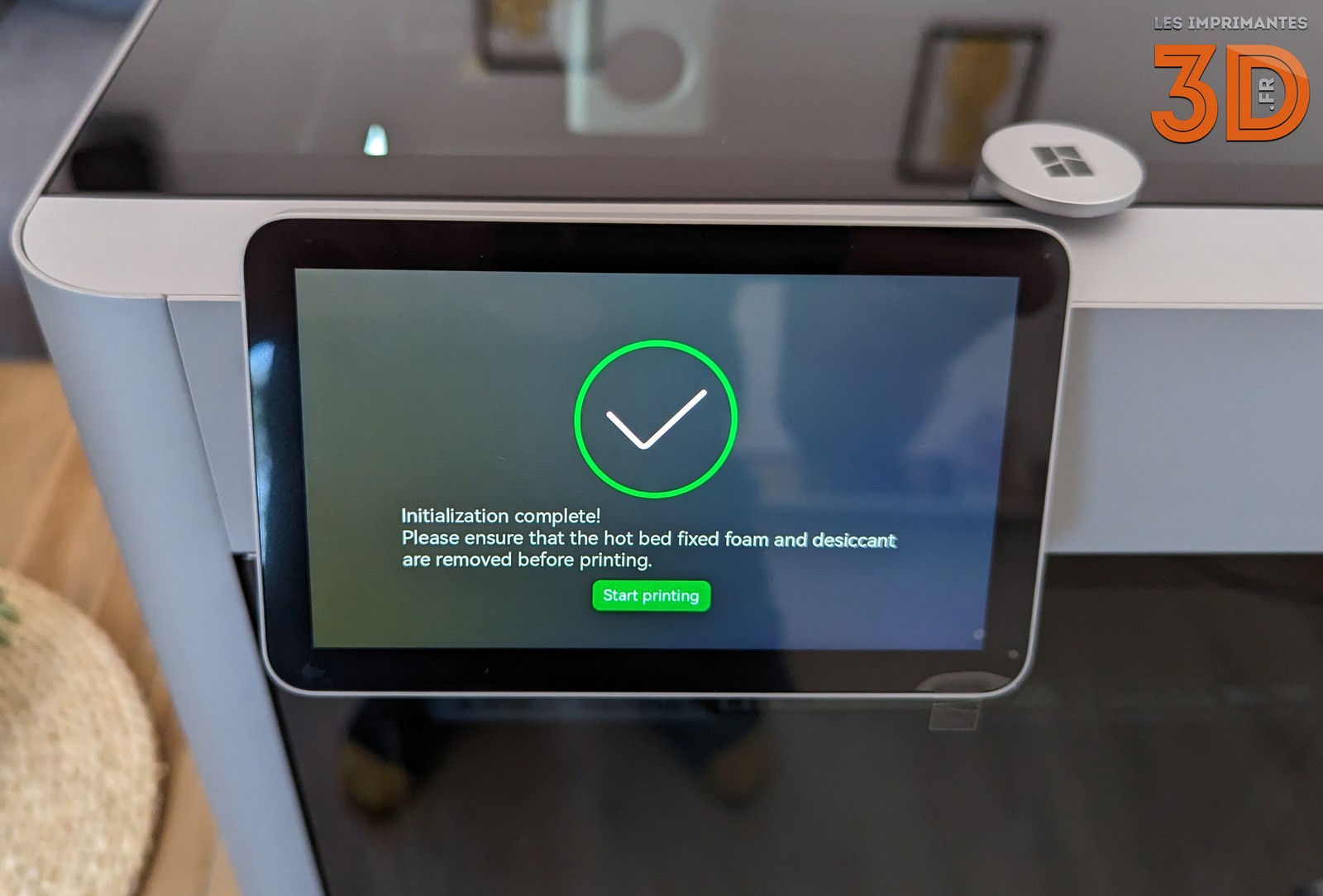
Durant tout le processus, l’écran indique l’état de l’imprimante. Quand c’est terminé, un message nous indique que l’imprimante est prête à condition de vérifier une dernière fois qu’il ne reste rien dans l’enceinte, en particulier la mousse qu’on ne pouvait pas enlever sous le lit avant qu’il ne monte !
Mise à jour du firmware
Après avoir cliqué sur “Start printing”, l’interface m’a proposé d’aller sur la page de mise à jour suite à la détection d’un nouveau firmware :


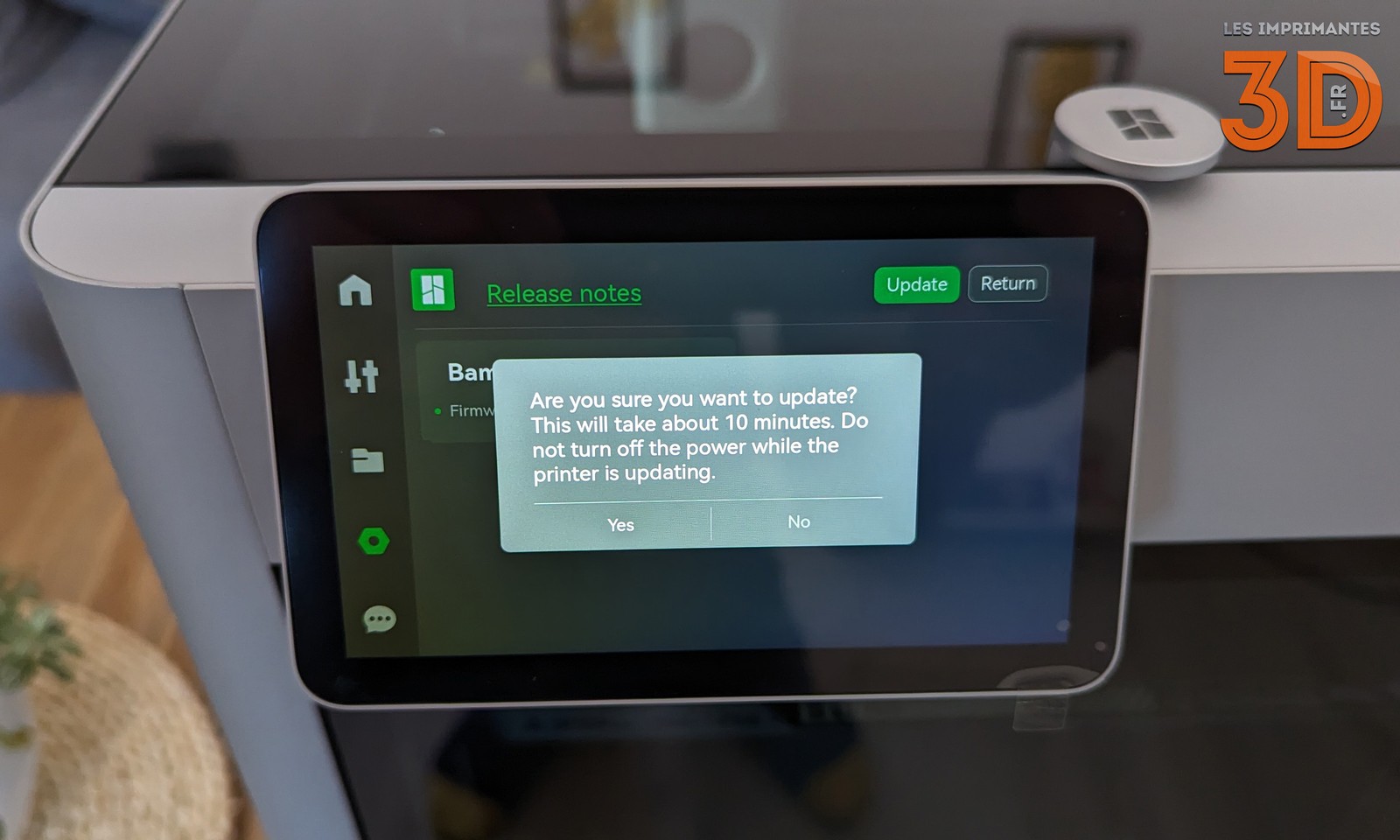
Pour installer la mise à jour il suffit donc de cliquer sur “update” puis “yes” et d’admirer la barre de progression jusqu’à la fin avant de se retrouver sur un très bel écran d’accueil :




Premières impressions
Si la P1P avait déjà su me charmer en quelques minutes, l’effet “wahou” est encore plus fort avec la X1C. Entre les finitions de son habillage fait en métal/verre et ce grand écran lumineux à l’interface fluide et intuitive qui nous prend par la main, il y a clairement quelque chose en plus.
Impression de test (PLA)
Sur la mémoire interne de la X1C on retrouve les mêmes gCodes que sur la P1P. Pour changer un peu, je me suis contenté du Benchy annoncé en 24 minutes sur l’écran de contrôle :

Mais avant de lancer l’impression, il faut mettre une fine couche de colle sur le lit (plus pour faciliter le retrait de l’objet que le faire coller). J’en ai profité pour vérifier si le lit était bien plat puisque plusieurs personnes ont eu des problème à ce niveau que ce soit sur le forum ou sur le groupe Facebook :

Attention, la colle n’est pas à mettre sur la partie magnétique de la photo ci-dessus mais sur la partie amovible !
Ci-dessous je vous ai fait un petit montage de cette première impression avec la calibration du flow et l’inspection de la première couche grâce au Lidar en vitesse réelle et l’impression complète en timelapse. C’est bien là l’avantage d’avoir une caméra (de bonne qualité, contrairement à celle en option sur la P1P) qui permet à la fois de filmer toute l’impression en vitesse réelle tout en faisant un timelapse en même temps.
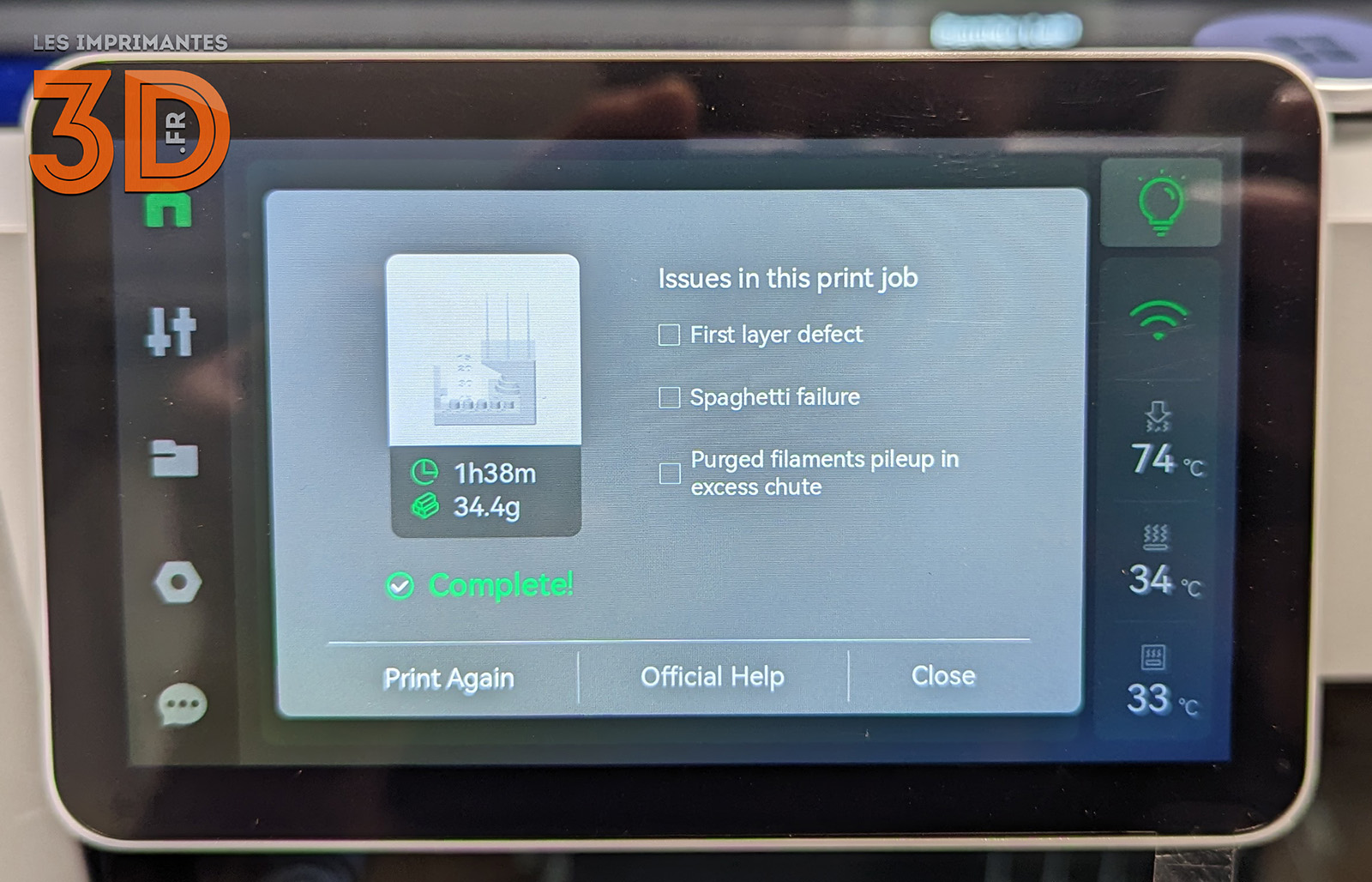
A la fin de l’impression, la durée et la quantité de filament estimée sont affichées. On peut également indiquer si on a rencontré un problème de première couche, de “spaghetti” ou de purge trop importante. On peut aussi relancer le même print au besoin.
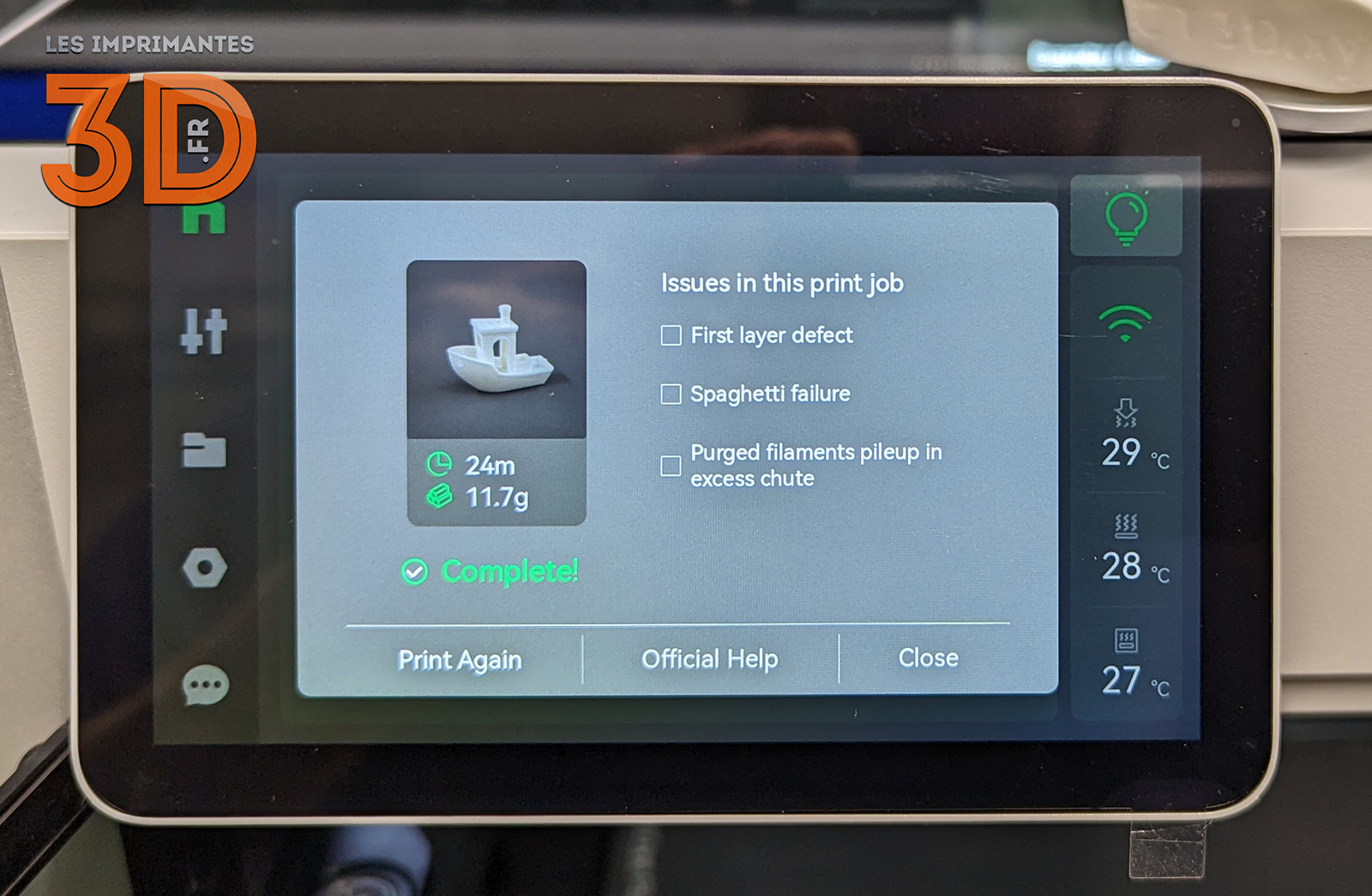
Le temps affiché tient compte de la mise en chauffe du plateau et de la buse ainsi que des différentes calibrations. Sur la vidéo en temps réel, j’ai exactement 17 minutes d’impression, tout comme avec la P1P.
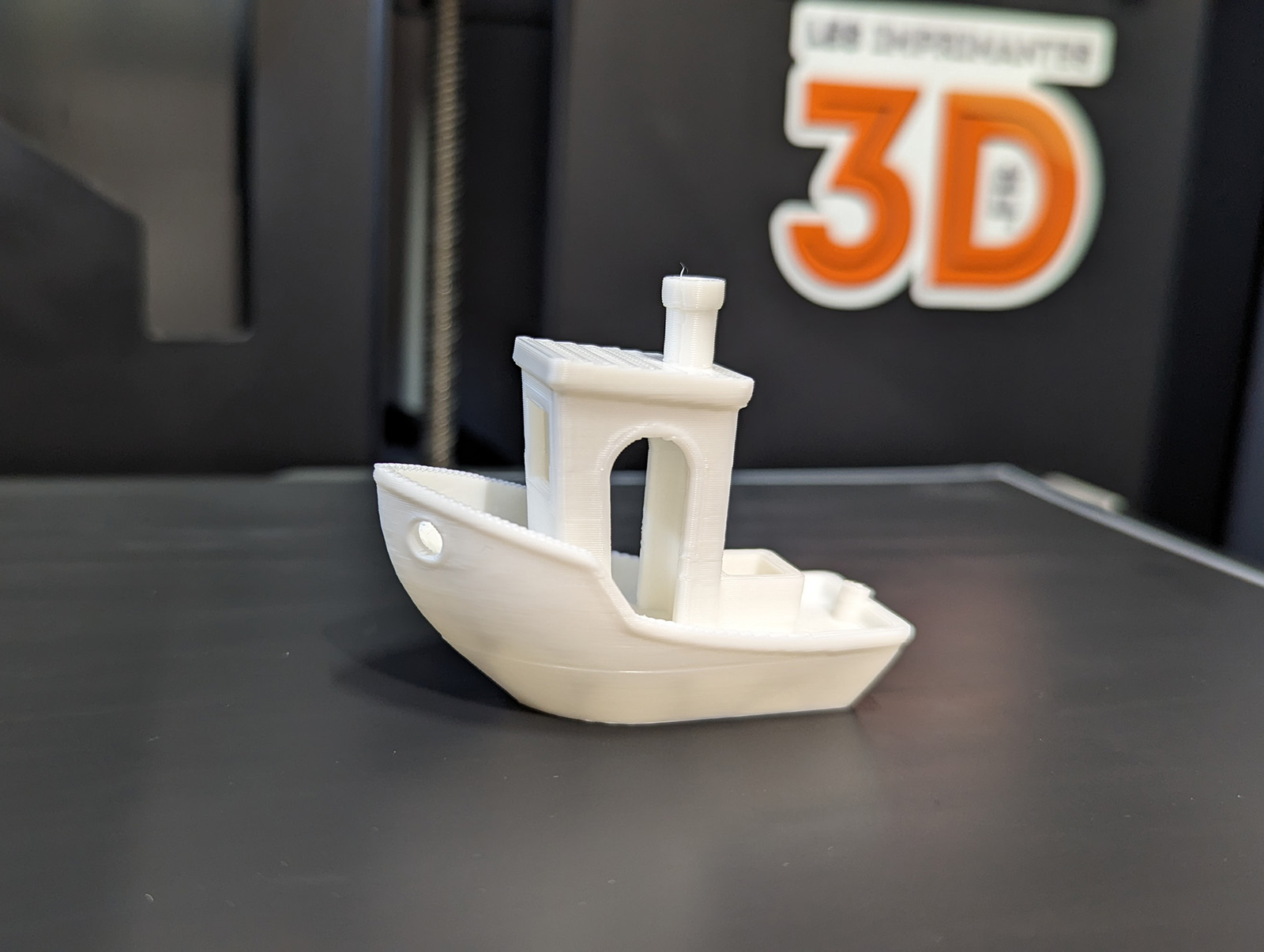


Pour un bateau imprimé si vite, la qualité est excellente !
Logiciel slicer Bambu Studio
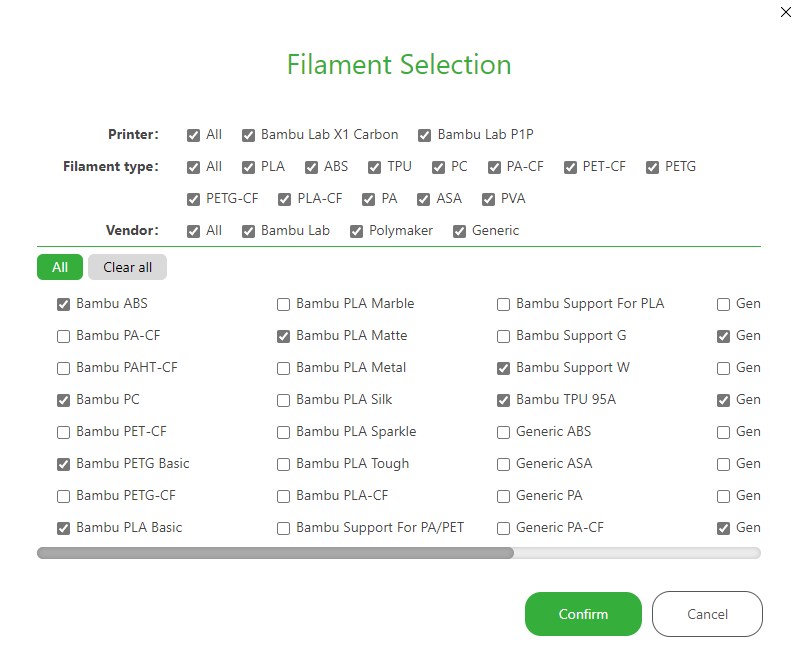
J’ai continué mes tests avec le PLA fourni en bonne quantité avec l’imprimante en utilisant le trancheur préconisé par Bambu Lab, à savoir Bambu Studio. Il s’agit d’une variante (un fork) de Prusa Slicer, lui-même issu de Slic3r, qui apporte des fonctionnalités propres aux imprimantes 3D Bambu Lab comme le contrôle à distance. L’installation et le paramétrage sont aussi simples que l’utilisation de l’imprimante. Il n’y a strictement rien à faire. Tout comme avec Bambu Handy, l’imprimante 3D est automatiquement détectée si elle est sur le même réseau Wifi. De plus, de nombreux profils sont intégrés par défaut, aussi bien pour les filaments de la marque Bambu Lab que des réglages génériques :
Le soft est à la fois simple et complet mais peut aussi être très puissant et mériterait un article à lui tout seul.
D’autres impressions en PLA
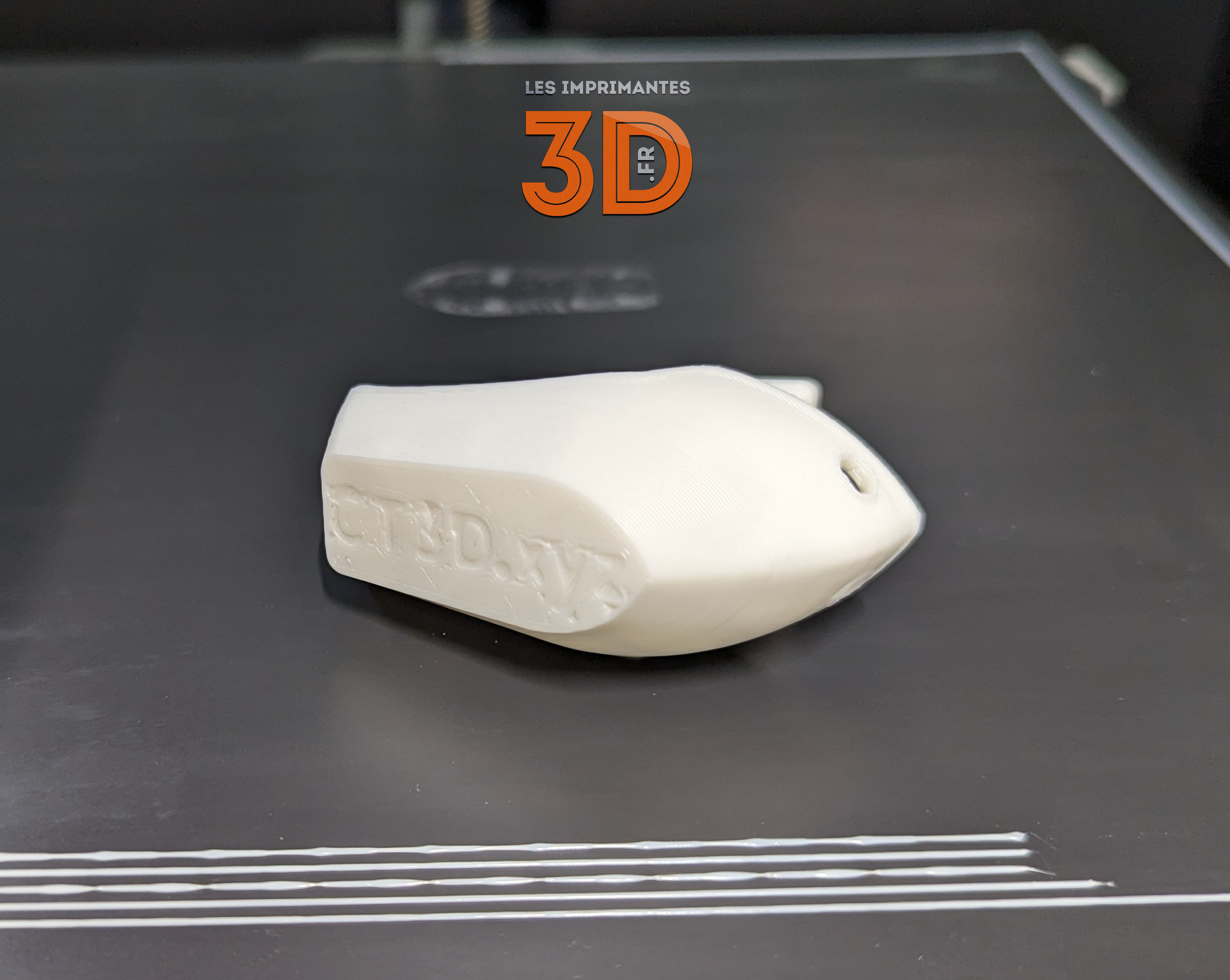
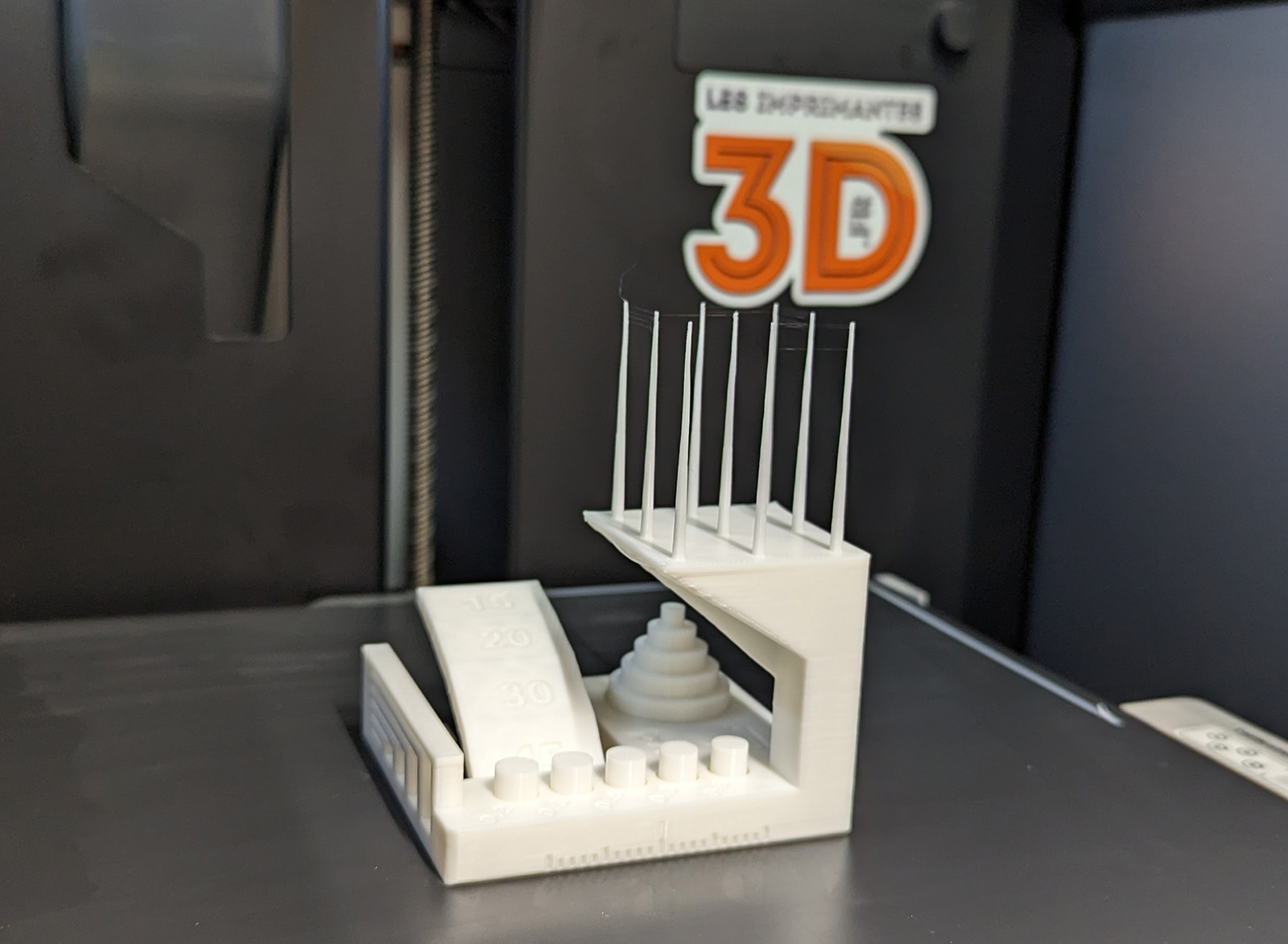
Pour continuer, j’ai tout d’abord tranché le classique KSR Torture Test avec les paramètres par défaut (sans support).
Par sécurité, à distance, on peut jeter un œil à la caméra pour s’assurer que rien ne traîne sur le lit d’impression.
Ensuite, on tranche et on envoie directement à l’imprimante de son choix (quand on en a plusieurs) en activant ou non les fonctionnalités facultatives (mise à niveau du lit, timelapse et contrôle du flux).
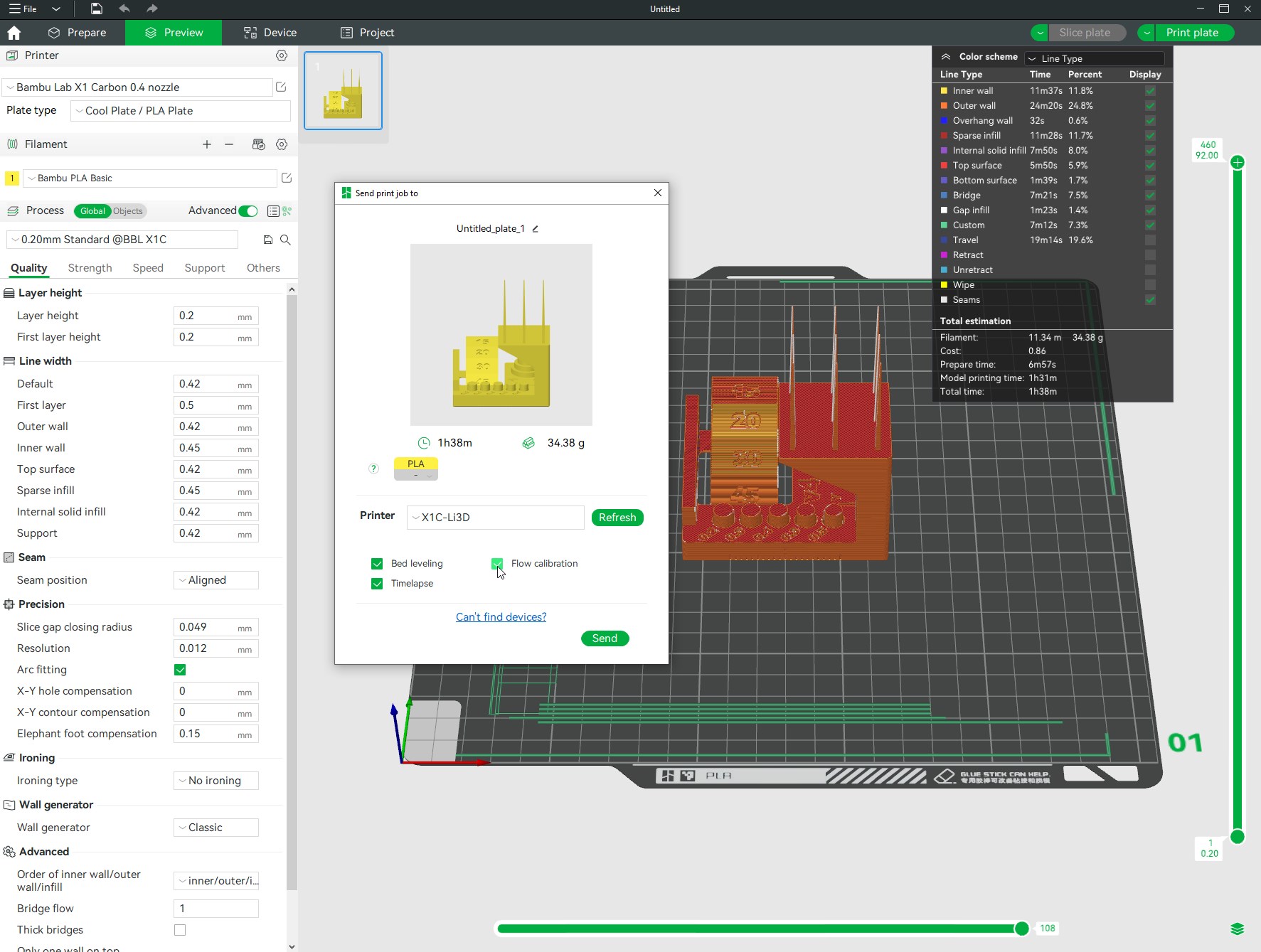
Cela va de soi mais je préfère le préciser, on peut aussi exporter le gCode sur une carte micro SD et l’imprimer en local, sans passer par le Bambu Cloud (qui peut être en panne, auquel cas c’est souvent remonté dans ce topic du forum et sur la page status officielle).
1h38 plus tard, l’objet est déjà terminé alors qu’il m’avait fallu plus de 5 heures sur les dernières Neptune… Et le résultat est très bon !
La qualité est bluffante au regard de la vitesse. Les parois sont lisses, les porte-à-faux ne pendouillent presque pas, les tolérances sont bonnes, le stringing est aux abonnés absents et surtout, il n’y a ni trace de vibration ou de résonnance !
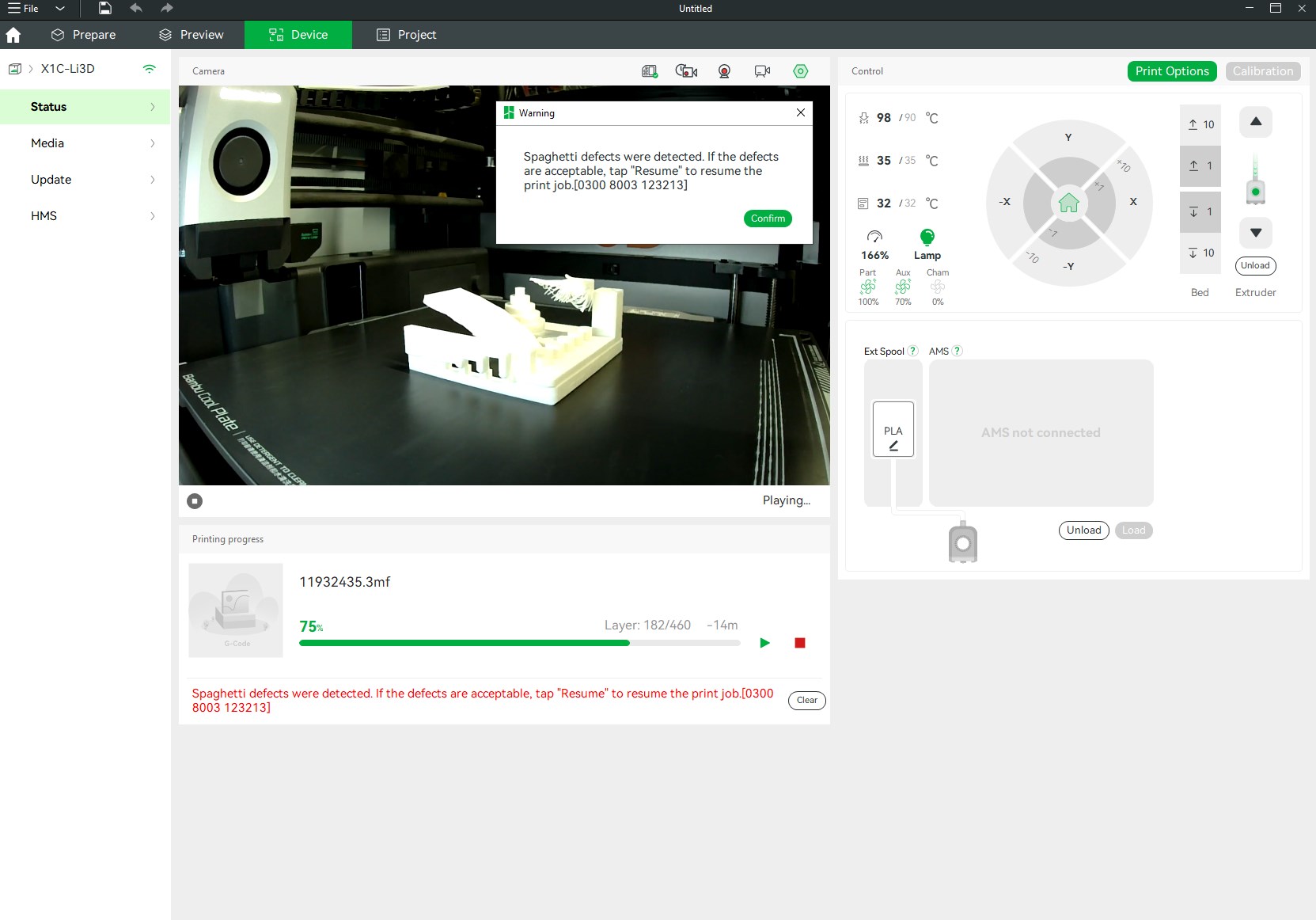
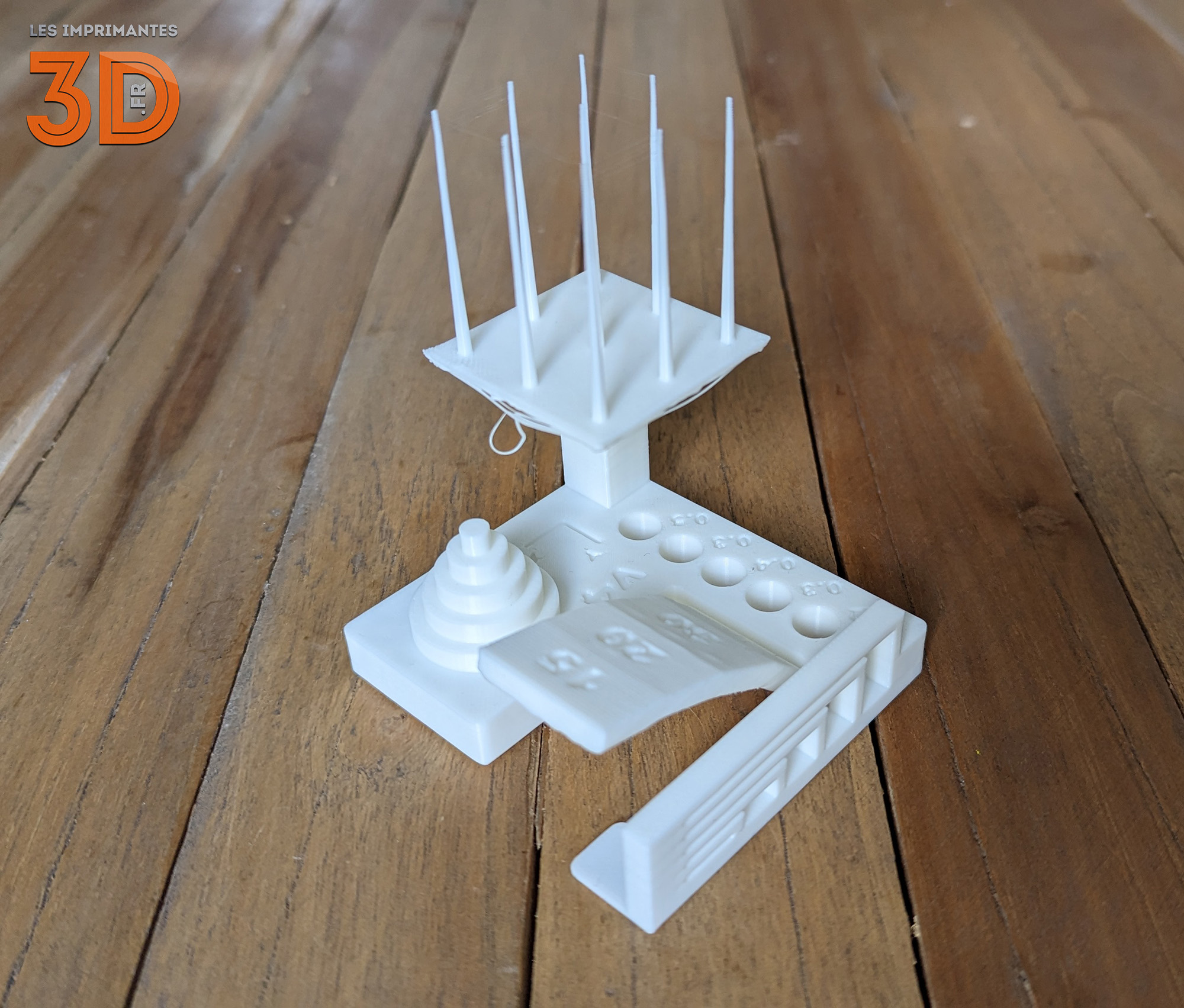
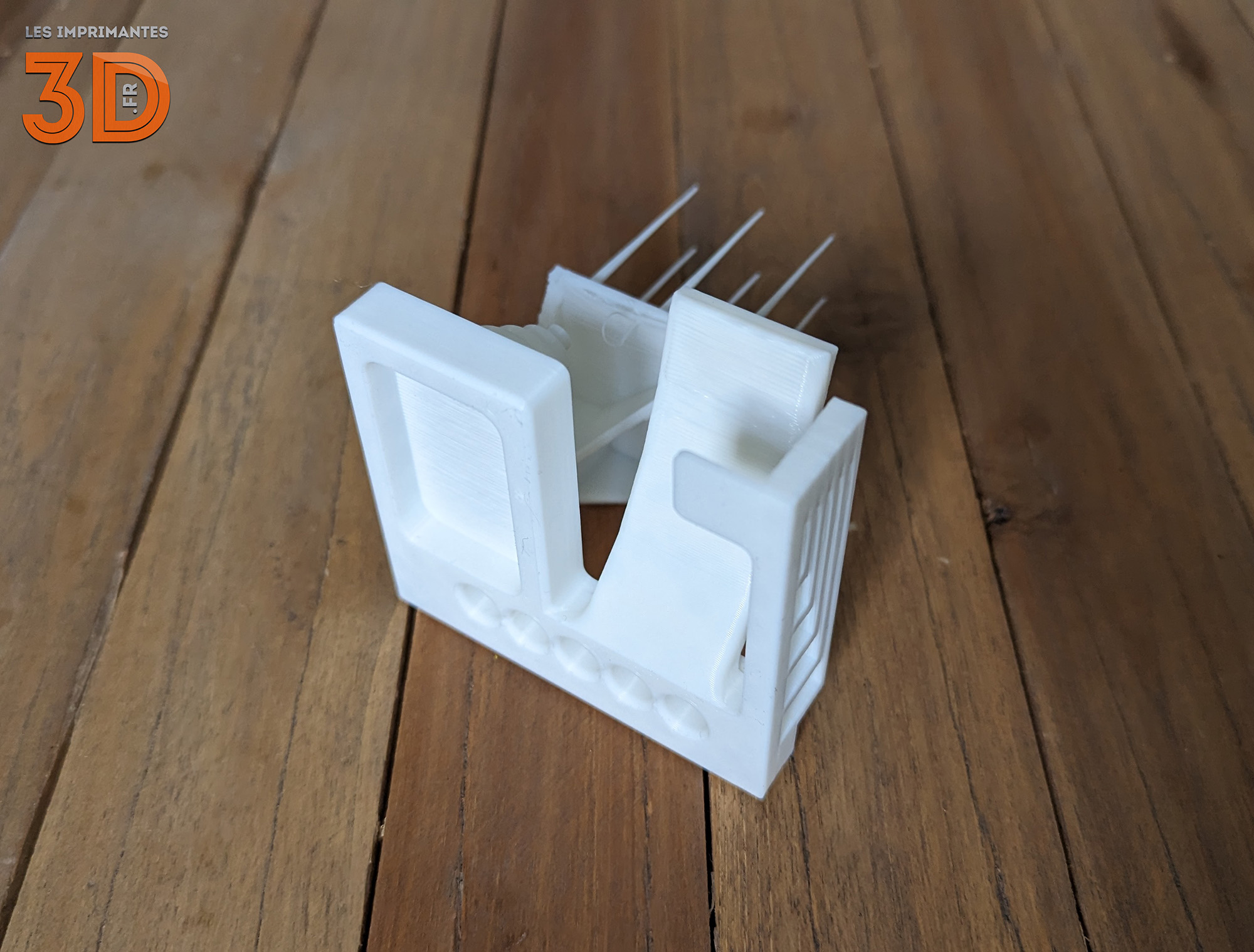
J’ai voulu pousser le vice en l’imprimant à nouveau à vitesse max, c’est à dire en mode ludicrous (166% de la vitesse par défaut). J’ai tout d’abord remarqué un décalage de couche assez rapidement alors que la tête de déplaçait à vitesse démesurée ! J’ai laissé tourner l’impression jusqu’à ce que l’IA la stoppe pour cause de “spaghetti detection” :
Du coup, j’ai été plus raisonnable en relançant en mode sport (qui correspond à 124% de la vitesse par défaut). L’impression s’est déroulée sans encombre cette fois-ci mais l’écran de fin indiquait la même durée 🤔
Après vérification de la vidéo en temps réel, la durée est en réalité de 1h10 ! Il y a donc un bug, soit au niveau de la fonction “Print Again”, soit au niveau de la mesure de durée lorsque la vitesse est augmentée. J’ai remonté l’information au support.

Encore une fois, à une telle vitesse, la qualité est remarquable. Il y a toutefois plus de défauts visibles que sur la version à vitesse “normale”. J’en conclus donc que les profils ont été bien travaillés pour offrir un bon compromis qualité/vitesse.
J’ai enchaîné avec cette double helix dont la seconde moitié a été faite en mode sport et affiche là aussi plus de défauts après 1h18 d’impression :
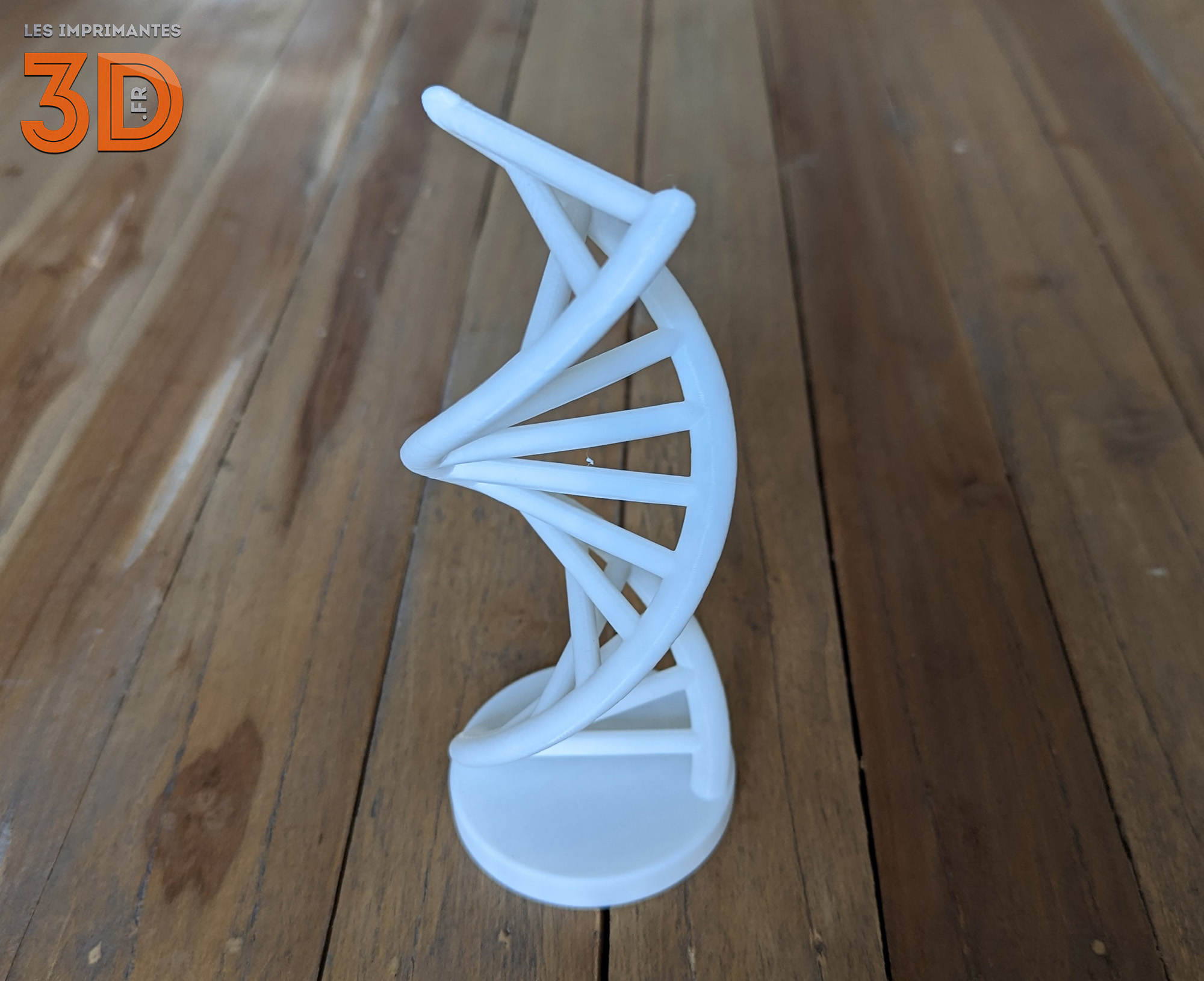


Les surplombs sont légèrement moins bons sur la seconde partie imprimée plus vite mais ça reste acceptable. Les pontages sont quant à eux de très bonne qualité quelque soit la vitesse.
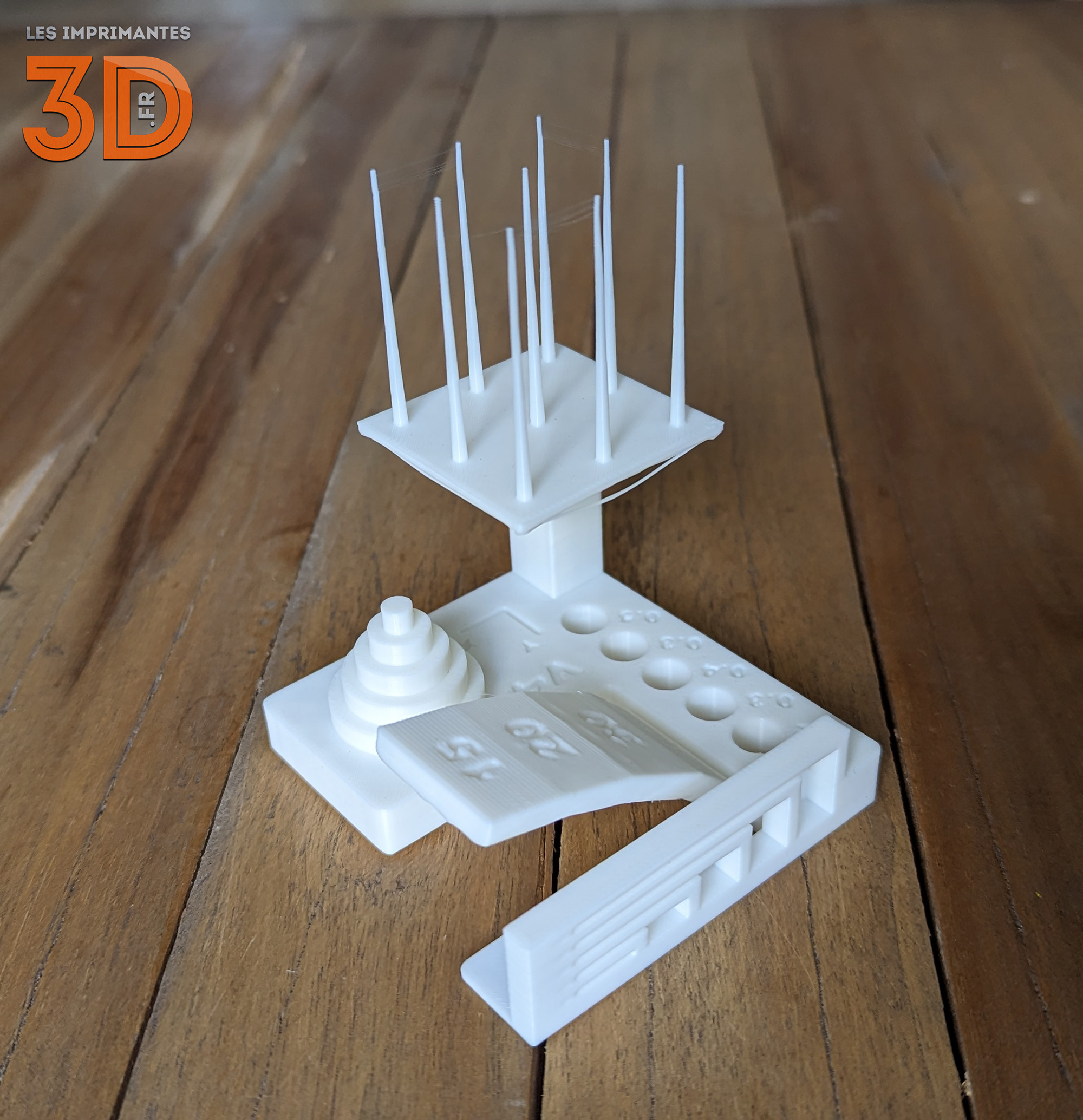
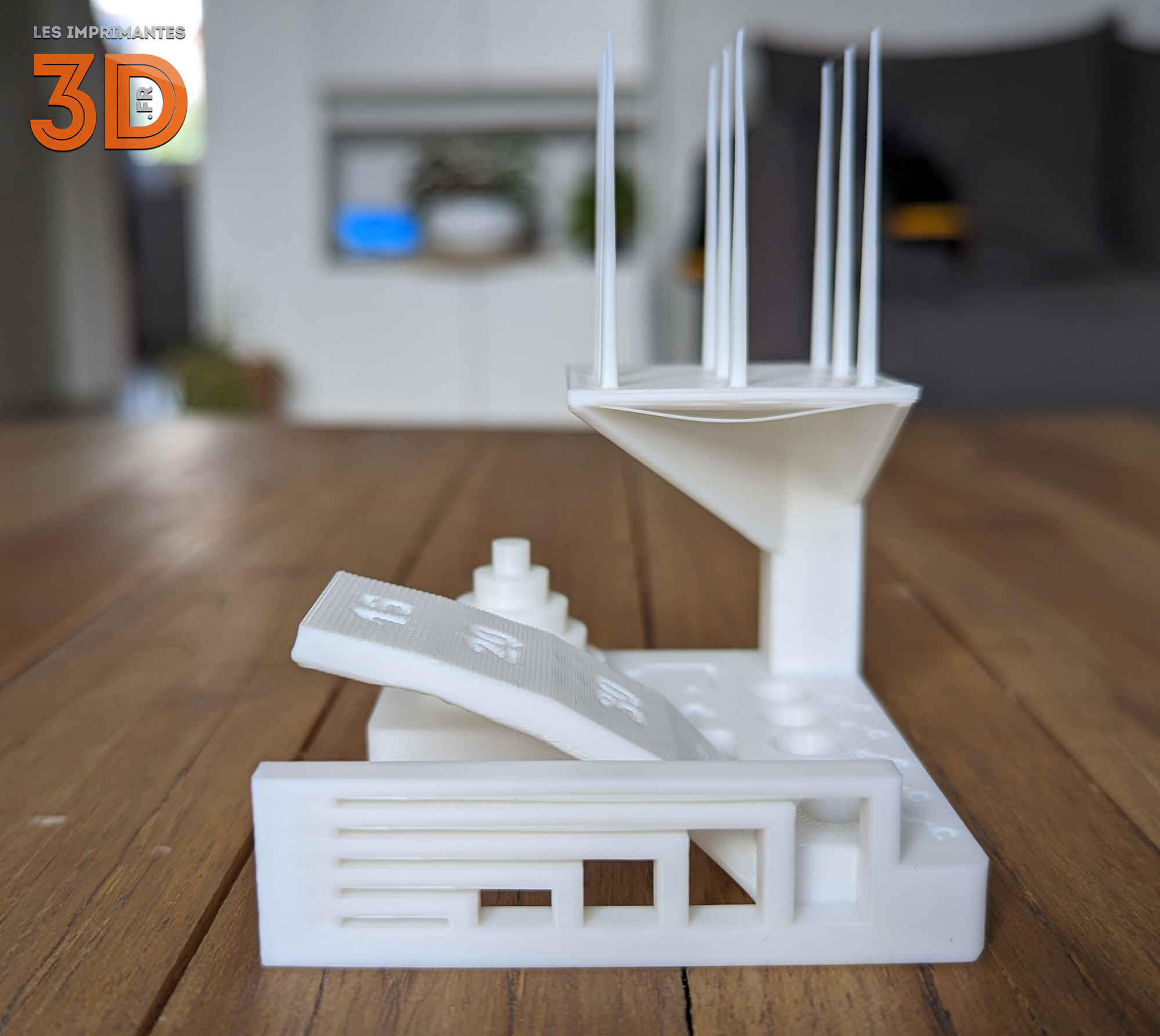
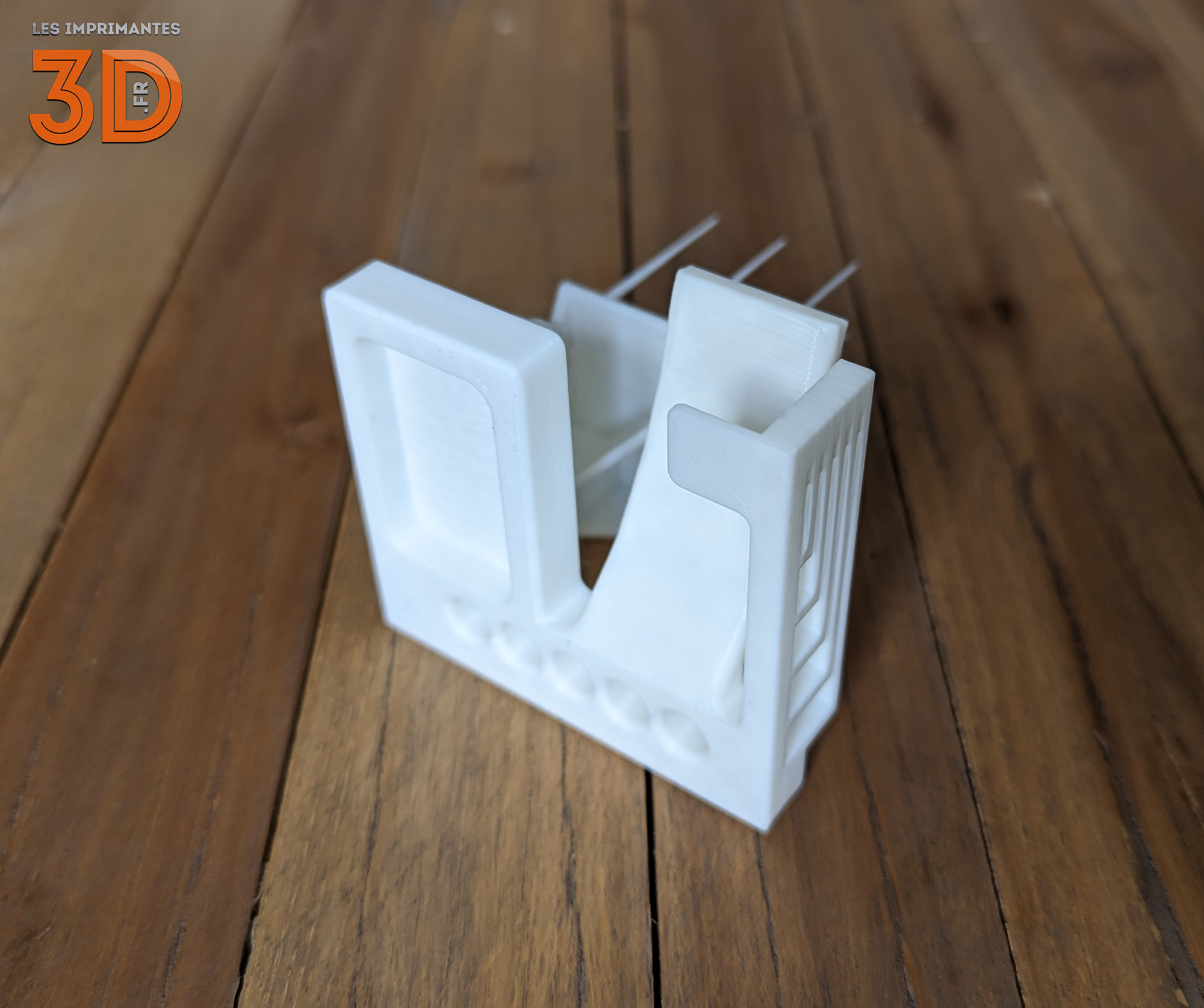
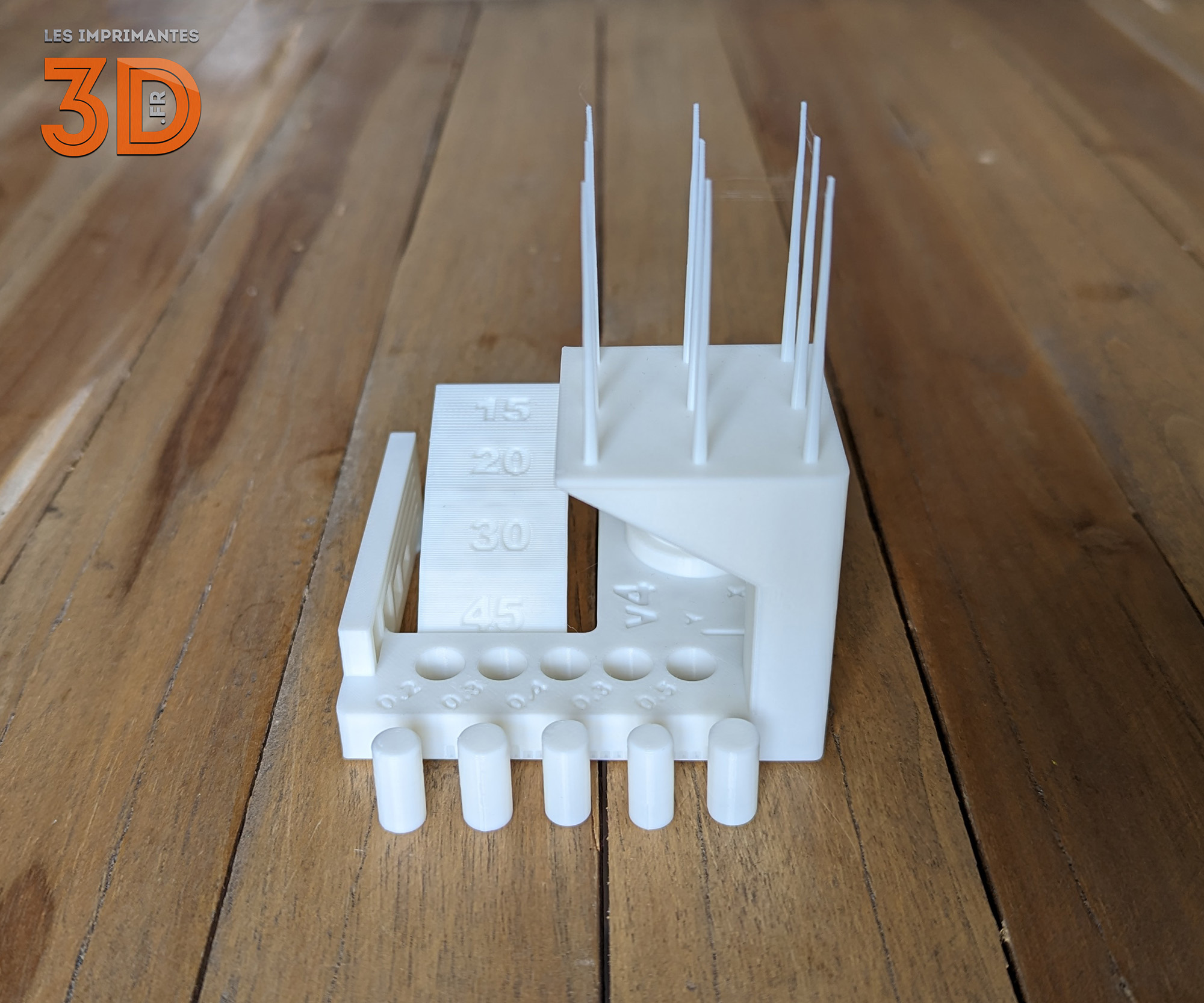
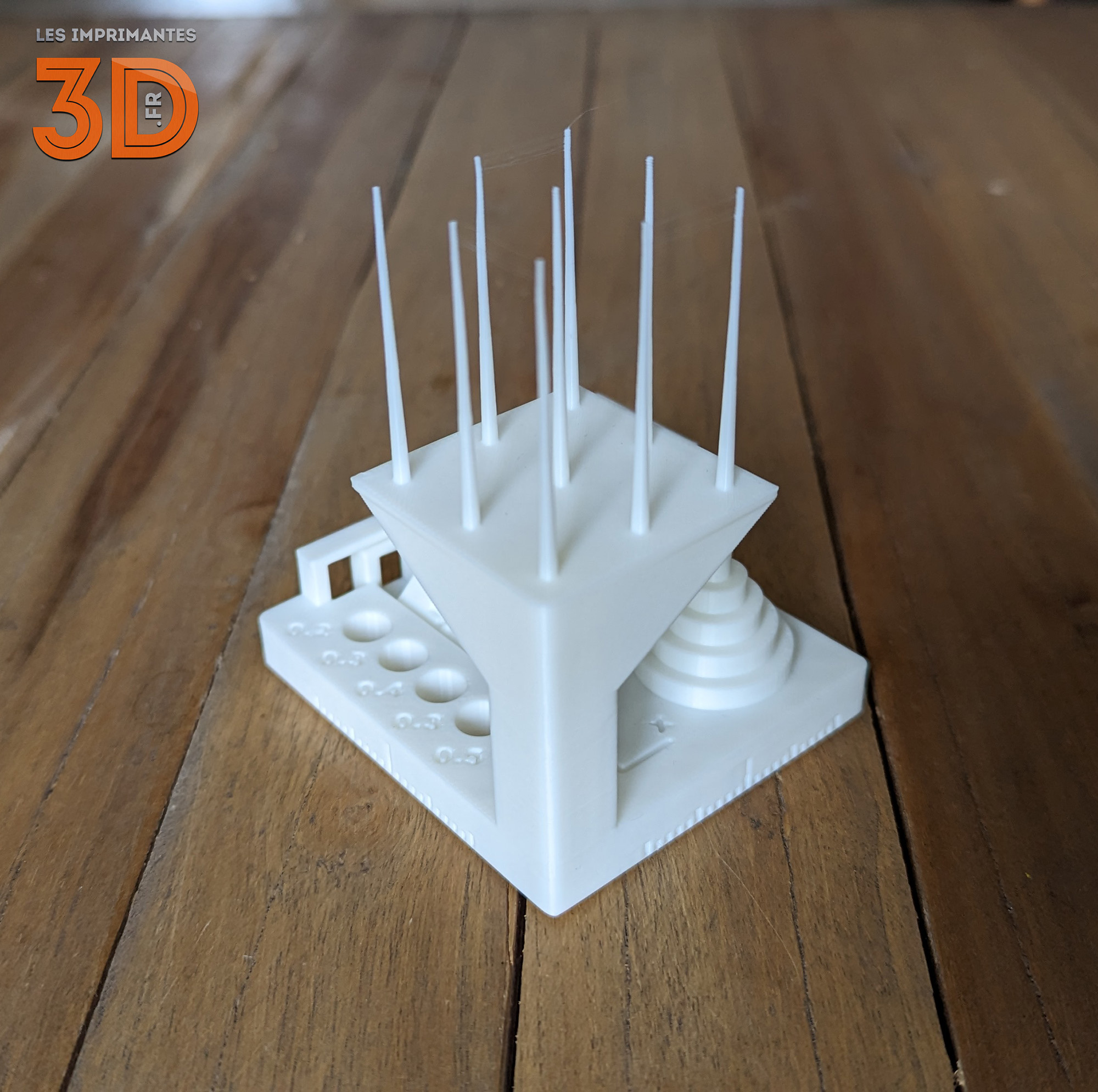
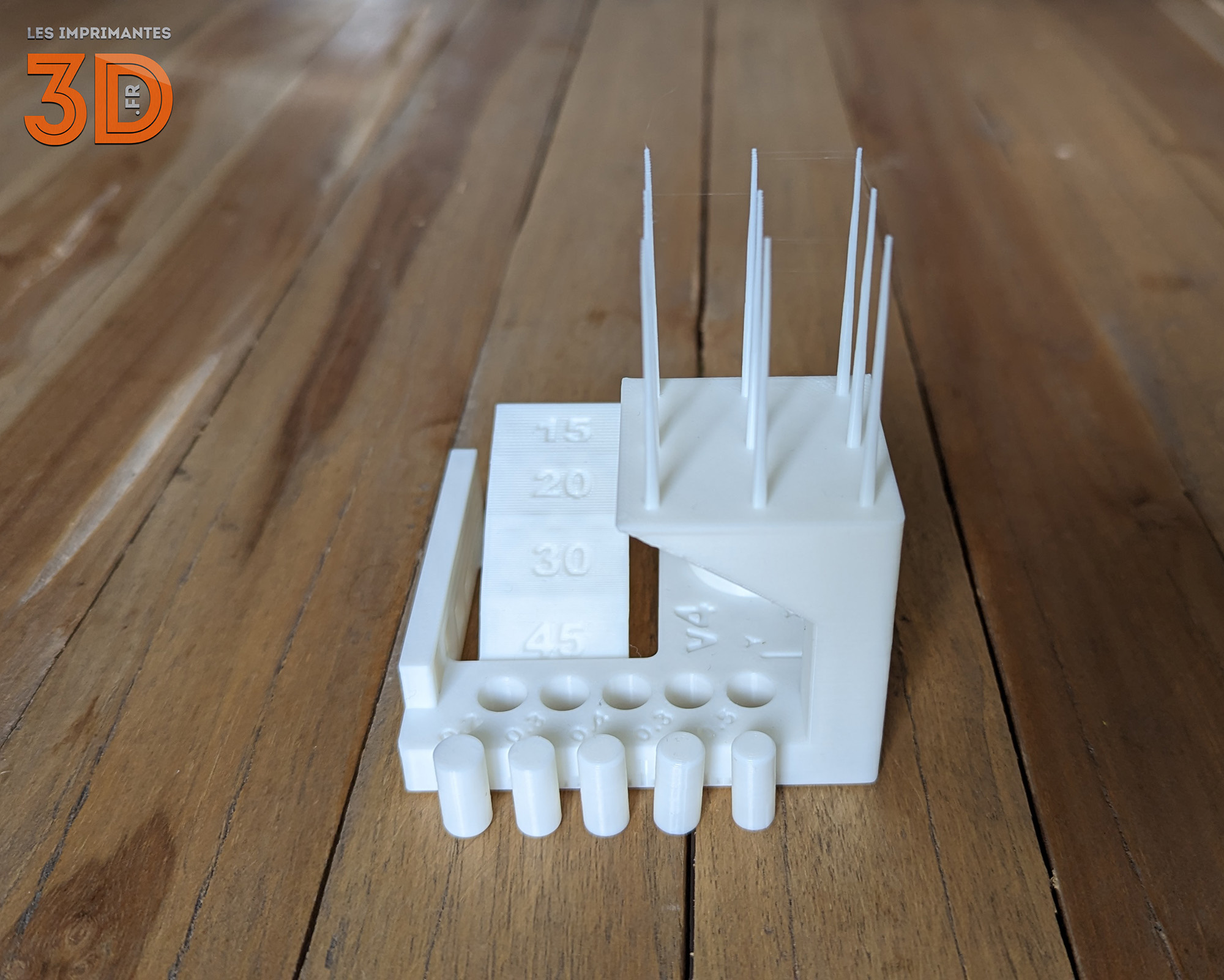
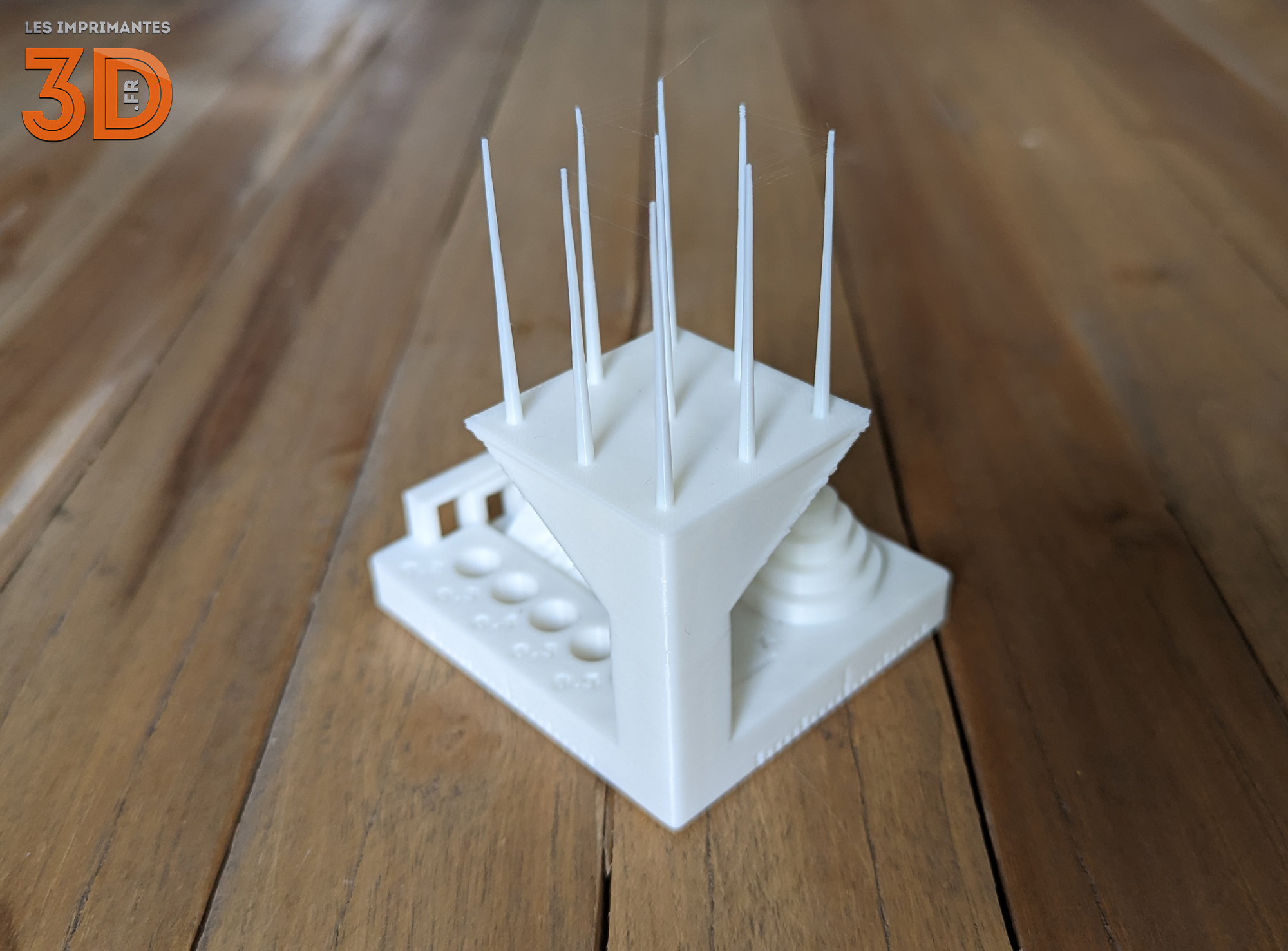
Puis, pour en terminer avec le PLA pour cet article, j’ai testé ce modèle plutôt compliqué à haute vitesse. L’impression a duré 34 minutes et forcément, la partie haute qui bougeait beaucoup n’est pas bien belle mais au moins, le modèle a été imprimé en entier !

Impression en PETG
Pour le test en PETG j’ai été joueur aussi. J’ai pris un reste de bobine datant du test de la Ortur Obsidian que j’ai laissé à l’air libre dans mon garage (pas isolé et faisant office de buanderie) durant tout ce temps… C’est du MaterialZ bleu transparent de chez CompoZan. De plus, j’ai laissé les vitesses par défaut du profil 200 microns standard :
D’ailleurs je ne comprends pas pourquoi sous Prusa Slicer (et ses forks) les vitesses ne sont pas liées au filament, ça diffère tellement d’un polymère à l’autre !
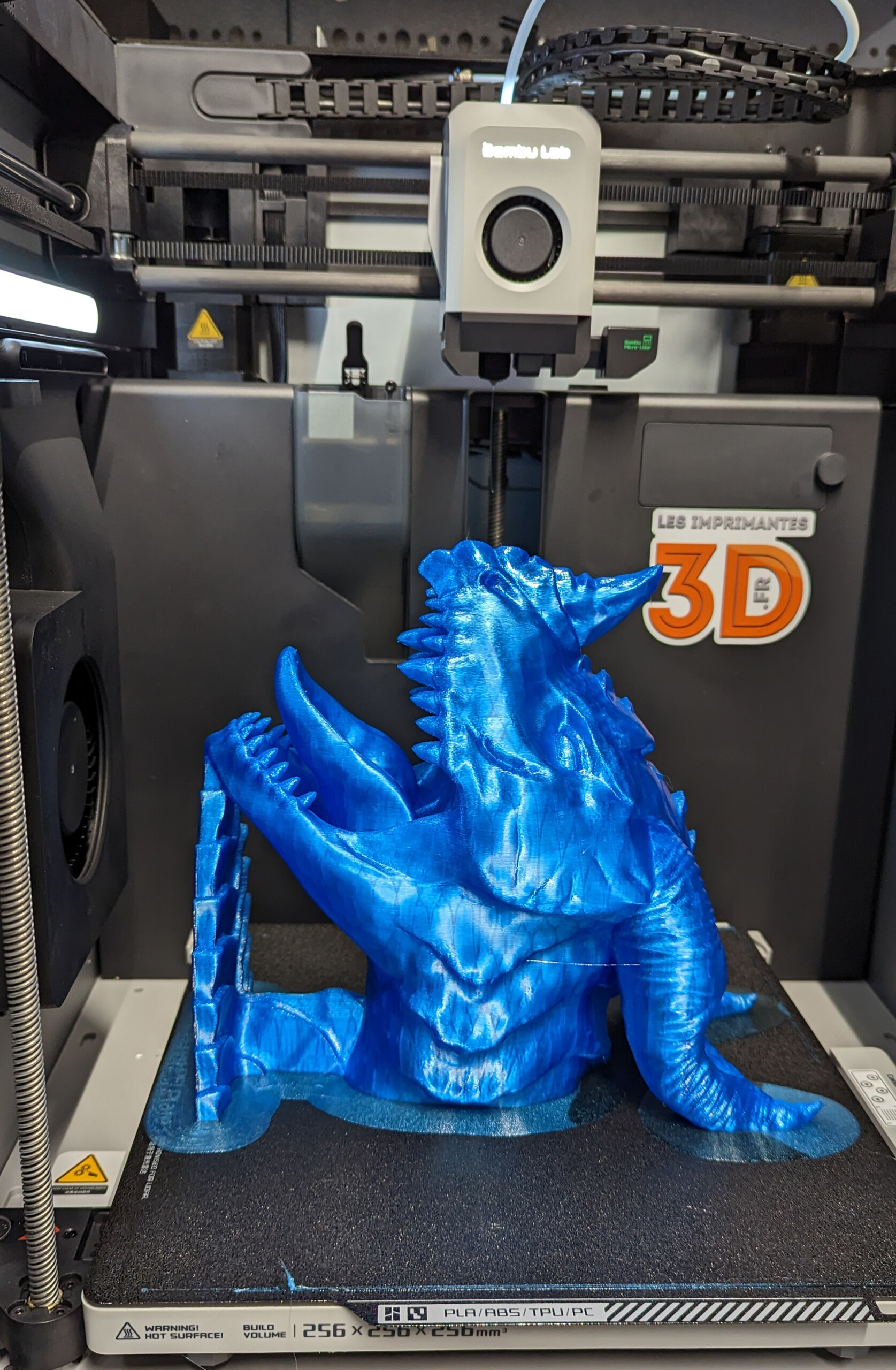
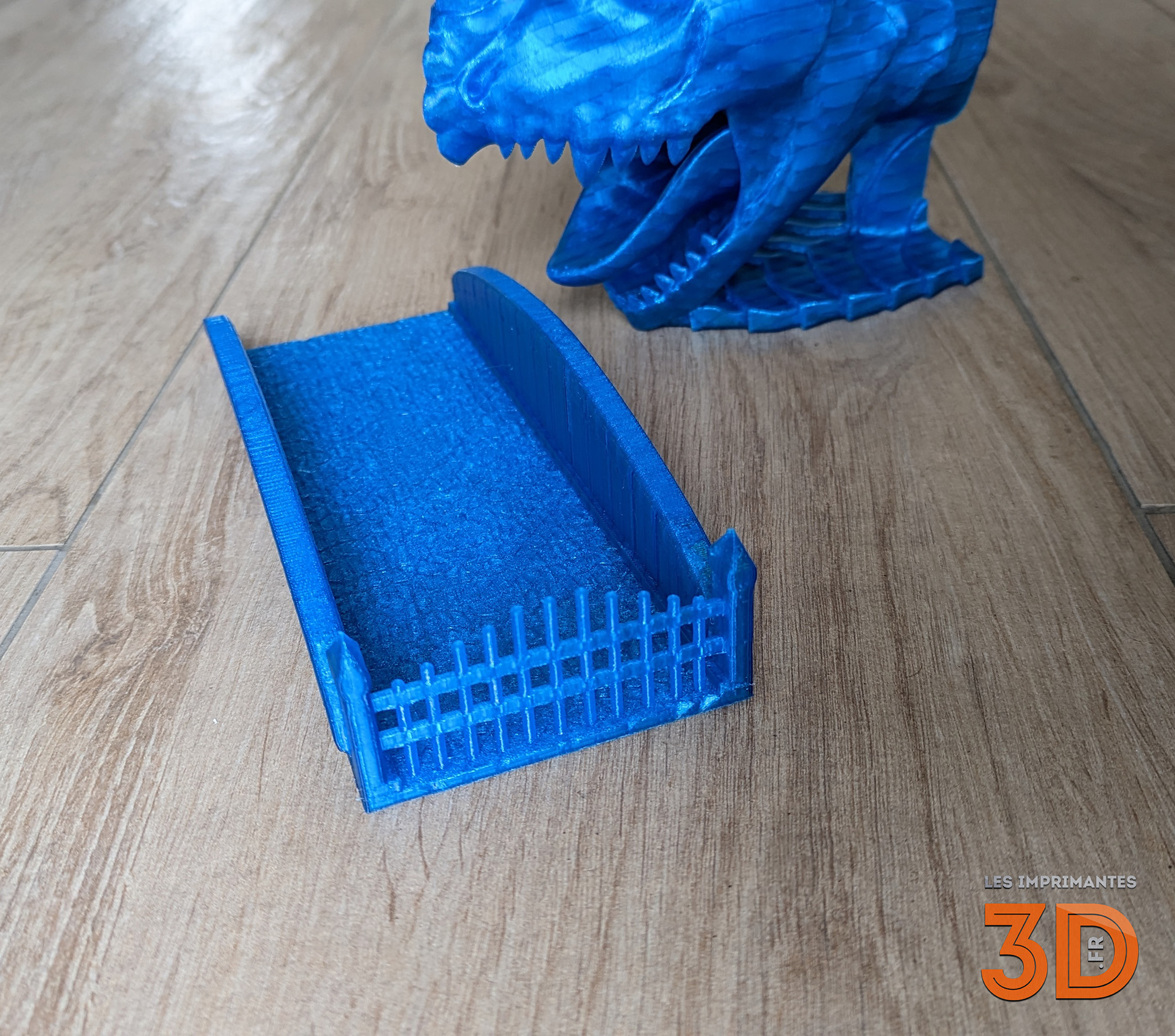
Bref, passons au résultat du dragon lanceur de dé, en vidéo :
Le job, d’une durée de 12 heures, s’est parfaitement déroulé et le résultat est canon :


Impression en TPU 95A
En suivant les conseils du tableau de compatibilité et des réglages en fonction des filaments, j’ai remplacé la “Cool Plate” (plateau d’origine qui s’utilise “à froid” comme son nom l’indique pour ne pas qu’il fasse trop chaud dans l’enceinte de l’imprimante) par la “Textured PEI Plate” de la P1P. Cependant, en la chauffant à seulement 45° je n’ai pas eu besoin de retirer le capot de la machine.
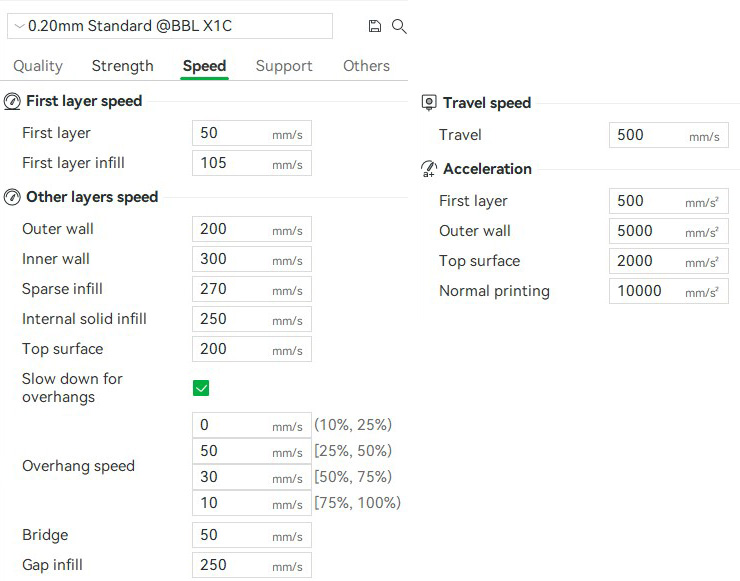
J’avais beaucoup poussé la vitesse d’impression du TPU à l’occasion du test de la V400. Malheureusement, pour les petites pièces de drone que j’imprime le plus souvent, ça dégrade la qualité dès qu’il y a des angles et des porte-à-faux. Par conséquent, pour la qualité, je me suis basé sur le profil “16 microns optimal” (car plus les couches sont fines plus les overhangs sont propres) pour lequel j’ai modifié les réglages suivants :
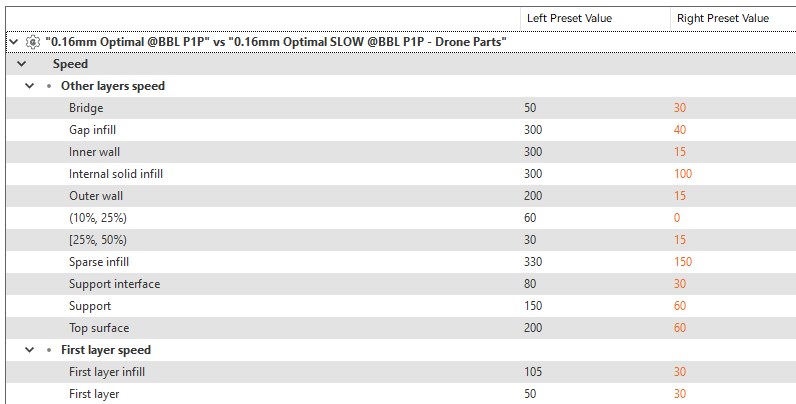
C’est très conservateur sur les périmètres mais on gagne tout de même en vitesse de remplissage et en accélération.
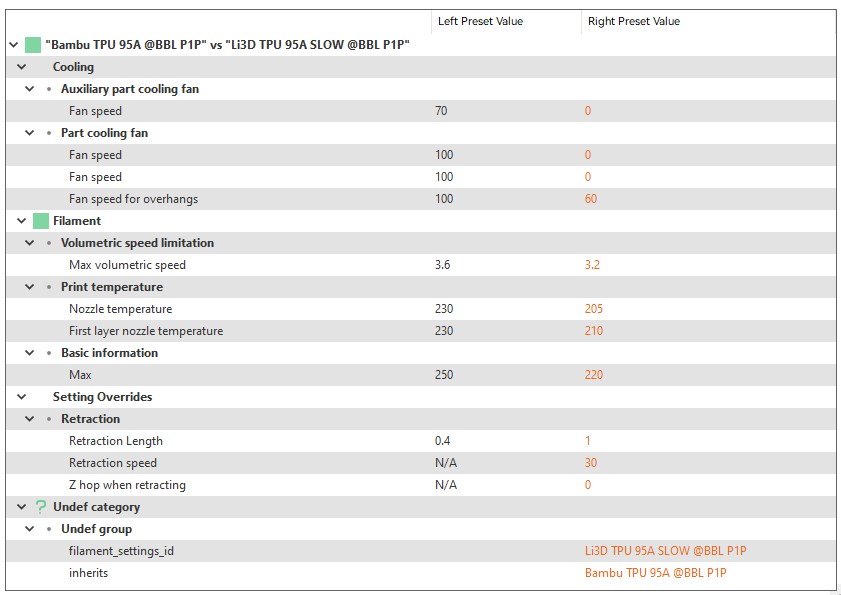
Pour les réglages du filament en lui-même, je suis parti du preset “Bambu TPU 95A” d’origine pour lequel j’ai réduit la température et désactivé la ventilation :
Pour valider ces paramètres, j’ai imprimé un Pokemon hippocampe relativement complexe sans aucun support :
Comme vous pouvez le voir sur le timelapse ci-dessus créé automatiquement par le firmware de la X1, l’animal marin a beaucoup bougé pendant l’impression d’une durée de 2h40, générant ainsi quelques défauts…




Du coup, pour valider ce profil sur la X1C, j’ai imprimé une pièce de drone qui sort sans problème sur la P1P en une trentaine de minutes :


Le résultat est bien, au delta près de la couture (la marque provoquée par le changement de couche) trop prononcée. C’est un phénomène typique d’une gestion trop poussée de la pression dans la buse (Pressure Advance sous Klipper ou Linear Advance sous Marlin). Autant avec la P1P on peut ajuster la valeur du “K Factor” mais sur la X1 je n’ai pas trouvé comment le faire puisque c’est normalement le Lidar qui gère (malheureusement incompatible avec la “PEI Plate”).
A noter que durant ce print, l’imprimante m’a indiqué ne plus être en mesure de communiquer avec l’accéléromètre :

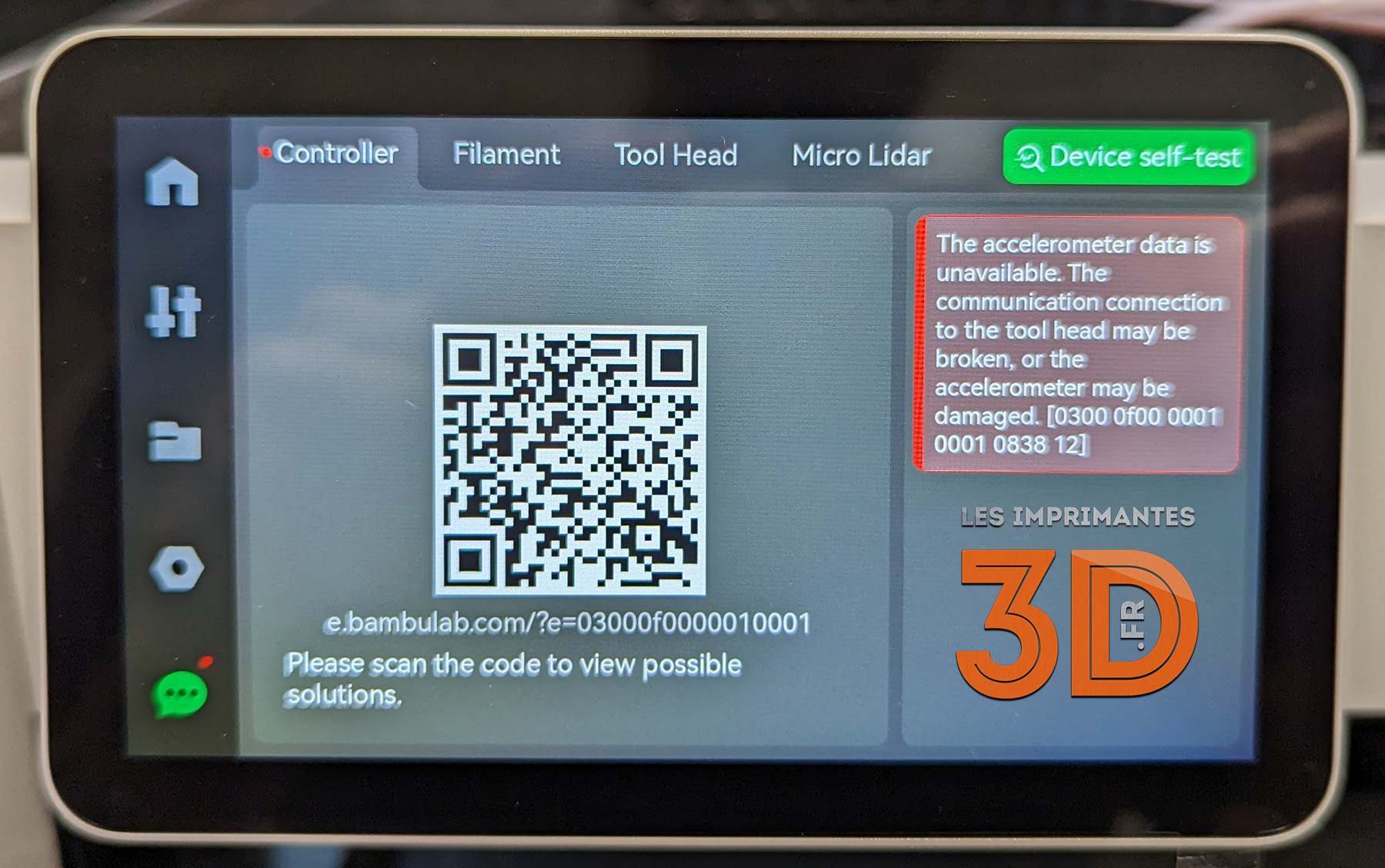
Comme vous l’aurez remarqué, j’ai laissé l’impression se terminer et après redémarrage de la machine tout était rentré dans l’ordre sans que avoir à suivre la procédure de diagnostique vers laquelle le QR Code renvoie (ce qui est encore une fois super bien fait et très pratique).
J’ai terminé mes essais en TPU avec une pieuvre plus classique qui est sortie dans un parfait état en 1h10 :



Quoi qu’il en soit, c’est sans surprise que la X1 Carbone puisse imprimer du TPU (à bonne vitesse) sans aucun problème grâce à son extrudeur Direct Drive déjà validé sur la P1P.
Impression en ABS
Il aurait été dommage de ne pas profiter du caisson fermé de cette X1C dans ce test. J’ai fait le choix de l’ABS Sunlu chez Amazon tant pour son prix raisonnable de 20€ le kilo que le délai de livraison alors que l’ASA est jusqu’à 2 fois plus cher et le PC 3 fois !
J’ai commencé avec la mascotte MatterHackers que mon fils s’amuse à collectionner dans différentes tailles et couleurs :





Il s’agit du profil ABS générique par défaut, imprimé sur la “Engineering Plate” à 90° sans support. Je n’ai strictement rien touché et l’impression de 1h30 fut un succès avec une qualité à la hauteur de mes attentes.
J’ai enchaîné avec une petite pièce modélisée à la main pour la plage arrière de la vieille voiture de mon père et même chose, qualité au top et supports faciles à retirer :

Pour terminer, j’ai lancé une impression de 8h20, la Moon City 2.0 sans support avec le profil “0,16mm Optimal” (tandis que les autres étaient en “0,2mm Standard”) :
Le résultat est vraiment superbe ! Je vous mets d’autres photos pour que vous puissiez admirer les détails :





Bonus, le filament dryer
Pour tirer encore plus à son avantage le caisson de sa X1C, Bambu Lab a déployé une fonction de séchage de filament. En effet, un filament trop exposé à l’humidité peut être responsable d’une mauvaise qualité (stringing, cassure, etc.) s’il absorbe trop d’eau. Après une douzaine d’heures dans la machine avec un lit à la bonne température indiquée dans la documentation officielle en fonction du filament, ce dernier est tout sec !
Consommation électrique
Si vous souhaitez avoir une idée de la consommation électrique de la Bambu Lab X1-Carbon, voici le graphique de ma prise connectée durant les premiers jours de test, notamment avec les 12 heures d’impression en PETG du 5 au 6 avril :

Améliorations et upgrade
La X1C est livrée avec toutes les options possibles. Il n’y a rien à faire pour la rendre meilleure si ce n’est éventuellement imprimer un réducteur de bruit pour le ventilateur d’extraction d’air chaud du caisson et des accessoires pour une utilisation avec l’AMS. Un topic est dédié à toutes ces astuces sur le forum, n’hésitez pas à y jeter un œil.
Notes et conclusion
Qualité d'impression - 9.5
Fiabilité - 9.2
Logiciel - 9.2
Utilisation - 9.9
Rapport qualité / prix - 9.5
9.5
/10
- Simplicité
- Efficacité
- L'interface sur le grand écran inclinable
- Vitesse
- Encombrement
- Enceinte fermée à température régulée et air filtré
- Automatisation
- Accompagnement de l'utilisateur
- 1 kilo de PLA fourni
- Wiki extrêmement complet et bien organisé
- Compatible AMS
- les profils de tranchage travaillés qui se sont étoffés
- Rapport qualité / prix
- Cloud parfois lent
- Firmware propriétaire (fermé)
- Volume d'impression "moyen"
- Bruyante (surtout à grande vitesse et haute température)
- Colle à appliquer sur le lit (inhérent au caisson fermé)
- Éclairage LED pas assez puissant pour de beaux timelapse de nuit



