Heatcreep
-
Compteur de contenus
106 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Heatcreep
-
C'est rien d'idéal, c'est tout l'inverse, je passe plus trop sur ce forum parce qu'en général les conseils sont pas folichons voir borderline dangereux. ON NE SOUDE PAS DES CRIMPS / COSSES / appelez ça comme vous voulez... QUELLE IDEE DE M..... "pour éviter tout faux contact", on évite d'aller fourrer de l'étain "basse température" sans plomb sur du multibrin qui est censé ÊTRE PINCÉ pour que la PHYSIQUE fasse son boulot. Faites donc sur le câble d'alimentation du lit chauffant, j'aimerai bien voir le résultat d'un incendie domestique après que l'étain ait fondu à cause du courant, migrer dans le câble en cuivre par capillarité, augmentant sa résistance, poussant le cable à prendre feu. Faut vraiment arrêter de faire et de conseiller des choses dangereuses parce qu'on se sent pousser des ailes après 1000+ messages, l'intelligence ne s'acquiert pas par l’éloquence.
-
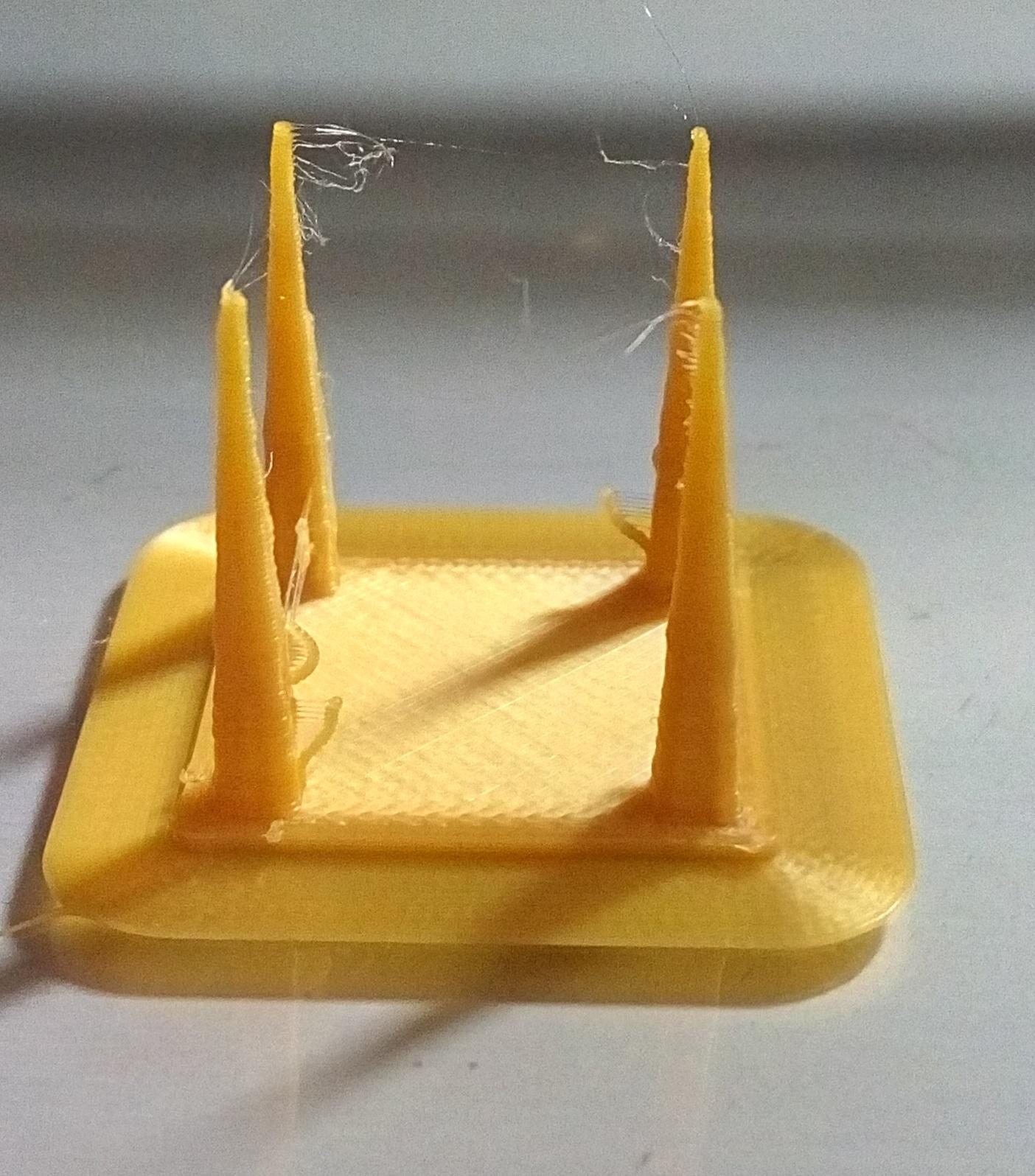
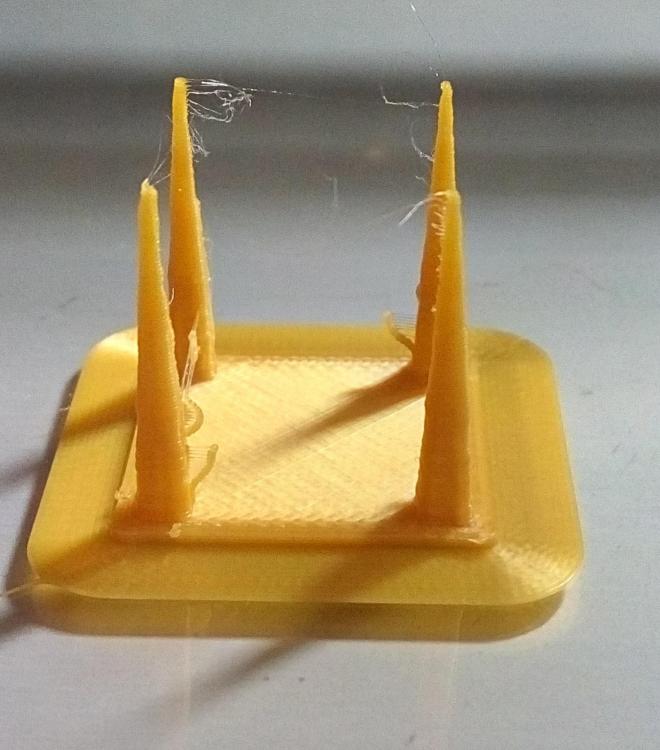
Tu l'as mis dans le trou, le thermocouple, ou sur le bloc alu ? L'idéal c'est de le mettre à la place du filament hein Ta sonde est probablement "la plus proche du vrai", le mieux pour s'assurer de la "stabilité" de ton thermistor, c'est de chauffer à 45°c et de regarder au thermomètre classique / IR, si on à bien la même temp. 210 ! C'est la température magique pour le PLA "Quand pensez-vous?", un peu tout le temps. Les surplus de matière au niveau des nombres, c'est surement ton extrudeur qui met une pression assez conséquente sur le filament, et du coup, même quand tu t'arrêtes/réduit le flow pour un angle ou autre, le filament continue de sortir, c'est un combo mix "chasser le stringing, il revient au galop", à base de retraction trop longue ou trop rapide (40mm/s pour du PLA, c'est beaucoup, je regarderai par là déjà, entre 30mm/s et 35mm/s, je pars de 30mm/s, j'augmente la retraction pour avoir les fils tout fin, et augmente à 35mm/s pour être sur que les micro cheveux d'anges soient "cassés" par la vitesse, du nord au sud, sans toucher la corse). Pour ref (avec le nozzleX), c'est le plus bas que je puisse faire : 1.6mm - 35mm/s, si on regarde les premiers layers, y'a cette "branche" qui pousse seulement dans le sens d'impression (pour le coup, l'impression à fait poteau bas gauche > bas droite > haut droit > haut gauche, en boucle.), c'est cette "boursouflure" ou branche qui te pose problème. Même sans être étanche, en faisant une rétraction, si le filament à l'intérieur remonte, il risque d'aspirer une bulle d'air, qui avec l'extrusion, peut se "déplacer" dans le plastique fondu, en enchainant les rétractions (sur ma photo on peut voir que les ~3 premiers layers n'ont pas de strings, avant la branche) on crée cette accumulation d'air qui va détacher et laisser couler (ooze / oozing, en anglais si tu cherches des infos sur google) trop de matière avec l'aide de la gravité. Pour réduire tes problèmes de oozing / tension à l'intérieur de la buse, tu peux essayer : - augmenter la vitesse des "travel moves" (déplacement sans imprimer?) à 140 (cura est à 120mm/s). - bidouiller ses paramètres de coasting (l'arrêt de l'extrudeur un peu avant d'arriver à un angle / etc... pour réduire le "supplément de matière" en fin de segments. - passer à une "tout métal" :^) - activer linear_advance dans marlin, et le désactiver par défaut : #define LIN_ADVANCE [...] #define LIN_ADVANCE_K 0 en metant le facteur K à 0, on désactive linear advance "par défaut", ensuite on peut faire l'impression de calibration de marlin (voir le lien en commentaire de lin_advance) et utiliser M900 Kx pour mettre son facteur K en fonction du filament (le facteur K est unique par filament, même si le PLA réagi +/- pareil). Dans cura, un plugin dispo sur le "market store" de cura pour ajouter le "facteur K" dans les options, et pouvoir sauver ses valeurs par presets, etc.. pour silc3r / PrusaSlicer >> "custom filament G-code" et "m900 Kx". ps: les runes "nordique" sur le "best one X-carriage" sont très _légèrement_ connoté raciste hein, quand on voit l'avatar de l'auteur et son slogan très "travail, patrie, famille" et les commentaires qu'il laisse sur thingiverse... pas trop de doute mais on est pas la pour faire un cours de symbolique. Au passage, si tu as un clone, il te faut imprimer une version "compatible clone", ils ont pas la même dimension au niveau de l'attache sinon faudra poncer un peu beaucoup edit: d'ailleurs en parlant du X-carriage "best one", les trous pour serrer le devant et le derrière sont pas à niveau, et les trous pour attacher l'attache-courroie non plus, et y'a une version corrigée et paramétrique ici : https://www.thingiverse.com/thing:3577004 (je me demande qui en est "l'auteur")
-
Non, ça ne marche pas comme ça. Peu importe l'endstop, endstop_interrupt_feature N'EST qu'UNE fonctionnalité permettant de REDUIRE LEGEREMENT les cycles CPU, en évitant de vérifier périodiquement les endstops, CEUX-CI utilisent un INTERRUPT pour dire à marlin qu'ils ont CHANGER d'ETAT. SANS, marlin VERIFIE PERIODIQUEMENT les endstops. https://github.com/MarlinFirmware/Marlin/blob/bugfix-2.0.x/Marlin/src/module/endstops.cpp#L261 void Endstops::poll() { [...] #if DISABLED(ENDSTOP_INTERRUPTS_FEATURE) update(); [...] avec / sans, l'état des endstops sont mis à jour, ça n'a aucun intérêt de désactiver les endstops, et ça a encore moins d'intérêt d'utiliser la bibliothèque SoftwareSerial dans la bibliothèque TMC si ça désactive un composant critique de l'imprimante...
-
"2 voies" ou non, ça ne change rien, à moins que ta carte mère ait un défaut. Sinon oui, les pins utilisé avec la bibliothèque SoftwareSerial ont une limitation : ils doivent utiliser des pins supportant les interrupts, du coup, si tu n'utilises pas de Z-max endstops, tu peux te brancher sur celui-ci pour ton moteur Z2, ça devrait marcher edit: juste pour clarifier, SoftwareSerial utilise la fonction interrupts des pins compatible, et les interrupts ne sont pas partageable, ce qui oblige à désactiver "endstop_interrupt_feature", mais ca ne désactivera jamais les endstops : - endstop avec interrupts_feature > interrupt au déclenchement de l'endstop > arduino notifié (moins de resources cpu utilisés) - endstop sans interruptps > arduino check 24/7 les endstops pour un changement. (ressources cpu utilisés pour vérifier les endstops > rajoute des cycles (overhead))
-
envoie tes fichiers de configurations de marlin (configuration.h , configuration_adv.h et le fichier de pin que tu modifie si tu le modifie sous marlin 2) Pour les soucis d'IDE, normalement à partir de l'arduino 1.8.5, c'est compatible, sinon tu peux utiliser platformIO depuis atom (comme les cartes 32bits), et sinon poste un screenshot des erreurs de l'arduino IDE, sait on jamais.
-
#define MOTHERBOARD BOARD_ANET_10 par : #define MOTHERBOARD BOARD_MKS_13 (à vérifier, mais les gen 1.3 et 1.4 ont l'air de partager le même nom) edit: c'est dans configuration.H, marlin 2.0 à changer la plupart des structures de dossiers, etc... pour ne plus avoir QUE configuration et configuration_adv.h à modifier, normalement les define des pins pour les TMC est aussi dans config.h
-
essaie marlin 2 déjà (avec arduino IDE stable, la 1.8.9) et poste ta config (config.h et config_adv.h, et le fichier pin que tu modifies). Sinon, c'est soit un problème de configuration, soit un bug de marlin bugfix-1.1.x, mais la fonction "endstop_interrupts_feature" n'est pas lié a l'activation des endstops, avec ou sans c'est sensé fonctionner pareil (donc le problème viens d'ailleurs, endstop_interrupts_feature sert juste à économiser quelques cycles cpu en utilisants les interrupts des pins (si compatible) sur lesquels sont connectés les endstops). Si tu actives Z_DUAL_STEPPER, normalement la redéfinition des pins se fait toute seule, mais tu peux essayer d'activer "E1" et de lui donner les mêmes pins que "Z2", mais ca serait vraiment bizarre que ce soit ça (même avec marlin 1.X, mon Z2 à toujours utiliser les variables xxx_Z2_xxx).
-
endstops_interrupts_feature > utilises les interrupts au lieu de prober les pins des endstops, comprendre : marlin attend que le pin se manifeste au lieu de périodiquement vérifier. C'est pas très grave de désactiver cette option, avec marlin 2.x et des TMC2130 connecté sur les pins SPI hardware, le E_I_F doit être désactivé. pour le bruit des moteurs en SpreadCycle, c'est corrigé dans marlin 2.X grâce à : "#define CHOPPER_TIMING CHOPPER_DEFAULT_12V'" (réglage par défaut donc rien à faire) ce qui correspond à : toff = 4 / hend = -2 / hstrt = 1 Sinon "stealthchop = false false false false false", faut activer le stealthchop pour le mode silencieux :^) -- Le stepper Z2 n'a pas l'air de fonctionner proprement, le "set current" est a 500 et qq, mais le "rms current" est a 994 (1.4A max current) je sais pas si c'est parcequ'il est pas reconnu (registre 00000000) et que donc le "set current" ne s'applique pas, ni d'où sort ce 1.4A imax si le driver est pas communicant Inverse ton driver Z1 et Z2, tu sera fixé s'il est mourant / mouru, sinon ça ressemble à un problème de câblage -- Pour marlin 2.x, il me semble pas qu'il soit recommandé d'utiliser la dernière version BETA de l'arduino IDE, juste la dernière version (stable : 1.8.9 / beta 1.9.x) readme bugfix-2.0.x : Mais je confirme qu'ici ça marche D'ailleurs, en parlant marlin 2.x et TMC, la dernière révision de marlin 2.X vient d'intégrer le double-edge stepping : //#define SQUARE_WAVE_STEPPING ^à décommenter pour avoir des TMC qui se comporte mieux, surtout si on active le linear_advance sur un extruder qui tourne avec un stepper TMC (sans le quad_step, les TMC recoivent une pulse trop courte, et le moteur ne bouge pas en activant linear_advance). Pour ton câblage / pins, poste des photos, ca sera plus simple d'aider edit: c'est peut-être moi mais en regardant le pinout des MKS GEN 1.4, les pins de ton Z2 ont l'air d'être sur AUX3 (en bas à droite) et sur EXP2 (le connecteur "LCD" au dessus), et seul Z2 ne communique pas. Pour les tmc2208, il faut un pin RX et un TX, donc Receive et Transmit, en l'occurance ton Z2 à l'air de parler (il retourne son courant, etc...) mais il n'entend pas (réglages / attribution d'une adresse), du coup c'est sûrement ça ton problème (surtout que tu précises avoir intervertir les câbles et les stepper drivers). Les pins tu les a choisi ou tu les a utilisé d'après le tuto instructables ? edit2: sur la gen 1.4, sur AUX1, y'a l'air d'avoir D1 - D2 et D57 - D58 de libre pour ton Z2
-
Seul l'extrudeur est d'origine (même ref que les moteurs fourni par anet)
-
Si tu as besoin d'aide pour passer de marlin 1.1.x > 2.x, je suis plus familier avec le 2.x (que j'utilise depuis +/- 1 an) et si ta config 1.1x marche, ca prend pas longtemps de "porter" les changements Pour les réglages ABS, sous marlin 2.x, ça se remplace correctement enfin, dans "température" j'ai "préchauf. PLA" et "préchauf. PETG", avec mes valeurs perso (ca enlève pas le menu à 3 choix pour tout chauffer / la tête / le lit) encore une bonne raison de s'y mettre Le plus important ce serait que tu poste ton câblage pour les autres utilisateurs de MKS gen 1.4, dans l'ensemble les TMC sont "simple" à installer (même si faut avoir les quelques notions de : "je cherche le diagramme de la carte, je sais trouver des pins libres tout seul comme un grand" et savoir faire ses propres câbles ^^). Sinon, tu as une réf pour ce moteur 1A ? C'était sur ton anet stock ?
-
Ben, sans modifier la vitesse d'impression, quand tu imprimes à 0.1mm et à 0.2mm, le temps change le nombre de murs (2-3 par défaut) joue, le mode vase (1 mur unique extrudé en une fois) permet d'imprimer rapidement. Avec une imprimante solide, qui ne vibre pas sur elle-même, imprimer à 50mm/s sera plus lent que 70mm/s, reste à avoir si la masse en mouvement est assez légère pour ne pas perdre en qualité (masse en mouvement sur une anet : le plateau chauffant et la tête d'imp., on peut passer à une tête E3D v6 en bowden pour l'alléger, utiliser des pièces imprimés plastique plutôt que de l'aluminium / acier, etc.. ). Dans Cura,tu peux changer la vitesse d'impression (d'autres vitesses existent, tu peux choisir la vitesse des murs externes (pour avoir une jolie apparence), la vitesse des murs internes (pour gratter qq secondes, les murs internes sont pas visible de toutes) et la vitesse du remplissage.), le remplissage et la forme de remplissage (grille, cube, carré, lignes, octet, triangle, hexagone) influe aussi. La vitesse estimé de cura est souvent un peu à côté de la plaque puisqu'il ne connait pas les paramètres mécaniques de l'imprimante (l'accélération max, etc) mais tu peux te fier à celle-ci si tu veux faire des simulations : ouvre un modèle dans cura, met X murs, X % d'infills, découpe, change les réglages, redécoupe > le temps estimé change
-
Les IGUS sont fait dans un poly-mer qui s'auto-lubrifie et la dernière chose à faire c'est de mettre de la vaseline dessus, quitte à déterrer des vieux topics autant donner des informations correctes, la vaseline devient fluide à 40°C et +, 3min d'impression max pour que ta vaseline foute complètement le camp.
-
Pour le câble de l'endstop, il est DEVANT le plastique blanc, si tu imprimes ou déplace la tête d'impression tout en haut (24cm max de l'anet), le câble va se tendre et ne pas avoir assez de longueur. Faut le faire passer DERRIÈRE Sinon, avec du PLA, c'est simple : la température d'utilisation se trouve entre ~180 et 220 (sans compter les PLA trop mou ou trop dur, le PLA prusament s'imprime jusqu'a 250°c avec une hotend all metal), pour la grande majorité, 200°C à 50-60mm/s ça marche bien, si tu pousse un peu la vitesse ou si tu constate que ton filament est trop visqueux, tu peux augmenter la température, pour que celui-ci continue de fondre suffisamment et suffisamment vite. Cura c'est bien et simple pour commencer, la dernière version c'est bien, les "configs préfaites" et les "presets" parcontre, pas ouf, intéresse toi et comprend les réglages les plus communs, plus tu imprimes et plus tu te demande "comment on fait ça", "comment je met des supports juste là", etc...
-
Avec une lite6 et le PTFE tube qui va jusqu'à la buse, t'as pas à avoir peur de retracter une belle longueur vas-y franco et une fois le stringing disparu, tu pourra baisser petit à petit. Avec une hotend all metal, la retraction amène le PLA dans la partie froide du heatbreak, et ça crée des bouchons / blocages. mais avec une lite6 (ou clone), y'a pas de risque de ce côté là. (La vitesse du ventilo n'influe pas sur le stringing, mais au moins le bruit réduit ça t'évitera la migraine ) Tu l'as depuis longtemps ce filament sinon ? un filament humide / laissé à l'air libre fait beaucoup beaucoup plus de bizarreries (bulle, stringing, bruit de "pop" dans l'extrudeur ou la buse, etc).
-
les moteurs de l'anet supportent MAX 0.9A, la tu met ton courant RMS à la valeur max, donc ta valeur PEAK dépasse la valeur max de tes steppeurs. les TMC utilisent la multiplication suivante : X * 1.414 = peak Pour les moteurs d'anet, le max est +/- 635mA (*1.414 = 897.98mA peak) En règles générales, ici j'ai ~550-600mA par axes, les tmc2208 ont le stealthchop v2 (contrairement au tmc2130) donc en principe ca devrait suffire sans activer le spreadcycle (le mode "bruyant" mais avec + de torque). PS: avoir un courant trop haut endommage les moteurs et les fait surchauffés. PS2: j'ai ni MKS gen, ni tmc2208 (ramps & 2130 ici) donc aucune idée du câblage (j'aurai répondu avant sinon) mais dans marlin 2.x (branche bugfix-2.0.x) compatible 8bits et 32bits, la config est beaucoup plus simple et le support des TMC à été amélioré, la déclaration des pins CS se fait depuis la config (sans modifier pin_xx.h), et marlin 2.0 BETA sort durant l'été, donc aucune raison de ne pas mettre à jour .
-
la photo du dessous est pas ouf, mais c'est surement une soudure à défaire / faire, à droite de la puce, y'a 3 pastilles, dans la config actuelle (les deux du bas ponté) c'est configuré en uart. Faut regarder la doc des drivers pour savoir si faut juste enlever ce pont ou le déplacer. sinon autant les utiliser en uart et profiter de la config du courant depuis marlin, pourquoi pas ?
-
si tu utilises le firmware d'origine, le bruit d'enfer que font les endstops, c'est lié à la vitesse trop rapide de homing, en installant marlin (ce qui est recommandé pour rendre plus fiable / safe l'anet a8) tu peux modifier cette vitesse Tu devrais faire passer le fil du endstop X (celui que t'as entouré) derrière le moteur X, et pas devant, je suis pas sur que y'ai une longueur suffisante de cable si tu va tout en haut (24cm sur l'axe Z). Pour la qualité d'impression, c'est le plastique de test fourni avec l'imprimante ou une bobine acheté apart ? Y'a quelques vagues (le chassis acrylique ^^), et quelques endroits sous-extrudé (les petits trous ou les lignes très fine/renfoncés), mais c'est pas dégueu pour une anet "tout juste assemblé". Marlin devrait améliorer un peu la qualité d'impression (les réglages de l'imprimante et le code ont évolués), pour le reste : les réglages de ton slicer / rendre plus rigide ton imprimante, j'irai creuser de ce côté si j'étais toi
-
au passage (je viens de refaire mon pid) : bias: 128 d: 83 min: 206.43 max: 213.33 Ku: 30.61 Tu: 35.39 Classic PID Kp: 18.37 Ki: 1.04 Kd: 81.25 PID Autotune finished! Put the last Kp, Ki and Kd constants from below into Configuration.h #define DEFAULT_Kp 18.37 #define DEFAULT_Ki 1.04 #define DEFAULT_Kd 81.25 j'ai +/- 6°c de diff aussi (pid à 210°c, 60% cooling fan, chaussette sur le bloc), comparé à une buse laiton (ancien pid) : #define DEFAULT_Kp 17.50 #define DEFAULT_Ki 1.01 #define DEFAULT_Kd 75.98 mais sinon oui, j'attendais pas spécialement un gain de qualité d'impression, le seul point positif de cette buse c'est qu'elle soit "garantie" dans le temps pour l'usure, j'ai toujours voulu choper du filament Glow in the dark et du filament carbone mais tout le monde dit que ça détruit (trop) rapidement une buse laiton, au moins j'ai l'esprit tranquil concernant l'usure du nozzleX
-
oyé oyé braves insprimeurs ! je l'ai reçu hier actuellement (lettre suivie en IdF h+24, étonné de la rapidité) : Pas d'énormes différence avec une buse classique e3d, sauf qu'elle n'est ni laiton, ni noire, elle est noire-bleuté, le "super revêtement anti-adhérant" Pour l'installation, pareil, serrage à chaud comme une buse classique, y'a rien de très différent. J''ai fais quelques cubes de calibration, en PLA à 210°c (comme avec la buse laiton), mon filament "bleu qui est à l'air libre depuis 9-10 mois" passe comme avant, avec quelques irrégularités mais j'ai pas refait mon PID tuning, j'voulais vraiment juste voir si les températures d'impression seraient similaires ou s'il faudrait monter de +/- 5°c comme pas mal de gens disent avec des buses en acier trempé classique. Le PLA à 210°c comme avant, le PETG à 235-240-245°c passe correctement et pas d'énormes différences. Mes réglages pour la retraction du PLA sont les mêmes et j'ai aucun stringing, plutôt cool de pas avoir à chercher à nouveau, parcontre le PETG de 235 à 245°c en refait un chouille, étonnament j'vais refaire mon PID, augmenter ma retraction pour le PETG, ca devrait imprimer comme avant. Pour la durée dans le temps en principe, le revêtement anti adhérant devrait s'abimer mais la buse en elle-même ne devrait pas s'user / déformer / le trou s'agrandir ou devenir oval, jusqu'a 450°c avec des matériaux abrasifs, mais vu que j'ai imprimé max 30gr de plastique, c'est un peu tôt pour en parler Je posterai des photos de mes tests pendant ce weekend, j'ai pas vraiment pensé à faire d'échantillon "avant", du coup j'vais essayé de poster "sans changer de réglages / pid" vs "après"

-
C'est normal que les barres Z n'aillent pas dans le trou en haut, t'en fais pas si ton impression a échoué après 3 couches, peut-être qu'une photo de l'impression raté aiderai ? Mais sinon, débutant + 3 couches qui se décale, je pencherai plus sur un problème de nivellement du lit chauffant
-
Yep, normalement je l'aurai d'ici ce weekend, j'ai commandé un 0.4mm / 1.75mm marqué "dispo" mais le site indique "livrable sous 7 jours" maintenant, j'espère que j'ai eu le dernier en stock :^) ps: comptez 3.50€ pour une lettre suivi, 4.95€ pour un petit colis (c'était pas inscrit avant de s'inscrire )
-
Heh, y'a du mieux oui, pour les fils, maintenant que tu as des réglagles "neutres", sur thingiverse y'a quantité de "stringing test" ou "retraction test", ca te permettra de trouver "le bon truc", augmente ta retraction de 0.1 en 0.1, ici pour du filament PLA pas cher et liquide (geeetech, iceF), j'ai 2.3mm. (PS: la température d'impression ET la longueur de ton tube PTFE sont les 2 principaux facteurs sur ta retraction). C'est p'tetre moi, mais ta brim / jupe est pas tout à fait "droite dans les angles", met un peu plus de tension sur tes courroies edit: bon bah, j'ai toujours voulu imprimer du filament fluo, carbone et co, j'ai cédé au nozzle-X *honte*, j'en ferai un test pour vous dire si c'est "le dernier nozzle que j'achète de ma vie" (y'a plutôt intérêt vu le prix :X )
-
"La terre est ronde et pourtant ça fornique dans tout les coins" (Toto)
-
le site web d'e3d (leur page amazon est quasi toujours vide ou trop chère) ou les revendeurs officiels, y'a un site français : filimprimante3d edit: les prix sur fili sont pas ouf au pire e3d fait des "kits" sur amazon, pour une 40ène d'€ tu peux avoir 3 buses en acier trempé (ultra durable, pour le filament fluo dans le noir, le filament carbone / abrasif), mais ca pique un peu, j'ai souvenir d'avoir acheté les miens moins cher edit2: un peu mieux ici : imprimante3dfrance.com 7.50€ la buse 0.4mm pour filament 1.75
-
Regarde les commentaires de la vidéo, surtout celui là : la partie en gras étant la plus importante : "Tu as raison sur l'importance des angles droits en sortie de l'orifice. On a mis un temps énorme à s'assurer que l'angle était juste ce qu'il faut. L'angle du cone intérieur est étonnament un gros contributeur aux "ooze" (coulure) et à l'extrusion parfaitement précise. Ca donne un écoulement laminaire plus important et réduire la pression interne." Sanjay Mortimer, c'est... légèrement la tête d'E3D Ca fait très "nous on à le top, croyez-nous", mais... il(s) a(ont) raison