Arno191
-
Compteur de contenus
479 -
Inscrit(e) le
Visiteurs récents du profil
2 113 visualisations du profil





Récompenses de Arno191
")





-
Bambu lab x1 carbon mauvaise évacuation des déchets
Arno191 en réponse au topic de Arno191 dans Entraide : Questions/Réponses sur l'impression 3D
Du coup j'ai commandé le bloque de purge sur bambu lab https://eu.store.bambulab.com/fr/products/purge-chute -
Bambu lab x1 carbon mauvaise évacuation des déchets
Arno191 en réponse au topic de Arno191 dans Entraide : Questions/Réponses sur l'impression 3D
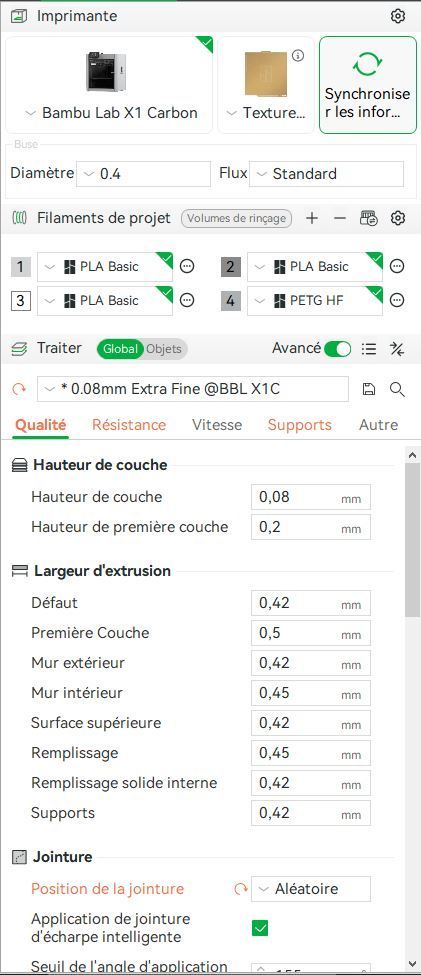
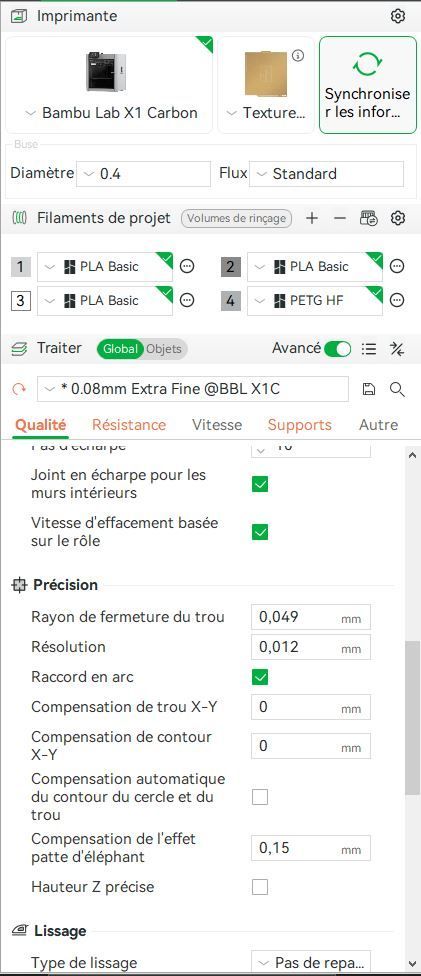
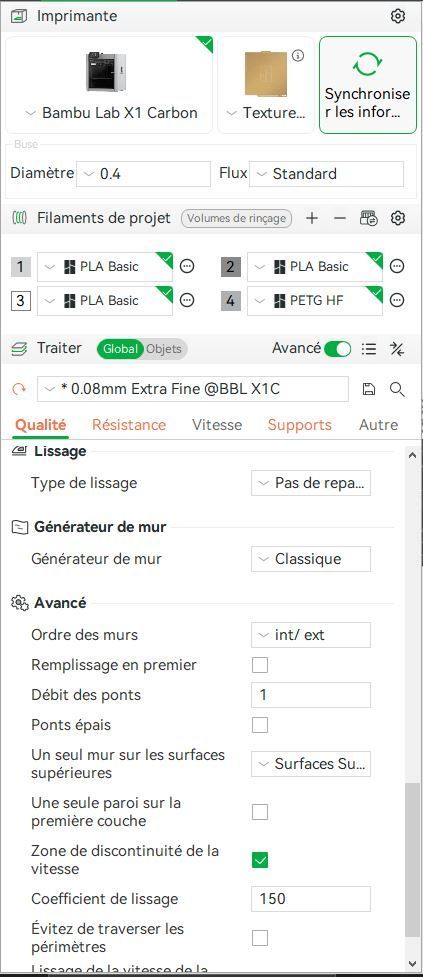
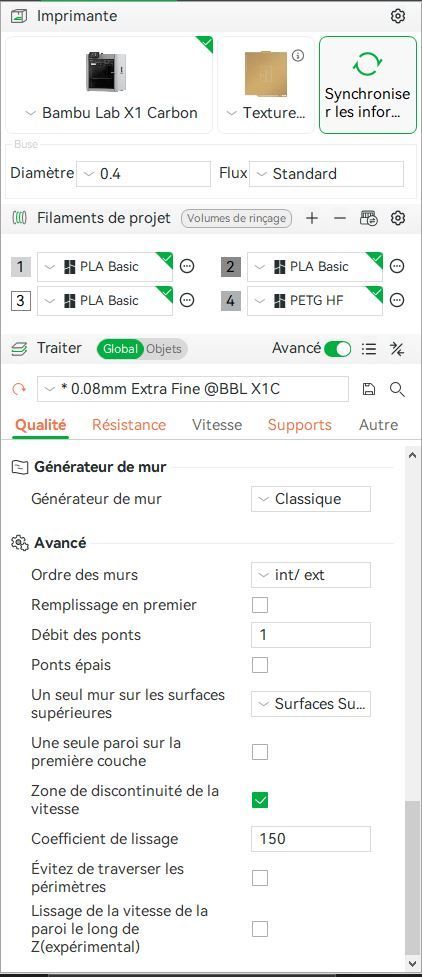
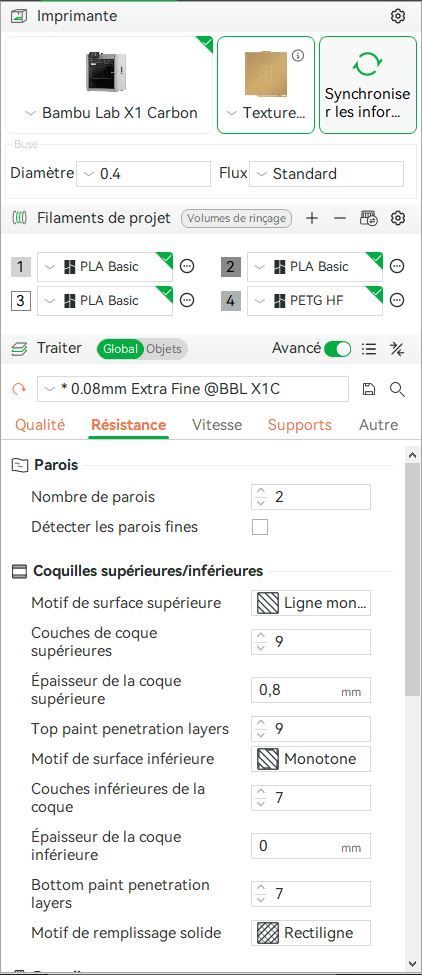
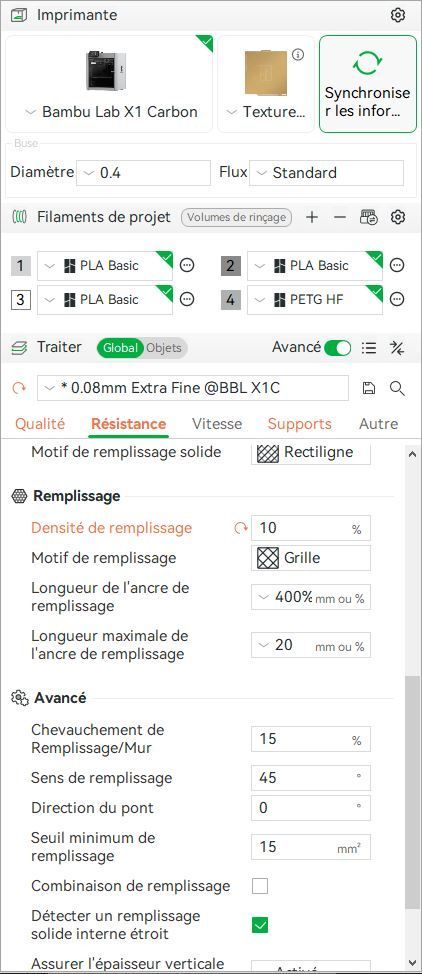
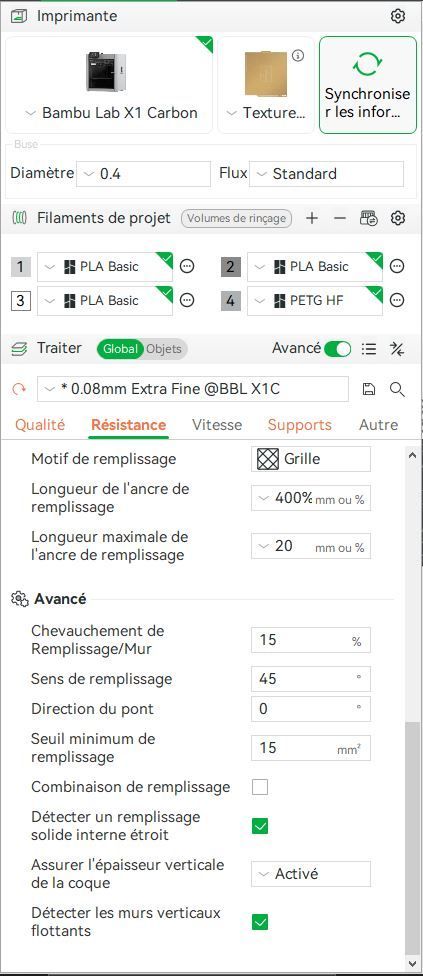
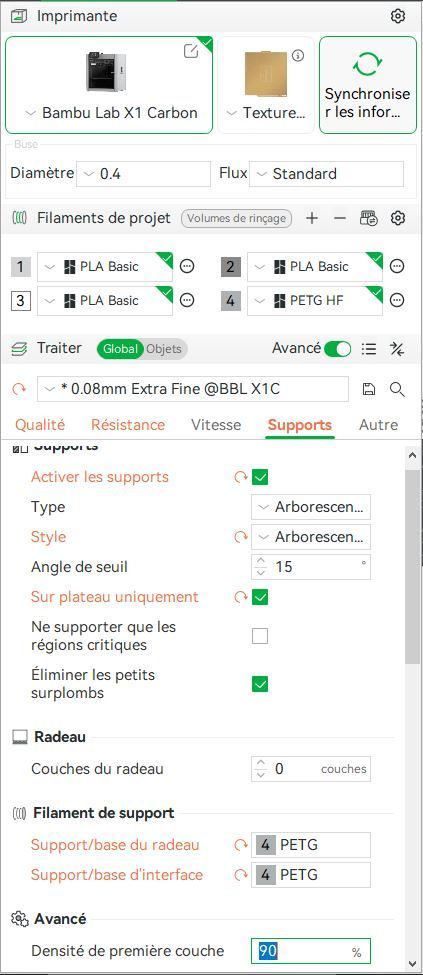
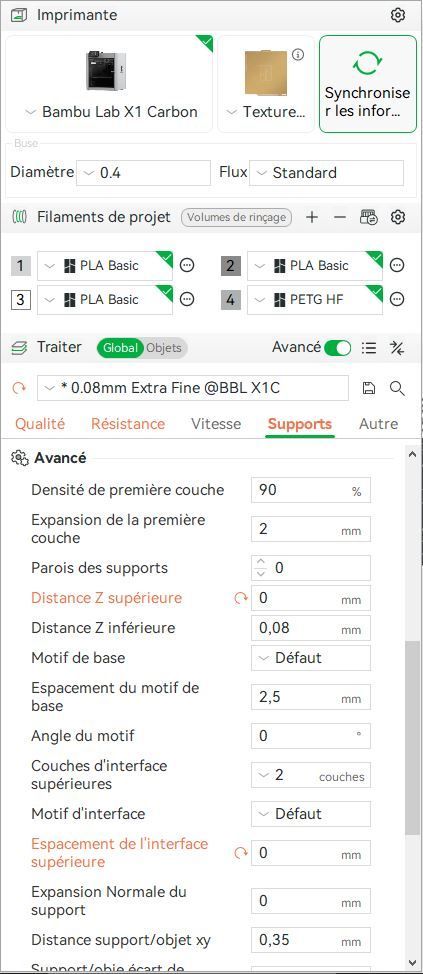
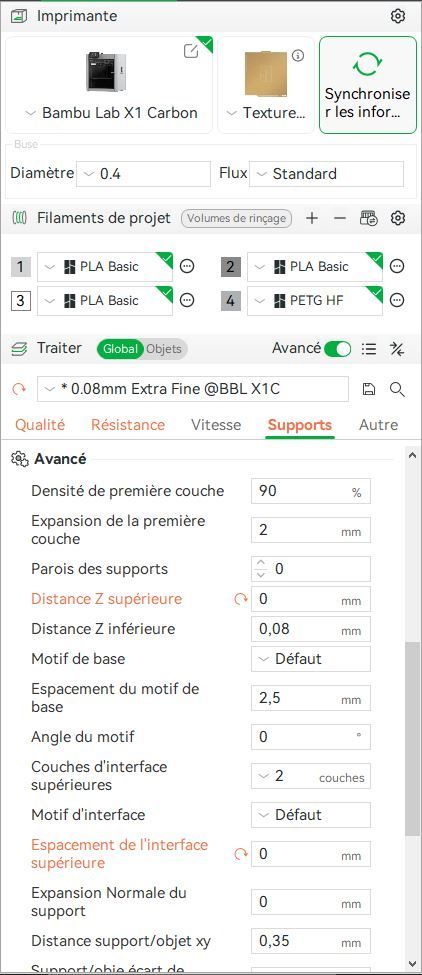
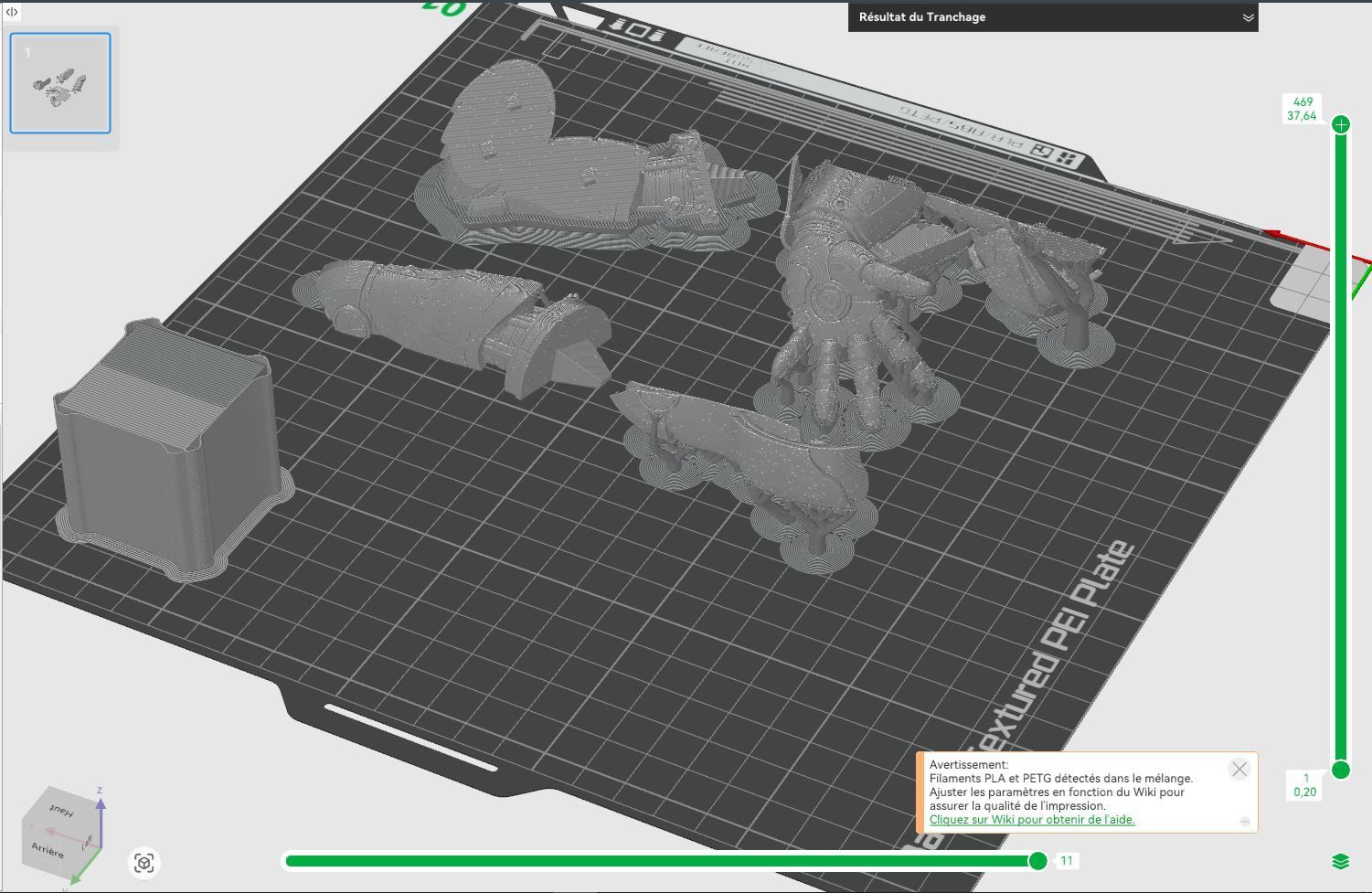
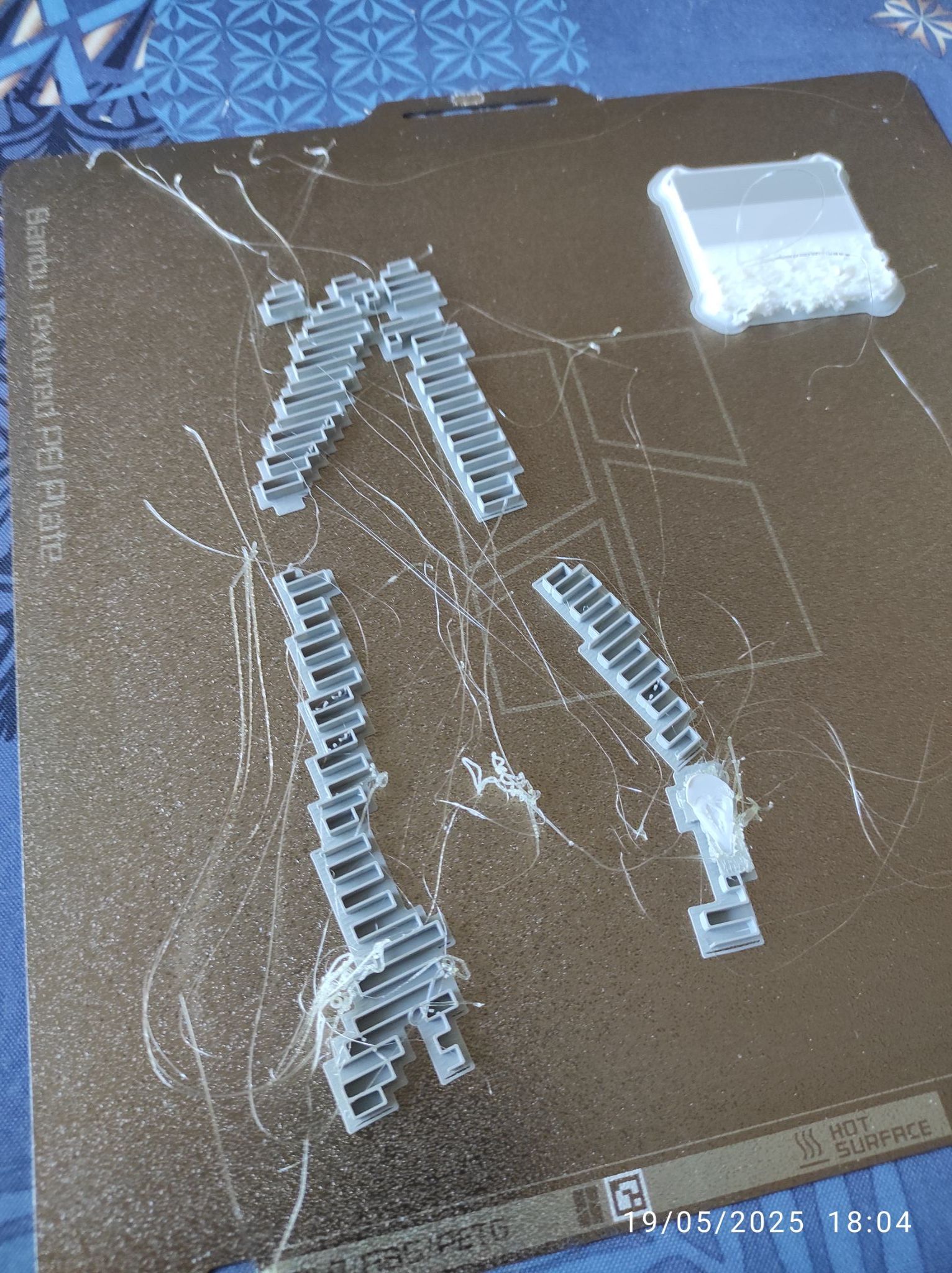
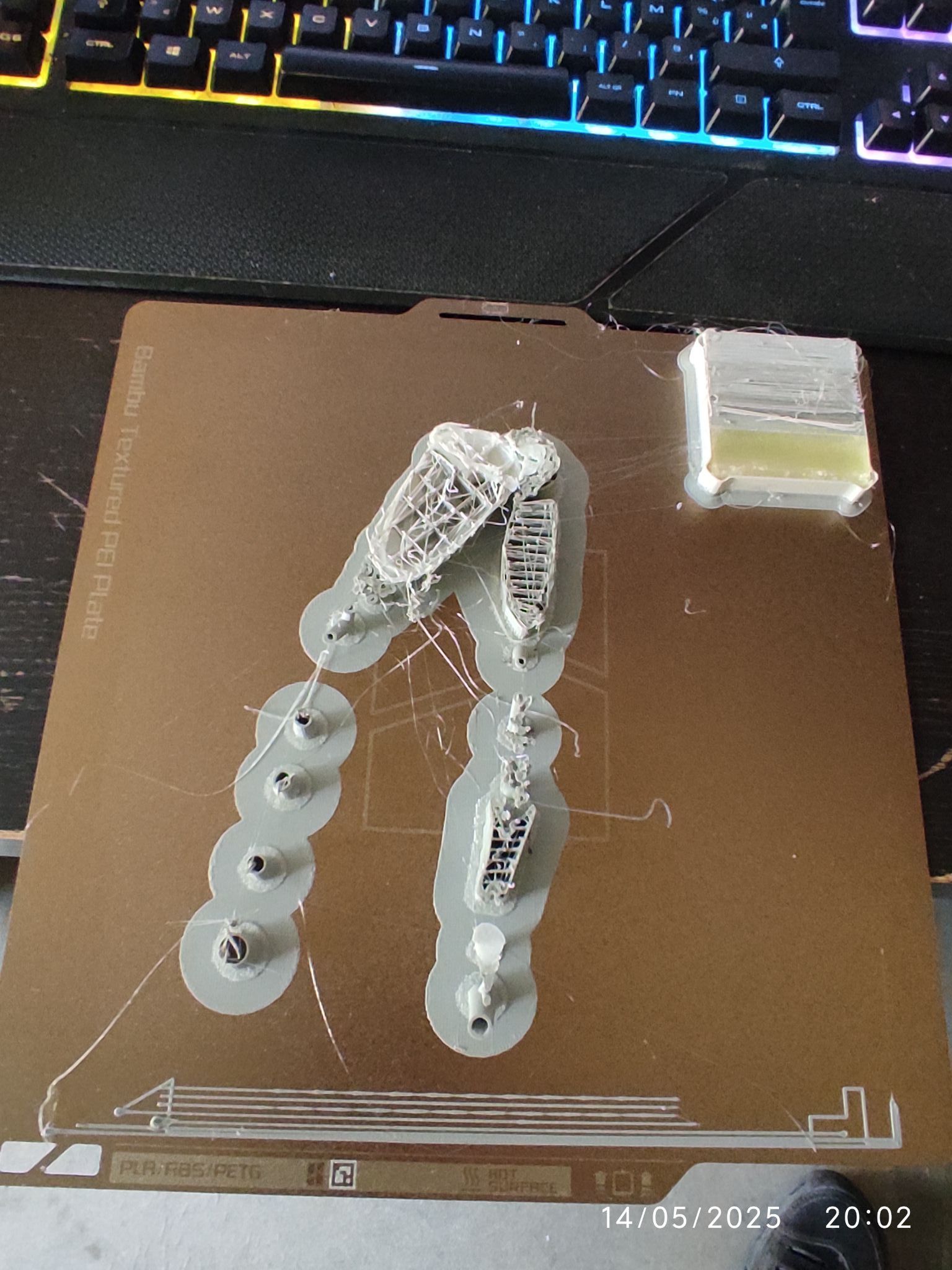
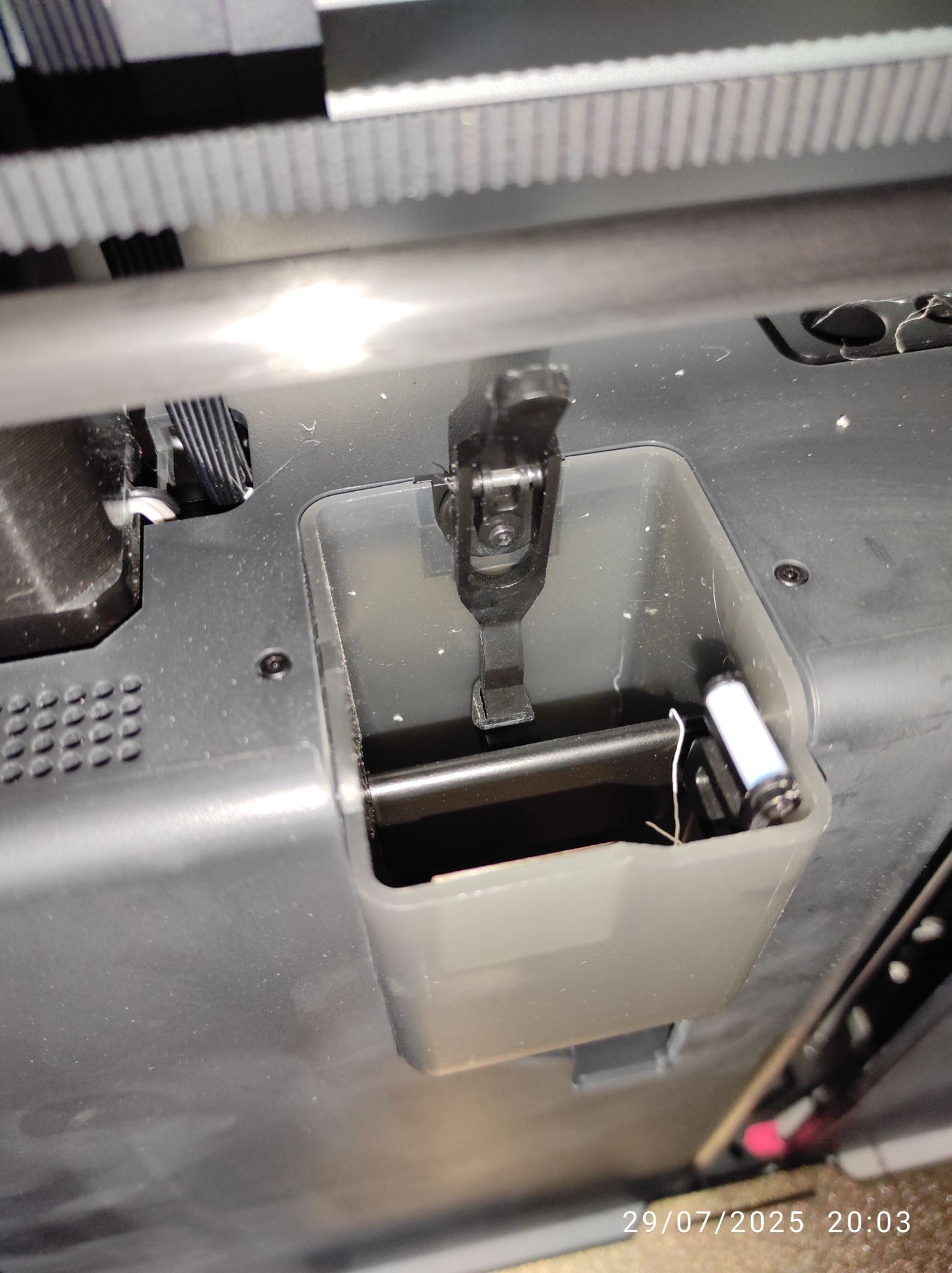
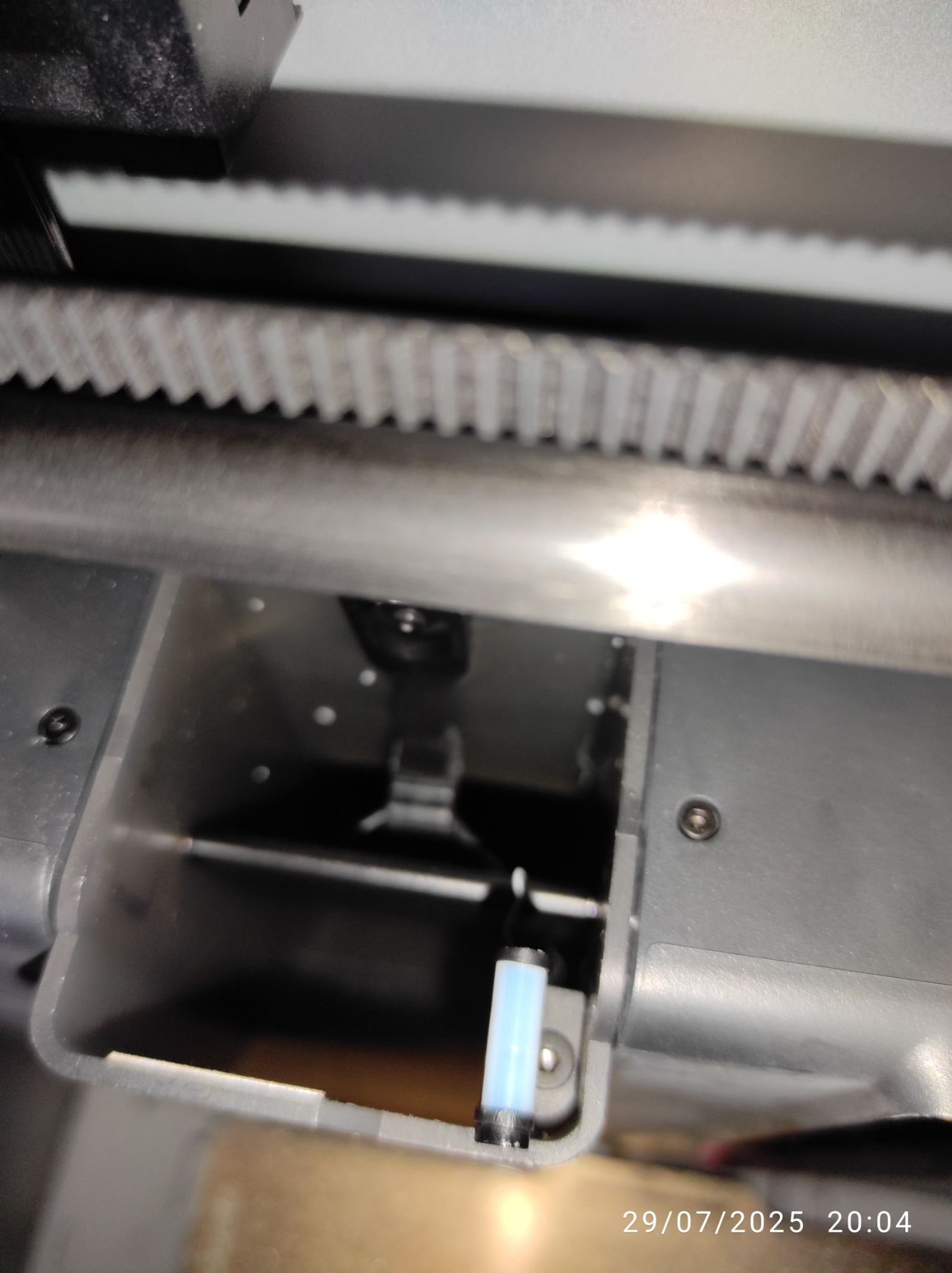
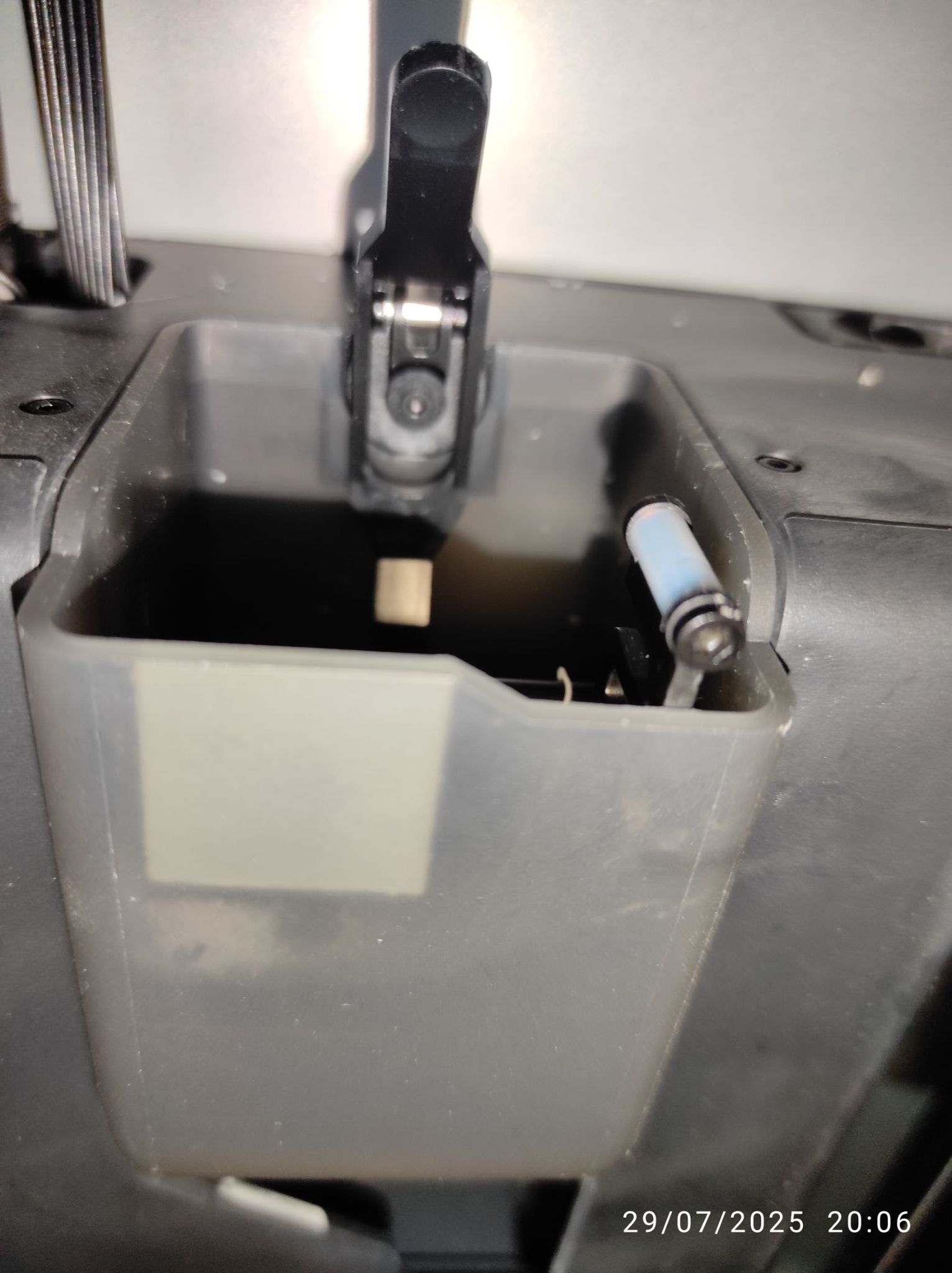
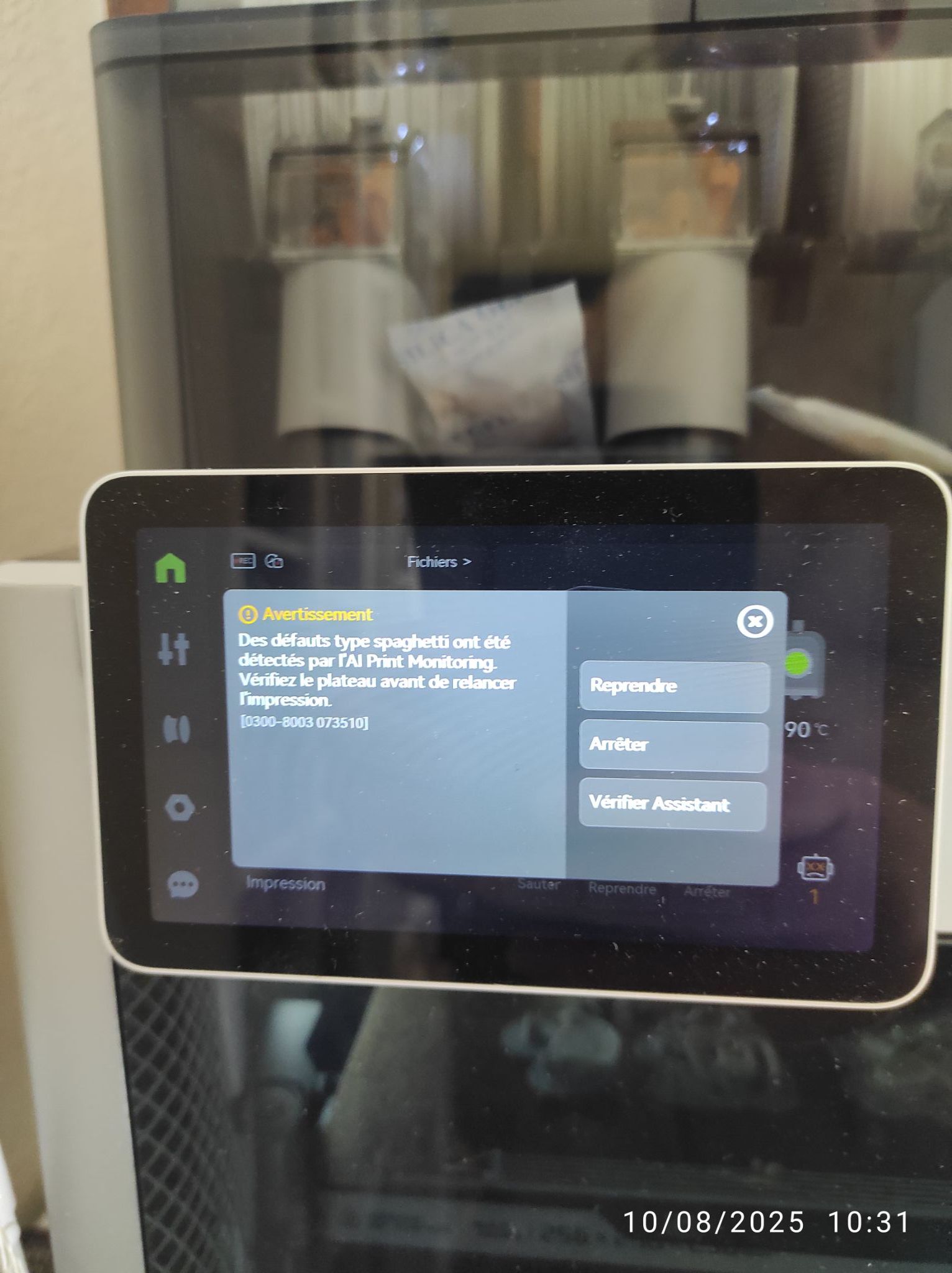
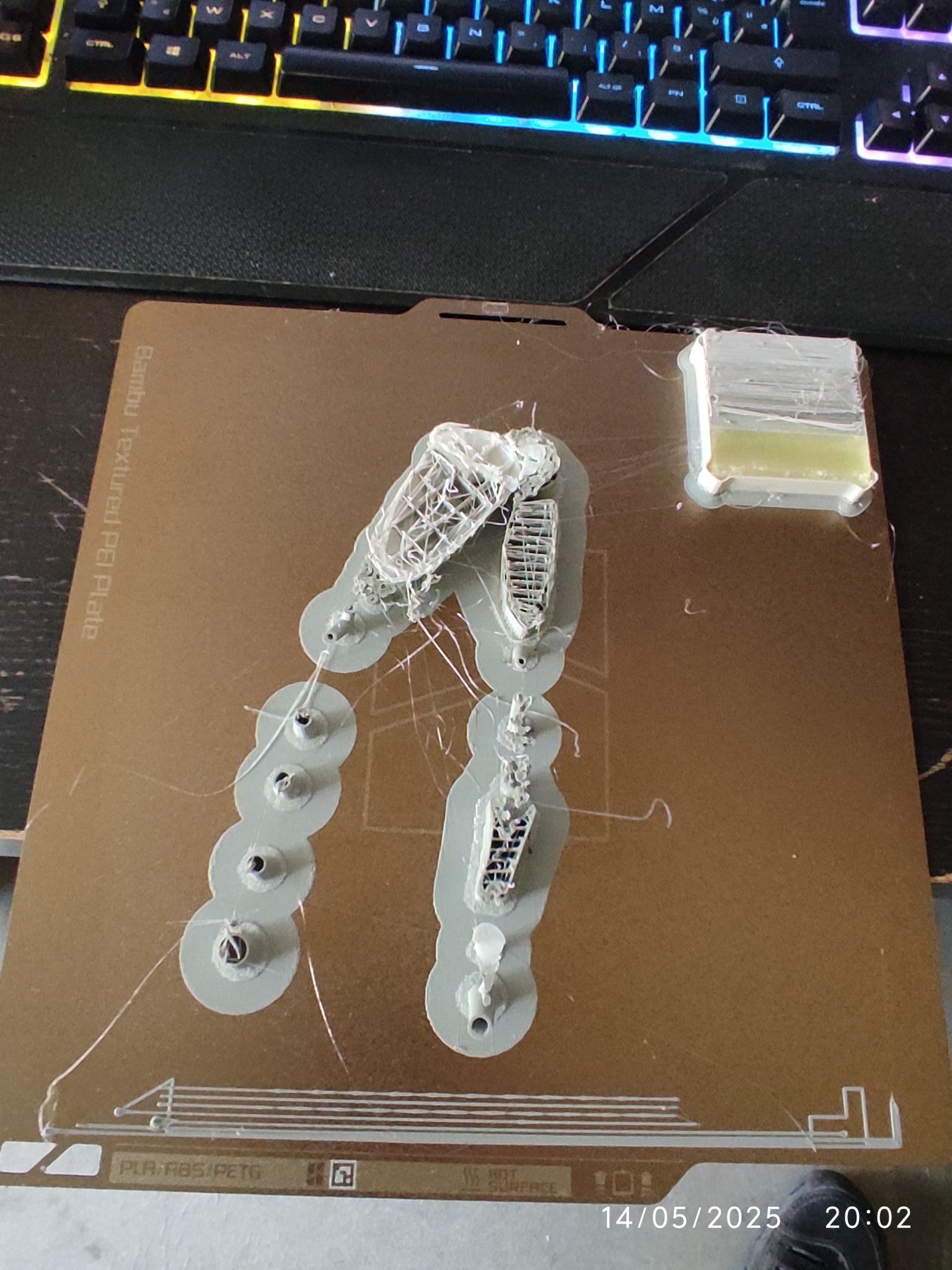
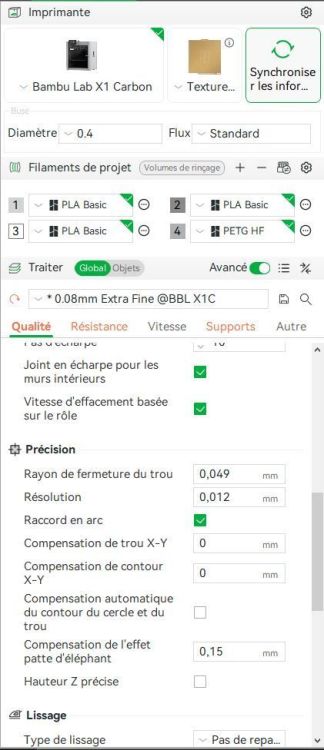
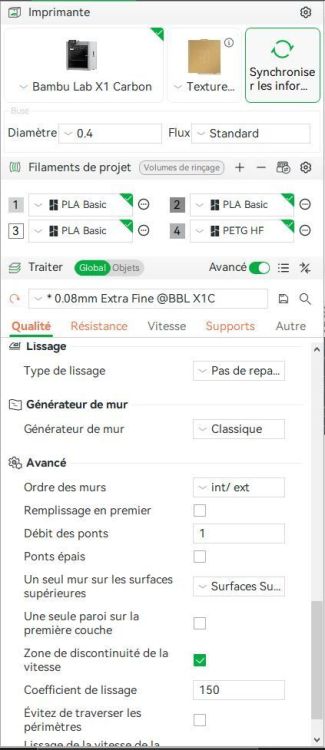
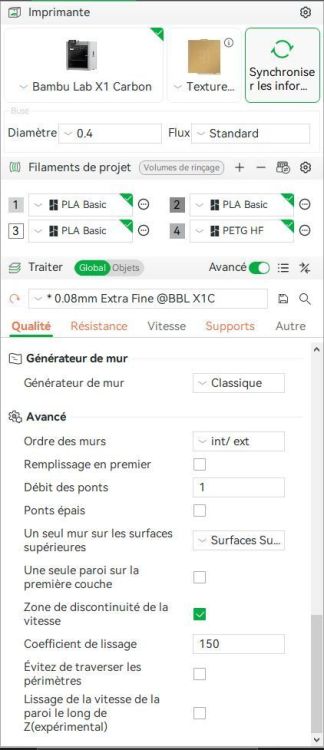
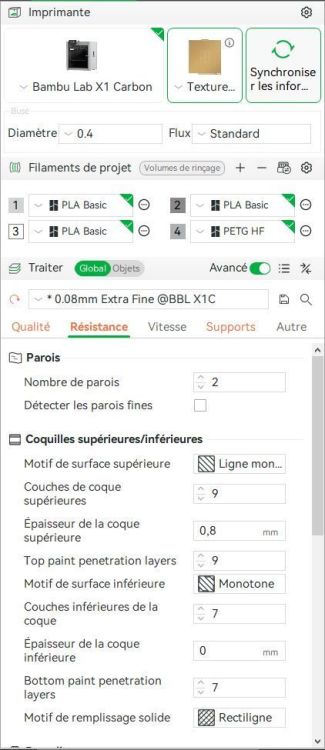
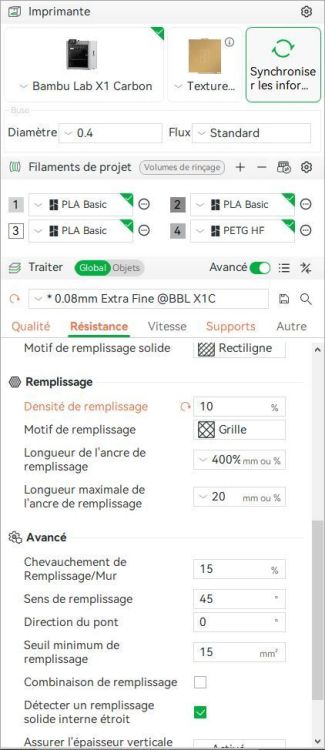
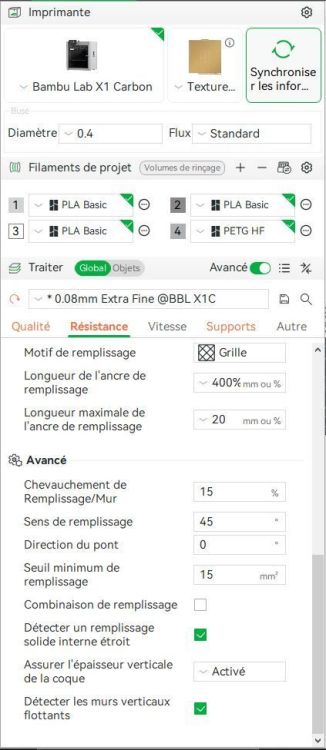
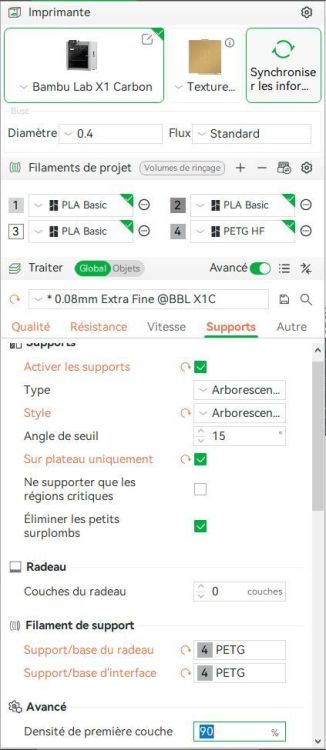
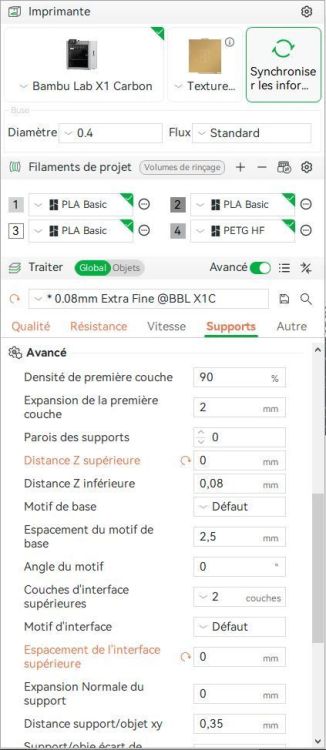
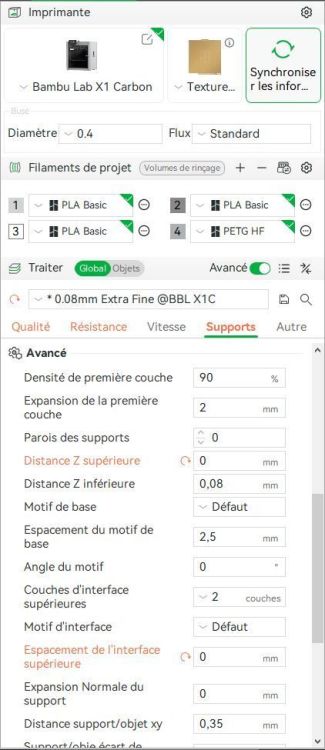
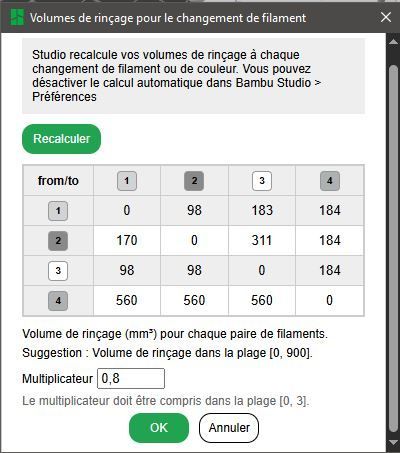
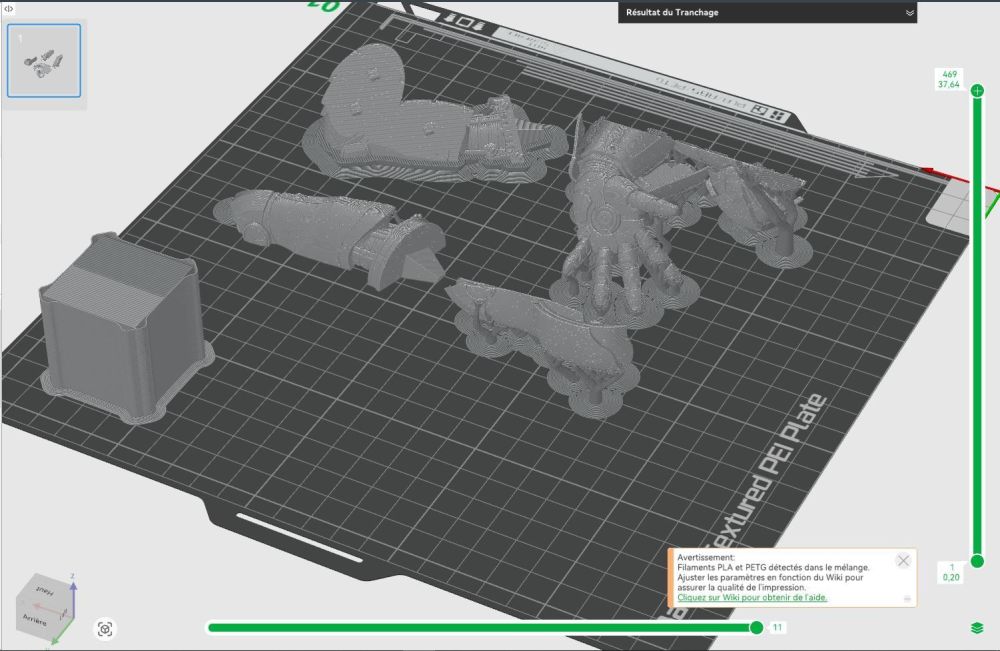
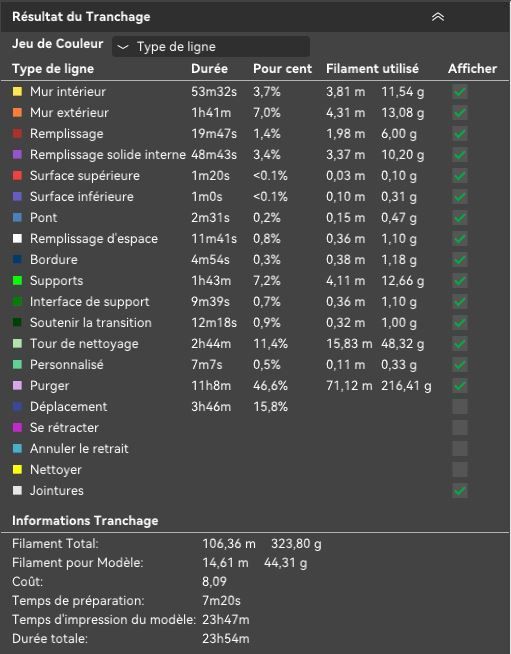
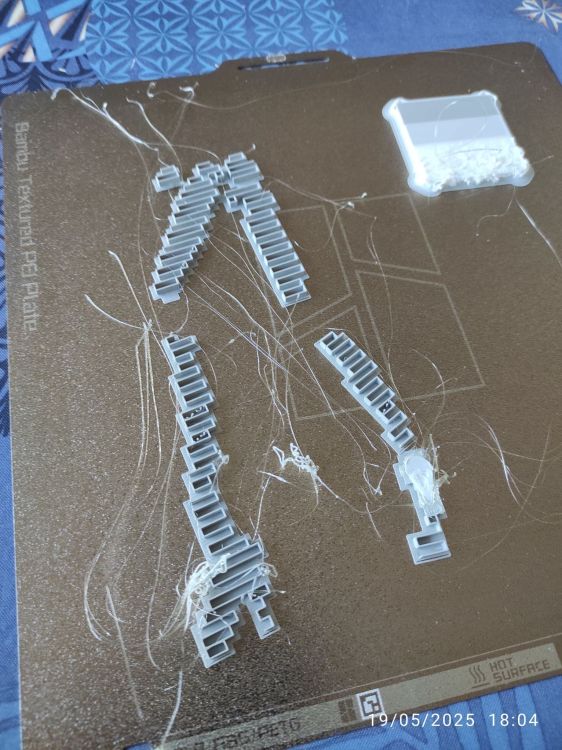
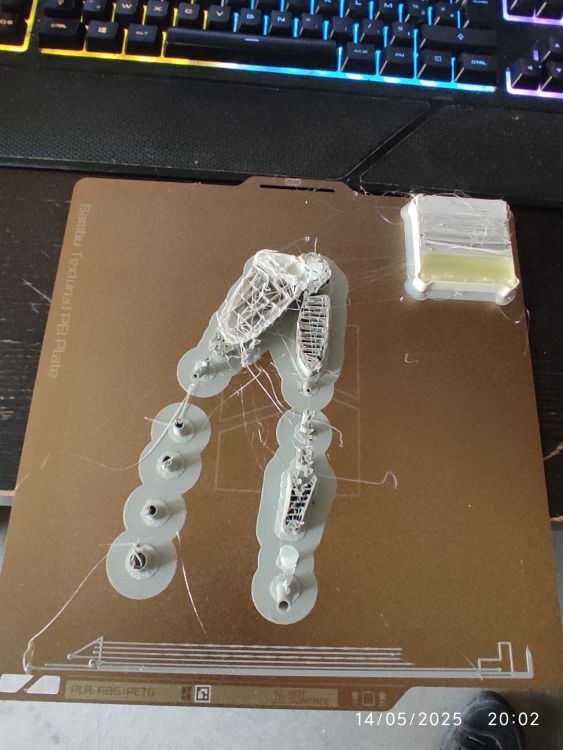
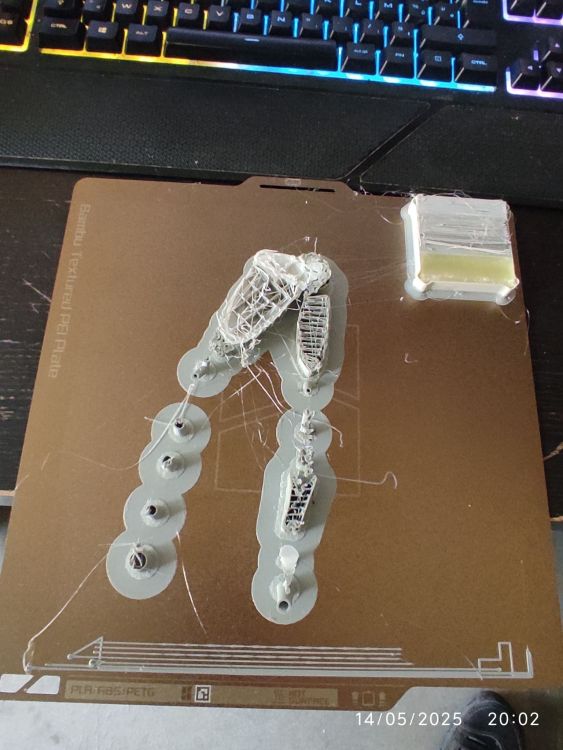
Bonjour tout le monde, Je suis désolé d'avoir autant tardé pour continuer ce sujet. Merci pour vos réponses, j'ai regardé les points évoqués, j'ai pris des photos, si elles ne sont pas assez parlantes, je peux en faire d'autres. Avant tout je pense que ce sujet fait doublon avec un autre, j'ai l'impression que ce problème à la même origine que celui que j'évoque dans cette autre sujet. Je précise qu'en mono couleur j'arrive a faire mes impressions, bien que le déchet de filament s'évacue mal. Je joint le profil d'impression, ainsi que quelques photos du résultat d'impression raté et de l'imprimante.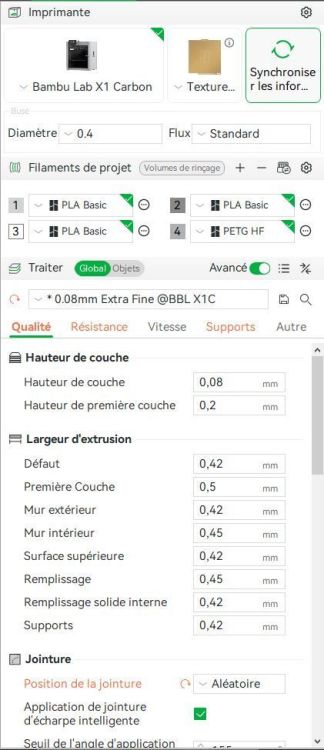





-
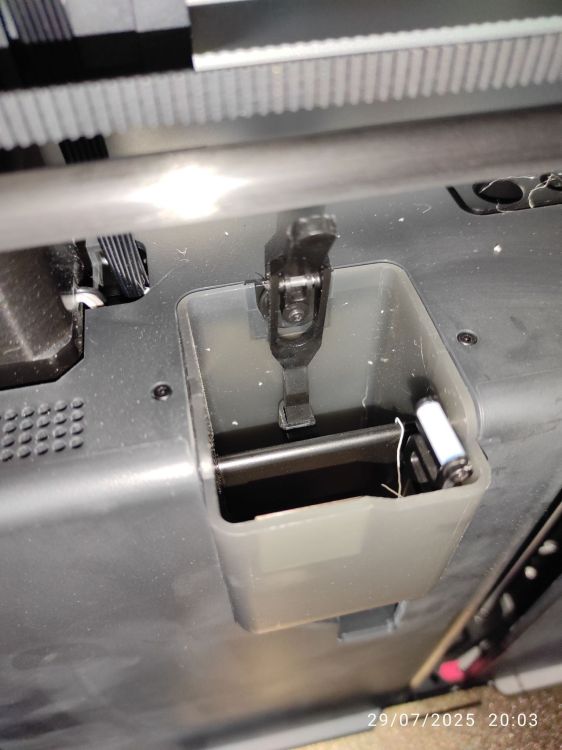
Bonjour, je rencontre un problème avec l'éjection des déchets sur mon imprimante Bambu lab x1 carbon, les déchets restent coincés dans le goulot d'évacuation voir collé à la buse. L'imprimante à un AMS et tout est à jour, software comme firmware. Des suggestions ?
-
plus de déchets en multi-color. Ce serait super.
-
Apparemment il est compatible. Par contre je vois un inconvénient, il faut démonter trop de choses rien que pour retirer le tube ptfe à l'arrière de l AMS.
-
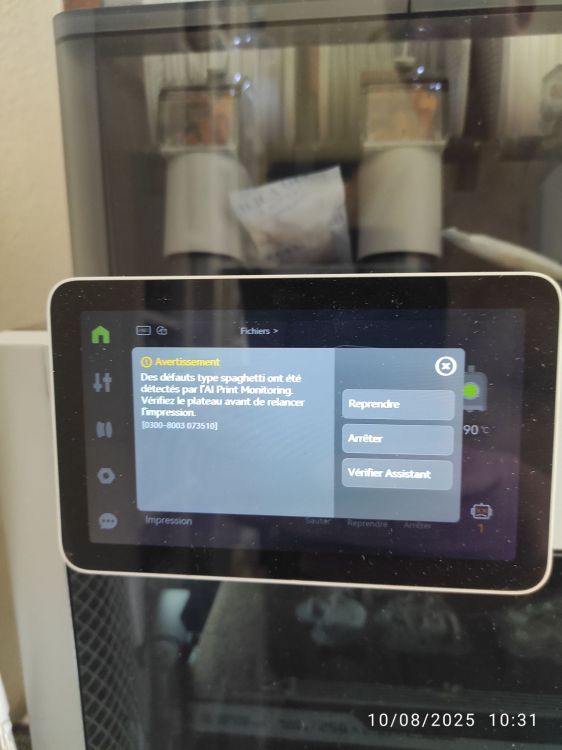
Alors pas d'amélioration, mais pour une raison qui m'échappe la lame du cutter reste coincé et empêche le filament de sortir. du coup j'ai changé la tête d'impression et la lame du cutter. Le résultat est que j'ai encore raté l'impression, cette fois-ci c'est le PVA qui n'adhère pas au PLA. J'ai fini par ne plus utiliser le PVA, je l'ai remplacé par du PETG de la marque. l'impression s'est bien déroulée jusqu'as 31%, puis quelque chose a empêché le filament de sortir. Je vais regarder cet après midi ce qui gène, mais en attendant ça fait 22 impression d'affilée raté. je commence à me dire que l'impression multicolore ce n'est pas du tout au point, je vais finir par me séparer de mon AMS.
-
j'ai réinitialisé d'usine l'imprimante, je vais bien voir s' il va y avoir une différence. j'ai compté aussi les timelaps des impressions de la pièce que je veux imprimer, et je me suis trompé. Ce n'est pas 9 échec mais 16, je tente la 17e ce matin.
-
l'interface est sympas, mais depuis la dernière mise à jour mon imprimante as le bruit d'un avion à réaction.
-
Bonjour, j'ai un problème avec mon imprimante X1 carbone et l'impression multicolore avec un AMS. J'utilise des bobines de bambulab. 3 pla classique et une bobine de pva pour l'interface support pièce. Mon problème ce déroule de cette façon : Au début de l'impression et sur environ 1cm de hauteur tout ce passe bien, puis les couches deviennent mauvaises jusqu'à ce que l'impression échoue. J'ai fait un calibrage de l'imprimante et juste avant j'ai nettoyé et graissé les tiges de l'axe Z. J'en suis à mon 9e échec en multicolore, avec une seule couleur via l'ams, tout ce passe bien. Jusqu'à présent après plus de 1400h, je n'avais pas eu de problème. Si vous avez des conseils.
-
Bonjour, je suis désolé je n'ai pas plus exploré ce problème depuis. je n'imprime plus avec mon imprimante, et je suis dans le projet d'en acheter une autre, du coup je ne suis pas plus motivé à trouver une solution de mon côté. Vu que j'ai l'intention de revendre ma CR10 S V1, je vais faire un combo. Changer la cm, la tête d'impression au complet et même le mosfet que j'ai rajouté pour la tête d'impression. J'espère que ce problème sera réglé. dans le cap contraire en dehors des moteurs d'origine je ne verrais pas d'où le problème pourrait venir. Je suis désolé de ne pas pouvoir t'aider plus.
-
Bonjour fran6p, merci pour tes conseille, mon problème est résolu, j'ai essayer avec un autre cable et la carte à été reconnu tout de suite par windows, par aquis de conscience et surtout par curiosité, j'ai reconnecter les deux carte que j'ai en ma possession avec le premier câble et par miracle les deux cartes ont également été reconnu par windows. Je n'ai pas eu de mise à jour de Windows entre temps c'est incompréhensible pour moi. Le retour que j'ai eu de Sovol pour la Sovol creality 2.2.1 est qu'ils m'envois une autre carte toute neuve, alors que je leurs ai expliqué que selon windos c'était un problème de pilotes, je n'ai pas eu d'autres propositions de résolution de problèmes. Quoi qu'il en soit, je croise les doigts pour que ce problème ne se reproduise pas. Par contre si une personne à une suggestion probante sur ce qui a bien pu se passer au sujet de ce problème, je suis extrêmement intéressé. Je n'aime pas rester sur un mystère. Pour information le pilote de la carte ce nome ft232r usb uart.
-
Du coup entre temps j'ai commandé une autre carte Sovol Creality V2.2.1, je viens de la brancher et j'ai le même problème. Merci fran6p pour ta réponse, je viens de tester les 3 drivers que tu me propose. aucun n' as fonctioné. J'ai envoyé un mail à Sovol, j'éspère qu'ils vont m'apporter une solution.
-
Bonjour, je relance du coup ce post avec ma question. J'ai la carte sovol creality v2.2.1 dans ma Cr10S V1, et je ne sais pas pour quelle raison mais mon PC ne la reconnais plus. Je dois donc passer par la réinstallation des pilotes de la carte, et après 2 jours de recherches en continu je n'arrive pas à mettre la main sur le pilote de cette carte. Si quelqu'un connait un lien pour que je puisse le télécharger ce serais super. Merci pour toute l'aide que vous pourrez m'apporter.
-
je ne l'ai pas précisé mais j'ai également changé le PTFE (un capricorne) l'anciens était endommagé. avant de modifier mon imprimante avec la carte contrôleur V2.2 de Créality et l'installation d'un BLTouch avec le marlin 2.0.9. j'était sur le marlin 1.1.8 d'origine et je n'avais pas de problème de ce genre.