Lazybutt
-
Compteur de contenus
33 -
Inscrit(e) le
-
Dernière visite
Récompenses de Lazybutt
")





-
c'est mon cas.... et la raison pour laquelle j'ai laissé filer la X1C pendant le Kickstarter après y avoir réfléchi et reréfléchi.... et maintenant je regrette
-
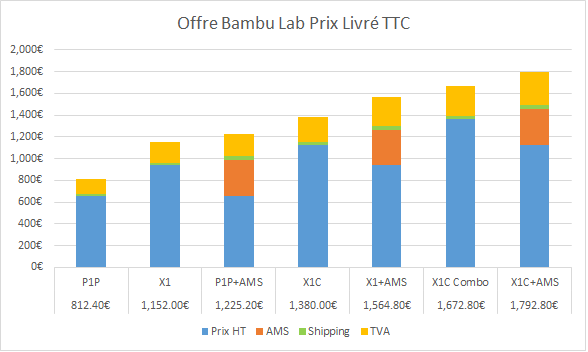
Génial, merci pour cette clarification ! c'est exactement ce que je cherchais A toutes fins utiles, si comme moi vous êtes perdus avec le manque de lisibilité du pricing BambuLab, voici les prix de revient de chaque imprimante et combinaison TTC+Livré: Mon avis est que si vous comptez vous équiper de l'AMS, autant prendre le combo X1C direct pour "seulement" 36% de plus qu'un combo P1P, vu que la facture sera >1000€ (a ce point la on compte plus ! ) Rajouter l'AMS en option coute plus cher, y compris en fdp, et vouloir limiter la facture avec la X1+AMS n'a pas vraiment de sens (on ne gagne que 108€) Mais sans AMS, la P1P semble être une bonne entrée en matière (a défaut d'être une véritable entrée de gamme...) surtout avec l'offre de lancement
-
Cette histoire de Lidar est justement ce qui me fait hésiter.. est-ce que le lidar est si utile que ça ? Concrètement il sert pendant quelles phases exactement ? J'ai pas réussi a trouver si c'est uniquement pour la calibration de la première couche ou tout au long de l'impression ?
-
Plutôt chère oui…. C’est sûr qu’on est loin d’une Ender 3 Mais mal positionnée, pas tant que ça dans la catégorie milieu/haut de gamme,.. il faut la comparer avec une MK3s+ à 849€ sans le port en kit et 1159€ toute montée! Pour qui veut une coreXY , je pense qu’il y a peu de concurrentes à son niveau et à ce prix
-
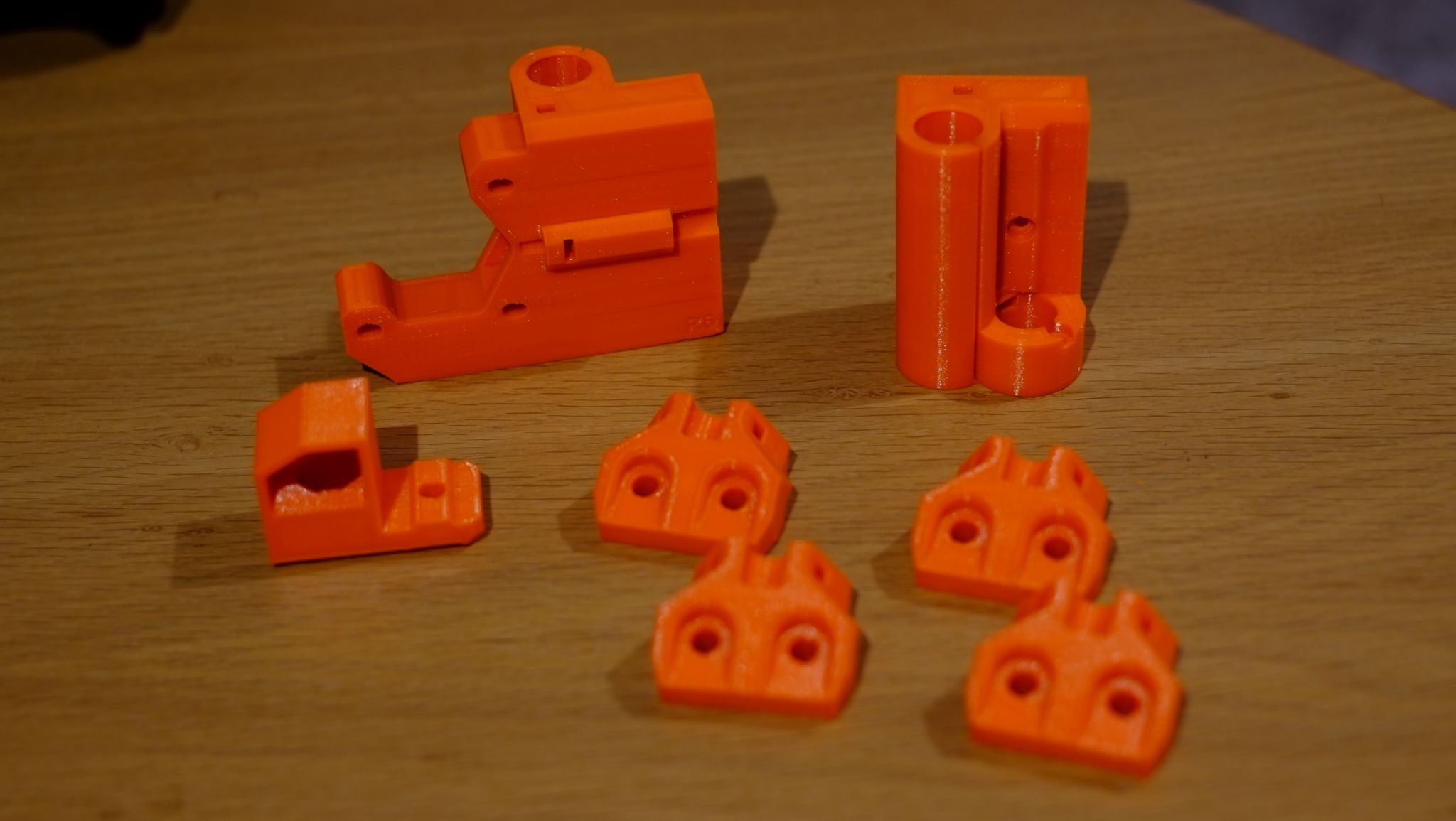
Bonjour; J'ai imprimé en double les pièces ci-dessous pour monter une Prusa i3 Bear (x-end, x-Motor end, Y-rod Holder x4, PSU upper mount) Les x-end sont en R6 et compatibles avec une Prusa i3 normale, (les autres pièces pour des profiles 2040) Je pense (sans me vanter ) qu'il s'agit de pièces d'aussi bonne qualité que les originales si ce n'est mieux, de par les paramètres d'impression utilisés ... j'aime les résistances mécaniques et finitions élevées : - Imprimante: Prusa Mini, PEI texturé - Matériau: PETG Prusament "Prusa Orange" - Layer height: 0.15mm - Périmètres: 4 - Bottom/Top Layer: 5 - Infill: 30% (50% pour les x-end) Je vends le tout au prix de la matière : 5€ le tout Remise en main propre en RP ou port a votre charge Je peux également imprimer d'autres pièces Prusa i3 / Bear pour compléter si besoin

-
Je pense que tu as un problème tout bête de sous extrusion (cf l’espace entre tes lignes de remplissage (a moins que ce soit de l’infill à 95% ??) a chercher plutôt du côté matériel donc ce n’est pas normal que tu doives changer autant de paramètres , ça devrait presque marcher en sortant de la boîte....
-
CR6-SE : Problème de Bed, de premières couches ...
Lazybutt en réponse au topic de OscarDelta dans Creality
Clairement, ça ressemble à de la sous extrusion! (meme si le côté « gaufrette » est en partie due à ton infill en carreaux :P) pas mal de causes possibles, le lien ci-dessus d’ @Idealnight est une excellente piste -
Hello, bizarre normalement si la première couche va bien, le reste devrait suivre.... peut être une photo de ce que tu appelles gaufrette ? Je vois pas. E que ça peut donner lol parfois il faut attendre 2-3 couches avant que l’état de surface s’améliore. pour le filament qui claque, c’est souvent un problème de buse bouchée ou de buse trop proche du bed. Du coup l’extrudeur force , rippe et ça claque une autre explication qui m’a induit en erreur plus d’une fois et fait tourner la tête pensant qu’il y avait un problème : en cas de forte rétraction ou extrusion c’est tout simplement le filament qui claque sur la bobine! Parfois Google peut être utile, c’est le premier lien quand je tape « CR6 community firmware » https://github.com/CR6Community/Marlin https://github.com/CR6Community/Marlin/releases
-
J’avais le même problème Essaie d’augmenter très légèrement la sensibilité du capteur (jauge de contrainte) et de resserrer un peu les excentriques des roulettes de l’axe Y
-
Idem, j’ai découvert ce firmware community aujourd’hui grâce à Loicstk (installé 5 heures après la mise en ligne de la Bêta !) et je suis d’accord, c’est comme si la première couche était mieux faite. J’avais pas mal de surextrusion si je voulais que ça adhère bien et avec ce firmware ça semble parti... peut être l’effet d’un offset réglé plus precis..? par contre il y a encore quelques bugs , et c’est vraiment long à démarrer.... les cycles de chauffe ne sont pas bien gérés incroyable (ou scandaleux..?) que Creality eux mêmes soit si loin de ce niveau de paramétrage de l’interface.... Qui reste très loin de l’interface de la Prusa Mini d’ailleurs......
-
Il faut obligatoirement faire la mise à jour des deux en même temps (enfin successivement), donc on peut dire que ça vient des deux J’ai du m’y prendre à 3 fois personnellement pour l’écran et 2 fois pour la carte mère , et je ne comprends toujours pas ce qui a foiré les deux premières, mais à force ça a fonctionné (peut être une carte SD récalcitrante...?) En revanche, à part la langue, je trouve que les mises à jour 2.x n’apportent rien, à part des désagréments (écran de veille hyper énervant sur l’une, mode vase qui ne fonctionne pas sur l’autre) je resterais sur le firmware d’origine à ta place
-
Sans vouloir faire de la réclame, j'ai tout ca en pièces de rechange (capteur piezo, capteur de fin de course...) si ça peut te dépanner... Contacte moi en MP si tu en as besoin. Encore que dans ton cas, je pencherais plutôt vers une carte mere qui ne communique pas bien, et/ou des differences de brochage des différents capteurs. Ou alors la petite carte ou se branchent les différents organes de la tête d'impression pourrait aussi être grillée.. SInon, je confirme que le fonctionnement du capteur piezo avec la lumiere bleue est bien comme dans la video a 52'
-
Le capteur de fin de course de l'axe Z : EE-SX671 (capteur photo-electrique) est connu pour avoir des problèmes (capteur en bas a gauche, fixé sur le profilé vertical) Voir l'unboxing de 3d Maker Noob: L'as-tu bien rebranché ? c'est peut être tout simplement ca ... Pour vérifier son fonctionnement: il doit émettre une lumière rouge par défaut lorsqu'il est bien alimenté, mais qui s'eteint lorsque quelque chose passe entre les barres (n'importe quoi .. pas forcement metallique) Sinon, ca coute assez cher chez Omron, et trois fois rien sur AliExpress....
-
Avant de regarder des paramètres (un peu) avancés comme l’overlap, assure toi de la bonne distance de la buse avec le plateau. En gros assez proche mais pas trop. Règle la température pas trop chaude pour commencer 200 degrés / 60 degrés pour le plateau, voire moins. D’expérience, les températures hautes améliorent la résistance mais sont plus difficiles à imprimer, dans mon expérience, augmenter la température ne m’a jamais aidé à résoudre les problèmes d’adhérence, au contraire. Règle l’épaisseur de la première couche a 0.2mm qui est un bon compromis Sache aussi que si tu imprimes des pièces trop petites, le warping et/ou décollement est très fréquent donc fais toi la main sur des pièces de taille moyenne, pas trop grandes non plus. (Évite par exemple les pieds de figurines et commence par des pièces bien stables) Selon moi le filament fourni avec l’imprimante (un PLA en effet, blanc un peu cassé et légèrement translucide) est de très bonne qualité et un des plus faciles à imprimer que j’aie essayé dans ma courte expérience. (5 PLA et 3 PETG) Ta buse de base faisant 0.4mm de diamètre par défaut, imagine toi ce qui se passe au niveau de la buse et tu te rendras compte qu’imprimer des épaisseurs de plus de 0.4 relèverait de l’exploit le plastique fondu doit être un peu écrasé pour bien coller. il vaut mieux éviter d’imprimer au delà de 50% du diamètre de la buse. 0.16 mm étant un très bon compromis pour débuter D’ailleurs avant de toucher à l’overlap, je m’orienterais d’après ce que tu décris plutôt vers des paramètres permettant de compenser une sous extrusion (flow rate) car la CR6 a selon ce que j’ai lu tendance à sous extruder
-
Vos avis objectifs sur la Mini - Merci :)
Lazybutt en réponse au topic de dani31 dans Prusa Research
J’ai le même problème d’écran bleu avec la deuxième calibration. Je pense que c’est un bug du firmware et non un problème de ta machine