Pascal03
-
Compteur de contenus
420 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
3
Visiteurs récents du profil
2 123 visualisations du profil




Récompenses de Pascal03
")





-
Pour le moment c'est tout en vrac dans une caisse. Je pense garder les moteurs et les parties mécaniques pour des projets futurs (vu que j'ai un tour et une fraiseuse d'établi). Le plateau chauffant est voilé mais j'en ferai peut-être quelque chose, la carte mère j'ai peut-être aussi un projet... du coup à part le berceau de la tête, le panneau de commande (merdique, fallait appuyer 3 fois sur chaque bouton pour que ça réagisse), les courroies et les pièces en PLA du X je n'ai pas grand-chose de plus à proposer. L'ancien proprio (c'était aussi une occase) avait acheté un capteur inductif, il n'a jamais été monté. il avait cassé la pièce support en acrylique. ça aussi, qui n'en veut je donne !
-
J'avais une Anet A8, que j'ai viré (trop de souci de nivellage du bed avec : régler un angle déréglait les 3 autres, support en H pas assez rigide). Si tu veux je t'envoies le faisceau de câbles, contre un bon mondial relay pour le port.
-

PC4-M6 perçage 2.3mm
Pascal03 en réponse au topic de Kerr_Haggan dans Consommables (filaments, résines...)
Pour ceux qui galèrent avec le filament qui bute sur l'angle vif du PTFE : un petit coup d'alésoir conique dans ce dernier. Je l'avais suggéré ici : Cet outil (tapered reamer en anglais, ça facilite les recherches) est en outre très pratique pour remettre à la bonne cote un trou trop étroit - à condition que l'épaisseur à élargir ne soit pas trop importante, car vu sa forme il crée obligatoirement un cône. -
Superposes grossièrement 2 formes (de hauteur différente c'est plus parlant) et déplaces toi, tu verras Il y a 2 méthodes pour se déplacer rapidement : clic droit et bouger la souris (déplacement 3D), ou clic sur la roulette et bouger la souris (déplacement linéaire) Perso, fusion je le trouve trop intrusif. j'ai voulu l'essayer, pour s'inscrire il fallait flasher un QR code avec son portable, où un truc du genre. j'ai immédiatement laissé tomber.
-
Le problème c'est que tu n'alignes que sur un seul axe... - Dupliques le sapin - Sélectionnes un des points de cote en maintenant MAJ enfoncé : ainsi quand tu le taperas une nouvelle cote au clavier, toutes les cotes en X, Y et Z varieront proportionnellement. diminues la taille de ton sapin dupliqué - Définis ton nouveau sapin en perçage. - Sélectionnes tes 2 sapins > aligner - Alignes sur les 3 axes : centré en X et Y, Et en haut pour Z - Fusionnes tes 2 formes - c'est terminé. Attention à tes problèmes visuels d'alignement : l'écran affiche en 2D un modèle 3D. il crée donc une erreur de parallaxe pour simuler la 3° dimension. si tu déplaces le point de vue, les 2 modèles vont bouger l'un par rapport à l'autre.
-
Combien de temps préchauffez-vous le lit de votre machine?
Pascal03 en réponse au topic de amundsen dans Entraide : Questions/Réponses sur l'impression 3D
En général je mets en chauffe et j'ouvre Cura. le temps de trancher et c'est à température. mais il faut préciser : D'une part, j'ai un plateau en 220V donc la chauffe est très rapide, même pour monter au dessus de 100°C D'autre part j'ai une ultrabase : donc quand le thermistor de la tornado à atteint la température de consigne, l'ultrabase en est encore loin.... il faut donc lui laisser quelques minutes pour qu'elle arrive à température -
Ce qu'il faut trouver, c'est qu'est-ce qui a changé depuis la dernière fois où ça marchait. C'est apparu depuis un déménagement, où ça a marché entre temps ?
-
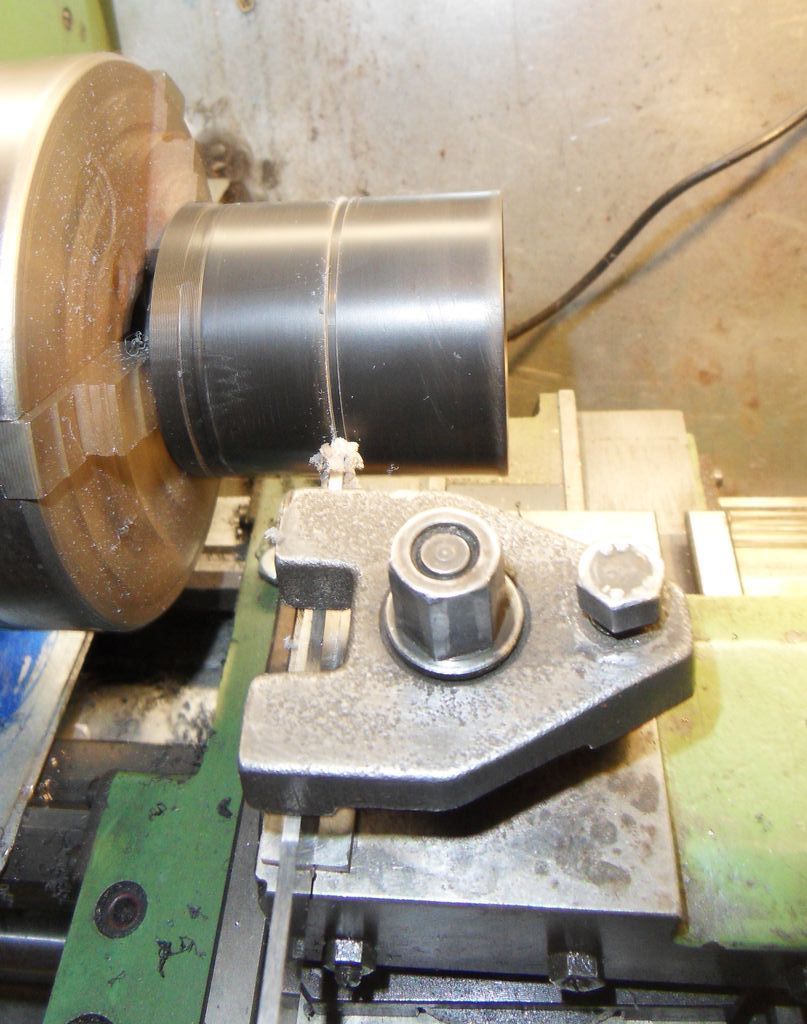
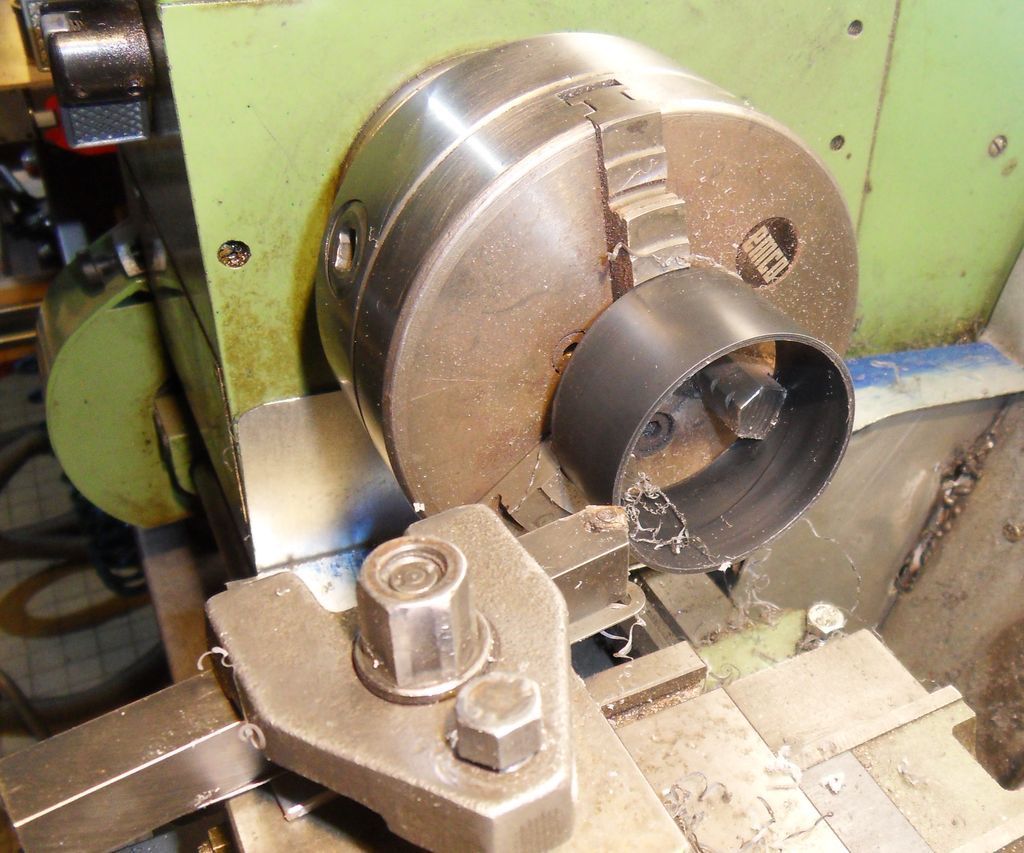
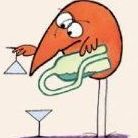
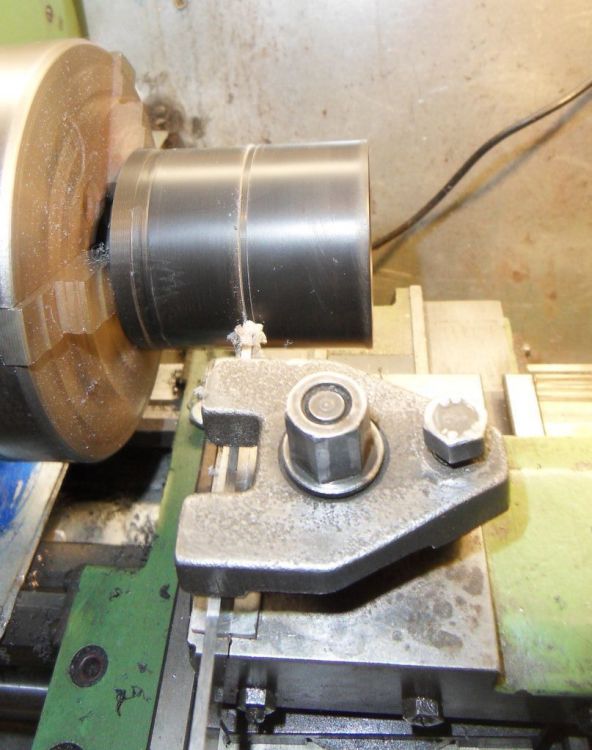
Bonjour à tous Aujourd'hui je vous présente une pièce toute simple (un manchon), dont la finition est réalisée en usinage J'ai dans mon atelier un bras d'aspiration articulé, avec une prise de courant reliée à un relais d'asservissement. quand je démarre un appareil branché dessus (ponceuse, scie sous table, etc...) l'aspirateur démarre avec, et s'arrête de même (quelques secondes plus tard - via un relais temporisé - pour finir de vider les tuyaux) Souci ; je n'ai pas le même diamètre entre l'emboitement du tuyau souple (53.5 mm) et les tuyaux PVC rigides (50mm). j'ai assuré l’étanchéité avec du scotch mais ça me satisfait moyennement et c'est galère quand on doit défaire. Il me faut donc fabriquer un manchon, et je veux qu'il soit ajusté aux petits oignons ! J'ai imprimé un bout de tube en ABS, avec surcotes des diamètres. je vais l'ajuster au tour Je commence par reprendre le diamètre extérieur. J'ai bien fait d'imprimer un manchon très long car la prise de mors déforme beaucoup le tube. Seule l'extrémité sera cylindrique Ensuite alésage au diamètre du tube PVC ça fait du foin ! On démonte, on présente, et on remonte pour y aller dixième par dixième. ce ne sera pas grave si ce n'est pas parfaitement concentrique Finalement, quand tout est aux bonnes cotes, on coupe la longueur utile J Je reprends la coupe, car vu la prise de mors très faible, ça a sauté en fin de tronçonnage, et ce n'était pas propre Franchement, ça ne ressemble plus du tout à une pièce imprimée en 3D, avec des couches de 0,3mm ! La pièce est rentrée pile-poil, en tapotant avec un maillet et une cale en bois Et le flexible est désormais facile à emmancher et démonter, sans scotch et avec une bonne étanchéité Y'aura plus qu'à remettre un Rilzan au niveau du support pour solidariser le tuyau au bras, et ce sera fini Pascal








-
Pareil. aucune impression de "ramasse poussière" pour moi, seulement des trucs utiles. Plutôt que de chercher des moutons à 5 pattes, autant se les fabriquer !
-
Ecoutez bien les paroles, c'est énorme !
-
Peut-être que la pièce imprimée est différente des autres (plus grande) ? Souvent avec des petites pièces ça passe parce qu'elles n'ont pas le temps de "warper". 80° pour le bed c'est faible. je suis plutôt à 100-110°, en caisson fermé
-
[review] Micro tour educatif
Pascal03 en réponse au topic de Poisson21 dans Discussions sur les graveurs laser, les CNC et l'usinage
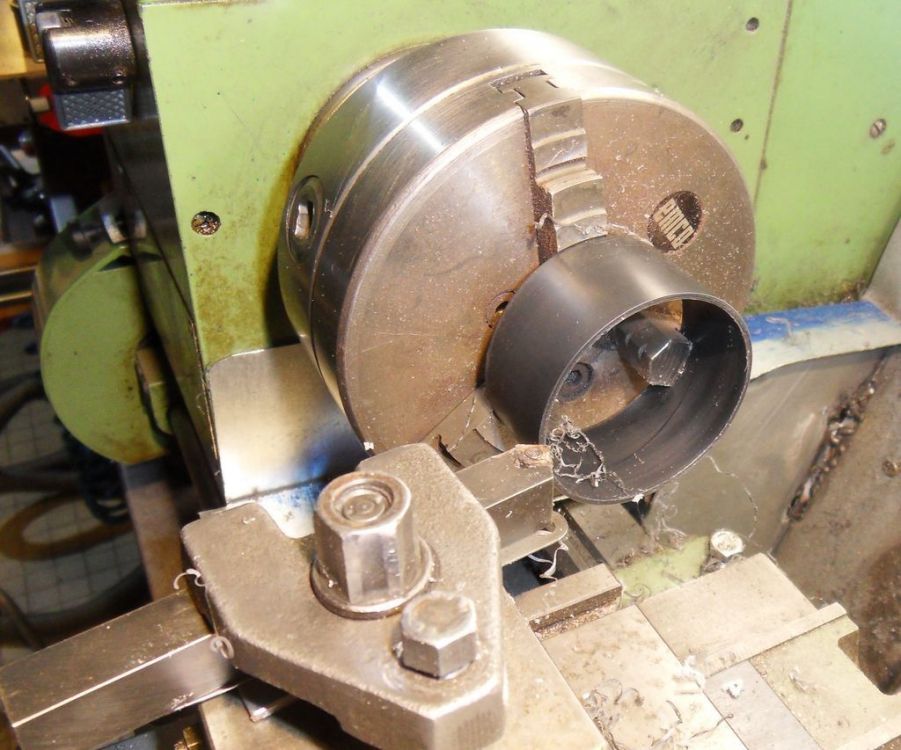
Pour le 3° axe, je n'en voyait pas trop l'utilité vu qu'il faut refaire le zéro à chaque changement d'outil, et que j'ai déjà une DRO sur la descente sensitive de la broche. Mais à l'usage peut-être que la fonction 1/2 me manquera sur le Z. on verra bien avec le temps.... Pour le tour, j'avais commandé une autre DRO pour mettre sur le X, mais sur l'emcomat il y a trop peu de place pour la monter. Du coup elle dort dans un tiroir. Le fait que les visu mesurent au rayon ne me gène pas car les verniers des chariots mesurent aussi au rayon sur l'emcomat (pour ne pas avoir à diviser la lecture par deux lorsqu'on utilise une colonne de fraisage). C'est d'ailleurs le principal défaut de ce tour : il n'y a que 15mm entre le dessus du petit chariot et la hauteur de pointe. trop peu pour monter une tourelle porte outil à changement rapide digne de ce nom. J'envisage de fraiser le dessus du petit chariot pour gagner quelques mm (j'ai lu sur usinage.com qu'on pouvait en enlever jusqu'à 4mm) Pour ce faire une CNC ne remplace pas une fraiseuse : les deux sont complémentaires.... J'imagine mal surfacer de l'acier ou de la fonte avec un fly cutter à la CNC (de toutes façons ça tournerait beaucoup trop vite!) Pascal Exemple juste maintenant, sur le bon coin Je parie que d'ici demain (voire ce soir même) c'est vendu.....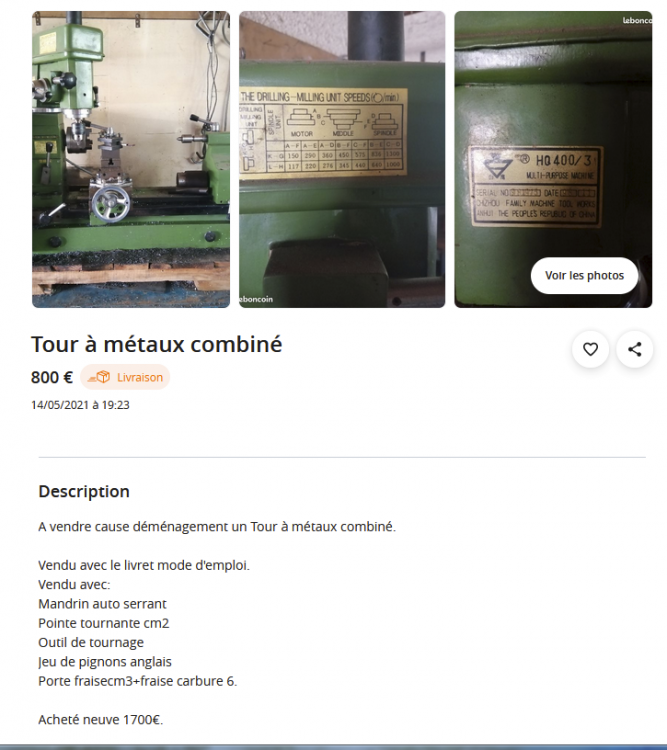

-
[review] Micro tour educatif
Pascal03 en réponse au topic de Poisson21 dans Discussions sur les graveurs laser, les CNC et l'usinage
Le Güde c'est celui sur lequel je lorgnais avant de trouver l'Emcomat. J'ai un compresseur bi-cylindre de cette marque, et même si ça reste du made in China il est plutôt de bonne facture. reste qu'il faut savoir qu'avec ces machines il faut tout reprendre. Ajuster les jeux, etc.... moyennant quoi on peut faire du travail très correct. Avec l'Emcomat et des outils à plaquette carbure je prends des passes de 2mm au diamètre dans l'inox 304L.
-
[review] Micro tour educatif
Pascal03 en réponse au topic de Poisson21 dans Discussions sur les graveurs laser, les CNC et l'usinage
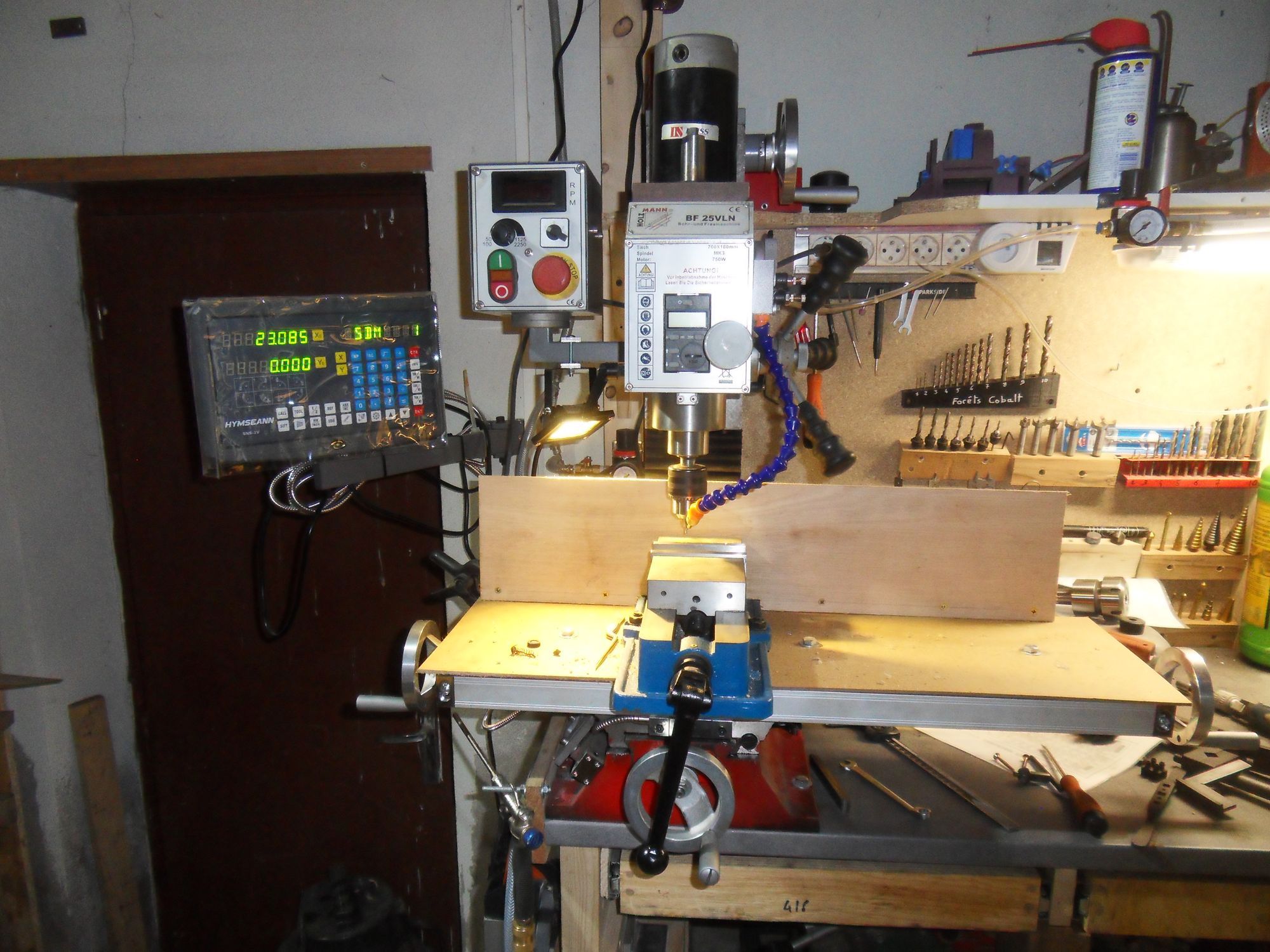
Hello Il faut surveiller les annonces, et être très (mais alors très) réactif ! Ce genre de matos est recherché et il y a beaucoup plus de demande que d'offre. Parfois (rarement) on voit passer des Emco à vraiment pas cher. Mais ils se vendent dans l'heure. Mon "truc" pour ne pas passer à coté d'une bonne affaire : j'ouvre des onglets dans le navigateur, avec mes recherches, et chaque fois que je passe devant l'ordi je rafraichis les pages pour tenter de voir les ventes avant les autres J'ai eu l'occasion de m'équiper ces derniers temps. 2 bonnes affaires Emcomat 8.4 Mis à prix 300€ sur ebay. j'ai fait une offre à 400, le vendeur a fait une contre offre à 500. affaire conclue. le tour est resté en vente moins d'une heure. Fraiseuse Holzmann BF25 Avec porte pinces et jeu de pinces ER40. Mis sur le bon coin pour 500€ (le quart du prix du neuf). J'ai appelé 3 minutes après la mise en ligne de l'annonce. le lendemain quand je suis allé la chercher le vendeur m'a dit "je retire de suite l'annonce, car le téléphone ça n'arrête pas !" Et chaque fois 1000 bornes aller-retour pour aller les chercher... Une fraiseuse revient plus cher : J'ai rajouté l'étau, la visu (j'aurais peut-être du prendre une 3 axes, mais bon). Mais surtout à l'usage bousiller une fraise ça ne coûte plus la même chose que de casser une plaquette carbure sur un outil de tour (surtout si c'est une fraise de qualité). C'est pour ça que je me fais rare en ce moment : Posséder des machines c'est une chose, savoir les utiliser c'en est un autre. du coup je fais mon apprentissage (en autodidacte) et l'impression 3D est un peu passée au second plan. Concernant les visu, j'ai juste monté une règle chinoise à pas cher sur le trainard de l'Emco, histoire (comme dit @Jean-Claude Garnier, de ne pas compter les tours). Mais ce n'est qu'un confort et un comparateur monté sur le banc fait aussi bien pour s’arrêter toujours au même endroit. Par contre pour la fraiseuse c'est quasi indispensable, avec les fonctions trigonometriques. Pascal

-
+1 : J'ai de l'huile de coupe WD40 Pour les butées à aiguilles, il y a aussi des butées à billes (tout comme les roulements à billes et roulements à aiguilles)