deledav
-
Compteur de contenus
53 -
Inscrit(e) le
-
Dernière visite
Récompenses de deledav
")





-

- autre - Retraction Ideamaker
deledav en réponse au topic de deledav dans Paramétrer et contrôler son imprimante 3D
Salut, Tu dois créer toi même ton propfil. Dans les paramètres imprimante, tu met tes dimensions. Après si tu viens de S3D tu ne devrais pas être trop dérouté. Tu recopies les mêmes paramètres. -
- autre - Retraction Ideamaker
deledav en réponse au topic de deledav dans Paramétrer et contrôler son imprimante 3D
Salut, Merci pour ta réponse Dans cura c'est ce que j'ai ça passe nikel. Après je ne suis pas en direct drive donc forcement un peu plus haut. C'est normale car je suis en buse de 0.6. Et c'est aussi peut être pour ça que mes valeur sont aussi haute. Ça me rassure alors. Du coup peut être qu' en le supprimant je pourrais avoir des chiffres un peu moins élevés en rétraction. J'essayerais donc sans z hop mais sur de petits prints et j'augmenterai progressivement sur de plus long. Car j'ai pas envie de foirer des prints de plusieurs jours. Pareil alors que j'étais septique et c'est vraiment impressionnant. Je l'ai essayé car il y avait des fonctions qui n’étaient pas dans cura. Là je dois encore regarder les support comment ça fonctionne. J'ai vu vite fait pour l'instant. A voir si on peut régler l'espacement entre le support et la pièce pour qu'ils soient facile à enlever. Et aussi empêcher les support de se mettre à certains endroit comme dans cura. Mais j'ai pas vu. J'ai pas approfondi non plus. -
- autre - Retraction Ideamaker
deledav a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Salut, je suis en train d'optimiser Ideamaker mais je galère sur ma rétraction. (je ne suis pas novice en réglage) J'ai repris mes paramètres de température, distance, de flow et vitesse dans cura avec lesquels c'est parfait. Pour le flow j'ai un doute dans ideamaker: On le règle ou? Dans les paramètres des filaments ou dans "avance" => "surpasser le débit"? J'ai remarqué aussi que lorsque je joue sur le Z hop et que je le met à zero c'est parfait alors que si j'en met c'est horrible. Je voudrais en mettre par sécurité pour éviter les frottements lors des déplacements. (dans cura je suis à 0.7 et aucuns soucis de rétraction) Merci pour votre aide.
-
Salut, mon projet est toujours d'actualité et je pense le commencer bientôt. Je fais mes plans ce week end. Mon choix s'est arrété sur un volume de 500*500*500. Je vais partir sur du rail linéaire Misumi. Par contre j'hésite sur 2 config: Option 1: full rail: qui devrait être plus simple à fixer car pas de pièces à imprimer. Juste de bonnes équères pour fixer le bed aux patins ainsi que d'autre pour les X et Y mais rien de complexe. Option 2: 4 arbres pour le Z mais j'ai peur que ça soit moins rigide que des rails. Puis il faut imprimer des pièces pour les roulements.
-
Salut, à mon avis il n'y a pas de secret; il faut mettre de la qualité dans xyz et ça se comprend.
-
oui mais ici on parle de précision, avec une certaine tolérance au niveau des jeux.
-
Salut, j'ai le même projet mais quand je vois les composants que tu va acheter, tu n'as pas peur d'avoir de mauvais résultats en ne prenant pas de la qualité?
-
[Alfawise U20] Guidage linéaire IGUS
deledav en réponse au topic de Neolink dans Alfawise / Longer3D
Salut, Super projet. Tu en est ou pour ton Z? Ca t'es revenu à combien tes rails en igus? -
Ok merci Tu as commandé sur le groupe Facebook via Henri Rodat?
-
Salut, beau projet Tu en a eu pour combien toutes tes pièces en misumi?
-
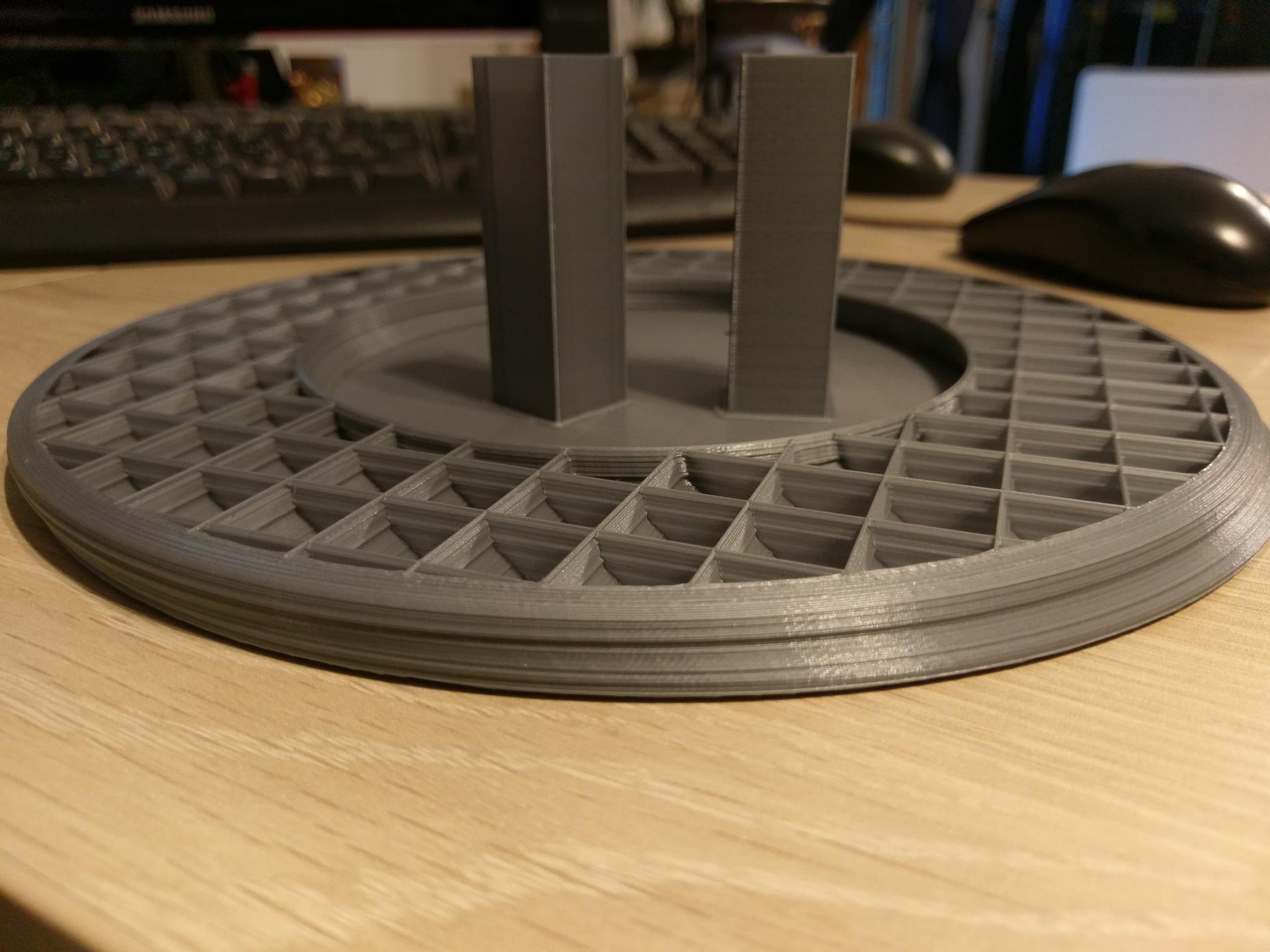
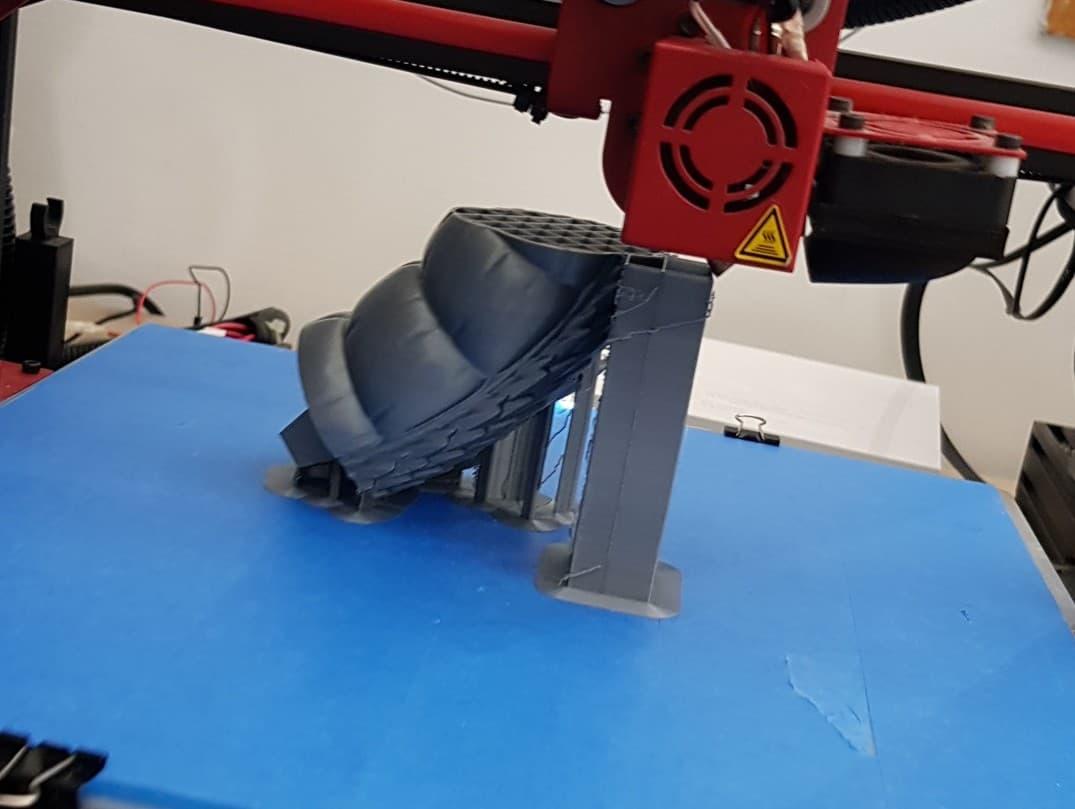
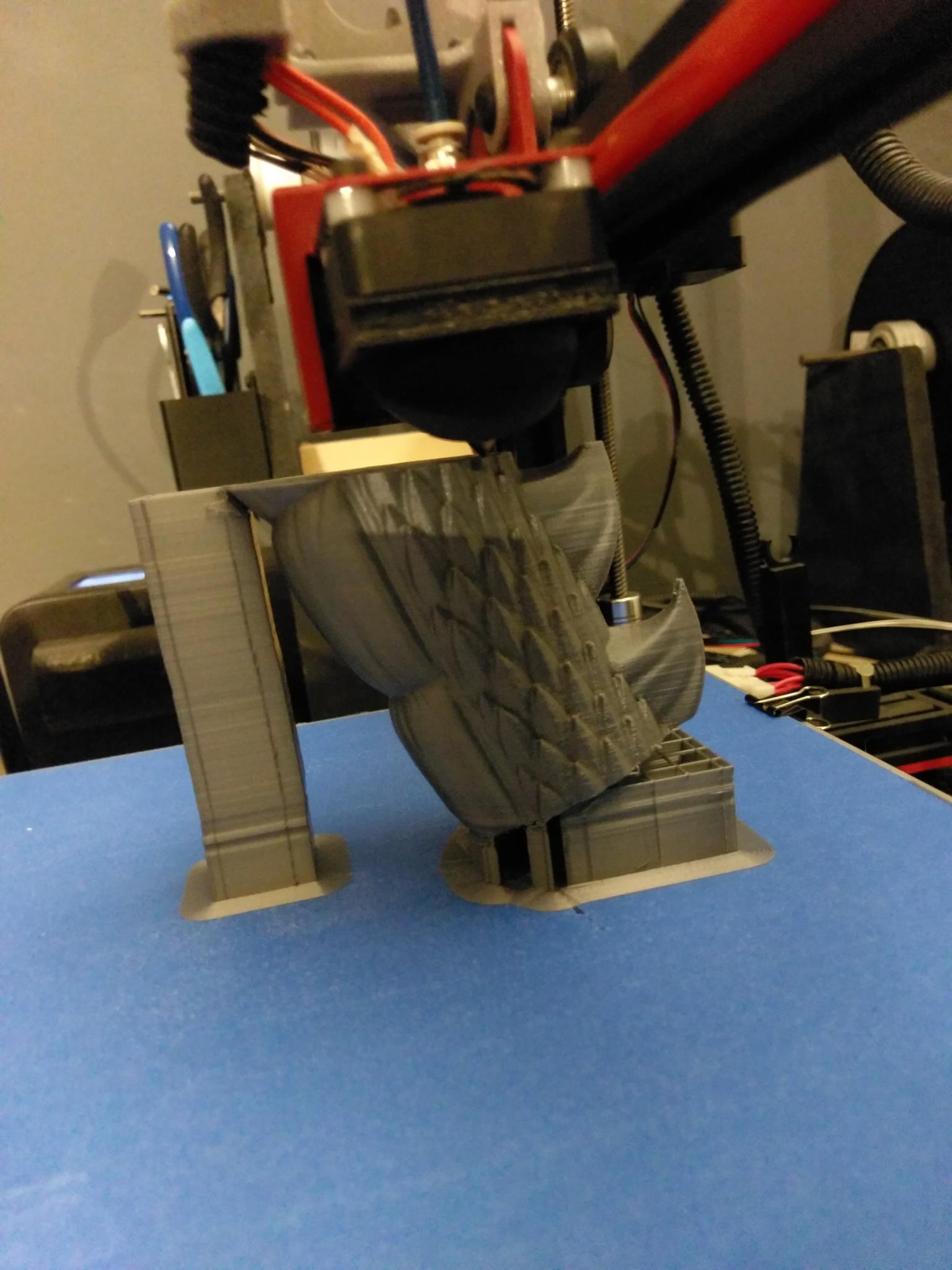
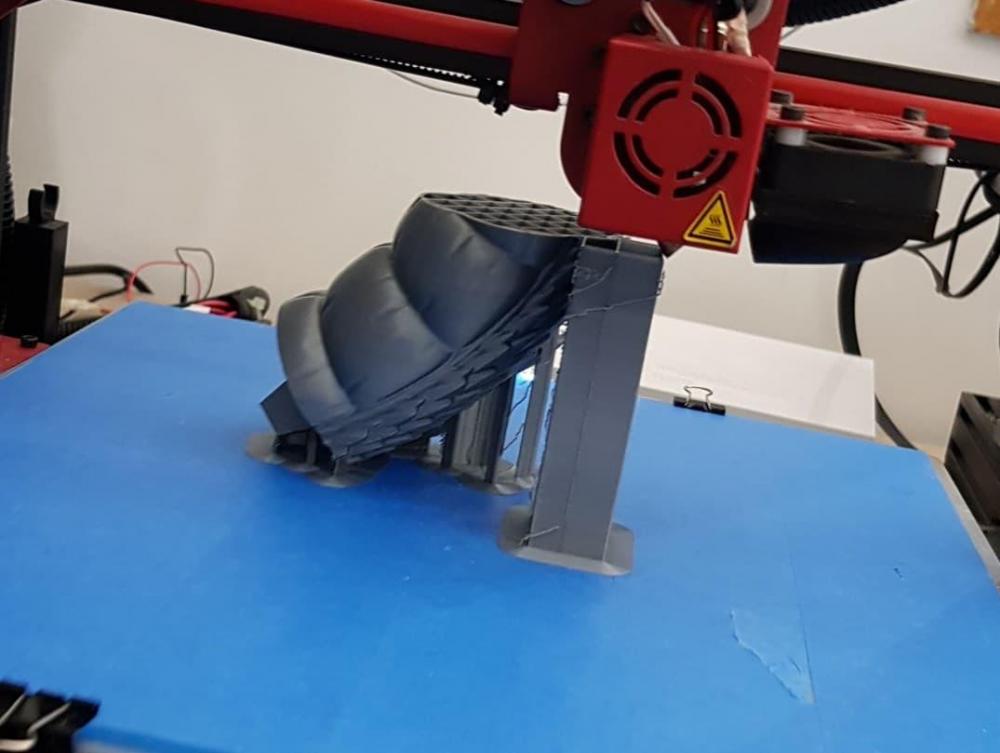
Salut, Je suis confronté à un problème de fou. Depuis peu sur de grands volume j'ai des décalages comme vous pouvez le voir sur les photos. Par contre de petites pièces au centre pas de problème c'est top. Sauf que je me suis aperçu ce matin avec 2 pièces plus ou moins pareil mais pas printé dans le même sens, j'ai eu le problème. Voici tout ce que j'ai fait mais je commence à être à court d'idée. -Changé toutes mes roues en Z. -Contrôlé tout les points dur ( je n'ai pas de wobble (preuve avec les 2 tours que j'ai mis sur le grand cercle qui s'est décalé) -Formaté ma carte sd et aussi supprimer la rallonge sd. -Vérifié toute la visserie. -Tension de drivers ok -Tension des courroies ok. Même avec différentes tension ça ne change rien. Par contre j'ai ma courroie en y qui se vrille légèrement. (c'est peut être la cause?) -Le slicer j'y crois pas car je print sur ma ender3 et pas de soucis et ni même avant sur ma u20. -Hotend bien serré. Je suis à court d'idée. Il ne me reste peut être à changer ma courroie qui se vrille légèrement. Je précise que je ne débute pas et je sais régler mes machines.

-
Buse 0.6
deledav en réponse au topic de deledav dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Bon en augmentant ma température à 215 l'extrudeur ne claque plus et mes couches sont plus belle. Par contre impossible de régler ma rétraction. J'ai tout essayé avec les distances de 2mm à 11mm et le vitesses de 20mm/s à 90mm/s et rien n'y fait. -
Buse 0.6
deledav en réponse au topic de deledav dans Entraide : Questions/Réponses sur l'impression 3D
Non c'est pas ça malheureusement. Je me demande si c'est pas lié avec un trop gros débit qui arrive et qui ferait claquer l'extrudeur. Mon thin wall est bon donc ça doit être un autre paramètre. J'ai remis ma buse de 0.4 et pas de problème. -
Salut, Je viens de changer de buse pour passer de 0.4 à 0.6 mais j'ai un petit soucis. J'ai recalibré le flow avec un thin wall de 0.6 et j'ai dû baisser ma largeur de couche à 0.59 sinon j'avais des bourrelets dans 2 angles. Ensuite ça se complique. Je vérifie ma rétraction et plus rien est bon mais je ne suis pas surpris. Je suis obliger de baisser ma t° à 195° et augmenter ma distance à 5mm et la vitesse à 60mms mais c'est pas top. J'ai aussi mon extrudeur qui claque un peu sur les 1eres couches. Je suis en direct drive avec extrudeur bmg et hotend mk8. En buse de 0.4 tout allait bien et mes rétractions étaient à 3mm et 50mms. Pla à 200° Je sèche un peu et ça me parait bizarre de devoir encore monter les paramètre de rétraction, sur en direct drive. Si quelqu'un aurait une piste. Merci.
-
[Dev] AlfaWise U20x-U30 : Marlin 2.x (firmware alternatif)
deledav en réponse au topic de CacaoTor dans Alfawise / Longer3D
Salut, Je me demande si j'ai pas un bug avec le capteur de fin de filament. J'ai vu que vous en parliez plus bas. Lorsque je démarre un print, le filament ressort (une grosse retraction) et je suis obligé de purger plusieurs fois pour ré injecter le fil. J'ai pourtant bien mémorisé le capteur de filament sur arrêt. Par contre si j’éteins pas la machine et que je lance un autre print derrière je n'ai pas le soucis. Sinon je test tout ça depuis ce matin et ça m'a l'air bien. Merci pour votre travail. bravo.