Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/07/2020 dans Messages
-
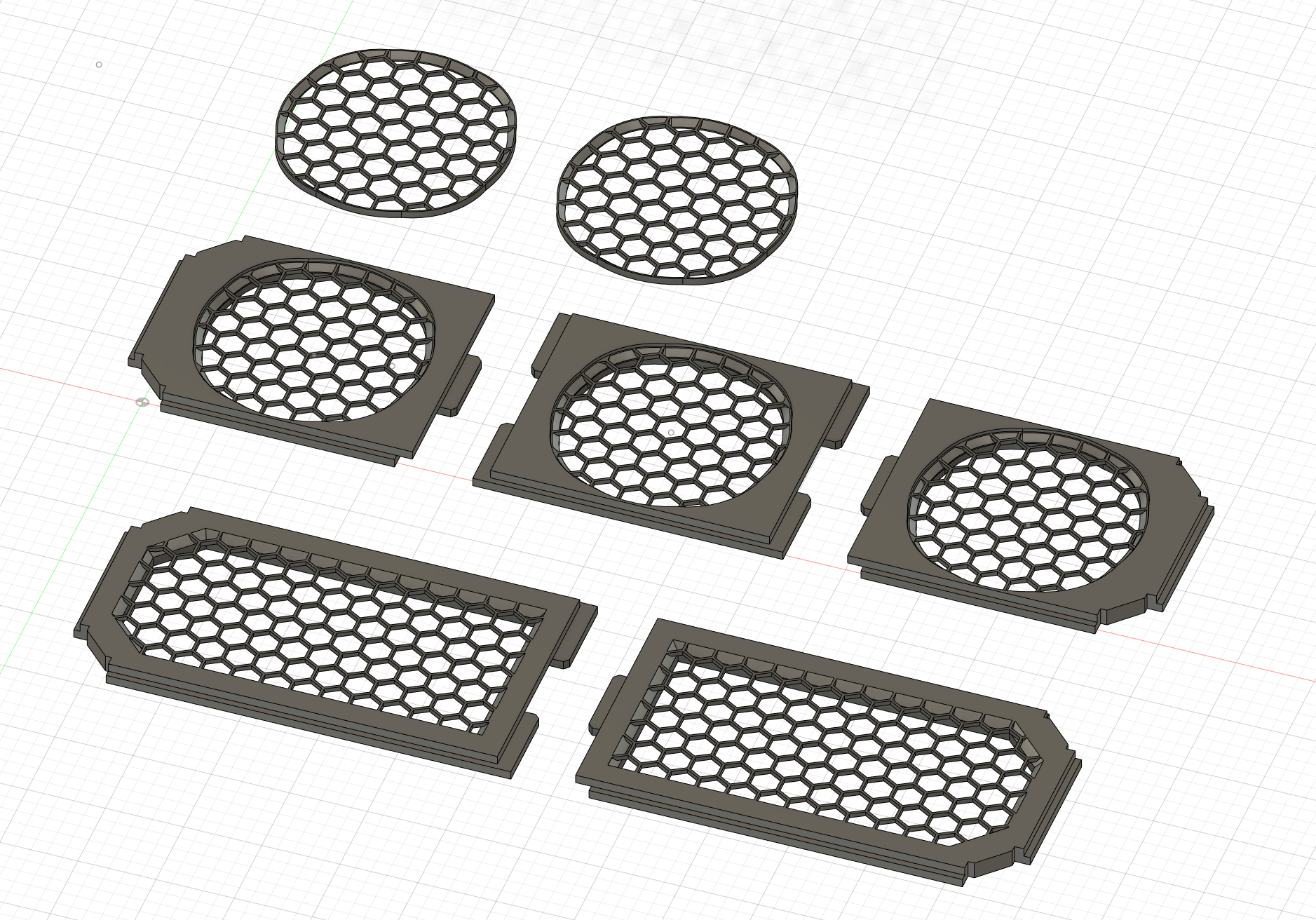
Grilles new Gen: Du fil, du fil...
 2 points
2 points -
Je suis TRES d'accord !2 points
-
Bonjour, J'ai 49 ans, une Ender 3 pro avec carte SKR Mini E3, touch-mi et une paire de mod. Je suis vraiment content de cette imprimante, rien a voir avec la dagoma discoeasy que j’ai garder 2 mois. Elle n'a jamais le temps de se reposer avec moi la pauvre ...1 point
-
@Unrender Bonjour, Pour en apprendre un peu plus sur le système d'extrusion :1 point
-
Pose toi la question autrement : Est-ce qu'un filament rongé par l'extrudeur peut-il présenter des soucis d'extrusion ensuite ? La réponse est : Oui ! Ta sous-extrusion est provoqué par ton extrudeur. Et plus précisémment par le fait que le filament est rongé... et la quantité de filament "inscrit" dans le gcode d'impression n'est pas délivré par l'extrudeur. Un claquement... Il y a fort à parier que l'extrudeur est le principal responsable. Mais il peut y avoir plusieurs causes possibles... et là je peut pas t'en dire plus, si je n'en sais pas plus. Mais je suis d'un naturel curieux... alors je te pose la question : Quels sont tes paramètres de rétractation sur ton Slicer ? Il faut savoir que : Tout est calculé par le Slicer. Si la vitesse de rétractation ou la distance de rétractation n'est pas la bonne... c'est le début des problèmes. Là... j'ai envie de te répondre : A l'origine... c'est un métier ! Le métier de Technicien en impression 3D. Cela s'apprend. Chez certains... c'est inné. D'autres ont lu et se sont documentés avant... Mon cas : J'ai débuté sur une imprimante 3D d'apprentissage "pour enfant" (un homme de 37 ans avec une imprimante 3D pour enfant, imagine le tableau) , la Dagoma Discovery D200, avant d'acheter ma première plus grosse imprimante, la CR-10. J'ai donc appris les bases... et tout ce qu'il y avait a savoir... et lorsque j'ai déballé ma CR-10... il m'a fallût 30 minutes de réglages seulement pour faire ma première impression très propre, car j'avais déjà appris l'essentiel avec la D200. Donc je te le dit tout net : Cela s'apprend. Pour la petite anecdote : J'avais acheté ma première imprimante la D200 d'occasion à un enfant de 10 ans... qui s'était un peu vite emballé à vouloir s'imprimer sa voiture en 3D... et dans son empressement... avait câblé l'imprimante à l'envers... et n'avait pas cherché à comprendre pourquoi il n'arrivait pas à imprimer plus de 5cm de haut... alors que l'imprimante était censé imprimé 25cm en hauteur. Forcément avec les câbles montés au mauvais endroit (les câbles longs des axes Z sur les axes X et inversement)... et d'autres choses montés à l'envers...cela ne pouvait pas fonctionner. J'ai passer 6 heures à démonter entièrement l'imprimante, pour la remonter... et après une demie-journée à lire la notice... j'ai imprimé un raccord de jardinage de 22cm de hauteur sans soucis. Donc cela m'a été utile de lire les notices et tutoriels sur la D200. Par ce que ton filament par moment est rongé... et à d'autres moment non... ce n'est pas plus compliqué que cela.1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
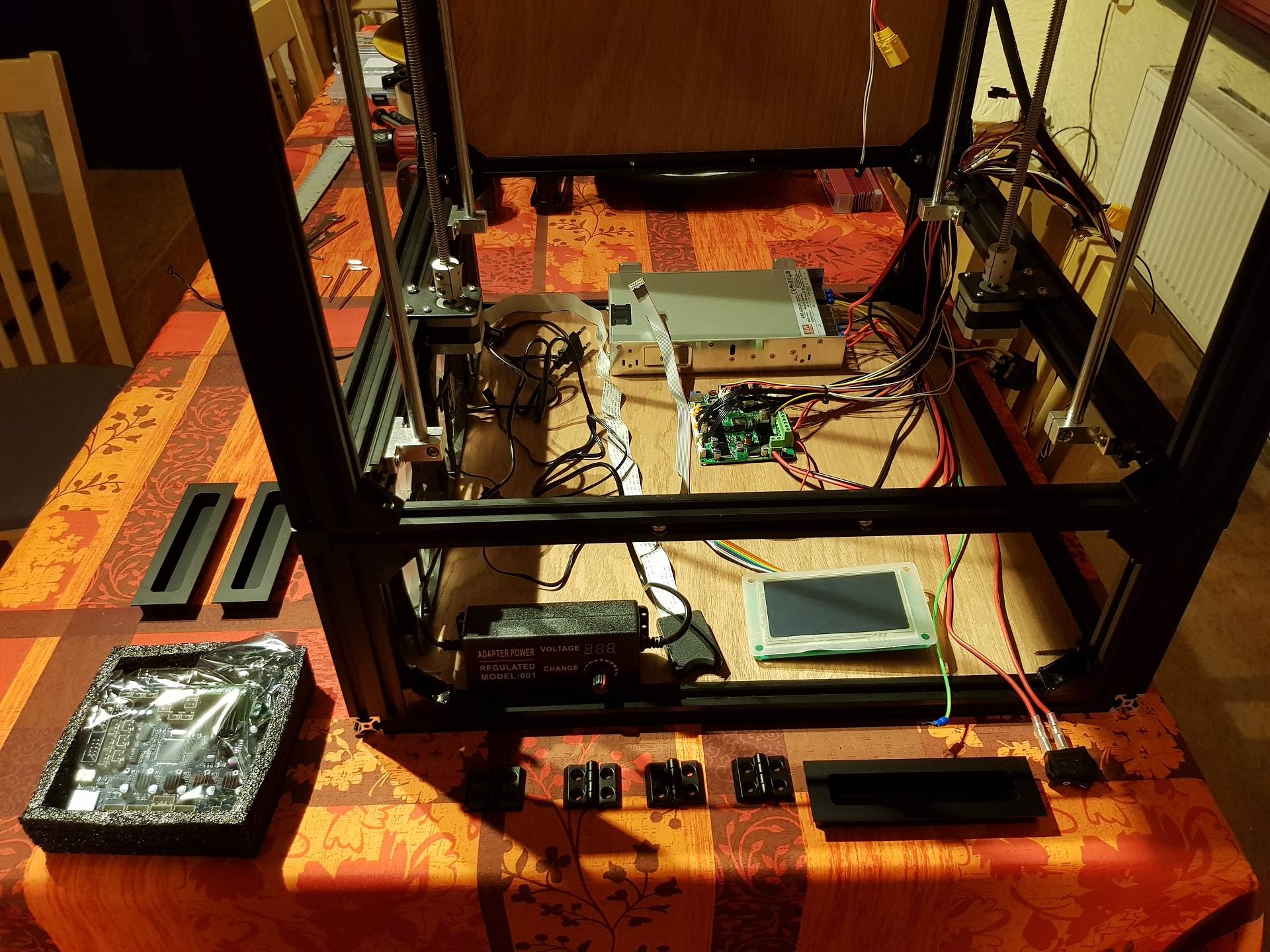
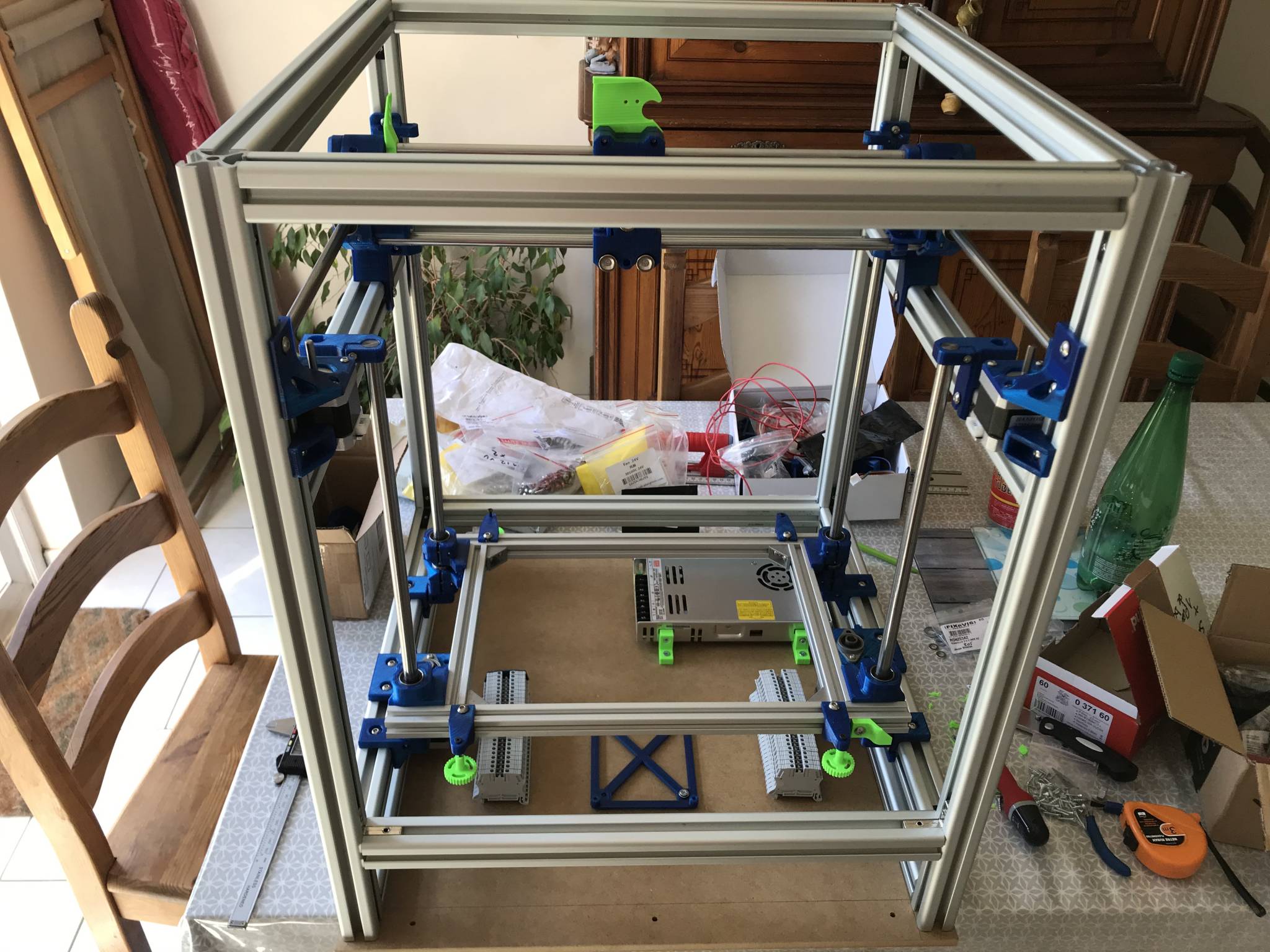
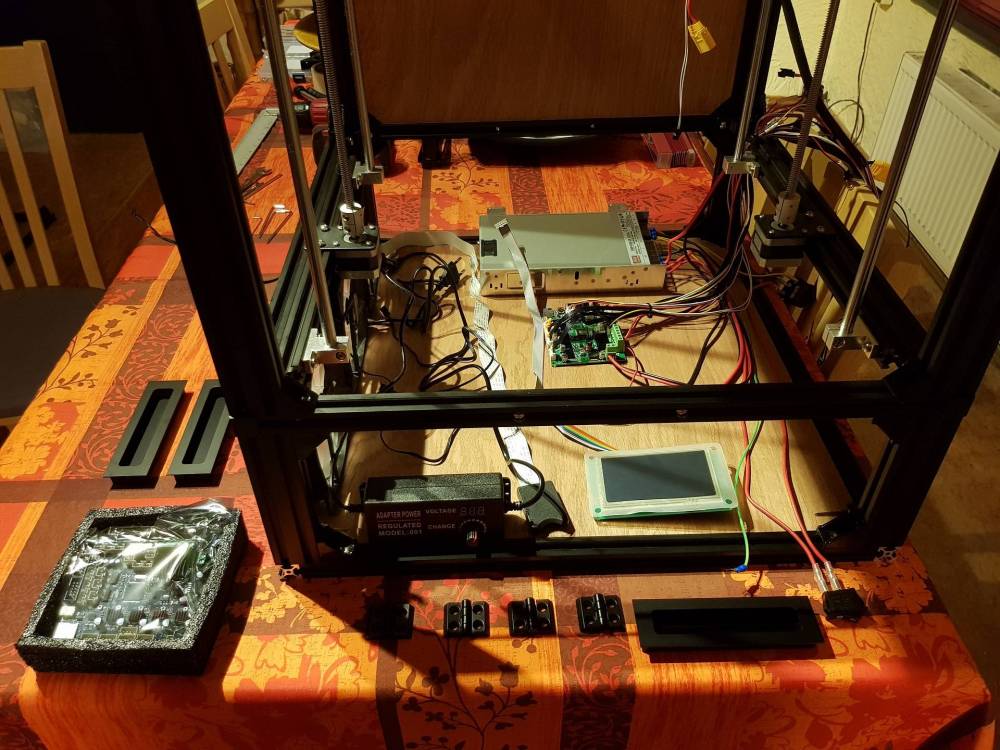
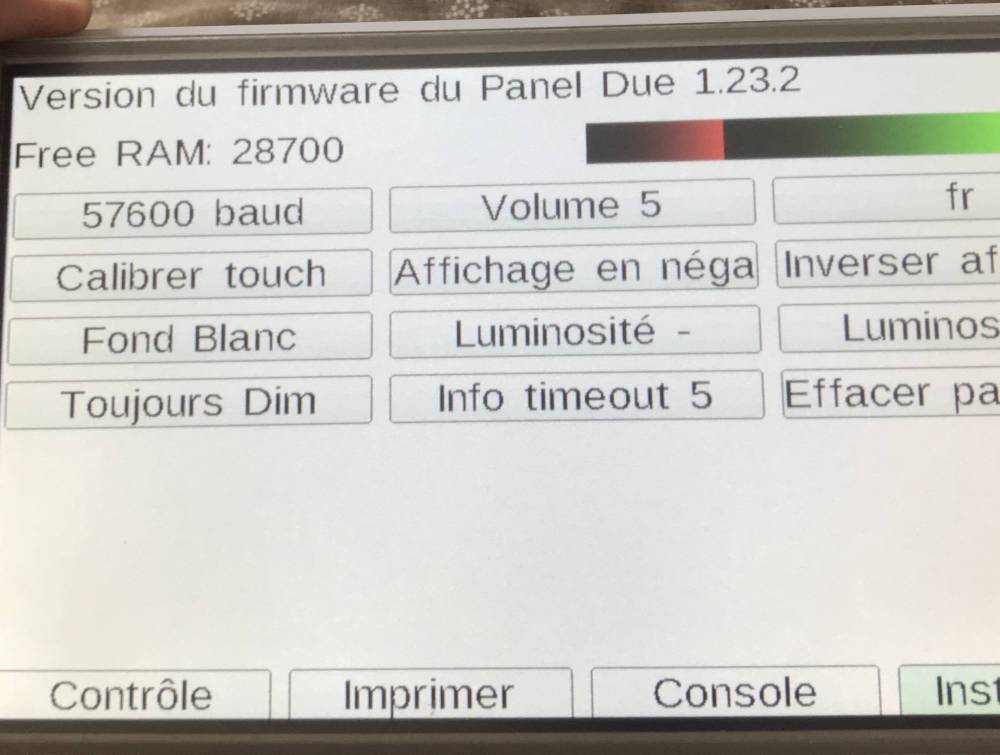
Voici l’écran 7 “ Fysetc commandé sur Ali. Il travaillera avec la Duet 2Wifi. La peinture du MDF et début de l’implantation des composants. @+ Nico

 1 point
1 point -
Salut @Unrender pour ta figurine tu et en sous extrusion après ton problème il et la ou tu a des bavures il te faudrait agrandir le trou de passage juste de un petit minimètre et faire un petit chanfrein avec un plus gros foret pour un meilleur passage1 point
-
Je demande de suite a FLSUN et je reviens vers vous..1 point
-
Ender 3 v2 reçue et montée. Maintenant les réglages...1 point
-
Je réagis un peu tardivement... L'écosystème que j'ai modestement tenté d'élaborer, a pour objectif principal, le multi-extrusion (dual dans le cas de ma Ender5Pro). Mais comme je l'avais indiqué, le système conviendrait également en mono-extrusion, permettant un changement rapide de hotend (fixation magnétique avec plots de centrage). J'utilise actuellement 3 têtes (que je nomme porte-outils) équipés comme suit : e3d Volcano, buse Acier trempé 0.4, heatbreak en titan, bloc de chauffe en cuivre, donc tout métal e3d Volcano, buse laiton 0.6, heatbreak en titan, bloc de chauffe en alu, donc tout métal e3d V6, buse NozzleX 0.4, heatbreak en titan, bloc de chauffe en cuivre, donc tout métal Un quatrième porte outil pour V6 est en attente. Il me reste une buse e3d en 0.25 Tous les ventilos de refroidissement du corps vont être changé en 40x20, seul le premier porte outil prévu pour les hautes températures d'extrusion (Volcano 0.4) est actuellement en 40x20. Les autres sont en 40x10, mais pas de souci de bouchage. Les seuls souci sont rencontrés sont dus à un vieux filament PLA Inofil3d que j'ai retrouvé neuf, pas déballé, mais qui flirte allègrement avec les 1.8, voire plus. Et là, malgré des extrudeurs Bondtech le filament est mordu par l'extrudeur double entrainement et l'avance du filament est stoppée ! A chaque rangement du porte-outil, j'ai une rétraction de 25 mm, ce qui sort le filament de la zone chaude, mais sur ma CR10 dual-extrusion également, je rétracte de 12 mm et je n'ai eu qu'une seule fois un bourrage. Mais le ventilateur de refroidissement des corps était en 40x10 et commun aux 2 têtes ! J'ai installé un 40x20, dont le montage était prévu "dimensionnellement", et depuis plus de souci. Il valait mieux, car sur la CR10 l'accès aux têtes est plus compliqué ! Les heatbreak des e3d V6 ou Volcano en titane semblent plus efficaces encore que les standards en acier. Je n'ai pas encore essayé ceux de Trianglelab en "bimétal" prévus pour des T° jusqu'à 500°. Pour l'instant, j'imprime uniquement du PLA, du PETG, beaucoup d'ASA, toutes mes pièces d'imprimantes à quelques exceptions près, du HIPS pour mes supports, du M-ABS, du Nylon mais difficilement (sujet à travailler!), des filaments chargés (cuivre, carbone et autres). Je précise que la modification de ma Ender5Pro était la première étape avant de l'appliquer sur une Ender5Plus, permettant l'usage de plus de 2 Porte-outils. Pour l'instant, je réfléchis encore aux différente solutions : conversion de ma CR10 en cubique Vcore, conversion de ma CR10 en CoreXY, achat d'une Ender5+ et transformation ou achat d'une Ender5+ d'occasion et transformation. La dernière solution serait la plus raisonnable mais il faut trouver l'occaze !1 point
-
caisson.pdf voila la version à jour avec le schéma élec1 point
-
Bonsoir, je fais appel a votre pouvoir magique car je ne sais pas pourquoi mais entre ce matin et cet apres midi, pas moyen de compiler quel Marlin que ce soit. Voila un des messages d'erreur, si quelqu'un a une solution. Je ne veux pas prendre un .bin, j'ai ds choses a ajouter ( detecteur de filament, Adafruit LED) Merci je craque..0 points