cameleon
-
Compteur de contenus
256 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par cameleon
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
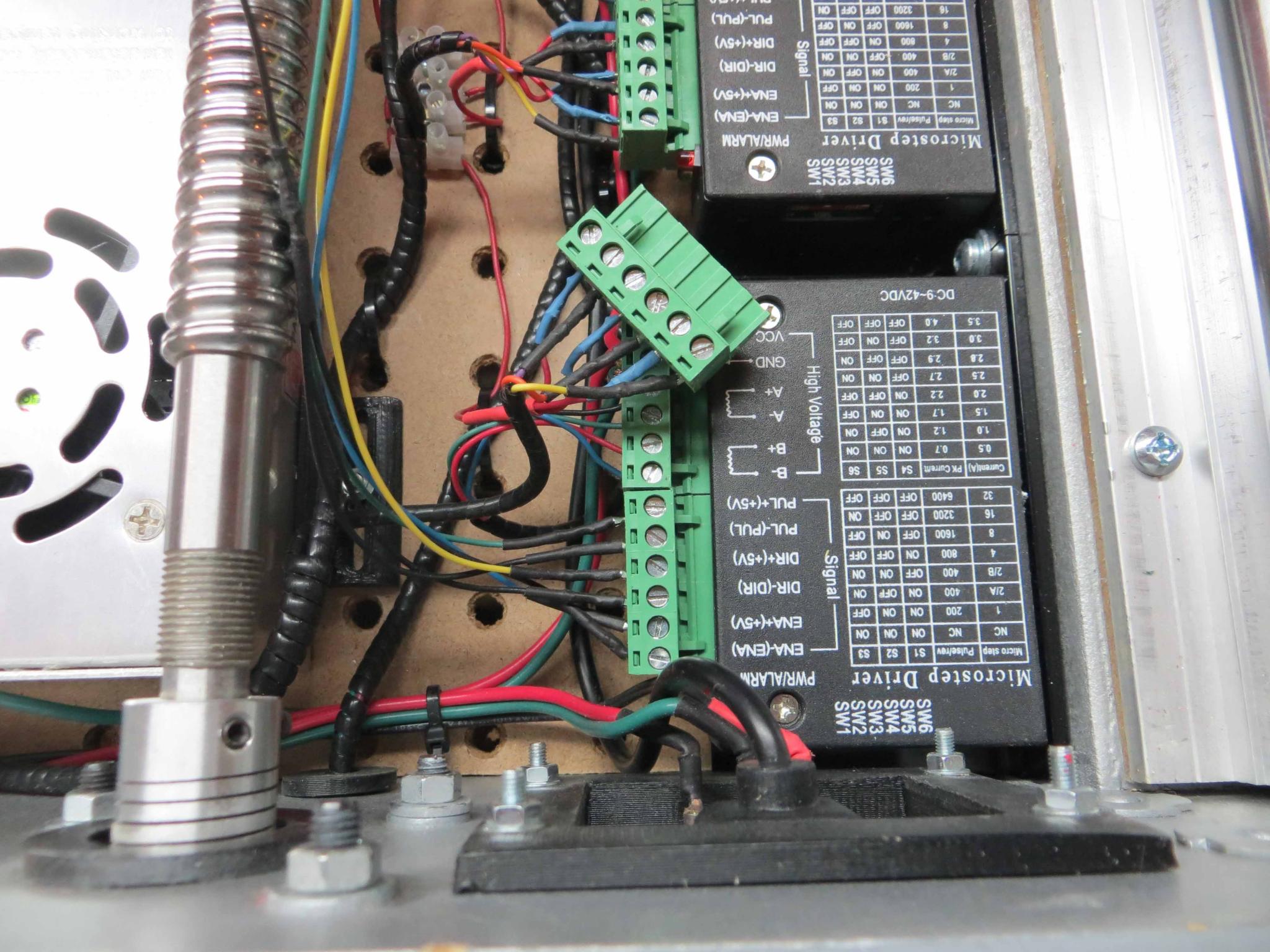
Salut J'avais essayé ($22=1) l'erreur 5 n'y est plus , par contre , c'est la première erreur qui s'affiche. Je me demande si les connecteurs sont bine à la place er dans la bonne position ? Que pense tu de cette configuration ? Voir photo cameleon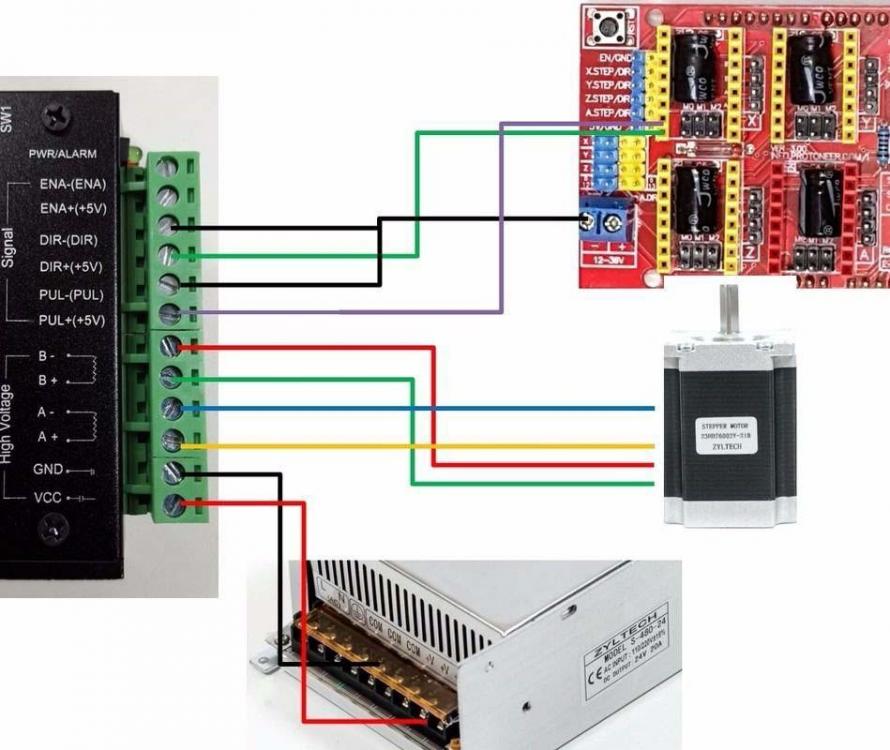
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Salut J'avais essayé ($22=1) l'erreur 5 n'y est plus , par contre , c'est la première erreur qui s'affiche. "alarme 9" (Homing fail) Je me demande si les connecteurs sont bien à leur place et dans la bonne position sur la Shield ? cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
J'ai changé la Shield et l'Arduino, et téléverser le Grbl. Ça fonctionne toujours pas , mais l'erreur n'est plus la même, voir le fichier Donc: 1-Les moteurs fonctionnent 2-Les EndStops sont en NO 3-Changer la Shield et l'arduino 4-Il reste à vérifier le fichier Grbl téléverser 5-Câblage à vérifier (pour l'instant, manque de courage) 6-Il reste moi, (peut pas y faire grand chose ) CNCjs 1.9.16 [Grbl] Connected to COM4 with a baud rate of 115200 Grbl 1.1g ['$' for help] client> $$ $0=10 (Step pulse time, microseconds) $1=25 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=3 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=0 (Soft limits enable, boolean) $21=0 (Hard limits enable, boolean) $22=0 (Homing cycle enable, boolean) $23=0 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=1.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=640.000 (X-axis travel resolution, step/mm) $101=640.000 (Y-axis travel resolution, step/mm) $102=400.000 (Z-axis travel resolution, step/mm) $110=500.000 (X-axis maximum rate, mm/min) $111=500.000 (Y-axis maximum rate, mm/min) $112=500.000 (Z-axis maximum rate, mm/min) $120=10.000 (X-axis acceleration, mm/sec^2) $121=10.000 (Y-axis acceleration, mm/sec^2) $122=10.000 (Z-axis acceleration, mm/sec^2) $130=200.000 (X-axis maximum travel, millimeters) $131=200.000 (Y-axis maximum travel, millimeters) $132=200.000 (Z-axis maximum travel, millimeters) ok client> $X ok client> $H error:5 (Setting disabled) > -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
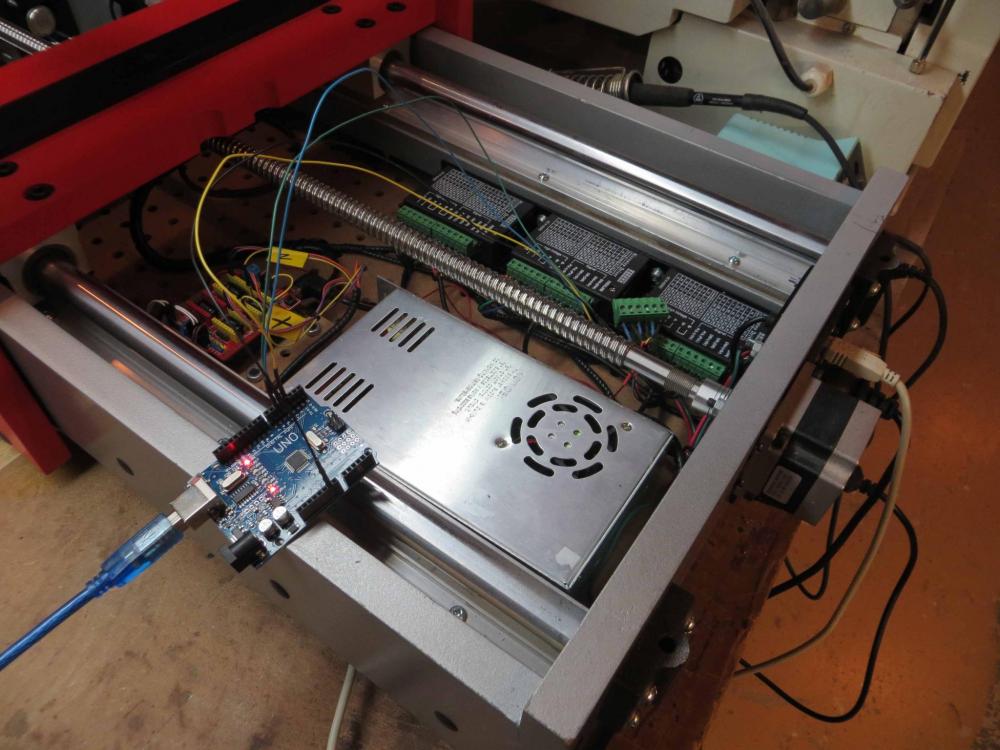
Bonjour, Depuis 5hre ce matin que je me creuse la tête, mais au moins j'ai de bon résultats (si on peut dire). Comme je ne trouvais pas le fichier en téléchargement pour le test, j'ai faits un copier/coller en téléversant dans ma nouvelle Arduino ce fichier (plus bas) , en modifiant les pins. Je n'ai pas eu besoin d'enlever mes moteurs, j'ai tout simplement débranché le connecteur de la partie Arduino des TB6600, pour y connecter ceux de ma nouvelle Arduino. Pour en arriver au résultat que les moteurs et les TB6600 fonctionnent correctement. Donc, soit il y a une erreur avec la Shield ou l'Arduino, soir avec les connecteurs, soit le Grbl, ou soit avec moi Voici par photo ce que j'ai fait. cameleon // defines pins numbers const int stepPin = 4; const int dirPin = 3; const int enPin = 5; void setup() { // Sets the two pins as Outputs pinMode(stepPin,OUTPUT); pinMode(dirPin,OUTPUT); pinMode(enPin,OUTPUT); digitalWrite(enPin,LOW); } void loop() { digitalWrite(dirPin,HIGH); // Enables the motor to move in a particular direction // Makes 200 pulses for making one full cycle rotation for(int x = 0; x < 800; x++) { digitalWrite(stepPin,HIGH); delayMicroseconds(500); digitalWrite(stepPin,LOW); delayMicroseconds(500); } delay(1000); // One second delay digitalWrite(dirPin,LOW); //Changes the rotations direction // Makes 400 pulses for making two full cycle rotation for(int x = 0; x < 800; x++) { digitalWrite(stepPin,HIGH); delayMicroseconds(500); digitalWrite(stepPin,LOW); delayMicroseconds(500); } delay(1000);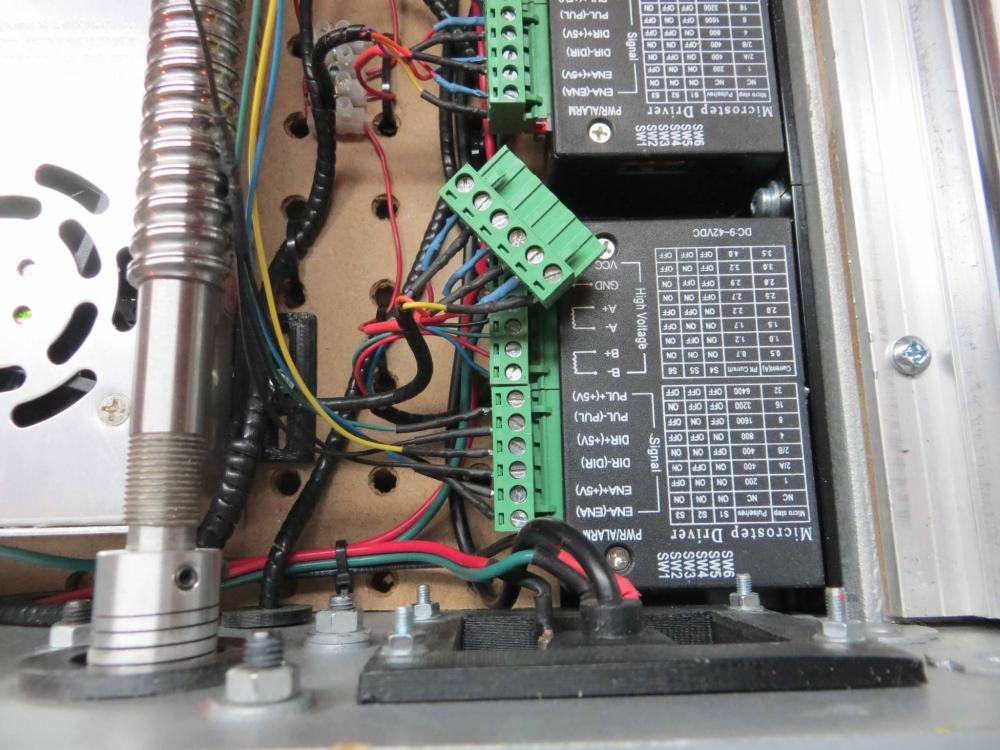
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
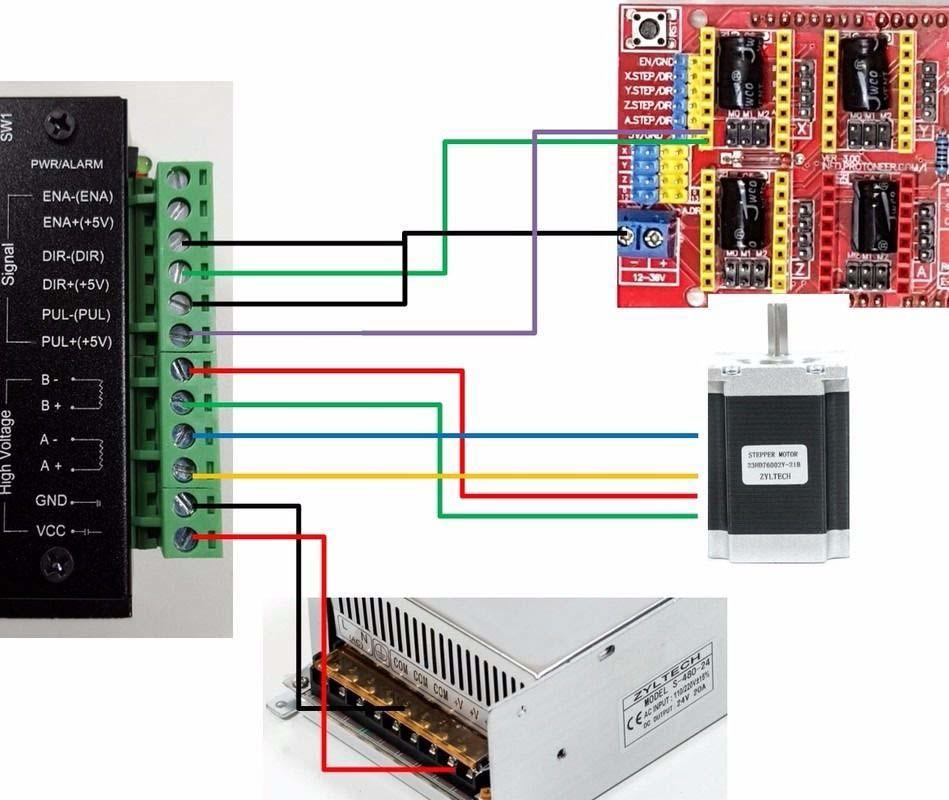
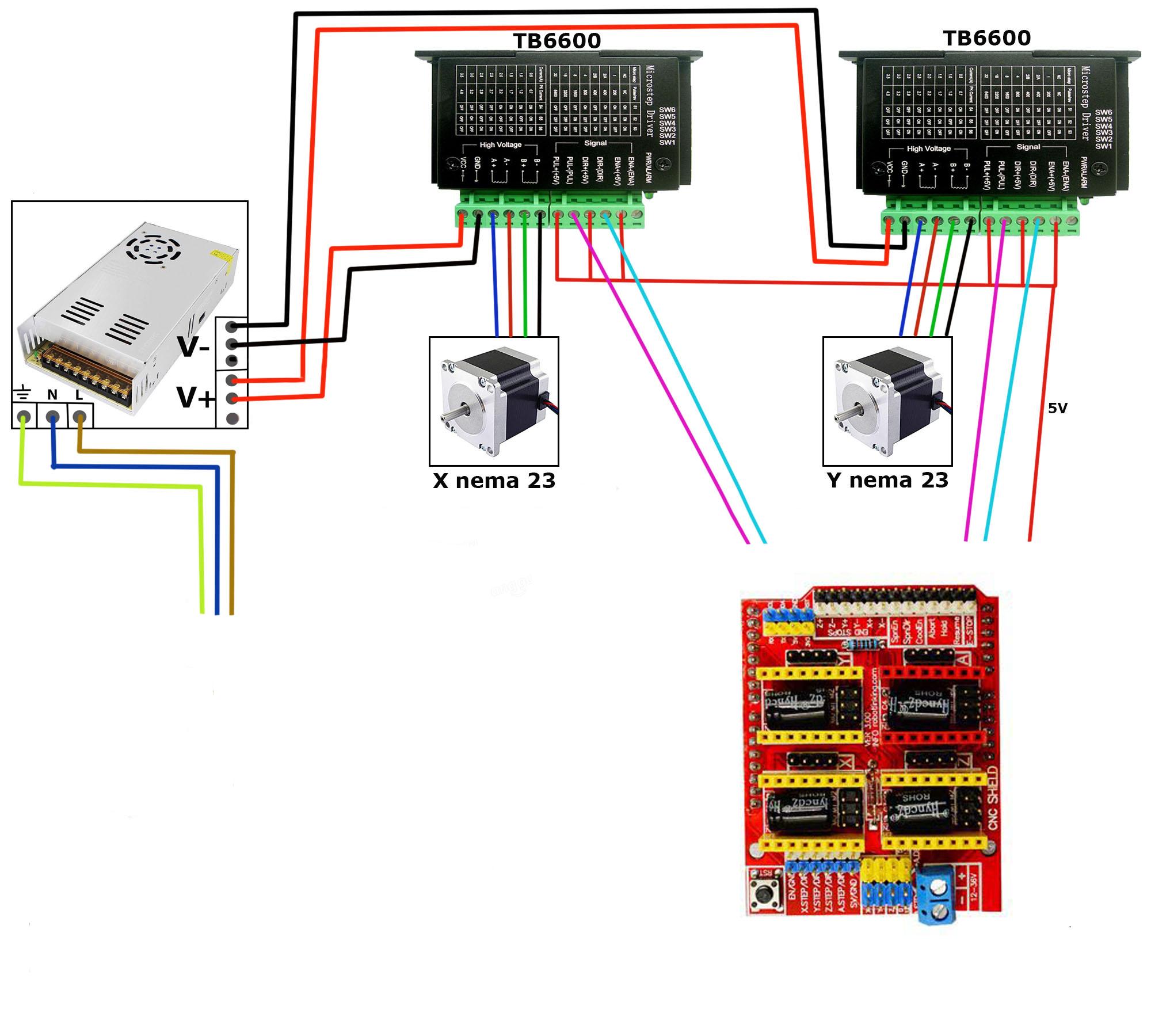
Salut, Je me doutais que tu avais raison sur le branchement de gauche. mais il faut dire que l'on retrouve de tout sur le Web. J'ai tout fais le montage de connexion (comme dans la vidéo) avec un nouveau TB6600 + un PS neuf de 360 watts + une nouvelle carte Arduino. Tout ce qui me reste a comprendre, Ce doit y mettre un Firmware dans la nouvelle Arduino, Est-ce que je mets le même Grbl que dans ma CNC ???? Je ne vois pas non plus comment il démarre le moteur, il part automatiquement, ou il faut aller dans CNCjs ??? En gros comment ça marche. merci cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
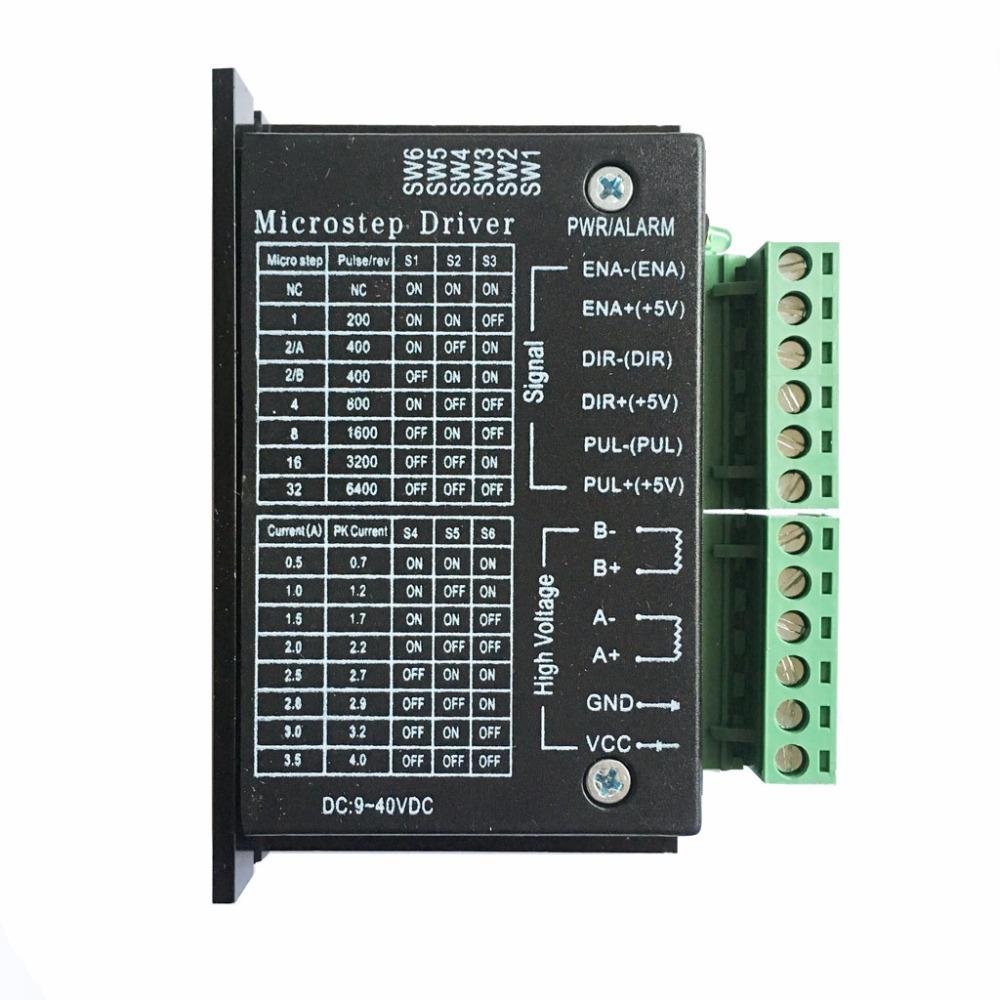
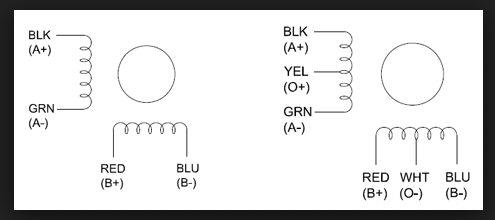
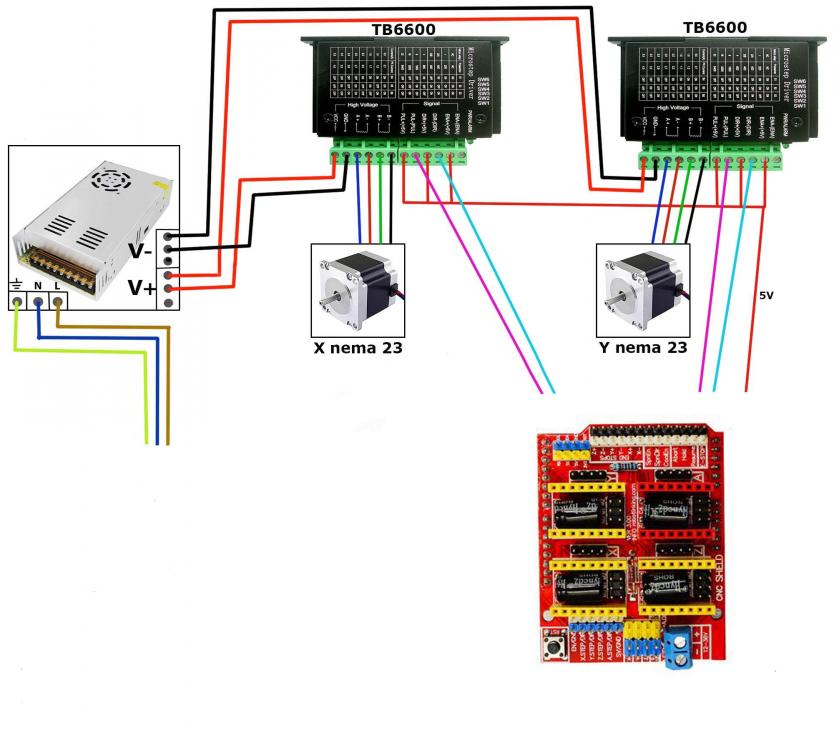
Salut, Comment fait-on pour se retrouvé dans ce monde bizarre qui est le Web... Je regarde certaine charte de connexion pour les Nema 23, et je dois dire que pour plus que tu cherche de l'info, plus que ça devient contradictoire. Toi te me suggère, soit Noir=A+, Vert A-, Rouge =B+, Bleu =B- Mais d'autre charte me dise autre chose. (voir photo) J'avoue que c'est en perde la tête ! cameleon
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Désolé de ne pas avoir répondu a ton post rapidement. Non, mon Z n'était branché dans le SpnEn, il est dans le Z avec le X et le y en (+) Je l'ai essayé, mais ça n'a rien changé. cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Juste une petite chose, J'ai regardé la vidéo de comment faire tourner les moteurs à vide. Il montre un fichier dans le firmware, "Arduino Sketch" voir photo, 1-Je ne sais pas comment se rendre là, (un peu comme Configuration.( et s'il y a des modifications à faire dans ce fichier ????? 2-Le moteur semble tourner dans un seul sens…. 3-Le moteur tourne automatiquement les connections faites, ou s'il faut actionné un contact. 4-Tout ça, pour vérifier que les moteurs sont fonctionnels. Est-ce qu'il y a une autre raison ? 5-Je présumer que si je dois utiliser mon autre Arduino pour faire la vérification à vide. je dois téléverser le firmware Grbl encore merci cameleon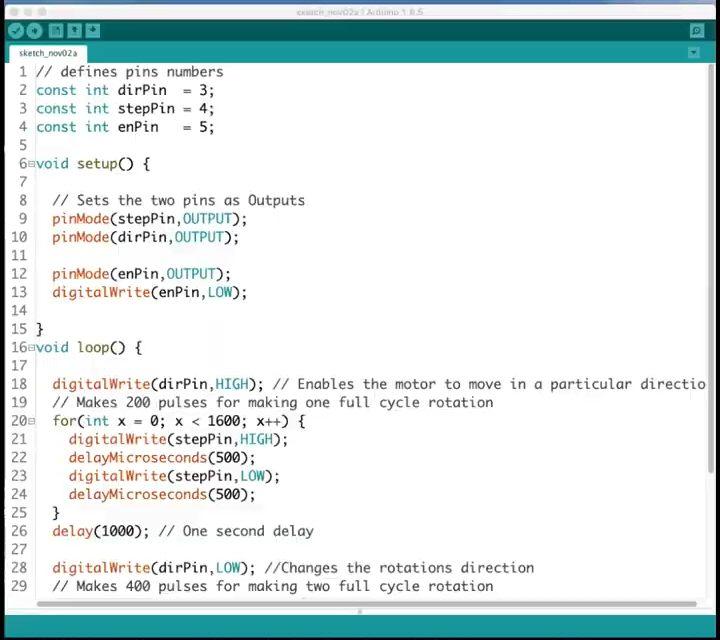
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Merci pour ta patience, Oui je suis au Canada, (Québec) avec quelques 450 centimètre de neige, on a hâte que ça fonde. La fusible est OK ! J'ai un autre "kit" de Shield et d'une Arduino. Pour ma défense, je dois dire qu'au début ça ne devait pas se passer comme cela. le montage était prévu pour de Nema 17 avec une Shield et des polulus, des composantes que je connais un peu mieux que les TB6600. D'ailleurs je pensais que les TB6600 étaient comme des "relais" pour augmenter l'ampérage demander des TB6600 (désolé, j'ai oublié le nom ), et non des remplaçants au polulus. J'avais pas compris qu'il remplaçaient les polulus. Pour les prochains jours, je vais revérifier tous mes connections, fils et essayer de faire tourner mes moteurs à vide. Ça sera pas une tâche facile, mais il faut ce qu'il faut. Si je n'y arrive pas, le projet va finir comme il était prévu au début, soit dans un gros camion qui ramasse nos ordures chaque semaine. Disons que je suis un peu décourager de cette situation. Pourtant je n'ai jamais eu ce genre de problème avec mes imprimantes 3D, J'avais l'impression que ces deux projets avaient des similitudes. merci pour ton aide cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Salut, C'est un P.S. de 110 volts sortie 12 volts -350W, avec le potentiomètre, je peux augmenter la sortie à 15 volts. cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, En attendant de regarder la vidéo attentivement, j'ai fais quelques autres vérification, en particulier le Dip Swicth des TB6600. Mes Nema sont des 57BYGH41-401A, pour un 2.8A. Donc j'avais mis mes Dip Switch , soit à 1 et 2 à "OFF", et 3 à "ON" pour ce qui est microSteps. (16) 4 et 5 à "OFF" et 6 à "ON" pour le 2.8A. Une chose que j'ai remarqué, et ça m'embête un peu, J'entends le ventilateur du P.S. tourné, ça c'est normal. mais aussitôt que je clic sur le bouton "Origine" J'entends le ventilateur diminué. comme si baissait d'intensité. Je me demande s'il aurait pas un mauvais contact ou une mauvaise configuration du GRBL. merci cameleon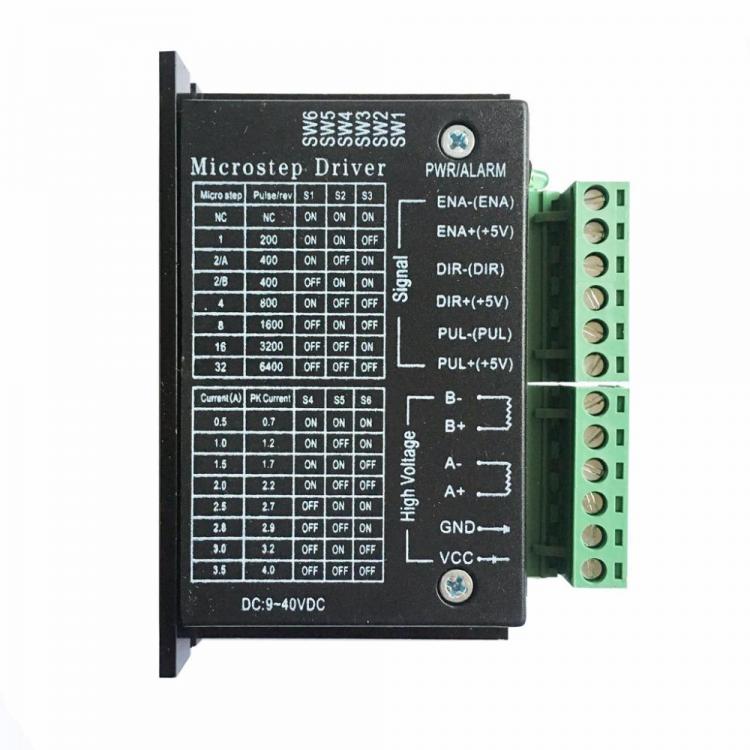
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Pour les EndStops, se sont de simples micro-switch. (Voir photo) Pour ce qui est de faire tourner les moteurs, On 'a toujours dit que l'on pouvait les faires fonctionnés que grâce a une carte comme la shield ou une ramps. Directement, je n'ai jamais voulu prendre la chance, ne sachant pas vraiment quelle tension leur envoyé. En passant, effectivement avec Fusion, on peut crée le G-Code, et même faire un simulation de notre G-Code avec une Milling virtuelle. Assez fascinant. merci cameleon
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Les changements sont faits, mais toujours le même code d'erreur. "ALARM:9 (Homing fail)" Je ne sais plus trop quoi vérifier... Sur le Web, ça semble être un problème assez récurrent, mais pas trouver de solution. merci cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Désolé, je me suis fier à la photo. Je vais refaire le branchement ce matin à mon retour du travail. Honnêtement, je ne sais pas ce que tu veux dire par "tester la rotation des steppers en l'air". Si c'est faire tourner les Nema à vide, non je ne l'ai pas faits, et encore moins comment le faire. Quand j'avais besoin de vérifier un Nema 17, je le connectais sur une imprimante 3D et faisais avancer l'axe en question. cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
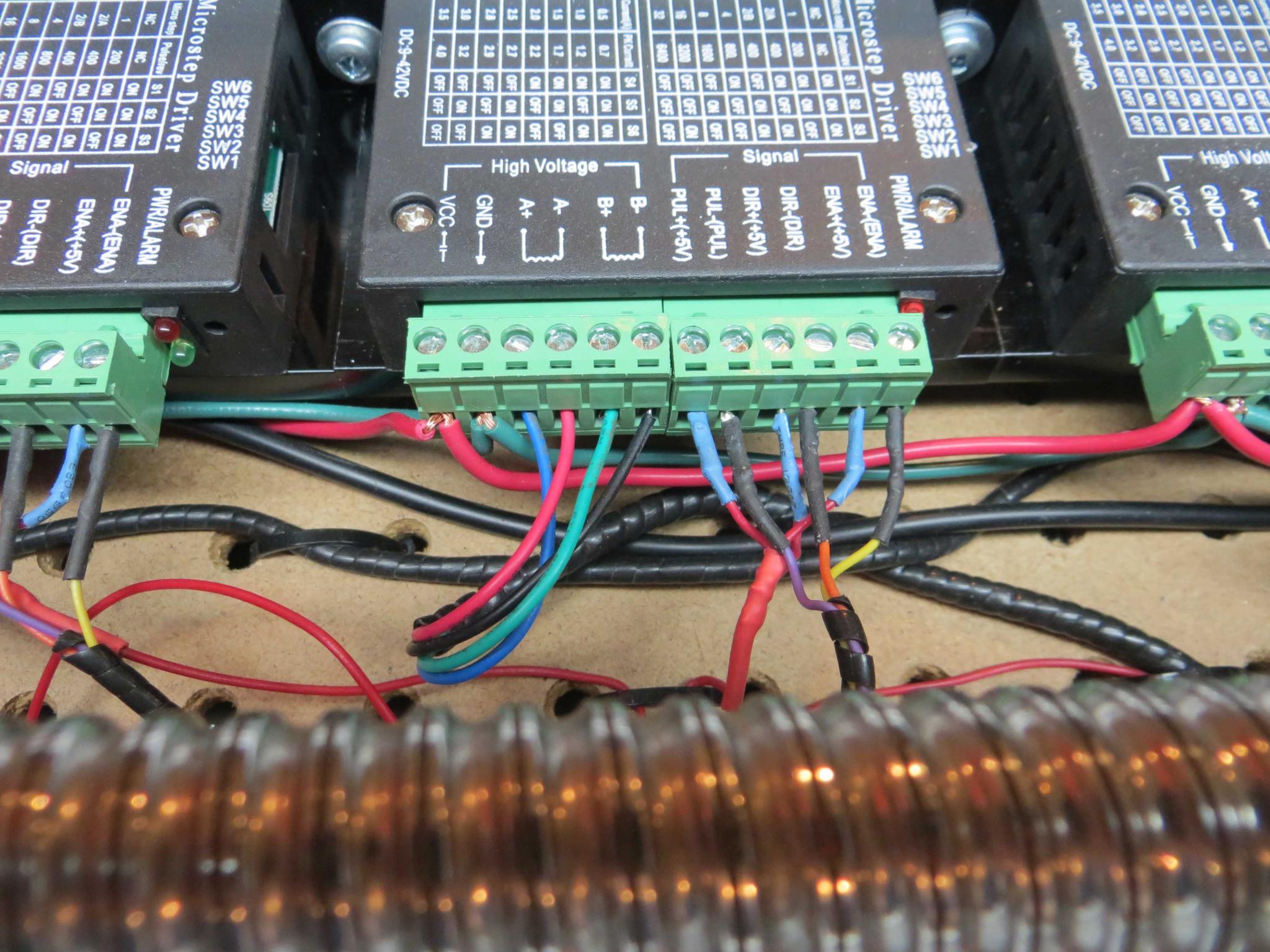
Allo, Quelque chose me tracasse... Lorsque j'ai branché mes Mema 23 au TB6600, je me suis fier au couleur des fils par rapport au photo. J'ai testé si j'avais avec un multimètre si j'avais bien le bons fils. Bleu et rouge me donne un contact, ainsi que noir et vert. (en sonde logique). Mais je viens de voir sur le TB6600, qu'il y a un + et un - pour le branchement des Menas . Comme c'est du courant continu,, et qu'il y a un +et un -, comment savoir si on n'est bien branché sur les bons pôles ? Voir les deux photos. merci cameleon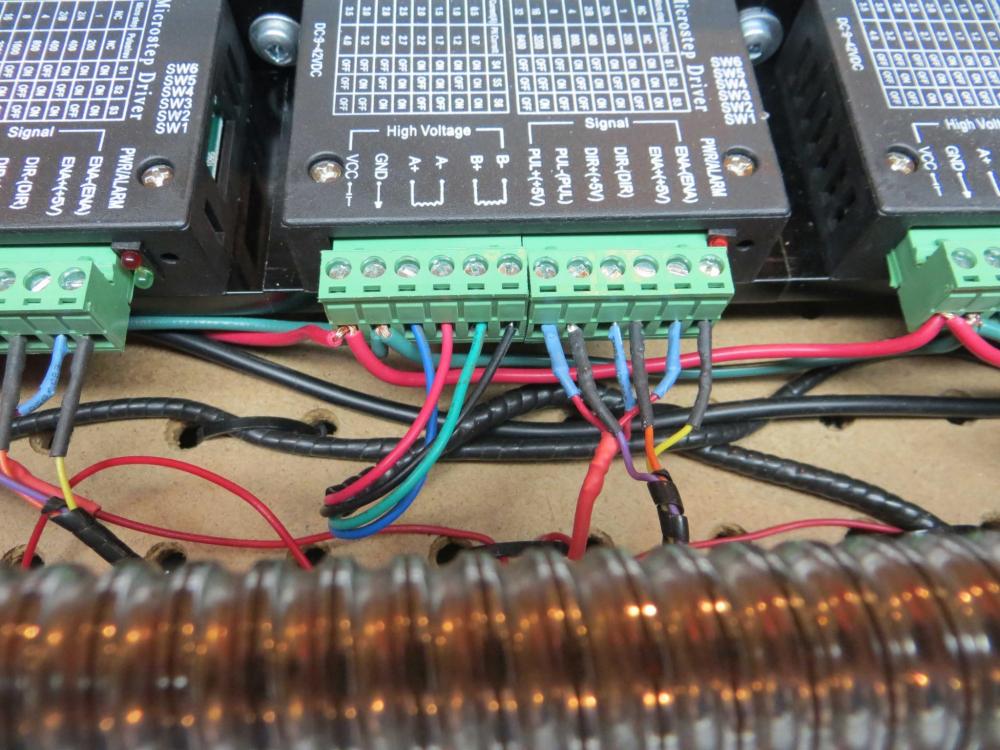
-
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
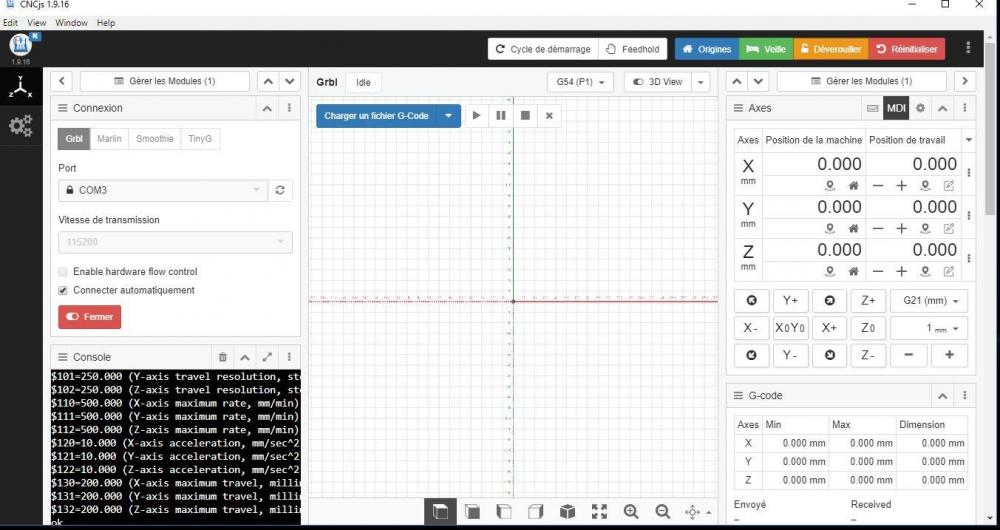
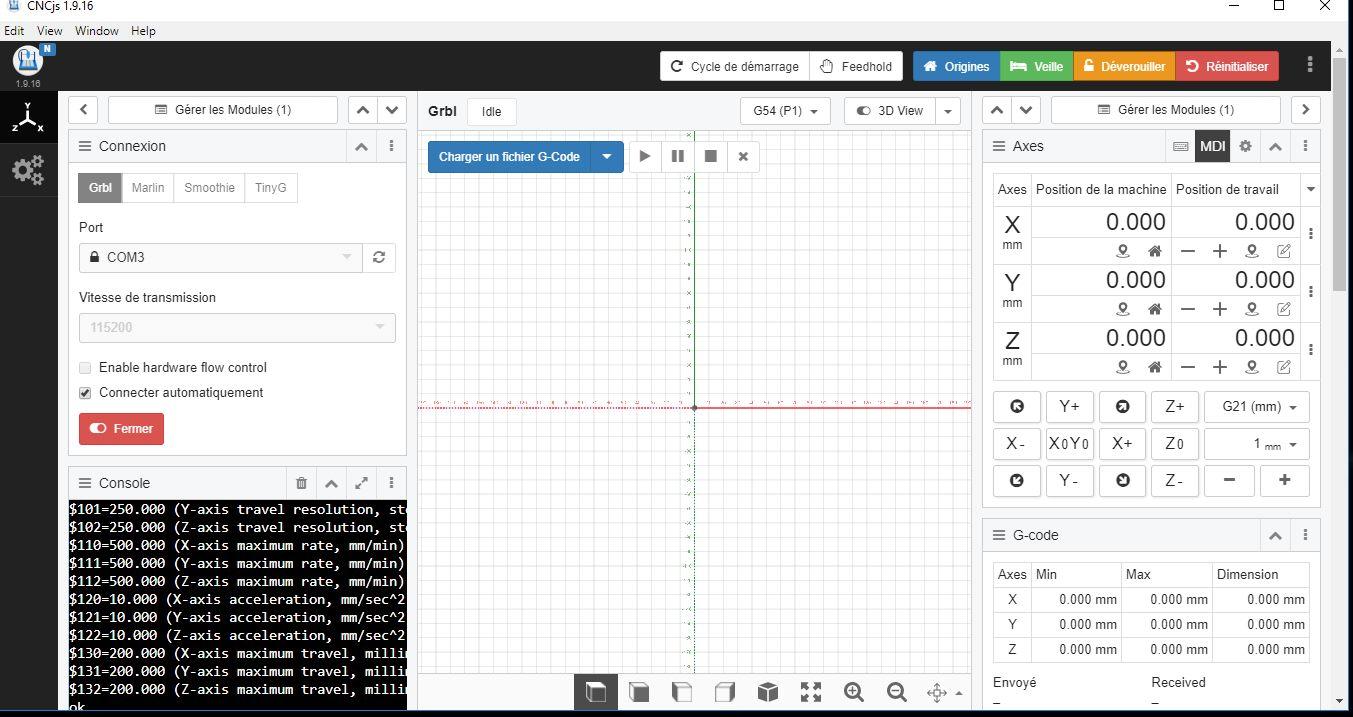
Bonjour, Mes Endstops sont maintenant NO et vérifiés. Mais il n'y a pas de changement, toujours le même problème. CNCjs 1.9.16 [Grbl] Connected to COM3 with a baud rate of 115200 Grbl 1.1g ['$' for help] client> $$ [MSG:'$H'|'$X' to unlock] $0=10 (Step pulse time, microseconds) $1=25 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=3 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=0 (Soft limits enable, boolean) $21=0 (Hard limits enable, boolean) $22=1 (Homing cycle enable, boolean) $23=3 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=1.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=640.000 (X-axis travel resolution, step/mm) $101=640.000 (Y-axis travel resolution, step/mm) $102=400.000 (Z-axis travel resolution, step/mm) $110=300.000 (X-axis maximum rate, mm/min) $111=300.000 (Y-axis maximum rate, mm/min) $112=300.000 (Z-axis maximum rate, mm/min) $120=10.000 (X-axis acceleration, mm/sec^2) $121=10.000 (Y-axis acceleration, mm/sec^2) $122=10.000 (Z-axis acceleration, mm/sec^2) $130=280.000 (X-axis maximum travel, millimeters) $131=420.000 (Y-axis maximum travel, millimeters) $132=95.000 (Z-axis maximum travel, millimeters) ok client> $X [MSG:Caution: Unlocked] ok client> $H ALARM:9 (Homing fail) ok Grbl 1.1g ['$' for help] [MSG:'$H'|'$X' to unlock] > -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Présentement je suis au travail, il est 5:15 du matin. Je ne suis demandé si la connection des Endstops qui doivent être branchés dans les pins +, et il faut qu'ils soient NO. Si et seulement (ça m'a tracassé cette nuit) le faits qu'ils soient NF, se brancheraient dans le - ????? Juste une idée comme ça, j'en ai au moins pour quelques heures pour reconfigurer les EndStops. cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Allo, Je vais faire les changement demain. Pour les EndStop sont en normalement fermé, je vais les modifiés aussi. merci cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Allo, J'ai cliqué sur le bouton bleu et voici le résultat. CNCjs 1.9.16 [Grbl] Connected to COM3 with a baud rate of 115200 Grbl 1.1g ['$' for help] client> $$ [MSG:'$H'|'$X' to unlock] $0=10 (Step pulse time, microseconds) $1=25 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=1 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=0 (Soft limits enable, boolean) $21=0 (Hard limits enable, boolean) $22=1 (Homing cycle enable, boolean) $23=3 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=1.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=640.000 (X-axis travel resolution, step/mm) $101=640.000 (Y-axis travel resolution, step/mm) $102=400.000 (Z-axis travel resolution, step/mm) $110=300.000 (X-axis maximum rate, mm/min) $111=300.000 (Y-axis maximum rate, mm/min) $112=300.000 (Z-axis maximum rate, mm/min) $120=10.000 (X-axis acceleration, mm/sec^2) $121=10.000 (Y-axis acceleration, mm/sec^2) $122=10.000 (Z-axis acceleration, mm/sec^2) $130=280.000 (X-axis maximum travel, millimeters) $131=420.000 (Y-axis maximum travel, millimeters) $132=95.000 (Z-axis maximum travel, millimeters) ok client> $H ALARM:9 (Homing fail) ok Grbl 1.1g ['$' for help] [MSG:'$H'|'$X' to unlock] > -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
J'avais évidemment essayé le bouton bleu "Origine" mais il ne se passe rien. J'entend un clic quelque part, mais c'est tout. Les TB6600 sont tous allumés. Je peux faire fonctionné la broche, vu qu'elle a sont propre PS. Je vais revérifier les connections au Polulu ? cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Je pense avoir bien compris qu'il faut un logiciel entre disons "Fusion" et CNCjs pour éditer le G-Code comme Cambam. Mais pour l'instant je voudrais tester les axes de ma CNC. Je donnais comme exemple sur une imprimante 3D en faisaint G28, les axes se placent aux origines. Je me disais qu'il y a peut-être quelque du même genre pour la CNC. merci encore cameleon -
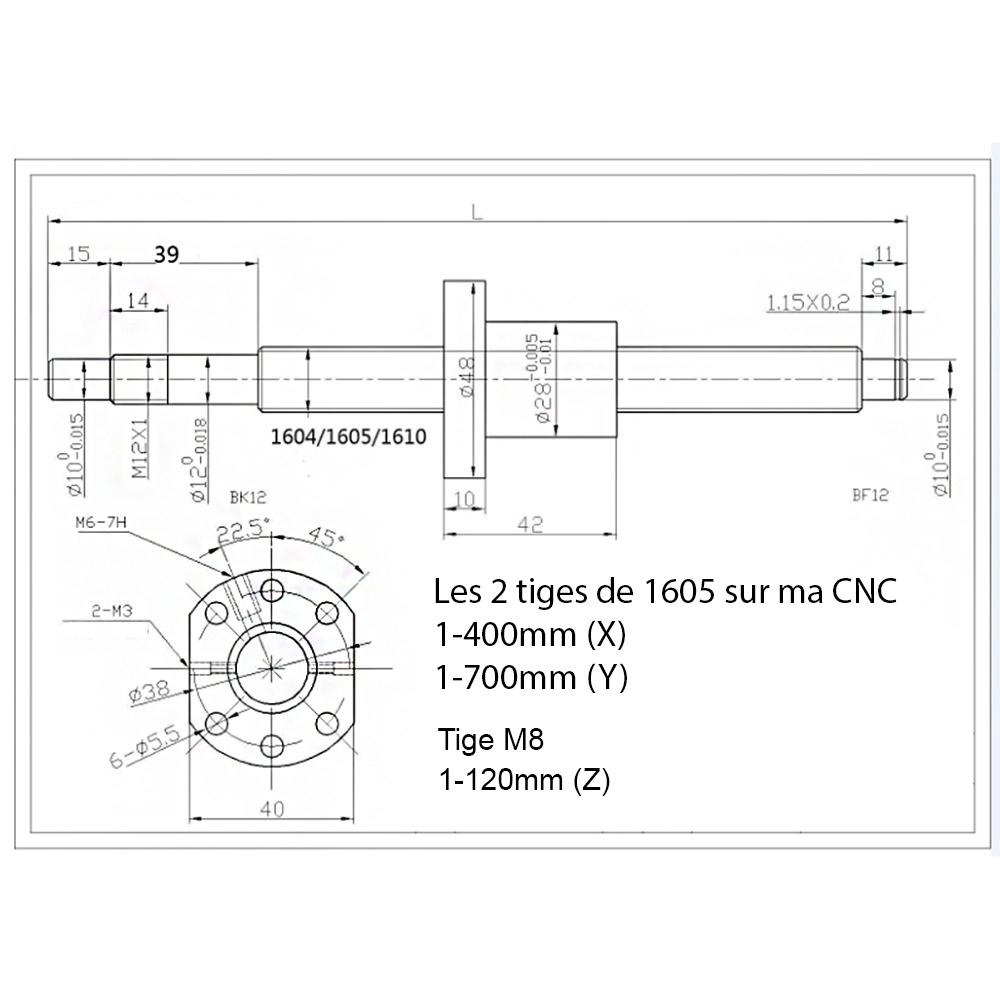
Pour commencer avec CNCjs
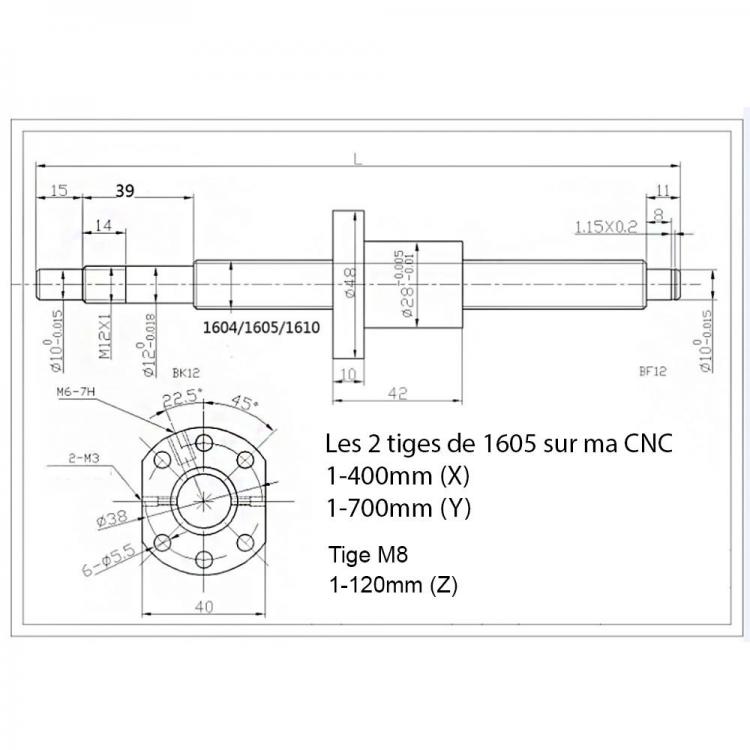
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Merci pour ta grande patience, Effectivement je ne connaissais pas le pas de ma M8, je pensais que c'étais standard. Pour la 1605 , le pas était spécifié, soit 5mm. (16-05) Donc tout semble bien branché et en attente de faire quelque tests. Je suis loin d'être prêt a utiliser ma CNC, j'ai du chemin à faire. Je voudrais au moins faire quelques test, comme faire un Homing, avancé les axes manuellement par exemple. Je me demandais si le G=Codes sont les mêmes que pour les imprimantes 3D, comme G28 pour le homing etc.... Pour ce qui est de faire des conceptions avec Fusion, je ne pense pas avoir trop de problème, J'ai utilisé 3D Max Studio et Autocad quelques années, mais il y a longtemps. Fusion ressemble beaucoup à 3D Studio Max. Au pire je pourrais réinstaller 3Dstudio, j'ai encore tous les livres sur le soft. Par contre faire le G-code avec tout ses paramètres pour la CNC avec CNCjs, ça c'est une autre histoire, on verra en commençant par des objets simples. Il y a un petit soft que je me suis servi à l'occasion pour mes imprimantes 3D, et qui semble fonctionné aussi pour la CNC, du moins c'est que dit le site Web. C'est Pronterface. Est-ce que tu connais ? Encore merci pour tout, désolé pour mon ignorance. cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Pour ce qui des Steps/mm, j'ai pris le calculateur de ce site (voir lien) en bas de la page "Steps per millimeter - leadscrew driven systems" Mes nemas 23 sont 1.8 degré, 200 pas par révolution, 1/16 uSteps, et M8 ou M16. voir le lien:https://www.prusaprinters.org/calculator/ Pour les EndStops, je pensais qu'il était plus logique de couper la tension du EndStop pour "arrêter" que de mettre la tension, mais je n'ai pas penser au rebond, et il dois y en avoir un, du moins il y n'en a sur une imprimante 3D. Je vais voir si je peux les changer sans trop de problème... Mais mon problème est que je ne trouve pas la ligne pour les EndStops dans CNCjs, ou du moins quoi écrire dans CNCjs. merci cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Bon pour ce qui est du déplacement des axes, j'ai déterminé que $100, $101,$102 ( 200 tige 16mm, ,200, tige16m et 2560, tige 8mm) La question que je me pose est-ce que je dois mettre les même valeur à $110, $111 et $112 ? Mes EndStops sont normalement fermés, mais je n'ai pas trouvé comment les configurer... Je présume que le EndStops configurés, déterminera le Homing. Pour les $130, $131, et le $132 détermine la surface de ton plateau de travail. Est-ce que les changements se font directement dans CNCjs ou dans le firmware en passant pas Arduino ? Merci cameleon -
Pour commencer avec CNCjs
cameleon en réponse au topic de cameleon dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, La communication semble se faire très bien. voir photo. Pour info, mes "EndStops" sont en normalement fermés. l'axe Z en Fileté M8 et l'axe des X et Y en 1605 (aucune idée de ce que ça veux dire, peut-être "M16" merci cameleon