Roxadi
-
Compteur de contenus
145 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
1 705 visualisations du profil



Récompenses de Roxadi
")





-
Merci beaucoup, j'ai bien fait de demander Je vais continuer à chercher, peut-être dans les modèles plus anciens mais avec BL Touch ou équivalent (et direct drive, et firmware accessible, et mes connaissances limitées... pas simple )
-
Bonjour à tous, Merci @PPAC pour ce sujet que je viens de découvrir et tous tes tests. Je viens demander votre avis à toi et tous ceux qui pourront m'éclairer. J'ai actuellement une Anet A6 qui travaille bravement depuis 5 ans. Elle n'a plus grand'chose d'origine, est sous Marlin, et je l'ai dotée d'un Titan avec une Revo 6. Elle me fait de très belles impressions mais le calibrage du plateau est un cauchemard et je fatigue. Je pense donc passer à une machine plus moderne et je regarde depuis quelques temps la Ender 3 V3 SE. Mais je ne veux pas lâcher ma Revo, c'est trop bien (non seulement pour le "rapid change", mais surtout pour la longévité exceptionnelle des buses). J'aurais donc des questions à poser car je n'ai aucune compétence en-dehors de ma machine... Est-il possible de monter mon Titan et la Revo sur la Ender niveau connectique et firmware ? Est-il possible de mettre un plateau en verre, qui à mon sens est plus facile en termes d'adhésion des objets et leur décollement une fois finis ? Si ce n'est pas possible, quelle machine ayant les mêmes qualités que la Ender 3 V3 SE (surtout le livellement automatique du lit) pourrait convenir selon vous ? Merci à tous
-
@Maeke je ne sais pas où j'avais la tête, j'ai dû rêver ce que j'ai noté... Ma nouvelle alim c'est une 12 V, 360 W, 30 A. Du coup, comme tu le dis, je devrais être tranquille Oh oui ! Sans ce forum, je n'aurais pas réussi à améliorer mon imprimante et mes impressions comme ça, ni à me sortir de situations très difficiles Encore merci à tous
-
Bonjour à tous, Le problème est résolu, je dirais bien que je suis désolée de vous avoir dérangés pour rien (et malheureusement, ce n'est pas la première fois)... @jcjames_13009 c'était bien un problème électrique, mais pas celui auquel on aurait pu penser. Contrairement à ce que je croyais et après revérification, le Titan Aero était à 30 W, mais le Revo Six est à 40 W. Ce n'était pas le souci. Mes connexions à la carte étaient toutes bonnes. Mon mari a suggéré de mettre une deuxième alimentation sur le mosfet (où est branchée la hotend) pour voir si ce n'aurait pas été une faiblesse de l'alimentation, toujours d'origine. C'est à ce moment qu'il a découvert qu'un des fils qui vont de la CM au mosfet était débranché. Cela s'est probablement passé quand j'ai connecté les câbles de la résistance au mosfet, et je ne l'avais pas vu, même quand j'ai revérifié toutes mes connexions... @pommeverte de fait, les thermistances de type 1 et 5 sont très proches ; quand j'ai essayé de mettre chauffer la buse, j'étais sur l'ancien firmware, donc en 1, et je n'y avais pas fait attention, toute contente de voir monter la T°, j'ai fait chauffer à 200°C : il n'y a eu aucun souci. Mais j'ai remis le nouveau firmware. J'ai fait le PID, et là je suis en train d'imprimer une pièce de calibration pour tester l'ensemble. @Maeke j'avais imprimé le bec de ventilation qui va avec le chariot du Titan. Il n'est pas exclu qu'il souffle trop sur la buse, je vais suivre ton conseil et surveiller ça. Tu avais raison aussi, le firmware n'était pas content. Et oui, comme je l'ai dit ici plus haut, j'ai toujours l'alim d'origine. Il est prévu de mettre une deuxième en série qui alimentera le mosfet, tandis que la première alimentera la CM. Mais je me demande finalement si on ne va pas laisser uniquement la nouvelle (12 V, 300 W, 25A). Maintenant j'espère que la Revo tiendra ses promesses ! Un grand merci à tous
-
@pommeverte je suis tellement au point avec Marlin que je ne savais pas qu'il y avait l'initialisation automatique de l'eeprom après flashage. A chaque fois je fais un M502 suivi d'un M500. Mais du coup, je vais décommenter cette ligne, c'est mieux. Hier soir j'ai remis l'ancien firmware et essayé de chauffer à 150°C, mais le problème a été identique. Je n'ai malheureusement rien pu faire au niveau de l'imprimante aujourd'hui, j'espère vivement pouvoir m'en occuper demain. Je ferai ce que tu as suggéré. Je n'ai pas Pronterface mais Repetier, mais donc je peux communiquer avec la machine. J'ai contacté E3D hier soir, ils m'ont envoyé un mail ce matin avec 3 tonnes de trucs à vérifier, je le ferai aussi, mais ils me disent de faire un PID, ils sont marrants... Comment je fais si je ne peux pas faire chauffer la buse ? @Maeke ce n'est pas une panne vu que le système vient d'être installé et malheureusement, n'a jamais fonctionné. Par contre si ça marche un jour je ferai attention au bec de ventilation. Tu as toujours été de bon conseil. Quand la machine reboote, j'ai bien regardé, il n'y a aucun message d'erreur à l'écran. Dès que je lance le chauffage de la buse, la machine redémarre, donc elle n'a jamais chauffé. C'est un hotend Revo Six, la thermistance ne peut pas sortir de son longement, c'est un tout. C'est ce qui me plaît dans ce système, en plus de la buse unique, fini le heatbreak. Enfin, c'est ce qui me plaira si jamais ça fonctionne. J'ai bien un Revo Six 12V sur une machine 12V (c'est une des questions reçues de chez E3D). Les connexions sont bonnes, revérifiées je ne sais pas combien de fois. Demain je vais reconnecter l'ancien hotend pour voir si ça marche ou pas. Si ça chauffe, cela éliminera les problèmes d'alimentation et de connexions au niveau de la carte. Je ferai les tests demandés par le fabricant et ceux préconisés par @pommeverte. Mais si le firmware n'est pas en cause comme il le dit, ce que moi je n'aurais pu avancer seule, et que les éléments de la machine sont hors de cause, il restera un défaut de fabrication, et là, je ne suis pas arrivée Dans tous les cas, je vous tiens au courant. Merci pour votre aide.
-
@jcjames_13009, le Titan Aero nécessitait 30 W et de ce côté-là ne me posait pas de problème. Le Titan + Revo Six nécessite 30 W tout pareil. J'avais pensé à cette option, mais de ce côté il n'y a pas de souci. Cela me semble plutôt lié à Marlin ou au Revo, mais là je suis larguée... @pommeverte, je vais essayer ta suggestion et je te tiens au courant. J'ai joint les fichiers Marlin avec la maj du Revo. Ce sont les mêmes qu'avant, excepté les modifications dont j'ai parlé plus haut. Merci à tous les deux. Configuration.h Configuration_adv.h @pommeverte j'ai essayé l'ancien firmware avec le Revo à 150°C. Le problème est le même, l'imprimante a rebooté.
-
 Bonjour à tous, Cela faisait longtemps... J'ai de nouveau besoin de votre aide ! Voilà, j'avais comme extrudeur un Titan Aero, que j'ai repassé en Titan "normal" afin de pouvoir mettre le système E3D Revo Six. Le montage s'est bien passé, et j'ai fait la mise à jour de Marlin suivant les indications fournies par E3D. Le problème, c'est que quand j'ai mis l'imprimante en préchauffage afin de faire le niveau du plateau, au bout de 2 minutes l'imprimante s'est relancée et n'était donc plus en chauffe. Je l'ai arrêtée et rallumée, et là, le phénomène s'est produit dès que j'ai lancé la commande de préchauffage. Si je fais chauffer que la buse, le phénomène se produit aussi, mais je peux chauffer le plateau seul sans problème (ce qui me tracasse ) Par contre, je n'ai aucune indication à l'écran. Toutes les connexions sont bonnes. Au niveau de Marlin, j'ai passé comme indiqué le TEMP SENSOR 0 de 1 à 5, et le HEATER 0 MAXTEMP de 275 à 300°C. Il n'y avait pas d'autres paramètres à changer. Je suis preneuse de toutes vos idées et vous en remercie d'avance...
Bonjour à tous, Cela faisait longtemps... J'ai de nouveau besoin de votre aide ! Voilà, j'avais comme extrudeur un Titan Aero, que j'ai repassé en Titan "normal" afin de pouvoir mettre le système E3D Revo Six. Le montage s'est bien passé, et j'ai fait la mise à jour de Marlin suivant les indications fournies par E3D. Le problème, c'est que quand j'ai mis l'imprimante en préchauffage afin de faire le niveau du plateau, au bout de 2 minutes l'imprimante s'est relancée et n'était donc plus en chauffe. Je l'ai arrêtée et rallumée, et là, le phénomène s'est produit dès que j'ai lancé la commande de préchauffage. Si je fais chauffer que la buse, le phénomène se produit aussi, mais je peux chauffer le plateau seul sans problème (ce qui me tracasse ) Par contre, je n'ai aucune indication à l'écran. Toutes les connexions sont bonnes. Au niveau de Marlin, j'ai passé comme indiqué le TEMP SENSOR 0 de 1 à 5, et le HEATER 0 MAXTEMP de 275 à 300°C. Il n'y avait pas d'autres paramètres à changer. Je suis preneuse de toutes vos idées et vous en remercie d'avance... -
Un grand merci, @pommeverte J'ai tout compris, c'est déjà un grand progrès pour moi Mais je dois ajouter que la première page que tu as mentionnée je l'avais lue, mais sans autre explication cela ne m'avais pas aidée. En attendant une réponse je me suis dit que j'allais réessayer avec un autre câble d'alimentation (le 3ème en l'occurrence). Cela fait 3 h 30 que l'horloge fonctionne sans problème. Mais je pense que je vais quand même opter pour une alimentation séparée du moteur, vu que cette horloge est sensée fonctionner H24 ; je vais donc suivre tes précieux conseils...
-
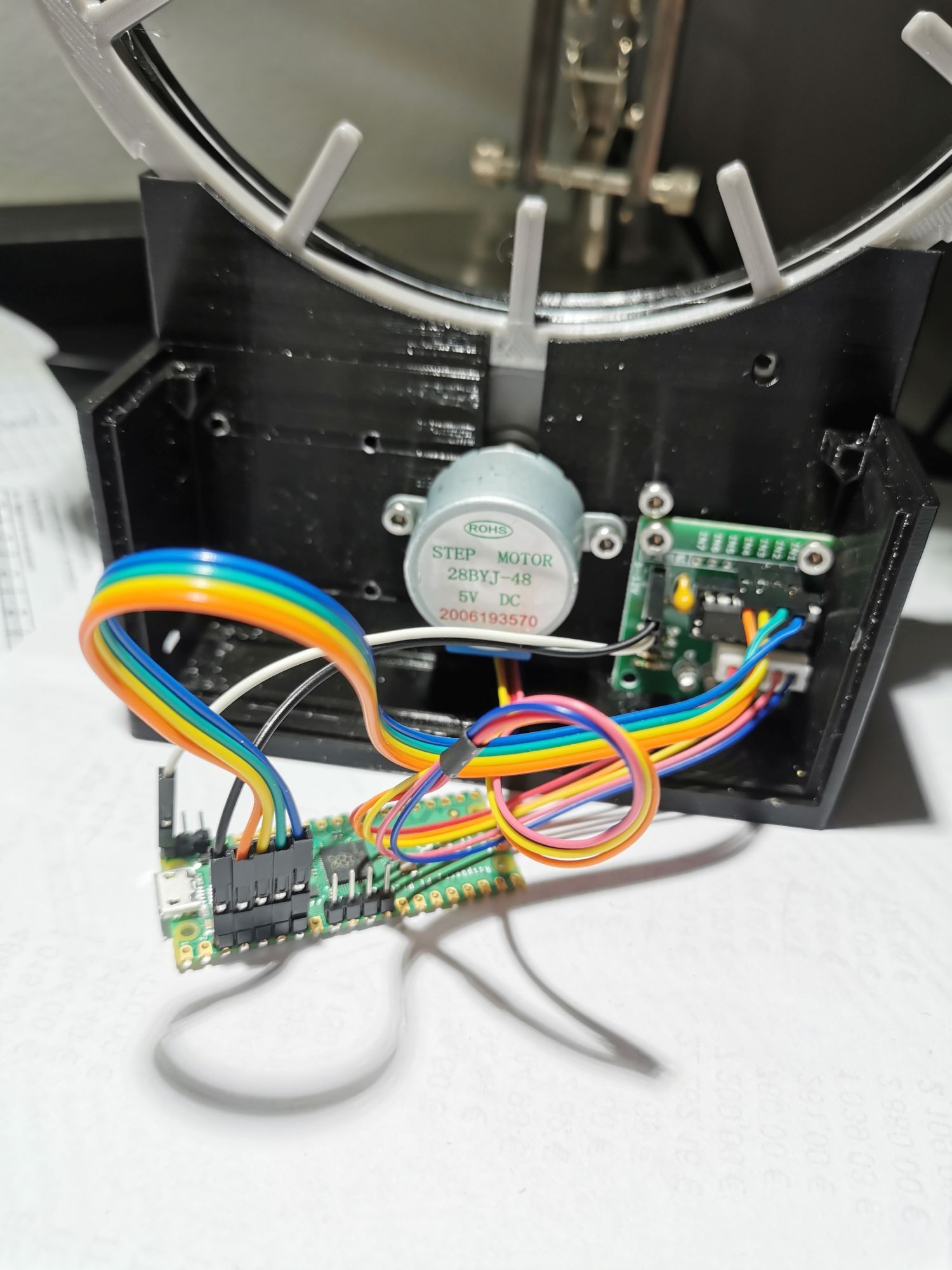
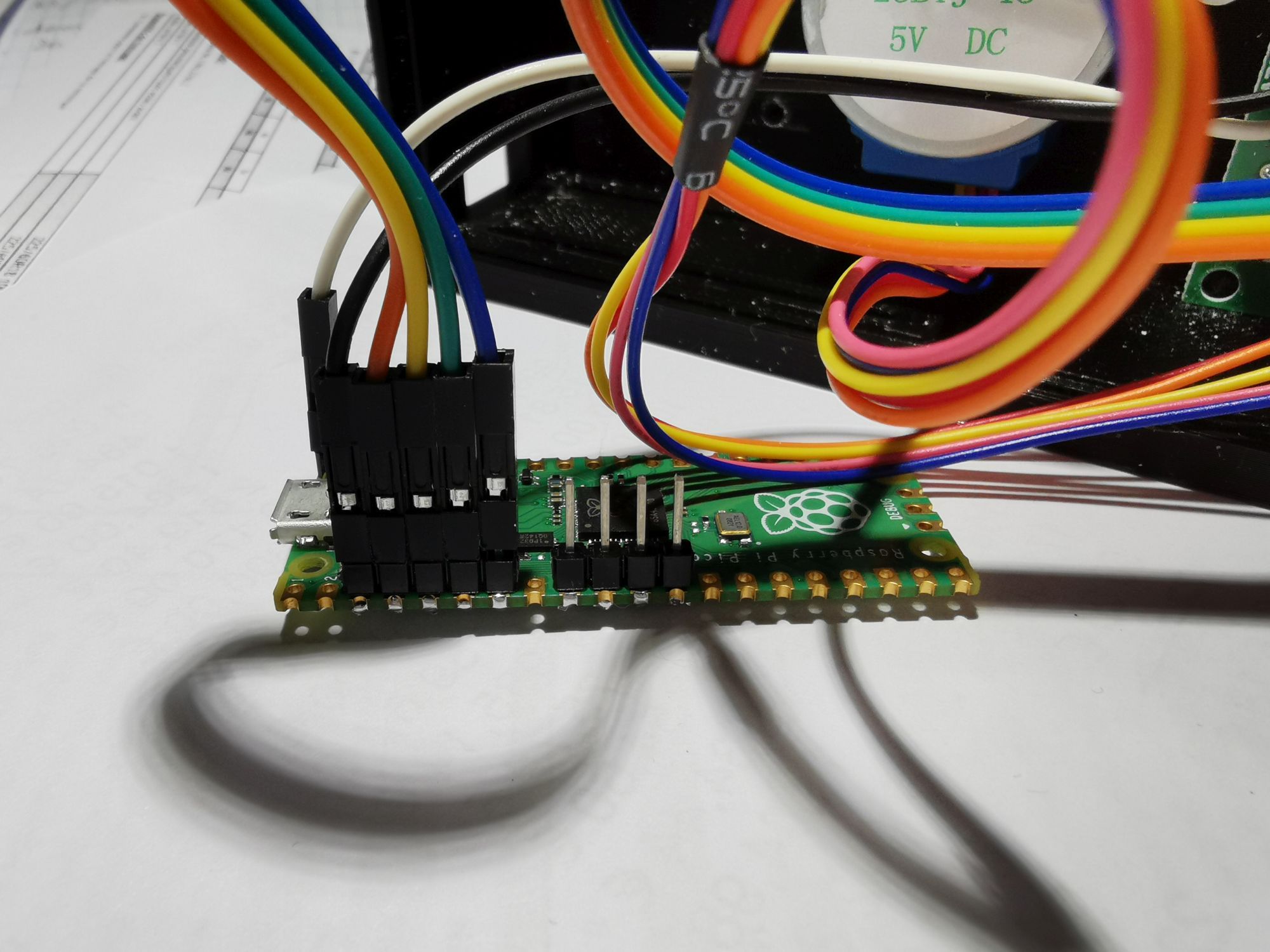
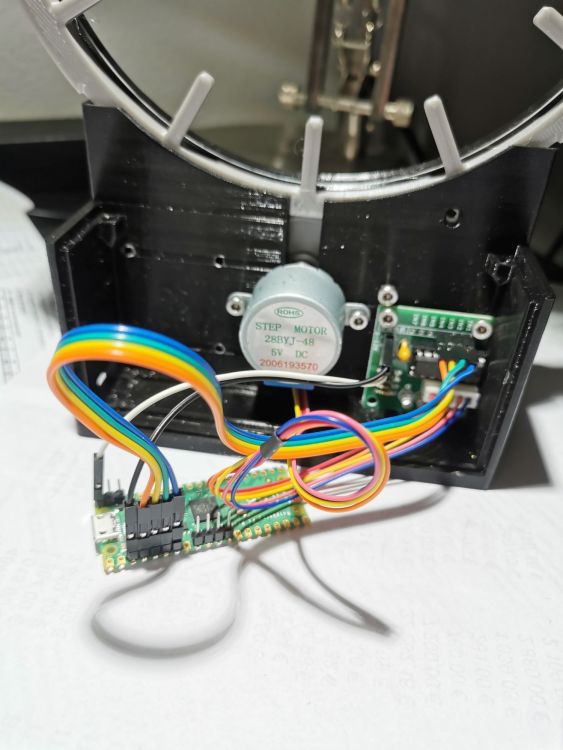
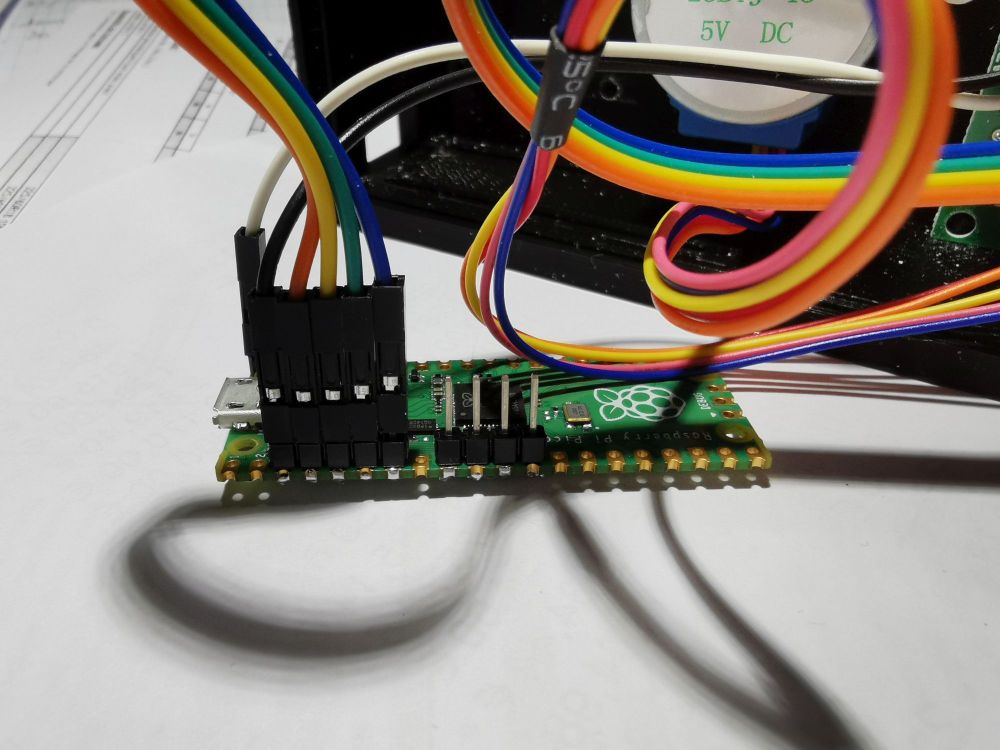
Bonjour, Je fais appel à tous les électroniciens du forum, et je sais qu'il y en a tant et de talentueux, pour résoudre un problème que je rencontre pour une de mes impressions 3D. Je sais que ce n'est pas lié à l'électronique d'une imprimante, mais j'essaie quand même car je fais confiance aux membres de ce forum. J'ai imprimé cette horloge : https://www.thingiverse.com/thing:4840471 qui a un rendu superbe ; la base n'est pas celle-là, mais ce n'est pas le sujet. Pour la faire tourner, j'utilise, comme prévu par l'auteur, une carte Raspberry Pi Pico et un moteur 28byj-48 et sa carte. Tout fonctionne aux petits oignons... ou presque. Car au bout d'une heure de fonctionnement, le moteur pas à pas décroche, alors que les pièces imprimées ne bloquent pas. Le problème c'est que je ne suis pas du tout compétente en électronique, c'est même la première fois que j'utilise une carte Raspberry. Mais elle a été bien préparée, avec implémentation de Mycropython comme préconisé, et de toute manière, pendant une heure elle a fonctionné correctement. Elle est alimentée en 5V, 1A. J'avais auparavant fait les branchements du modèle que j'avais suivi : https://www.thingiverse.com/thing:4947971, mais là le moteur décrochait au bout de 5 minutes et c'était beaucoup plus bruyant. J'avais à ce moment essayé avec un autre moteur ; cela n'avait rien changé, il semble que ça ne vienne pas de là. J'ai vu sur internet que ces moteurs pas à pas supportaient moyen une alimentation par une carte, qu'il valait mieux les alimenter directement ; est-ce que ce serait la solution à mon problème ? Et si oui, comment dois-je faire ? D'un autre côté, il y a pas mal de personnes qui ont réalisé cette horloge et qui ne relatent pas ce genre de problème, donc j'ai peut-être loupé quelque chose mais je ne vois pas quoi. Vous allez me dire que je pourrais demander directement à l'auteur de l'objet ; mais il n'a plus donné signe de vie depuis quasi un an sur le site, donc je le sens moyen... Ci-dessous le fichier .py, les branchements que j'ai faits en suivant les instructions. Sur les photos, les pins non utilisées sont celles utilisées pour le premier branchement ; elles étaient bien isolées lors des essais suivants. J'espère que vous pourrez m'aider, car je la trouve vraiment sympa... et en plus j'en ai besoin. En tout cas un grand merci déjà pour m'avoir lue. pico-hollow-clock.py pico-hollowclock-instructions.pdf



-
marlin [RÉSOLU] Paramétrer le homing lors d'une pause dans Marlin
Roxadi en réponse au topic de Roxadi dans Paramétrer et contrôler son imprimante 3D
Oui, elle est décommentée, mais seulement cette ligne là. Je n'ai jamais eu le problème que tu mentionnes... Je n'arrive pas à joindre mon fichier Marlin ici, je viens de te l'envoyer en message perso. J'espère que ça pourra t'aider La ligne que tu cherches est la 1864 du configuration_adv -
marlin [RÉSOLU] Paramétrer le homing lors d'une pause dans Marlin
Roxadi en réponse au topic de Roxadi dans Paramétrer et contrôler son imprimante 3D
Non, pas de détecteur de filament, pas de Bltouch non plus d'ailleurs, et tu ne m'embêtes pas. Si je peux aider ce sera très volontiers, mais avec mes maigres compétences. Je suis désolée, je ne connais que mon Anet... et mon Anet. Mon imprimante et moi avons des milliers d'heures d'impression à notre actif, mais je ne suis toujours pas très calée au niveau de Marlin. Voici mes gcodes de début et de fin dans Cura, je n'ai pas changé grand'chose. Les paramètres que tu as vus dans le dernier post de la discussion sont finalement les seuls que j'ai modifiés pour le homing en tout cas, à part l'activation du changement de filament directement depuis la machine. En fait je ne m'en suis jamais servie, mais en cas d'urgence, genre bobine finie avant la fin de l'impression, je peux réagir "proprement". Je fais surtout des changement de couleur et du coup je modifie le fichier gcode généré par Cura, ainsi je suis sûre que cela se passe au bon endroit. Mais comme dit avant, j'ai maintenant le homing comme je le voulais. Si tu as besoin je peux te donner mon fichier config.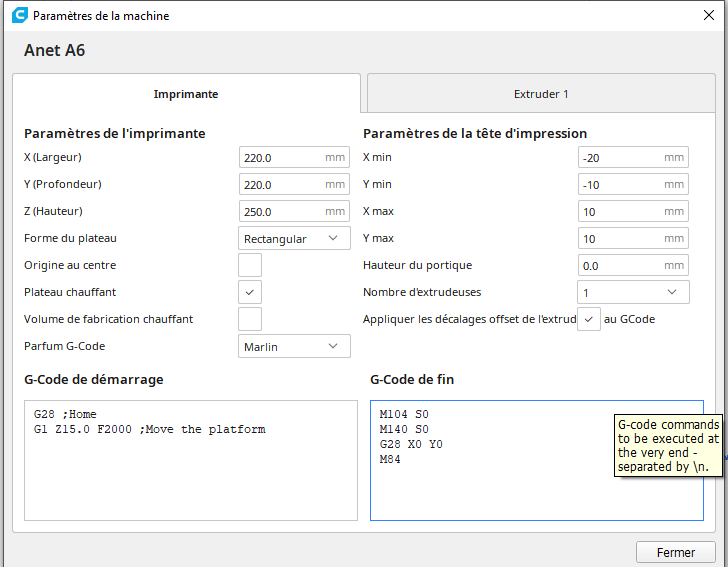
-
marlin [RÉSOLU] Paramétrer le homing lors d'une pause dans Marlin
Roxadi en réponse au topic de Roxadi dans Paramétrer et contrôler son imprimante 3D
Bonjour @cedob77 Oui, avec ces paramètres je n'ai plus jamais eu de problème lors des pauses, le homing a bien lieu, et là où je veux : X à 5 mm de la buse, sinon le chariot de l'extrudeur rebondit sur le capteur de fin de course et cela me provoquait décalage dans l'impression lors de la reprise. Maintenant c'est tout bon à chaque pause. -
Extrusion qui s'arrête
Roxadi en réponse au topic de Roxadi dans Entraide : Questions/Réponses sur l'impression 3D
Merci @Maeke, j'y ai pensé, et de fait il y avait une belle différence. Merci @Idealnight, il y a de quoi faire Bon week-end à tous -
Extrusion qui s'arrête
Roxadi en réponse au topic de Roxadi dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, @Maeke, je suis désolée j'avais mal compris : je croyais que tu avais un Trianglelab. Je n'avais pas pu répondre plus tôt mais oui, j'ai changé le roulement du clone comme tu m'as dit, mais cela n'a rien donné. Et toujours, plus je faisais des tests d'extrusion, moins ça extrudait. Tu as raison, le test de bouchage était moyen, mais cela n'était pas bouché quand même, j'en ai la preuve maintenant. Mais j'ai bien noté tes remarques très pertinentes. Le Titan est arrivé aujourd'hui, dès que j'ai pu je l'ai monté. Rien qu'au déballage, j'ai vu la différence. Ce qui m'a marquée, ce sont les ressorts : à gauche l'E3D, à droite le Trianglelab mais il faut lui rendre qu'il a bossé pas loin de 1000 h. En même temps je n'ai aucune idée de la durée de vie d'un extrudeur... Le pignon du moteur n'a rien à voir non plus, ce n'est pas la même qualité. Mais comme je le disais, je ne doute pas des clones Trianglelab (j'espère que tu pourras vite utiliser le tien), mais bien du mien : tout de suite il y a eu des problèmes, mais comme je n'avais pas pu l'installer tout de suite je n'avais pas râlé ; après quasi 6 mois ça le faisait moyen. Au final l'ensemble me coûte moins cher qu'un Titan Aero car j'ai gardé la partie "aero" du clone, je n'ai repris qu'un Titan. Et je ne suis certainement pas sur des buses et heatbreak de chez E3D, bien trop chers, mais ceux que j'ai achetés sur Amazon m'épatent par leur tenue et durée de vie. J'ai refait les tests d'extrusion comme @Idealnightme l'avait dit au départ, et après un ajustement des steps, 3 fois j'ai eu une extrusion parfaite ; ça fait du bien un extrudeur qui extrude Entendre l'imprimante fonctionner c'est que du bonheur, cela m'avait manqué ! Un grand merci à tous ; comme d'habitude à chaque fois que j'ai eu un problème, j'ai noté précieusement vos suggestions et conseils. Je pense qu'au final c'était le ressort le fautif, effectivement il y avait un problème de pression sur le filament ; mais à regarder la roue dentée du clone, elle n'aurait de toute façon pas fait long feu. Mais comme dit au départ, je ne savais pas quoi incriminer, sans votre aide je n'y serais pas arrivée. Après les tests d'extrusion concluants, j'ai relancé l'impression des pièces qu'il me fallait. Ce sont de petites pièces très simples, il faudra voir pour des plus longues mais elles sont là, l'impression s'est déroulée sans problème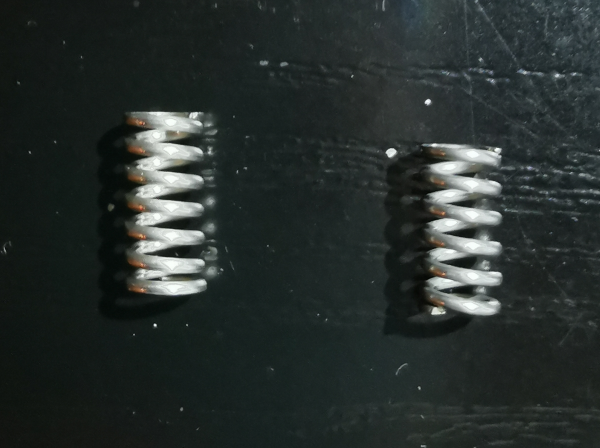
-
Extrusion qui s'arrête
Roxadi en réponse au topic de Roxadi dans Entraide : Questions/Réponses sur l'impression 3D
@Maeke, la machine fonctionne tout à fait normalement même quand l'extrusion s'arrête : les axes bougent, la buse chauffe correctement puisque manuellement je peux faire passer le filament sans forcer du tout. J'ai fait plusieurs essais en restant le nez dessus : aucun message d'erreur, ce qui me semble logique puisque tout fonctionne, sauf l'extrusion. Lorsque j'ai découvert le problème l'imprimante suivait bien son cheminement, elle imprimait la pièce... mais sans filament et était 1 cm au-dessus à bouger dans le vide. Quand j'ai fait les tests suggérés par @Idealnight, j'ai constaté que l'extrusion s'arrêtait mais la roue crantée tournait. Et plus j'en ai fait, moins le filament était extrudé et moins il était marqué par les dents, même avec une pression maximale dessus. Et la buse et le heatbreak restent perméables, aucun bouchage. Le changement de moteur n'a rien donné, pour moi il ne reste plus que l'extrudeur. Je sais que tu as eu le Titan Aero de Trianglelab et qu'il t'a lâché. Était-ce le même cas de figure ? C'est clair que mon clone a imprimé quasiment durant 1000 heures, est-ce la limite ? Tu avais dit dans une discussion qu'il valait mieux aller sur du "genuine", c'est ce que j'ai fait, j'attends les pièces indispensables de chez E3D. Et finalement, j'espère que c'est là la solution, car mon mari, qui attend plusieurs pièces, parle de changer d'imprimante et moi je veux rester sur mon Anet.