.jpg.ae6fefd0dbaf9d083a964a35003871a0.jpg)
Guillaume3D
-
Compteur de contenus
3 115 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
9
1 abonné

Visiteurs récents du profil




.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)
Récompenses de Guillaume3D
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-

-

Badges récents
696
Réputation sur la communauté
1
Sujets solutionnés !
Favoris
-
Super !
[TUTO] Créer une tour pour définir la température d'extrusion idéaleLa température d'extrusion influe pas mal sur la qualité d'impression.
Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu.
Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa=
Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci:
http://www.thingiverse.com/thing:729703
Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++.
Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres.
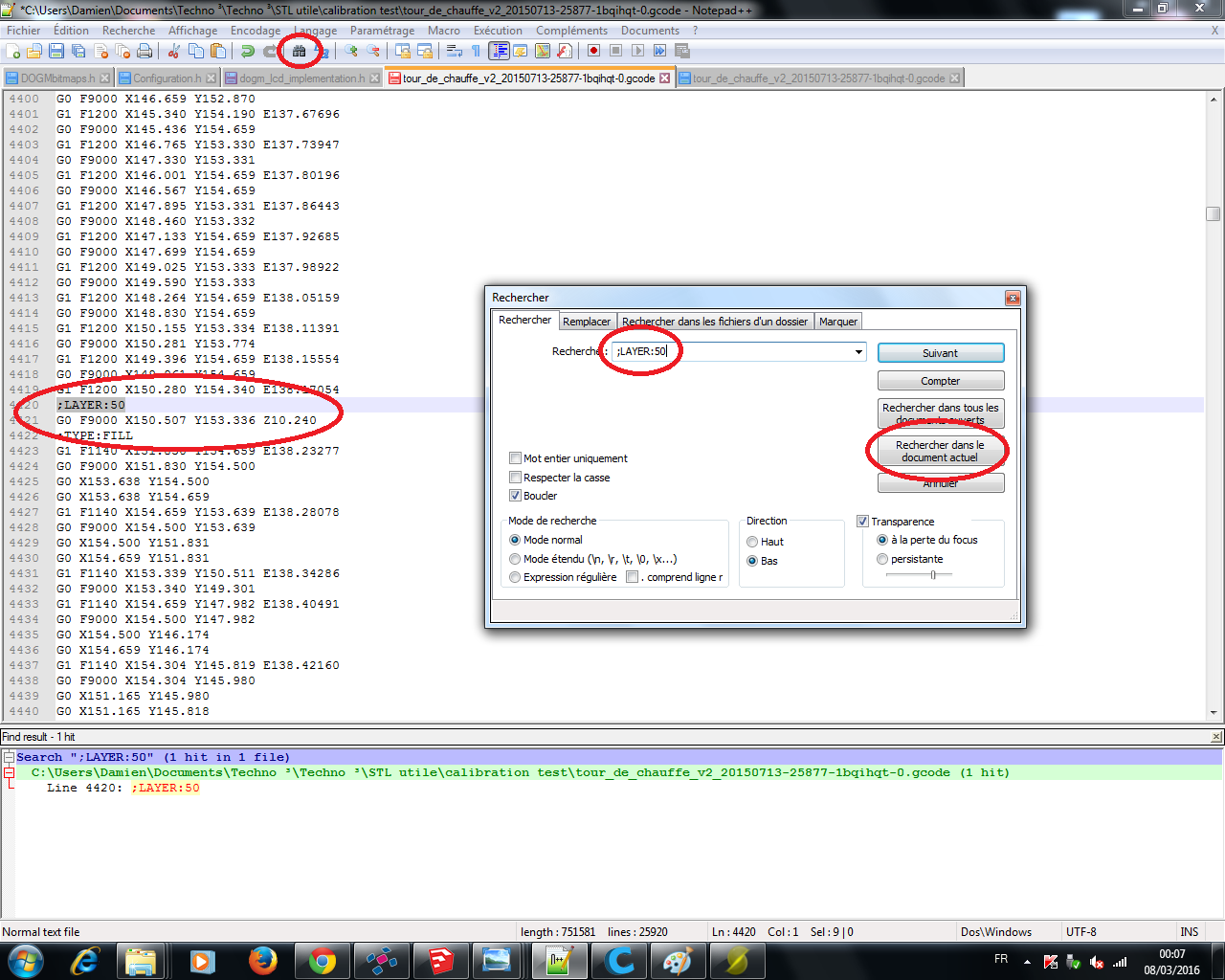
Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z).
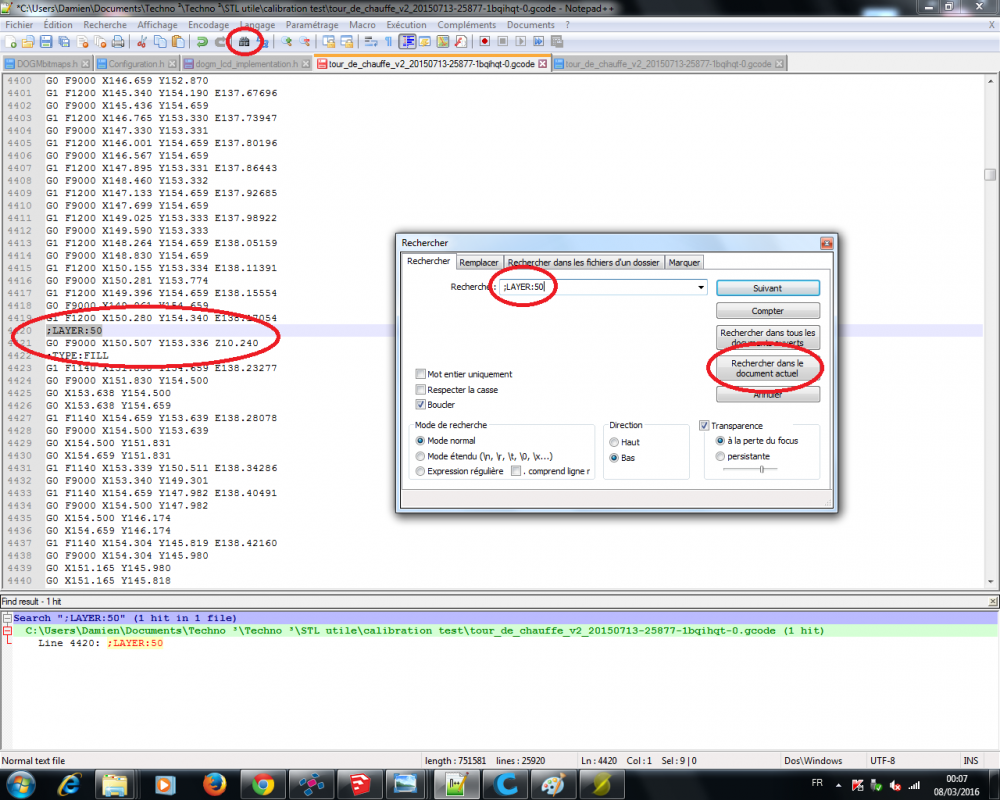
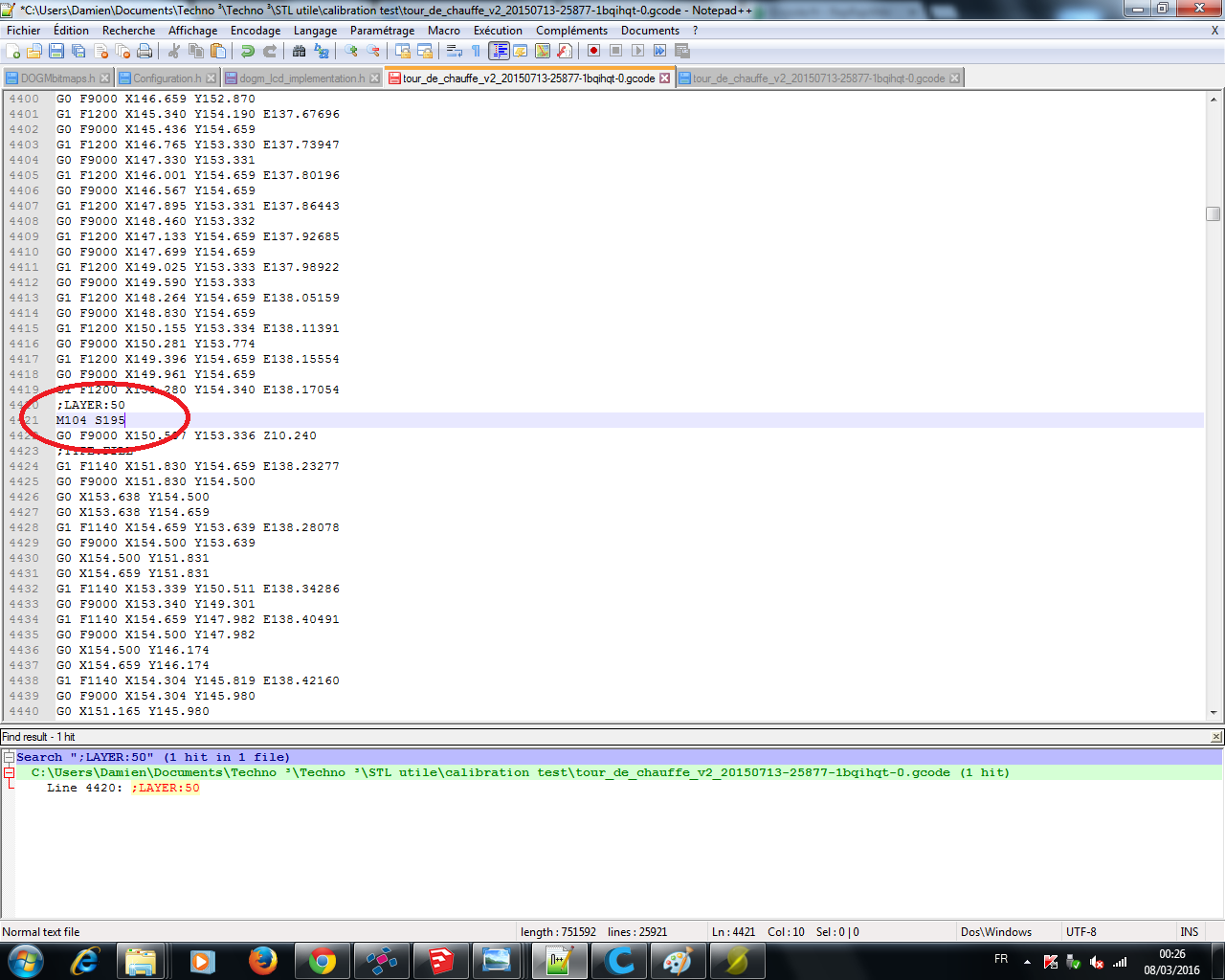
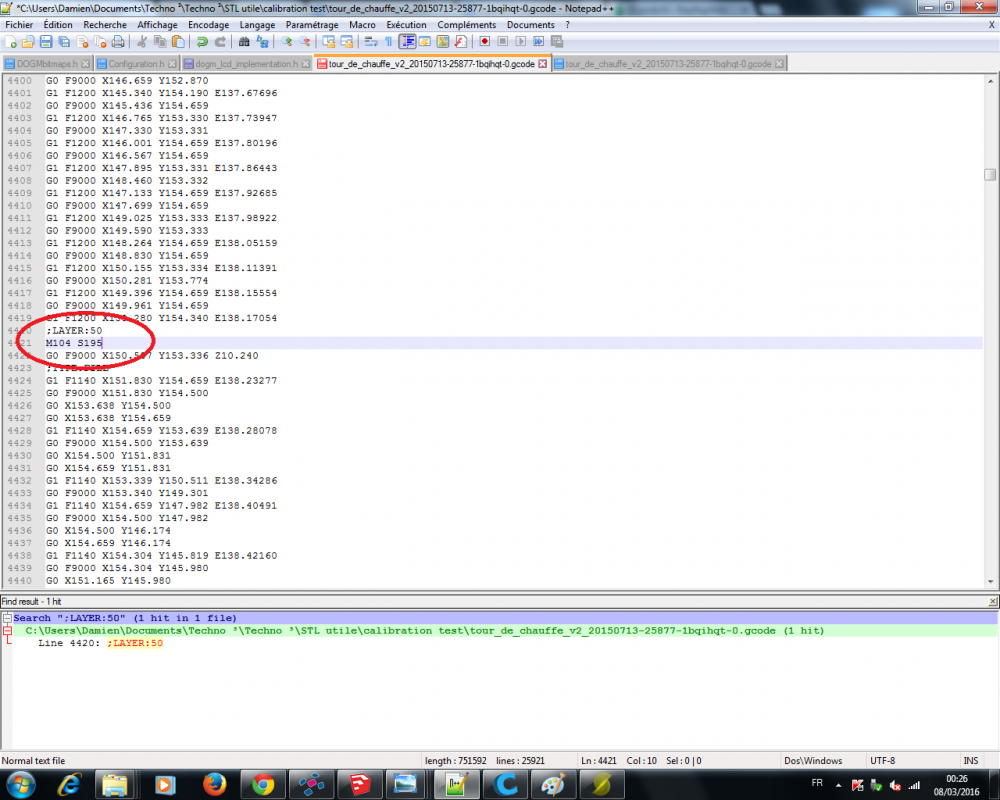
Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes):
Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois.
Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament.
Si vous avez des questions au sujet de ce tuto, suivez ce lien
Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
-
drivers MKS Gen L
MKS GEN-L ou GEN V1.4Oui j'ai eu le même problème il faut télécharger le driver ci dessous.
tu branches ta carte et tu fais l'installation
-
SKR 1.3
SKR V1.3 32bits - Configuration de Smoothiewareil y a 20 minutes, Guillaume3D a dit :Salut @Bosco2509 quels cavaliers de la carte faut-il enlever pour laisser les drivers en mode "normal" juste en 1/16 ? Sans SPI / UART et autres ?
Attention ! Ma réponse n'est pas à 100% testé, je ne fait que reprendre la notice !
Je n'ai pas eût la nécessité de monter la carte !Normalement, tu dois monter les cavaliers aux endroits encadrés en rose sur cette image :
.png.0717abb03f455893ccc584b72876ce2b.png)
-
SKR UART / SPI Pins
SKR V1.3 32bits - Configuration de SmoothiewareComme cela c'est pour des TMC2208 en mode UART :
.png.7cce418c77f669b6b6314294a9e7e69e.png)
Et comme cela pour des TLC2130 en mode SPI :
.png.6767b5fd0cfc1d7700f0728041f1ff18.png)
La ligne que tu as mis en rouge... c'est pour le mode UART...
-
TMC2130
TMC2208 Normal / SPI / UARTEn regardant vite fait, ça détecte la perte de pas et il y a un paramètre "sensibilité" à configurer dans marlin
De la bonne lecture bien "prise de tête" en perspective...
Allez Guigui, go! go! go!
-
UART / SPI définition
TMC2208 Normal / SPI / UARTPrenons un endstop (=un interrupteur momentané). Les seuls retours possibles sont ouvert/fermé. Deux états simples, ce n'est pas compliqué à récupérer pour un microcontrôleur.
Prenons une thermistance. Les retours possibles sont "rien, un peu, ... beaucoup, tout" (pour être précis 0...1023, sans unité). C'est le montage électronique, la datasheet et des mathématiques qui permettent d'en déduire des °C. Mais là encore le microcontrôleur est capable de gèrer.
Prenons l'exemple du Multi Material 2.0 (MMU2) de Prusa. Il gère les différents moteurs du produit, la rétraction, le changement de filament. Il doit pouvoir recevoir l'ordre de la carte principale pour ce changement de filament d'après le GCODE lu. Quel filament sélectionner. Il doit pouvoir dire à la carte principale quand est-ce qu'il a fini, s'il a eu un soucis, etc. Concrètement on pourrait gérer ça avec pleins de fils qui ne transmettent que des valeurs oui/non ou 0...1023 mais ça serait vite compliqué.
Le MMU2 comme les TMC2208 utilisent le protocole UART. Il suffit de 2 fils pour communiquer (en réalité 4 avec l'alimentation +/-) et s'envoyer plein d'informations plus ou moins complexes. Le tout est de parler la même langue et sur le même support, c'est là qu'intervient le protocole. J'imagine que quand tu communiques avec tes parents, s'ils te parlent de vive voix en français, tu ne va pas leur répondre par mail et en anglais. Comme les mails et le fait de parler de vive voix les protocoles ont leur spécificités propre parmi la rapidité, la capacité de communiquer avec un destinataire loin ou proche, le fait que ça s'adresse à un destinataires unique, ou à plusieurs, le mode de sélection de ce destinataire, etc.
Il existe donc plusieurs protocoles dont les plus courants en Arduino/Impression 3D sont SPI, I2C, UART. L'UART par exemple ne peut relier que deux correspondants. Le capteur de filament de Prusa fonctionne avec I2C qui est un protocol plus lent mais à partir des deux fils (4 en réalité avec +/-) on peut brancher autant de destinataire que nécessaire si leur adresse est différente: on imaginer relier sur ces mêmes fils le capteur prusa filament, un capteur de température+humidité, un écran oled, etc. Les TMC2130 utilisent le SPI qui est très rapide mais est sensible à la distance.
Je ne rentre pas plus dans les détails, les connaisseurs relèveront pleins de raccourcis et d'imprécisions dans mes propos. Mais c'est pour que tu te fasse une idée. Il y a beaucoup de petites choses à savoir pour pouvoir utiliser ces protocoles correctement. Les liens Wikipedia de @Janpolanton sont instructifs.
-
Vref
Retour sur les TMC2208 et la vrefSalut,
on va reprendre les base des TMC2xxx, dans le datasheet du constructeur (oui je n'invente rien)
leur courant ce règle en RMS et non pas en continu, donc pour, par exemple, un moteur qui consomme 1.5A par phase nominal, il faut convertir ce courant en RMS, ce qui ce fait en divisant par racine(2) = 1.41 (ou en multipliant par l'inverse de racine(2) = 0.707)
1.5 / racine(2) = 1.06, donc le courant RMS est 1.06A, et c'est la valeur que l'on utilise pour régler le Vref des TMC2xxx, donc on règle Vref à 1.06V.
donc, si tu as des pertes de pas à 1.06, c'est que le moteur consomme plus que 1.5A (moteur de la méga si Any n'as pas changé entre temps, ça on ne peut pas savoir), soit la tension de la courroie est trop faible, soit ... bref, si ça marche avec un Vref à 1.2, laisse le, c'est que le Inominal du moteur doit se trouver à 1.7A, et même certainement si il ne chauffe pas.
et ne pas oublier que les Imax pour les 2100 et 2130 sont de 1.2A RMS max, donc Vref à 1.2V max (Inom de 1.7A max)
et pour le 2208 de 1.4A RMS max, donc Vref à 1.4V max (Inom de 2A max)'
PS : le réglace du Vref se fait avec la prise 4 broches du moteur débranchée
-
Installer des drivers TMC2208 sur une RAMPS
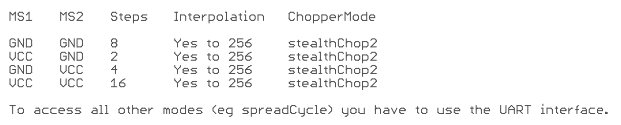
Installer des drivers TMC2208 sur une RAMPSles TMC2208 sont réglables en 1/2, 1/4, 1/8 et 1/16
le 1/32 n'est pas dispo
pour avoir 1/16 tu dois mettre les jumpers MS1 et MS2 et enlever les MS3
cf photo
(attention cependant aux ramps clone tinoises
 , sur mon extrudeur le jumper MS2 est inversé avec le MS3 mais c'est marqué sur le PCB)
, sur mon extrudeur le jumper MS2 est inversé avec le MS3 mais c'est marqué sur le PCB)
il faudra donc diviser par 2 (32/16=2), les réglages de step/mm des moteurs sur lesquels tu les a installé (via marlin ou directement dans l'eeprom via repetier host ou autre)
pour l'interpolation en 1/256 je ne vois pas d'utilité à le changer mais ce n'est desactivable qu'en reprogrammant les stepper via UART (mode de communication) ou en integrant dans le marlin mais ça implique des soudures
pour le mode stealthchop2 est activé par défaut, pareil il fonctionne très bien chez moi, je n'ai jamais eu de sauts de pas (100mm/s j'ai pas vraiment testé au dessus)
si tu veux le changer en mode spreadcycle (pour les hautes vitesses et hautes accélération) même sentence que pour chnger le mode 1/256, c'est reprog ou soudure + marlin
donc pour résumer , si tu remplace juste tes drivers :
tu enlève tes anciens drivers
tu mets les jumpers 1 et 2 et tu enlève le 3
tu mets tes nouveaux driver en faisant gaffe au sens (c'est marqué dessus)
tu inverse les cables des moteurs (ou via firmware marlin)
tu divise par 2 tes steps/mm dans marlin ou dans l'eeprom (via écran ou logiciel de lecture de l'eeprom)
tu regle les vref de tes nouveaux drivers (1.1V est ok pour la plupart des moteurs 1.5-1.7 A)
-
PB hardware HUART et TMC2208
PB hardware HUART et TMC2208il y a 27 minutes, Guillaume3D a dit :Donc si on les déclare en TMC2208, le mode UART est activé ? C'est ça la manip ?
Mais car il y a toujours un mais. Il faut que tes pilotes TMC2208 soient prêts à fonctionner avec ce mode (soit tu les as achetés déjà prévus pour ou sinon il y a un peu de soudure à effectuer).
Il faut ensuite paramétrer dans Marlin leurs réglages
 (tension, etc.).
(tension, etc.).
EDIT
Pour que tout fonctionne, il faut évidemment que dans Arduino tu rajoutes la bibliothèque TMC
 .
.
-
Impression pas centré
Impression pas centréil y a une heure, mikebzh44 a dit :.. /.. Mais le truc en un morceau est long et une des extrémités s'imprime en dehors de mon LokBuid (alors qu'il y a de la place de l'autre côté).
Les gars, vous n'écoutez pas :
Le sujet de ce post est "Impression pas centré(e)
Je vous ai donné la solution, je m'en sers car moi non plus l'impression n'est pas centrée
Dans le Gcode de démarrage, que ce soit de Cura ou de Simplify, vous rajoutez juste avant que ça démarre :
G0 X0 Y0
Puis G92 Xxxx Yyyy en remplaçant xxx et yyyy par la valeur que vous voulez corriger
Chez moi ça donne ça :
CitationG21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
;G28 ; home all axis
;G29 ; bed level
G92 E0 ; zero the extruded length
G1 F200 E3 ; extrude 3mm of feed stock
G92 E0 ; zero the extruded length again
G12 P1 S2 ; nozzle clean
G1 X17.5 F4000
G92 X0 Y10
M117 Printing...
-
Profil 3D870
Profil PLA / PLA3D870il y a 6 minutes, Guillaume3D a dit :Et utilises-tu une Prusa MK3 ?
Non, I3mega et Chiron. En bowden ces valeurs sont plutôt courantes me semble t-il.
Pour le .ini, voir en pièce jointe.
-
Le re-design de ma CTC Prusa I3
Le re-design de ma CTC Prusa I3Oh m*rde !
Ça fait longtemps que j'ai pas posté...
Donc écran LCD2004, plateau MK52, E3DV6 et Steel Sheet de chez Trianglelab, et 2x TMC2208 en UART sur ma MKS Gen L.
Ma MKS Gen L a quasiment rendu l'âme, une cosse est morte. J'ai arraché la cosse tel un bûcheron et j'ai soudé directement dessus ma tête chauffante.
Les achats prévu :
-SKR v1.3
-2x TMC2130
-Ventilos de chez Trianglelab
-Gaine tressée pour rendre plus jolie la bête
-2x 608zz pour faire un porte-bobine digne de ce nom
Voilà ce que je compte faire pendant et après les achats pour la construction de ma guitare électrique !
PS: les photos arrivent dans l'heure.
-
CNC - NikodemBartnik
CNC - NikodemBartnikBienvenue au club !
La première erreur (classique) à éviter, c'est de modifier d'entrée les dimensions dans des proportions inconsidérées.
D'origine, la machine travaille sur X=185 x Y=410 (Z=57) et je pense qu'il est raisonnable de commencer par là, quitte à prendre des vis et guides un peu plus longues (en X) sans les couper dans un premier temps. Si ça se passe bien, ce qui dépend de la qualité des guidages, tu peux peut-être monter X à 200-250...
Second point, se contenter du cadre en profilé, sans traverses, et le fixer (avec un équerrage "aux petits oignons") SUR un plateau et non dessous. Ceci afin d'avoir plus de place en hauteur pour poser les pièces. Cela n'augmente pas la course Z, qui est de toute façon limitée par la longueur de la fraise employée, ça augmente seulement l'espace disponible.
En utilisant le chariot Y du "FranciscoF remix", le moteur X est déporté vers l'extérieur et tu gagnes 25 mm de course très facilement. La cote de 185 en tient compte.
Pour obtenir une bonne rigidité, il faut utiliser des douilles à billes longues (LMLUU) au lieu de deux courtes bout-à-bout, et évidemment des coupleurs massifs en alu (pas ceux en ressort).
Les vis T8 doivent être des 4 filets, 8mm par tour. Sinon tu vas être limité en feedrate.
Voilà déjà quelques pistes pour ne pas gaspiller tes sous.
Allez, au boulot !
-
J34NN1N3
J34NN1N3Hello les gens,
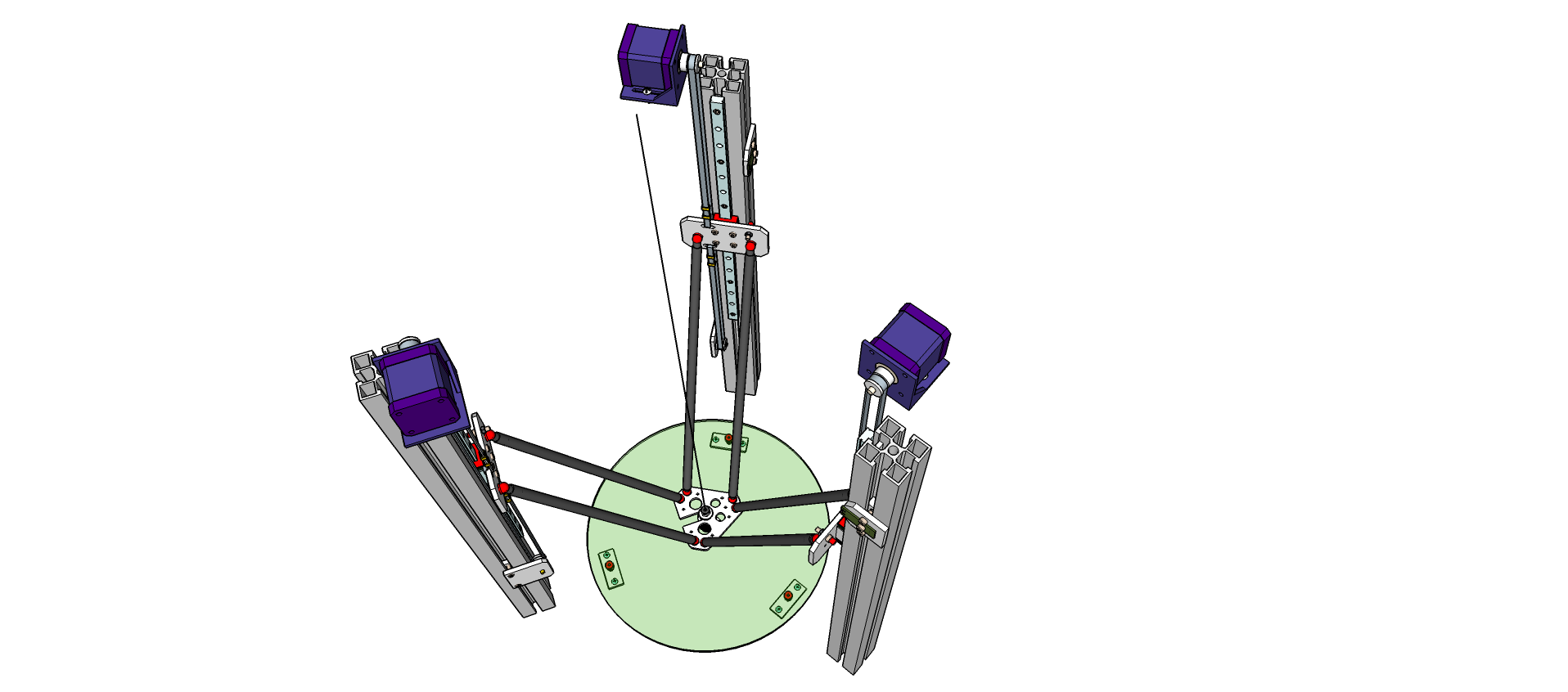
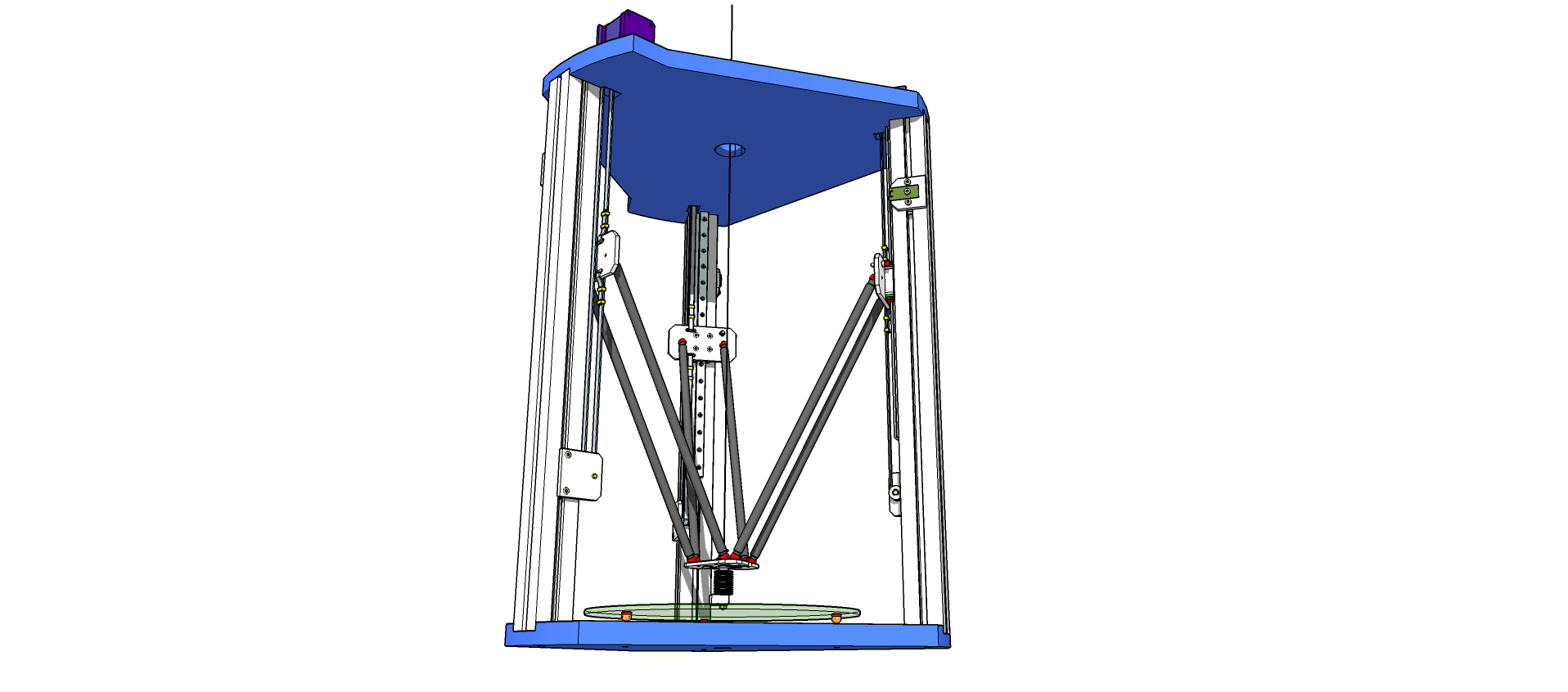
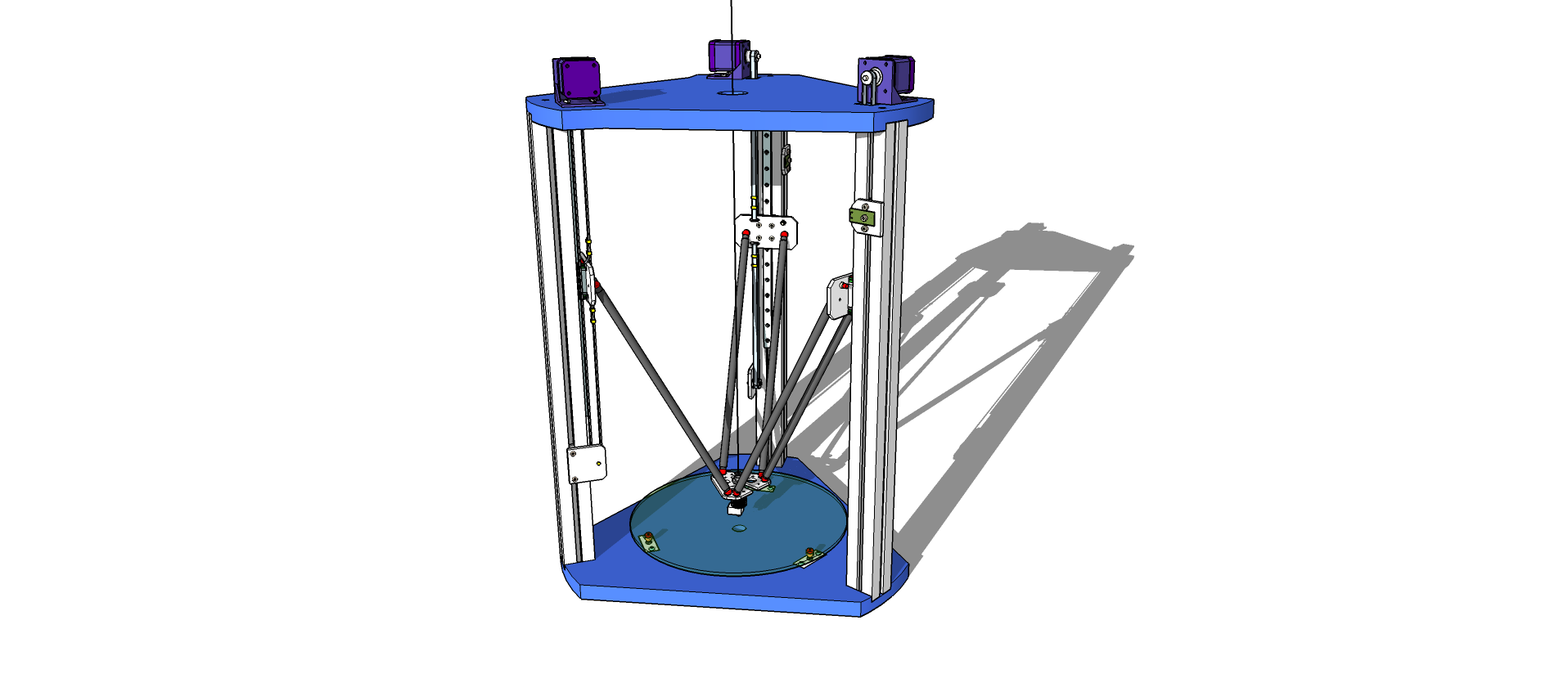
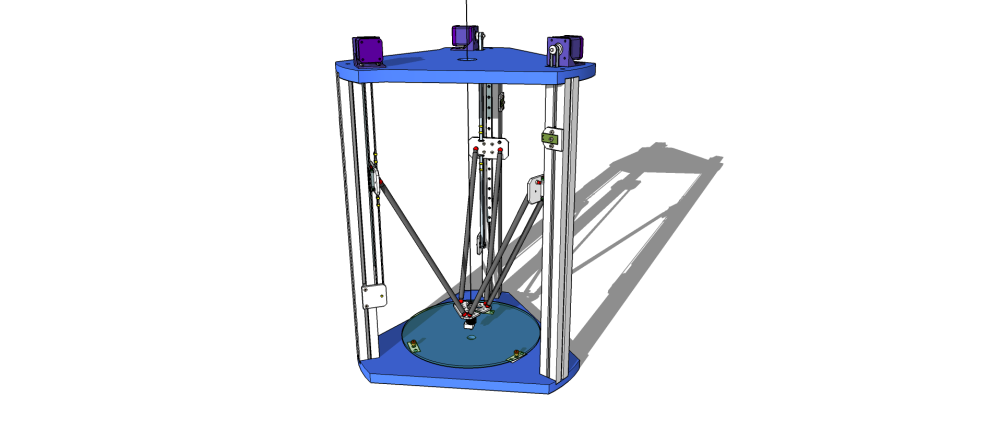
Pour faire suite à mon ancien projet de delta (S1M0N3), j'ouvre ce sujet sur la construction et mise au point de ma nouvelle delta J34NN1N3. Elle est construite depuis quelques temps déjà mais inactive car par manque de temps à lui consacrer elle n'a jamais reçu son marlin. Que de la méca donc pour l'instant. J'ai profité de l'expérience de la construction de S1M0N3 pour mettre celle-ci au point, notamment j'ai mis le paquet sur la rigidité du bâti. Tous les composants sont usinés dans de l'alu, les colonnes sont en gros profilé alu dénichés chez le ferrailleur, les plaques basse et haute sont usinées dans du médium de 18mm d'épais.
C'est rigide.
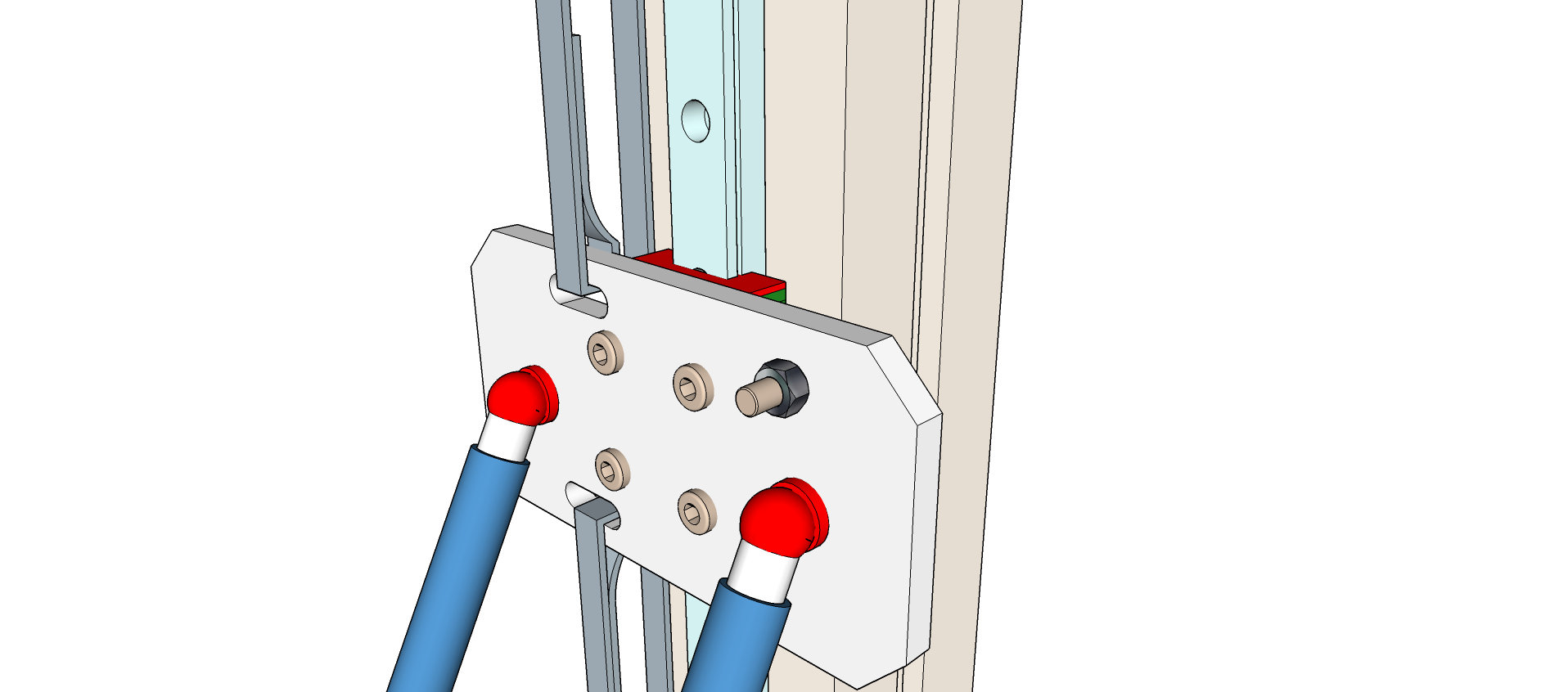
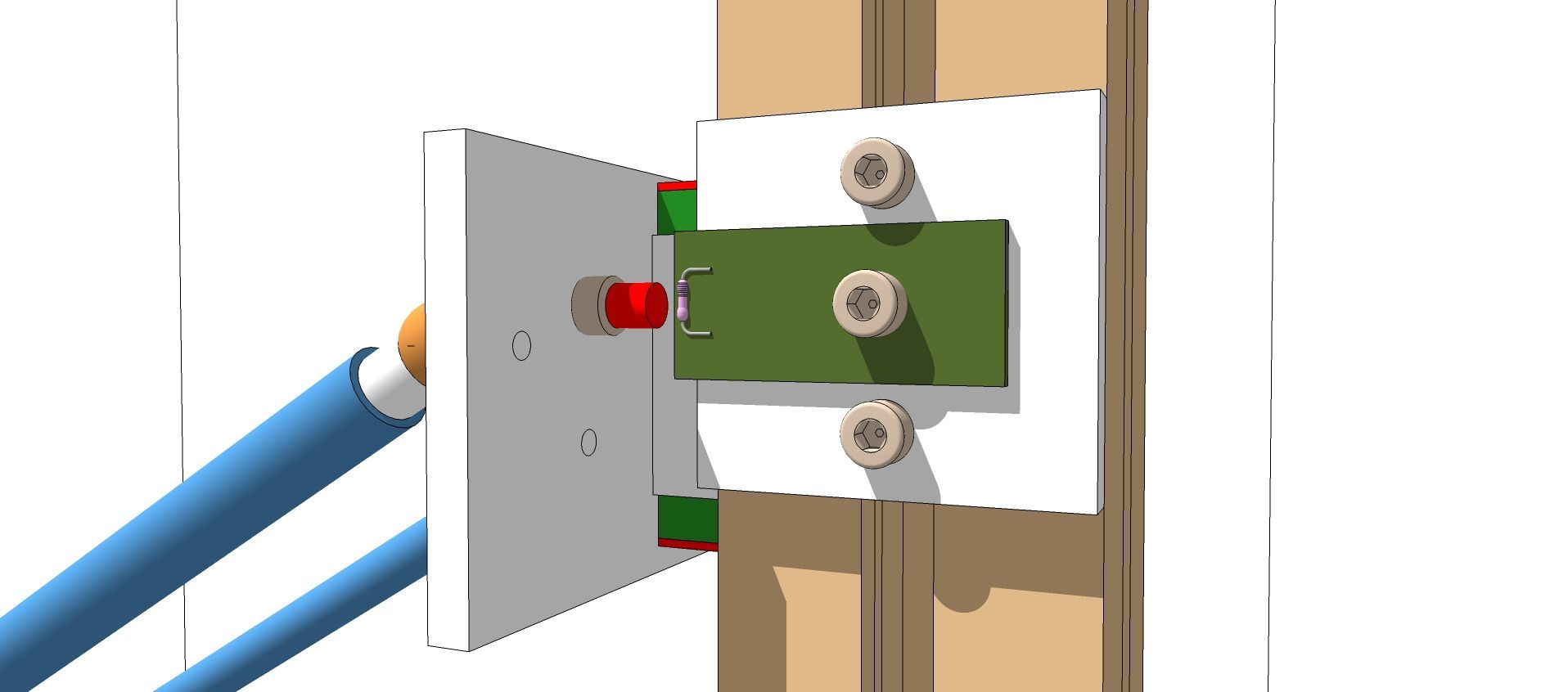
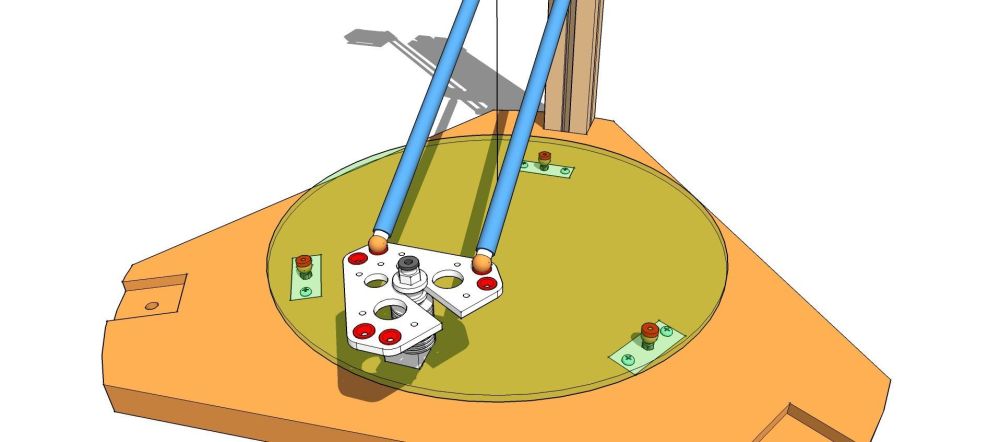
J'ai voulu garder le système de coupelles aimantées pour les articulation mais finalement çà ne me plait pas trop et j'ai commandé des rotules pour les remplacer. Ce qui m'obligera à réusiner les ascenseurs et l'effecteur.
Quelques photo de l'étude 3D:
La hot-end diy que j'ai récupérée sur S1MON3
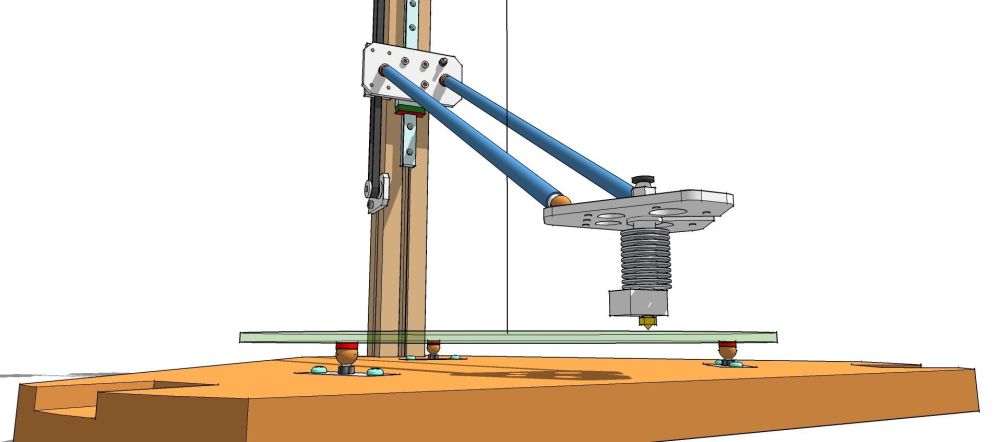
Le bed est en verre de 5mm d'épais soutenu par trois points réglagles en hauteur:
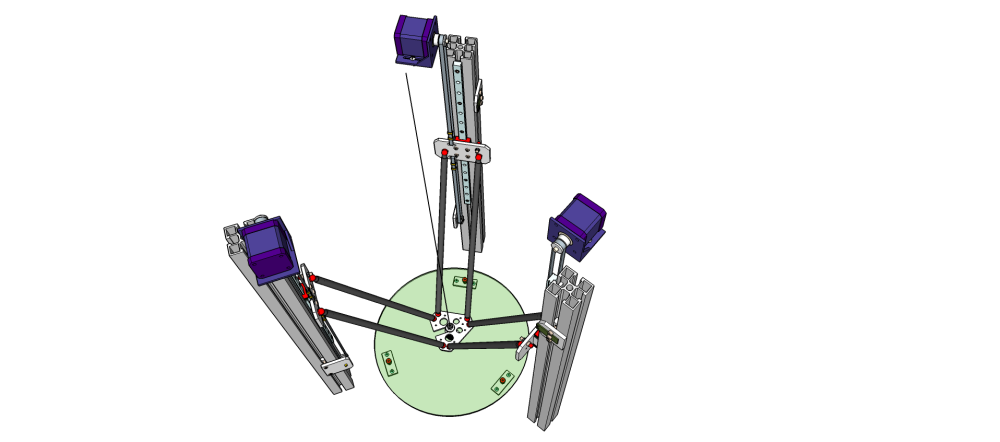
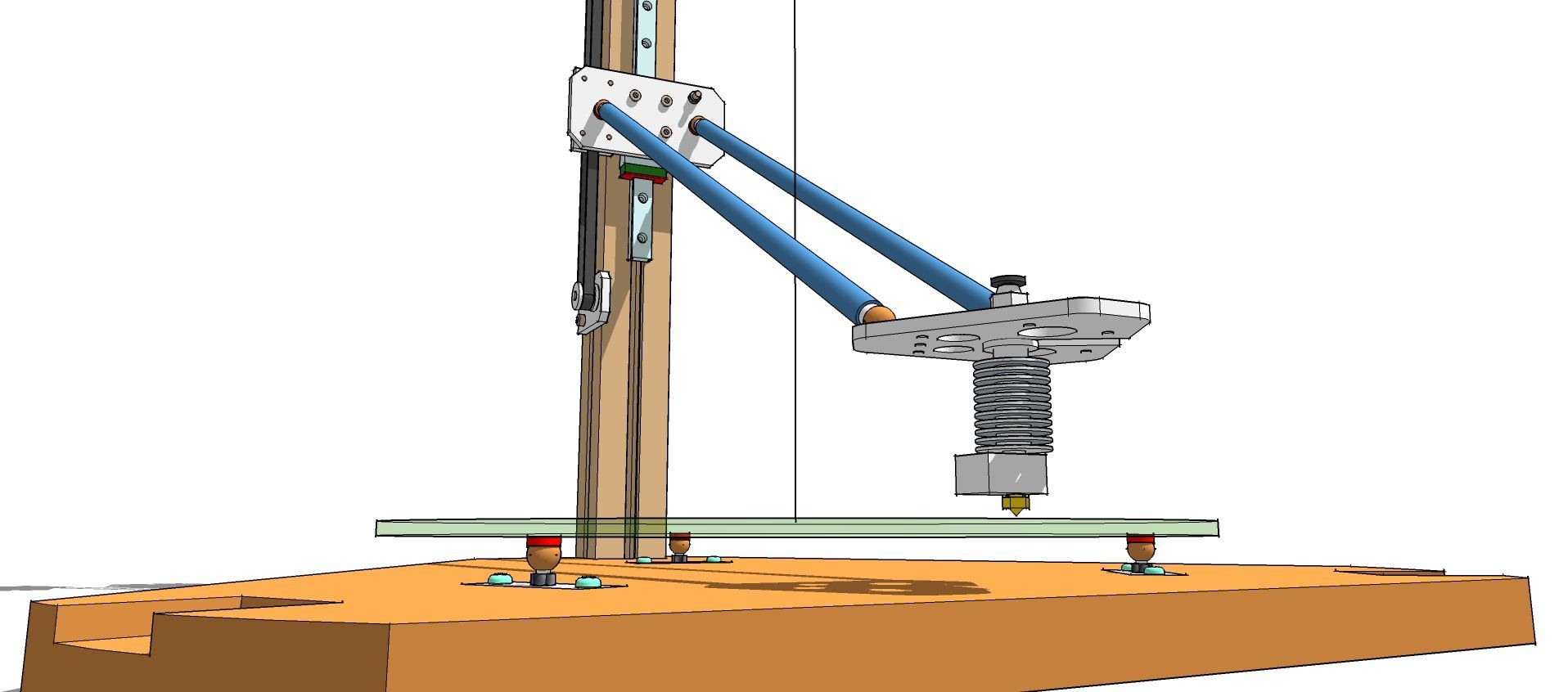
L'architecture générale.
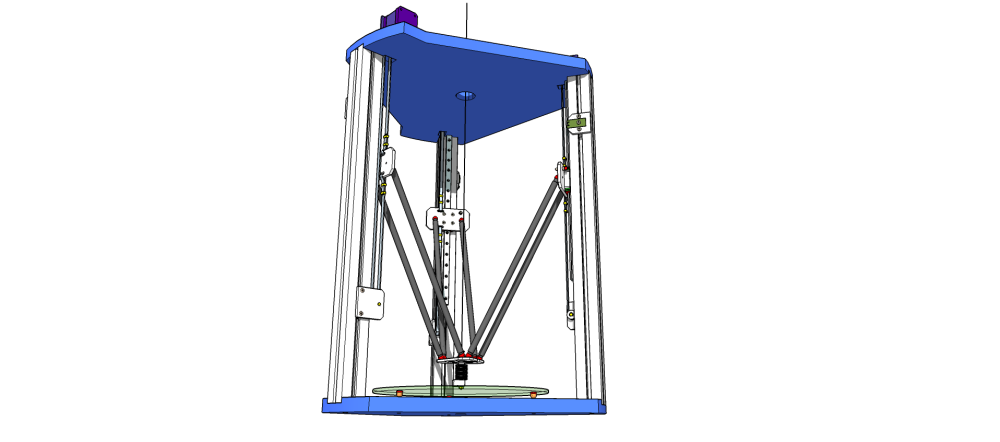
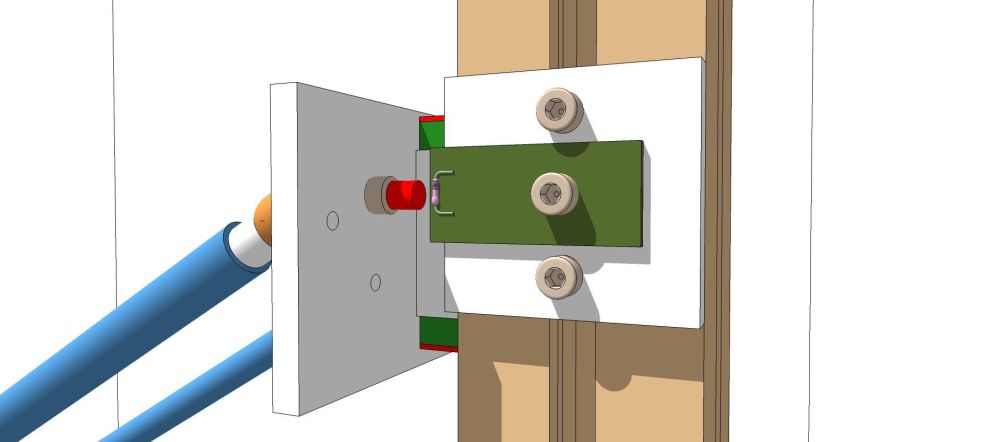
Les ascenseurs emmenés par des courroies GT2, peut-être plus tard remplacés par des cordelettes pour plus de souplesse de mouvement. La glisse sur des rails MGN15.
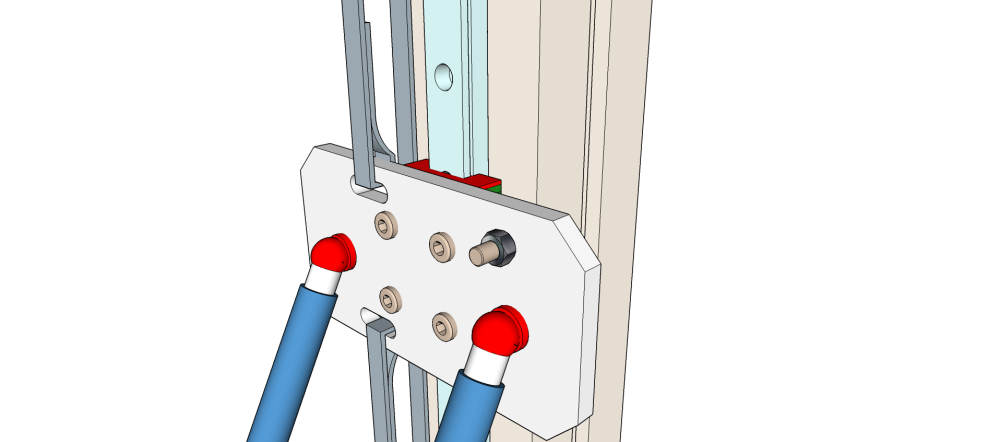
Les Endstops, comme sur S1M0N3 des ampoules ILS actionnées par un aimant placé sur l'ascenseur
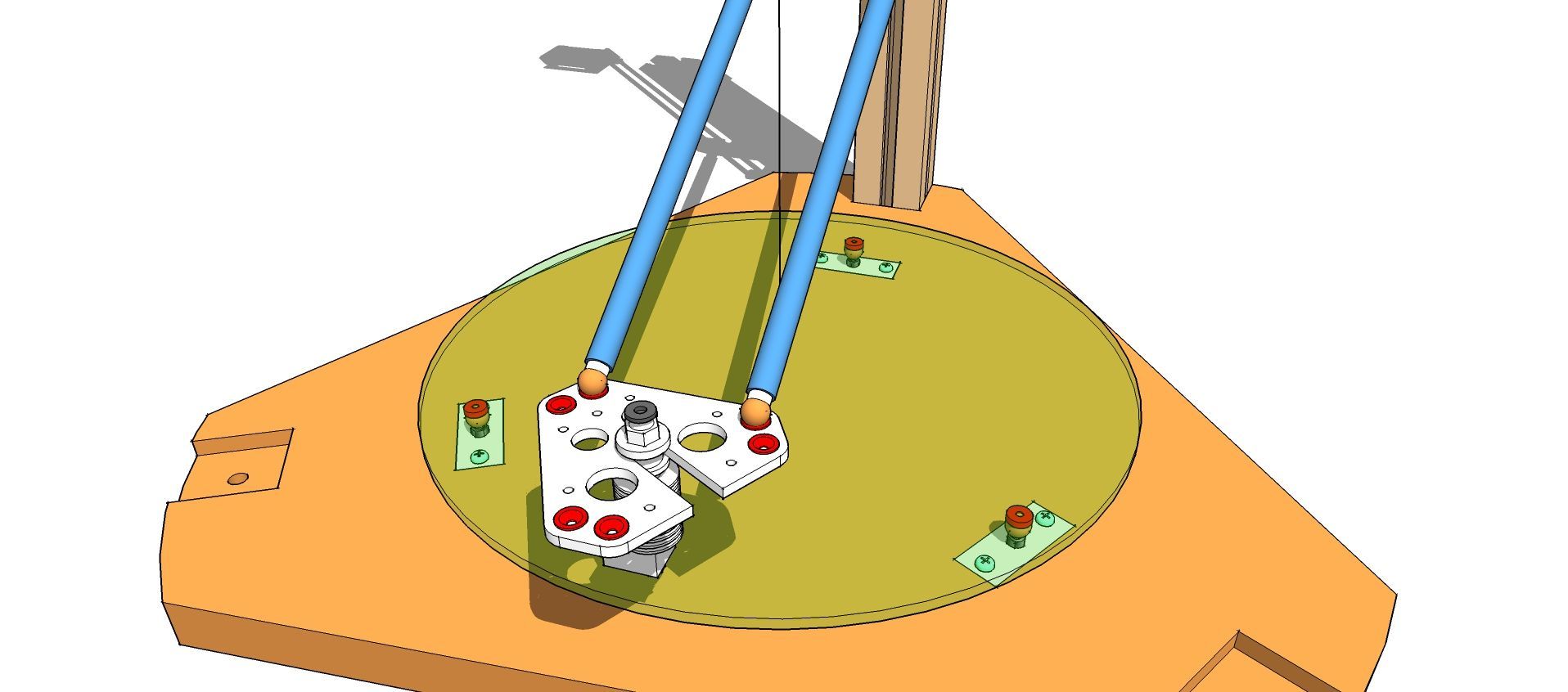
L'effecteur de S1M0N3 que j'utilise pour la mise au point mais que je vais devoir refaire quand j'aurai reçu les rotules:

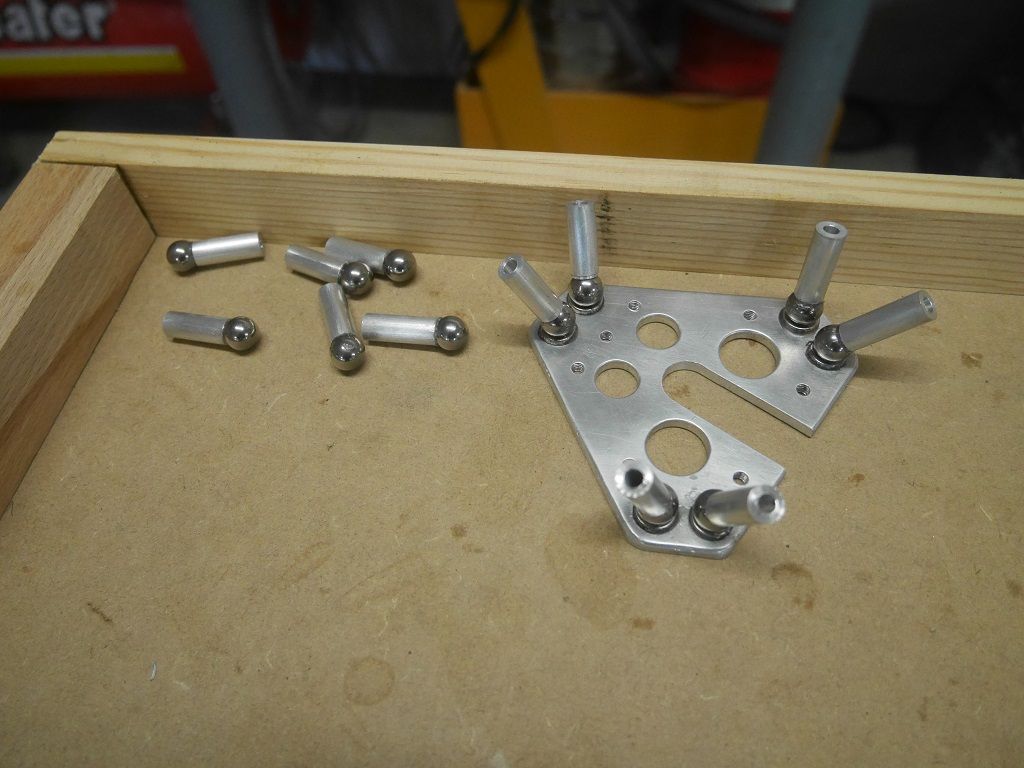
La fabrication des bras




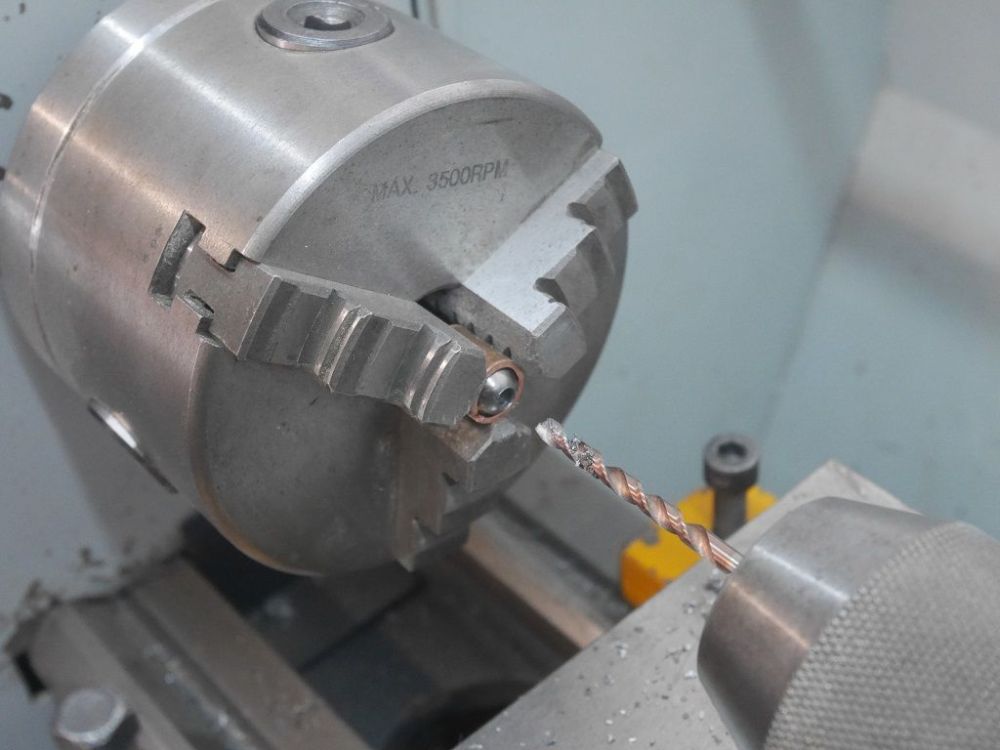
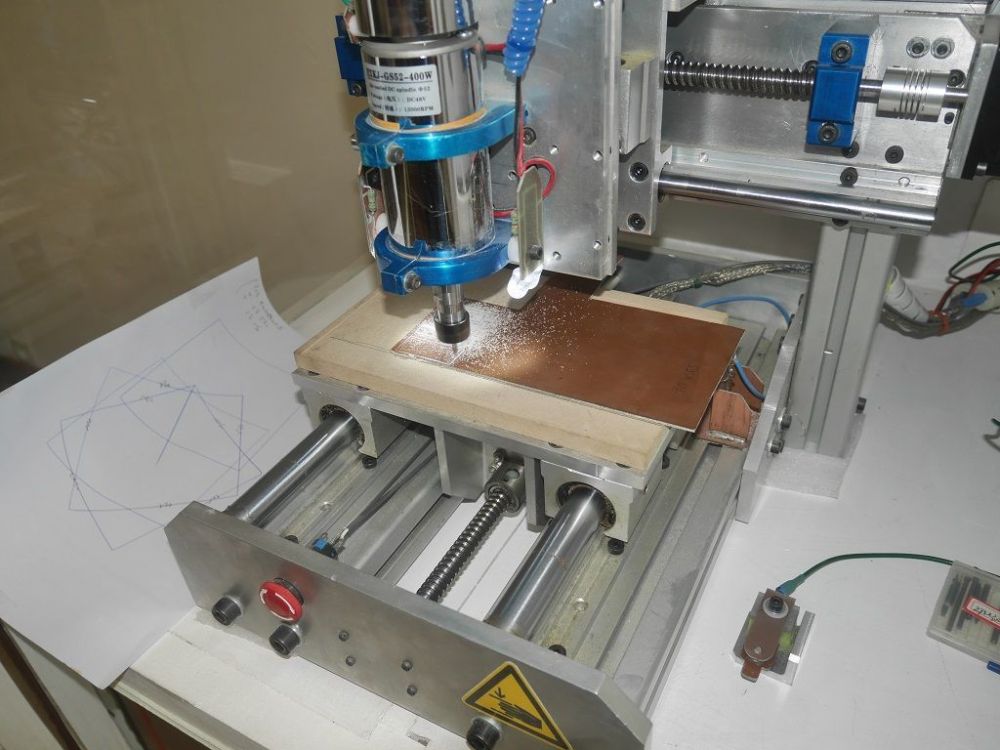
Usinage des trois ascenseurs sur ma CNC T1T1N3


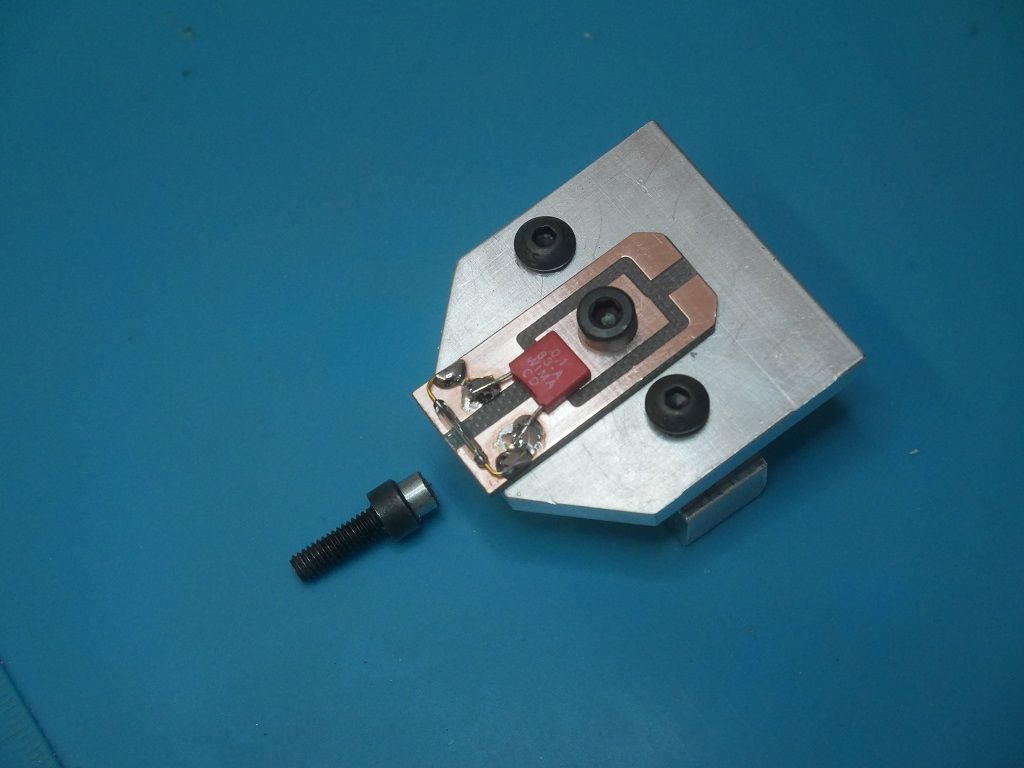
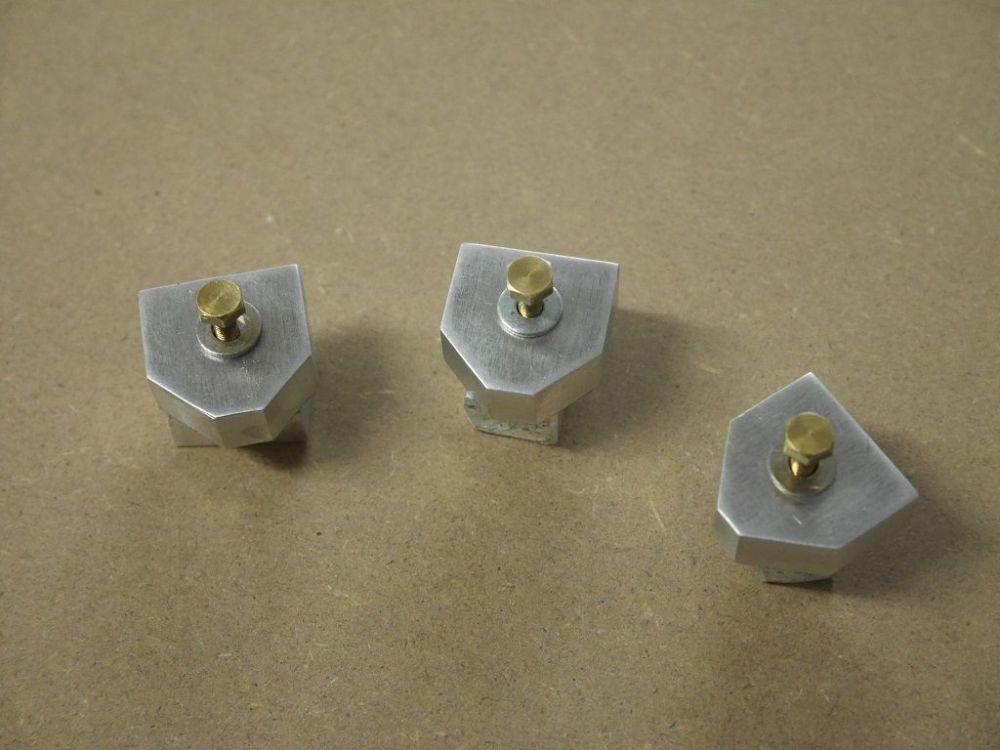
Les trois Endstop équipées d'ILS
Arrets bas
Je ne comprends pas trop ce qui s'est passé, j'ai fais "répondre à ce sujet" mais tout est dans le même post. Un peu long à lire et je m'en excuse.
Usinage des Endstop équipés d'ILS sur ma petite cnc CH4RL0TT3:


Ma foi, je viens de répondre à mon (mes) posts et j'ai eu une fenêtre qui m'annonce "vos réponses on été fusionnées"
 . Du coup je vais attendre avant de continuer.
. Du coup je vais attendre avant de continuer.
-
Delta diy ( CR 10->hypercube->CR diy-> delta diy)
Delta diy ( CR 10->hypercube->CR diy-> delta diy)Bonsoir,
Pour les anges des bras, il ne faut pas descendre en dessous de 25°.
A savoir aussi que plus ils sont longs, moins les moteurs ont de courses à faire pour déplacer la tête, et plus l'imprimante pourra aller vite.
Envoyé de mon ONEPLUS A6003 en utilisant Tapatalk
-
mon partage d experience avec les deltas: comment eviter les galeres,comment regler correcteme
mon partage d experience avec les deltas: comment eviter les galeres,comment regler correctemesalut les amis
je viens ici car j ai acquis depuis janvier une delta anycubic
bien entendu j ai su par la suite que les deltas etaient horrible a parametrer et j en ai fais les frais ...
etant habitué a me débrouiller seul et comprenant l anglais quasi couramment j ai eu la chance de comprendre mes erreurs
par contre j imagine pas une personne qui n a ni la motivation ni aucune competence ce debrouiller seul sur une machine de ce type
j ai passé des heures et des heures a lire et tester, j ai changer ma carte arduino etc etc
j ai a l heure actuel que partiellement resolu tous mes problemes mais je sais maintenant comment tous regler correctement
")
je viens ici donc vous donner quelques conseils pour ceux qui sont tombés love de ce type de machine:
-ne pas partir sur une carte arduino..certe c est bien pour débuter mais le probleme c est que le processeur est pas assez puissant pr gerer les calculs d une delta!!ça va entrainer des erreurs de print a certaine vitesse!de plus une carte smoothieboard skssbase coute moins de 50e donc autant en profiter
-ne SURTOUT pas essayer de partir sur une config sans capteur pour regler le niveau!! et oui j ai passé des heures a tout essayé,site esch3D et rien a faire mon plateau etait pas bon a certains endroits..j ai eu au finale confirmation par arthur(le dev de smmotieware) que c etais tres difficile voir impossible d avoir un calibrage de qualité sans ça!!et puis ça coute rien
il m a conseillé non pas le capteur inductif ou capa mais un microswitch(d ailleurs les videos sur le net de precision montre que ce genre de capteurs sont les plus precis et en plus les moins cher) qu on retirera une fois la calibration effectué
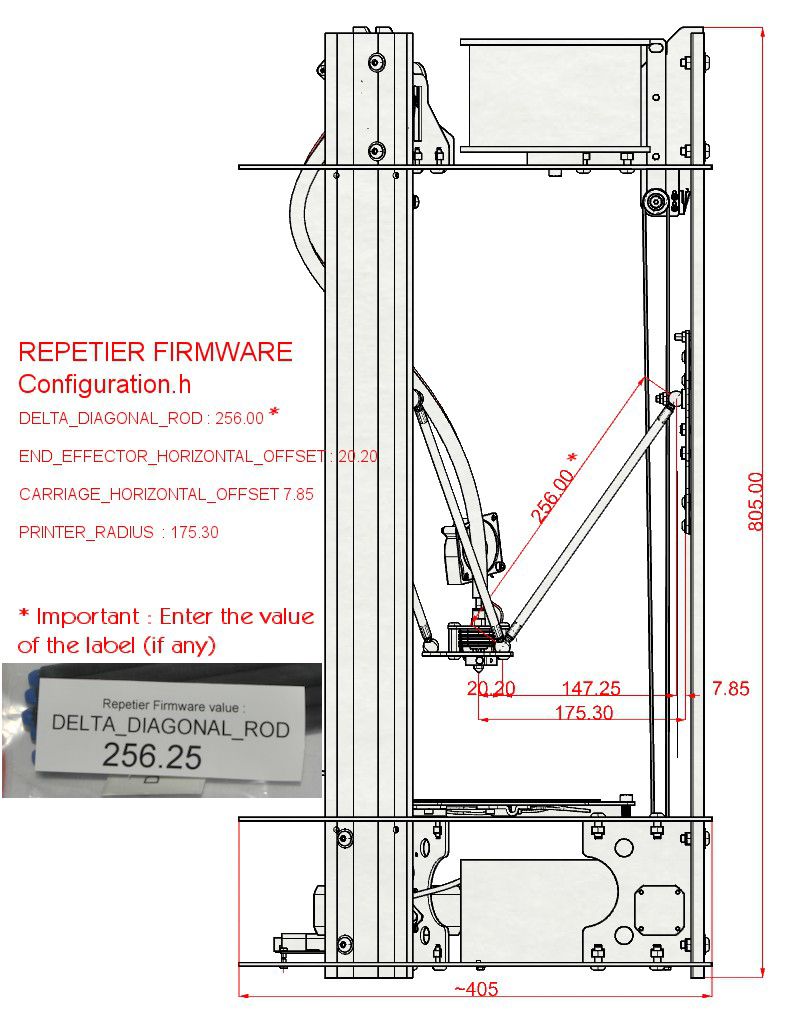
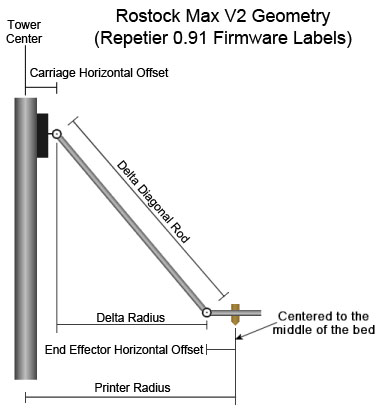
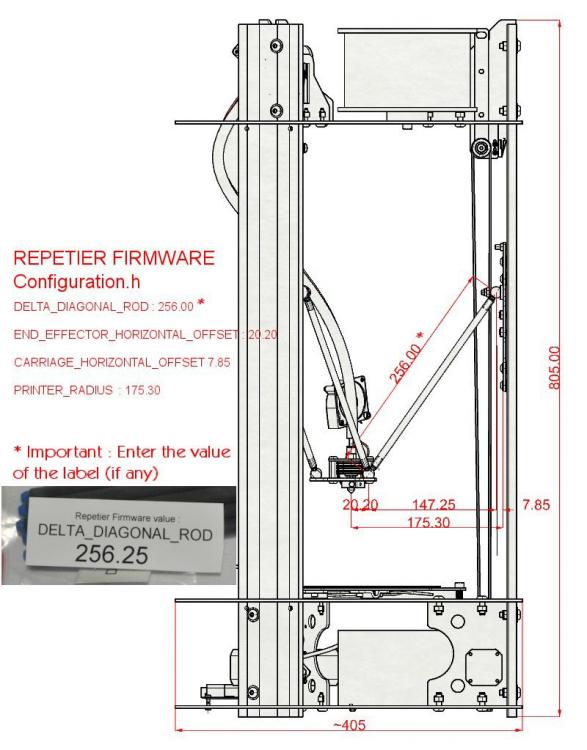
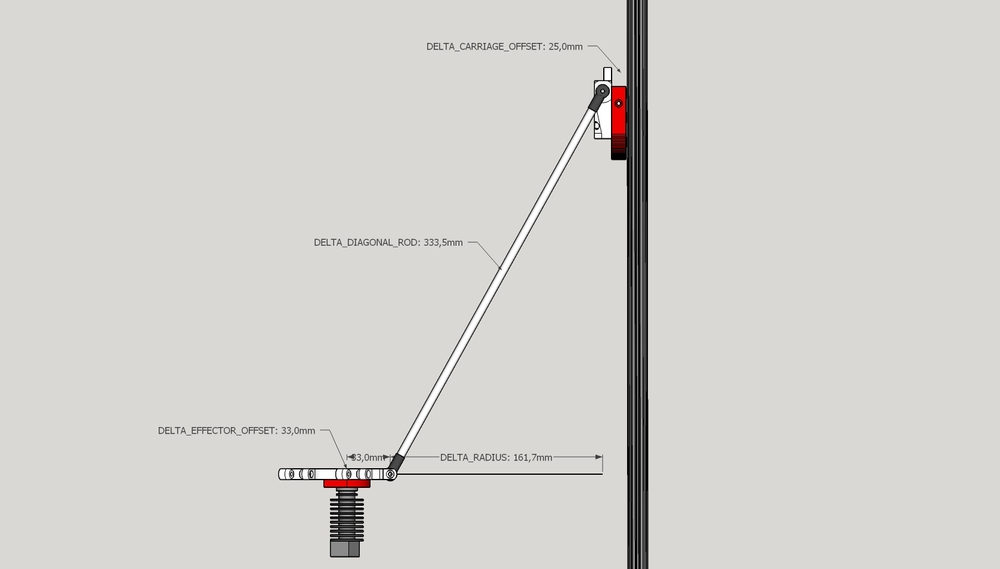
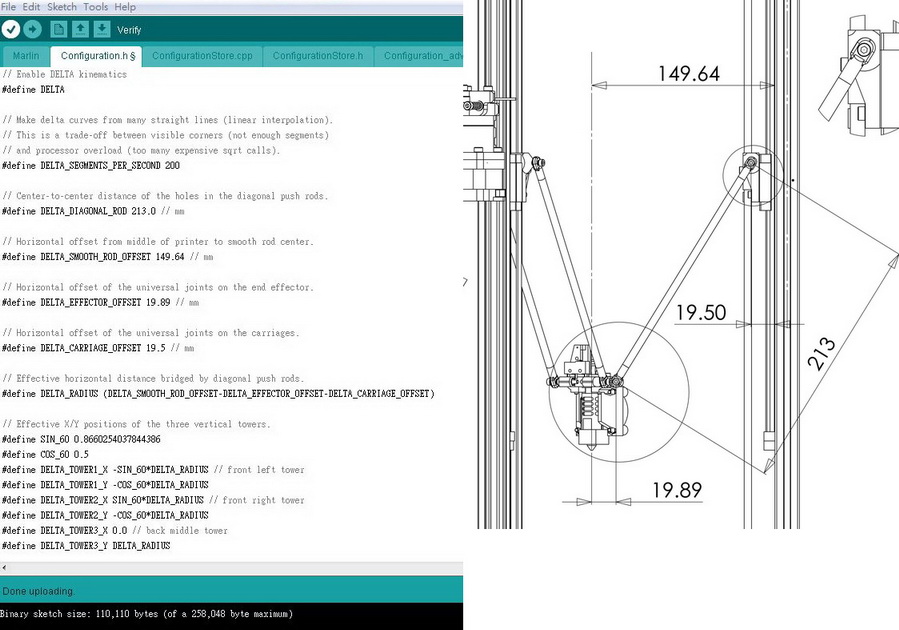
-certains parametres sont super important sur une delta: diag rod qui est la distance entre les deux axes d un bras de la delta, et le delta radius qui est la distance horizontale entre deux axes d un bras lorsqu on est en position "home" . ces deux valeurs seront a mesurer le plus précisément possible .
le diag rod devra etre modifié si apres avoir imprimé un cube test de 1cm ,les cotes ne sont pas respecté.
je mets des photos qui m ont bien aidé!
bref je vous conseil si vous en voulez une d eviter l anycubic non pas qu elle est mauvaise au contraire le support est au top(je leurs ai envoyé de nombreux mails), le manuel est tres bien fait,pas mal de videos sur youtube avec toutes les etapes mais...et oui ya un mais, de serie il n a aucun capteur!!! or la micromake d1 a un microswitch de serie du coup avec ce modele je n aurai jamais autant galéré et j aurai deja imprimé depuis un bail!!
je vous met le genre de probleme que j ai rencontré alors que j ai suivi toutes les recommandations (m666 pr les endstops,esch3d etc etc mais il est impossible d avoir un plateau parfaitement réglé sans un capteur )
voila j espere qu on puisse etre un petit groupe pour partager nos déboires et les manieres de les resoudres
.JPG.918ba3f824c70a6bd2839ece421bdd6c.JPG)
-
Filtrer l'air d'une imprimante
Filtrer l'air d'une imprimantedans ce fil, j'ai vu les mots "principe de précaution", "nanoparticules", "cancérigène"... autant de mots qui empêchent de réfléchir et qui permettent confortablement de passer en mode panique et sont autant de prétexte à faire n'importe quoi...
entendons nous bien, chacun est bien libre de dépenser ses sous comme il l'entend, je ne remets pas ça en cause (à condition que cela soit bien ses sous, quand il s'agit pour un prof de faire des trous pour ventiler dans un bâtiment qui ne lui appartient pas et sans qu'il ne paye lui même pour ces travaux, je n'ai pas autant de tolérance...).
mais il serait bon de poser un peu les chiffres et de faire des calculs simples, disons niveau collège.
pour mon exemple personnel, j'ai une flashforge, qui imprime de l'abs, soit 40 microgrammes par minute d'après http://www.clubic.com/mag/sciences/actualite-793916-impression-3d-sante.html soit pour une impression de 10 heures, 24 000 microgrammes de "nanoparticules" (le mot pour faire peur) soit 24 milligrammes de vapeurs diverses, et principalement de styrène.
mon imprimante est dans ma chambre, parfois je lance une impression la nuit, et je dors avec l'imprimante en fonctionnement. ma chambre fait 24 m2, avec 2 m 90 sous plafond, soit un volume de 70 m3. en hiver, je dors la fenêtre fermée, je ne ventile pas (en dehors de ce qui passe naturellement sous la porte...) 70 m3 d'air représente 90 kg d'air... on est donc à une concentration à la fin de l'impression de 0,26 ppm (partie par million), avec une chambre 4 fois plus petite que la mienne, on serait toujours à 1 ppm...
ici : http://www.planetoscope.com/Le-corps-humain/1098-litres-d-air-transitant-dans-nos-voies-respiratoires.html on me dit que je respire chaque jour 15 m3 d'air, si je reste 10 heures dans ma chambre, la soirée + la nuit, je respire 6 m3 d'air dans la pièce, soit environ 9 % de l'air contenu dans ma chambre, et si les vapeurs de styrène sont uniformément réparties dans ma chambre, je "mange" environ 2 mg (milligrammes) de styrène par nuit. cependant, vu que le styrène est plus lourd que l'air, je ne vois pas pourquoi il serait uniformément réparti dans l'air et pourquoi il ne se déposerait pas au sol... et comme au petit matin je ne lave pas le sol en le léchant, je suis sauvé... mais restons avec l'hypothèse que je respire ces 2 mg de styrène par nuit. c'est beaucoup ou pas par rapport à 1 taf sur une cigarette ?
et pour conclure, sur le styrène, on lit ici https://fr.wikipedia.org/wiki/Styrène qu'on le trouve de manière naturelle dans les fruits, les légumes et la viande... alors faut il arrêter de se nourrir pour être logique avec soi même avec ses peurs irrationnelles ?
-
Marlin et le temps d'impression
Marlin et le temps d'impressionBonjour à tous.
Utilisateur d'une Creality Ender 3-S1 fonctionnant sous Marlin 2.0.8, j'ai une magnifique barre sur l'écran m'indiquant la progression de l'impression et une autre ligne soit disant m'informant de la durée totale de cette dernière et du temps restant.
Alors je ne suis pas un AS du Marlin, mais toutefois je sais le compiler; le 'bricoler" ayant paramétré mon imprimante à ma "main" et voilà que je me focalise sur ce temps d'impression, dont les ordres GCode gérant ces fonctions sont si je m'abuse les M31, 73, 75, 76, 77.
L'étude du GCode d'un fichier STL ordinaire, fait apparaître des lignes informatives à cause du ";" TIME suivie d'une valeur en seconde identique à ce que Cura m'a donné, puis presque tout à la fin du même fichier TIME_ELAPSED suivie d'une valeur identique à la première. Et j'ai bien du mal à trouver comment Marlin lit le STL et en tire les durées d'impression qu'il peut joyeusement afficher sur l'écran de la machine.
Car j'aimerai que ces affichages soient en relations avec les durées affichées dans Cura.
Merci d'avances pour vos explications où ruses et astuces à ce sujet