vap38
-
Compteur de contenus
3 159 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
40

















Récompenses de vap38
")
Grand Master (14/14)
-
 Rare
Rare
-

-

-
 Rare
Rare
-

Badges récents
1,8k
Réputation sur la communauté
2
Sujets solutionnés !
-
Bonjour, Oui le dossier Tenlog est assez important en ressources !! Pour répondre au sujet du BED oui le fait d'ajouter un plateau PEI améliore la géométrie du plan d'impression (c'est ce que j'ai sur ma tenlog TLD3) le montage est facile L'écran DWIN à toujours présenté des défauts de fonctionnement erratiques (pannes d'affichage et autres défaut) Je vous propose de le changer par un écran TJC de meilleure qualité ( pour les driver carte mère ou LCD tout est dans le forum) Concernant les brosses de nettoyages pour les extrudeurs c'est une bonne solution efficace le lien de téléchargement Firmware carte mère et écrans Il est possible en premier temps de mettre à jour le firmware de l'écran DWIN (attention il y a deux modèles bien utiliser le bon firmware selon la référence de l'écran LCD) mais je doute je pense à un problème thermique du CPU!!! A+ Francis
-

Fusion 360 2026 problème tuto assemblage engrenages !!
vap38 en réponse au topic de vap38 dans Discussions sur les logiciels 3D
si j'ai bien compris il faut créer un concept hybride c'est bien çà ? -
Fusion 360 2026 problème tuto assemblage engrenages !!
vap38 a posté un sujet dans Discussions sur les logiciels 3D
Bonjour, Merci de votre réponse j'essai de réaliser un assemblage d'un tuto ici (226) Comment modéliser FACILEMENT cet objet sur Fusion 360 ? - YouTube hélas quand j'essaie de réaliser les liaisons çà ne fonctionne pas! J'ai crée la base avec les deux engrenages et les deux axes. le tuto pour un assemblage engrenages Après je suis perdu si je veux créer un composant je ne retrouve pas la fonction ? Quel est l'outil à utiliser soit 3 concepts de pièce ou d'assemblage ou hybride ? je découvre Fusion 360 j'ai crée 15 tutos sans problèmes. Mon soucis je suis utilisateur de SolidWorks depuis des années mais avec fusion c'est moins intuitif. Les relations sont plus simples... (coïncidences, concentriques etc...) Je suis convaincu que les tutos anciennes versions ne s'appliquent pas facilement avec la version 2026 A+ Francis -
Si vous avez un tour : Electronic Lead Screw
vap38 en réponse au topic de electroremy dans Discussions sur les graveurs laser, les CNC et l'usinage
Salut @Zetif j'ai également un tour du type RC machine RC6123B avec un moteur 1Kw en tri ; j'ai également réalisé un système de pas à Gauche et à droite débrayable. Le montage m'intéresse je vais suivre ton poste J'ai vu le montage du NEMA il est très puissant et pas facile à caser ! A+ Francis ; -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
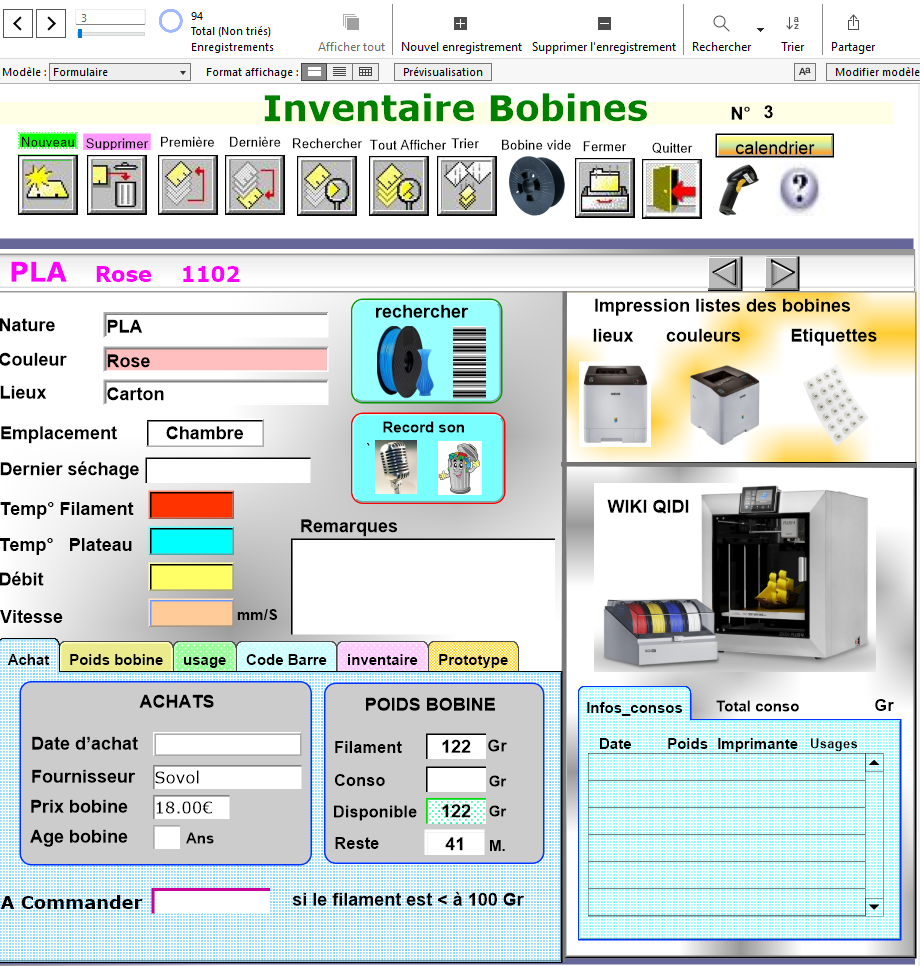
Salut à tous La version V4 est en cours de finalisation pas beaucoup d'intérêt participatif au regard de la gestion des bobines 3D ! J'ai enfin finalisé mon application avec un passage en cours de traitement pour une API sur le WEB connecté. voici la nouvelle interface. J'attends un nouveau plugins pour tester l'API! c'est ma dernière publication. A+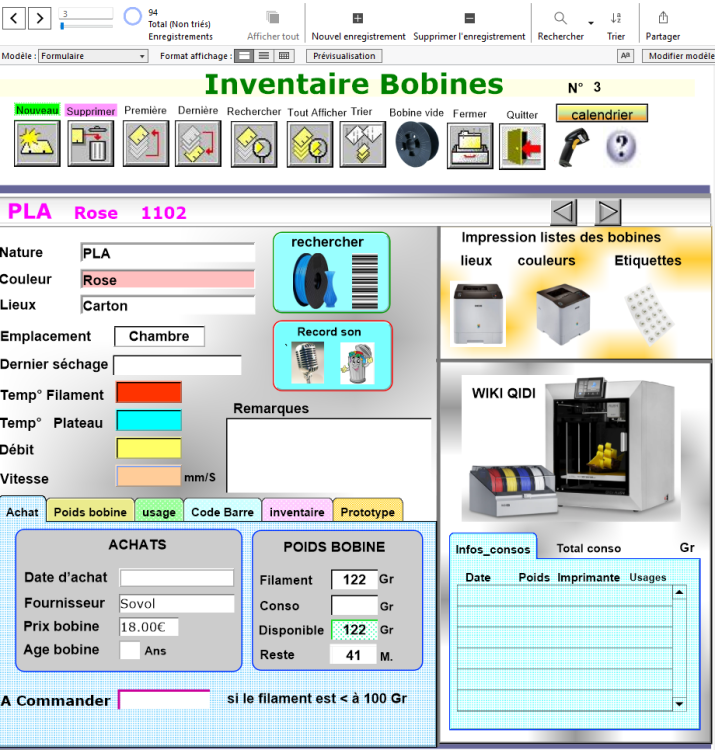
-
je pense que je fais partie des anciens 76 ans le 17 Mars
-
Nouvelle FlashForge en approche : la Creator 5 Pro (C5)
vap38 en réponse au topic de MrMagounet dans FlashForge
Oui @MrMagounet j'ai installé l'API pour voir c'est complet et très riche mais à mon avis trop complexe à utiliser. C'est mon avis mais Ceci dit la recherche de nouveaux filaments est très riche et bien faite avec les liens des fournisseurs. Je reste sur mon application qui représente pour moi un outil à l'essentiel... regarde le sujet gestion de stock des bobines de filament quelles solutions ? J'attends l'avis des influenceurs pour la Creator 5 Pro (superbe machine qui disent !) a+ -
Nouvelle FlashForge en approche : la Creator 5 Pro (C5)
vap38 en réponse au topic de MrMagounet dans FlashForge
Merci @MrMagounet superbe API qu'elle est son origine ? Produit très technique et complet c'est développé par une équipe technique je suppose ? J'ai écris une SGDB toute simple avec mes moyens ... A+ Francis -
Nouvelle FlashForge en approche : la Creator 5 Pro (C5)
vap38 en réponse au topic de MrMagounet dans FlashForge
Hello @Julien merci pour la découverte, superbe machine enfin une solution innovante pour les filaments de couleur Question comment tu gère ton stock de bobines de filament ? si oui as-tu un stock important ... a+ Francis -
Gérer ses bobines d'impression 3D
vap38 en réponse au topic de papajds dans Consommables (filaments, résines...)
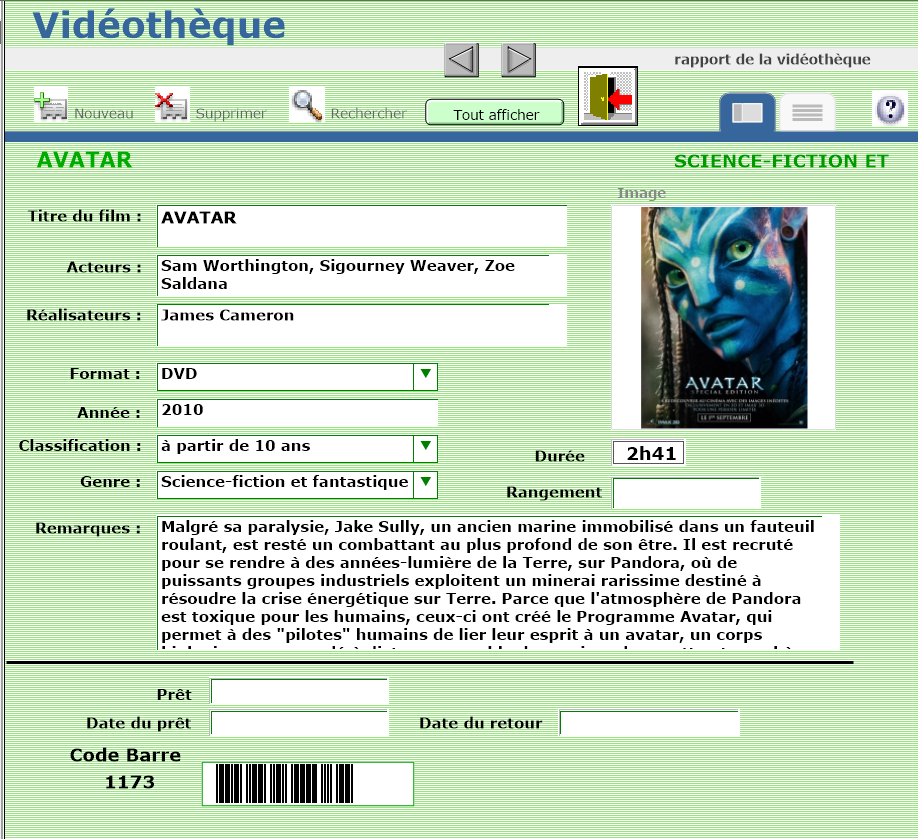
Bonjour @papajds Voici une nouvelle idée d'une gestion des DVD Voici depuis quelque temps j'avais envie de créer une gestion des DVD avec une bibliothèque conséquente . Le plus long c'est de passer du temps à mettre à jour la base avec tous les renseignements. (plus de 300 volumes !) La SGDB fonctionne bien je mets à jour le rangement ensuite j'imprime des étiquettes code barre pour faciliter la recherche et le classement Je continue à perfectionner l'interface A+ Francis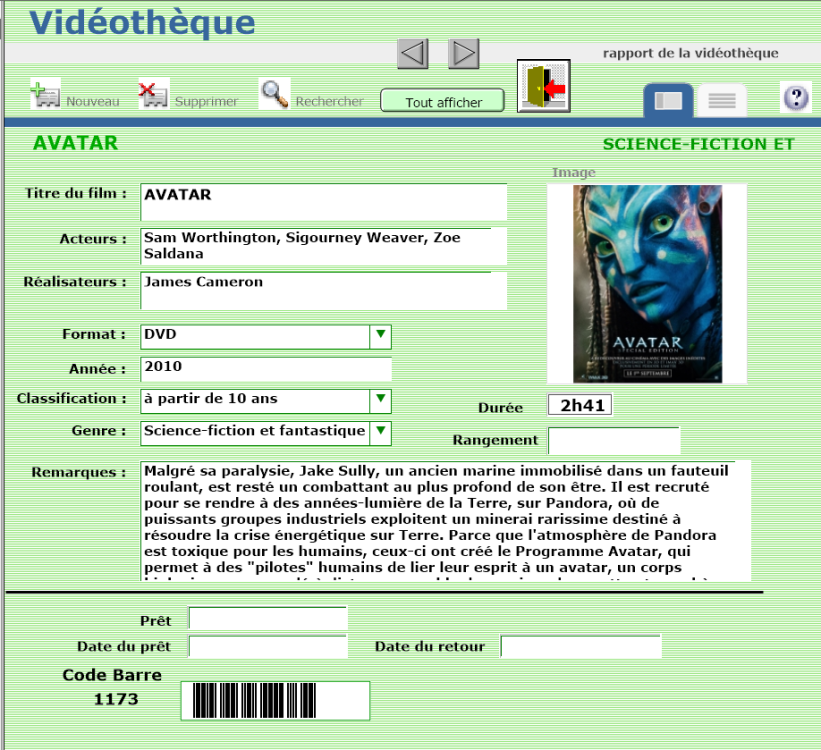
-
Gérer ses bobines d'impression 3D
vap38 en réponse au topic de papajds dans Consommables (filaments, résines...)
Bonjour @papajds Plus de nouvelles ? tu as progressé avec la gestion des bobines ? Pour moi tout vas bien j'ai enfin trouvé la solution pour créer des code barre du type 39 sans avoir à acheter une License J'ai revu l'interface pour alléger le design afin de recentrer les fonctions et les onglets de saisies. Gros travail pour gérer les documents et les étiquettes. A te relire bon courage Francis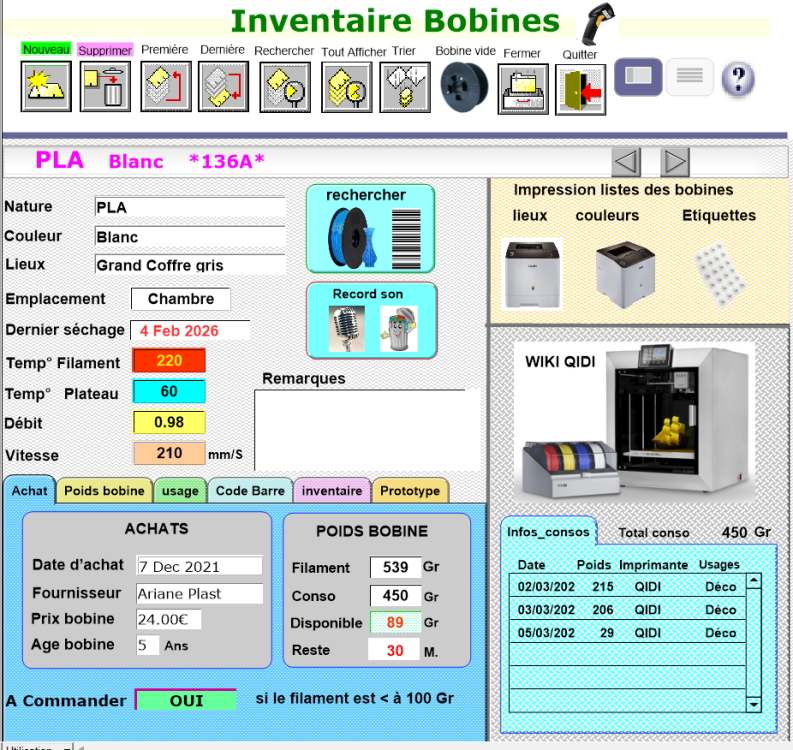
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
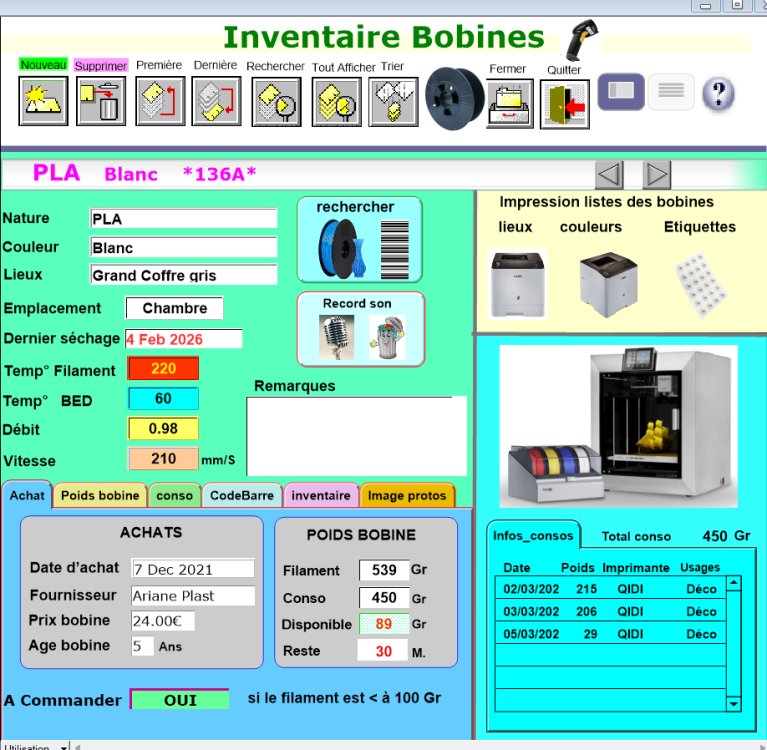
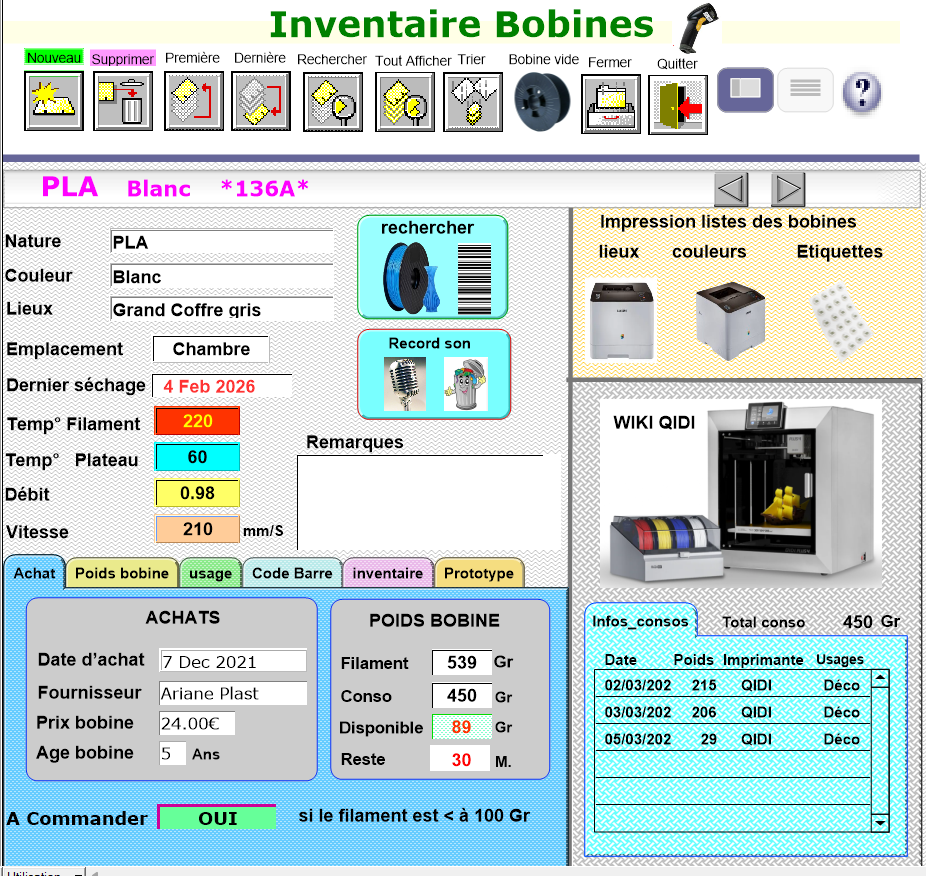
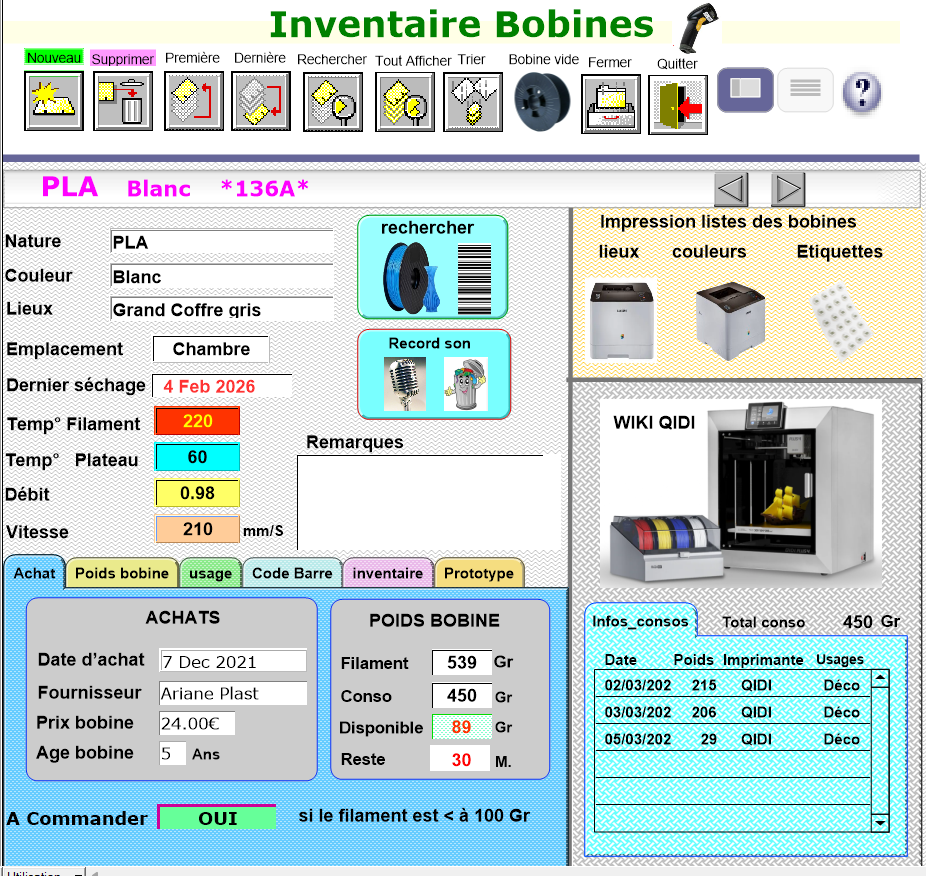
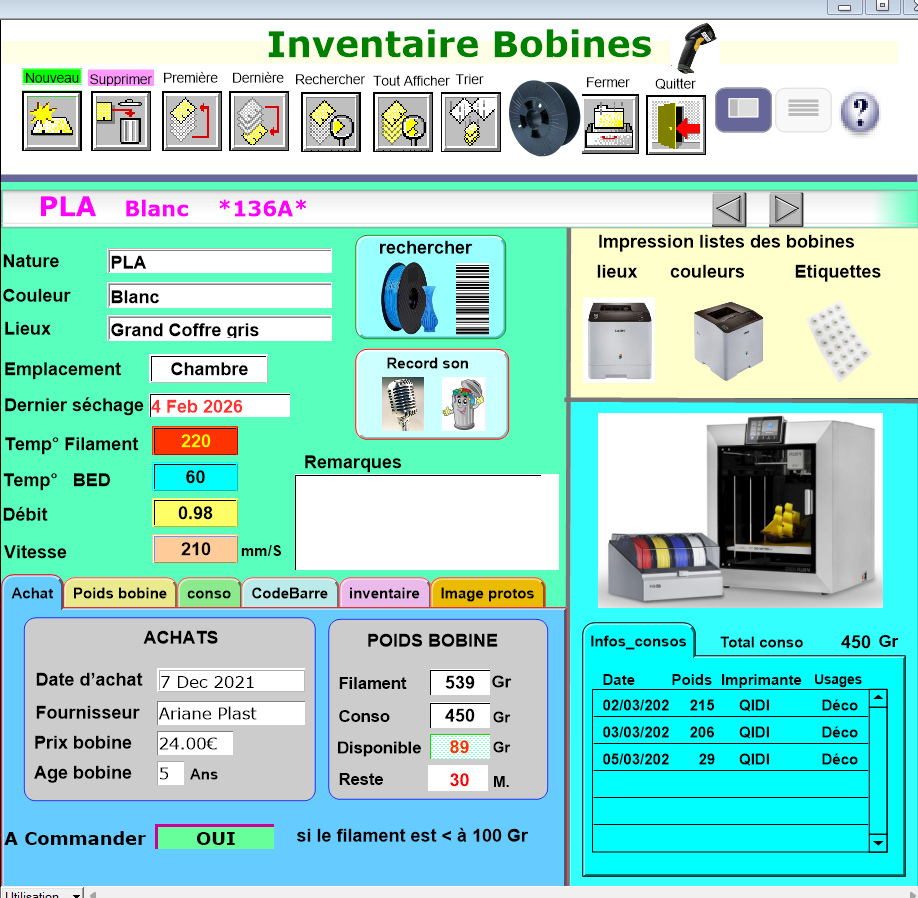
@jcjames_13009 attends encore un peu j'ai intégré la nouvelle version du code barre 39 sans passer par un achat de licence; je fais des essais sur la durée avec de nouveaux format d'étiquettes pour les boites en carton et la bobine de filament. Nota le code barre de la bobine doit comporter 4 caractères minimum mais j'ai trouvé la combine. le scan pour identifier une bobine fonctionne très bien sauf qu'il ne faut pas activer le clavier en majuscules Cette étude m'a demandé beaucoup de temps et de modifications de codes Je te confirme d'ici deux jours ! J'ai rajouté la possibilité de consulter le WIKII constructeur QIDI ou BAMBU en fonction du besoin ; (le lien se connecte en cliquant sur la photo de l'imprimante) peux tu m'envoyer une belle photo de ton imprimante ? pour intégrer le, plugin... Nota j'ai pris le temps de remanier les onglets. La saisie des consommations fonctionne bien. Désormais nous avons trois tables liées pour les données. Question as tu regardé la vidéo qui montre comment associer une bobine vide à un fournisseur pour gérer le poids réel du filament ? J'ai également dans la base bobine vide la possibilité de saisir le poids et les dimensions des différentes bobines. Bon j'aimerai développé une API pour un téléphone avec la connexion d'une base serveur avec la gestion de stock. Il est vrai que je suis démuni sur le plan technique; il me faudrait un stage de formation pour le développement d'une API FM. a+ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
@jcjames_13009 bonjour Voici une nouvelle interface C'est vrai que le coté esthétique est resté négligé j'ai diminué un peu le contraste des couleurs plus soft
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Pourquoi la saisie vocale d'un message @Pep17 le but au lieu de noter manuellement une expérience sur l'utilisation d'un filament ou le comportement technique de l'imprimante; il est plus facile et rapide à enregistrer un message vocal affecté à un filament et à son imprimante. L'interface affiche à l'utilisateur quand un message est enregistré. Je sais que mon concept est dépassé mais qu'en pensez-vous ? tout est dans le visuel sur une seule page je vais m'intéresser à la version béta a+ Francis -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Merci @Pep17 du retour ; je pense que oui quelle est la procédure ou solliciter une version béta ? De mon coté j'ai surtout dans mon ancienne activité j'ai développé pour COMPAQ et HP la gestion d'un SAV pour les professionnels et particuliers et + Aujourd'hui les outils ont changés et les méthodes de travail évoluent heureusement. De mon coté je suis un peu dépassé après 19 ans à la retraite . Mais je me suis surtout orienté vers un développement à l'essentiel avec un confort à utiliser et avec intuition pour la saisie des données dans une application. Quand c'est simple c'est compliqué à réaliser une application ergonomique et accessible à tout le monde. Le plus difficile c'est le cahier des charges et l'écoute des utilisateurs à apporter des solutions ou besoins sans trop compliquer l'interface. Le succès c'est donner envie à utiliser un outil utile . L'avenir c'est des API connectées au téléphone mobile ; hélas je ne sais pas faire avec mes moyens. Voici une vue de l'interface rétro avec l'essentiel qui fonctionne soit sur Windows 11 ou MAC. Sur cette interface nous pouvons enregistrer un message vocal dans le cas d'une observation d'utilisation ou lier une image d'une réalisation avec fichier STL ou autre fichiers divers selon le filament utilisé. Le suivi de la consommation avec des critères de choix poids, origine etc... réalisation d'étiquettes avec code barre etc...Impressions de différentes listes ... A+ Francis