ScotchE67
-
Compteur de contenus
187 -
Inscrit(e) le
-
Dernière visite
Récompenses de ScotchE67
")





-
Le seul problème de cet ordre que j'ai eu avec ma BambuLab et dans une moindre mesure avec ma Prusa était sur des filaments mal stockés. Après un tour dans le sécheur c'était mieux, mais quand même moins bien qu'un filament plus "frais". Sur la BambuLab j'ai même du baisser la vitesse de la première couche avec ces filaments pour avoir une bonne adhérence. Sinon il y a la solution "magique" du coup de laque sur la plaque lisse qui permet de bien sauver les filaments pénibles. Je suis assez de cet avis et j'ai tendance à avoir moins de stock mais de meilleure qualité, quitte effectivement à louper les promotions bien tentantes ou les fournisseurs exotiques.
-
Pour sortir une sonde collée par les résidus sans avoir à remonter le tout dans l'imprimante, j'avais utilisé un fer à souder pour chauffer la zone problématique et c'est venu assez facilement (en tout cas sans rien casser).
-
@SR-G je ne me fais pas trop de soucis sur le protocole de contrôle et l'impression intégrée. Avec les gammes croisées et asynchrones qui pour le moment tout du moins reposent sur ce protocole il y a fort à parier que même dans les futures versions de slicers on conserve les fonctions existantes et avec un peu de chance une bonne partie des nouvelles. C'est justement l'une des forces de Bambulab qui décline une méthode de développement assez propre et logique.
-
J'ai rencontré un problème similaire après avoir imprimé un filament chargé et c'était un problème mécanique. Malgré tous les ajustements logiciels je n'avais pas réussi à compenser la sous extrusion. Après avoir fait une bonne maintenance : nettoyage / graissage axes tension courroies (rien à voir avec le problème, mais autant en profiter) nettoyage de la buse et du hot-end (avec aiguille spéciale pour enlever les résidus des anciens filaments) Tu n'es pas obligé de tout faire, mais si ton problème est effectivement apparu après l'utilisation de filaments un peu spéciaux, je te recommande de bien tout nettoyer. Sur la X1 je ne connais pas la procédure de nettoyage de la buse et du hot-end mais tu dois trouver tout cela sur le wiki. Cela m'est encore arrivé récemment avec du filament "bois" et j'ai choisi la solution de facilité en dédiant un ensemble hot-end + buse pour ça.
-
bambu studio et tour de purge et écriture
ScotchE67 en réponse au topic de polodunord dans Bambu Lab
Je pense que tu n'utilises pas le meilleur de outils pour faire cela. Si tu n'as pas trop de connaissances en modélisation je te recommande l'outil gratuit : https://makerworld.com/en/makerlab/makeMySign -
Même après la fin du support je pense que les améliorations logicielles coté slicer seront toujours supportées. A moins d'une révolution le format GCODE a encore de beaux jours devant lui, surtout pour son coté simple à comprendre et sa compatibilité avec énormément de machines. A mon sens le point d'inquiétude serait plus sur la disponibilité des pièces détachées spécifiques.
-
Filament transparent, lequel choisir
ScotchE67 en réponse au topic de Lama dans Consommables (filaments, résines...)
Pour moi un PETG de bonne qualité avec des réglages adaptés sera une bonne solution pour une visière. Idéalement une buse de 0.8, des vitesses basses et des températures bien calibrée, cela donne un résultat correct. Si en plus ton modèle permet une impression en mode vase tu auras de meilleurs résultats. Je te recommande de faire des essais sur de petites plaques pour voir les écarts. -
Pour moi (je suis client des deux marques), il y a une notable différence entre la qualité/fiabilité du transport Prusa (qui bosse avec des prestataires orientés pro) et BambuLab (qui au final fait livrer ses colis par La Poste). Donc je pense que pour les commandes qui se passent bien la différence fait mal, mais quand il y a un gros bug de transport Prusa (et le client) doivent moins laisser de plumes qu'avec La Poste. Dans le même ordre d'idée j'échange beaucoup de colis pro avec le reste de l'europe en utilisant UPS et à ce jour je n'ai jamais perdu d'argent sur une casse de transport ou un perte de colis (car cela arrive avec tous les transporteurs). Par contre je ne compte plus le nombre d'heures (voir de journées) de travail perdues avec des transporteurs plus orientés vers les particuliers ou même des pros qui n'en ont que le nom.
-
L'impression 3D reste encore une technique qui demande un investissement significatif pour la compréhension des concepts et de son fonctionnement. Ta demande est plus générale sur les impacts d'un changement de température de plateau. Pour rester dans ta logique automobile, c'est un peu comme demander au constructeur de ta belle auto de t'indiquer comment passer un rond point. Le Wiki est vraiment très bien fait en plus d'être évolutif et actualisé, je te recommande sa lecture et si tu n'es pas à l'aise en anglais, il existe un support vraiment sympa chez Prusa "Impression et modélisation 3D pour les débutants" qui n'est pas spécifique à leurs imprimantes et te donnera de bonne bases.
-
Hésitations.... BambuLab X1C ou P1S...
ScotchE67 en réponse au topic de RDMCH dans Bien choisir son imprimante 3D
Aucun regret, je suis plus que satisfait de ma P1S. Elle enchaine les impressions de différents types sans passer de temps aux réglages, on peut en quelques instants basculer d'un PLA bien fin pour de la déco à une pièce technique en ASA avec plateau à 100° et le résultat est parfait. Mes seules hésitations étaient liées au LIDAR et à la caméra, mais l'écart de prix et la disponibilité ont été déterminants. J'ai profité de l'écart de prix pour prendre une buse en acier trempé, une autre plaque d'impression. Mais l'efficacité de la plaque PEI texturée est bluffante, je n'ai même pas encore testé la plaque haute température que j'avais prise en prévision de l'ASA. Pour revenir sur la caméra, ce n'est effectivement pas du cinéma, mais elle m'a déjà été utile pour voir un décollement en début d'impression et stopper à distance pour éviter le gâchis. -
fusion 360 Modifier l'échelle d'un SVG importé dans Fusion
ScotchE67 en réponse au topic de Donald3d dans Dessiner / modéliser en 3D
Ouvrir le fichier puis : En mode esquisse Dans la barre d'outil : MODIFIER -> Echelle de l'esquisse Sélectionner les entités à modifier Sélectionner le point central de la mise à l'échelle Ajuster la taille Attention, pour les élément importés les entités sont bloquées par défaut (courbes vertes et non pas bleues). Il faut donc commencer par sélectionner les entités puis faire un clic droit et bloquer/libérer -
Message d'erreur BambuStudio
ScotchE67 en réponse au topic de Xilow dans Entraide : Questions/Réponses sur l'impression 3D
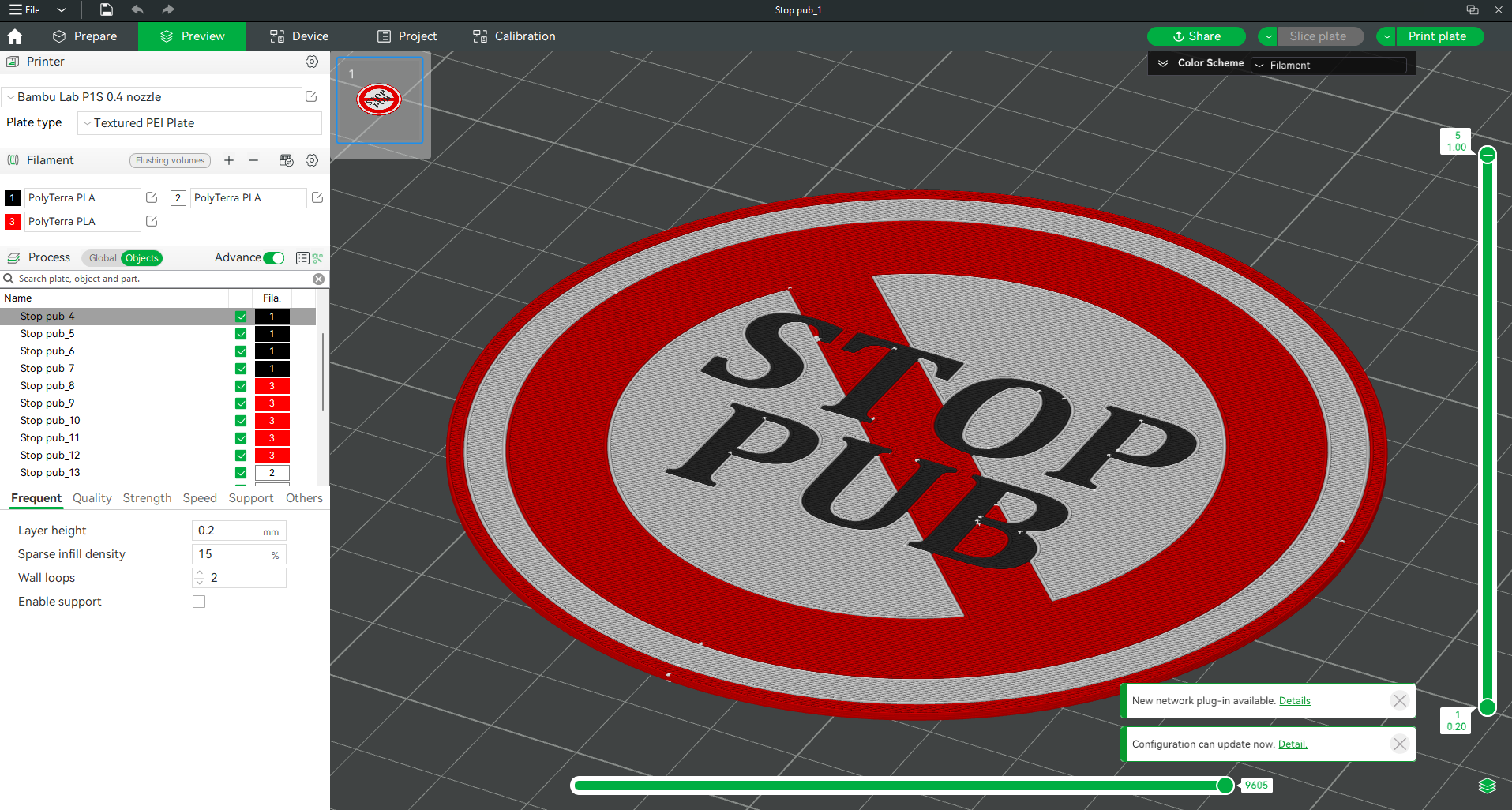
A première vue ton fichier n'est pas imprimable, il y a des zones vides ou mal définies dans le modèle. Probablement des extrusions surfaciques au lieu de volumiques. En explosant le modèle (séparer -> en objets) le tranchage fonctionne. Stop pub_1.3mf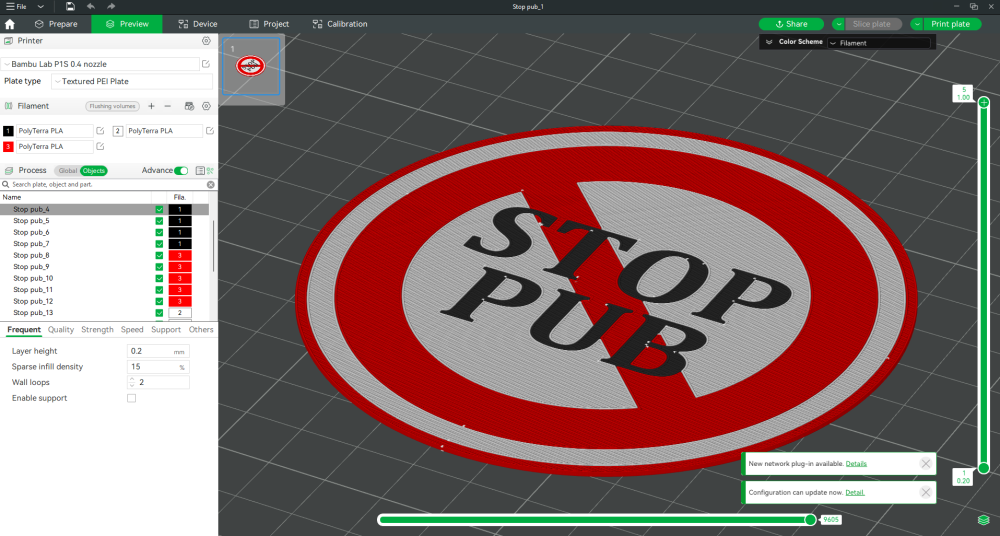
-
L'assemblage d'objects dans le slicer n'est jamais idéal. Néanmoins, tu peux modifier la hauteur du modèle bicolore pour le rendre un peu plus haut que le bloc noir, les aligner parfaitement puis utiliser l'outil d'addition booléenne pour en faire un seul objet. Ainsi lors du slice tu auras la bonne hauteur + la couche en blanc pour le changement de filament.
-
Franchement non, pour moi c'est tout sauf de la folie. Cette imprimante te permettra de débuter et de poursuivre en te focalisant sur les modèles, filaments et réglages. Le coté fiable est certes un peu moins geek, mais quel plaisir de lancer un print sans se poser la question de l'aléa de fonctionnement. Bien sur cela reste une machine, il faut donc avoir la patience de la prise en main et l'apprentissage du fonctionnement, mais pour moi ce n'est pas une folie. Bien sur tu peux commencer pour beaucoup moins cher et avoir des modèles tout aussi bien imprimés, mais dans ce cas il faut aimer le coté technicité de l'impression 3D et des machines à améliorer soi-même.
-
Effectivement à première vue l'écart est énorme. Les paramètres de vitesse / qualité / remplissage sont-ils identiques ? Si oui je serais curieux de connaitre les raisons de cet écart plus que significatif.