Phil_67
-
Compteur de contenus
50 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Phil_67
-
Coin qui se releve sur mon cube test
Phil_67 en réponse au topic de babylonchips dans Discussions sur les imprimantes 3D
Salut On voit que ton extrudeur envooie trop de filament, Premier point a verifier avec ce lien Utilise tu le même slicer que le vendeur ? peut être il peut tye pâsser son profil -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
Chevauchement du contour dans l'onglet remplissage, il est a 15 % qui est la valeur par défaut pour des pieces rondes tu peux essayer de mettre le motif de remplissage externe a Concentric -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour la je séche Ta tete d'impression est bien fixée, il n'y a pas de jeu Ca a fait pareil sur le cube ? ou toutes les parois sont collées, tu as combien exactement en mesurant l'axe des Y du cube ? -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
On le voit mieux sur cette pièce, c'est bon sur l'axe des X mais pas des Y Ta courroie ne serait pas trop serrée ou ton plateau circule librement -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
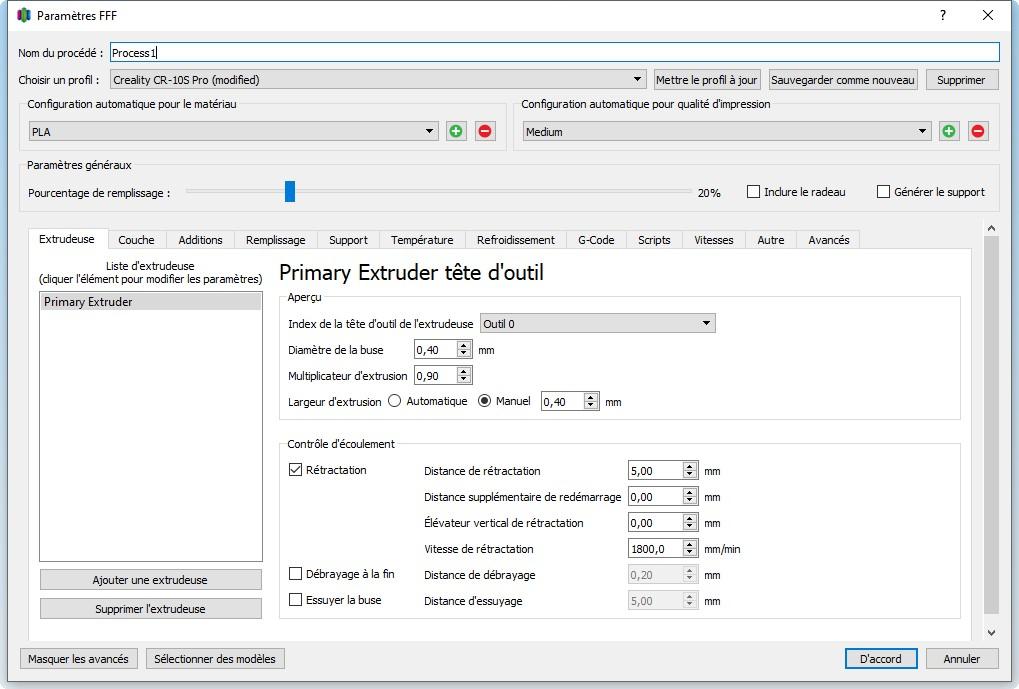
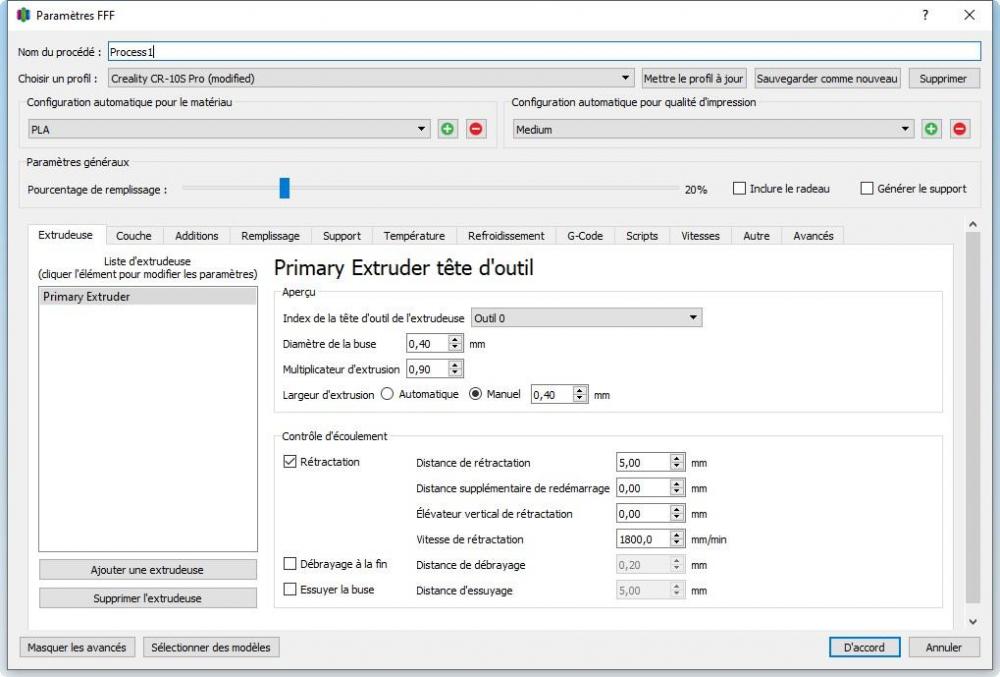
Onglet Extrudeuse essaie avec Diametre de buse 0.40 multiplicateur d'extrusion commence à 1, et si c'est ok tu pourra réduire peut etre a 0.95, mais en dessous ca fait léger Onglet couche Hauteur de la couche principale essaie de rester en 0.200 le temps de régler les problèmes , ca imprimera aussi plus vite Tu devra peut etre réduire les parametre de la premiere couche, mais je ferais déja un un essai en les laissant comme cela Bons tests -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour Peux tu mettre des screens de tes réglages simplify Onglets extrudeuse, couche, remplissage Utilise le trombone en bas quand tu écris ton message -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
Ok dans ce cas tu peux importer ce profile pour comparer tes paramères Attention a la rétractation, on ne dois pas avoir la même tete d'impression PLA - 200 - E3D V6.fff -
simplify3d Soucis de décollement au niveau des trous
Phil_67 en réponse à un sujet dans Paramétrer et contrôler son imprimante 3D
As tu imprimé un cube de test et messué qu'il fait bien 20 milimetres sur chaque coté http://www.thingiverse.com/thing:1278865 Possible que ca soit un probleme des steps Un tuto pour les régler -
Astuce pour décoller ses pièces facilement après impression
Phil_67 en réponse au topic de electroremy dans Discussions sur les imprimantes 3D
+1 J'utilise aussi une plaque de verre avec de la laque, ca se décolle tout seul une fois la plaque revenue a température ambiante sinon ca revient a utiliser un brim qui a l'avantage aussi d'éviter les problemes des angles qui se décole et il est très facile a enlever Edit : Cela a déjà été répondu desolé -
souci paroi mince
Phil_67 en réponse au topic de passipire dans Entraide : Questions/Réponses sur l'impression 3D
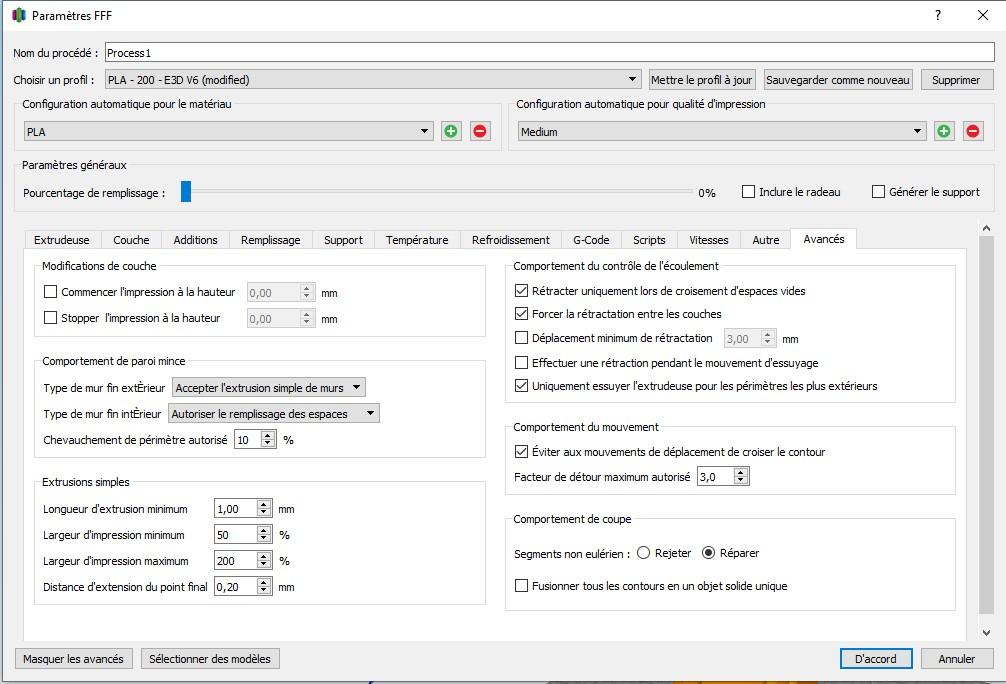
Salut Si c'est pas déjà fait dans avancé essaie de régler le comportement de paroi mince Type de mur fin extérieur à Accepter l'extrusion simple de murs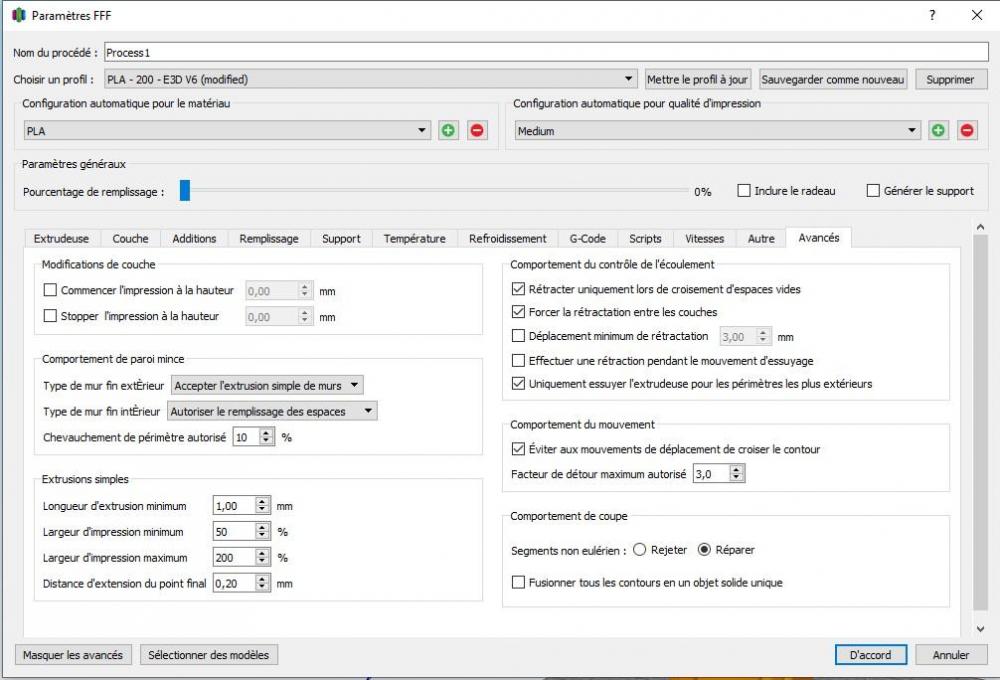
-
freecad Tuto et exercices FreeCAD
Phil_67 en réponse au topic de jmarie3D dans Dessiner / modéliser en 3D
Justement je suis débutant et CAD printer sont les premières vidéos que j'ai trouvé puis Madeinfonddugarage m'a aidé car il explique les changements de la 0.16 a la 0.18 Victor est plus spécialisé et va un peu trop vite pour le débutant Mais comme le nombre de vidéos en français est plusque limité ca aide quand même -
freecad Tuto et exercices FreeCAD
Phil_67 en réponse au topic de jmarie3D dans Dessiner / modéliser en 3D
Merci, je connaissais mais je n'ai pas pensé a partager Sur Freecad tu as aussi Madeinfonddugarage https://www.youtube.com/channel/UCyao81SCRlrWHzKKb2YhwcA aussi CAD Printer https://www.youtube.com/channel/UChwUxlPx6EP4hKFQyA4rCuQ -
Non merci ca m'as bien aidé, c'est ta réponse qui m'as obligé a me pencher vraiment sur l'arduino
-
Salut Vérifie si tous tes ventilateurs tournent (sans la démonter pour faire jouer la garantie) ou si la base n'est pas anormalement chaude tu as déja un ventilateur a l'arriere que tu peux checker - pres de l'endroit ou tu insere la carte SD (c'est la carte mere qui est dessous) - pres de la potence gauche c'est l'alimentation qui est dessous
-
Stringing, vitesses d'impression et rétractation
Phil_67 en réponse au topic de Phil_67 dans Entraide : Questions/Réponses sur l'impression 3D
Merci Ce qui embrouille c'est qu'on trouve plein d'avis différents alors on ne sais plus trop ou chercher finalement ce qui qui compte c'est surtout de trouver la bonne distance de rétractation, mais une vitesse basse corrige les imperfections, les autres parametres semble être perceptibles seulement avec une bonne distance Apres attention, ces réglages dépendent de l'extrudeur (ici celui de la CR10S PRO) et de la tête E3D V6 -
simplify3d Simplify3D et les supports
Phil_67 en réponse au topic de Peebee dans Paramétrer et contrôler son imprimante 3D
Bonjour C'est surement parque tes suports sont trop epais réduit support pillar resolution, mais dans ce cas je les placerais manuellement je te conseille aussi de mettre 3 a support base layer ils accrocherons mieux au plateau je te conseille également de mettre des denses support, comme tu as beaucoup de détail au moins 7 couches je te recherche une vidéo de Bentek qui pourrait t'aider -
Stringing, vitesses d'impression et rétractation
Phil_67 en réponse au topic de Phil_67 dans Entraide : Questions/Réponses sur l'impression 3D
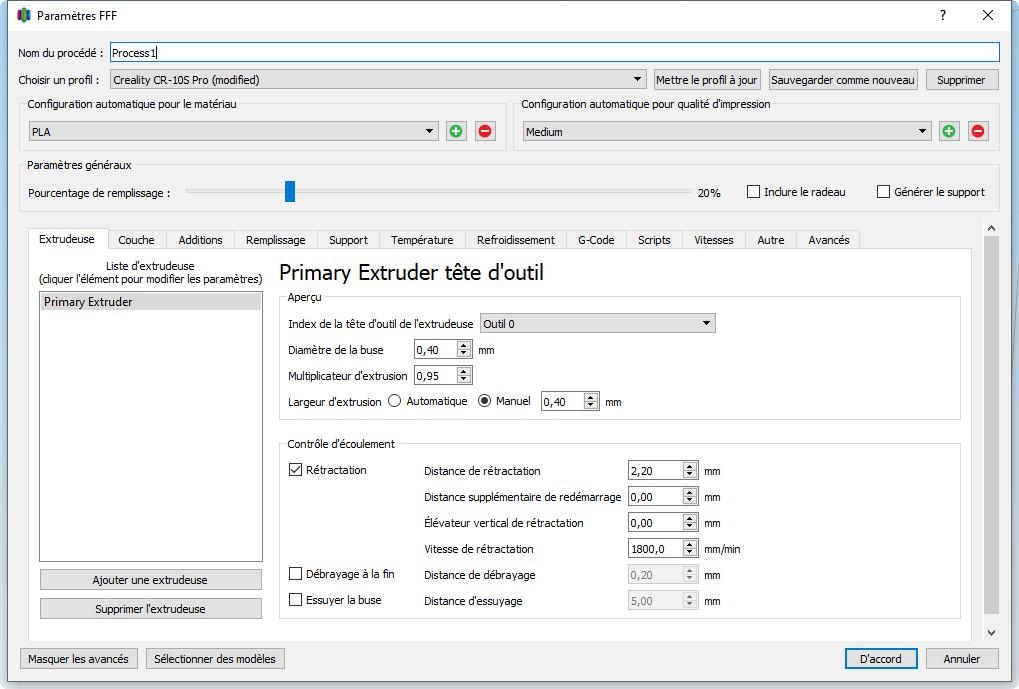
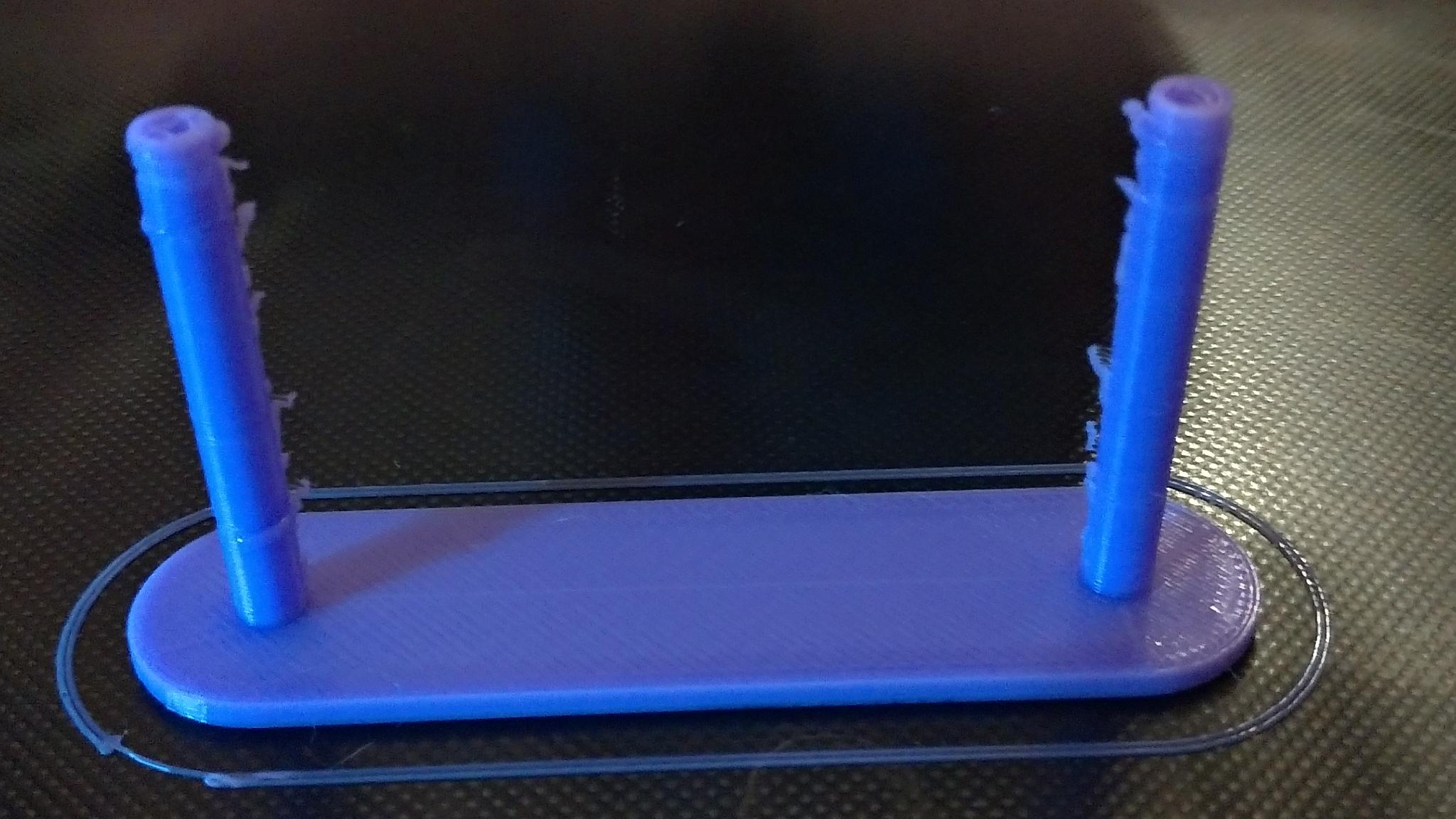
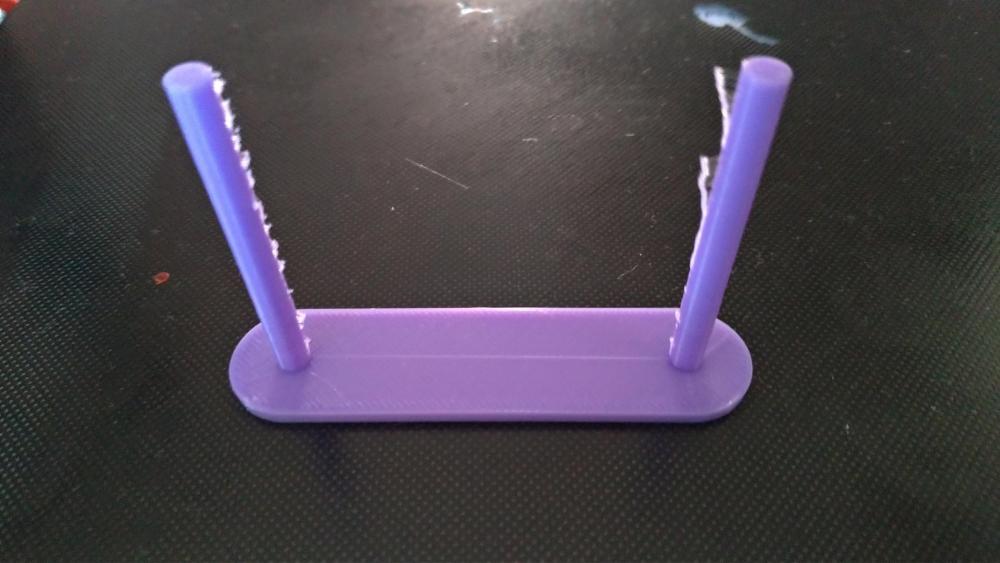
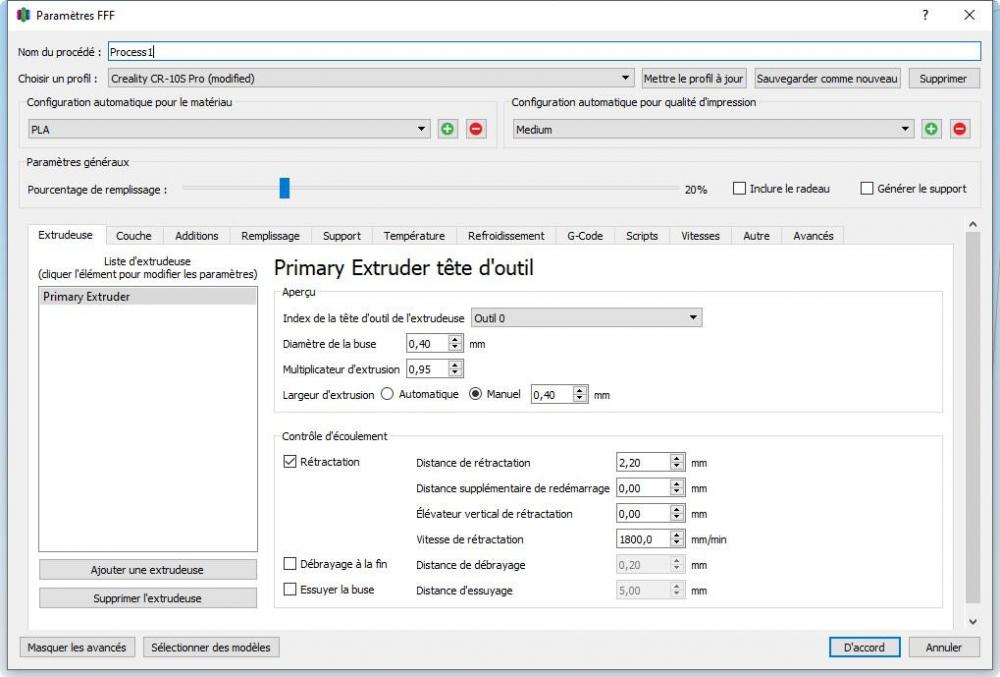
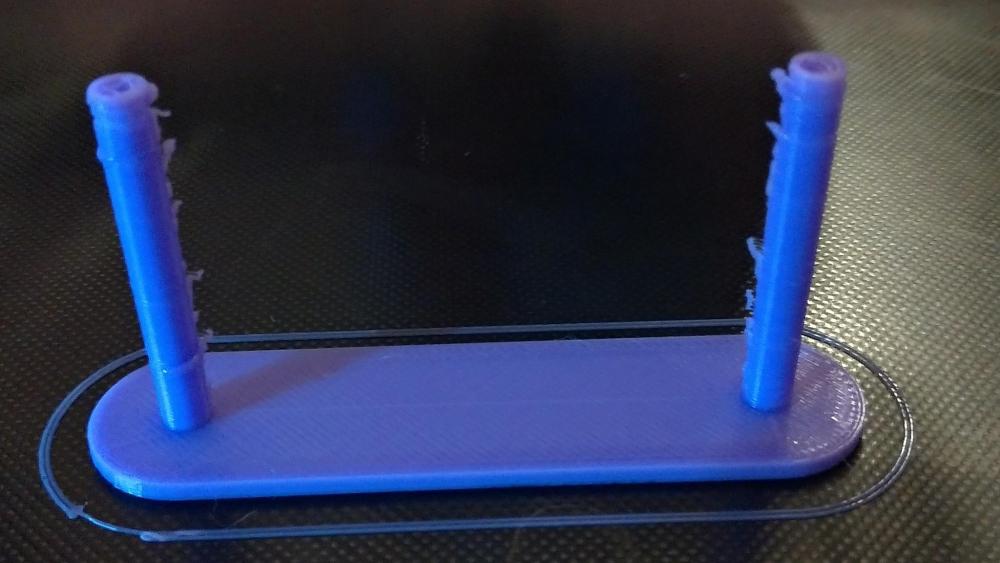
J'ai fini par trouver, Déjà il me manquait un zéro pour la vitesse de rétractation, j'ai remis 18000/s j'ai gardé la vitesse impression à 60mm/s Je suis ensuite descendu jusqu'a une distance de retractation de 2.0 mm (ci dessous) en partant de 5, et en otant 1 mm a chaque fois le but était de commencer a voir du tringing j'ai fait ensuite avec une distance de rétractation de 2.5 mm il y a de nouveau les petits pics mais moins qu'a 3mm J'ai fait alors a 2.3 mm Pour enlever les quelques petzouilles, une valeur de 2.2 semble idéale ==> impression en cours Prochain test pour le fun : Vitesse d'impression a 80 mm/s EDIT : Edité a 80mm/s Et mes parametres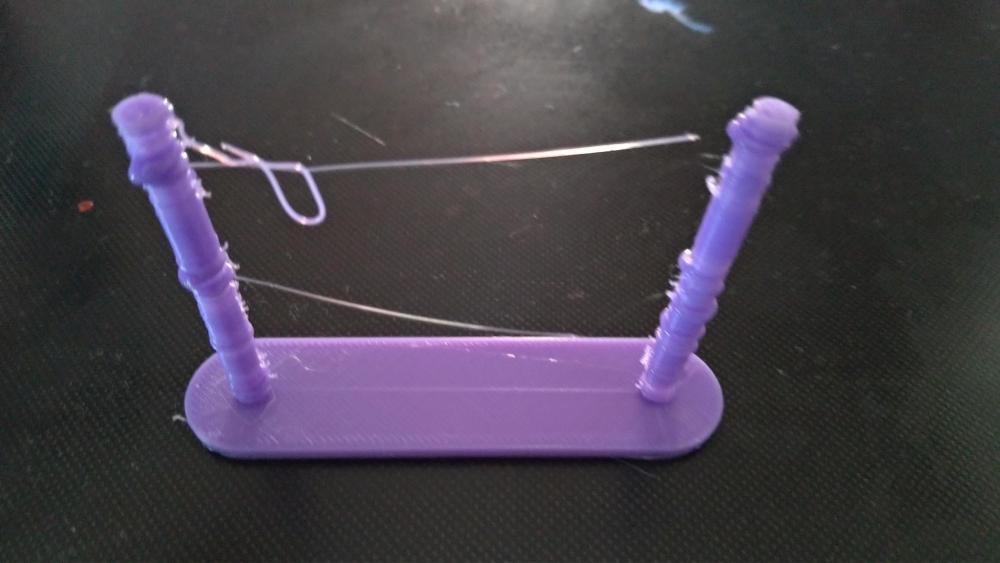


-
Stringing, vitesses d'impression et rétractation
Phil_67 en réponse au topic de Phil_67 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour Ok j'aurais du commencé par une tour de température alors Filament SUNLU PLA+ Vitesse impression 60mm/s Température 210° car 205, est le minimum requi sur la bobine plateau a 50°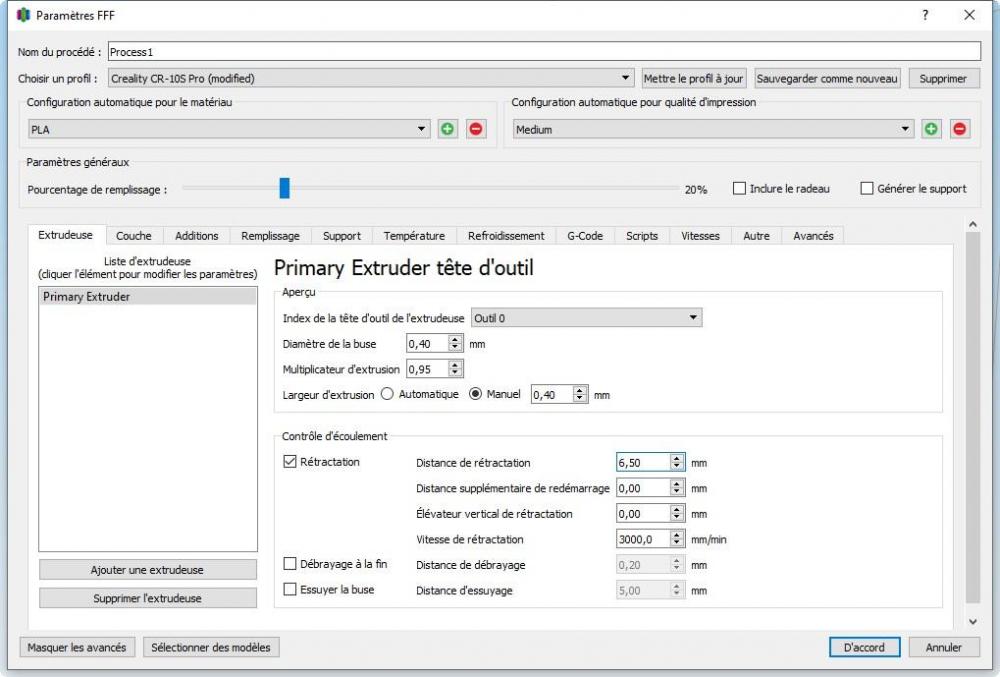
-
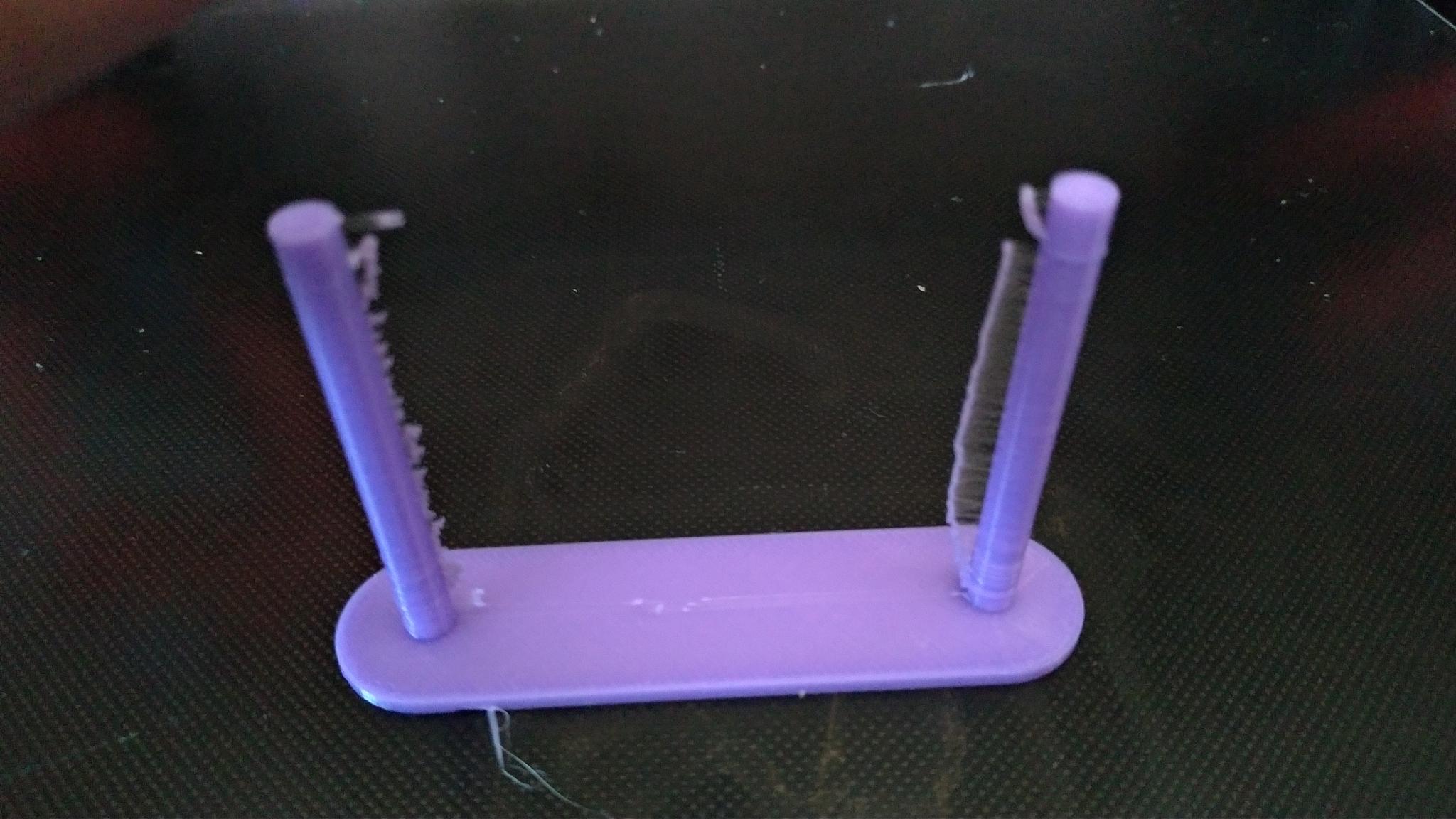
Stringing, vitesses d'impression et rétractation
Phil_67 en réponse au topic de Phil_67 dans Entraide : Questions/Réponses sur l'impression 3D
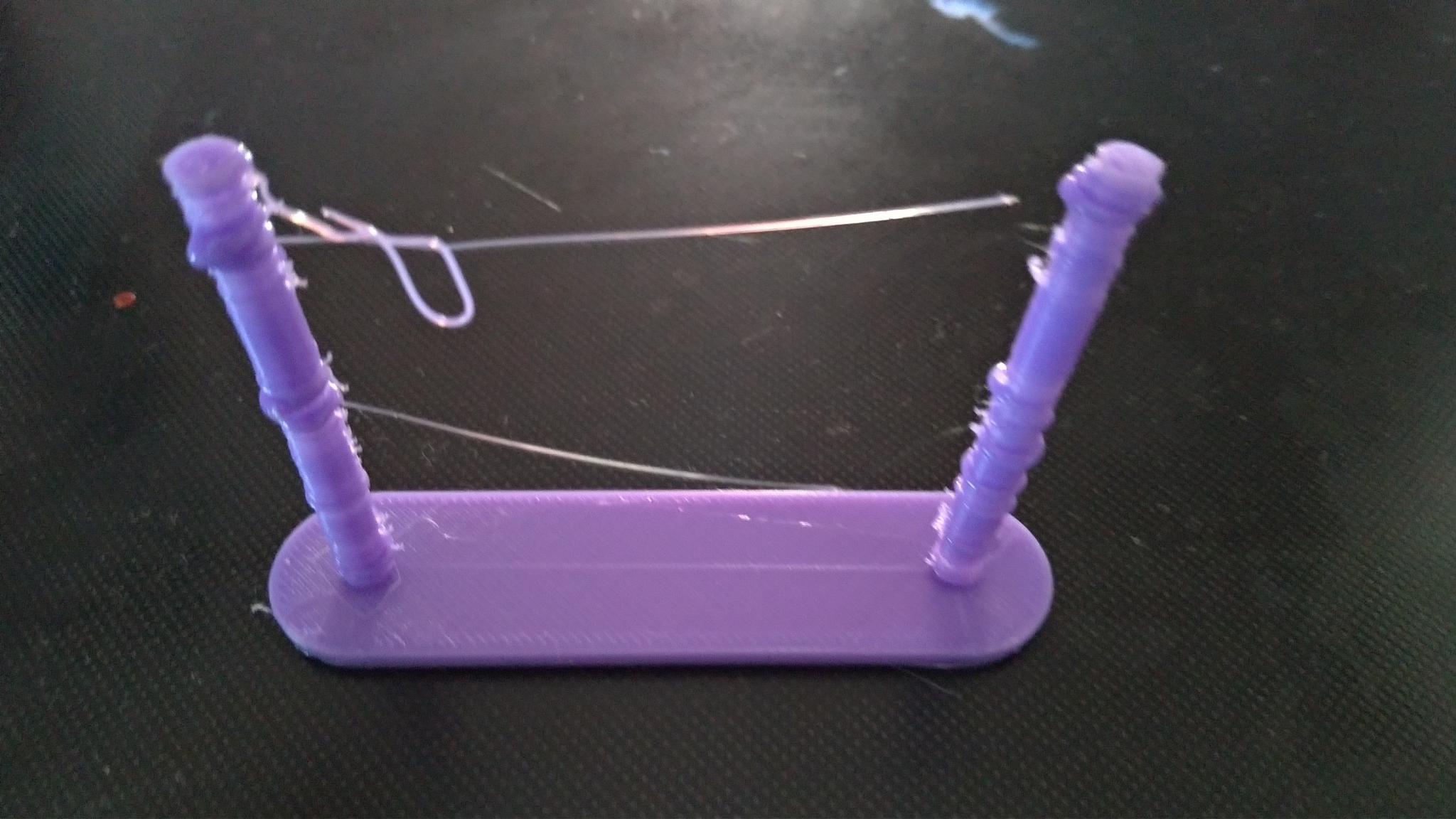
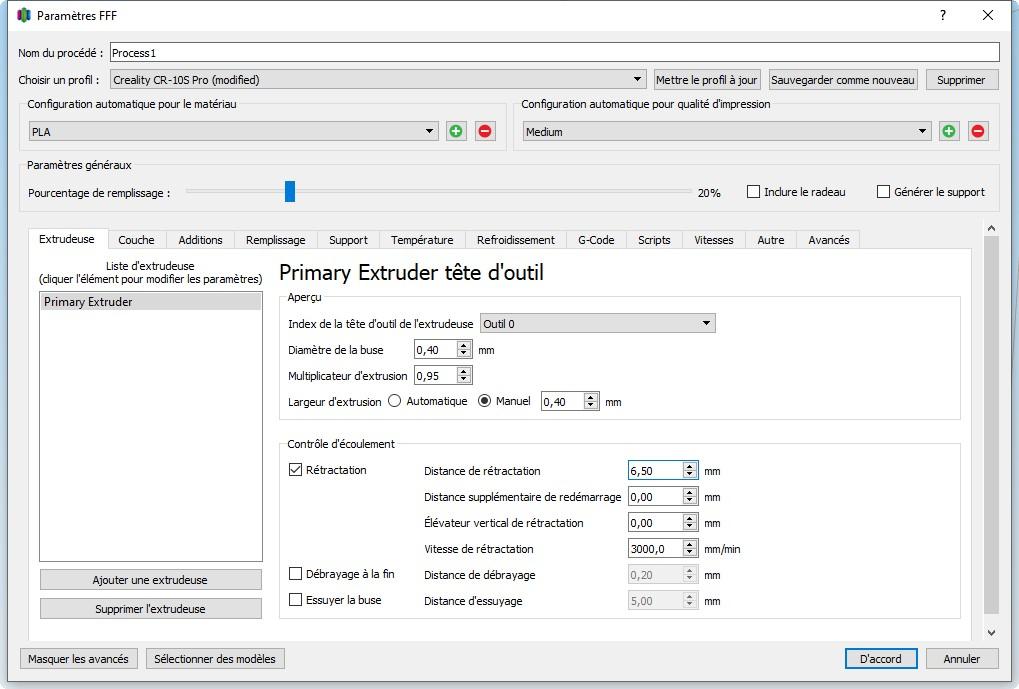
Merci Cela fait au moins mon 15eme essai et j'en suis arrivé a conclure de ne pas dépasser les 40mm/s mais je m'acharne pcar il y a beaucoup de possibilités J'utilise une tête E3DV6 avec une buse laiton de 0.4 Distance de rétractation : 6.5 Vitesse de rétractation 50 mm/s Vitesse impression 60mm/s Etrange ce stringing entre la tige le le fil vertical, on a l'impression qu'il rétracte trop tard ou qu'il essauie la buse Je me demande si je me suis pas trompé dans mon raisonnement, je n"ai pas de cheveux d'ange mais des especes de pics qui sont de plus important avec l'augmentation de la distance de retractation, ce serait le résultat d'une valeur trop élevée ? je vais repartir de 5 et la baisser progressivement jusqu'a la limite des cheveux d'ange a mon niveau je n'ai pas remarqué de différence avec le changement sur la vitesse de réctractation, je suis passé de 30mm/s a 50 mm/s et j'ai obtenu a peu prs le meême résultat, peut etre jouer avec cette valeur uniquement quand il y a des cheveux d'ange N'hésiter pas a me faire part de votre expérience et a me corriger si je fait fausse route EDIT: Merci @Fran6P, c'est l'inverse je suis passé de 0.90 à 0.95 Donc je rajoute j'ai mis en place avec ma tete E3DV6 un petsfang V2 que l'on trouve sur thingiverse J'avais vu ces 2 vidéos et ca m'a aidé mais sans obtenir uin résultat concluant
-
Bonjour et bienvenu parmis nous
-
Bonjour J'essaie de trouver les bons régalges pour mes impressions PLA. Je suis parti du profil de tny machine pour simplify3D disponible ici : https://tiny-machines-3d.myshopify.com/pages/10spro avec ces réglages l'impression est bonne, la pièce me semble juste un peu fragile mais la vitesse d'impression est réglée sur 40mm/s J'ai donc augmenté la vitesse a 60 mm/s (3600 mm/min) et la j'ai des départs de fils mais vers le haut plusieurs petites questions pour m'aider a ne pas partir dans tous les sens Pour le stringing - Faut t'il que j'augmente dans ce cas la distance de rétractation - Cela touche aussi la vitesse de réctractation ? dois je aussi lui ajouter les 33% en plus que j'ai ajouté a la vitesse de basse Pour la fragilité - Si j'augmente le multiplkicateur d'extrusion a 0.95, plus de filament va sortior et mes coucjhes vont mieux se coller - mais encore plus de risque de stringing car il y aura plus de filament a retracter
-
Problème de stringing entre parois externes
Phil_67 en réponse au topic de Alex71 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour As tu avancé sur ton probleme de stringing ? je galere aussi -
Non mais si tu as le lien de ton message je veux bien c'est toujours instructif mon message est celui ci
-
Bonjour J'ai un autre post sur mon sensor qui prenait la mesure en bas a gauche dans le vide, il fallait que je change le paramétre de distance entre la buse et le sensor Le second est qu'il ne prenait pas mes modifications avec la commande M500, je modifiais mes step et après redemarrage, j'ai toujours les valeurs par défaut
-
Salut tu utilise le bultack d'origine ? j'ai eu pas mal de soucis au début avec maintenant j'utilise cette plaque https://www.amazon.fr/Plate-forme-surface-imprimante-3D-Creality/dp/B07P7N7RK3/ref=sr_1_1?__mk_fr_FR=ÅMÅŽÕÑ Je mets de l'isopropanol sur la surface noire pour bien nettoyer Sinon du 3DLAC sur la surface en verre quand je veux que ca soit lisse