Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/09/2024 dans Messages
-
@fran6pJe n'est pas de VLAN, donc juste un réseau de base ou le wifi et le LAN RJ45 se partagent les mêmes adresse IP. Quand je souhaite ajouter imprimante il demande a ce que je scanne un QRCODE ?? Voila ce qui est etrange, il ne recherche pas mon imprimante et si je met son IP rien ne se passe. Voila, je seche . A+1 point
-
N'aimant pas (mais pas du tout l'interface de Bambustudio / Orcaslicer), je préfère rester avec Prusaslicer ou Qidislicer. Honnêtement, je ne comprends pas pourquoi, à l'instar d'autres fabricants, ils persistent à réinventer la roue. Ils feraient mieux de proposer des profils de leurs imprimantes directement à ceux qui développent les trancheurs. Le temps utilisé à « développer » leur propre variation pourrait être réinvesti dans le peaufinage de ces profils.1 point
-
J'ai fait quelques recherches. Je poste ça ici => Si je l'avais vu avant... @fran6p je pense qu'il y a mille façons de rendre ce système plus fiable. Une autre proposition là => https://brooker.co.za/misc-blog/2024/07/07/prusaxl.html. Mais ce que je cherche, c'est un moyen d'utiliser correctement le système actuel. Je pense faire un serrage au contact, effectuer des rotations de la buse afin de rayer le tube pour essayer d'ajouter du grip, puis serrage juste assez pour que la buse ne puisse plus tourner. Et rien de plus dans un premier temps autre que surveiller... C'est dommage de devoir faire du babysitting sur ce genre de machine. Source additionnelle, le manuel de Prusa, étape 13 (dépliez les commentaires) => https://help.prusa3d.com/guide/how-to-replace-the-prusa-nozzle-xl-multi-tool_506481#506973 Honnêtement moi non plus. Sur la XL en multi-tête le problème de jamming est exacerbé par le principe de "ramming" lorsqu'un outil va au parking, mais le risque de glissement est présent même en simple tête, XL ou MK4. Certes c'est quelques dixièmes de jeu, mais c'est suffisant pour tout dézinguer, impression, plateau et que sais-je encore. La MK4 est donnée pour avoir passé 4 millions d'heures de tests dans leur ferme d'impression, si rien n'a été changé sur ce système, est-ce que ça signifie que c'est le système à double point de fixation qui le fiabilise ?1 point
-
J'ai désinstallé l'appli que j'avais installé via le apk. Via le Play Store : installation de Qidi link, acceptation des très nombreuses permissions , connexion via mail + code de vérification, première tentative, le code reçu expiré, seconde tentative, code reçu puis saisi à la limite du temps décompté (60s), OK, ajout de l'imprimante connectée en RJ45 sur le réseau OK Une partie de mon réseau Wifi (téléphones, tablettes, PC portables) est « pontée » avec le réseau filaire (en gros, ils sont dans le même LAN).1 point
-
L’actualité de l’impression 3D fut riche en nouveautés cette semaine de rentrée ! https://www.lesimprimantes3d.fr/semaine-impression-3d-453-20240908/1 point
-
@pjtlivjy comme il me faut un écrou au pas américain, je prends le fichier STEP ici https://www.mcmaster.com/products/nuts/thread-size~5-8-24-1/hex-nut-profile~standard/ (voir la capture ci-dessous), et puis, joue avec les paramètres de slicer, pour l'imprimer en PETG Black Recreus (juste l'écrou, la vis est en acier) bon, ça m'a pris du temps, mais j'ai trouvé
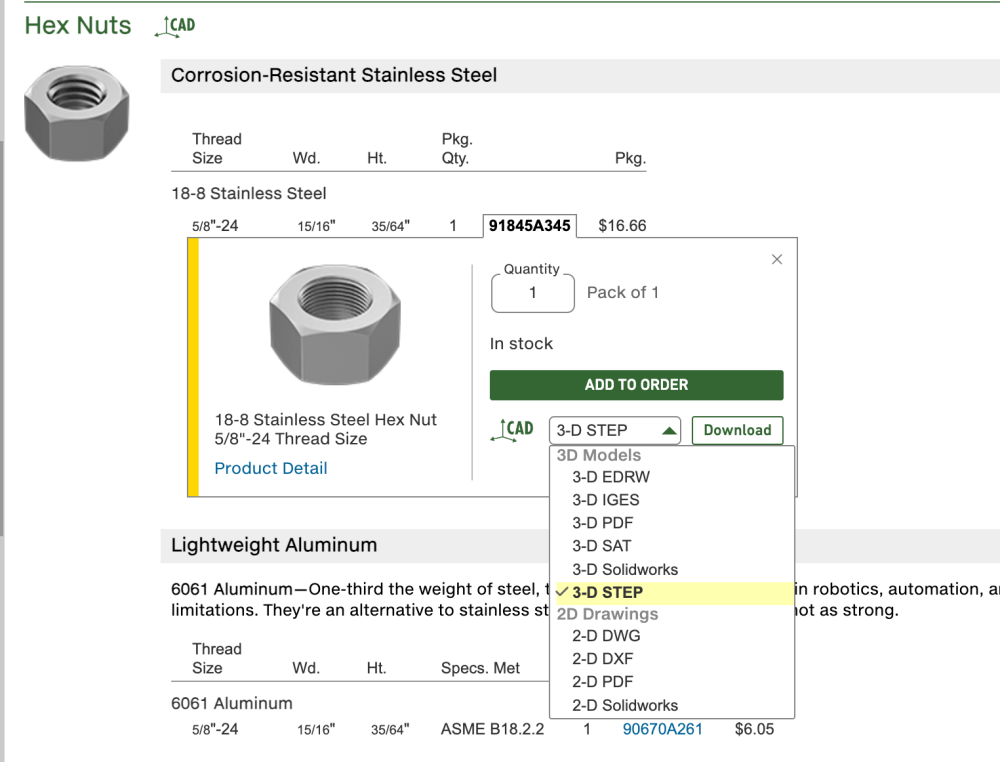 1 point
1 point -
Bonjour, Une nouvelle réponse pour pierrolebon, car justement, je viens d'avoir le même problème avec la Creality Nebula Pad. Donc déjà, il faut savoir que ce Nebula Pad n'est pas exactement le même que celui des Ender V3 KE. Ne donc pas prendre les firmwares de cette machine sinon… La méthode qui a fonctionné pour moi sur mon Ender 3 V3 SE avec Nebula Pad: 1°) Télécharger cette archive → https://cdn.shoplazza.com/6c9ad39b508c0aa09c7b1d023e9a9a65.zip puis dézipper les fichiers 2°) Sur une carte SD formaté en FAT32/4096 octets d'allocation, mettre ce fichier si Ender 3 V3 SE et rien d'autre → 'Ender3V3SE_firmware.bin' 3°) Insérer la carte SD sur le côté gauche de l'imprimante, jusqu'à rien de compliqué 4°) Formaté une clé USB en FAT32/4096 octets d'allocation puis téléchargé la version 1.1.0.23 du firmware Nebula → https://file2-cdn.creality.com/file/6f129aa0ef74b323e31177b122c04c74/NEBULA_ota_img_V1.1.0.23.img 5°) Idem que pour la première archive, on dézippe et on copie le fichier → 'NEBULA_ota_img_v1.1.0.23.bin' sur la clé USB fraichement formaté Note : si vous êtes déjà en v1.1.0.23 prendre la version 1.1.0.25 sur Creality.com lien en haut 'Support' puis 'Download center' 'Écosystème' à gauche, et cliquer sur Nebula Smart Kit… 6°) On insère cette clé USB dans l'un des ports USB du Nebula Pad, puis d'un geste assuré, on allume l'imprimante 7°) On respire lentement et ça devrait le faire. Laisser la carte SD et la clé USB durant toute la procédure sur l'imprimante ! 8°) Logiquement, vous devez sélectionner une nouvelle fois, français → Accepter que Creality vous pompe 'vos données' ouf → connexion au réseau Wi-Fi → sélectionné une nouvelle fois la zone horaire → puis vous devriez voir en plus des trois Ender 3 les flèches Haut/Bas sur le côté droit en bas et enfin, vous devriez pouvoir sélectionner votre imprimante Creality en scrollant sur l'écran. Vous pouvez accepter ou non de rejoindre le cloud de Creality en scannant le Qcode avec votre mobile (pas de mobile pas de cloud). 9°) Après quelques minutes l'imprimante va devoir faire un auto-test 'réglage Z' et 'Mesh du plateau'… et malgré tout cela, c'est le début des emmerdes, car Nebula Pad n'est pas bien configuré par Creality et les forums où les utilisateurs s'arrachent les cheveux est légion. Maintenant pour ceux qui voudraient utiliser une version non-officiel du firmware Nebula RDV ici → lien sur Reddit actuellement bloqué en v1.1.0.23, mais qui permet d'accéder à Fluid, Mainshall et de modifier les fichiers de configurations de Klipper. Il faudra donc installer ce firmware dans le Nebula et se connecter à fluid à l'adresse IP de votre Nebula: 4408 puis modifier le fichier printer.cfg en mettant à 0.8 au lieu de 0.6 les axes X et Y ce qui évitera le décalage aléatoire de couche actuel de Nebula. Voilà bon courage et bon réglages. Plus d'informations via Reddit, Youtube, etc1 point
-
Bonjour @Djeeni bienvenue chez les imprimeurs fous1 point
-
OK, je vais regarder dans mes archives si je trouve quelque chose mais je doute un peu. J’ai également jeté un œil sur le site Docarti de Jean-Philippe @J-Philippemais je n’ai rien trouvé. https://docarti.3d-hub.fr JM1 point
-
Up !1 point
-
1 point
-
C'est effectivement trop bien rangé car je viens de finir la mise en place, je serais surpris que ça le reste bien longtemps. C'est une de mes filles qui était bénévole aux J.O. et elle était sur place lors de la mise en place du sol à Lille, ce sont des chutes. Bien sur qu'il y avait une idée avec ces chutes : Des portes-clés gravés au laser en souvenir des jeux (pour les amis comme dab.).
 1 point
1 point -
Bonsoir, juste avec des photos ...ça va être chaud...1 point
-
Bonjour, Merci @fran6p pour cet avis. Étant "néophyte" dans ce domaine, je prends en compte toutes ces informations. Donc "prudence est mère de sureté", A+
 1 point
1 point -
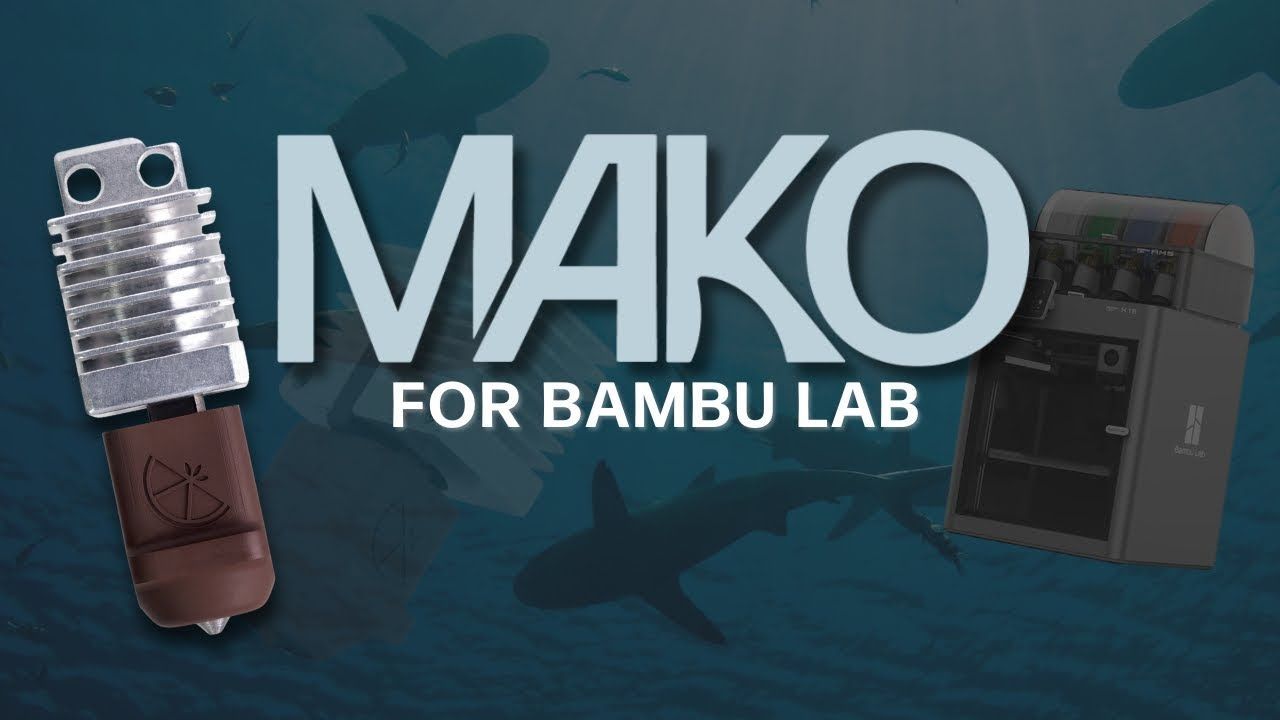
Perso les perfs de ma X1C me vont largement mais même si c'est pas si compliqué (et si long que le laisse entendre SliceEngineering) de changer de buse et tout ce qui va avec le monobloc Bambu, je trouve cool la proposition de la Mako de ne pouvoir changer QUE la buse (et rapidement) Bon c'est clairement pas donné (100$ la version à monter avec l'électronique d'une hotend Bambu et 125$ la version plug & play) mais pour ceux qui impriment beaucoup ou qui n'ont tout simplement pas de limite de budget pourquoi pas. SliceEnginerring devrait proposer quelques profils plus rapides, à voir si ça augmente juste la vitesse volumétrique La buse propose également un nouveau standard baptisé FIN qui permettrait une meilleure protection de la "chaussette" en silicone. A ce niveau il m'est déjà arrivé de retrouver un peu de plastique à l'intérieur du manchon sur ma X1C mais rien de grave pour autant. Bondtech, Diamondback et MicroSwiss pour ne citer qu'eux vont aussi l'adopter. Bref, je trouve ça sexy, certainement overkill mais j'ai quand même demandé à tester Et c'est toujours bien de voir Bambu travailler avec d'autres marques/fabricants. Je vous mets une autre vidéo moins "promo" que celle ci-dessus : Et surtout la page produit pour plus d'informations : https://www.sliceengineering.com/products/mako-for-bambu-lab

 1 point
1 point -
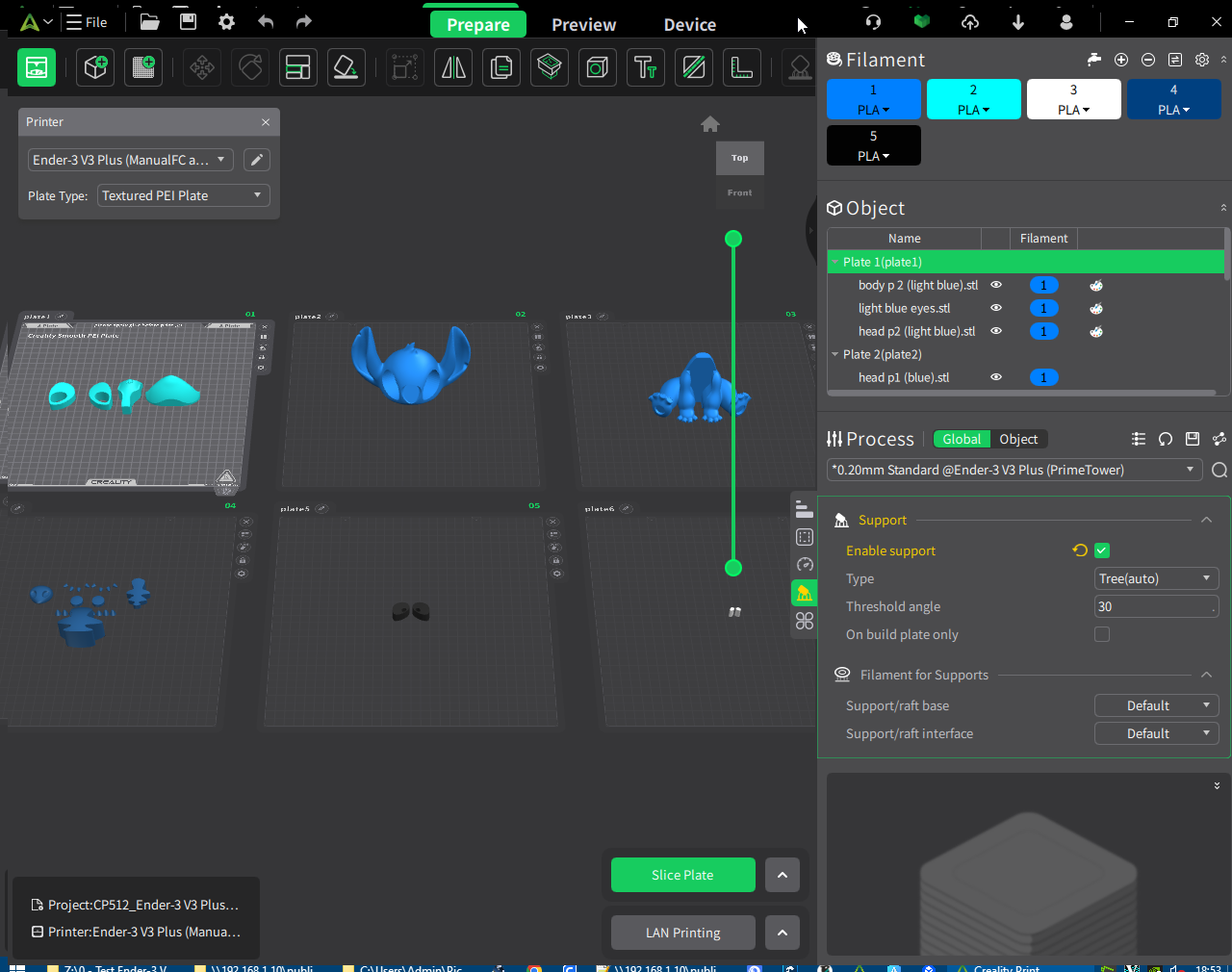
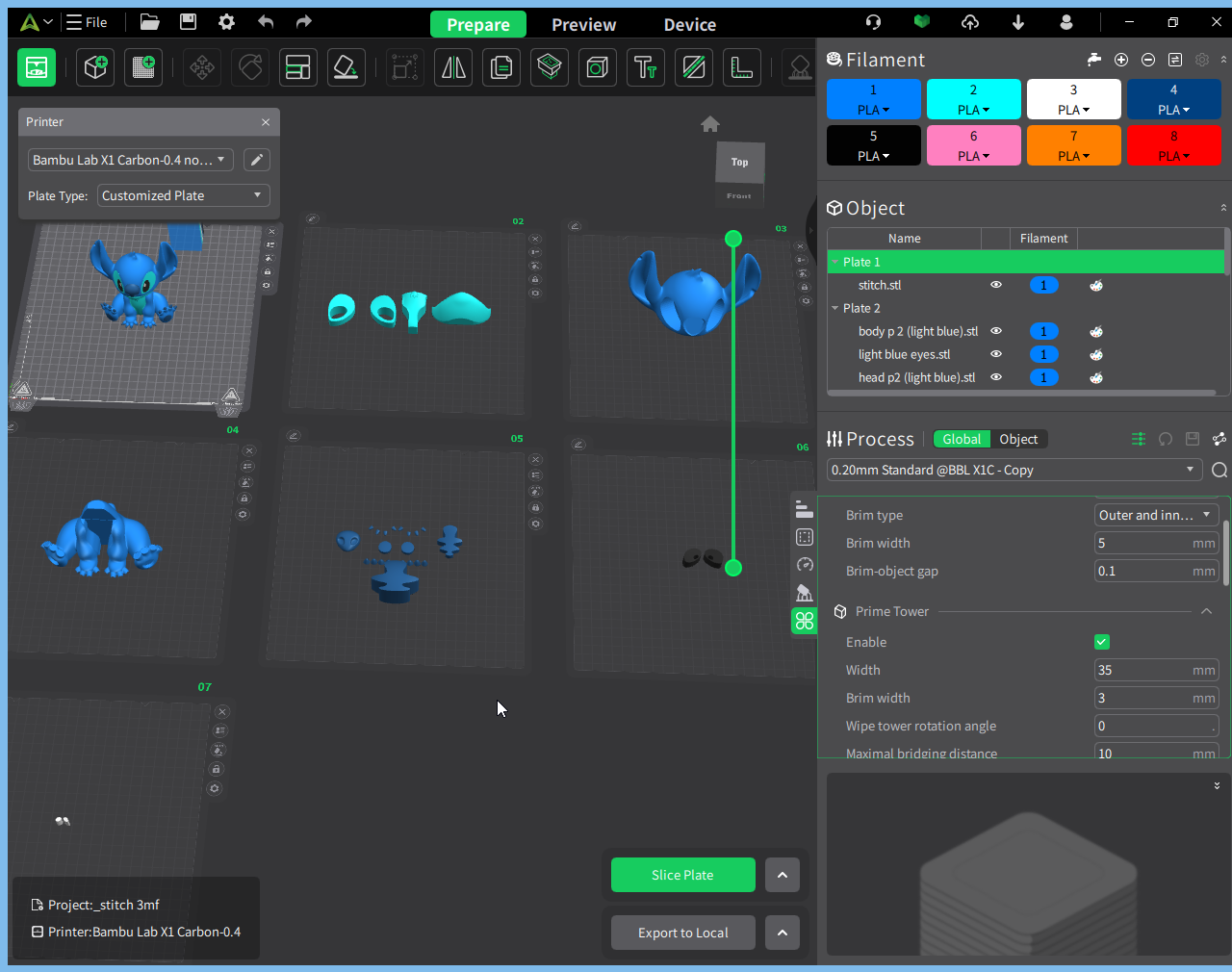
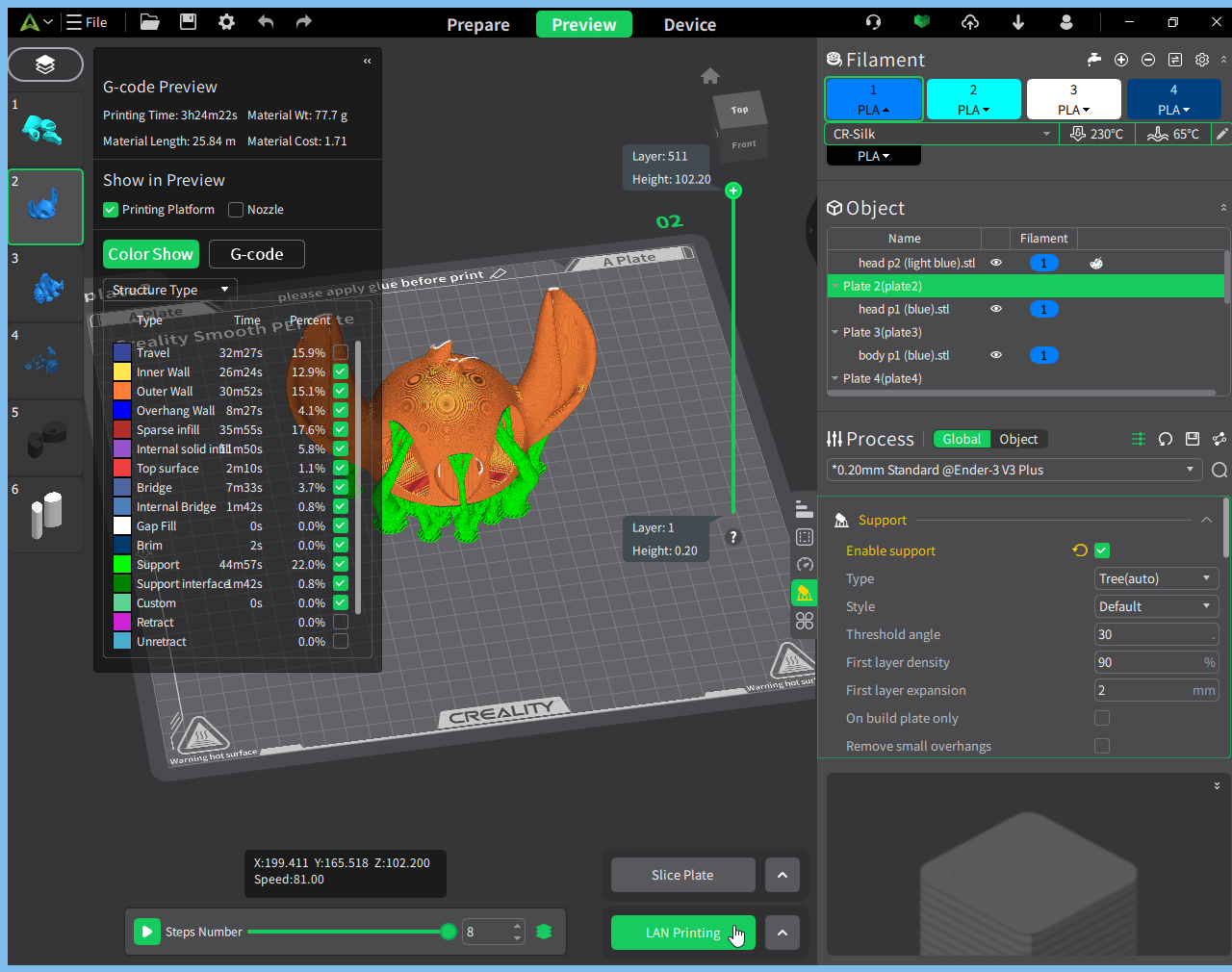
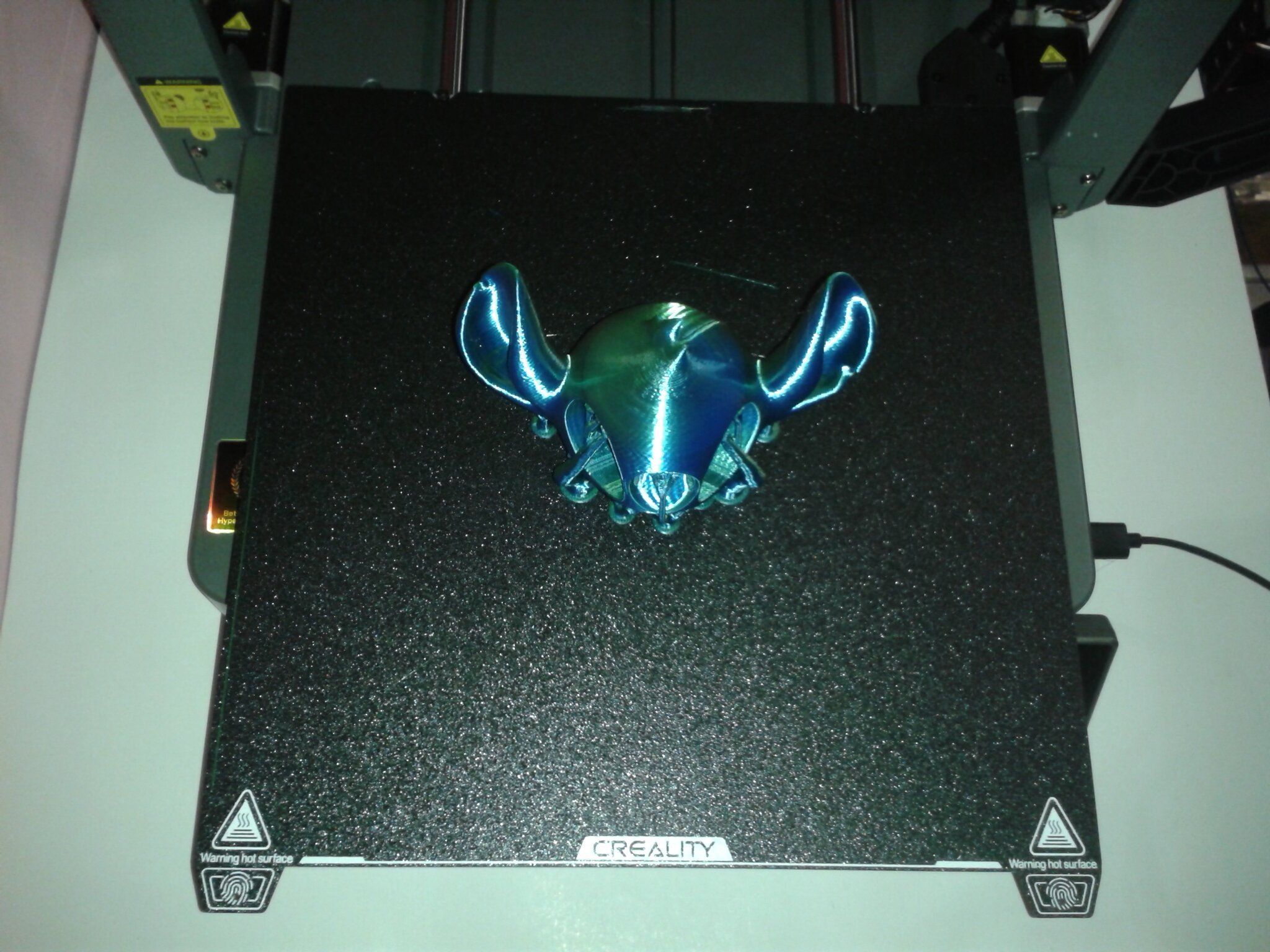
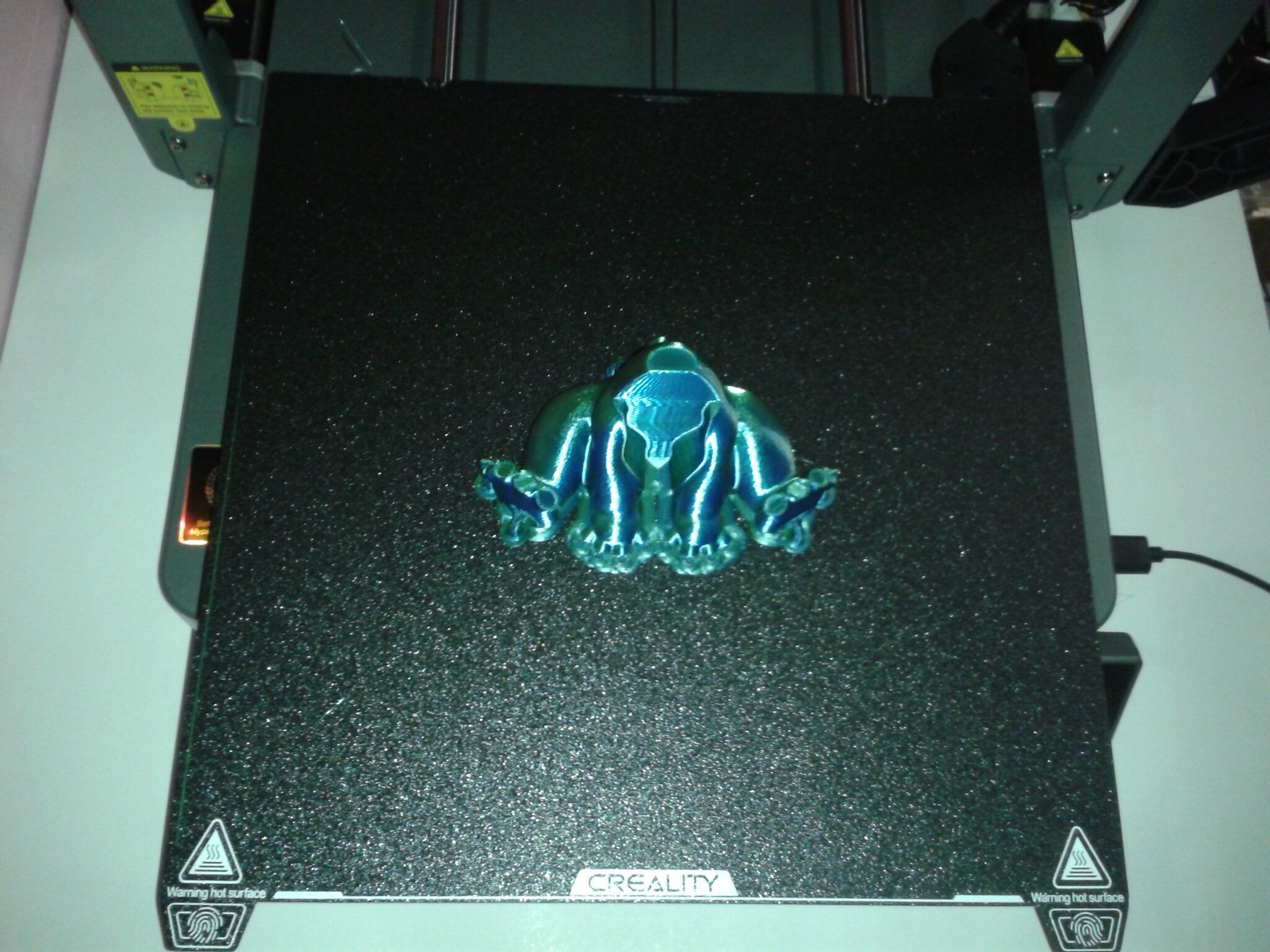
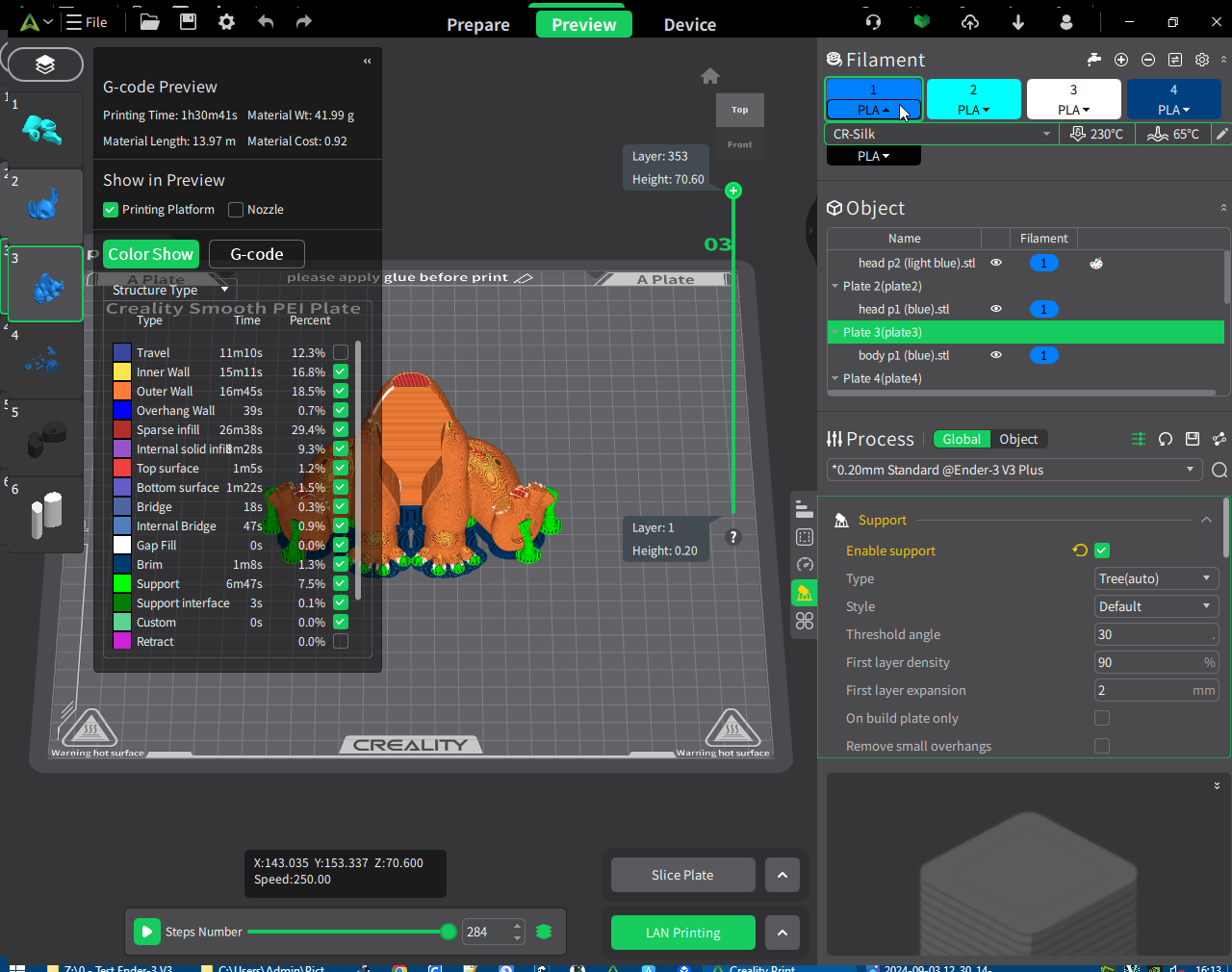
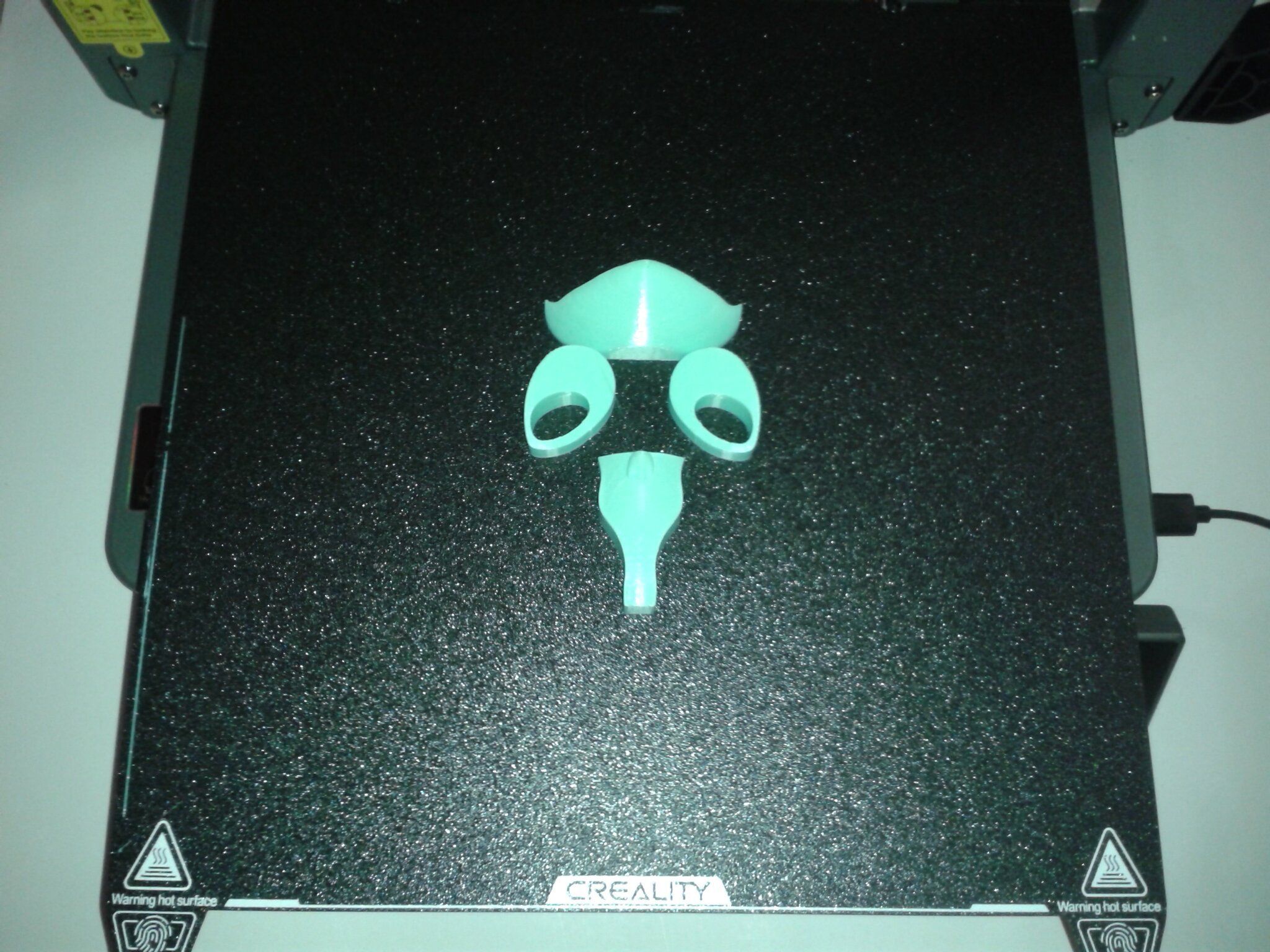
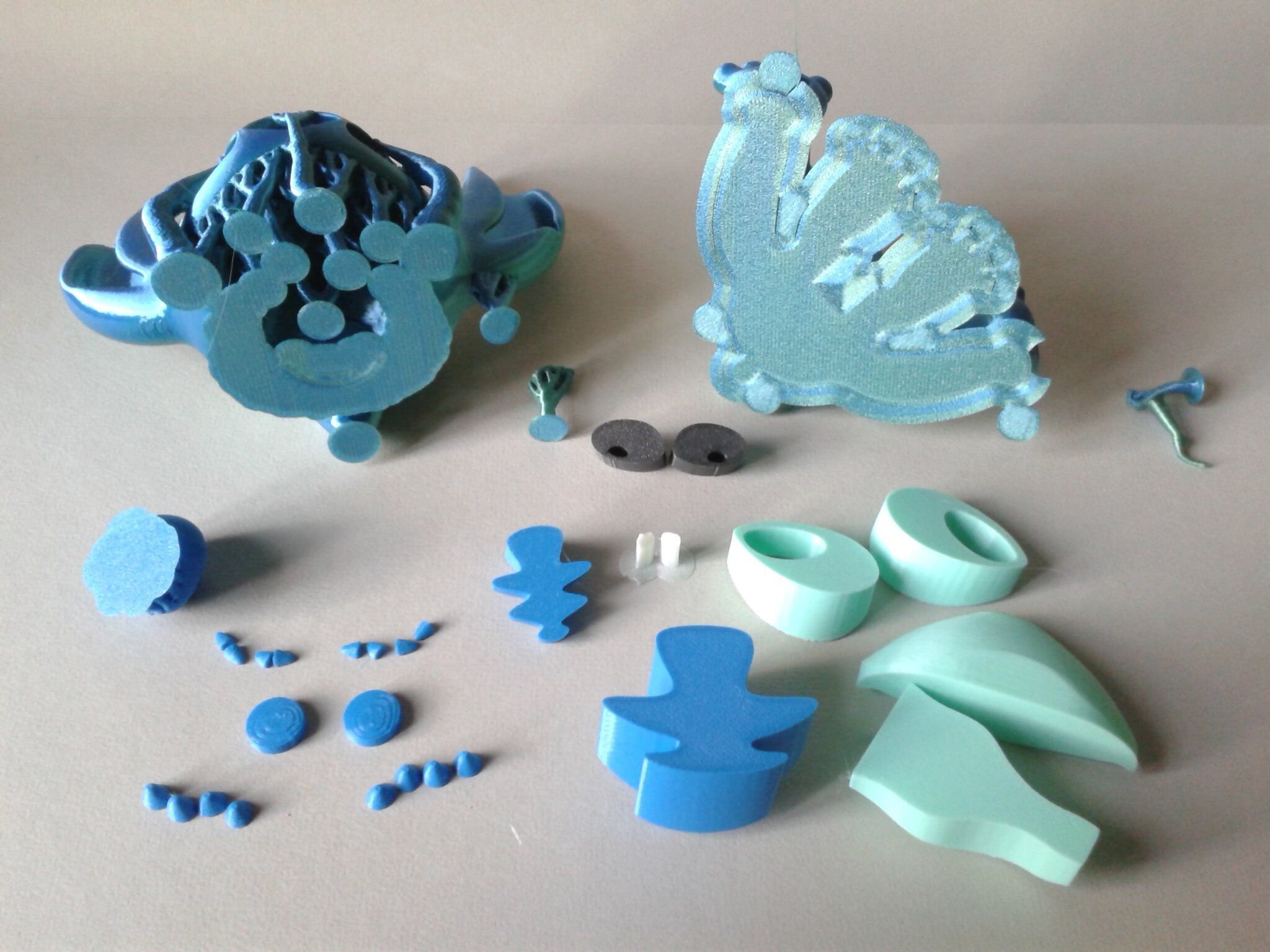
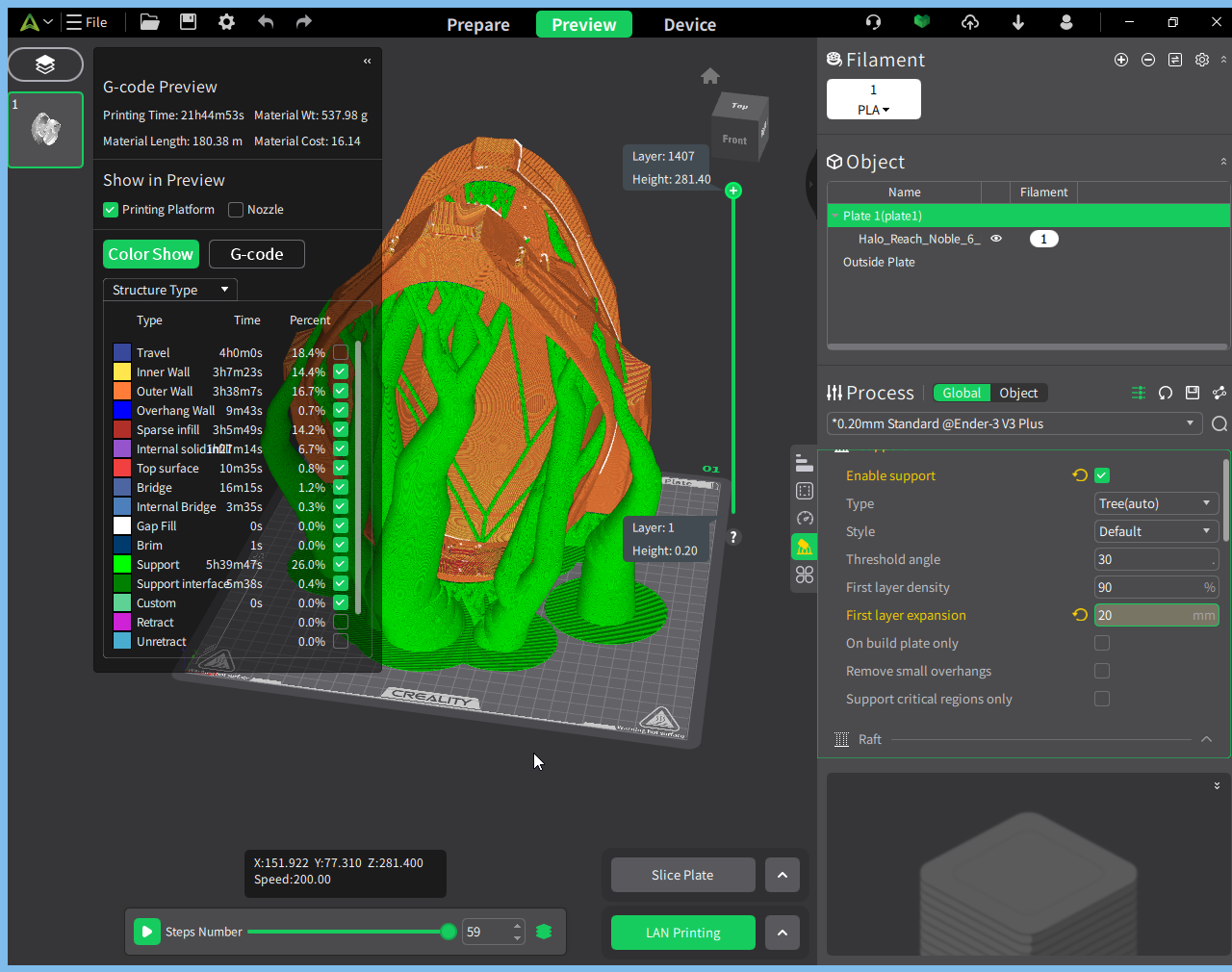
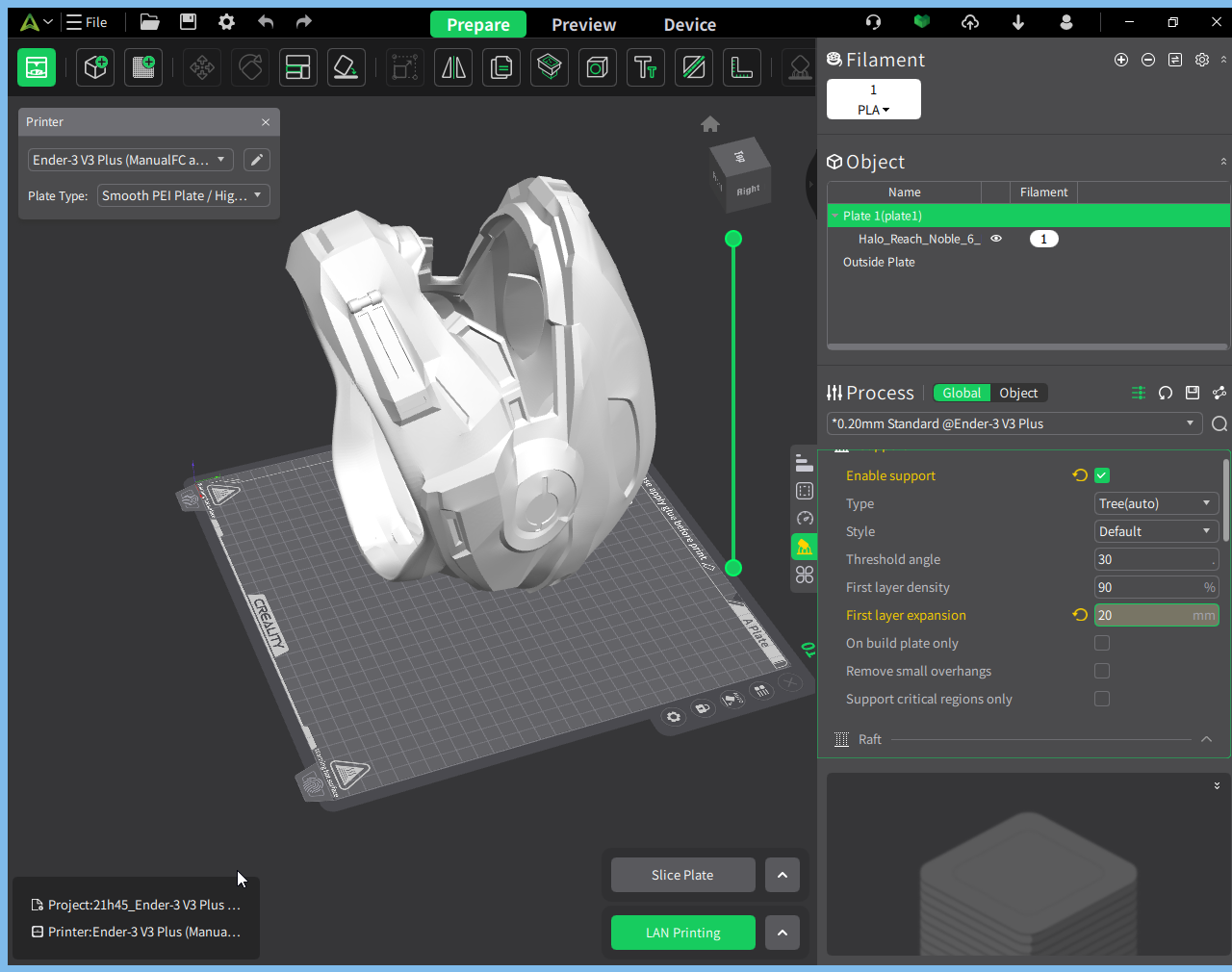
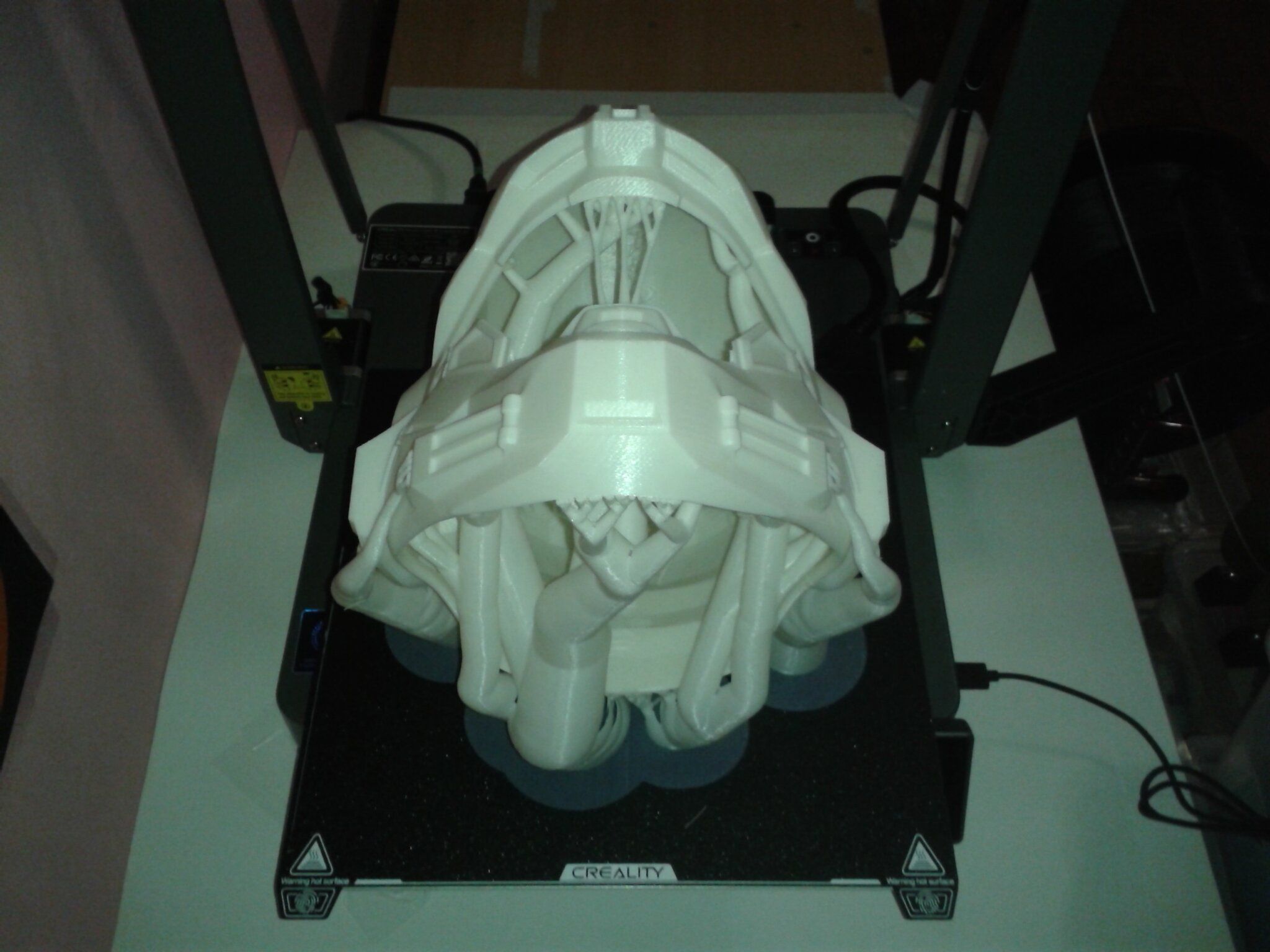
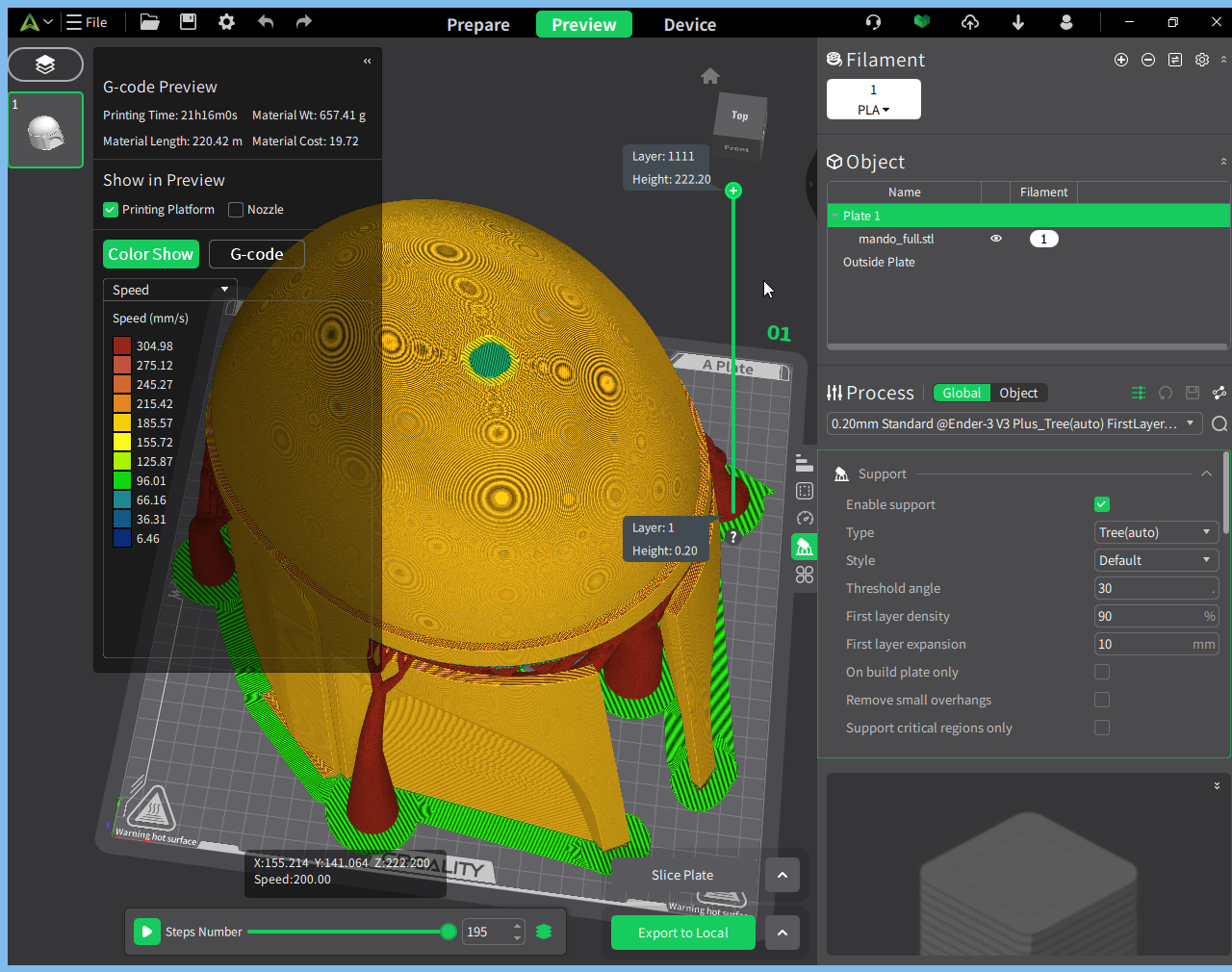
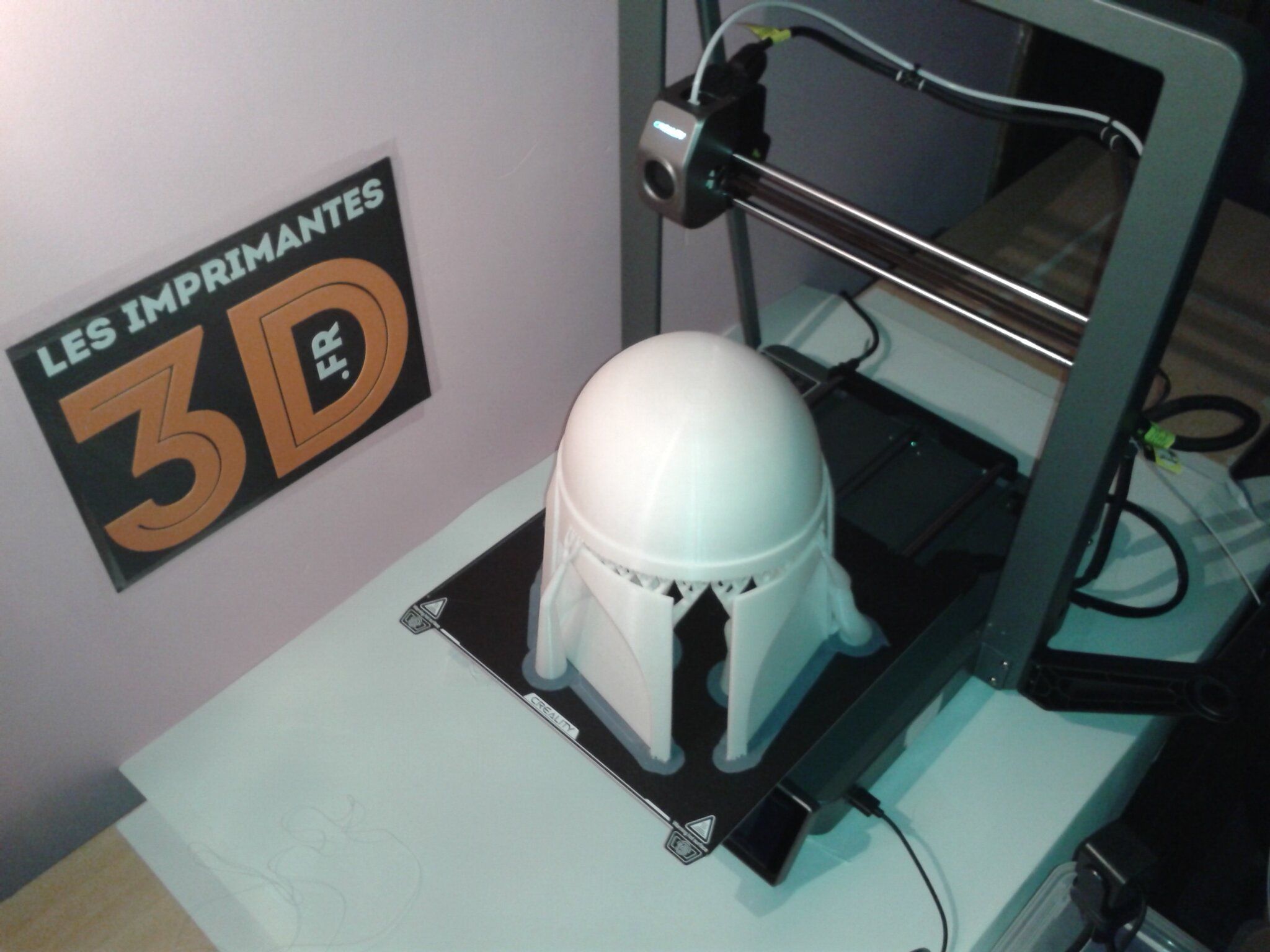
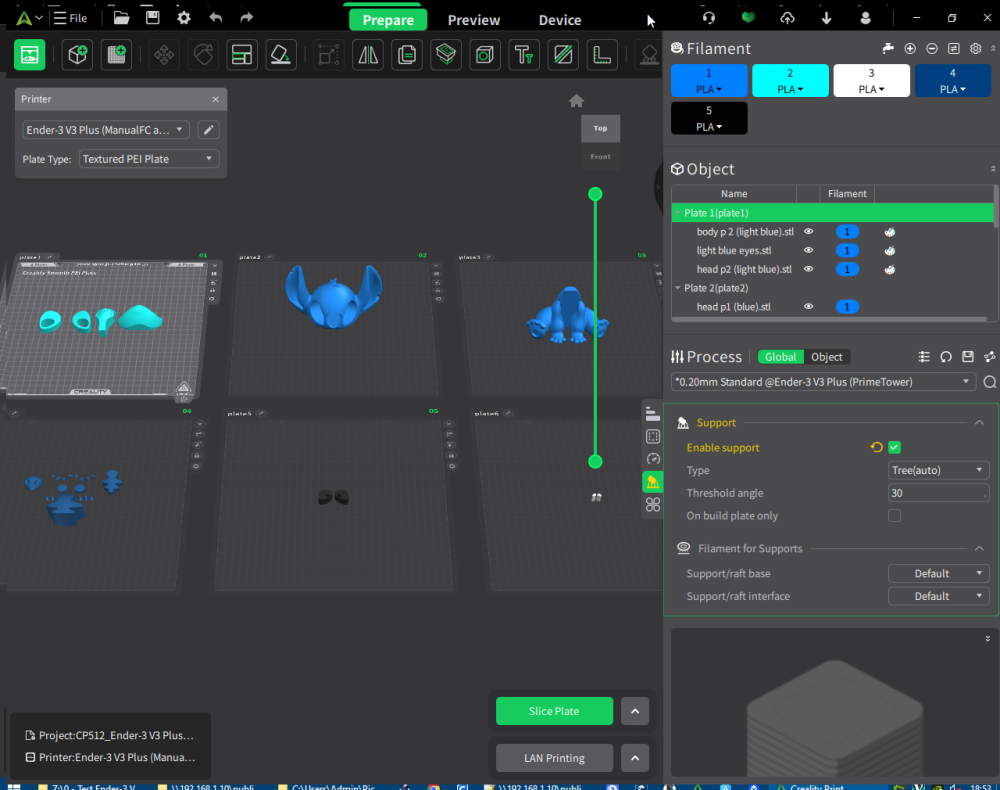
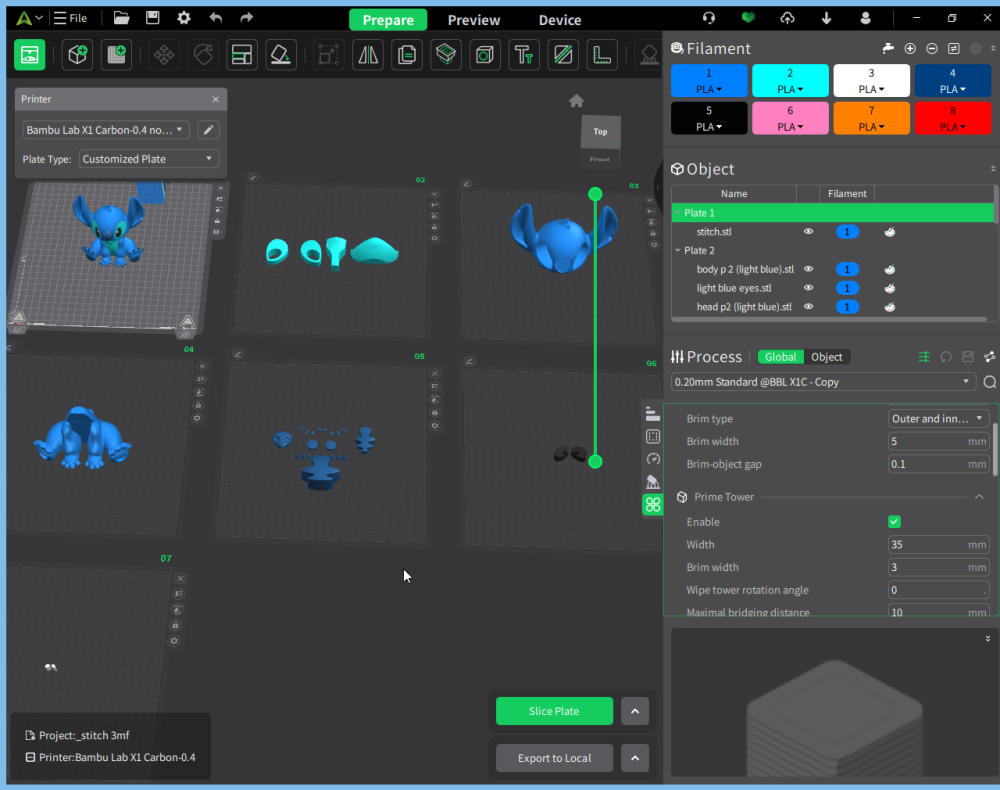
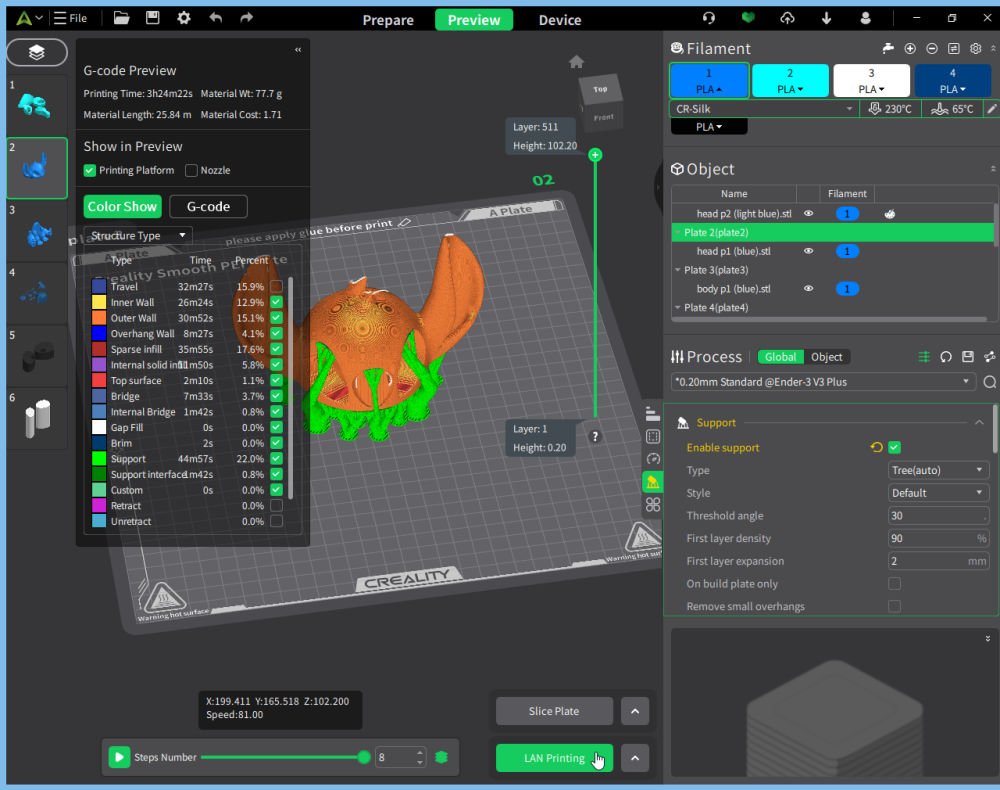
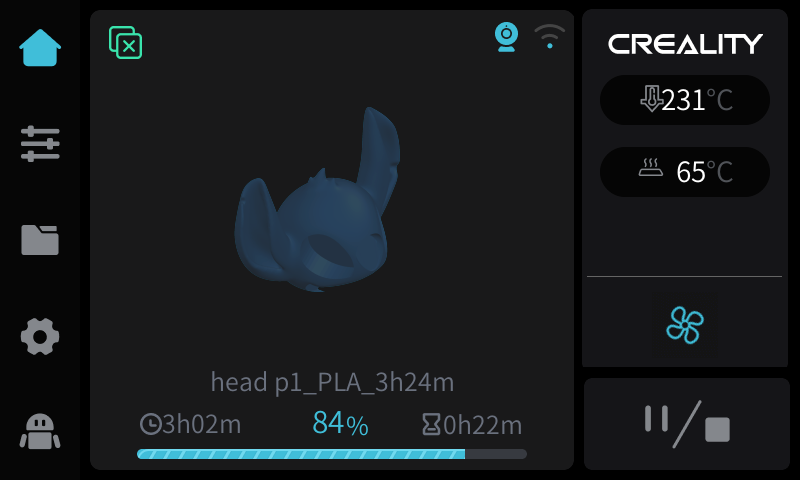
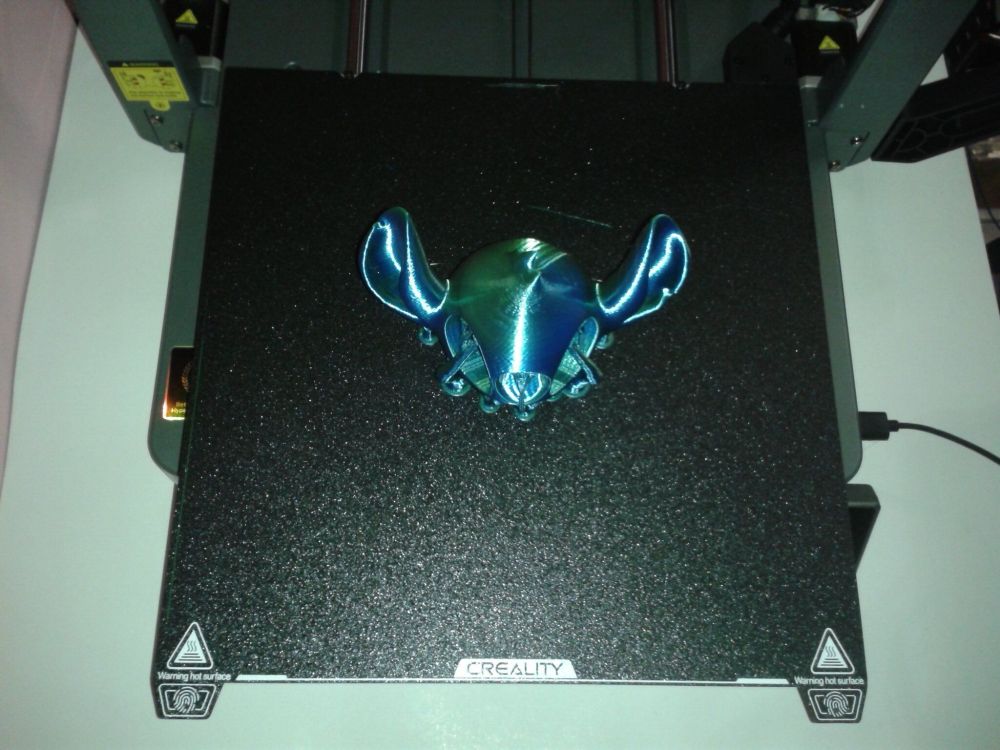
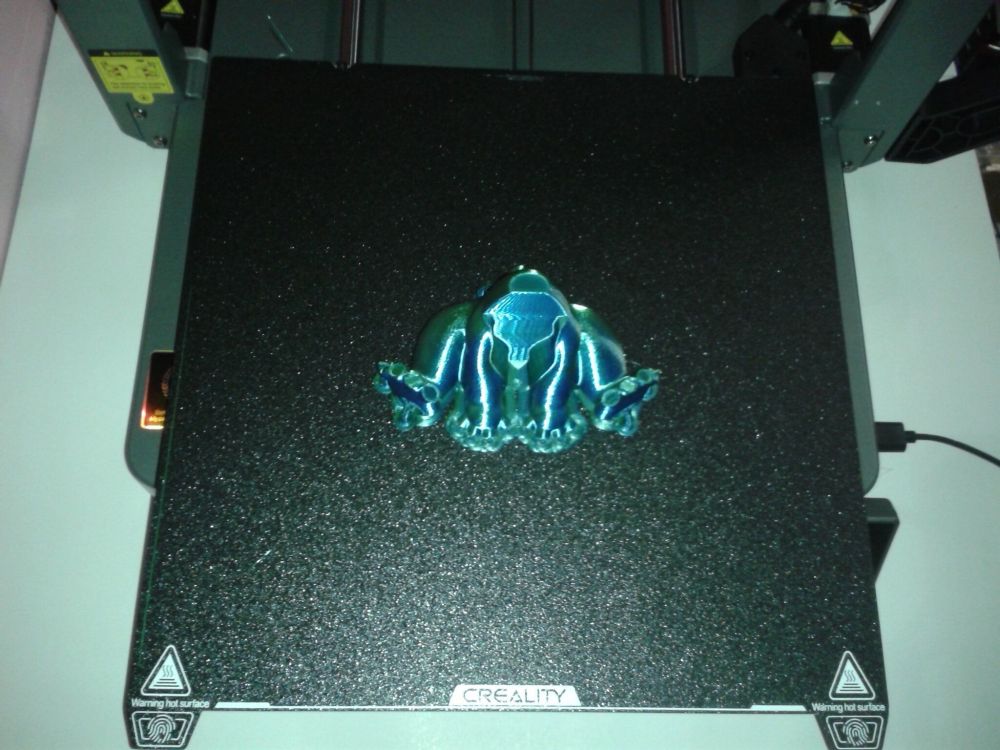
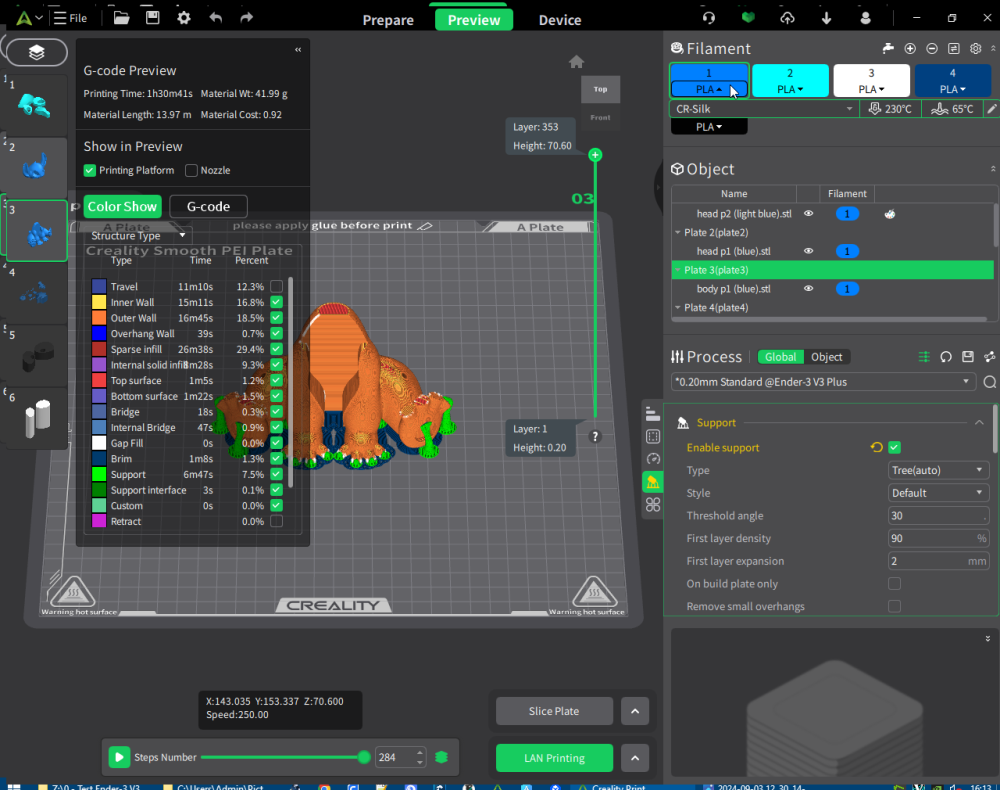
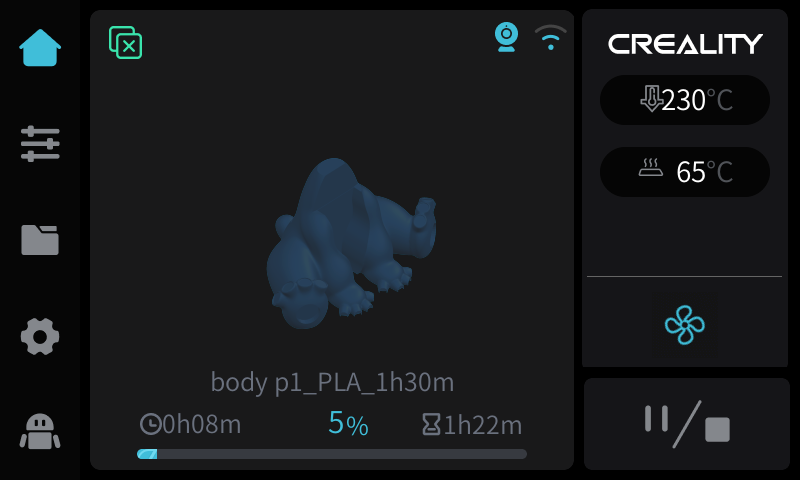
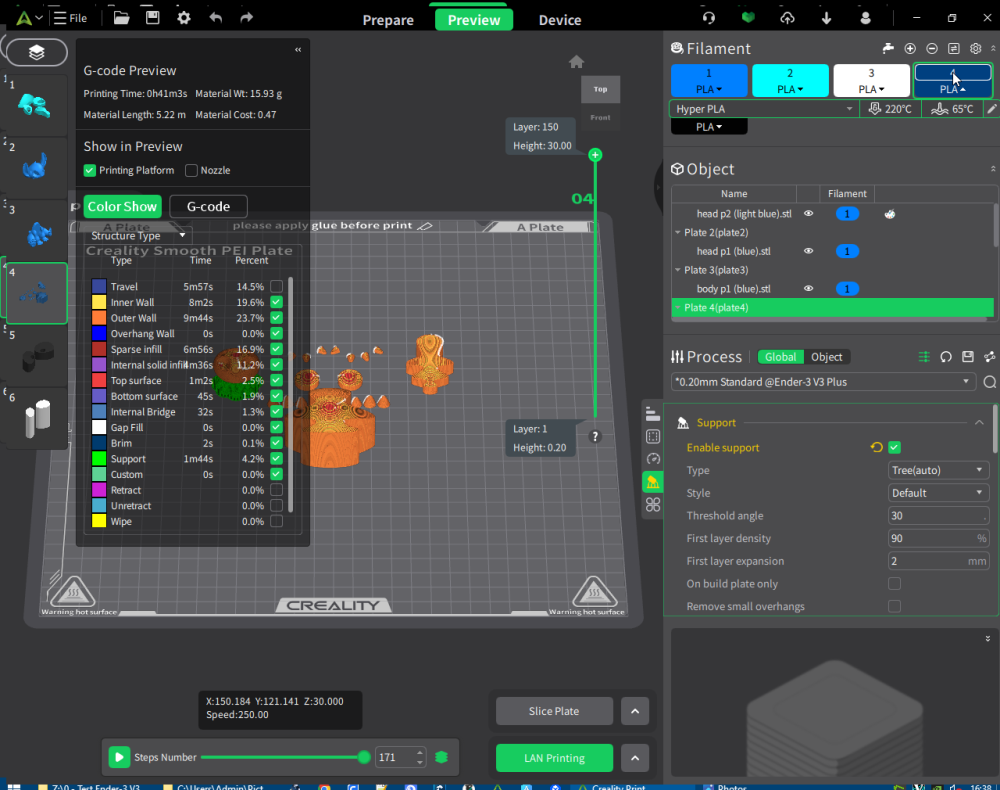
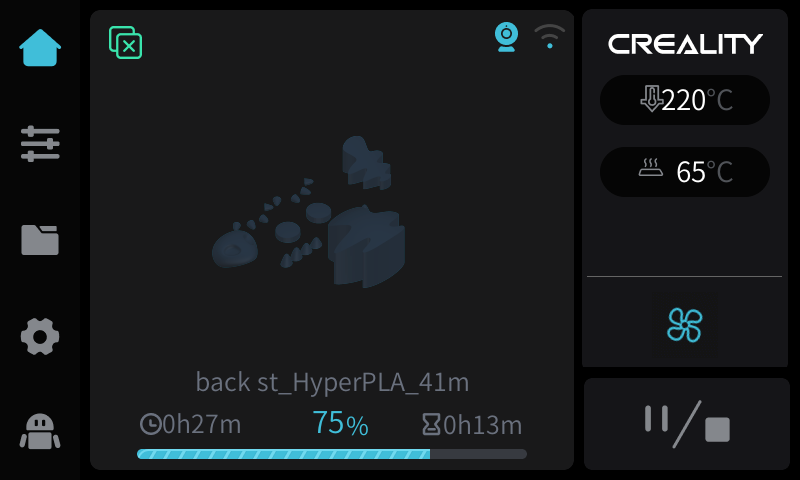
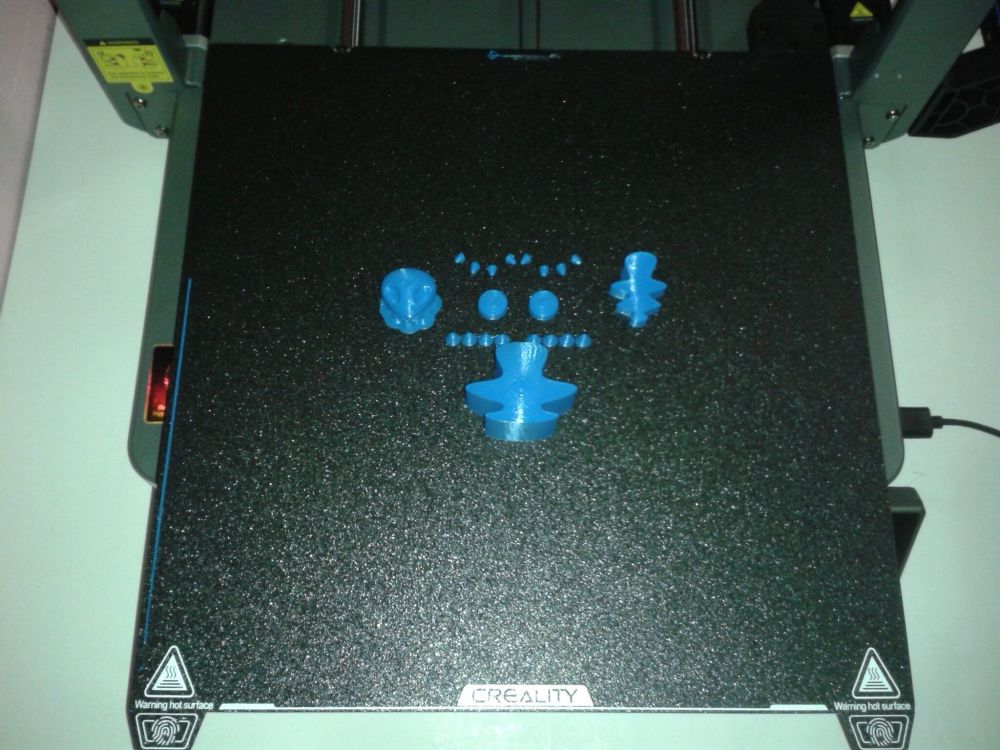
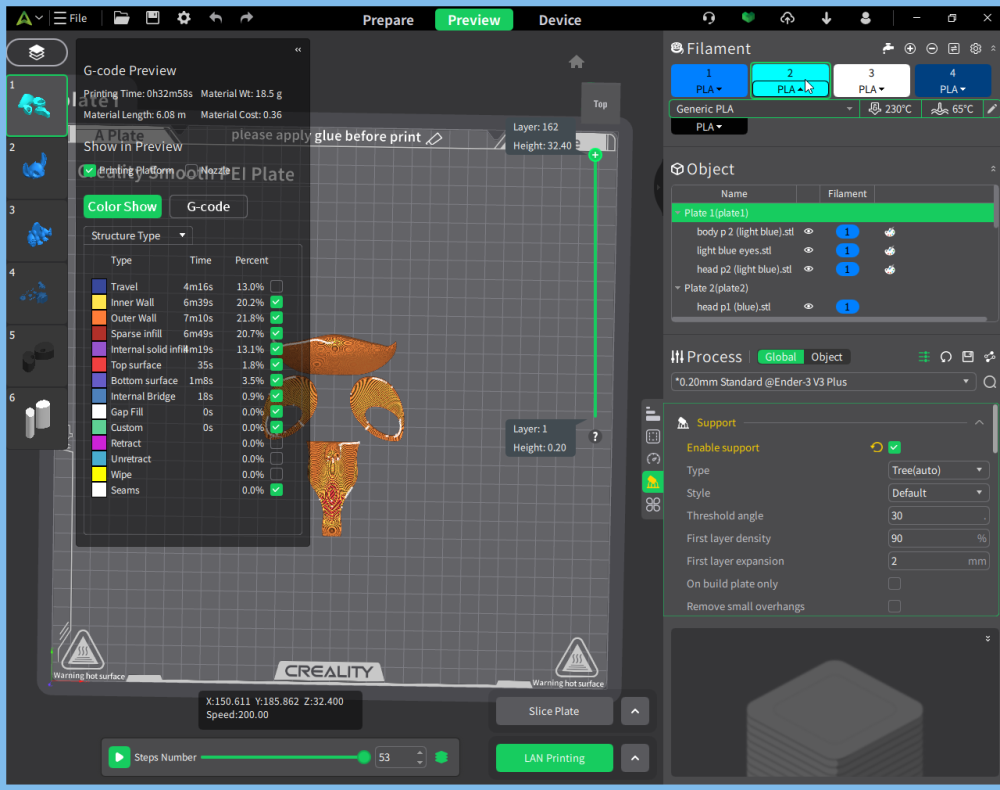
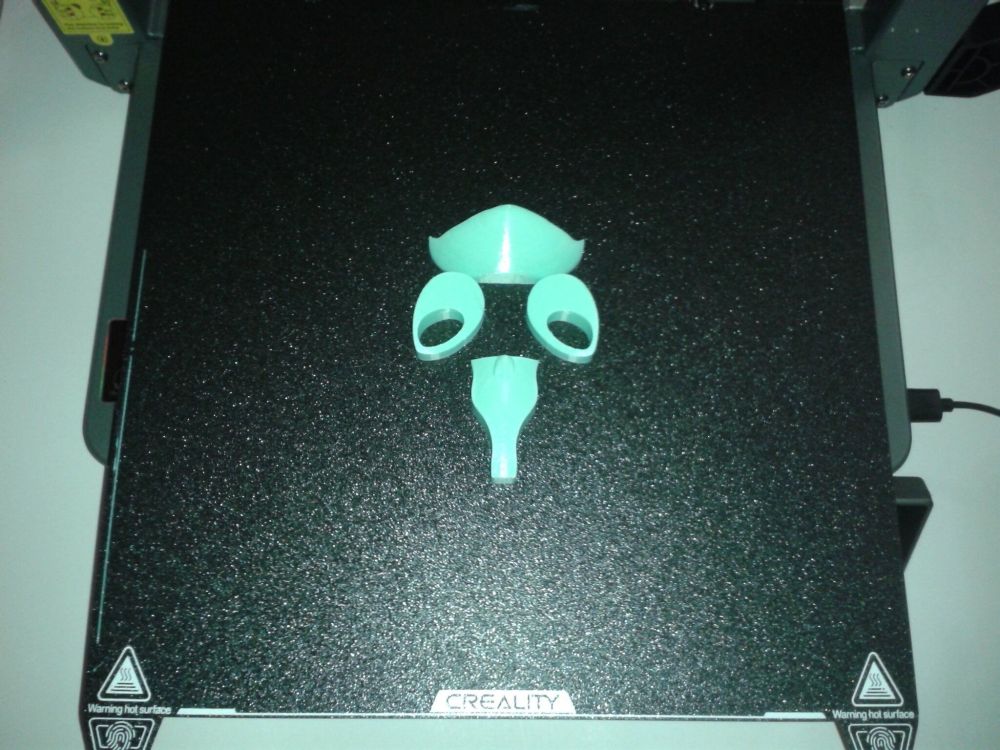
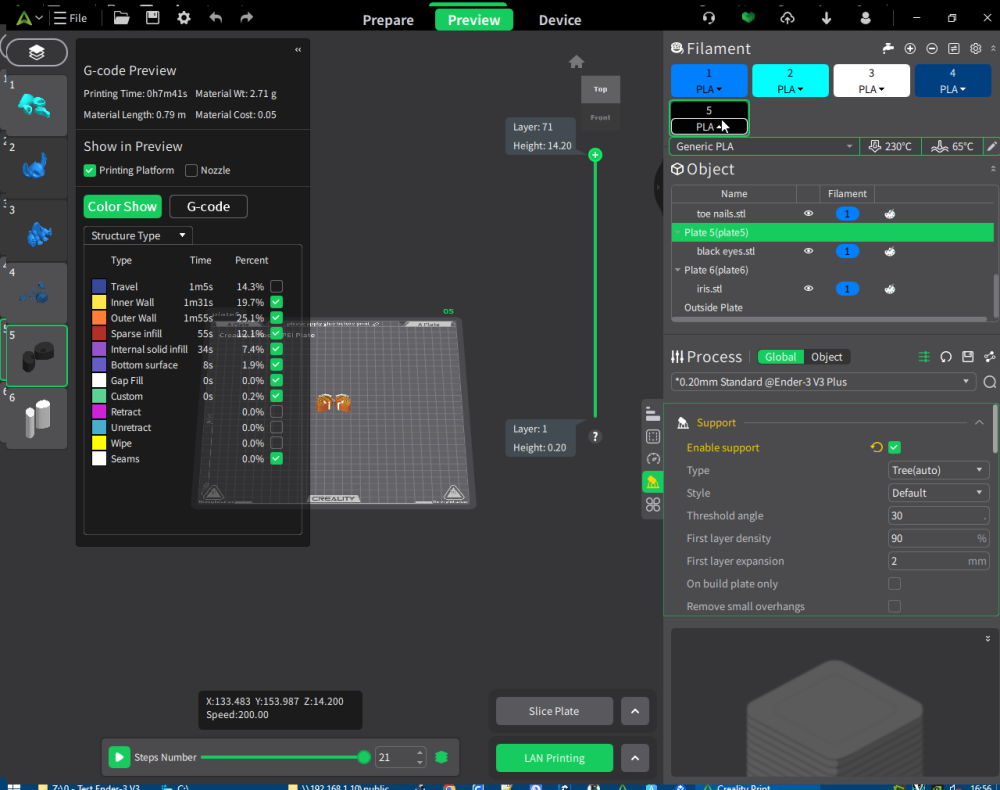
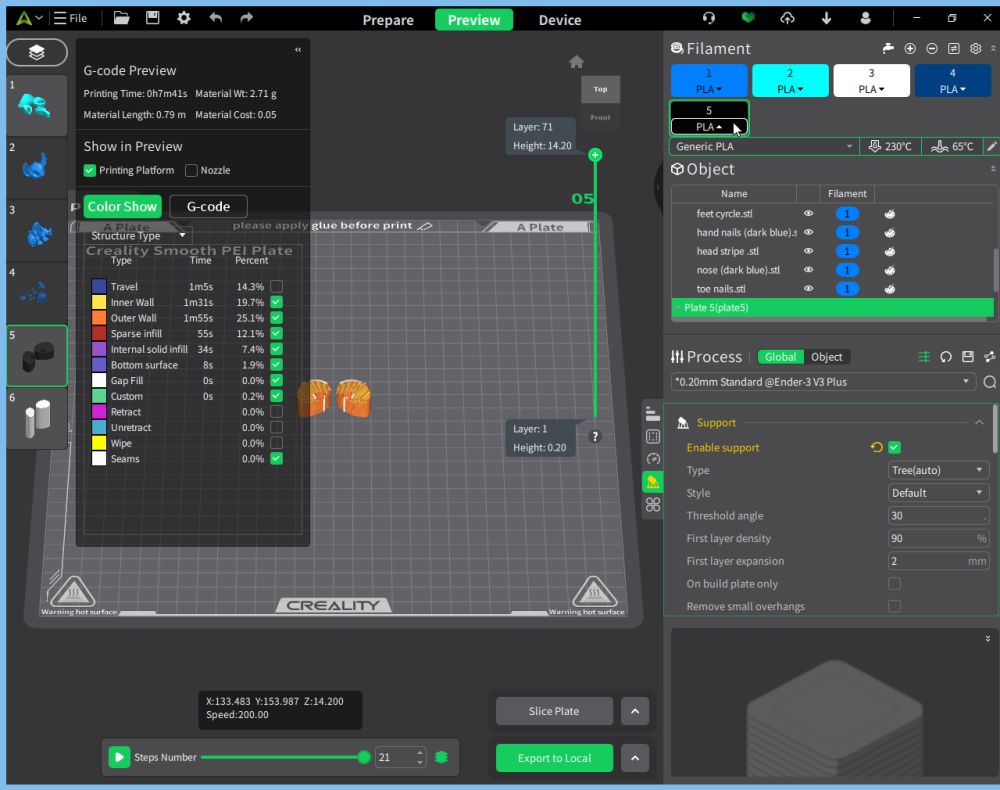
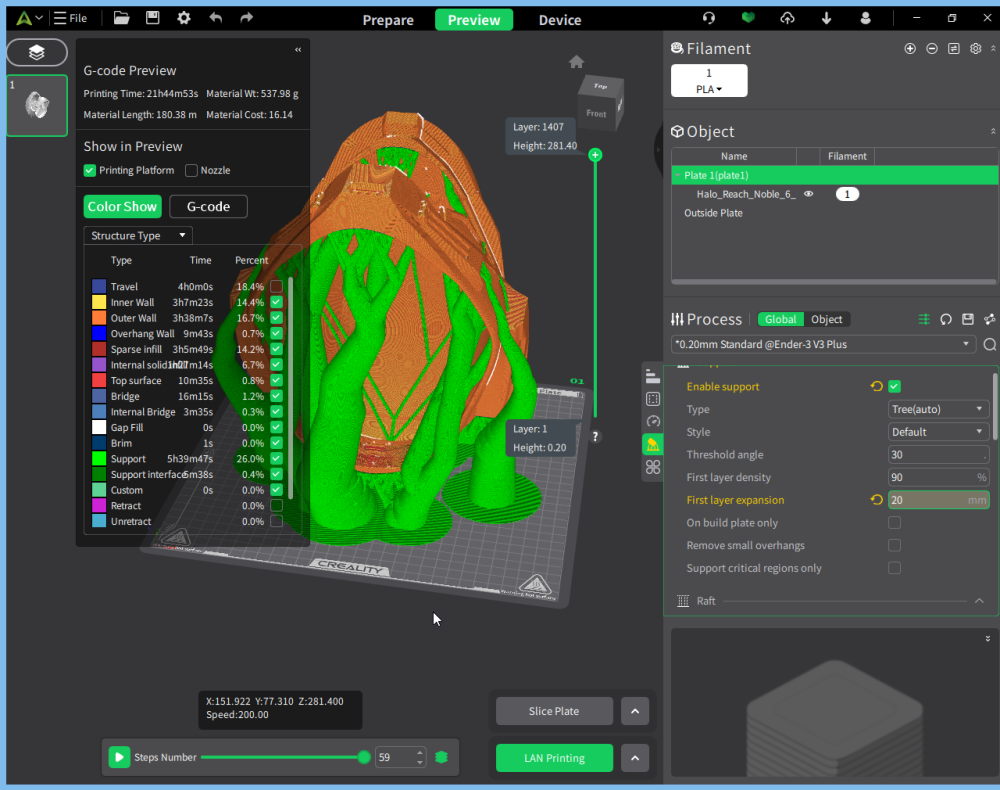
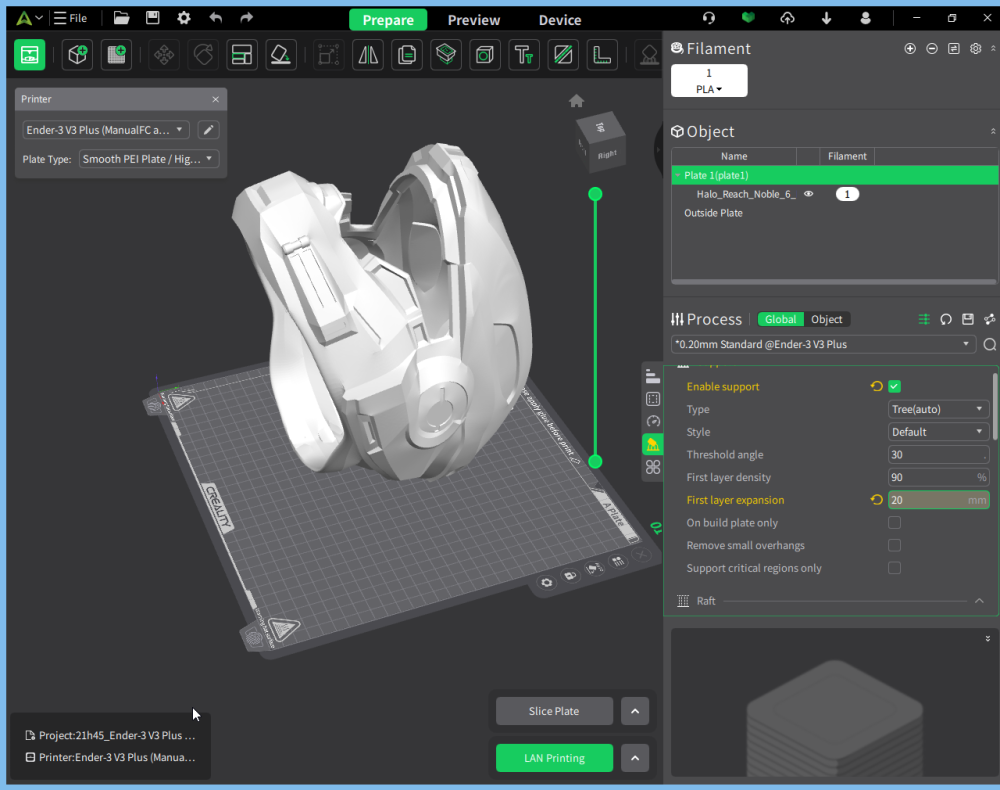
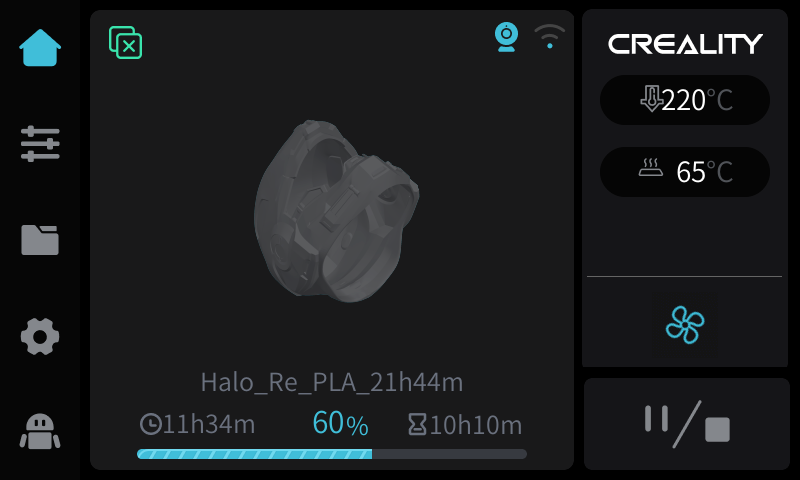
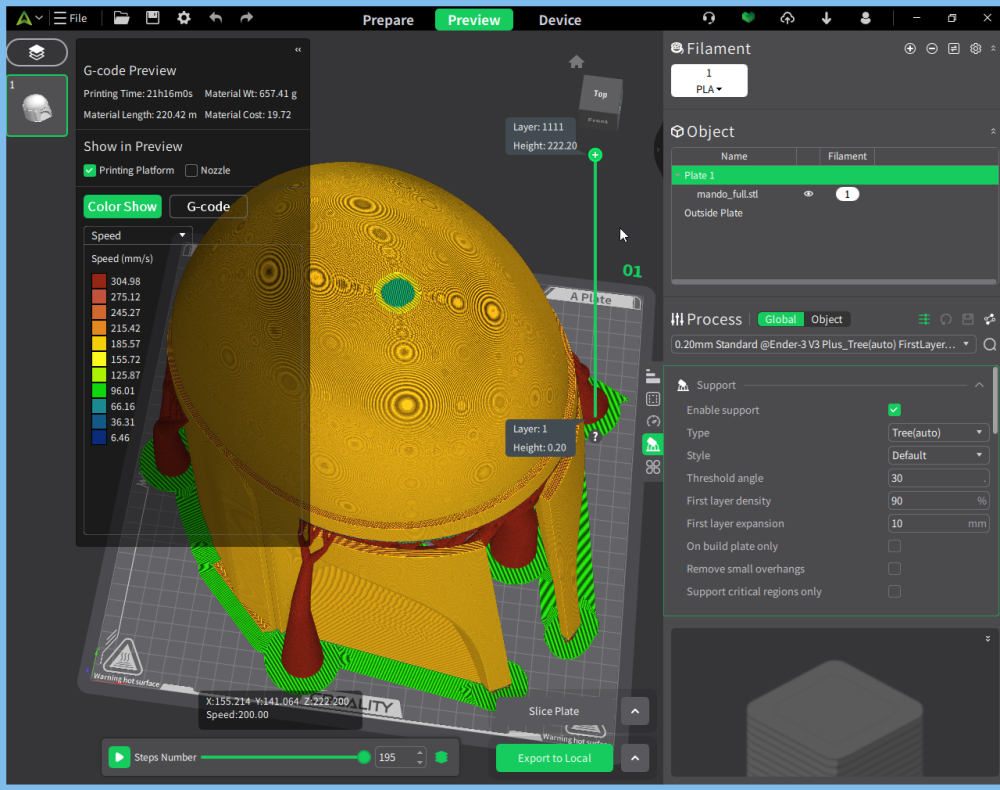
Autres impressions - (Acte II) - PLA "Stitch - Multipart" de "PressPrint" https://www.crealitycloud.com/model-detail/65be9a1428a3f0d2cecf8121 (Payant (~3.5 USD) sauf si Creality Cloud Premium) Filaments > "dark blue" : Hyper PLA Blue Creality "light blue" : EN-PLA+ Jade Green Creality "blue" : CR-Silk Blue-Green Creality (Dual color) "black" : PLA Recyclé ArianePlast "white" : CR-Silk PLA White Creality Je suis partie du projet "_stitch 3mf.3mf" où j'ai effacé le 1er plateau et l'objet sur ce premier plateau (Car cet objet était le modèle entier assemblé en multi couleur), modifié le profil d'imprimante, des filaments et de qualité de tranchage ( Car initialement un projet pour une imprimante Bambu Lab) activé les supports d'impression du profil de qualité d'impression nouvellement sélectionné. supprimé les filaments non utilisés échelle 100% (non modifié, car si augmenté pour utiliser le maximum de la surface d'impression cela devenait un projet gourmand en filaments et temps d'impression ... ) Pour arriver à // À FAIRE > Terminer les collages et photos du résultat "halo helmet" de "Genesis San Pedro" https://www.crealitycloud.com/model-detail/619717938f5f262859f45d1a Fichier : Halo_Reach_Noble_6_Helmet.stl Échelle : 100% ( A Posteriori, il s'agit d'une version pour un enfant, et je ne peux pas y passer ma "grosse" tête d'adulte. J'aurais dû chercher à augmenter l'échelle ) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : Hyper PLA White Creality (~180.39 m) Durée d'impression : 23 h 44 min "The Mandalorian helmet" de "kunningking23" https://www.crealitycloud.com/model-detail/633221b1f3c0a928fa31004d Fichier : mando_full.stl (234.97 x 249.94 x 257.64 mm, 19.66MB) Échelle : 100% ( Il est un peu juste, mais avec le bon angle et rotation, j'arrive à y passer ma tête d'adulte sans trop forcer sur mes pommettes ...) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : Hyper PLA White Creality (~220.43 m) Durée d'impression : 23 h 57 min


















































 1 point
1 point -
je trouve tes sachets très cher (rapport poid / prix) perso j'ai pris un seau de 2kilo (4 fois ce que tu compte prendre) https://www.amazon.fr/dp/B098SZCS5Q?ref=ppx_yo2ov_dt_b_fed_asin_title1 point
-
le plateau noir original de chez Qidi n'était pas bien fameux non plus ... noir c'est noir il n'y a plus d'espoir1 point
-
Configuration Klipper (Firmware v1.2.3.8) /usr/data/printer_data/config/printer.cfg /usr/data/printer_data/config/sensorless.cfg /usr/data/printer_data/config/gcode_macro.cfg /usr/data/printer_data/config/printer_params.cfg1 point
-
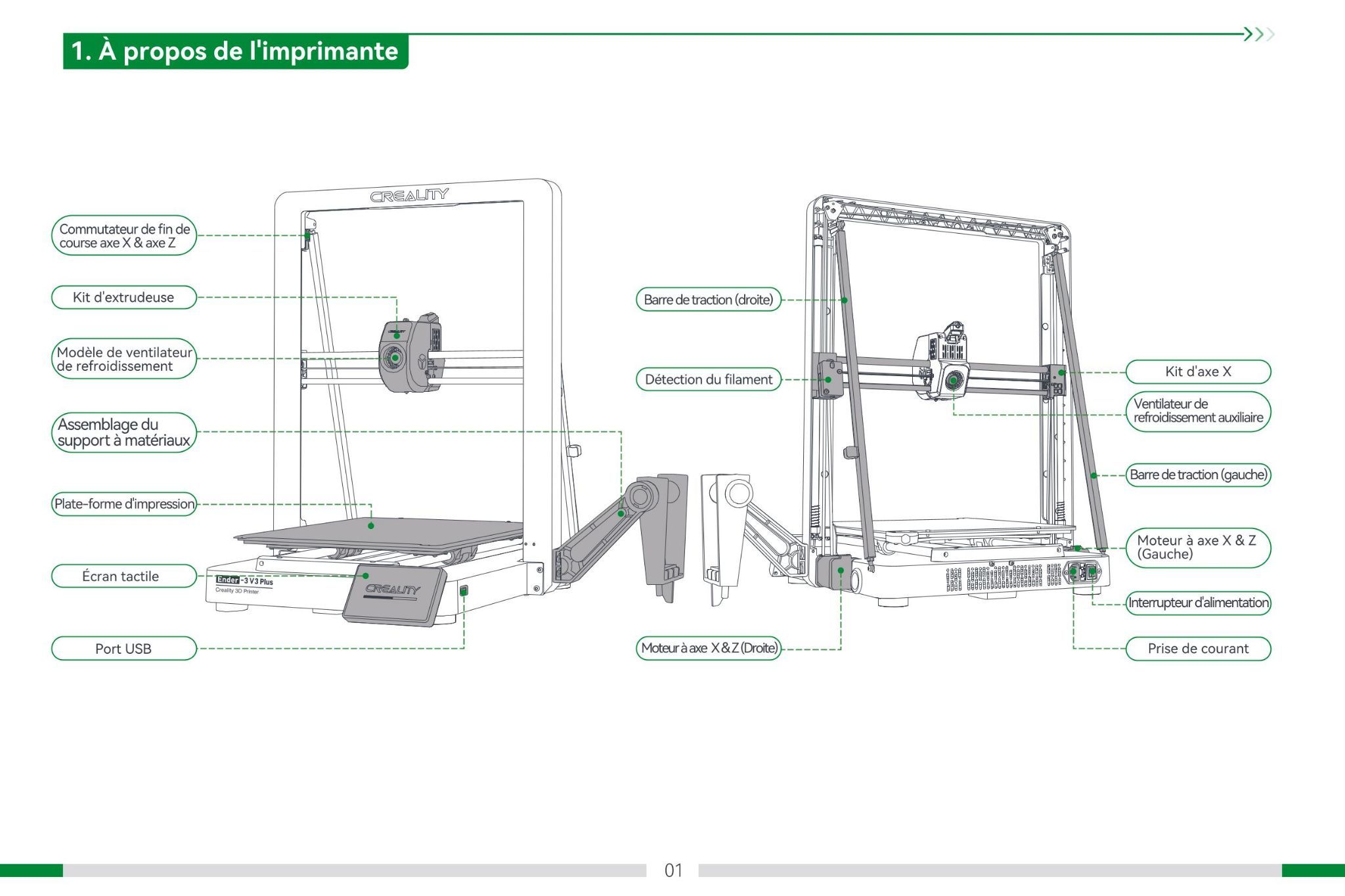
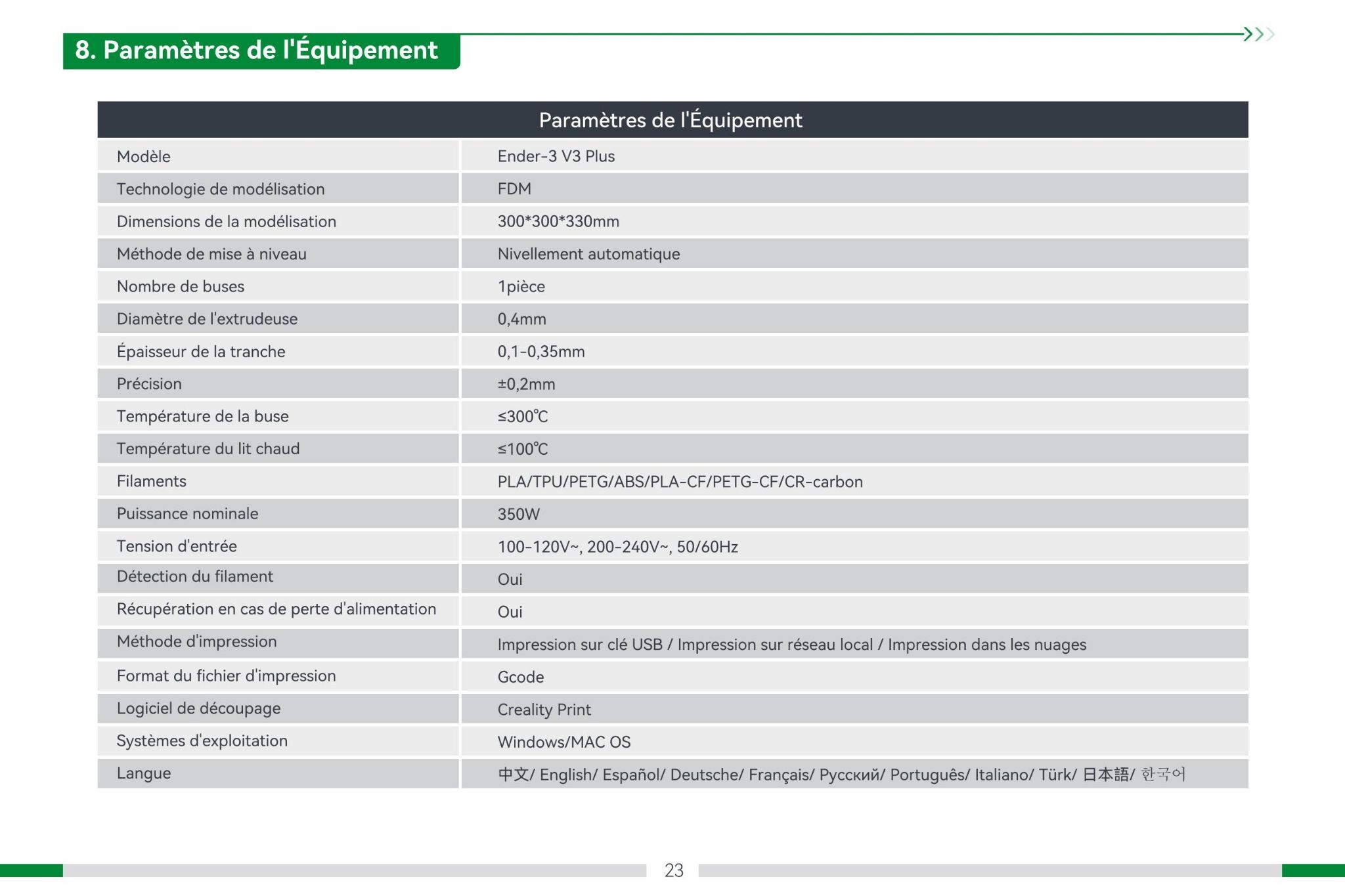
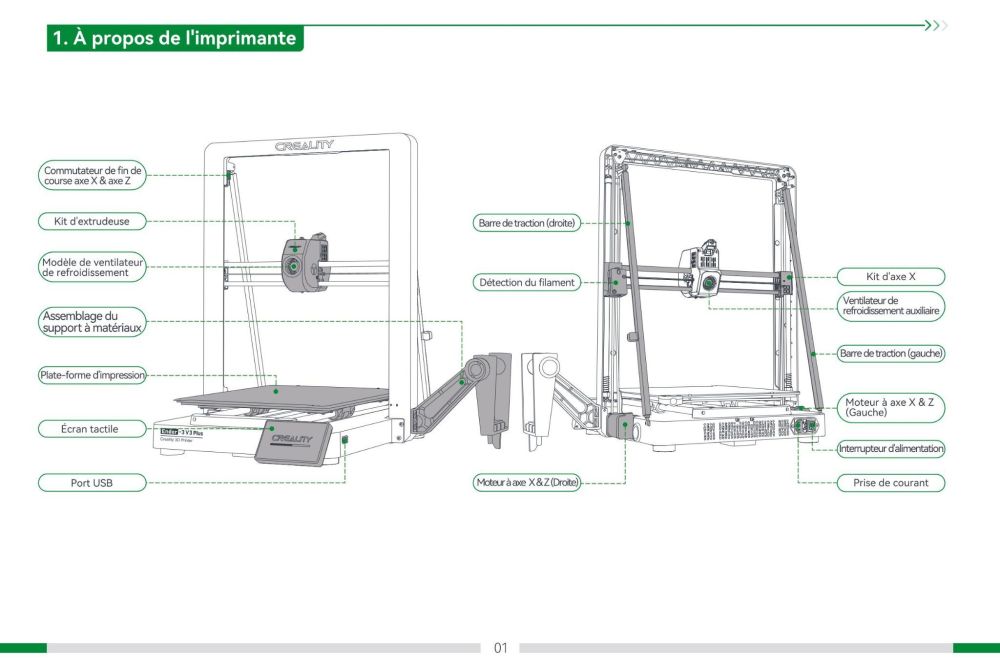
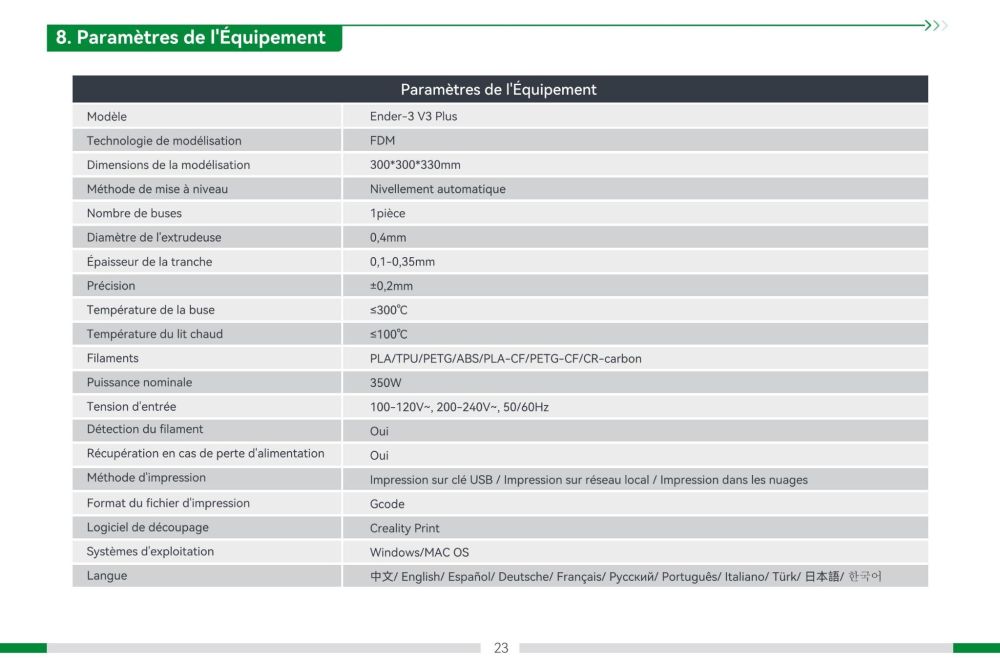
Spécifications Extrait du fichier "Ender-3 V3 Plus-SM-002_User Manual(FR).pdf" sur la clé USB fournie Dans le tableau suivant, les éléments en gras sont ce qui diffère de la "Ender-3 V3 (core XZ)" tout cours. Technologie FDM Volume maximal d'impression (LxPxH) 300 x 300 x 330 mm Compensation de résonances Oui (2 “G-sensor” inclus, de type ADXL345, intégrés dans la tête d’impression et sous le plateau) Température de la buse ≤ 300°C Température du plateau chauffant ≤ 100°C Nivèlement automatique Calibration automatique du Z-Offset et leveling automatique du plateau grâce à un système avec quatre capteurs de pression (jauge de contrainte et déformation) sous le plateau Motorisation Axe Y deux moteurs de 500 mN.m déplacement plateau le long de deux tiges linéaires robustes Sortie de couple de crête 1000 mN. m Écran de contrôle 4.3 pouces tactile HD 800 × 480 px, 216,97 PPI (cet écran n’est pas un “Nebula Pad” comme sur les Ender-3 V3 KE ou CR-10 SE) Carte-mère 32 bits, avec une mémoire interne eMMC de 8Go ( ~5.8 Go disponible) et des contrôleurs de moteur pas a pas TMC2209 Vitesse maximale d’impression (un trait de) “≤ 600 mm/s” Pour espérer arriver à ces pointes de vitesse, en plus d’ajuster le débit volumétrique maximum et les vitesses d’un profil matériaux sous Creality Print, il vous faudra un filament dit “haute vitesse” comme du “Hyper PLA Creality“ Vitesse typique d’impression 300 mm/s Connectivité Wi-Fi, 1 seul port USB Type A (vers l’avant du côté droit de la base de l’imprimante) Accélération ≤ 20000 mm/s² Format fichier d’impression G-code (fichier d’extension “.gcode”) Précision d’impression ± 0.2 mm (200 microns) Précision de positionnement sur l'axe Z ≤15㎛ Possibilité de reprise sur coupure de courant Oui (Testé et fonctionnel Firmware v1.2.3.8) Hauteur de couche De 0.1 à 0.35 mm (recommandée avec une buse de 0.4 mm) Capteur de fin de filament Oui, par défaut (peut-être désactivé en le débranchant) Diamètre des filaments 1.75 mm Caméra En option, “Nebula Camera” à connecter sur le port USB Type-A sur le côté droit de la base de l’imprimante. Transfert de fichier Clé USB / WLAN / Creality Cloud Tension nominale 100-120 V~, 200-240 V~, 50/60 Hz Puissance nominale 350W Surface plateau d’impression 31 x 31,5 (+1,5) cm (L x P, surface utilisable 30 x 30 cm) Type de surface d’impression Plaque flexible avec un revêtement texturé “PEI” sur une seule face Logiciel de découpage Creality Print (pour un profil de la Ender-3 V3 Plus pour Orca Slicer, voir ici) Type de buse “Licorne” (“Unicorn”), buse à remplacement “rapide” (mais pas de “Hot Swap” de l’ensemble de la partie chaude), avec un nez de buse en acier trempé et intégrée avec Brise-Chaleur/Heatbreak Formats de fichiers pour le découpage STL, OBJ, 3MF Extrudeuse “Nouvelle extrudeuse à entraînement direct à grande vitesse” Matériaux supportés PLA, TPU(95A), PETG, ABS, PLA-CF, PETG-CF, CR-carbon Mais comme elle n’a pas d’enceinte fermée, il vous faudra un caisson pour l’ABS (exemple) Dimensions de l’imprimante 410 x 445 x 577 cm Poids net 11.5 kg Langues de l’interface utilisateur 中文/English/Deutsch/Español/Français/Italiano/Português/Русский/Turkish/日本語/한국어
 1 point
1 point -
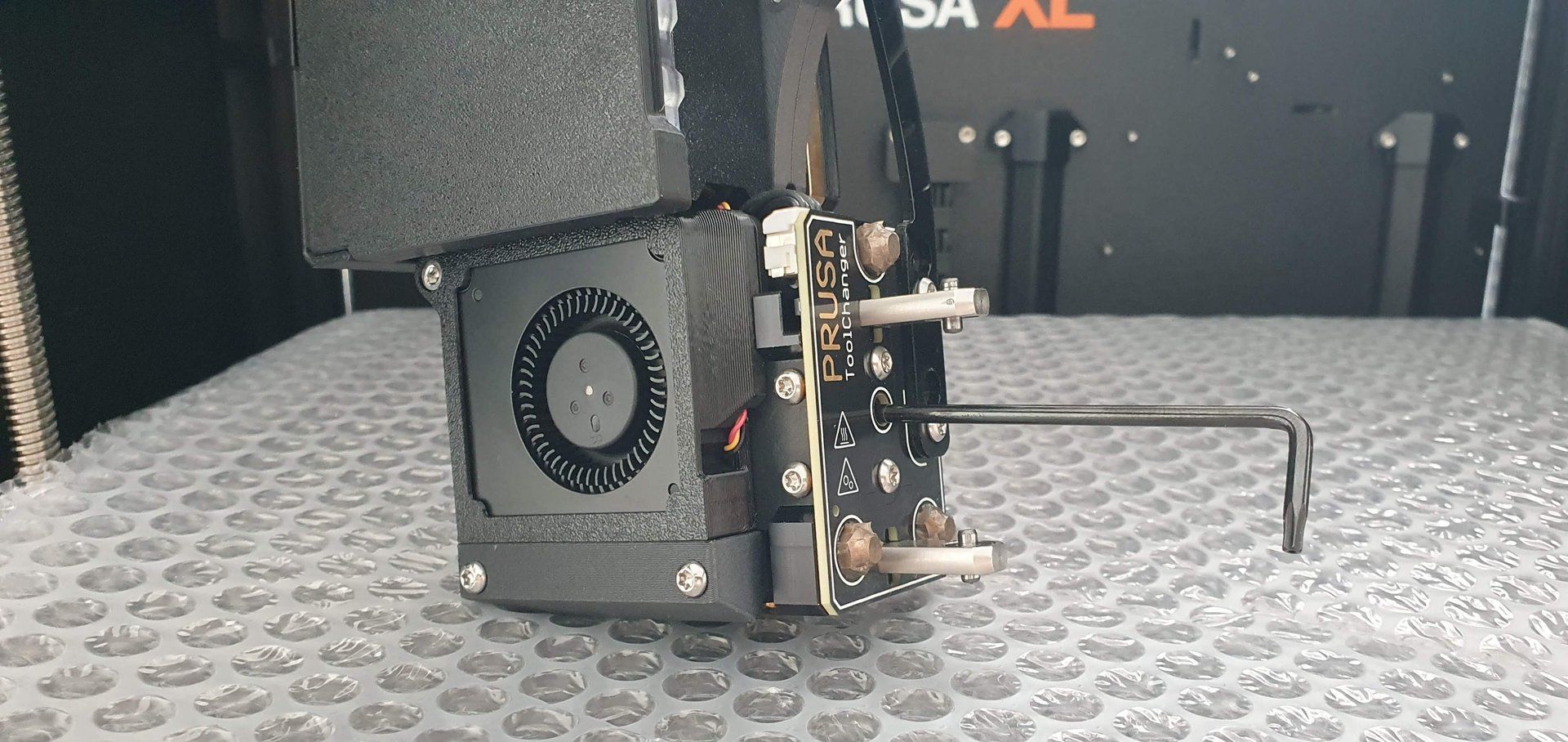
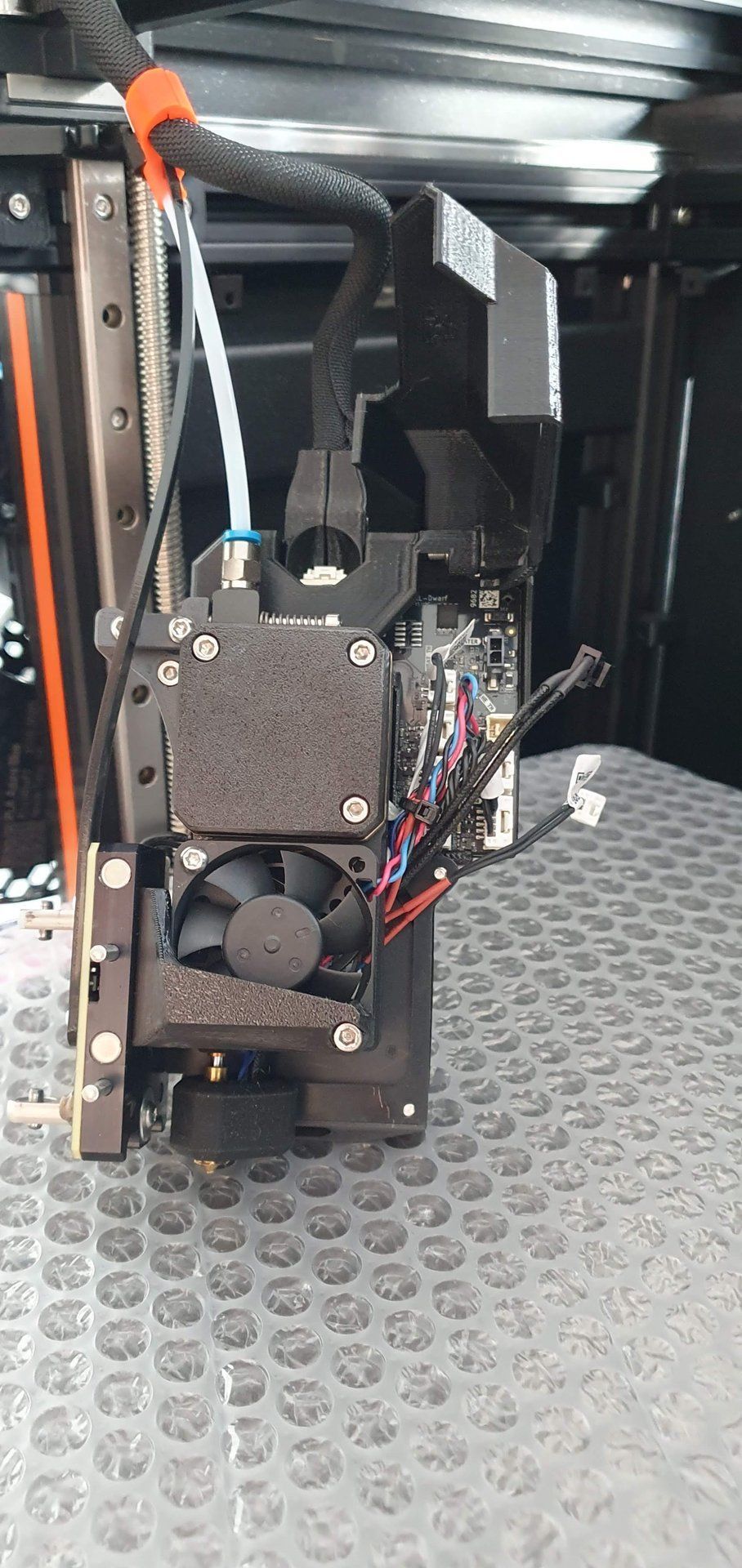
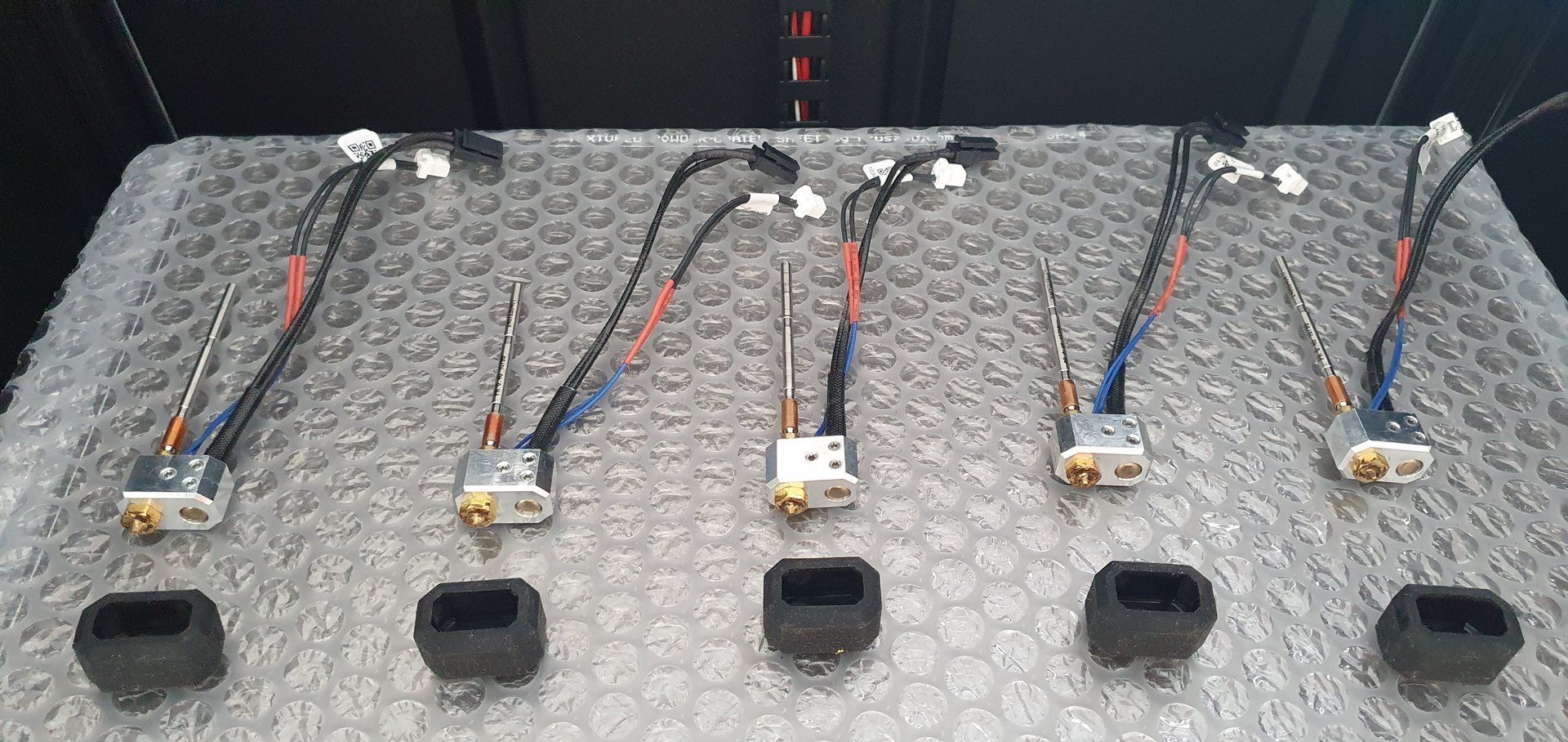
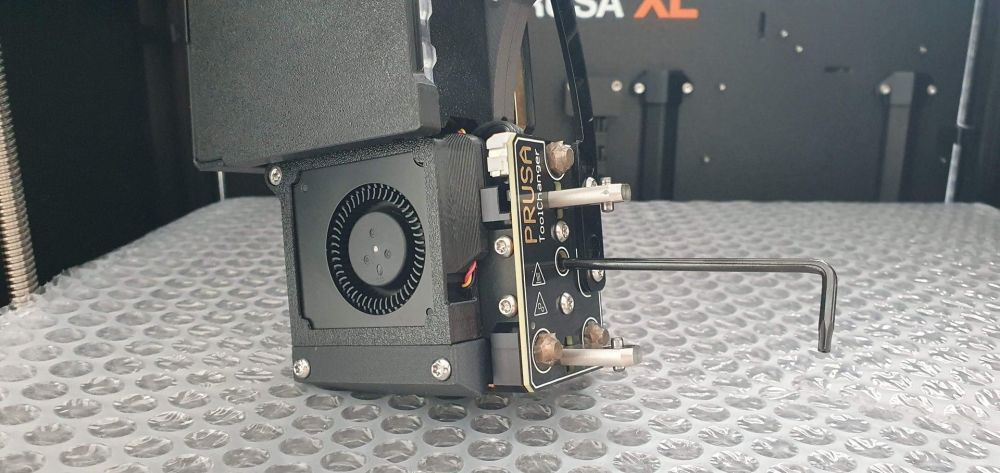
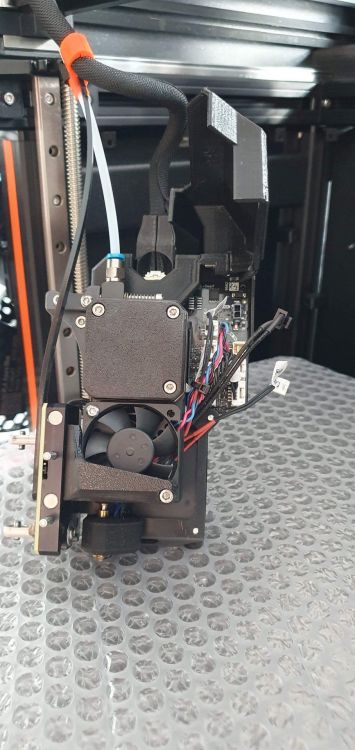
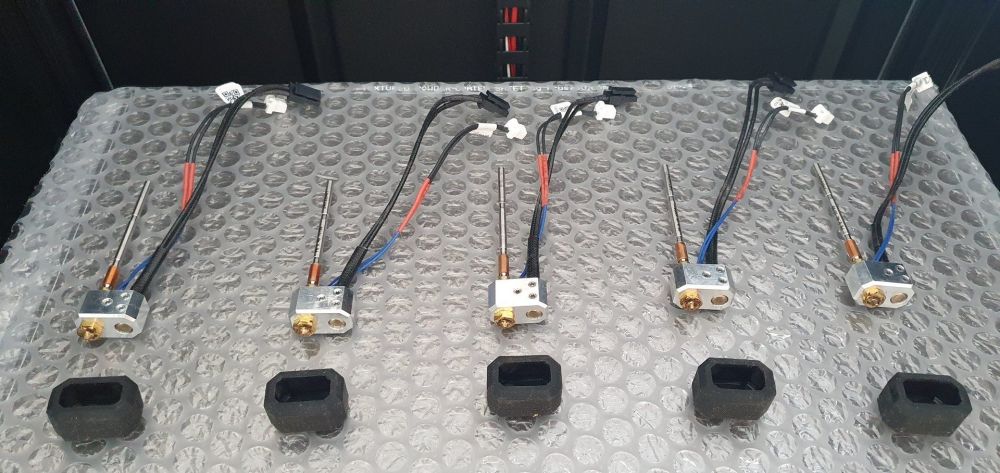
Hello, voici les nouvelles du week-end. Pas d'impression ici, plutôt une bad news et un bon coup de gueule. Je vous ai parlé il y a une semaine de mon problème de buse qui était descendue. Et bien l'histoire ne s'arrête pas là. Ne surtout pas faire ça ! Depuis lors j'ai remarqué que sur les éjections de filament ça claquait dans les extrudeurs. Pire, lors des changements d'outils, au moment de repartir sur la tour ça claquait aussi à l'insertion. J'ai remarqué aussi que lorsque j'insérais un filament dont je n'avais pas recoupé le bout, ça coinçait régulièrement. Bref, lorsque j'ai eu une petite impression dont une des couleurs n'est sortie que sur quelques couches, j'ai réactivé la détection de filament bloqué. Sans surprise il se déclenchait presque à chaque changements d'outils. Je savais déjà de quoi il s'agissait, et je le redoutais fortement depuis le resserrage des buses. Pour en avoir le cœur net, maintenant que j'ai eu un moment j'ai procédé au démontage de toutes les buses pour inspection. C'est l'occasion de vous montrer comment c'est foutu sur la XL. Une vis unique au centre de la "cheese board" (c'est le nom de cette platine). Elle est au fond, là où c'est entouré en blanc. Il s'agit d'une vis torx dont la clé est fournie bien entendu. Le serrage / desserrage s'effectue donc avec le côté court de la clé entre le pouce et l'index. Ici on desserre donc de quelques tours. On ouvre le capot dévoilant la "dwarf board" et on déconnecte la cartouche de chauffe ainsi que la CTN. L'ensemble de la hotend coulisse sans effort. Au dessus de la bague en cuivre on distingue une gorge. C'est là que vient se serrer la vis, sur la partie la plus fine du tube. A noter qu'une seconde gorge est présente plus haut, qui est utilisée sur la MK4 car il y a deux molettes pour le serrage. Tu peux maintenant voir que la vis qui serre le tube force contre le tube, mais il y a une petite gorge qui l'empêche de tomber tant que la vis n'est pas trop desserrée. J'ai tout bien mis à plat, j'ai oublié la photo avec les buses démontées. Comme je l'avais déjà constaté pour les leviers des nextruders dont certains sont durs à fermer, il y a une grosse disparité sur le montage d'usine des différentes têtes. J'ai une buse qui n'était littéralement pas serrée du tout, elle tournait toute seule. Une autre où j'ai dû utiliser les deux clés de démontage avec une force que je qualifie de raisonnable (type serrage à chaud). Et les trois autres où je n'ai eu qu'à tenir le bloc alu avec les doigts pour pouvoir démonter les buses. Moment de vérité : Shit. J'ai mis la pire pour que ce soit bien visible. Mais elles sont toutes aplaties. Cette gorge fait 2.6mm de diamètre. J'ai mesuré les diamètres sur le plat des buses : 2.50mm 2.55mm 2.45mm 2.44mm 2.52mm Ca peut paraitre peu, mais ça fait toute la différence. Lorsque j'insère un filament normal de 1.75mm, il arrive à atteindre le bout des buses sans problème. Mais lorsque j'insère un filament qui est ressorti de la hotend après un ramming, comme celui-ci : dont la pointe fait exactement 2mm de diamètre, qui est le diamètre interne du tube, et bien il ne passe pas cette gorge. Du moins pas sans forcer. Résultat : pour une impression mono-couleur ça passe, le filament ne faisant que avancer. Ca peut juste être pénible lors de l'éjection pour le changement de bobine. Pour une impression multi-couleurs en revanche, c'est foutu. Le système est en carafe pour cause de filament bloqué à pratiquement chaque toolchange. Par acquis de conscience, j'ai démonté aussi la hotend de la MK4 pour voir l'état des gorges : Rien nada, pas une trace. Le système à molettes est positionné de telle sorte que de toute façon il est impossible d'exercer une trop grande force dessus avec le bout des doigts. Franchement pour une bécane à ce tarif, il y a trop de points mécaniquement "flous" (rappelez-vous les docks qu'il fallait serrer "très fort"). Parce que serrer modérément avec le bout d'une clé dont le levier fait 2cm de long et réussir à mettre la machine à l'arrêt, j'appelle ça un défaut de conception. Je veux bien que ce soit du consommable mais tout de même, Prusa se targue de construire des machines pour durer, ce n'est clairement pas le cas de ses buses. Maintenant que faire ? Je vais bien entendu remplacer les buses à 22€ pièce, mais comment les remonter correctement ? En effet le système est mal foutu car si on imagine serrer la vis juste au contact pour ne pas contraindre le tube. Lors des palpages du plateau la buse va avoir tendance à se plaquer vers le haut, comme il le faudrait. Mais lorsque l'extrudeur pousse fort le filament, la buse va avoir tendance à se plaquer vers le bas. C'est ce qu'il a du se passer lors de mon essai foiré d'impression de la semaine dernière. Bref, je sais pas trop comment gérer cette situation.




 0 points
0 points