Jcc
-
Compteur de contenus
465 -
Inscrit(e) le
-
Dernière visite
Récompenses de Jcc
")





-
Bonjour lion 02 Es tu satisfait de cet "anti wobble", le système est il efficace ? cordialement
-
Bonsoir, Je partage mes configs Marlin 2.0.2 et Klipper. Rien de fou, mais ca marche bien. Config actuelle : SKR Pro, TMC2209, sensorless en X et Y, BL-touch, direct drive. Marlin - Klipper Hypercube.zip
-
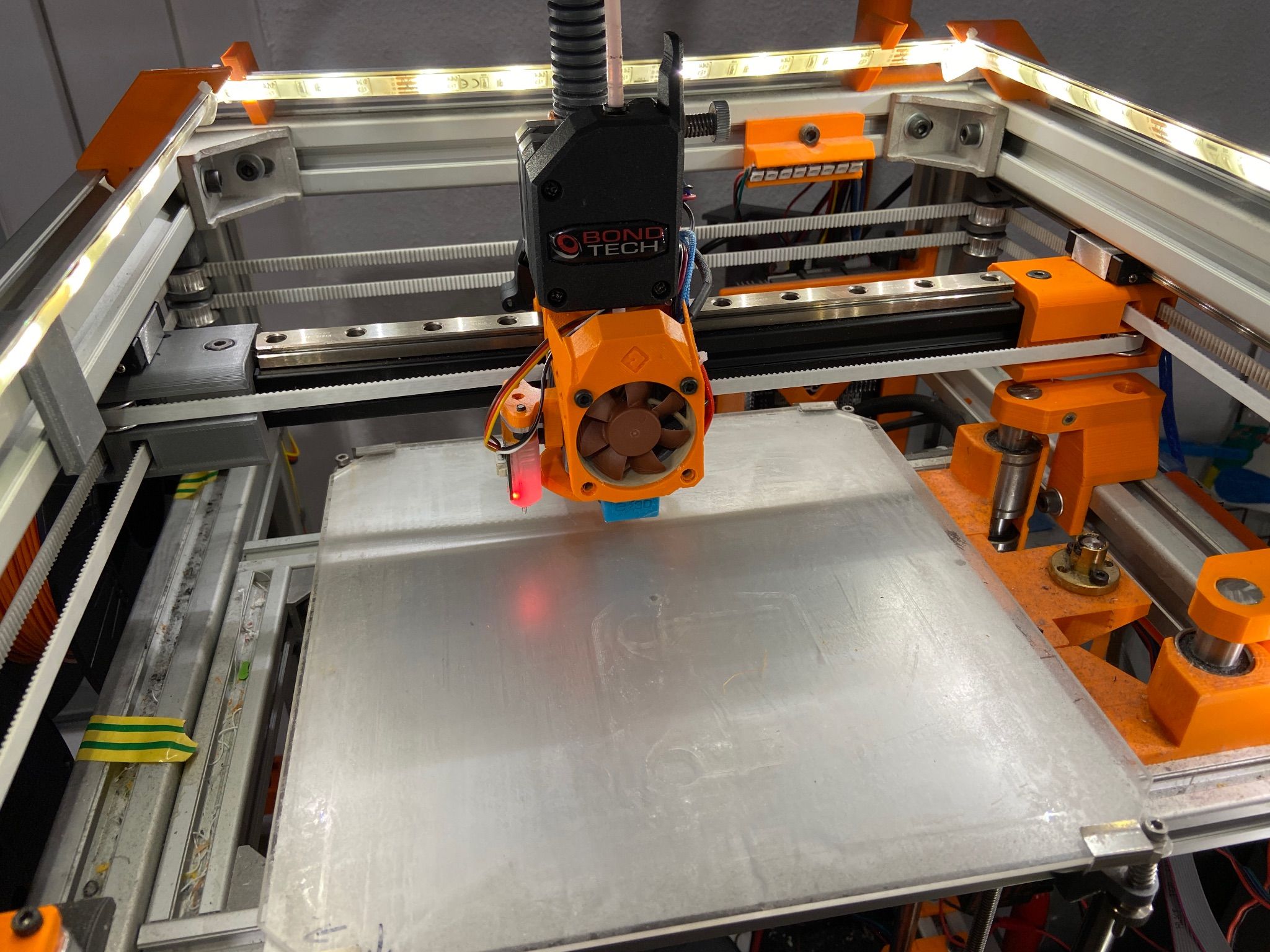
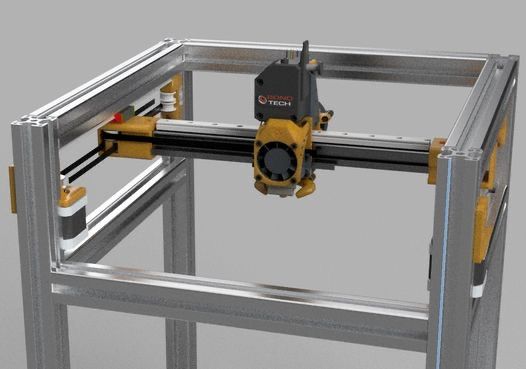
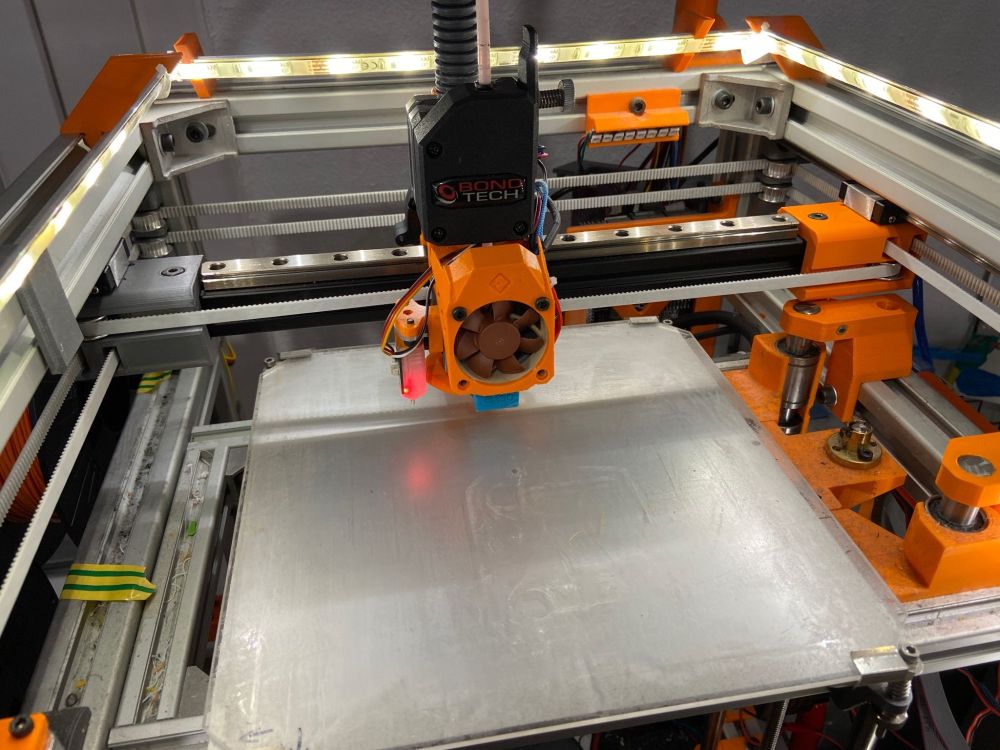
Bonjour, L'aventure continue et mon HEVO évolue avec moi. Elle vient de passer à la tête EVA et sur rails linéaires. Pour ceux qui ont facebook : https://www.facebook.com/groups/hypercubeevolutionfr/posts/1277732636063961/ Soyez indulgent, je me suis dessiné mon propre projet de rails linéaires. La tête vient de là : https://main.eva-3d.page/?fbclid=IwAR2Yracxuvrm-ypV30z5KcvdJfkeHoSKLoALNaZ-SSunfP-G0Mc48w18I7o Au final, ca donne assez bien et cela fonctionne parfaitement.
-
marlin Rajouter un menu préchauffage Marlin 2.0
Jcc en réponse au topic de Guillaume3D dans Paramétrer et contrôler son imprimante 3D
Salut @Guillaume3D , désolé aussi, je viens peu. Je pense qu'il suffit de remplacer ABS qui est entre parenthèse par PETG et ajuster les valeurs. cordialement -
Salut. On en est à la 2.0.3 https://github.com/MarlinFirmware/Marlin/tree/2.0.x cdt
-
[LK4 Pro] Alternative aux pinces pour fixer le lit en verre?
Jcc en réponse au topic de amundsen dans Alfawise / Longer3D
Salut, https://imall.com/product/4pcs-Ultimaker-UM-Hot-bed-glass-plate-fixation-Clips-heated-board-platform-stainless-clamp-3D-Printer-hardware-accessories/Computer-Office-Electronics-Printers-Scanners-Parts/aliexpress.com/32815481085/567-4246144/en Quelques euros sur Aliexpress. cdt -
Oui, la 2.0.0 est sortie début décembre et la 2.0.1 le 24.12. C'est assez stable, bien que variable selon les cartes. Par rapport avec la 1.1.9, il y a énormément de fonctions en plus. cdt
-
De rien. Avec la 2.0.1, je n'ai aucun soucis, si ce n'est le Stallgard qui ne marche pas du tout. cdt
-
Marlin/src/pins/stm32/pins_BTT_SKR_PRO_V1_1.h cdt
-
@jojodroopy Dans le fichier : pins_BTT_SKR_PRO_V1_1.h Ligne 34 : // Use one of these or SDCard-based Emulation will be used //#define SRAM_EEPROM_EMULATION // Use BackSRAM-based EEPROM emulation #define FLASH_EEPROM_EMULATION // Use Flash-based EEPROM emulation cdt
-
Salut, Non c'est dans le pin.h de la carte. cdt
-
Salut @Romain2634, Selon le version.h, elle date de Juillet. En quoi la trouves tu optimisée ? cdt
-
Bonsoir, Pourquoi vous servez vous des versions de BTT qui sont plus anciennes que l'officielle ? cdt
-
Salut @jojodroopy Tu as activé le FLASH_EEPROM_EMULATION ? cdt
-
Oups désolé, frappé par le correcteur automatique Dans le fichier de ta carte, il faut décommenter : //#define FLASH_EEPROM_EMULATION // Use Flash-based EEPROM emulation cdt