


Après avoir passé pas mal d’heures avec les imprimantes Bambu Lab (principalement la X1 Carbon, X1C pour les intimes, mais aussi P1P, P1S, A1 mini et même H2D), j’ai reçu pour Noël un joli (et gros) cadeau, la Bambu Lab H2C. Sur le papier, c’est la machine qui veut faire oublier le principal péché du multi-couleurs / multi-matériaux en FDM, à savoir le gaspillage de purge. Et forcément… ça mérite un test complet.
Avant-propos
Cet article résume la découverte et l’utilisation d’une Bambu Lab H2C AMS Combo Ultimate Set, c’est-à-dire le pack imprimante avec tout le nécessaire pour profiter des 6 buses du système Vortek : 2 AMS 2 Pro, 1 AMS HT, 9 buses interchangeables et 4 buses classiques. Avec une centaine d’heures d’impression pour l’instant, cette review de la H2C met en avant ses capacités des plus basiques aux plus avancées, avec les avantages et inconvénients du nouveau système multibuses. Cette page est amenée à évoluer, notamment avec des prints complémentaires. Si vous avez une question ou un fichier à imprimer, vous pouvez laisser un commentaire en bas de cette page. Prenez aussi le temps de lire le topic unique de la H2C sur le forum.
Fiche technique de la Bambu Lab H2C
Là où la H2D misait sur la double buse (super efficace pour certains scénarios, mais limitée à 2 filaments sans purge excessive), la H2C passe à une approche différente avec le système Vortek. L’imprimante peut échanger automatiquement jusqu’à six hotends (connectées sans fil ni prise et chauffées par induction) pour imprimer avec jusqu’à 7 matériaux sans aucune purge dans un même job. En empilant les AMS, on peut même monter à 24 filaments différents, avec une purge qui reste optimisée par la répartition des bobines au moment du tranchage dans le slicer.
Lire notre présentation de l'imprimante Bambu Lab H2C sur le blogCôté fiche technique, on est clairement sur du haut de gamme avec une cinématique CoreXY, une chambre chauffée activement jusqu’à 65°C, buses jusqu’à 350°C, et un volume d’impression qui reste généreux (jusqu’à 330 x 320 x 325 mm selon le mode), bien qu’amputé par le Vortek par rapport à la H2D. Bref, une machine pensée pour ceux qui alternent PLA et matériaux plus exigeants, mais qui veulent aussi enchaîner des pièces multi-couleurs / multi-matériaux sans transformer la bobine en 💩.
| Technologie | FDM |
| Structure | CoreXY en caisson fermé : châssis aluminium et acier, carénage plastique et verre |
| Volume maximal d’impression | Impression buse unique : 325 x 320 x 320 mm (gauche) Impression buse unique : 305 x 320 x 325 mm (droite) Impression double buse : 300 x 320 x 325 mm Volume total pour deux buses : 330 x 320 x 325 mm |
| Température maxi du lit | 120 °C |
| Type d’extrudeur | Direct Drive à moteur servo PMSM : 10 kg de force d’extrusion maximale et échantillonnage de la résistance et de la position à 20 kHz |
| Température maximale de la buse | 350°C |
| Débit maximum | 40 mm³/s |
| Vitesse maximale d’impression | 1000 mm/s |
| Accélération maximale | 20 000 mm/s² |
| Calibration | Entièrement automatique |
| Compatibilité multi-filaments | Jusqu’à 24 bobines |
| Filaments compatibles (extrusion directe) | PLA, PETG, TPU, PVA, BVOH, ABS, ASA, PC, PA, PET, PPS ,PLA renforcé fibres carbone/verre, PETG, PA, PET, PC, ABS, ASA, PPA, PPS… |
| Connectivité | USB Type-A et Wi-Fi |
| Dimensions (hors accessoires) | 49.2 x 51.4 x 62.6 cm |
| Poids net | 32.5 kg |
| Concurrence | Prusa XL, Snapmaker U1 et autres machines multi-têtes |
La H2C embarque aussi plusieurs caméras, et pas juste pour faire un joli retour vidéo dans l’appli. Il y en a une orientée vers la zone de la buse pour repérer les problèmes classiques (spaghettis, air printing, etc.) et surveiller ce qui se passe côté tête chauffante, une autre intégrée à la tête d’impression pour aider au calibrage/étalonnage et reconnaître la plaque installée (PEI texturé, plateau dédié à la gravure laser, etc.), et une caméra “grand angle” qui sert à suivre l’impression en direct tout en enregistrant des timelapses. Enfin, en option pour la H2C Laser, la caméra BirdEye vient ajouter une couche de détection/reconnaissance pour les usages liés à la découpe et à la gravure laser.
L'imprimante Bambu Lab H2C sur le comparateurDéballage (unboxing)

Comme pas mal d’imprimantes 3D au volume d’impression généreux, la Bambu Lab H2C arrive sur palette, pour un colis qui dépasse légèrement les 50 kg. J’ai réussi à la déballer et à l’installer seul, mais clairement au prix de quelques douleurs lombaires… J’ai vite compris pourquoi le constructeur recommande d’être au moins deux adultes. C’est encore plus vrai si vous habitez en étage sans ascenseur, ou si votre atelier est dans une cave accessible uniquement par des escaliers. À part ça, comme souvent chez Bambu Lab, l’expérience démarre très bien avec un emballage bien pensé, autant protecteur que simple à retirer. De plus, on retrouve aussi une documentation papier et des guides vidéo sur le wiki pour accompagner la mise en route :

Je vous mets quand même quelques photos de mon ouverture de colis :





Dans le colis principal de la H2C, on a droit à un AMS 2 Pro et aux accessoires suivants :


Niveau packaging, la H2C AMS Combo est fournie avec les éléments suivants :
- Une imprimante H2C
- Son câble d’alimentation
- Un AMS 2 Pro
- Une plaque PEI flexible et texturée
- Un support externe de bobine
- Une clé de sécurité
- Des tubes PTFE
- Un peu de paperasse (guide de démarrage rapide, carte de garantie, avertissement et consignes de sécurité)
- Une boîte d’accessoires avec :
- Une buse 0.4 mm normale
- Une buse Vortek à induction 0.2 mm
- Trois buses Vortek à induction 0.4 mm
- Une buse Vortek à induction 0.6 mm
- Une “chaussette” en silicone pour buse “classique” (non Vortek)
- Un cutter de filament
- Une aiguille de débouchage de buse
- Un tampon d’essuyage de buse
- Un bloqueur de buse
- Une lame pour spatule
- Un verrou pour buse à induction
- Adaptateur PTFE 4 en 1
- Un tampon de nettoyage pour adaptateur PTFE 4 en 1
- Une éponge pour nettoyage de buse
- Des vis et des clés Allen (H1.5 et H2.0)
- Un cache caméra de confidentialité
- Lubricant Oil
- De la graisse et de l’huile lubrifiante
Le second AMS 2 pro, l’AMS HT et les buses supplémentaires du pack Ultimate arrivent dans 2 colis séparés :

Comme sur les modèles précédents, Bambu Lab ne fournit pas de clé USB, alors qu’elle est quasi indispensable pour stocker les G-code exportés depuis le PC, sauvegarder les timelapses, et utiliser l’imprimante sans dépendre du cloud grâce au mode LAN Only.
Montage et mise en route de la Bambu Lab H2C
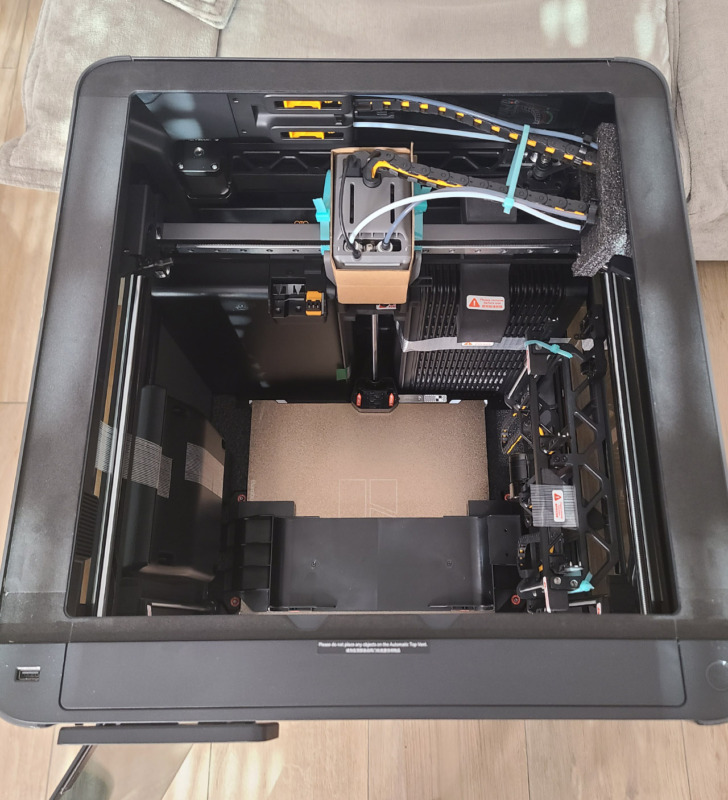
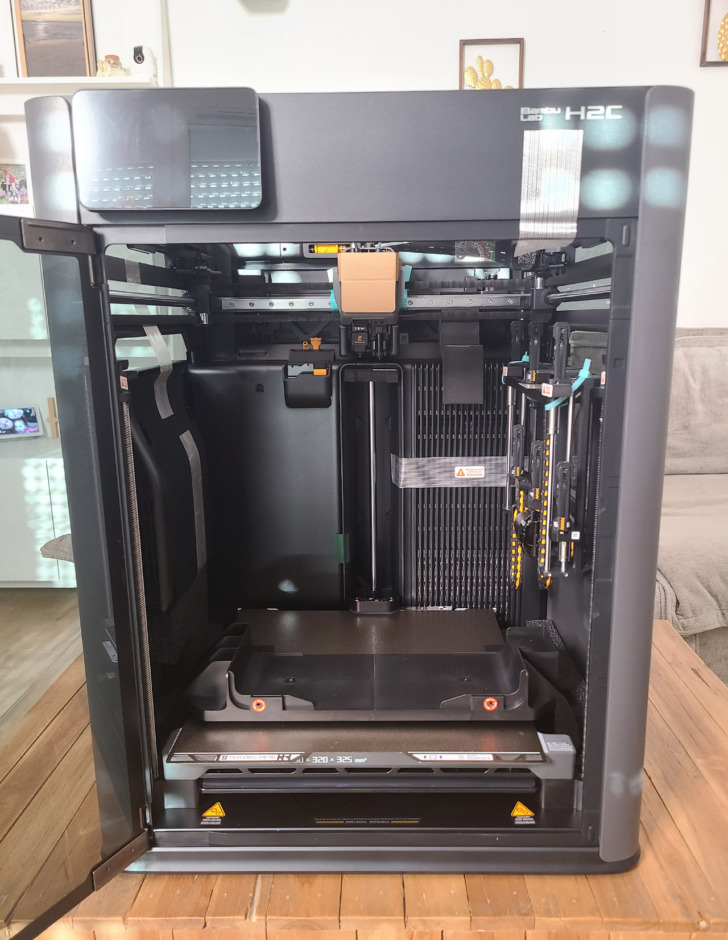
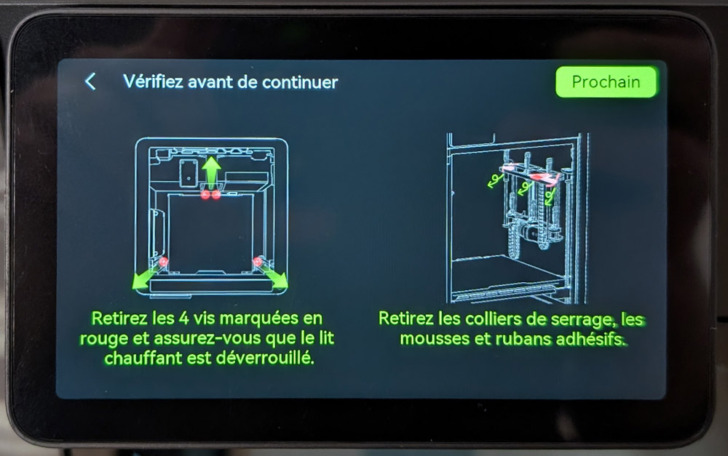
Comme toutes les imprimantes 3D Bambu Lab, la H2C arrive assemblée et presque prête à l’emploi. Il reste quelques mousses de protection à retirer, dévisser les accessoires de maintien qui assurent un transport sécurisé et couper quelques colliers de serrage. La notice papier, le wiki, des étiquettes et même l’écran de démarrage nous accompagnent pour cette étape sans difficulté.




Bambu Lab a clairement le souci du détail. Si vous avez la place de conserver le gros carton et les éléments de calage qui maintiennent les éléments de l’imprimante qui peuvent bouger pendant le transport, vous pourrez vous servir de ces derniers pour clipser leurs vis de fixation afin de ne pas les perdre :

Comme la H2D, la H2C dans sa version imprimante seule dispose d’une clef de sécurité qui empêche la machine de démarrer si elle n’est pas présente. Pour la version laser, cette prise sert à brancher le bouton d’arrêt d’urgence qui permet de mettre hors tension la machine d’un simple appui.


Raccordement des AMS
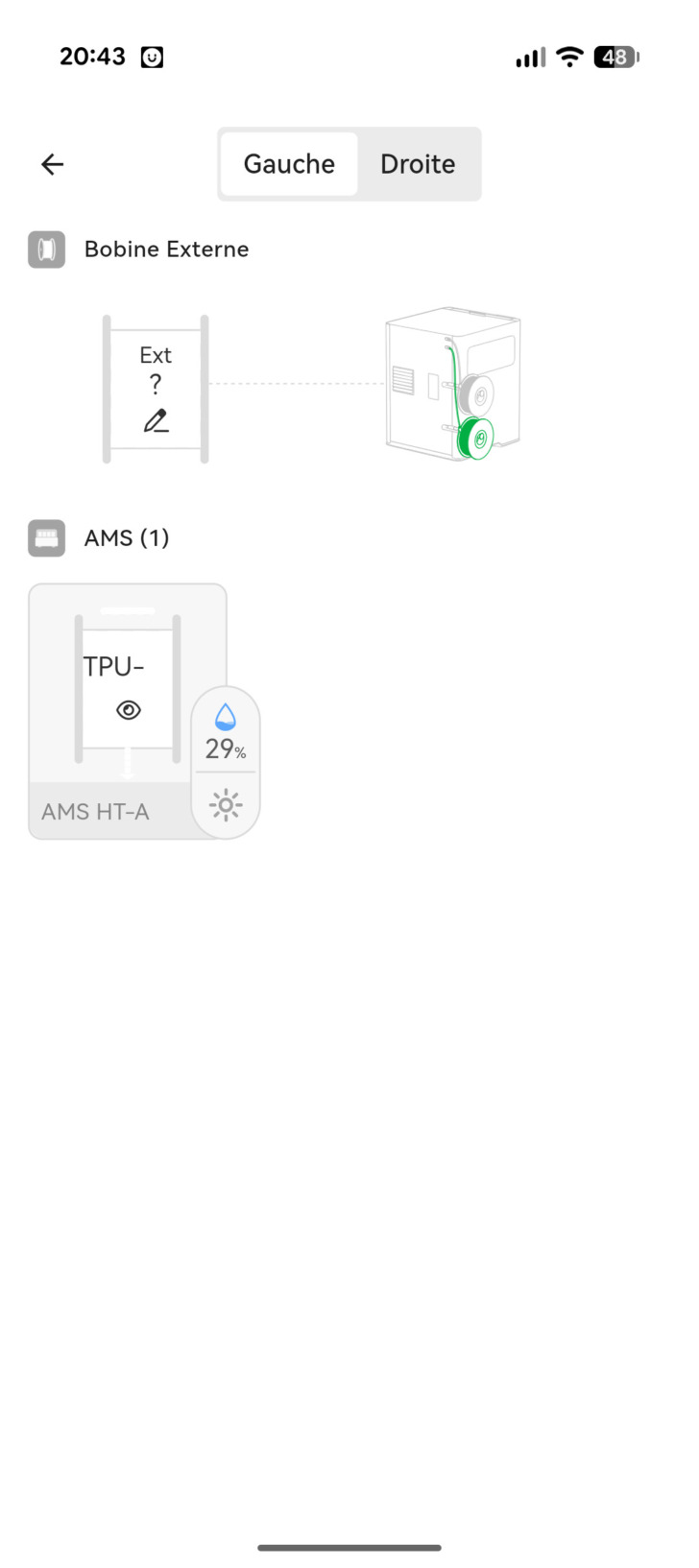
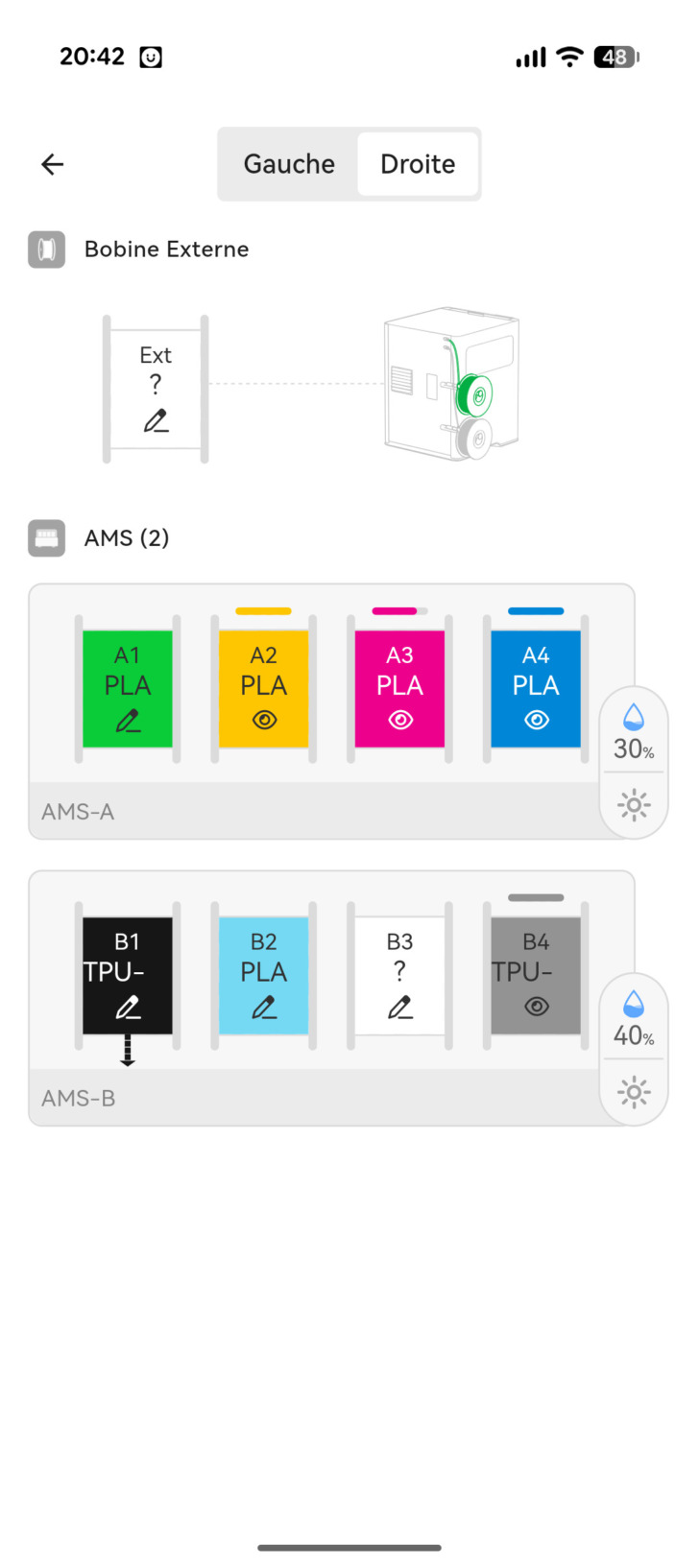
Le premier print de validation du bon fonctionnement de la machine présent sur la mémoire interne de la machine étant un benchy monocouleur, je n’ai raccordé qu’un seul AMS 2 Pro sur la buse de droite dans un premier temps :

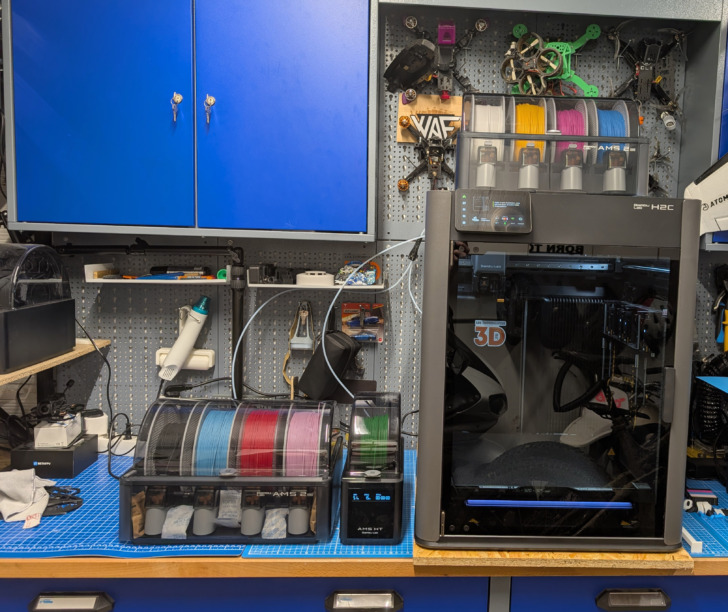
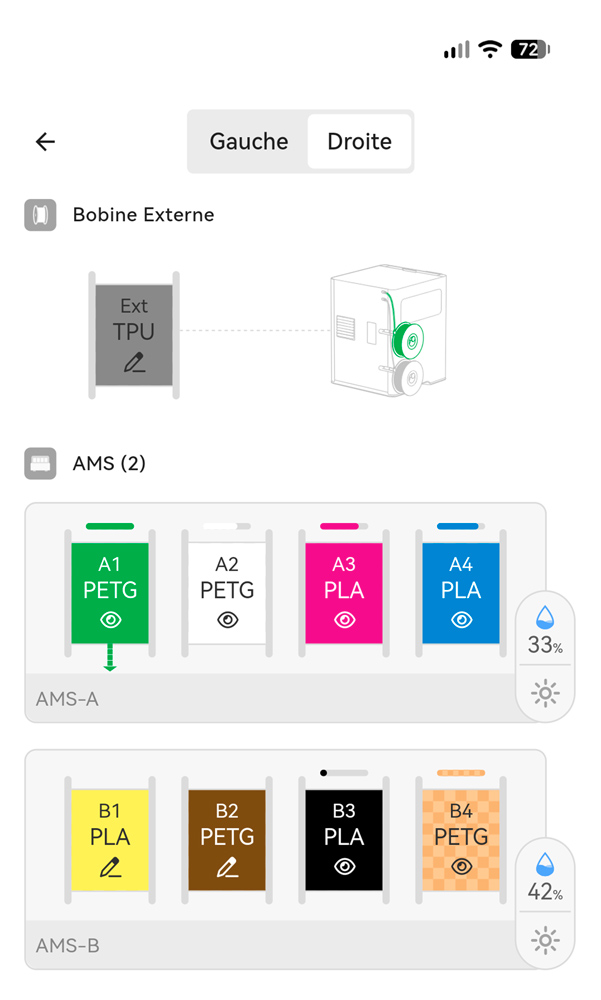
Plus tard, après avoir déplacé l’imprimante dans mon atelier garage, j’ai chaîné le deuxième AMS 2 Pro au premier et raccordé son tube PTFE sur la même buse de droite via l’adaptateur 4 en 1 afin d’avoir 8 filaments à disposition du système Vortek. Quant à l’AMS HT, je l’ai chaîné au deuxième V2 Pro mais j’ai mis son PTFE sur la buse de gauche.

Premier démarrage et assistant de configuration
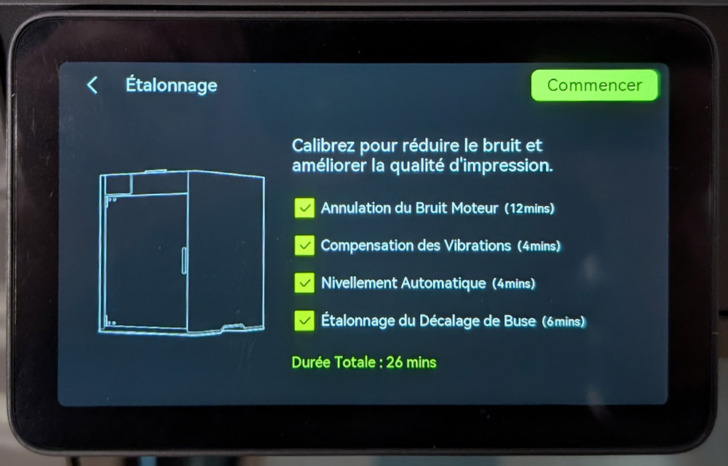
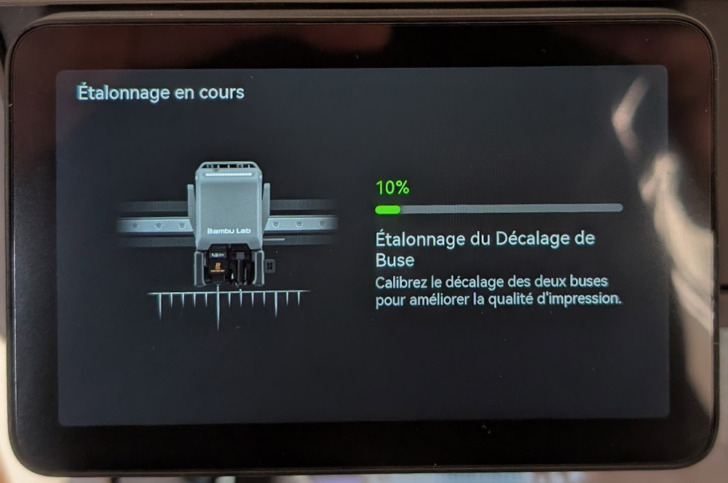
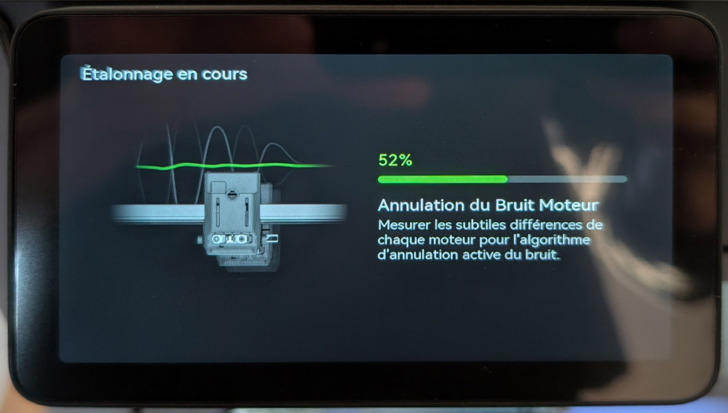
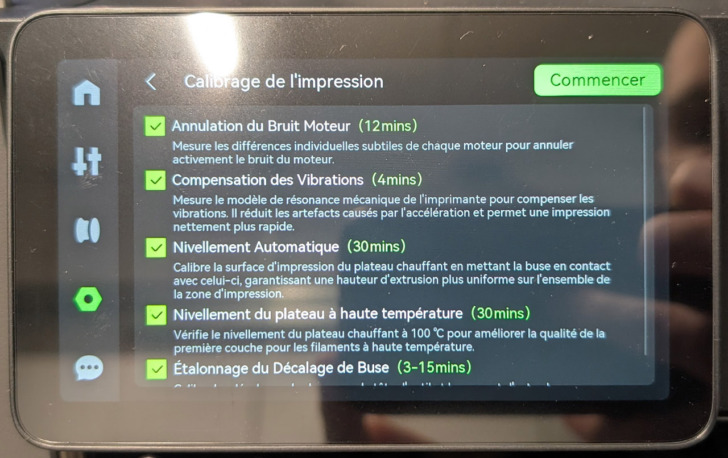
Après ça, il ne reste plus qu’à raccorder le cordon d’alimentation (à brancher sur une prise 230V en courant alternatif) et mettre le petit bouton “on/off” situé à l’arrière de la machine sur la position “1”. Très moderne, le bandeau LED sous le plateau s’éclaire et l’écran affiche la procédure de configuration initiale (langue, région, Wi-Fi facultatif, appairage au compte cloud facultatif, acceptation des conditions d’utilisation et programme facultatif d’amélioration de l’expérience utilisateur), avant de réaliser la calibration qui est entièrement automatique (annulation du bruit moteur, compensation des vibrations, nivellement automatique et étalonnage du décalage de buse) :

Si les traductions en français sont globalement bonnes, c’est dommage que le clavier reste en QWERTY, même s’il ne servira quasiment jamais par la suite.
Une bonne demi-heure plus tard, on se retrouve sur l’écran d’accueil avec, dans mon cas, trois alertes de l’assistant :
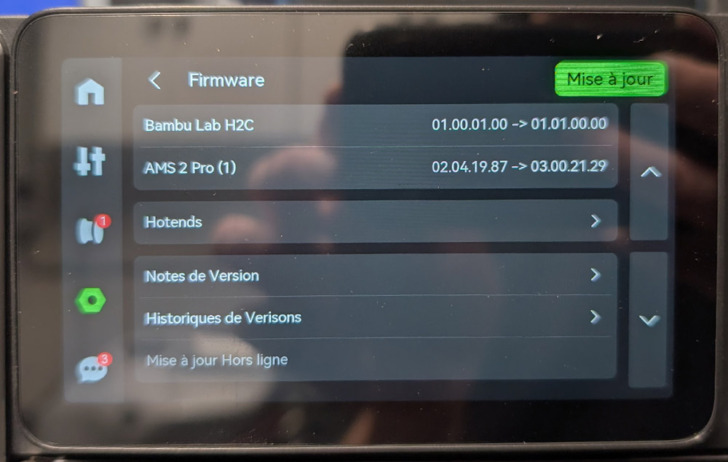
L’assistant du système d’exploitation Bambu Lab indique donc que le rack de hotends à induction (le fameux Vortek) et l’AMS ne sont pas configurés, ainsi que la présence de mises à jour. Rien de grave donc. J’ai dans un premier temps lancé les mises à jour des firmwares.
Mise à jour du firmware en ligne
Tout est automatique, il n’y a rien à faire si ce n’est attendre, plus ou moins longtemps en fonction de la puissance du signal Wi-Fi et de la vitesse de connexion à internet.
Mise à jour du firmware hors ligne
Quand j’ai connecté le deuxième AMS 2 Pro et l’AMS HT du bundle Ultimate, j’étais en panne de connexion internet mais l’assistant m’indiquait que leurs firmwares n’étaient pas compatibles avec le dernier installé sur la Bambu Lab H2C.
Je me suis donc référé à la documentation de mise à jour offline. Malheureusement, elle ne fait nullement références aux accessoires tels que les AMS. Même constat sur la page de téléchargement des firmwares où je n’ai pas trouvé non plus de fichier pour la H2C.
Pour gagner du temps, j’ai simplement fait un point d’accès Wi-Fi sur mon téléphone afin d’y connecter la H2C pour qu’elle télécharge les mises à jour des AMS par ce biais. Ce n’était donc pas bloquant, mais un peu frustrant et dommage tout de même.
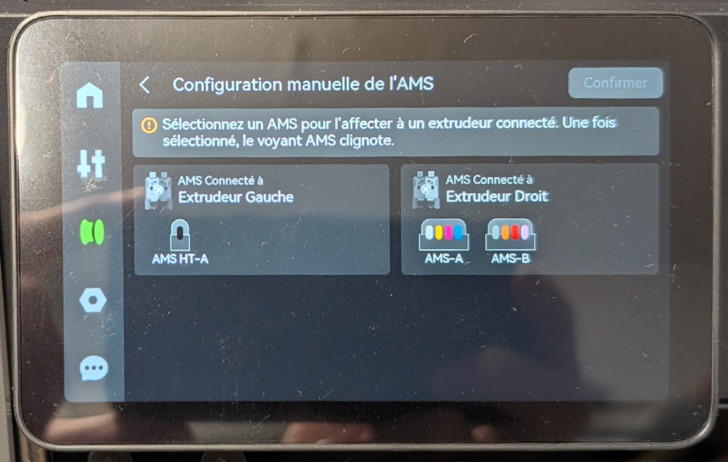
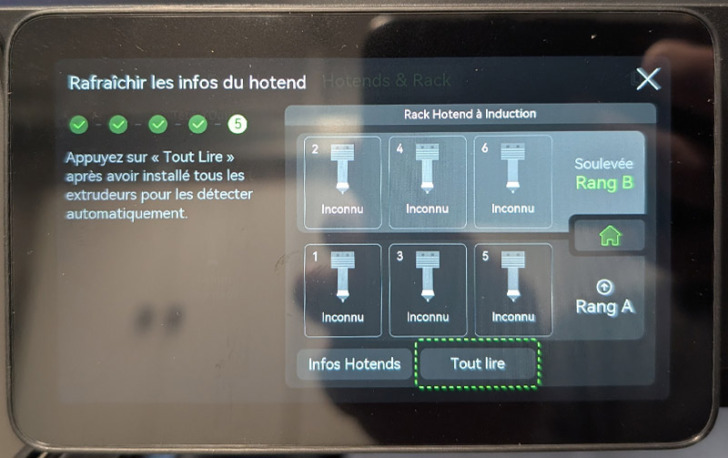
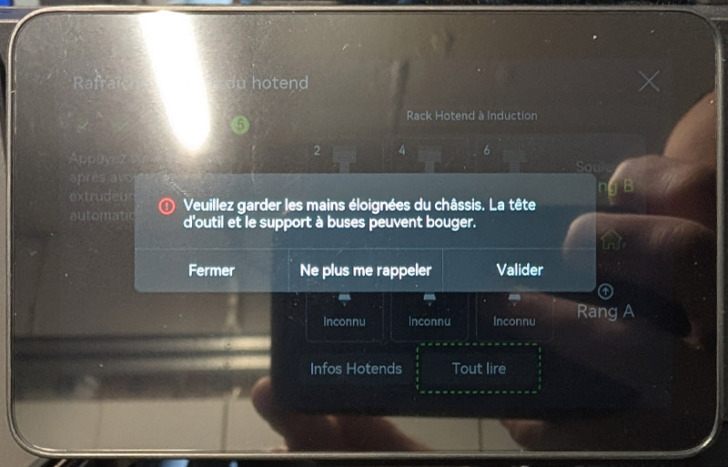
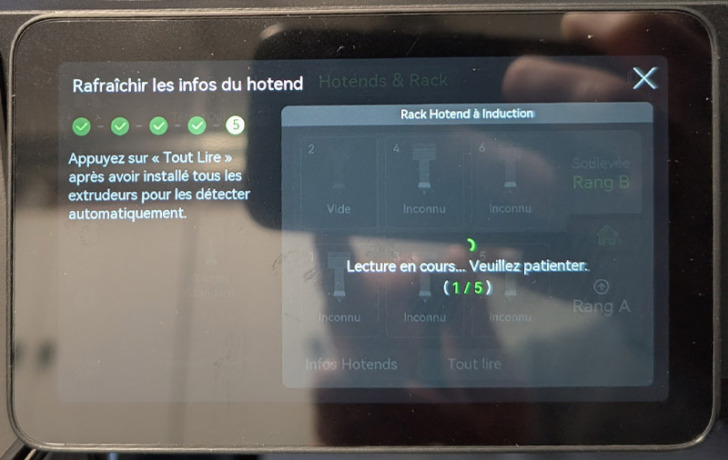
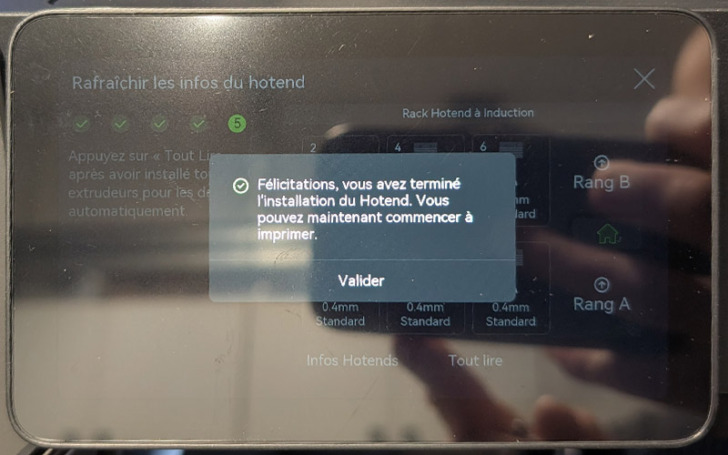
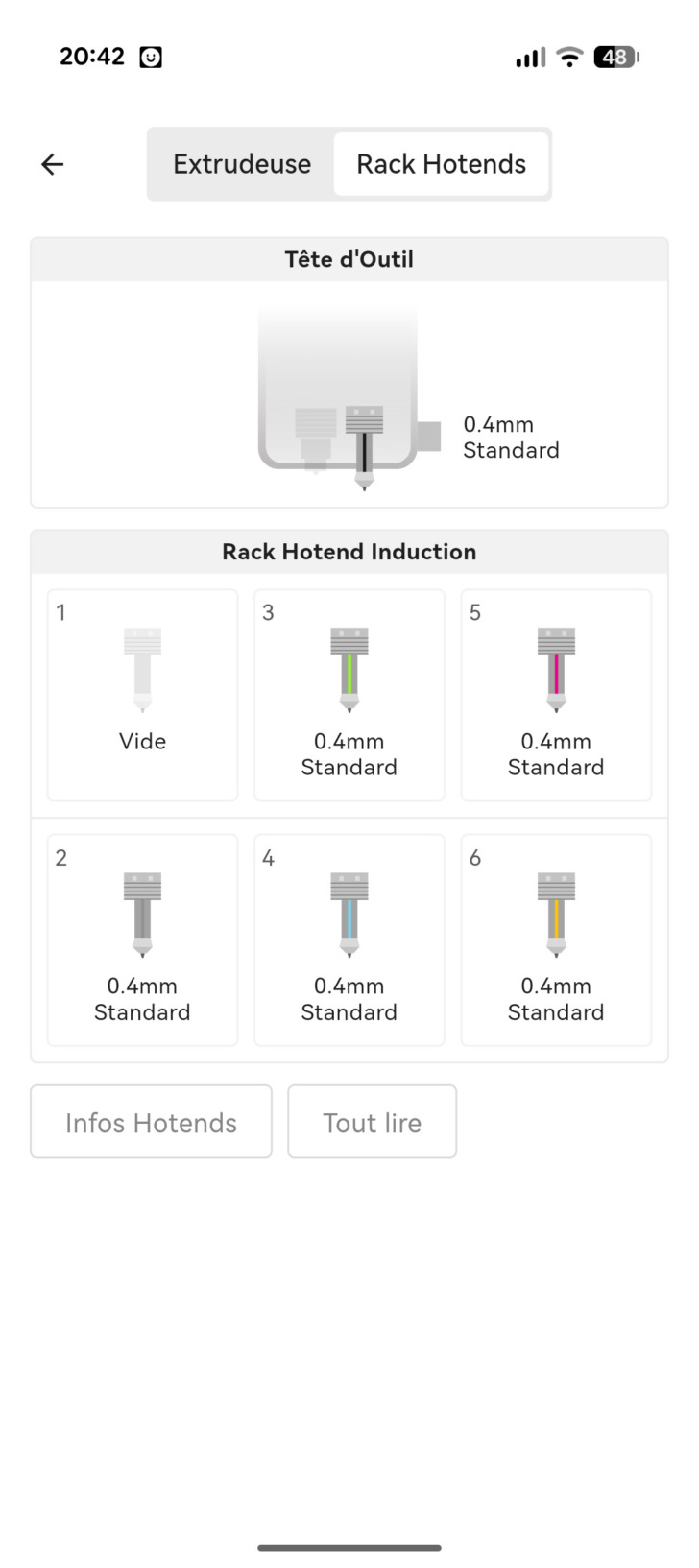
Configuration du rack de hotends à induction (Vortek) de la Bambu Lab H2C
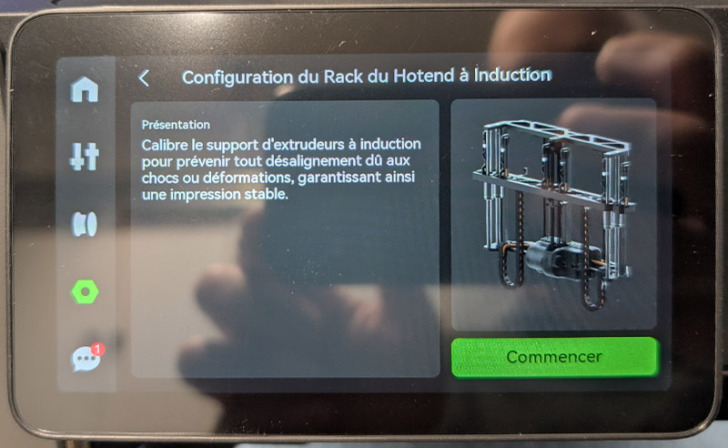
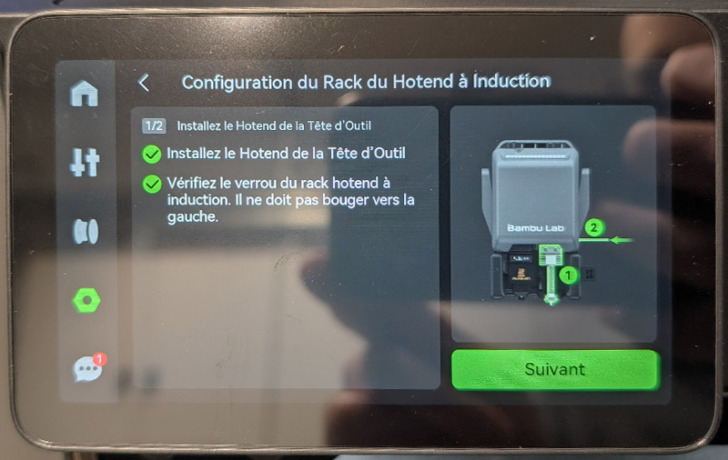
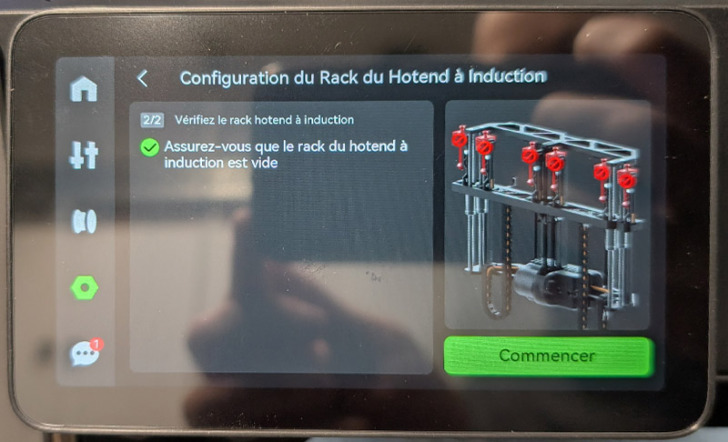
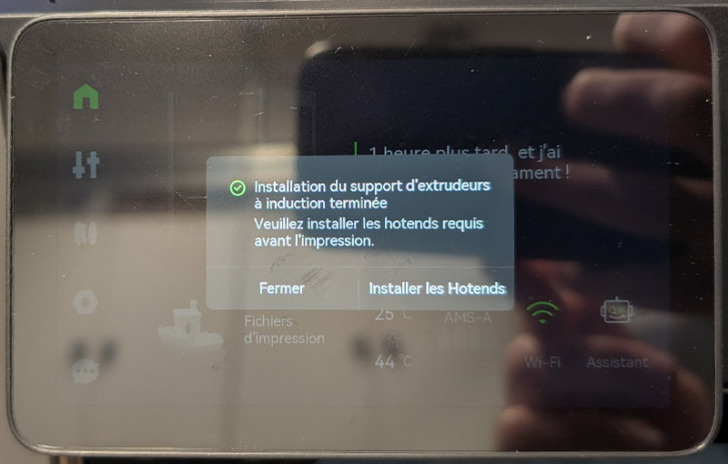
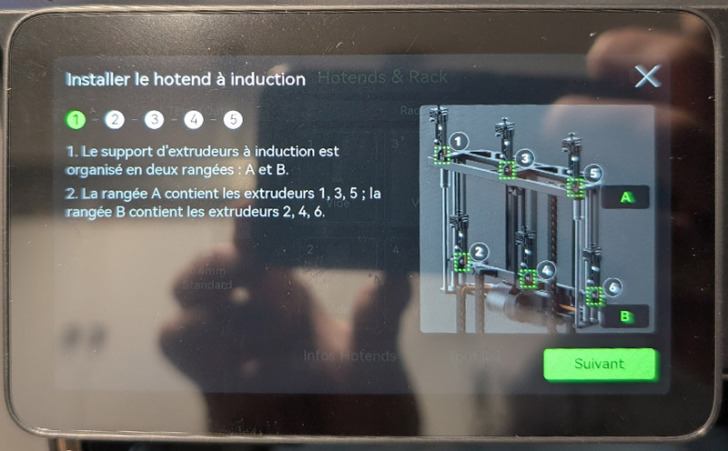
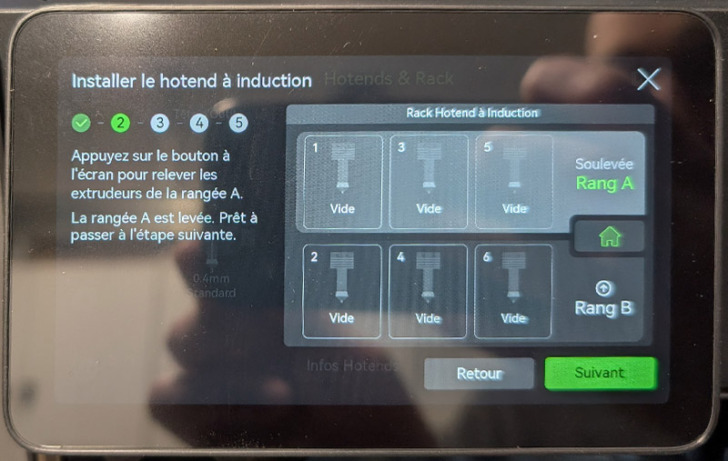
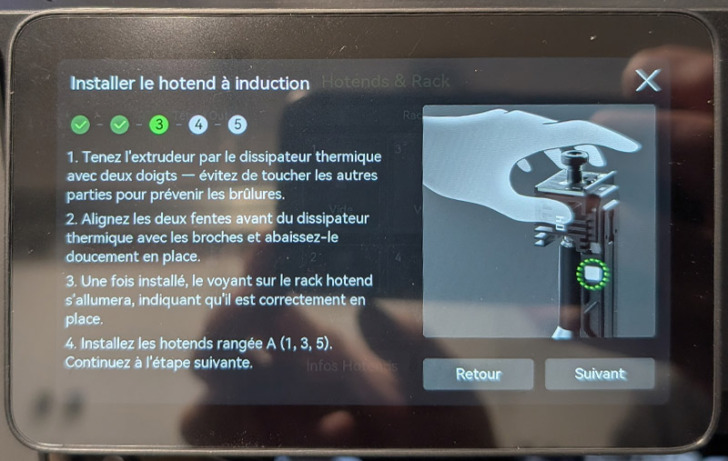
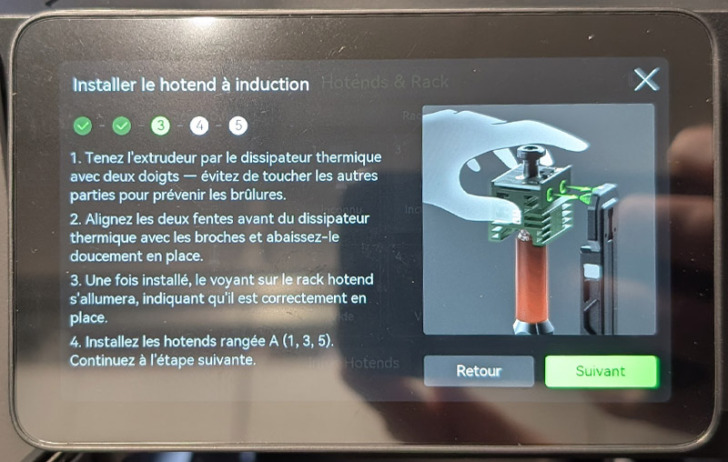
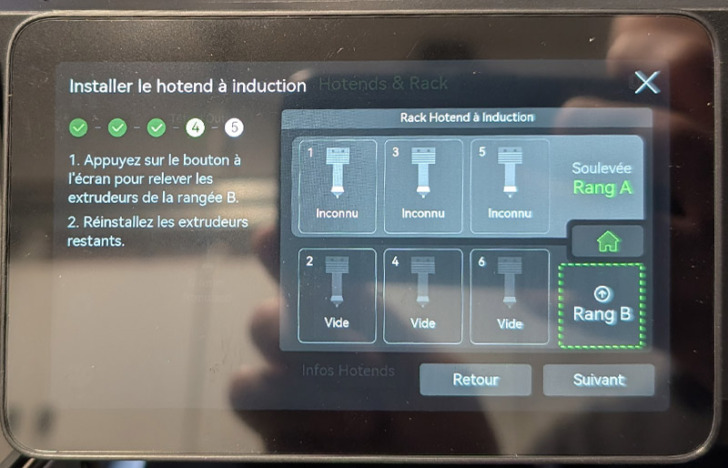
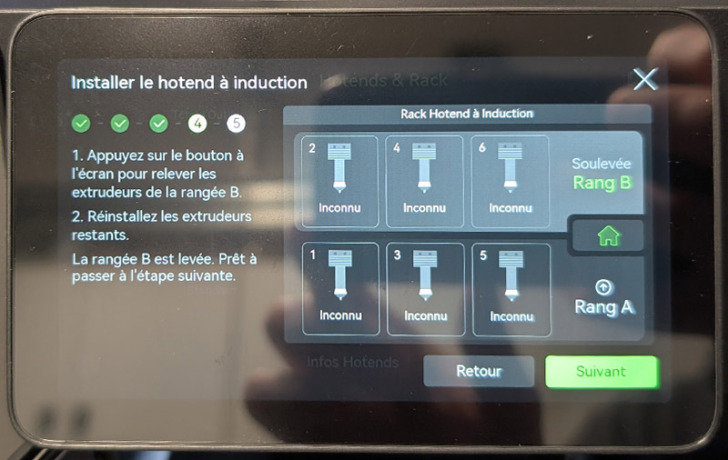
Pour profiter du multi-filaments avec un minimum de déchets de purge, la dernière étape consiste à configurer le rack de hotends Vortek à induction. Là encore, on est vraiment pris par la main : pas de place pour le doute, ni pour une manip risquée.


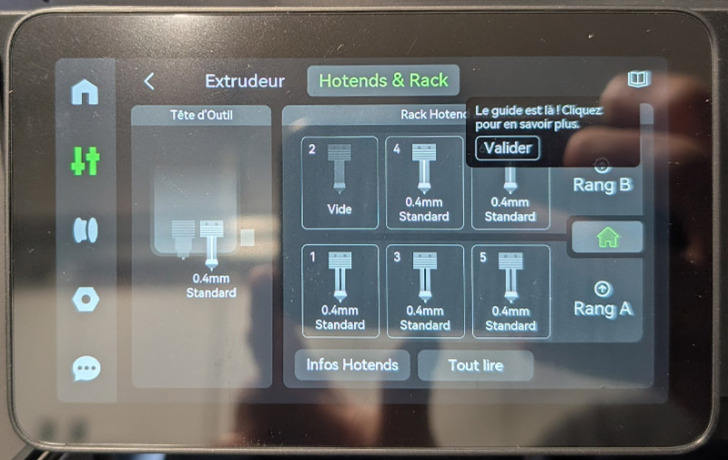
À noter que la notice papier (et probablement la documentation en ligne) indique de retirer les buses/hotends à induction en cas d’utilisation du laser. C’est tout de même un aveu du constructeur que, même avec l’extracteur, des résidus de poussière peuvent rester dans l’enceinte de l’imprimante.
De plus, au moment de la rédaction du test, on ne peut pas utiliser des buses de différentes tailles pour une même impression. C’est une fonctionnalité intéressante que Bambu Lab a déjà prévu dans sa roadmap. Il faudra donc surveiller les prochaines mises à jour de firmware. On peut par contre utiliser des buses de débits différents (standard ou high flow) en même temps. Les buses Vortek coûtent environ 15 € de plus que les buses classiques, que ce soit en débit standard ou débit élevé.
Pour en savoir plus sur le système Vortek et son utilisation, une page lui est dédiée sur le wiki Bambu Lab.


Impressions de test en PLA tranchées par Bambu Lab
Sauf mention contraire, toutes les impressions en PLA ont été réalisées avec du filament Bambu Lab, et les durées indiquées incluent la phase de calibration (parfois assez longue). Les estimations de purges économisées et de temps d’impression par rapport à la H2D (avec répartition automatique des filaments dans les buses) et à une imprimante mono-buse proviennent du slicer, sans lancement d’impression réelle. De même pour les durées d’impression dans les tableaux, ce sont des estimations qui peuvent avoir une différence importante de la réalité, notamment en fonction de la longueur des tubes PTFE des AMS.
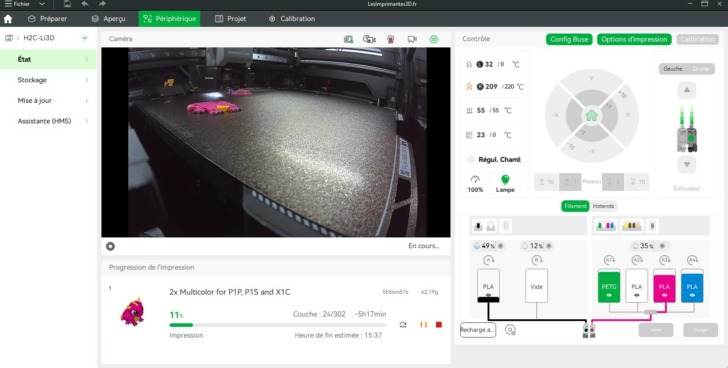
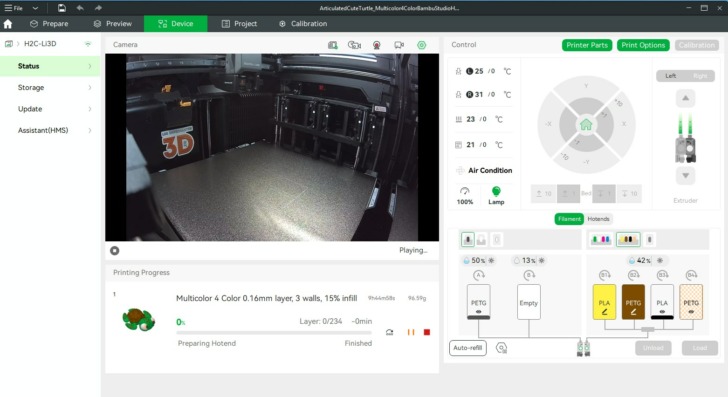
Pour m’assurer que tout fonctionne, j’ai tout d’abord imprimé 2 objets multicouleurs présents sur la mémoire intégrée à la H2C (8 Go). On commence avec le Panda Bambu, avec du PLA Basic noir sur la buse de gauche via l’AMS HT (dont vous pouvez lire mon test sur le forum) et du blanc par la buse droite via un AMS 2 Pro (dont vous pouvez découvrir tous les détails dans ce chapitre de notre test de la H2D). Dans ce premier cas de figure, il n’y a donc pas de changement de buse avec le système Vortek.








Sorti en 1h50 environ (d’après la consommation électrique relevée dans Home Assistant car j’ai fermé la fenêtre trop tôt sur l’écran de contrôle et comme je ne suis pas passé par le cloud, il n’apparaît pas dans l’historique.
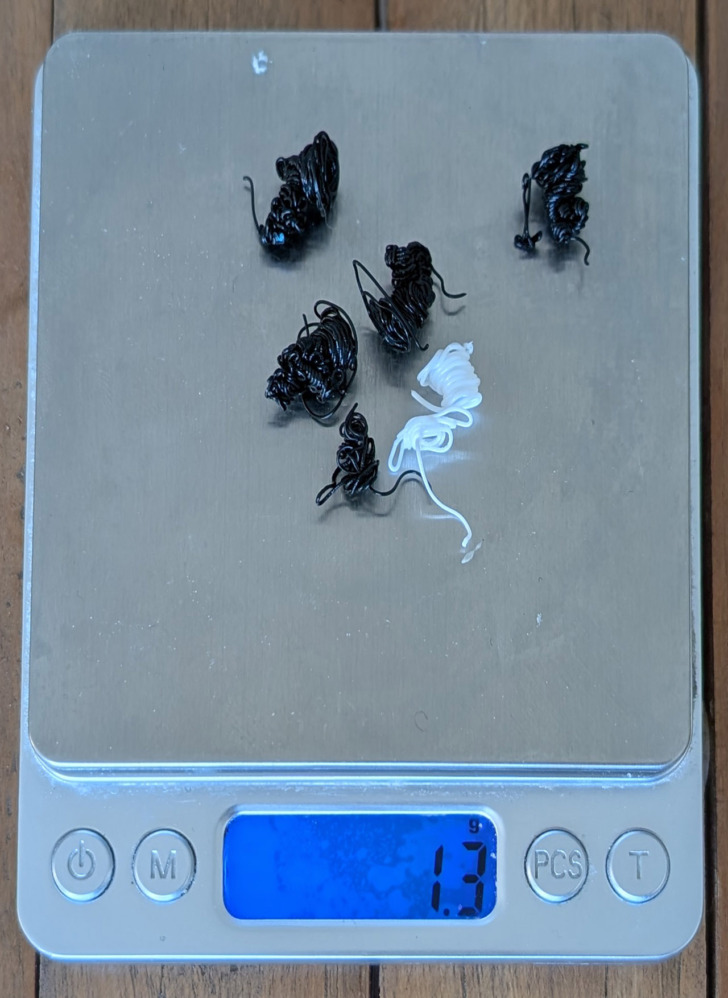
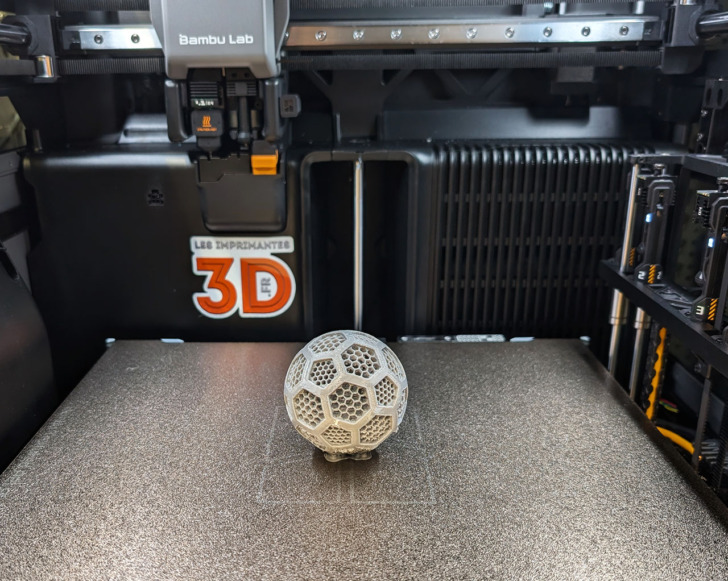
En guise de second test d’impression en PLA avec 5 couleurs, dont 4 par les buses Vortek, le Color Fidget est sorti en 4h19 et 51 grammes d’après l’écran de contrôle pour 53.2 à la pesée, avec seulement 6 grammes de purge de buse :








D’un point de vue qualité c’est excellent. Les couches sont quasiment invisibles (je n’ai pas réussi à récupérer le G-code pour analyser les réglages mais c’est probablement inférieur à 200 microns) et la partie colorée navigue sans problème de haut en bas lorsqu’on retourne le jouet.
J’ai du mal à faire un test sans Benchy, même s’il paraît ridicule au milieu du grand plateau de la Bambu Lab H2C. Il a été réalisé en 22 minutes d’après l’écran de fin d’impression mais pas mal de temps en calibration / chauffe du plateau + buse, je pense qu’on est dans les 12 minutes d’impression !






Ces 3 premières impressions sont les seules pré-tranchées que j’ai faites. J’ai ensuite enchaîné avec un test de première couche pour vérifier l’efficacité du nivellement automatique du plateau.
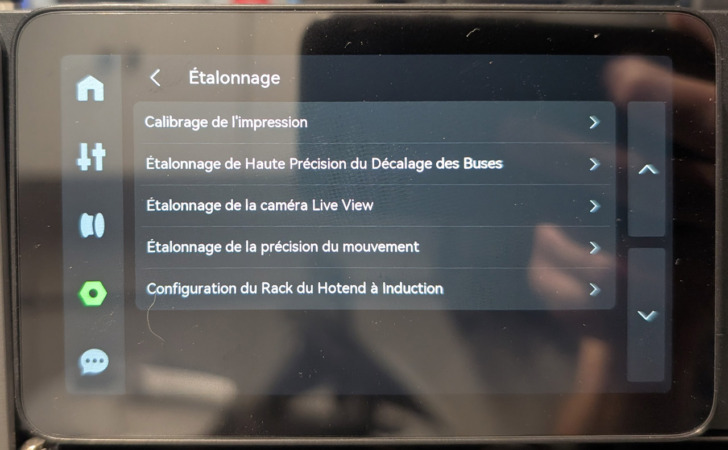
Les calibrations supplémentaires
Comme vous avez pu le voir dans le chapitre dédié, lors de la première mise en route de l’imprimante, on peut faire une calibration minime en 4 étapes (annulation du bruit des moteurs, compensation des vibrations, nivellement automatique et étalonnage du décalage des buses). Ensuite, on peut aussi faire un nivellement automatique du plateau à haute température, un étalonnage de haute précision du décalage des buses, un étalonnage de la caméra Live View et un étalonnage de la précision du mouvement à l’aide du plateau Vision Encoder. Tout ça pour profiter d’une qualité d’impression optimale.
Écosystème Bambu Lab
Créer puis connecter un compte Bambu Lab fluidifie vraiment la passerelle entre les applis de la marque, MakerWorld et l’imprimante. C’est aussi un point qui fait régulièrement débat, la marque est régulièrement pointée du doigt pour une dépendance jugée trop forte à son cloud, avec en prime le risque de pannes ou de services indisponibles. Pour ceux qui veulent s’en affranchir, il existe un mode “LAN Only”, mais pour ce test de la Bambu Lab H2C, je suis resté en mode cloud constructeur. L’avantage, c’est qu’on évite de jongler avec une clé USB pour transférer les G-code, tout en profitant de l’historique des impressions, des notifications et du suivi directement dans Bambu Handy / Bambu Studio. Et en toute honnêteté, ça fait maintenant plusieurs années que j’utilise les services de Bambu Lab et je n’ai pas vraiment eu matière à m’en plaindre. Au contraire, c’est même plutôt un confort au quotidien.
Discuter de la H2C sur le forum Bambu LabFirmware
Même si l’écosystème est très riche, le firmware reste propriétaire et assez verrouillé. Résultat, on perd une partie de la liberté qu’offrent d’autres marques (Flsun, Qidi Tech, Artillery, etc.), que ce soit pour étendre certaines fonctions, pousser la personnalisation plus loin, ou profiter d’un accès distant via une interface web type Fluidd ou Mainsail comme sur une machine sous Klipper.
Bambu Studio, le logiciel slicer
Bien qu’il soit possible d’utiliser des slicers alternatifs comme Orca Slicer (très populaire, et souvent apprécié pour son intégration poussée des imprimantes Bambu Lab), Bambu Studio reste le logiciel officiel du constructeur pour convertir vos fichiers STL en instructions d’impression, le fameux G-code. Concrètement, il découpe le modèle en couches, applique les réglages désirés, puis indique à la machine où déposer la matière et comment l’extruder. Il est disponible en téléchargement gratuit pour Windows, macOS et Linux, et bénéficie lui aussi d’une documentation complète.
En plus des trois modes de tranchage déjà proposés pour la H2D, la H2C a droit à un mode “économie de purge” :
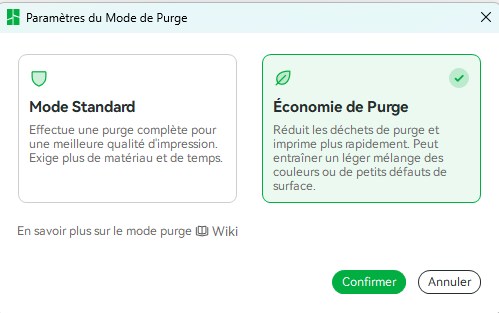
Le “Purge-Saving Mode” vise à réduire encore plus les déchets de purge et la durée d’impression par la même occasion, au risque de quelques défauts d’impression et de mélange de couleurs dans certains contexte.
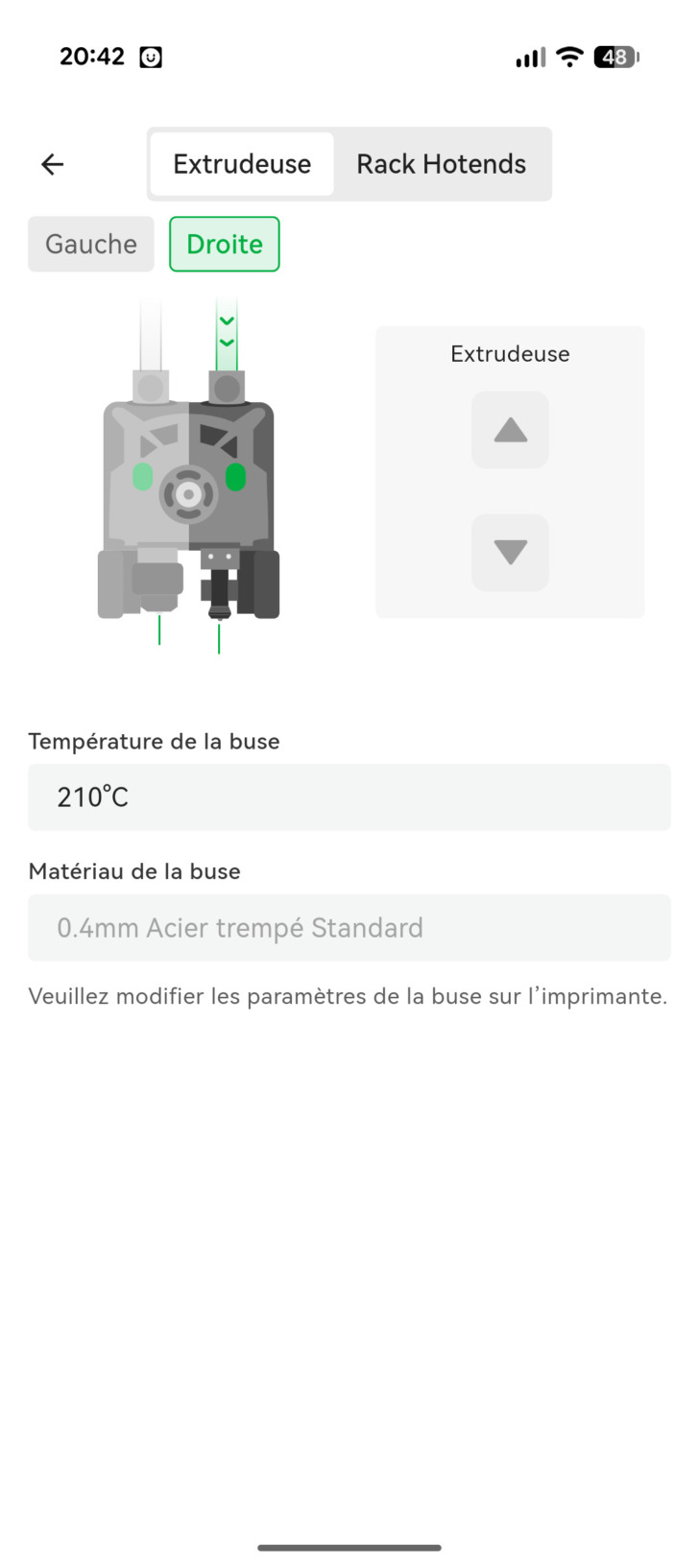
La gestion des buses du rack Vortek a également fait son apparition dans l’application :
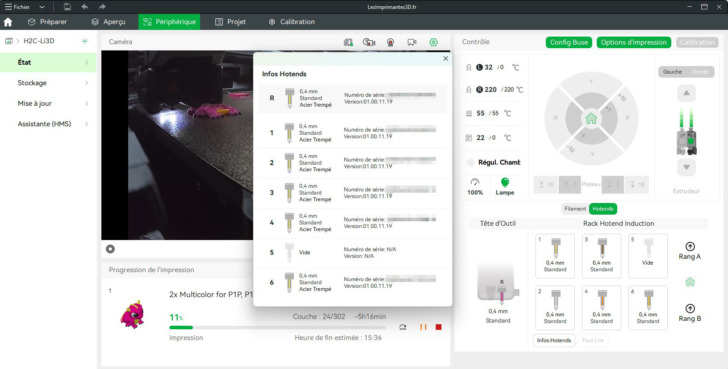
Cependant, l’attribution des filaments est entièrement gérée de façon automatique par le logiciel. L’utilisateur n’a pas plus de choix qu’avec la H2D, c’est-à-dire de répartir les filaments sur les deux buses.
Bambu Handy, l’application mobile
L’appli mobile de Bambu Lab propose une interface aussi réactive qu’intuitive, avec des menus cohérents et homogènes par rapport à Bambu Studio et l’écran de contrôle.
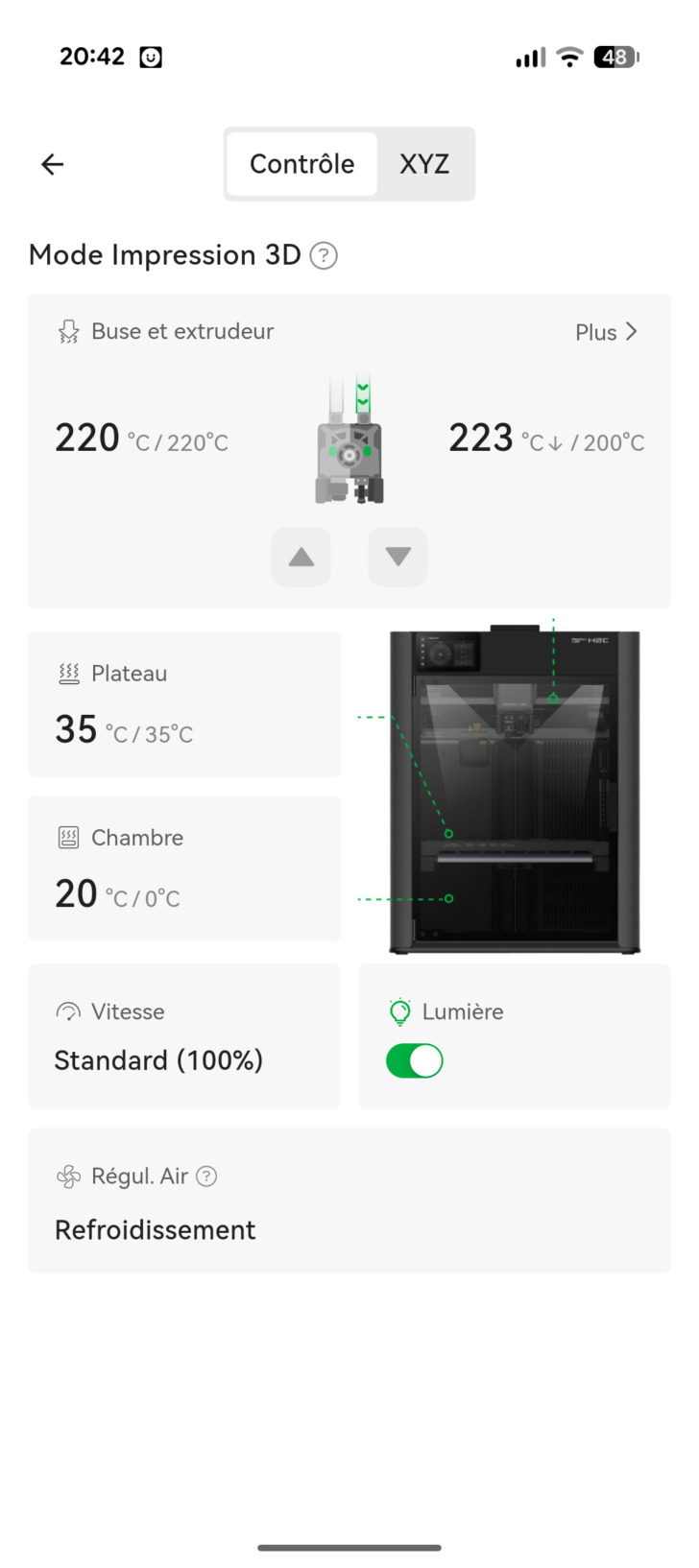
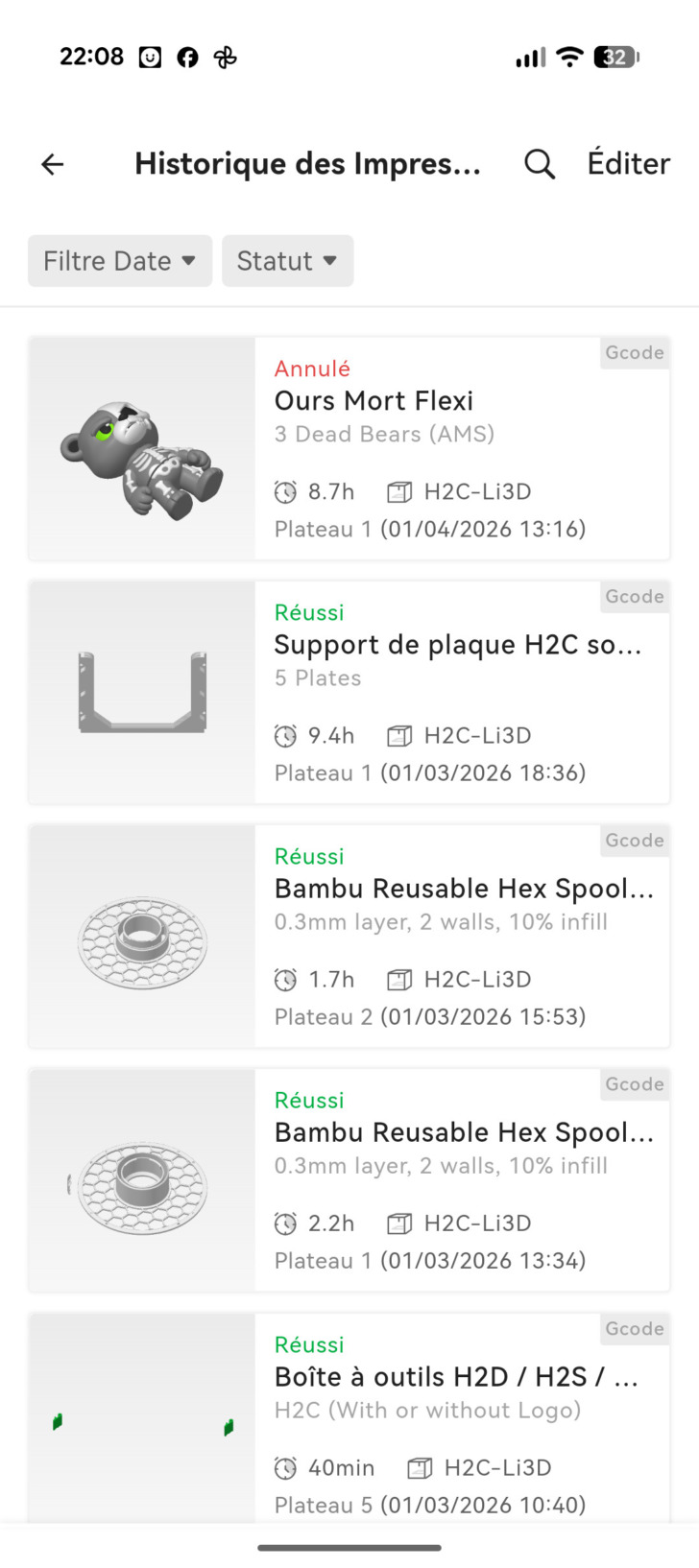
Depuis le smartphone, on peut littéralement tout piloter, suivre ses impressions à distance et l’appli va même jusqu’à envoyer des notifications push (fin d’impression, alertes, etc.), ce qui est franchement très pratique au quotidien.
De plus, avec l’intégration de MakerWorld, lancer une impression à distance se fait presque “sans réfléchir”, en quelques clics sans même avoir à slicer.
Bambu Suite, le logiciel pour la gravure et découpe laser
Il existe aussi un logiciel dédié à la version laser de la H2C. Je ne l’ai pas encore testé, mais il y a de fortes chances qu’il soit au même niveau que le reste de l’écosystème.
MakerWorld, plus qu’une bibliothèque d’objets 3D en ligne
À la manière de Printables chez Prusa ou de Creality Cloud, Bambu Lab a son propre “hub” de fichiers 3D baptisé MakerWorld. On y trouve une énorme bibliothèque de modèles et surtout des profils d’impression déjà prêts pour les machines de la marque, ce qui permet de passer du “je l’ai vu” à “ça imprime” en quelques clics, directement depuis le site… ou, encore plus pratique, via Bambu Studio et Bambu Handy. Et MakerWorld ne se limite pas au téléchargement, la section MakerLab regroupe aussi des outils pour générer rapidement des projets personnalisés (lithophanie, buste à partir d’une photo, image vers porte-clés, création d’enseignes/panneaux, etc.).
Vous pouvez aussi publier vos modèles et vos profils, organiser vos favoris en collections (publiques ou privées), participer à des campagnes de financement, gérer vos tickets de support… et bien plus encore.
Comparer les prix de la Bambu Lab H2C
D’autres impressions de test (PLA)
Après avoir fait les calibrations supplémentaires, j’ai rapidement modélisé les 3 zones d’impressions du plateau (buse de gauche en noir, buse gauche et droite en bleu et buse de droite en rose) sous Autodesk Fusion 360 pour imprimer cette première couche de 0,2mm d’épaisseur sur tout le plateau en 52 minutes :



Je crois que c’est la plus belle première couche que j’ai jamais réalisée. La qualité du nivellement automatique du plateau couplée à la gestion du débit du filament est quasiment irréprochable. Si ça vous intéresse, j’ai mis en ligne le modèle sur MakerWorld.
Torture Toaster with double Dovetail Test bicouleurs en 7h12 (avec les 2 buses, évitant ainsi 327 changements de filaments et 159 grammes de déchet d’un print à une seule buse qui aurait duré 16h51) :










Cette impression d’excellente qualité, tant visuelle que dimensionnelle, fut l’occasion de tester la reprise sur panne de courant… Non pas que j’ai été coupé par EDF, je me suis tout simplement trompé en voulant éteindre la H2D via ma domotique sous Home Assistant 🤦♂️ Je m’en suis immédiatement aperçu et j’ai pu redémarrer la H2C avant que le lit ne refroidisse et que l’objet ne se décolle du plateau. A la mise sous tension j’ai eu cet écran qui m’a permis de reprendre l’impression là où elle s’était arrêtée :
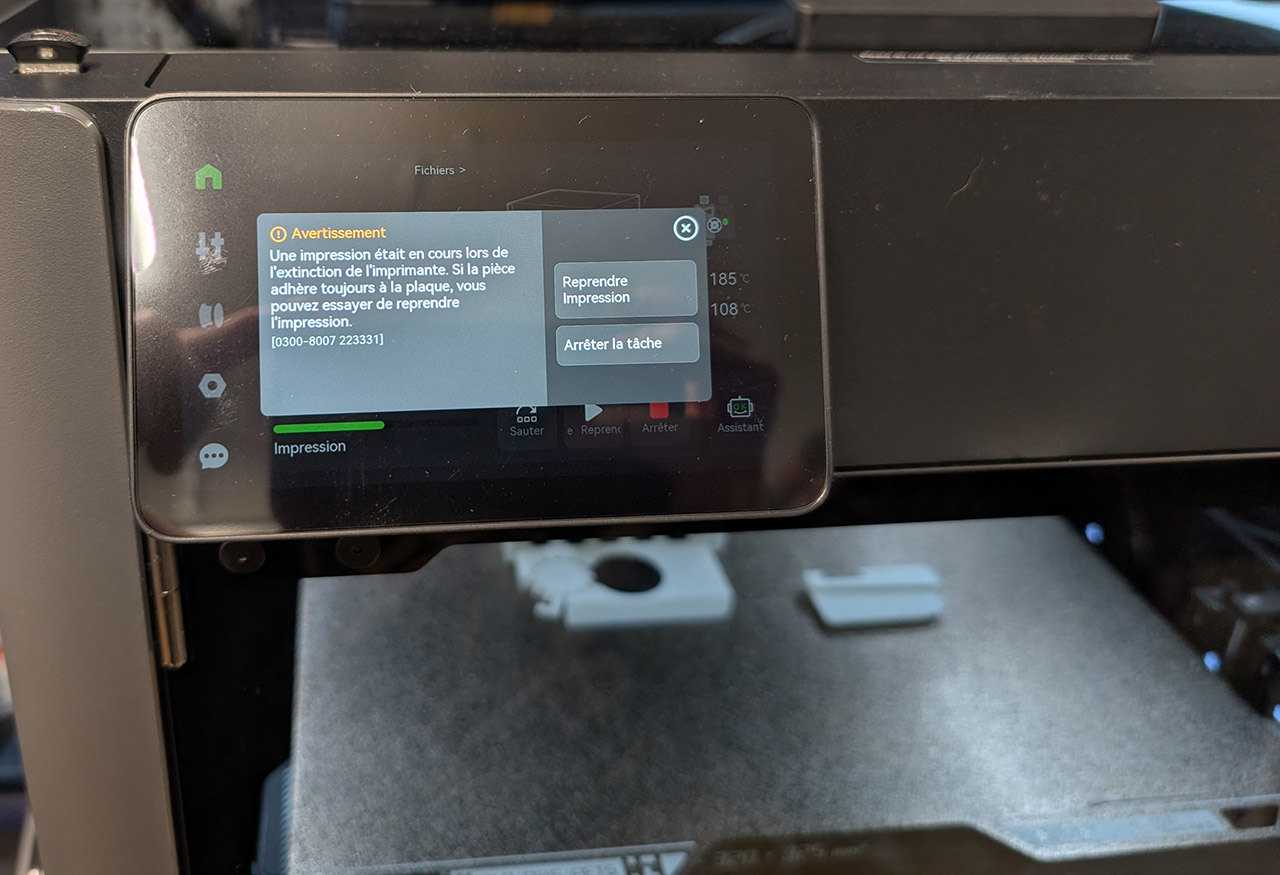
L’impression avait été stoppée sur la fin des petites colonnes de tolérance. La reprise n’a même pas généré de “blob” à cet endroit, c’est donc une fonctionnalité efficace.
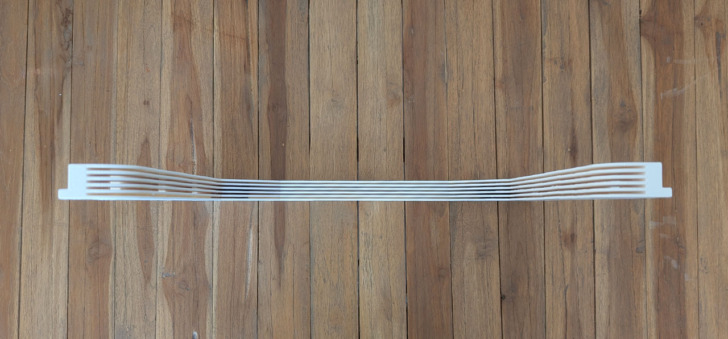
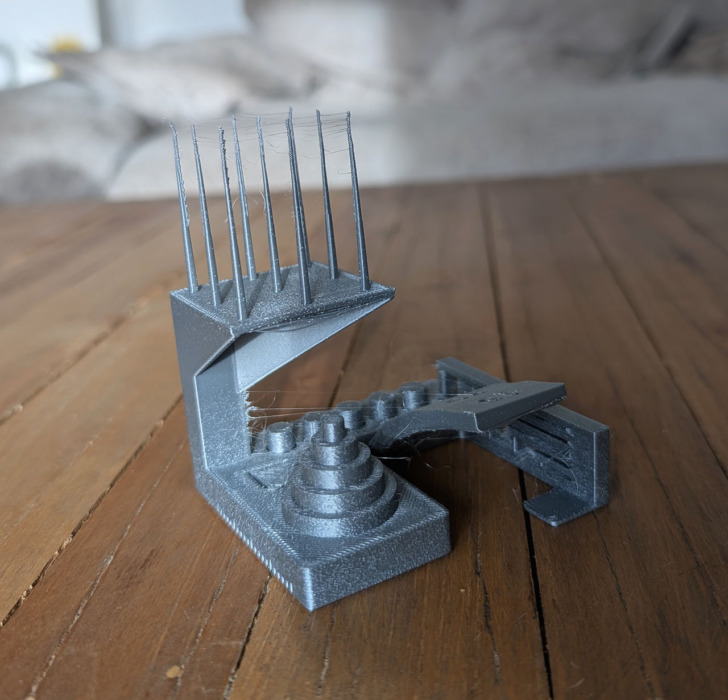
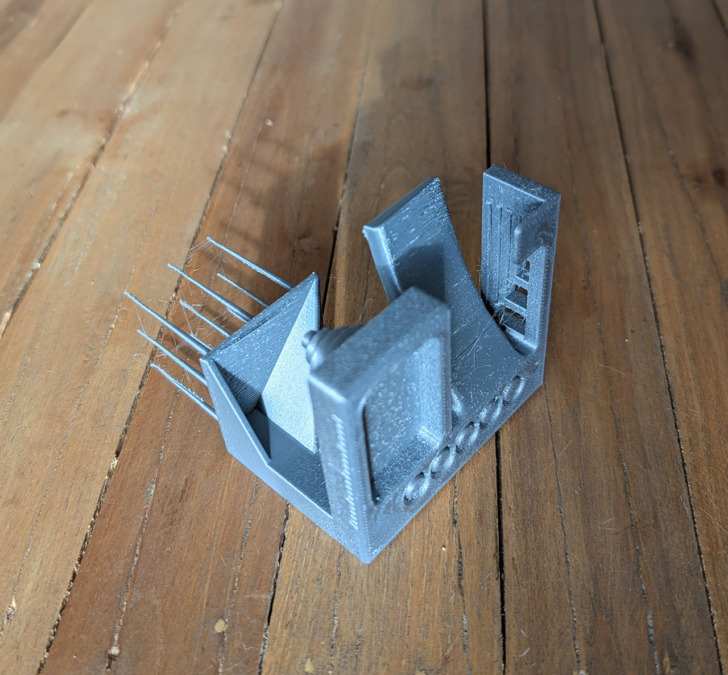
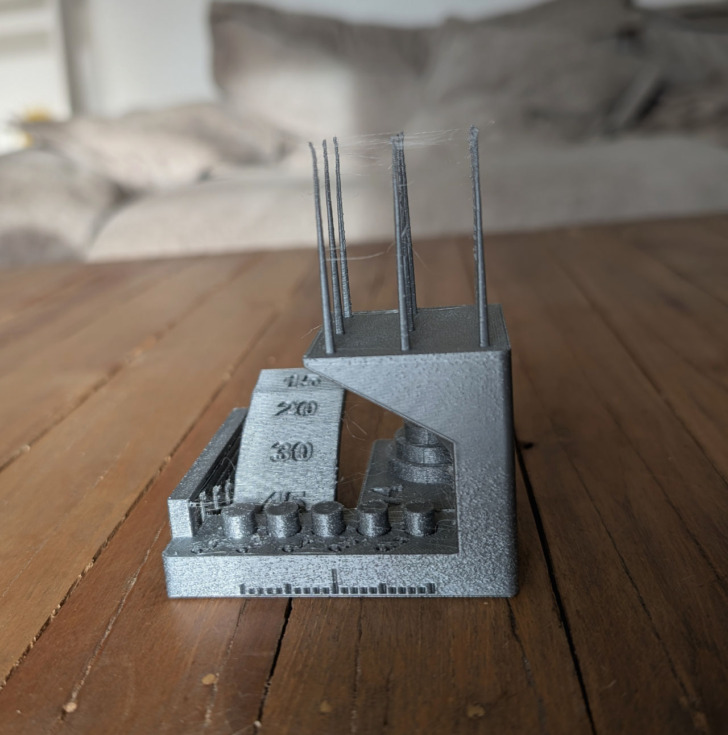
Le fameux Kickstarter Torture Test imprimé en 1h37 (étalonnage compris) :
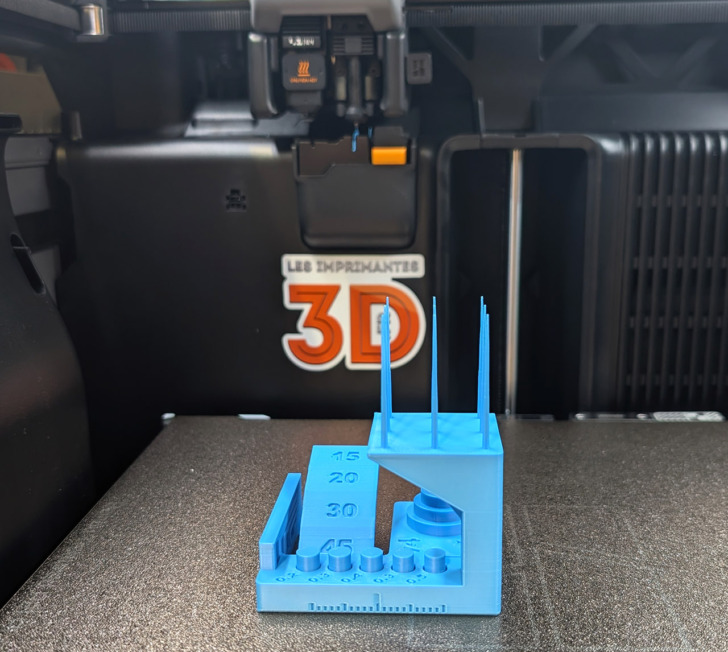
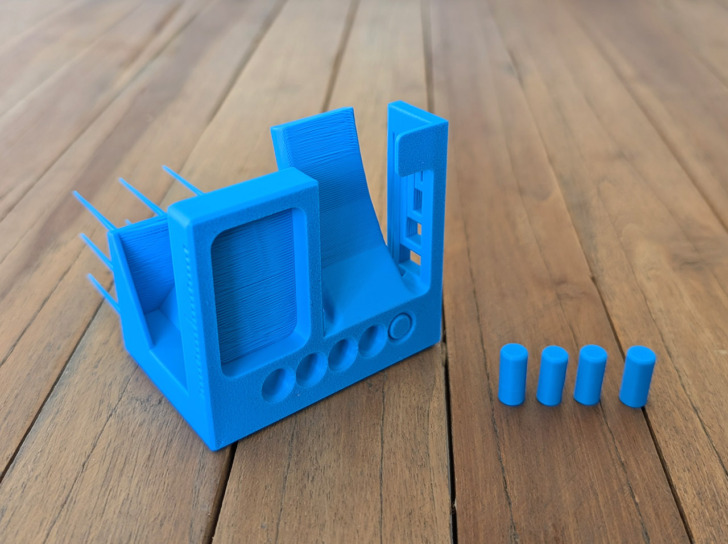
Je n’ai pas calculé la note en suivant le protocole FDM, mais la précision dimensionnelle est bonne, le contrôle fin du flux également (avec strictement aucun “stringing”) et pour les autres critères les photos parlent d’elles-mêmes, la H2C s’en sort très bien.
J’ai repris le même test de Z Max que celui réalisé avec la H2D :
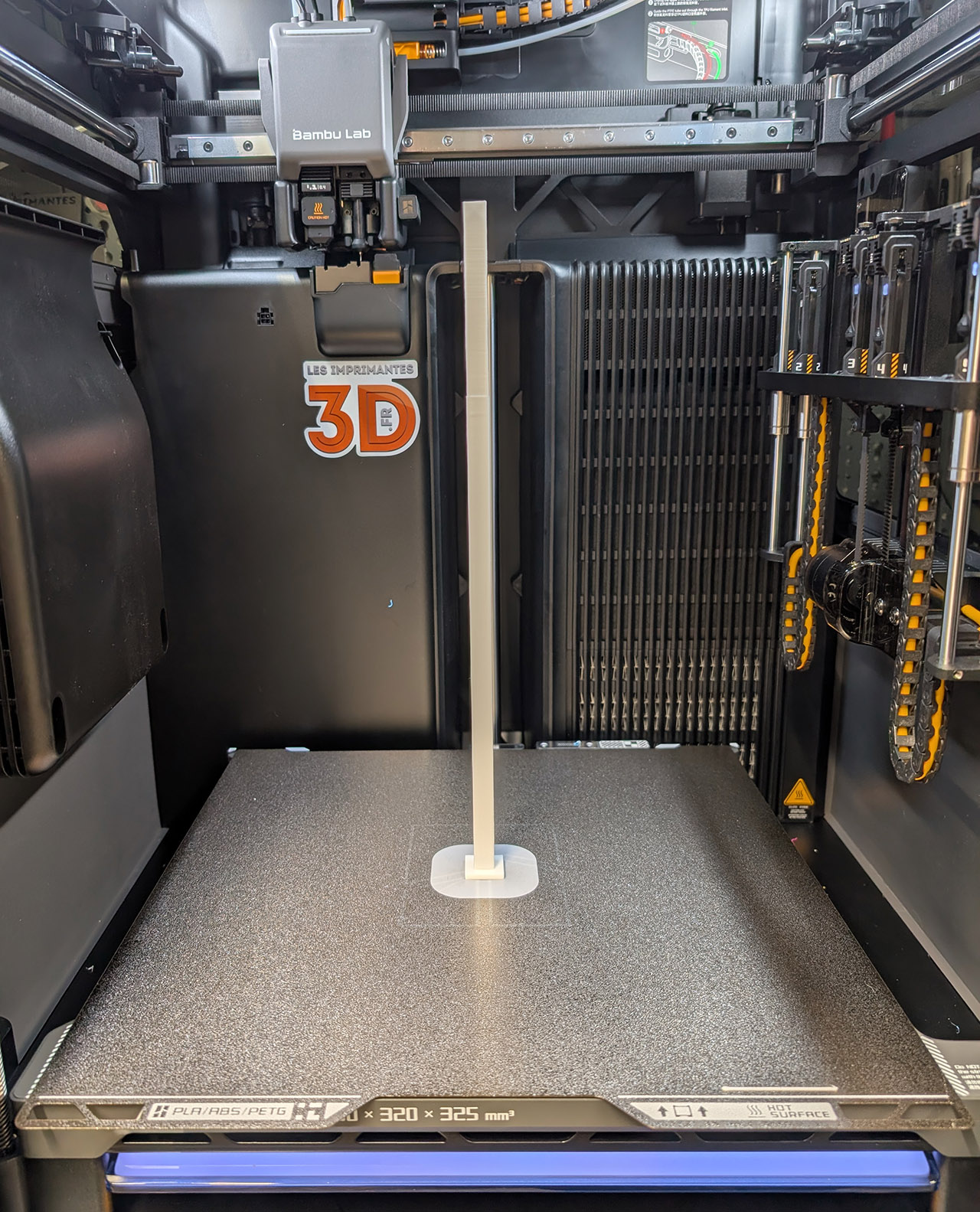
On est bien à 235 mm tout pile, avec un défaut notable un peu avant la fin également. Je n’ai pas surveillé le print, mais je pense que la tour commence à vaciller à cette hauteur.
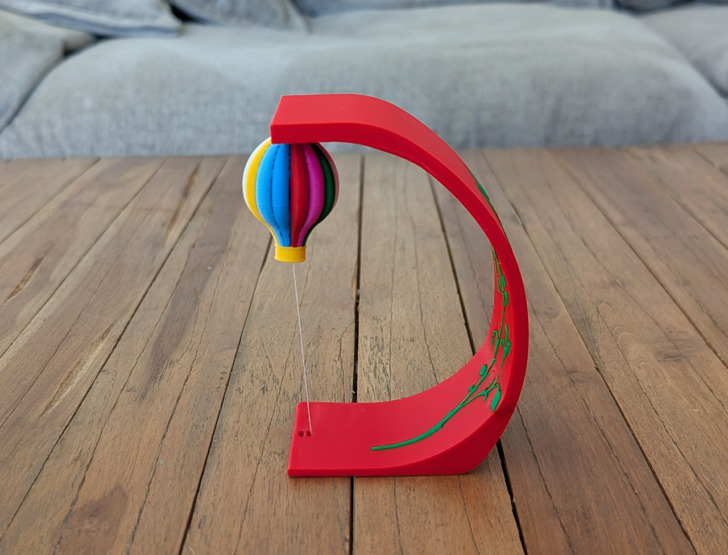
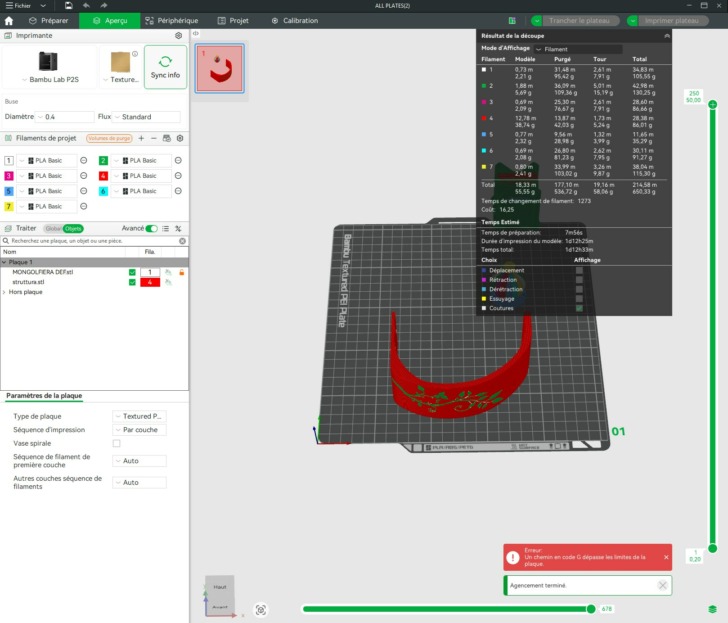
Histoire de tester le système Vortek au maximum de ses capacités, j’ai enchaîné avec une impression 7 couleurs, ce ballon à air chaud anti-gravité imprimé en 16h46 :





La qualité est plutôt bonne, même si je pense qu’il y a matière à améliorer les réglages de tranchage. En parlant de tranchage, j’ai comparé les résultats entre la H2C, la H2D (2 buses sans Vortek) et la P2S (une seule buse) :
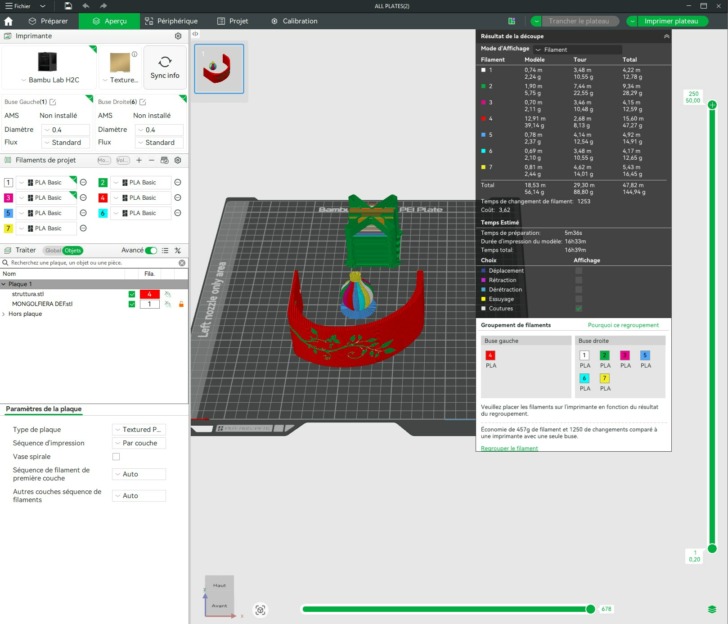
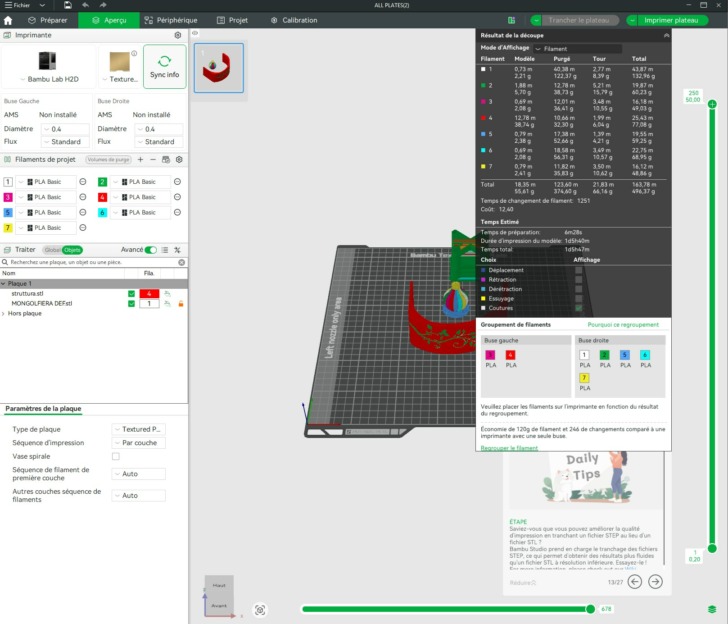
J’ai résumé les différences en gâchis de filaments dans le tableau ci-dessous :
| Tour de purge (en grammes) | Déchets de purge (en grammes) | Total (en grammes) | Durée d’impression | |
|---|---|---|---|---|
| H2C | 88.8 54.28 (mode économie) | 0 | 88.8 54.28 (mode économie) | 16h33 15h27 (mode éco) |
| H2D | 66.16 | 374.6 | 440.76 | 29h50 |
| P2S | 58.06 | 536.72 | 594.78 | 34h13 |
Le tableau parle de lui-même : la H2C réduit drastiquement le gâchis de filament dès qu’on touche au multi-couleurs / multi-matériaux. Là où la H2D monte à 440,76 g (dont 374,6 g de déchets de purge) et la P2S à 594,78 g (dont 536,72 g de purge), la H2C se limite ici à 88,8 g… uniquement via la tour de purge, avec 0 g de déchets de purge. En clair, ça représente environ -79,9 % de déchets par rapport à la H2D et -85,1 % par rapport à la P2S sur ce scénario. Et en activant le mode “Saving Purge“, la tour descend à 54,28 g, ce qui pousse l’écart à ~-87,7 % vs H2D et ~-90,9 % vs P2S. Pour ceux qui impriment souvent en plusieurs couleurs, c’est exactement le genre d’écart qui finit par se voir (très vite) sur la quantité de filament consommée… et la facture, de filament mais aussi d’électricité avec des temps d’impression beaucoup plus longs en H2D et H2S.
Les plus perspicaces d’entre vous l’auront remarqué, mon ballon à air chaud ne résiste pas à la gravité… 😂 J’ai appris à mes dépens qu’un aimant chauffé au fer à souder perd une bonne partie de son pouvoir magnétique. Les trous étant un peu trop serrés pour les insérer proprement, je les ai chauffés pour faire fondre légèrement le plastique et éviter de sortir la colle cyano. Résultat, impossible de laisser le ballon “léviter”, les aimants doivent se toucher, et au moindre mouvement… il tombe.
Afin d’avoir un premier point de comparaison avec la Snapmaker U1 testée par MrMagounet sur le forum, j’ai imprimé cet adorable bébé dragon avec le mode “Purge-Saving” activé :









On est à la même quantité de déchets que sur la U1, avec une qualité au moins aussi bien également, ce dragon est tout simplement superbe ! Mais avec 6h24 d’impression, c’est presque 2 fois plus long. Tout comme la Prusa XL qui mettrait 3h30 seulement d’après Kachidoki, le “tool changer” a clairement un gros avantage sur ce point. Avec 441 changements de filaments pour ce modèle, à raison d’une trentaine de secondes pour chacun, la H2C passe environ 3h30 à tirer et pousser les filaments entre les AMS et la tête d’impression…
| Tour de purge (en grammes) | Déchets de purge (en grammes) | Total (en grammes) | Delta (VS H2C) | Durée d’impression | |
|---|---|---|---|---|---|
| H2C | 34.76 21.87 (mode économie) | 0 | 34.76 21.87 (mode économie) | 4h58 4h34 (mode éco) | |
| H2D | 47.23 | 75.70 | 122.93 | +88.17 g (+253.7%) +101.06 g (+462.1%) mode éco | 8h16 |
| H2S | 36.17 | 212.82 | 248.99 | +214.23 g (+616.3%) +227.12 g (+1038.5%) mode éco | 15h55 |
Par contre, par rapport à la H2D et à fortiori à la H2S, la H2C fait de belles économies de déchets de purge !
L’impression 3D multi-couleurs a clairement popularisé les tableaux 3D façon HueForge, je me devais donc d’en imprimer au moins un. J’ai choisi ce modèle de VTT DH qui a beaucoup plu à mon fils, qui en pratique. Il est sorti en 6h38 avec quatre couleurs sans aucun déchet :


Sur ce type d’impression multi-couleurs sans tour de purge, les déchets de purge sont anecdotiques, la Bambu Lab H2C n’apporte donc pas de gain particulier sur ce point.
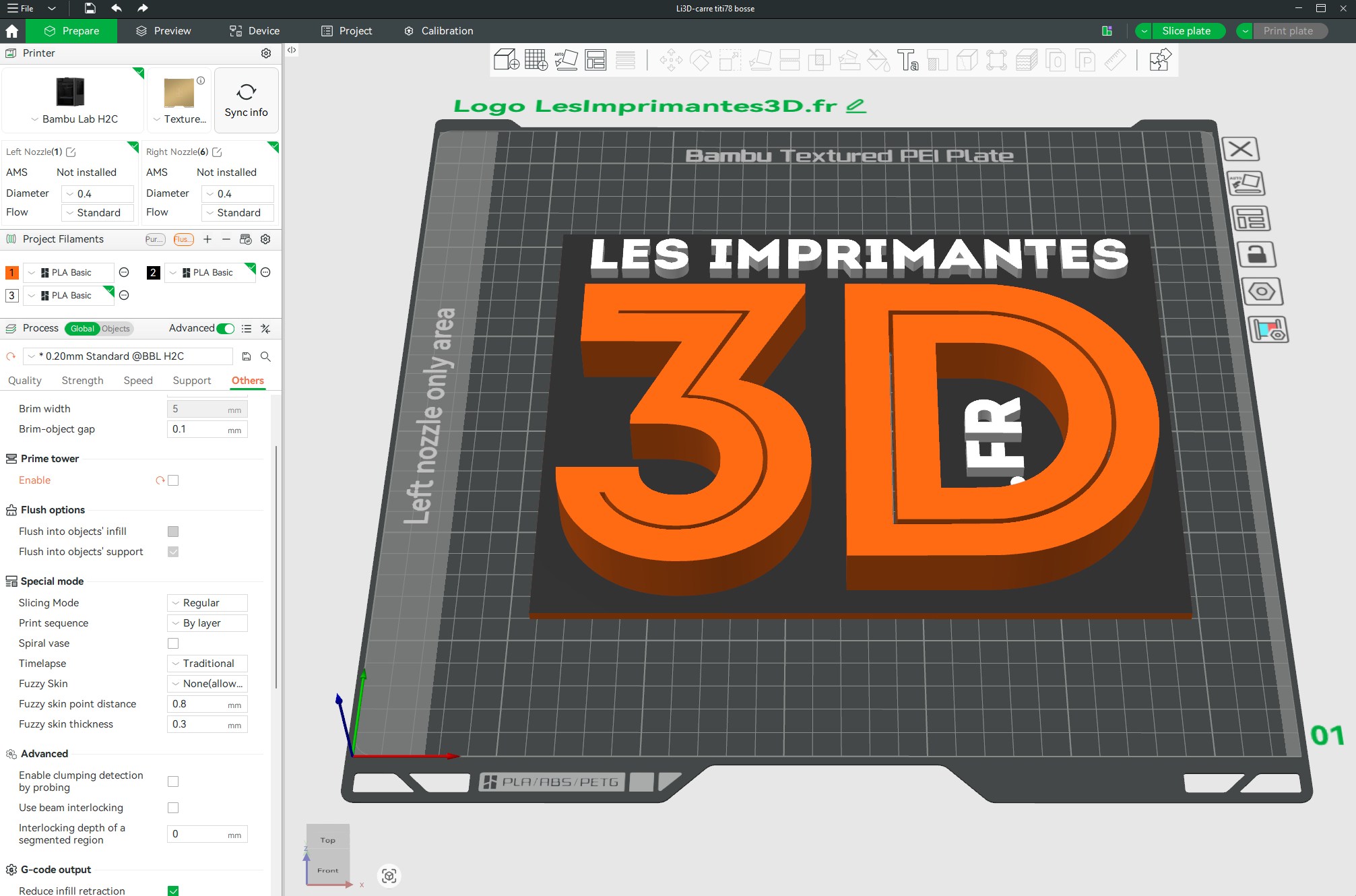
Dans un autre genre et moins technique, j’ai aussi fait le tableau du logo du site LesImprimantes3D.fr, en 1h40 :
Sur ce type de modèle, avec peu de changements de couleur et peu de couches contenant plusieurs couleurs, les déchets sont quasiment identiques avec la H2D. En revanche, on obtient forcément un peu plus de purge (environ 10 g) avec la H1S, équipée d’une seule buse.
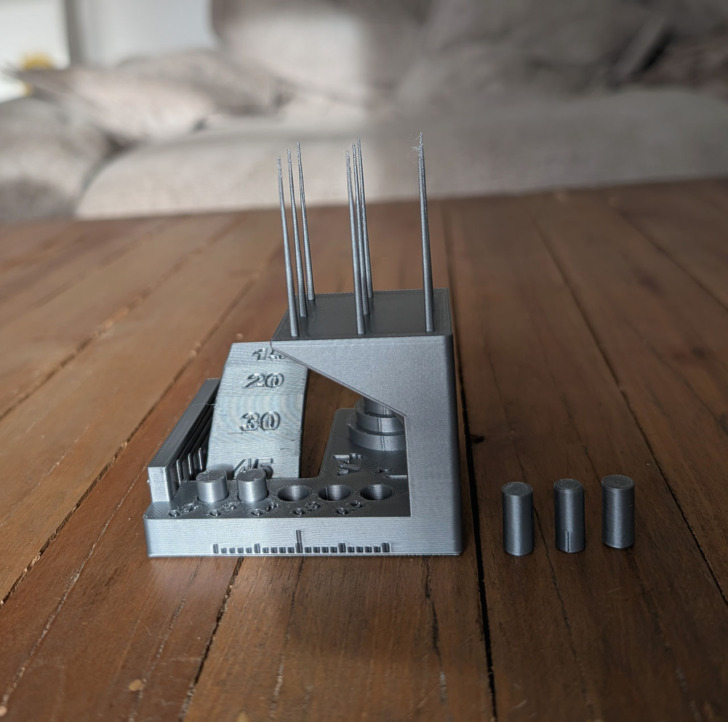
J’ai terminé mes impressions en PLA avec un print un peu plus utile qui ne profite pas des buses interchangeables : une boîte de rangement pour les accessoires de la H2C avec des “vieux” PLA-CF noir Creality et EasyFil ePLA Formfutura vert lumineux qui colle parfaitement au vert Bambu Lab 👌
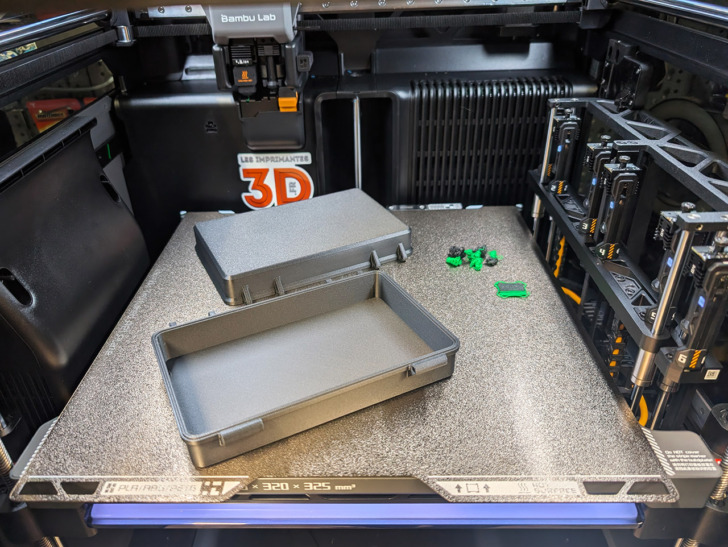




Environ 8h30 d’impression (en deux fois) pour une qualité excellente, malgré l’absence de séchage préalable des filaments (certes stockés dans des sachets scellés avec dessicant dans mon garage).
Impression en TPU pour AMS
Pour ce premier test en TPU, j’ai choisi un filament pas si souple que ça, le TPU pour AMS. En effet, avec un indice Shore de 68D, on est sur un TPU plutôt dur, mais nettement moins cassant que du PLA ou du PETG.
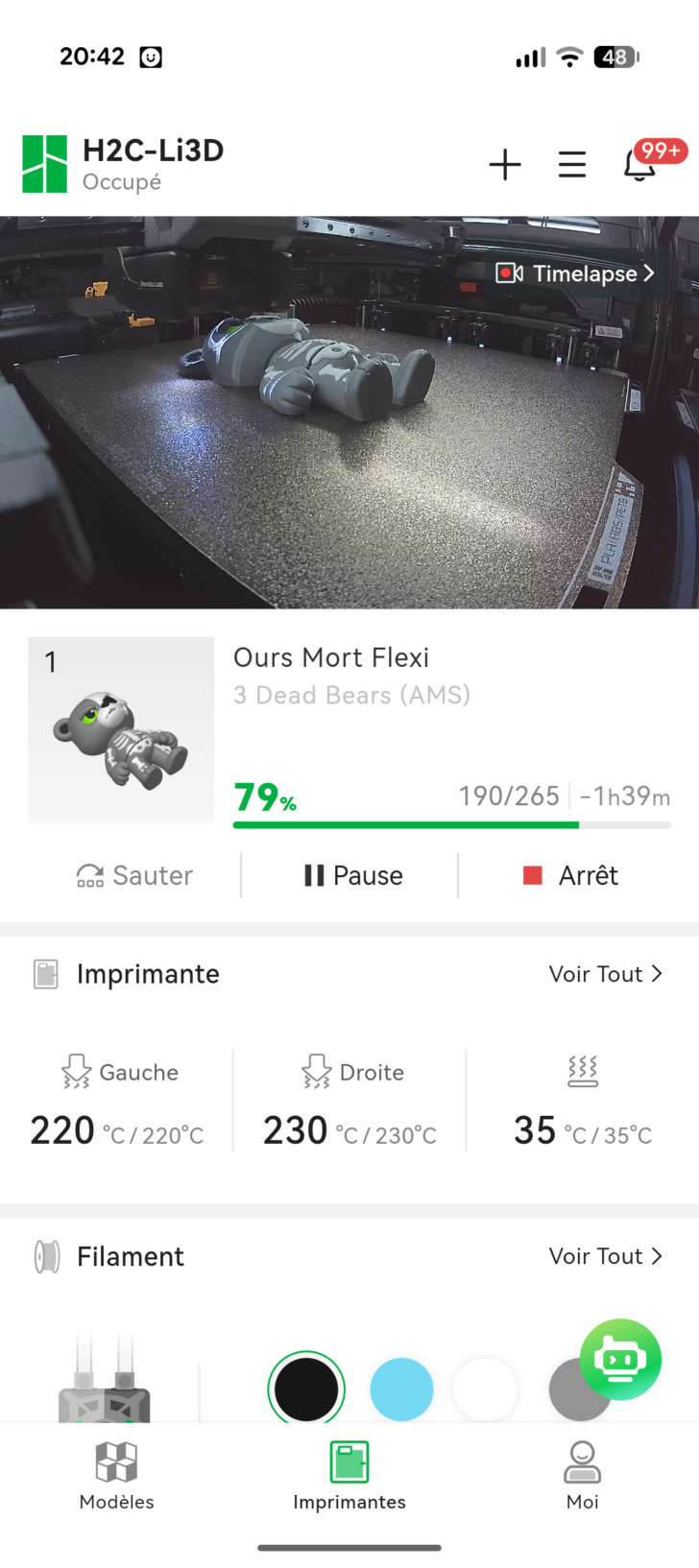
Comme pour la H2D, le wiki précise que la buse de gauche, à cause de ses déplacements verticaux pour alterner avec celle de droite, n’est pas compatible avec les TPU 85A, 90A et 95A (les deux derniers étant annoncés pour une future mise à jour). En revanche, aucune mention n’est faite du TPU 68D. J’ai donc tenté le coup avec ce “flexi dead bear” à 200% en quatre couleurs, une bobine sur la buse de gauche, et les trois autres à droite via le système Vortek.


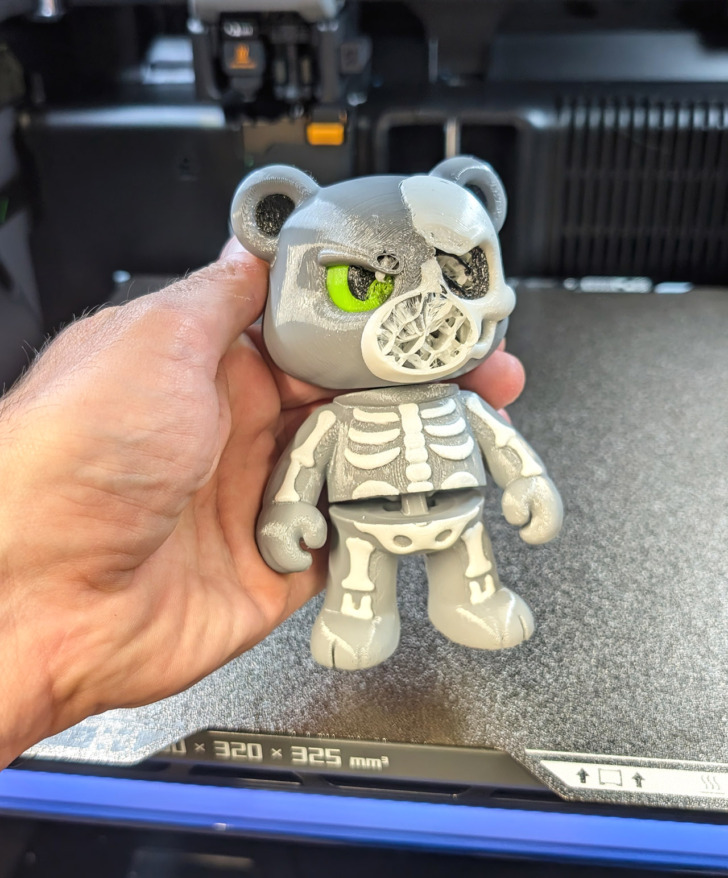



Comme vous pouvez le constater sur les clichés ci-dessus, j’ai arrêté l’impression avant la fin. À plusieurs reprises, à intervalles irréguliers, j’ai eu le message d’erreur visible sur la photo, indiquant un échec d’introduction du filament dans l’extrudeur. Pourtant, les changements de filament se passaient bien au début. Et après cet échec, j’ai même réussi à extruder à nouveau du TPU pour AMS sans rien toucher (sans déboucher la buse, sans démontage de l’extrudeur, etc.).
Je ne mets pas en cause l’AMS puisque les bobines étaient réparties sur deux AMS 2 Pro qui n’ont montré aucun signe de faiblesse lors des impressions suivantes. Par conséquent, j’émets une réserve sur l’utilisation du TPU pour AMS via AMS sur la buse de droite.
En ce qui concerne la qualité d’impression 3D rien à signaler à part un très léger stringing (qui disparaît au premier coup de pistolet à air chaud), c’est clean.
| Tour de purge (en grammes) | Déchets de purge (en grammes) | Total (en grammes) | Delta (VS H2C) | Durée d’impression | |
|---|---|---|---|---|---|
| H2C | 26.53 19.67 (mode économie) | 0 | 26.53 19.67 (mode économie) | 5h 4h44 (mode éco) | |
| H2D | 24.16 | 53.23 | 77.39 | +50.86 g (+191.7%) +57.72 g (+293.4%) mode éco | 6h38 |
| H2S | 19.46 | 168.02 | 187.48 | +160.95 g (+606.7%) +167.81 g (+853.1%) mode éco | 10h38 |
Avec seulement 4 couleurs, l’écart de gâchis entre la H2C et la H2D est moins spectaculaire, mais il reste loin d’être anecdotique. Il suffit de moins de 20 impressions de ce type pour avoir jeté l’équivalent d’une bobine de 1 kg de filament.
Impression en TPU 95A avec la Bambu Lab H2C
En tant que pilote de drone FPV, j’ai forcément voulu pousser la H2C sur un classique du genre, le TPU 95A (le HF de chez Bambu). Et comme le précise le guide des filaments pour la H2C, ce matériau très souple n’est compatible qu’avec la buse de droite, en chargement direct, sans passer par l’AMS :



Je trouve cette manipulation extrêmement pénible, et assez loin de ce à quoi Bambu Lab nous a toujours habitués en termes de fluidité de workflow. Du coup, j’ai repris le mod que j’avais fait pour la H2D avec ce petit adaptateur 4 en 1 pour PTFE Bambu Lab :
Ça permet de passer de la bobine externe à l’AMS et vice versa sans autre manipulation que de pousser ou tirer manuellement le filament jusqu’à l’extrudeur…
Tout ça implique que la Bambu Lab H2C (comme la H2D) ne permet pas de faire du multi-couleurs en TPU souple de manière automatisée. Alors on peut toujours bricoler avec des pauses et des changements manuels en cours d’impression… mais on est clairement sur une méthode d’un autre temps.
Bref, passons au premier print de test en TPU 95A, des colliers de serrage réutilisables. Je les ai tranchés en mode “objet par objet” afin d’éviter que la buse ne passe d’une pièce à l’autre à chaque changement de couche, limitant ainsi les risques de fils/bavures :
L’impression a duré 40 minutes, la qualité est bonne et les colliers sont fonctionnels.
Pour finir, cette petite balle sans air, imprimée avec des supports en PLA (via la buse de gauche) pour limiter les marques, le tout en 2h59 :



Sur ce type d’objet de petite taille et complexe, le profil TPU par défaut de Bambu Lab n’est pas vraiment adapté. On l’avait déjà constaté lors de notre test de la Bambu Lab A1 Combo, la vitesse et la ventilation sont notamment trop agressives. Cela dit, l’essentiel est là, la machine a su extruder ce TPU très souple pendant 4 heures sans blocage ni stringing. Pour gagner en qualité, il faut simplement affiner les réglages.
Le groupe d'entraide francophone pour Bambu Lab sur FacebookImpression en PETG avec la Bambu Lab H2C
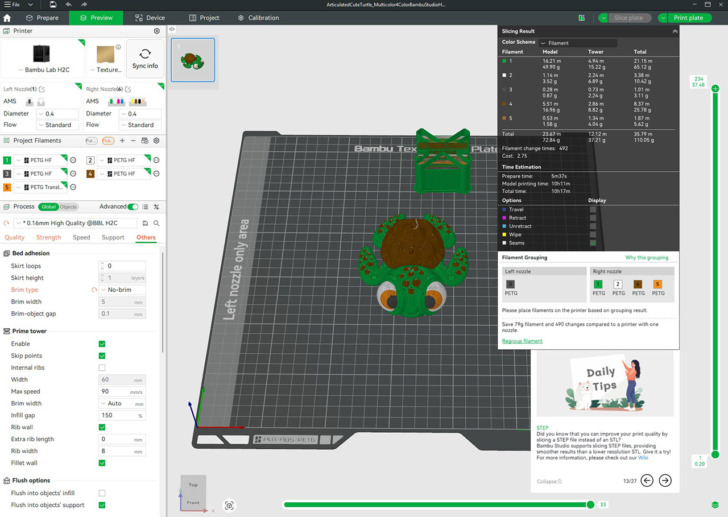
Pour tester le PETG (HF de chez Bambu Lab), j’ai choisi cette mignonne tortue articulée, prévue en 4 couleurs pour laquelle j’ai très simplement ajouté une 5ème couleur avec l’outil “pot de peinture” de Bambu Studio et agrandie à 150% :
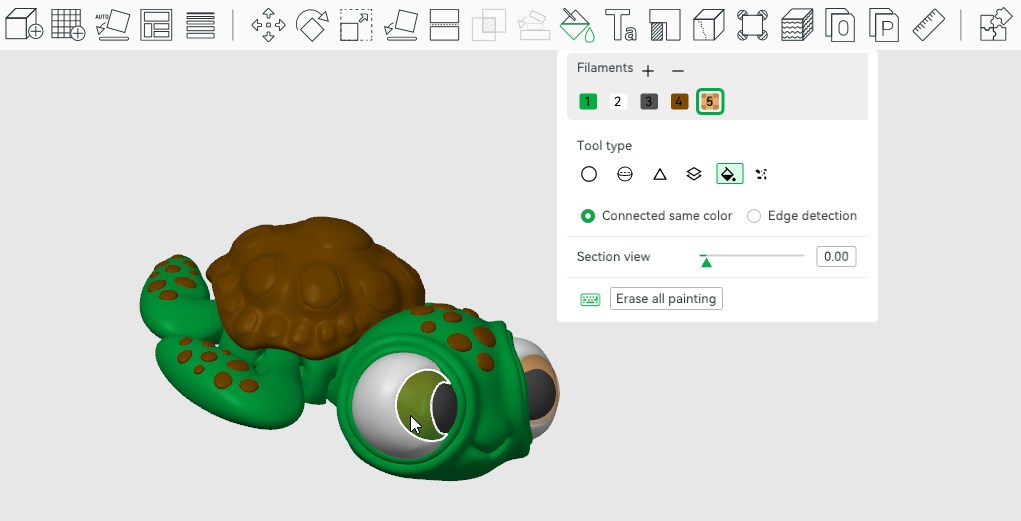
Vous noterez sur la capture d’écran ci-dessus qu’encore une fois, Bambu Lab a le souci du détail. Les filaments translucides sont matérialisés différemment des autres, et ce de façon homogène sur l’écran de contrôle, Bambu Handy ou Bambu Studio :

J’ai profité de cette dernière impression pour tester le “Purge-Saving Mode“, une fonctionnalité propre à la Bambu Lab H2C qui vise à réduire encore plus les déchets de purge et la durée d’impression par la même occasion, au risque de quelques défauts d’impression et de mélange de couleurs dans certains contextes.
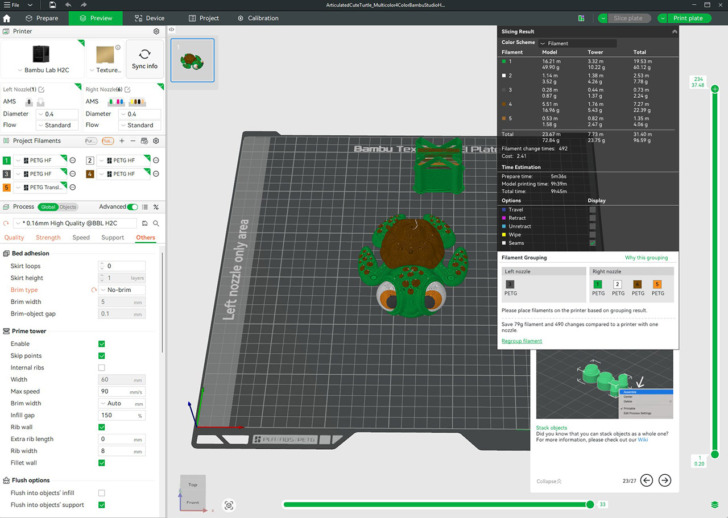
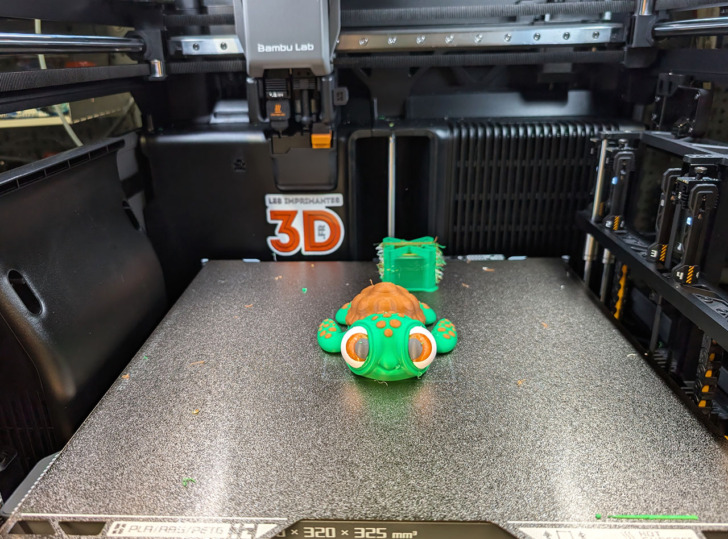







Sur ce modèle imprimé à 150 %, le mode de réduction des purges permet de baisser les déchets de 36 % (soit 13,46 g), tout en réduisant la durée d’impression de 5,5 % (environ 32 minutes). Côté qualité, je n’ai pas constaté de défaut notable lié à cette option et, globalement, la tortue est vraiment réussie. Voici également le tableau comparatif des déchets face aux H2D et H2S :
| Tour de purge (en grammes) | Déchets de purge (en grammes) | Total (en grammes) | Delta (VS H2C) | Durée d’impression | |
|---|---|---|---|---|---|
| H2C | 37.09 23.67 (mode économie) | 0 | 37.09 23.67 (mode économie) | 9h29 8h58 (mode éco) | |
| H2D | 35.8 | 60.03 | 95.83 | +58.74 g (+158.4%) +72.16 g (+304.9%) mode éco | 14h54 |
| H2S | 28.35 | 93.99 | 122.34 | +85.25 g (+229.8%) +98.67 g (+416.9%) mode éco | 18h41 |
Impressions en PC-ABS avec la Bambu Lab H2C
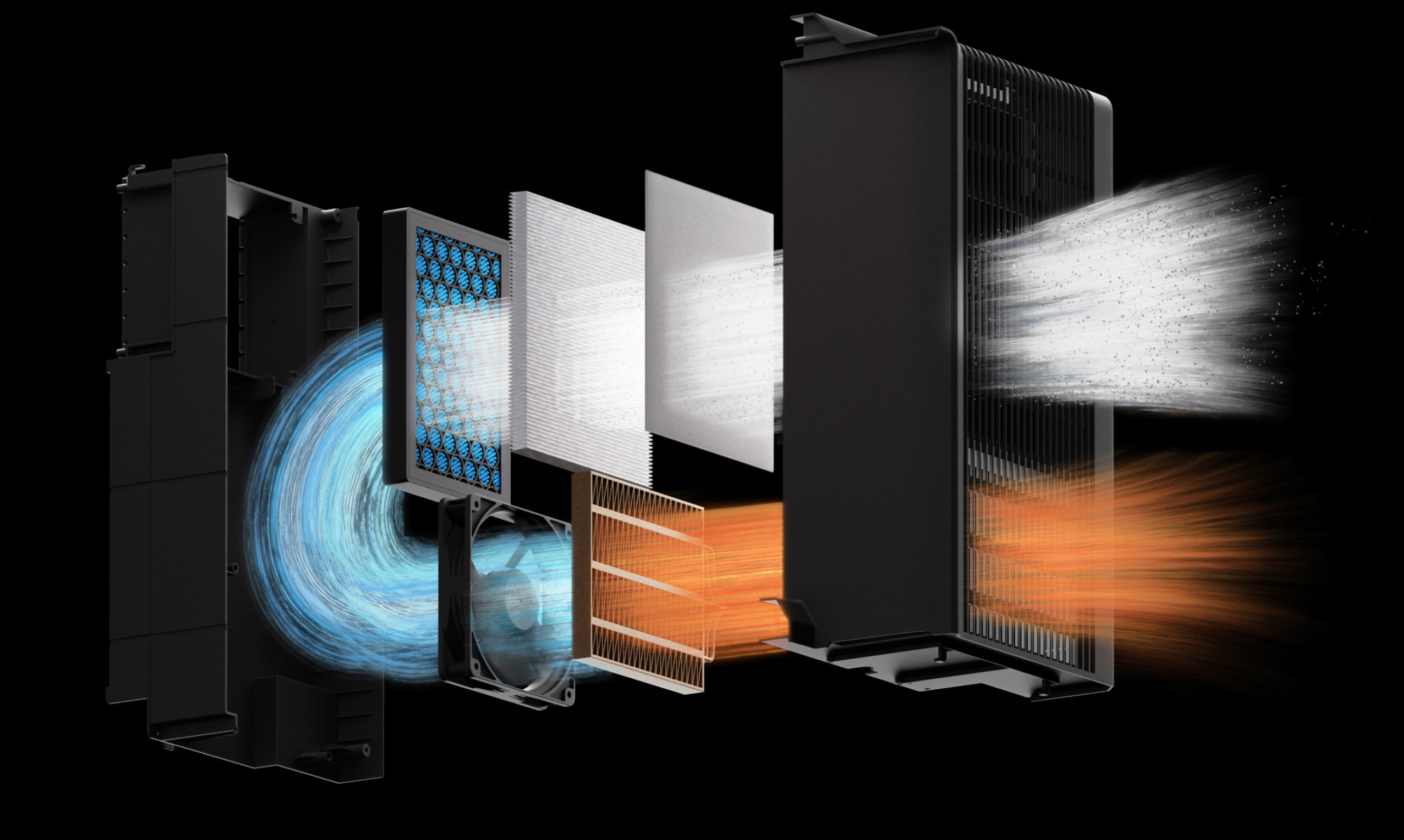
La H2C embarque un système de filtration à trois niveaux, et c’est un vrai plus dès qu’on attaque les filaments techniques. Avec son trio préfiltre G3 + HEPA H12 + charbon actif (à base de coque de noix de coco), l’objectif est de limiter les odeurs et une partie des particules potentiellement nocives émises par certains matériaux. Je n’ai pas d’équipement pour mesurer précisément ce qui sort du caisson, mais je peux déjà vous dire qu’avec du PC-ABS de Sunlu, il reste malgré tout une légère odeur perceptible.
Pour imprimer ce matériau, je suis parti du profil PC générique proposé par Bambu Lab, puis j’ai ajusté les paramètres qui ne collaient pas aux recommandations de Sunlu :
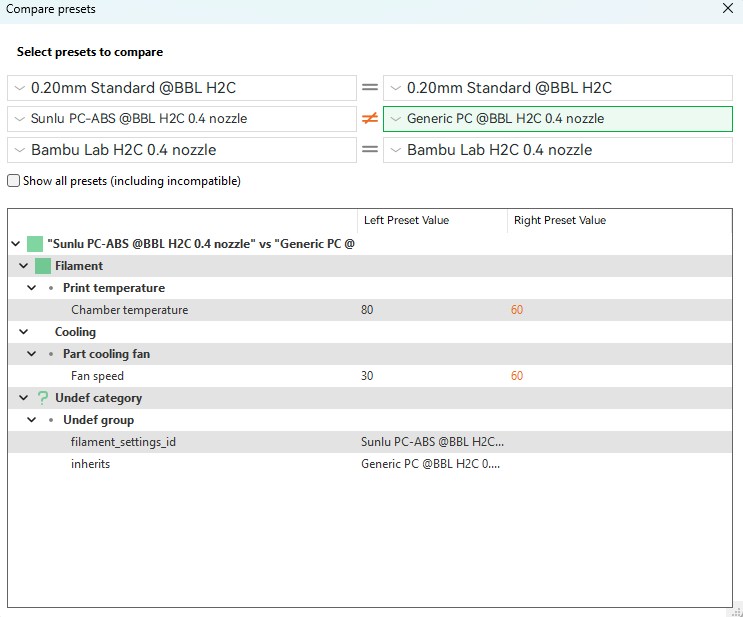
Au final, il n’y a donc que deux paramètres qui changent : la vitesse du ventilateur latéral, divisée par deux, et la température de chambre. Cette dernière dépasse la limite de 65 °C. Au lancement de l’impression, on obtient simplement un message d’avertissement indiquant que la température sera bridée/cappée à la valeur maximale.
Étant à court de bobines vides pour utiliser mes recharges de filament Bambu Lab, j’en ai imprimé six de ce modèle, comptez 1h42 + 2h12 par bobine. L’idée, c’est d’obtenir des bobines qui résistent au dryer, contrairement à celles imprimées en PLA ou en PETG :

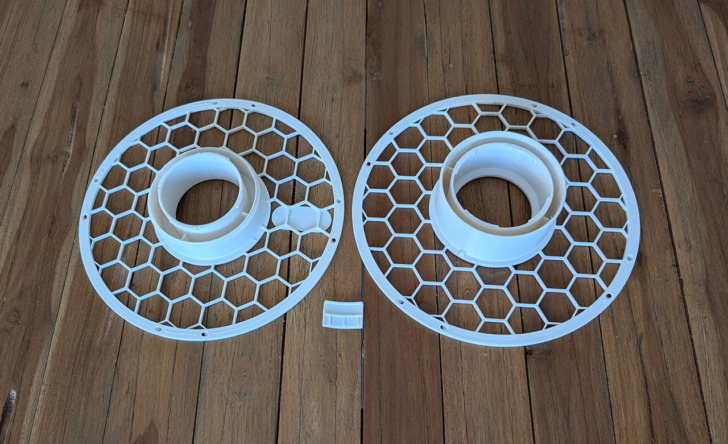

Vous noterez une petite différence de teinte entre les bobines, les plus jaunes ont en effet été imprimées en ABS “classique”, toujours de chez Sunlu.
L’impression est nickel, les deux parties s’emboîtent bien, tout comme la petite pièce qui évite qu’elles ne se séparent quand ça tourne dans l’AMS. Cela dit, si c’était à refaire, je partirais plutôt sur le nouveau modèle de Guilouz, qui a l’air encore mieux pensé.
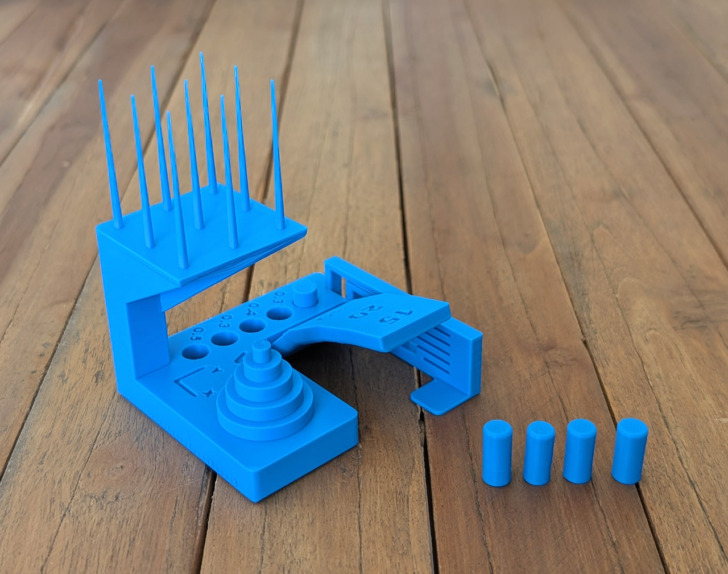
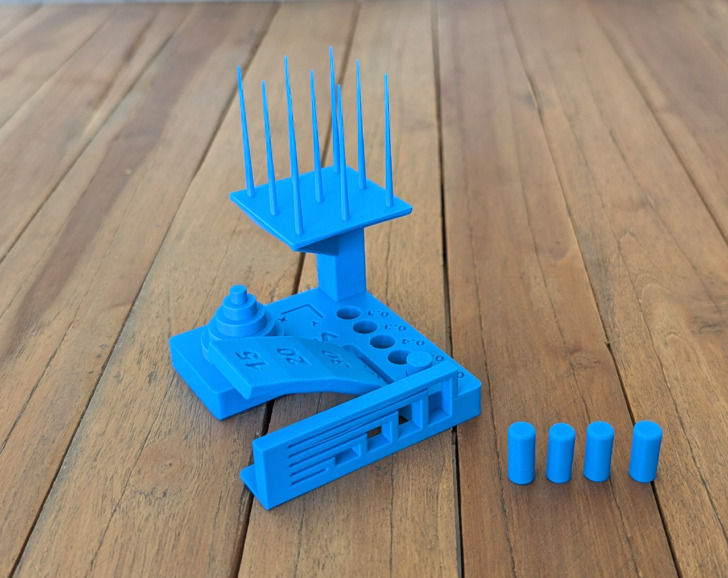
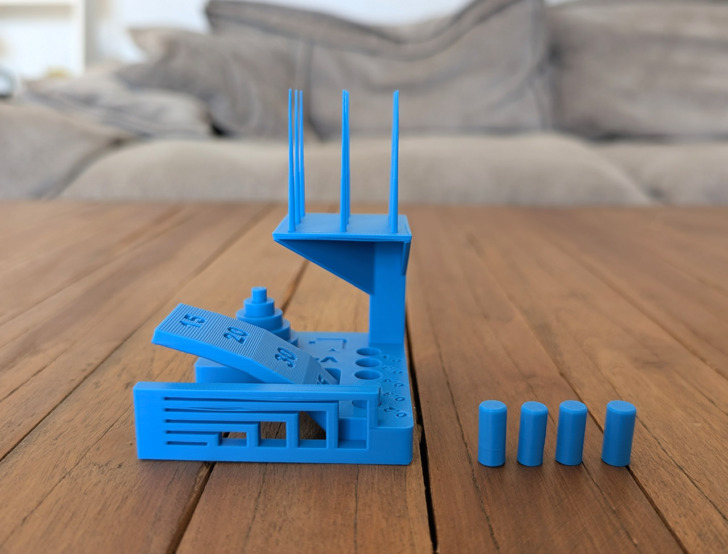
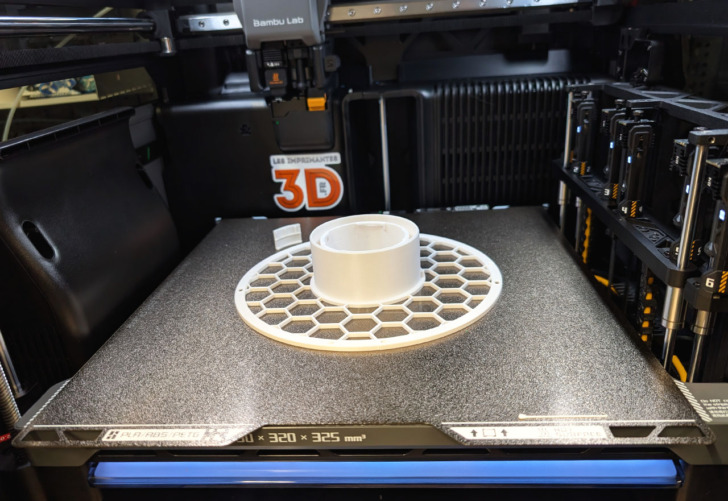
J’ai aussi imprimé un support pour les différents plateaux de la H2C. J’ai choisi ce modèle prévu pour être fixé sous un bureau ou une étagère, mais dans mon cas je l’ai simplement posé sur le dessus de l’imprimante, puisque mes AMS sont installés un peu plus haut, sur une étagère :



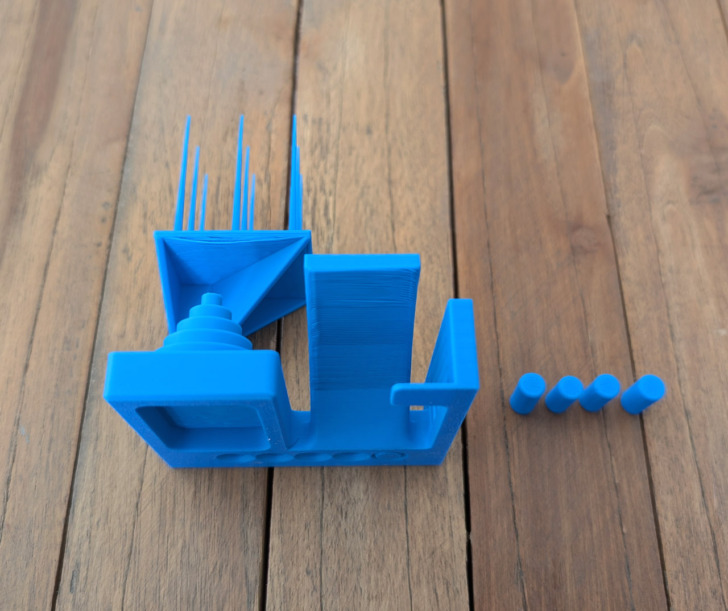
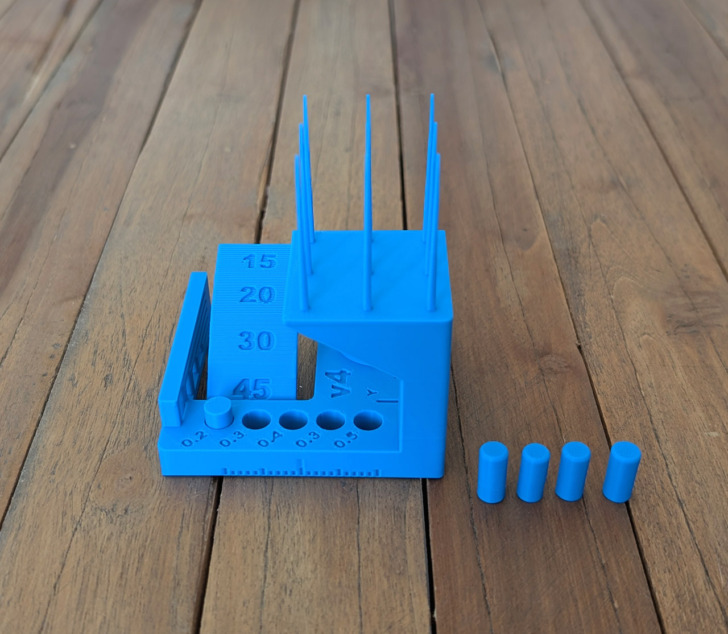
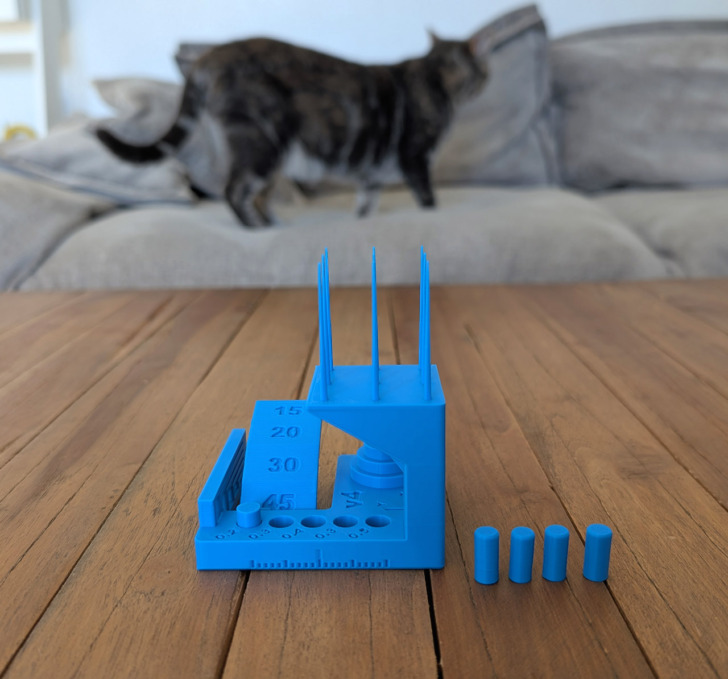
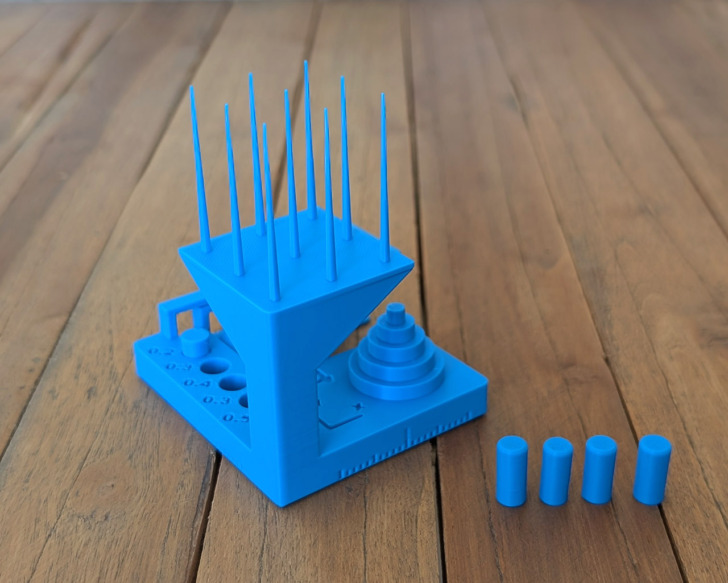
L’impression a duré 8h59 avec une buse de 0.6 mm (soit environ 1 heure de moins qu’en 0,4 mm d’après Bambu Studio), et la qualité est largement suffisante pour cet usage. Si vous voulez savoir à quoi servent les différentes tailles de buses, rendez-vous sur le forum.
Prints en ABS
la demande d’electroremy dans les commentaires, j’ai imprimé le Kickstarter Torture Test en ABS. J’avais de l’ABS Argent Bambu Lab neuf, mais stocké (dans son carton et son emballage sous vide) depuis plus d’un an dans mon garage. Voici le résultat avec la bobine fraîchement déballée et 2h18 d’impression dans l’enceinte chauffée à 65° C :
Ce n’est pas complètement raté, mais on remarque clairement que ce filament a un problème. Je l’ai fait sécher dans un AMS HT pendant 8 heures à 80 °C (réglage recommandé par Bambu Lab) avant de relancer exactement le même G-code :


Ce qu’il faut retenir de cette expérience, c’est que même stocké sous vide, un ABS laissé plus d’un an dans une pièce un peu humide peut clairement se dégrader et produire des défauts visibles dès la première impression. Mieux vaut le stocker au sec et au chaud (boîte étanche + dessiccant) et éventuellement prévoir un séchage avant usage.
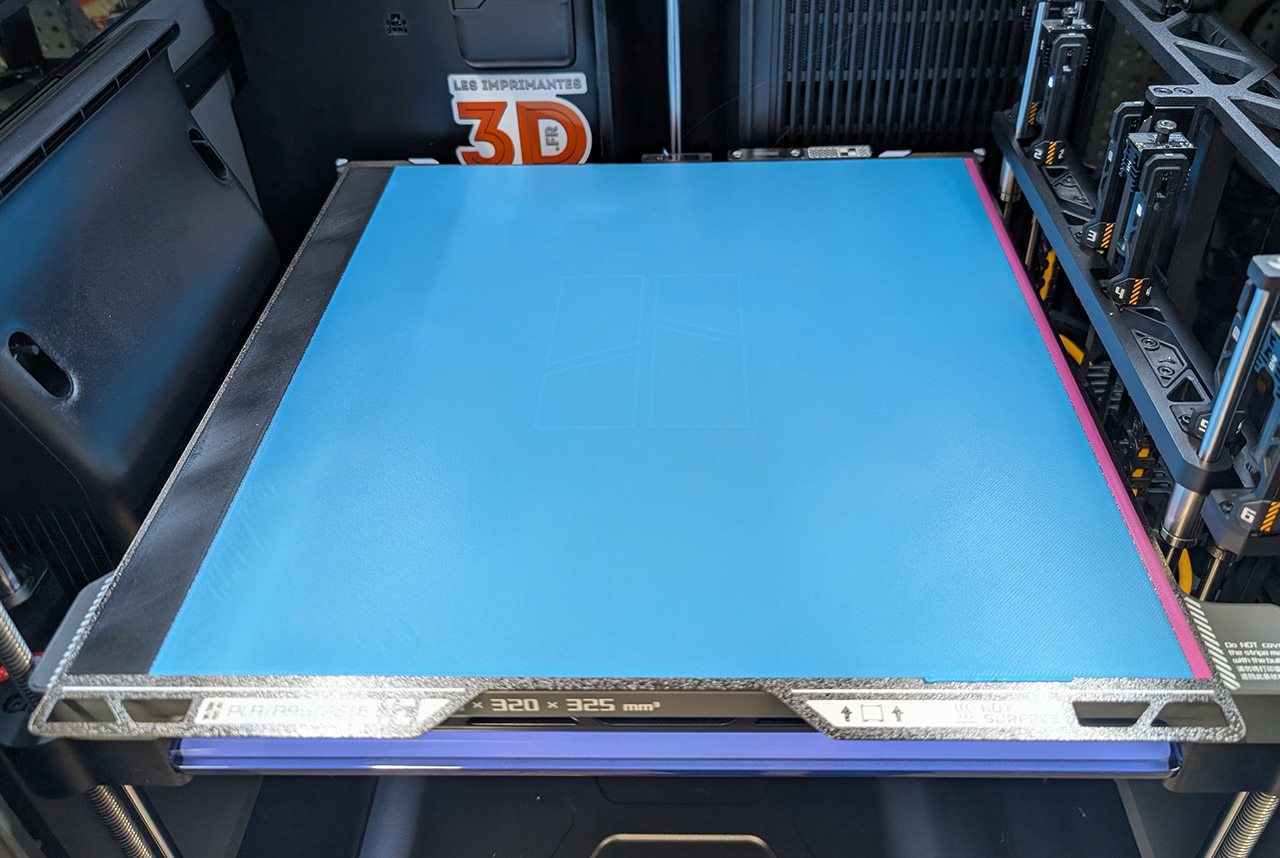
Les différentes plaques d’impression
Cette dernière impression est une transition idéale pour parler des différents plateaux disponibles pour la Bambu Lab H2C.
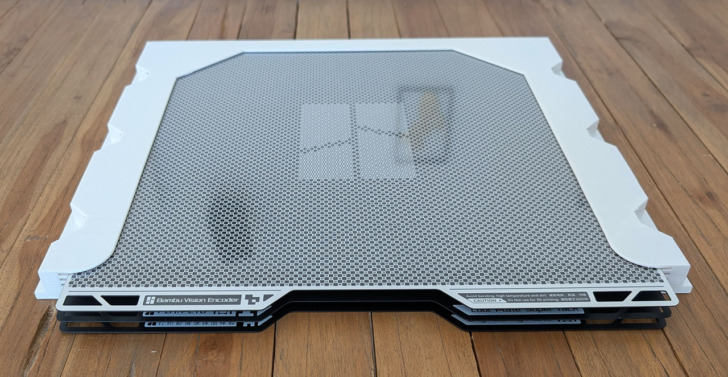
On retrouve d’abord le plateau en PEI texturé, fourni et préinstallé d’origine. En complément, Bambu Lab propose plusieurs options : une version lisse (Smooth Plate), une version lisse pour les matériaux techniques (Engineering Plate), une version lisse basse température (Cool Plate SuperTack Pro), une version à effet 3D (3D Effect Plate), ainsi que le Vision Encoder qui, lui, ne sert pas à imprimer mais à étalonner la précision des mouvements.




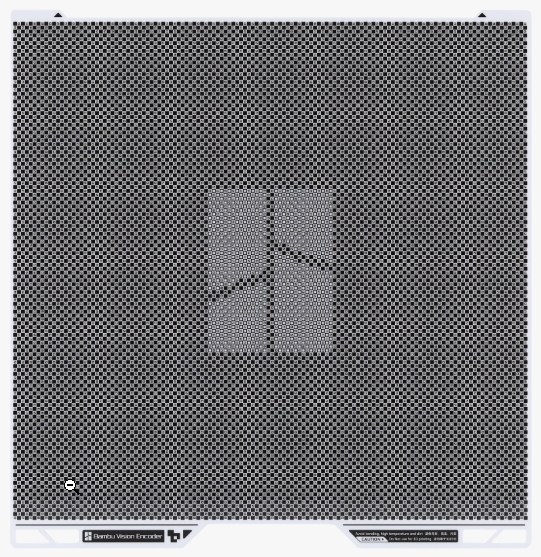

Tous ces plateaux sont flexibles et magnétiques, au format du lit chauffant de la H2C, exception faite du Vision Encoder dont le format est commun à toute la série H, comme je l’ai montré dans ce topic du forum.
Vous pouvez retrouver sur le wiki Bambu Lab les caractéristiques de chacun de ces plateaux, ainsi que leur compatibilité avec les différents filaments.
Le plus grand forum francophone de l'impression 3DVidéos timelapse
À chaque lancement d’impression, la machine propose d’activer l’enregistrement d’un timelapse. Le rendu est vraiment propre malgré un rendu en 1680 x 1080 pixels alors que la caméra est en Full HD (1920 x 1080), y compris de nuit lorsque l’éclairage LED est activé. Les vidéos sont générées H.264 (avc1), sauvegardées sur une clé USB (non fournie) et consultables ensuite dans Bambu Studio sur PC ou Bambu Handy sur mobile, avec un fichier par impression lorsque l’option est activée.

Consommation électrique de la Bambu Lab H2C
Les mesures ci-dessous (en watts) ont été réalisées avec une prise connectée Xiaomi Aqara Smart Plug EUC01, dans mon garage à 16 °C. Le calcul des coûts s’appuie sur le tarif Bleu d’EDF en option Base à 0,1952 € / kWh (janvier 2026).

En PLA, hors pic de chauffe du plateau et de la buse, la consommation se stabilise autour de 200 W pendant l’impression (soit environ 0,20 kWh par heure, en moyenne). On arrive donc à 0,039 € / h (0,20 × 0,1952), soit environ 0,04 € / h, et ~0,94 € pour une impression en continu sur 24 h.

Avec un matériau technique comme le PC-ABS, forcément plus exigeant (températures plus élevées), la consommation moyenne grimpe aux alentours de 500 W (environ 0,50 kWh par heure). Au même tarif, comptez 0,0976 € / h (0,50 × 0,1952), soit environ 0,10 € / h, et ~2,34 € sur 24 h.

Pour cette mesure de consommation électrique en TPU, réalisée en pleine journée de neige, la température de mon garage était descendue à 13 °C, ce qui explique en partie la surconsommation par rapport au PLA (même si la buse n’est que 10 °C plus chaude). On relève ici une puissance moyenne d’environ 240 W, ce qui revient à ~0,047 € / h.
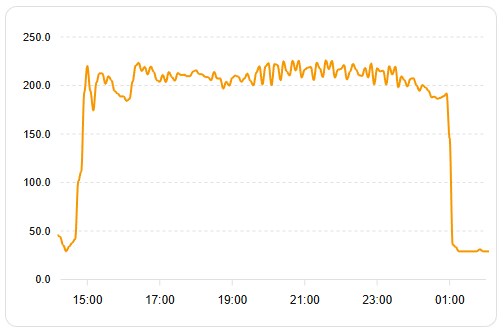
Pour le PETG, avec une température d’environ 15 °C à nouveau dans le garage, j’obtiens une consommation moyenne autour de 215 W, ce qui revient à ~0,042 € / h. Les “dents de scie” visibles sur le graphique sont probablement liées aux changements de hotend sur la tortue imprimée en 5 couleurs, dont 4 via le système Vortek qui peut tirer un peu plus lors des phases de chauffe par induction.
Ce n’est pas la consommation maximale puisque la H2C peut monter jusqu’à 350 °C à la buse et 120 °C au plateau. Ces mesures donnent toutefois un bon aperçu des coûts énergétiques (parfois non négligeables) qu’elle peut engendrer, sachant qu’ils peuvent varier selon le contexte (température de la pièce, plateau type BIQU Cryogrip Pro Glacier, etc.).
À noter également que, du fait de son chauffage par induction, la hotend de droite tire un peu plus lors des phases de chauffe et de maintien en température. Par conséquent, en impression mono-filament, mieux vaut privilégier la buse de gauche (sauf pour le TPU).
Améliorations et upgrades pour la Bambu Lab H2C
La rubrique tutoriels et améliorations pour les imprimantes 3D Bambu Lab du forum propose déjà pas mal d’idées. Je vous ai tout de même sélectionné les plus importantes selon moi.
Un hub PTFE pour basculer des AMS à une bobine externe sans débrancher le tube du buffer
Comme indiqué dans le chapitre TPU 95A, la première modification que j’ai déjà réalisée c’est l’insertion d’un adaptateur 4 en 1 pour PTFE entre le buffer et la tête d’impression afin de pouvoir envoyer mon filament souple à l’extrudeur sans déconnecter le tube du tampon (la pièce avec le ressort).

Une poubelle à déchets de purge
Si la H2C limite grandement les déchets de purge, elle éjecte quand même quelques crottes à l’arrière lorsqu’on passe d’un filament à un autre dans la même buse Vortek par exemple. Du coup je vais récupérer la poubelle latérale que j’ai installée sur ma H2D.

Un support pour deux AMS
Si vous avez opté pour le pack Ultimate (ou que vous avez déjà un AMS provenant d’une autre imprimante Bambu Lab), ce genre de support avec tiroirs bien pratiques permet d’installer deux AMS 2 Pro directement sur le capot de la H2C.

Un support latéral pour AMS HT
Le pack Ultimate venant avec un AMS HT, un support latéral comme celui modélisé par Tofffd sur le forum sera bien pratique :

Une clef USB (low profile)
À défaut d’avoir un petit espace de stockage interne intégré à la machine, une clé USB est indispensable pour enregistrer les timelapses et récupérer les G-code envoyés depuis le slicer. Le port est certes facile d’accès (en haut à gauche, juste à côté de l’écran), mais il se trouve pile dans une zone où l’on manipule souvent l’AMS, les bobines externes, la poubelle à poops ou encore le capot supérieur. Il est donc préférable de choisir une clé USB très compacte / low profile afin d’éviter de l’accrocher (et de l’arracher) par mégarde, qu’il faut formater en FAT32. Personnellement, j’ai mis une SanDisk Ultra Fit V2 64 Go mais le modèle a quelque peu changé, devenant un peu plus imposant. Aujourd’hui, cette Verbatim me semble être un meilleur choix.

À part ça, la machine est globalement très bien pensée, pratique et efficace. Je ne vois pas d’autres upgrades indispensables à prévoir.
Réduire au maximum la longueur des tubes PTFE
Une fois l’imprimante et les AMS installés à leur emplacement définitif, n’hésitez pas à raccourcir au maximum les tubes PTFE qui les relient, tout en gardant une marge de sécurité pour pouvoir déplacer un AMS si besoin. Moins il y a de longueur à parcourir, plus le chargement/déchargement est rapide, ce qui réduit les temps de changement de filament et, au final, la durée totale des impressions (surtout en multi-couleurs). N’hésitez pas à utiliser un coupe-tube PTFE pour obtenir une coupe bien nette (ça évite les extrémités écrasées qui coincent le filament). On en trouve sur Amazon ou chez Polyfab3D, par exemple.

Face à la concurrence
La H2C est une mise à jour de la H2D pensée autour d’une idée très précise… réduire drastiquement les purges et accélérer le multi-matériaux / multi-couleurs grâce au système de hotends Vortek. Elle concurrence toutes les imprimantes 3D multi-couleurs du marché (Creality K2 Plus, Qidi Plus4 avec la Qidi Box, etc.) mais plus particulièrement les Prusa XL et Snapmaker U1. Si elle a le mérite de ne pas rendre les AMS obsolètes, elle souffre de la “lenteur” et du bruit de ces derniers.
Acheter une Bambu Lab H2CA qui s’adresse la Bambu Lab H2C ?
Alors déjà, si votre usage se limite à 1 ou 2 filaments (deux couleurs, ou un matériau + supports), la H2C n’a quasiment aucun intérêt par rapport à la H2D qui offre un plus grand volume d’impression.
La H2C prend tout son sens quand on enchaîne des pièces en 3, 4, 5 couleurs et plus (TPU exclu), ou quand on veut mixer des matériaux (et éventuellement des buses) sans transformer chaque print en usine à poops.
C’est clairement une imprimante pour les makers qui impriment souvent “en AMS” (ou que les défauts de ce dernier ne dérangent pas), ceux qui veulent optimiser la conso de filament sur la durée, et les utilisateurs avancés/pros qui cherchent une machine haut de gamme avec un écosystème toujours aussi “plug & play”.
Toutefois, il faut pouvoir s’acquitter de la facture salée mais plutôt bien justifiée. A l’usage on a une machine redoutablement fiable, efficace, et parmi les plus polyvalentes du marché. Le surcoût par rapport à une H2D peut d’ailleurs se rentabiliser assez vite. Sur les quelques impressions de ce test réalisées à plus de deux couleurs, j’ai économisé près de 600 g de filament. À 22,99 € / kg pour du PLA Basic chez Bambu Lab, ça représente déjà ~13,80 € de matière qui ne part pas à la poubelle. Le calcul est simple, pour combler l’écart de prix (300 €), il suffit d’économiser environ 13 kilos de PLA, et donc une centaine d’impressions, selon votre économie moyenne de filament par print multi-couleurs.
Par contre, si vous avez besoin de faire du TPU multicolore, passez votre chemin. Sur la H2C, le TPU souple ne peut être utilisé que sur une seule entrée à la fois. Concrètement, vous pouvez combiner du TPU avec un matériau de support (via l’autre buse), mais pas enchaîner plusieurs bobines de TPU (excepté le TPU pour AMS qui n’est en réalité pas souple) en automatique au sein d’une même impression.
Quelques prints supplémentaires réalisés post publication du test









Notes et conclusion
Qualité d'impression - 9.5
Fiabilité - 9
Ecosystème - 9.5
Utilisation - 9.5
Rapport qualité / prix - 7.2
8.9
/10
- Qualité de fabrication
- Ecosystème complet, intuitif et fluide
- Simplicité d'utilisation
- Volume d'impression
- Double extrudeur
- Chambre d'impression chauffée
- Moins de gaspillage de filament
- Silence de fonctionnement (hors AMS)
- Evolution possible en laser
- Accessoires et pièces détachées
- Expérience utilisateur dès le déballage
- Support réactif et wiki
- Communauté importante
- Firmware fermé et cloud propriétaire
- Gestion du TPU
- Pas d'impression pendant un séchage (AMS 2 Pro)
- Pas de port Ethernet (peut-être pour la H2C Pro)
- Pas de clé USB fournie
- Frais de port sur le site officiel
- Poids et encombrement
- Pas zéro déchet (tour de purge)
- Changements de filaments de l'AMS plus lents qu'un tool changer
- Prix de vente