Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/03/2026 dans Messages
-
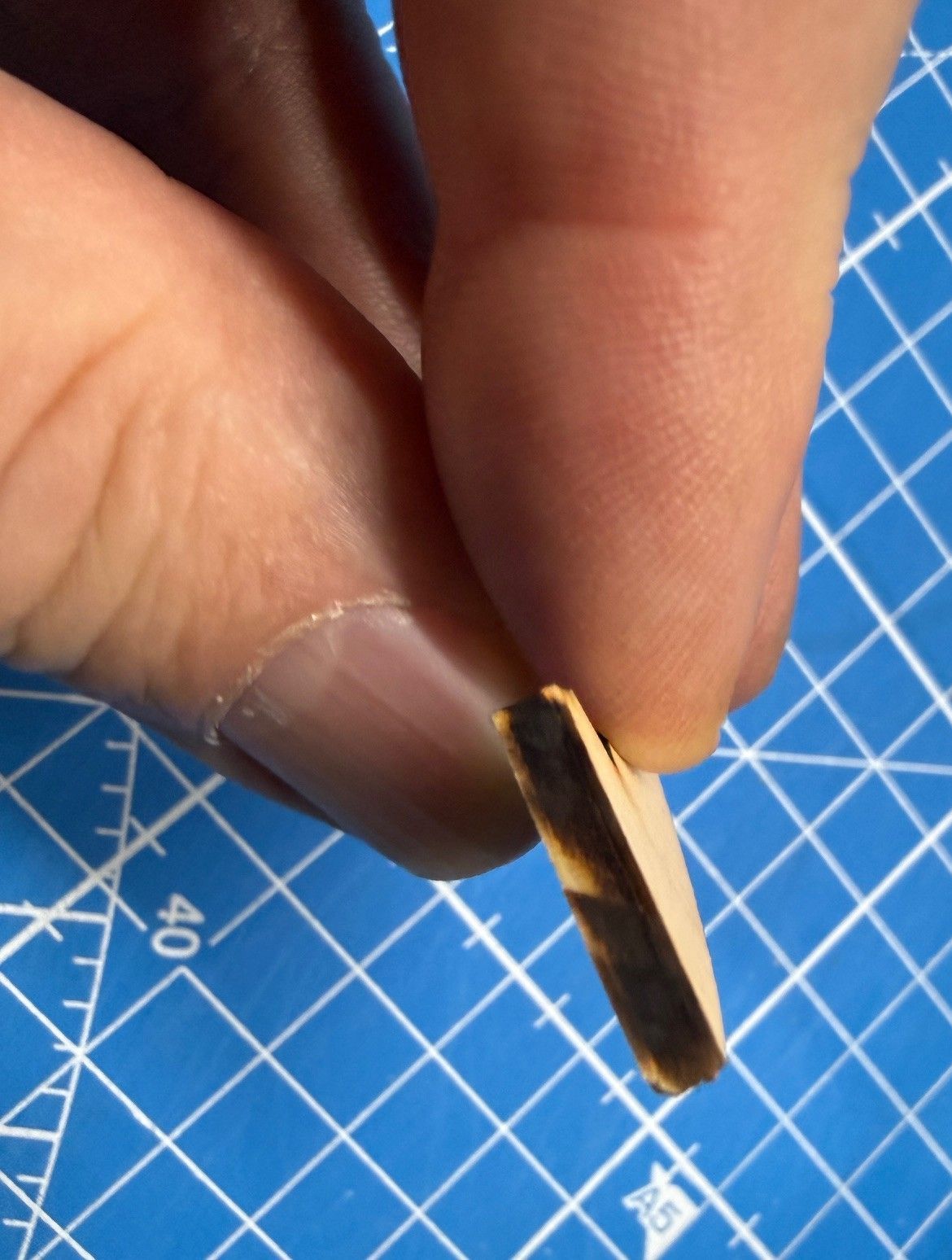
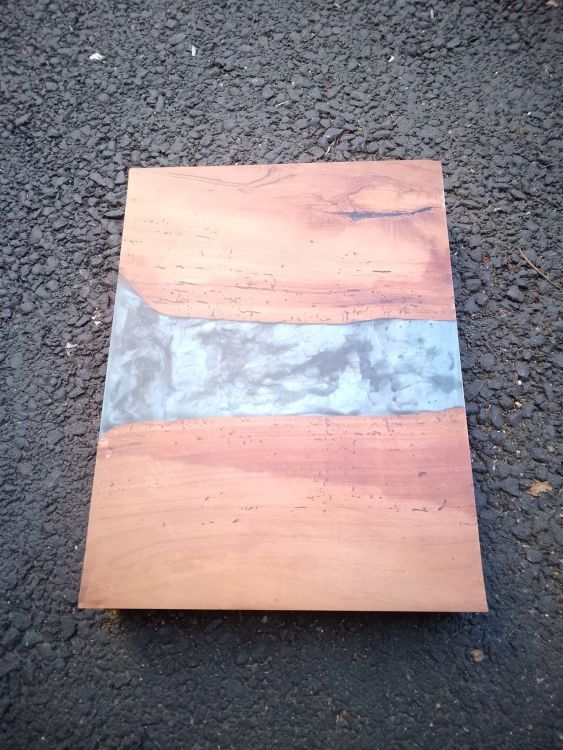
Je viens de recevoir le cutter à ultrason de TWO Trees vendu par 3DJake. Délai de livraison conforme au délai annoncé par 3DJake Une seule photo de la boite, je vous fais grâce des traditionnelles photos de déballage Il n'y a que 5 petites lames fournies, quand on sait qu'ils vendent les 24 pour 10€, je trouve que le fabricant aurait pu être plus généreux. La fixation des lames est assez délicate, le principe aurait pu être amélioré. J'ai testé la coupe dans différents matériaux : - Dans du tilleul de 3 mm d'épais, Il faut mettre le variateur au max et forcer sur le cutter, j'ai de forte craintes pour des bois plus durs. Comme vous pouvez le voir sur la photo ci-dessous la tranche du bois est brûlée par la haute fréquence, ce n'est pas très esthétique, mais sur une pièce découpée au laser cela se marie bien. Sur des plastiques, on retrouve les mêmes différences que vous constatez en découpant au cutter simple les S/cristallins (PP, POM) par rapport aux Amorphes (ABS, PC, PMMA) plus difficiles à couper. J'ai découpé des plaques de PP en épaisseur 2mm et comme il y a beaucoup d'échauffement cela a généré un petit bourrelet au-dessus et au-dessous de la plaque. Bizarrement, j'ai découpé du carton sans traces de brulure sur la tranche, mais je le découpe presque aussi facilement avec un cutter ordinaire. Pour conclure, je pensais que la découpe serait plus facile en regardant les vidéos de promo (il faut forcer et s'y prendre en deux fois pour des plaques de 2 mm). Cet appareil ne fait que 40W, il faut peut-être des puissances plus importantes pour faciliter la coupe (je n'en sais rien). Il me semble, que ce modèle sera utile pour les personnes qui font de la stéréolithographie, à ceux qui usinent en CNC du plastique et laissent de petites accroches pour maintenir les pièces et probablement pour mon épouse pour couper des tissus délicats. Je ne suis pas persuadé qu'il sortira souvent de sa boite.

 5 points
5 points -
Nous avons un gagnant ! Bientôt le test à suivre !
 4 points
4 points -
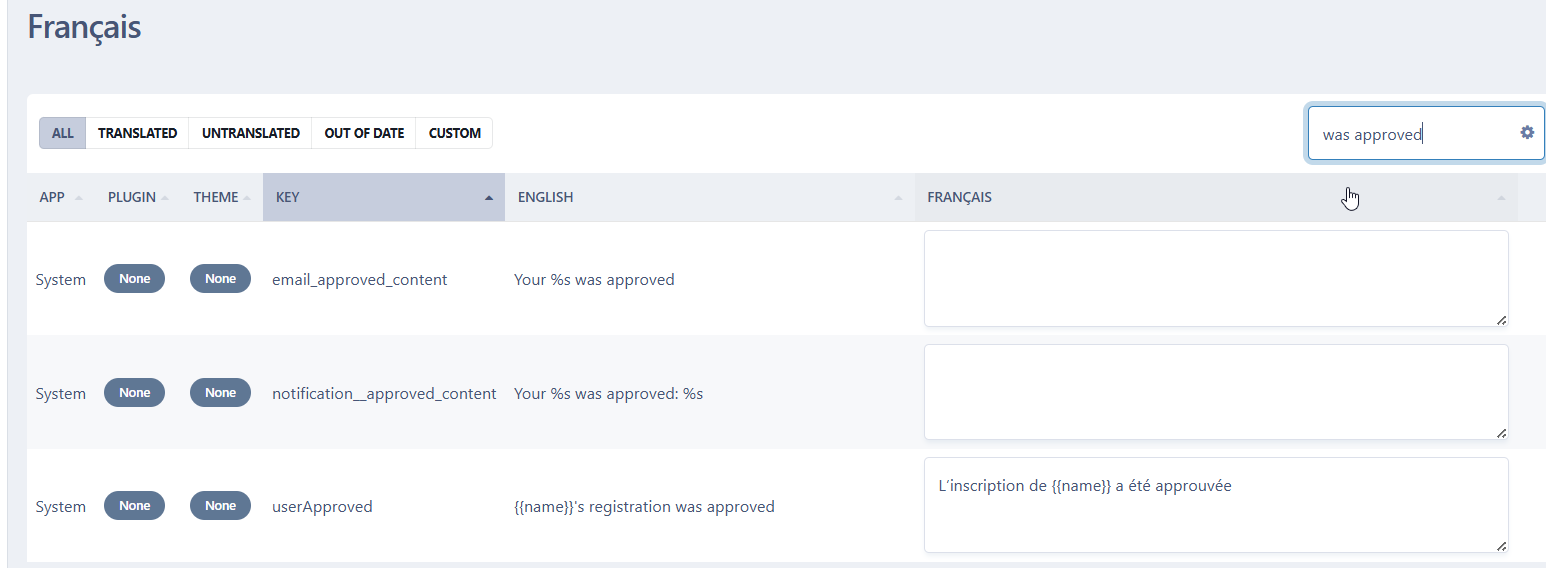
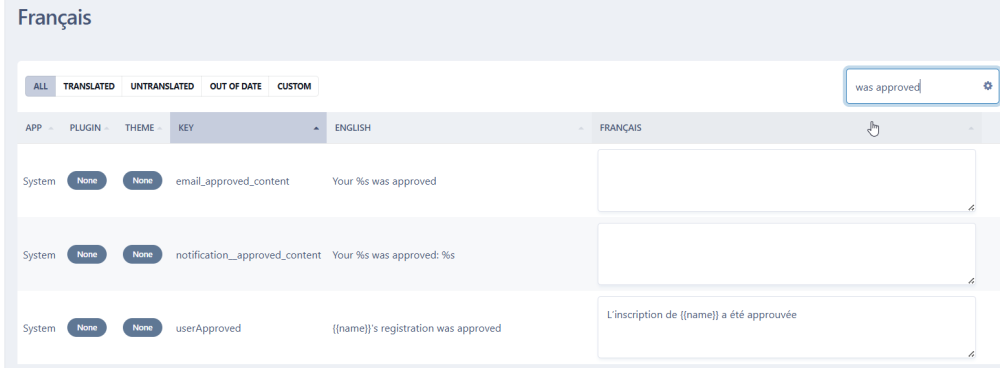
"was approved" ne sort pas grand chose dans l'outil de traduction : J'ai quand même complété les 2 qui étaient vides
 2 points
2 points -
J'ai reçu mon scanner pour la recherche des code barre sur les bobines de filament 3D çà fonctionne très bien ! Je Fais une étude pour transférer ma gestion sur une API compatible pour des téléphones; pour cela je dois acquérir une mise à jour FM pour la version 22. L’API de données FileMaker est une API RESTful qui permet aux services web ou applications d’interagir avec des bases de données hébergées sur FileMaker Server ou FileMaker Cloud. Il permet des opérations telles que la création, la lecture, la mise à jour et la suppression de documents, ainsi que la réalisation de requêtes de recherche. L’API communique au format JSON, ce qui la rend compatible avec divers langages de programmation et outils. Pour utiliser l’API de données FileMaker, suivez ces étapes : Préparez votre base de données pour l’accès à l’API FileMaker Data en utilisant FileMaker Pro. Vous pouvez créer une base de données ou préparer une base de données existante. Voir Préparer les bases de données pour l’accès à l’API de données FileMaker. Écrivez du code qui appelle les méthodes de l’API de données FileMaker pour trouver, créer, modifier, dupliquer et supprimer des enregistrements dans une base de données hébergée. Voir WriteFileMaker Data API calls. Hébergez votre solution avec l’accès à l’API FileMaker Data activé. Voir Héberger une solution d’API de données FileMaker. Vérifie que l’accès à l’API de données FileMaker fonctionne correctement. Voir Test la solution FileMaker Data API. Surveillez votre solution hébergée via la console d’administration. A+2 points
-
C'est déjà pas mal en regardant sur Amazon ceux en vente font 30/35W celui de Two Trees coûte quand même 175 € je trouve ça un peu élevé, si tu veux t'en débarrasser je veux bien te le racheter 20 €2 points
-
voila j'attends les charnieres et fermetures, la scie cloche pour les pions.. mais ca commence à ressembler a un jeu


 2 points
2 points -
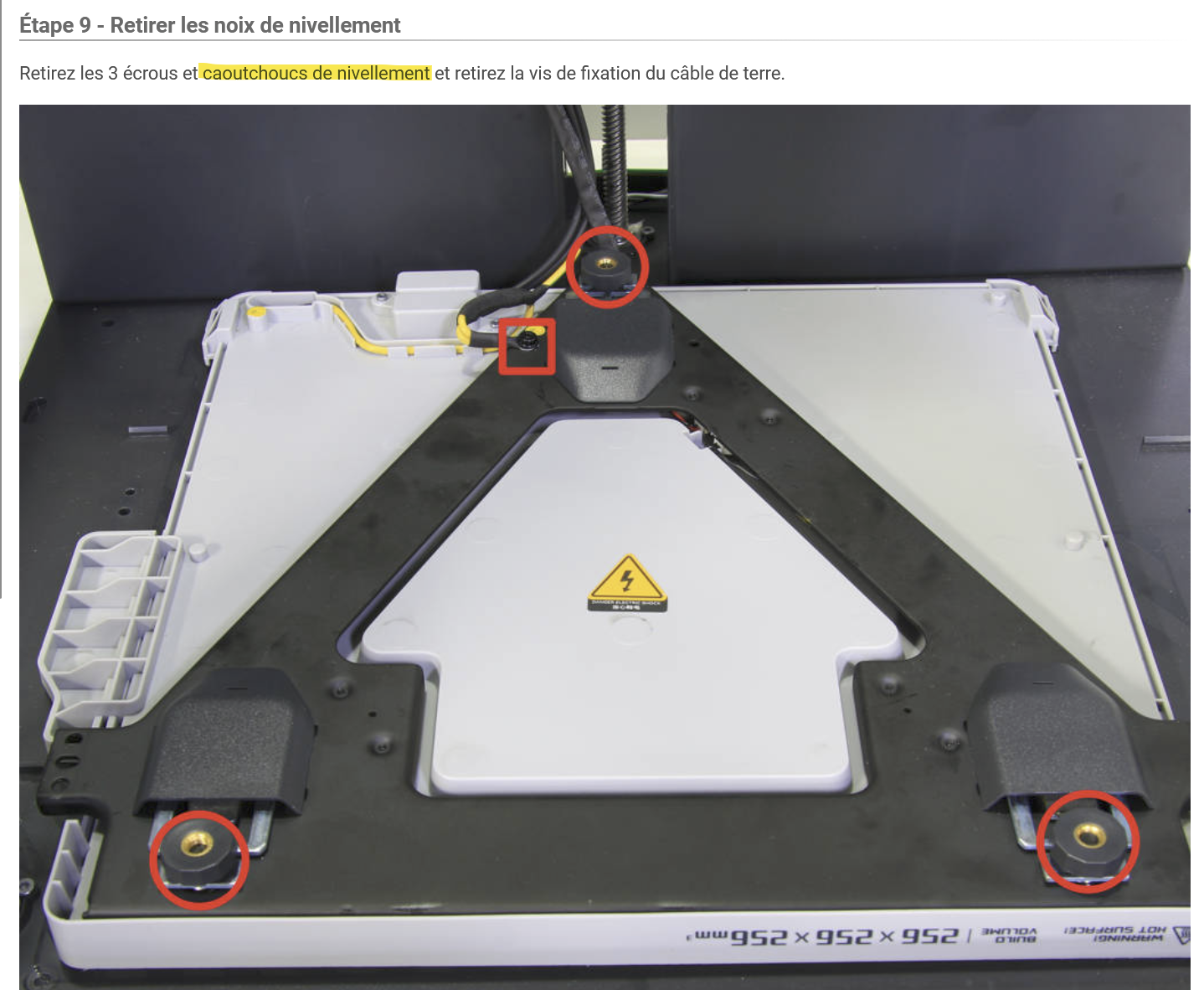
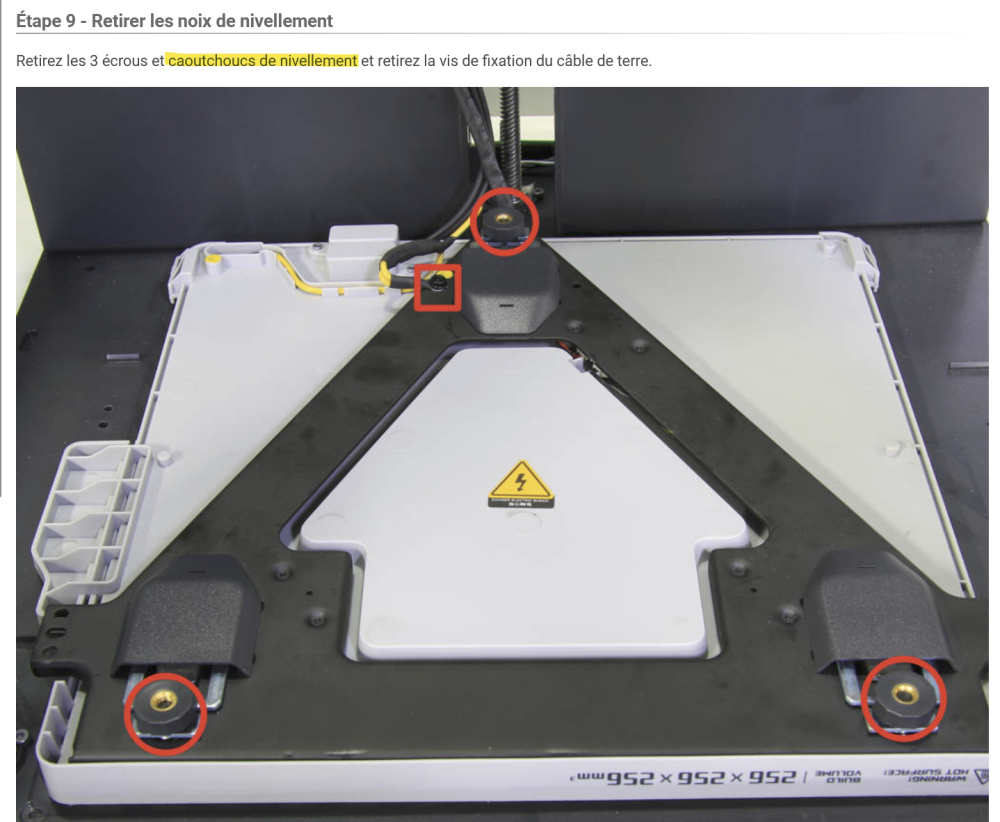
Je pense que les rondelles vont entre les gros écrous et le plateau. Je viens de relire le wiki et il parle bien de "caoutchouc" (traduction de la page ci-dessous)
 2 points
2 points -
Pour la détection d'erreurs d'impression : souvent via caméra + IA, et j'ai encore jamais vu personne ici être satisfait du fonctionnement des IA embarquées par els imprimantes. AMHA tu peux t'en passer, tout le monde fini par le désactiver car trop de faux positifs. Le timelapse ça peut être rigolo, et utile ponctuellement pour mieux comprendre un échec. Mais a peu de chose prêt elles l'embarquent toutes. Et au pire ca peut se mettre en place à moindre frais. La détection de fin de bobine je crois bien que c'est un standard, a minima sur toutes les machines multicouleurs (que tu prenne le module multicouleur ou non). Si tu pars sur une imprimante sans module AMS / CFS, mais en te réservant la possibilité d'y venir plus tard, à ta place j'irai sur une P1S ou une P2S. La P1S es le choix de la raison : la P2S est meilleure sur l'ensemble des plans, mais au final, à 1m de la pièce je pense que tu verras rarement une différence entre deux pièces issues d'une P1S ou d'une P2S. Prendre la P1S te permet d'avoir un AMS d'entrée de jeu, et donc d'avoir a minima une gestion de tes filaments simplifiée (maintien au sec, voir séchage selon le type d'AMS que tu prends). Confort de ne pas avoir à décharger / recharger le filament quand tu souhaites en changer (on parle d'une minute ou deux pour changer une bobine en vrai, mais on s'habitue vite à ce genre de confort ) (et en même temps que je t'écris tout ça, je pense que si c'était moi je prendrais la P2S, parce que je suis pas très raisonnable et que, avec toutes ses petites choses en plus, y'a le plaisir d'avoir une machine récente). 25x25 me semble aujourd'hui être un minimum. On peut toujours se débrouiller avec moins, mais 25x25 c'est globalement devenu un standard. le 27x27 de la Q2 me fait de l'oeil ^^ aussi. Quel age ont tes enfants ? Parce que globalement, y a rien de très compliqué sur une imprimante moderne. Ma fille de 10 ans pourrait se servir de ma Hi. Juste que, avant un certain age, je préfère superviser : ça reste une grosse bête qui bouge très vite et qui chauffe fort.1 point
-
Résumé des soldes Anycubic Fantastic Weeks et présentation de la Photon P1 Max qui vient d'être dévoilée (285 x 214 x 300 mm) https://www.lesimprimantes3d.fr/anycubic-photon-p1-max-et-soldes-20260303/1 point
-
On dirait que ça bouge de ce côté1 point
-
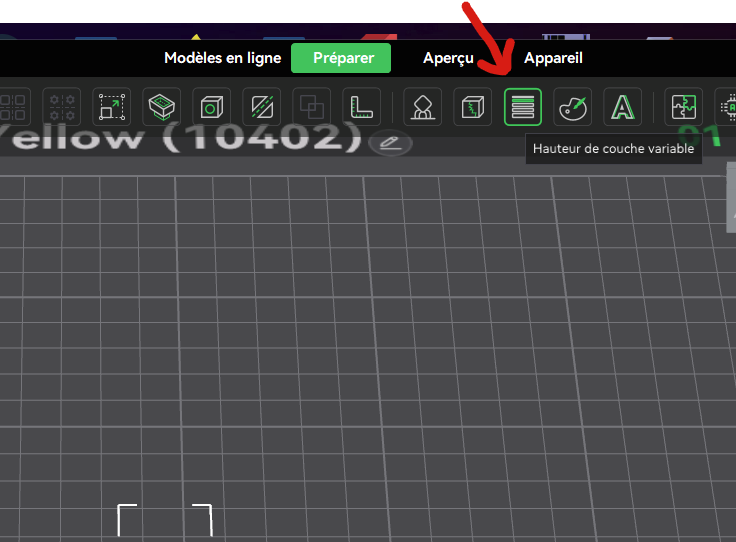
Tu dois avoir dans creality print ou dans le modèle que tu as récupéré avoir la hauteur de couche variable d'activée.
 1 point
1 point -
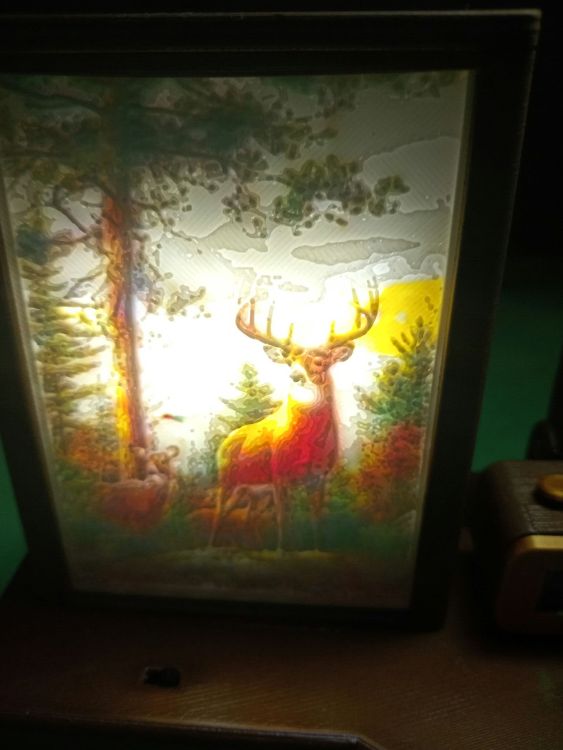
Bonjour, J'ai rajouté l'option lithophanie activée par un capteur de présence ou en permanance en inversant la position du bouton sur la base. Tous les fichiers sont en partage avec les liens suivant: https://cults3d.com/fr/modèle-3d/maison/organisateur-de-bureau-personnalisable-avec-alimentation-auxiliaire https://www.printables.com/model/1622046-organisateur-de-bureau-personnalisable-avec-alimen/files https://www.thingiverse.com/thing:7305964 Module_Boitier_Organisateur_Bureau.zip


 1 point
1 point -
@divers en a reçu un. Il nous en parle là1 point
-
Salut, Merci pour ton retour sur ce type d'outil qu'on ne voit pas assez souvent sur les forums de maker je trouve. Est-ce que tu as essayé de "laisser travailler" l'outil ? C'est à dire ne pas exercer de pression dessus. J'ai envie de dire que ça doit être comme un perforateur, si on appuie dessus comme un bourrin, le marteau ne peut pas travailler => ça ne percute plus et ça n'avance pas. Je pense que les cutters US il doit y avoir un peu de ça, si on "plaque" fort la lame elle ne peut plus vibrer et l'énergie se dissipe dans la pièce qu'on essaie de découper. A+1 point
-
oui c'est bien ça en fait j'ai vue aussi les remettre juste avant les écrous alors . merci pour tout heureusement que vous êtes la bon maintenant j’attends ma livraison pour changer le ventilo de mon hoten encore merci tout le monde . fin de la discutions du coup .1 point
-
merci a vous deux JC est pascal_lb je vais voir ca en tout cas mon lit chauffe quand même .1 point
-
Je ne sais pas où elles vont, sur la P1S je ne sais pas mais sur la P2S j'ai été amené à changer le lit chauffant mais je n'ai pas vu de rondelles de ce type La prochaine fois plutôt que de démonter le lit chauffant prend un aimant pour récupérer la vis ou alors met la machine à l'envers1 point
-
As tu une photo de ces rondelles ?1 point
-
Ça fonctionne aussi mais je trouve que le liquide vaisselle est plus efficace1 point
-
Il y a une nette différence lorsque la plaque est nettoyée avec du savon liquide. Par ailleurs, le but du savon liquide est de nettoyer et pas de parfumer, donc on peut imaginer que propre c'est propre et en tous les cas dégraissé. Même si je ne touche pas la plaque de mes mains, il y a après un lavage tout de même une grosse différence d'adhérence.1 point
-
Une Core One L ?1 point
-
Merci je vais passer au DRYBOX j'ai commandé des boite rondes. je vais réaliser des axes pour mètre du SILICA gel au centre, plus chemin de bille plus sortie comme elles supporte 120°c elles pourrons passer directement dans mon petit sécheur avec le silica je les fermerais directement dans le sécheur. Bon print1 point
-
Merci pour le retour, ça peut servir à d'autres (s'ils font des recherches...) ! Tu doit avoir un truc quelquepart pour indique que tel message est la solution (le tien dans le cas présent), mais je ne sais plus où c'est (ou je me gourre de forum !).1 point
-
Tu as déjà eu de bonnes impressions finies? Comment nettoie-tu ton plateau ? Températures plateau et buse ? Z-offset bien réglé ?1 point
-
Bon, finalement j'ai réussi a imprimer correctement avec ce filament. C'était a priori un problème de vitesse, le filament est donné pour une vitesse d'impression entre 30 & 50mm/s alors que les préréglages pour du petg générique dans bambu studio sont beaucoup plus élevées (200mm/s en mur extérieur, 300 en mur intérieur, 270 en remplissage...) Du coup j'ai tout mis a 50mm/s sauf pour les surplombs ou les vitesses du modèle générique ne dépassent pas 50mm/s. Le temps d'impression a considérablement augmenté, mais la qualité est là. J'ai lancé une autre pièce, et si le résultat est ok je veux bien que vous m'indiquiez comment clôturer le sujet1 point
-
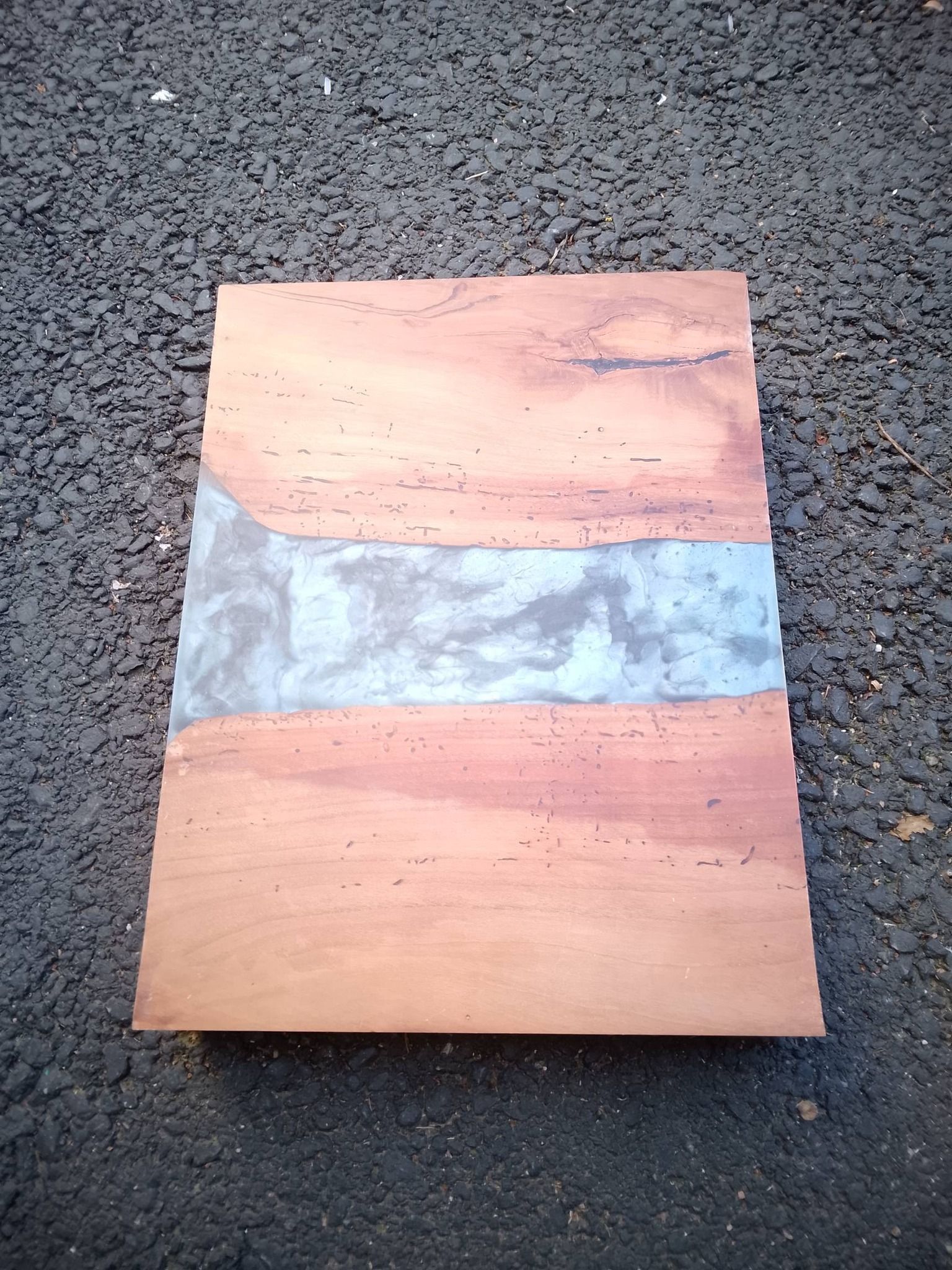
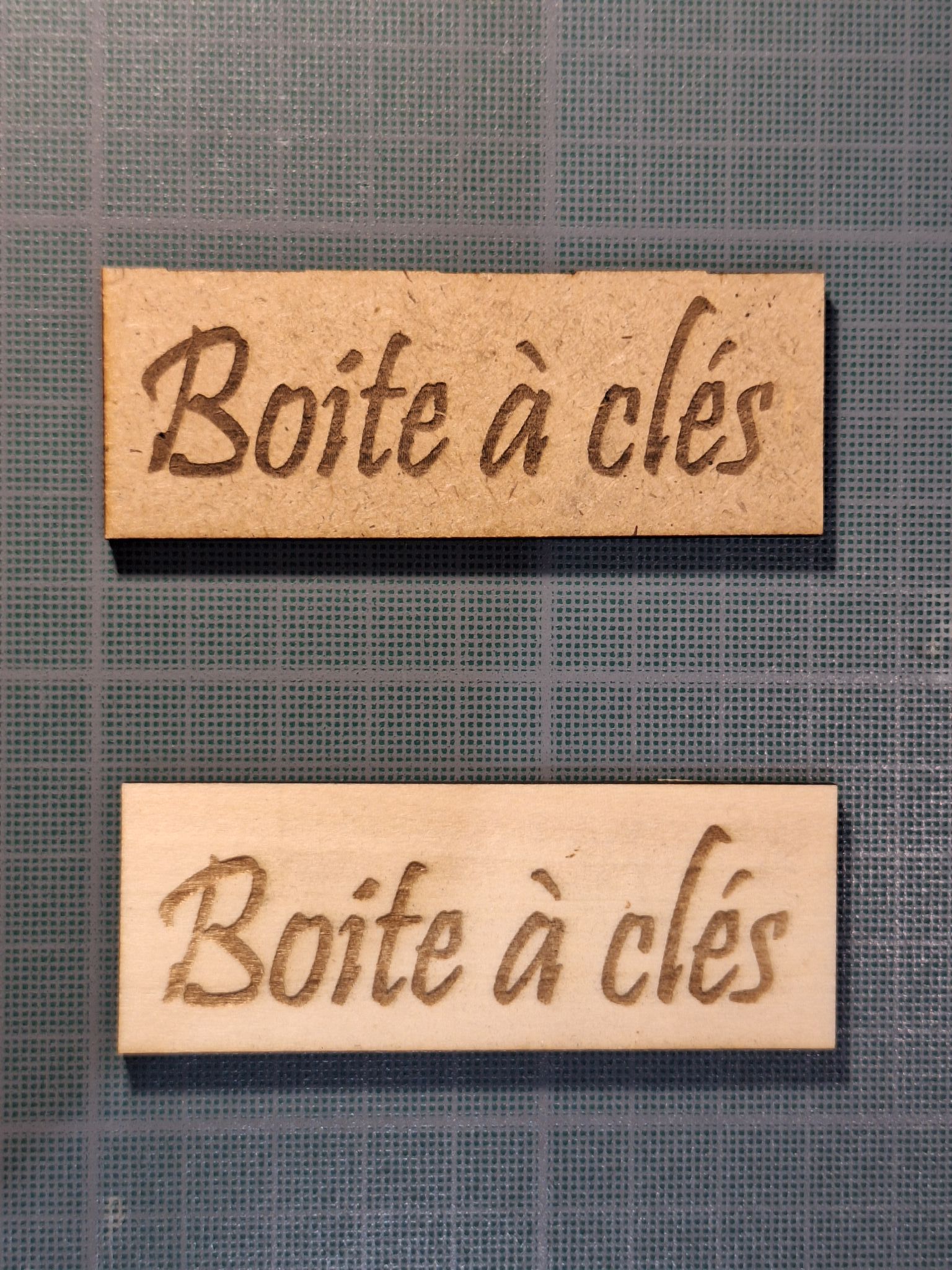
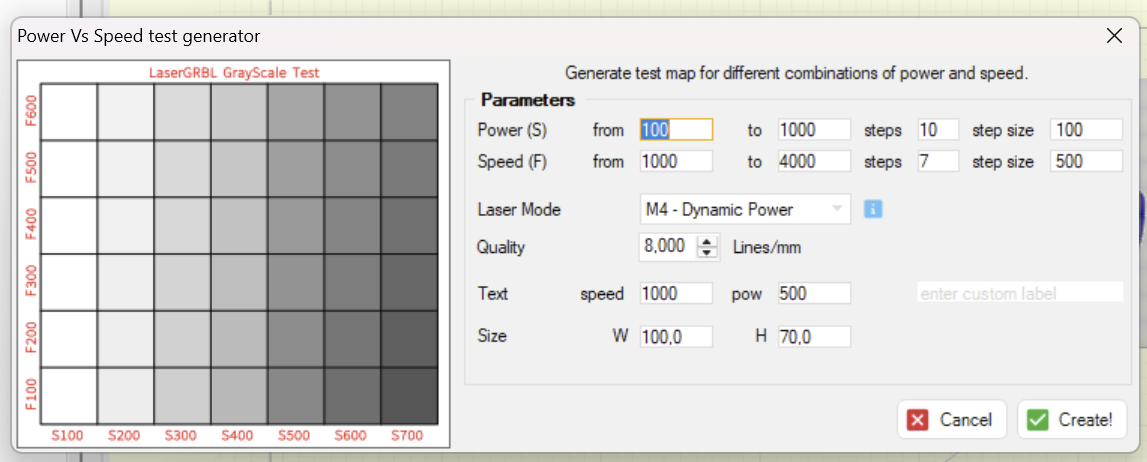
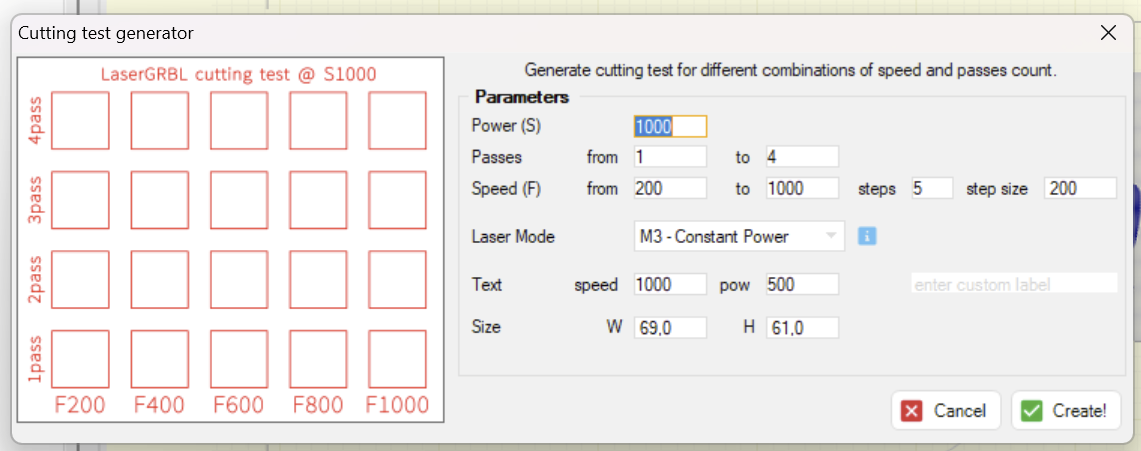
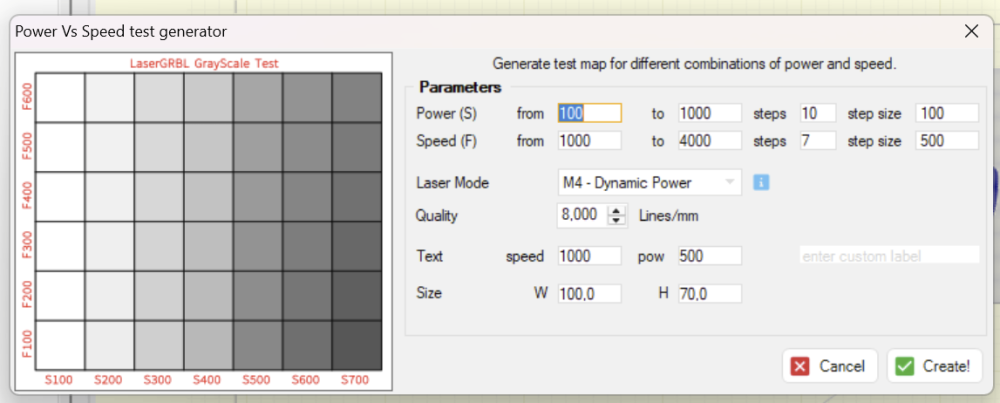
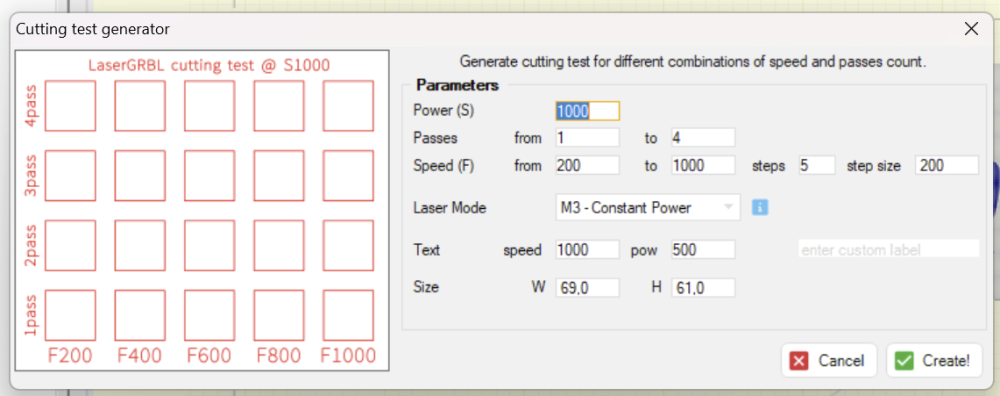
Merci pour vos réponses Pas sur le Phecda. Il y a juste 2 niveaux de détection "Bas" et "Haut" que l'on peut sélectionner dans le menu. En lisant ta réponse, j'ai repensé à une info que j'avais lue dans un de test posts sur LaserGRBL J'ai donc activé le mode M4 -Dynamic Power pour la gravure en mettant S-MIN à "0" et ça fonctionne. Je pense donc que ce mode permet de faire varier la puissance en fonction de la vitesse de déplacement. La puissance est peut-être même coupée au moment où le laser fait demi-tour. J'ai gardé le mode M3 - Constant Power pour la découpe. A partie du même fichier LaserGRBL fait d'abord la gravure et ensuite la découpe Et voilà le résultat avec les paramètres par défaut sur du MDF de 3mm (en haut) et du CP de 3mm (en bas). C'est sûr que LightBurn a plus d'options et de fonctionnalités. Mais à plus de 100€ la licence, je reste pour l'instant sur LaserGRBL qui me convient pour ce que je fais. J'ai aussi découvert que LaserGRBL avait aussi des fonctions de test de gravure et de découpe. Pas encore utilisé A+ JC


 1 point
1 point -
Oh ! le beau gros carton FDM ? Prusa ? Y aurait-il un '+' dans le nom de la machine ? Edit > version "Assemblée" ?1 point
-
Nouveau quoi qu'est-ce facile.
 1 point
1 point -
Bonjour @jcjames_13009 J'ai finie de saisir tous les poids des bobines sur la base de données avec les poids des bobines vides J'ai réalisé un tuto pour sélectionner le poids de la bobine vide et d'implémenter le poids du filament. La procédure fonctionne bien que du bonheur a+ Video_260302102857.zip1 point