
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 24/11/2025 dans Messages
-
non, c'est pratique pour deux choses : le mode 'infinite spool' et pour les multicouleur 'légers' ou il ne faut pas changer 4 fois de filament à chaque couche.6 points
-
voici un pingouin imprimé avec la QIDI et la BOX pour notre ami @fran6p c'est bientôt Noël tout c'est bien passé facilité par le changement de bobines. Quand tout fonctionne c'est super (touche à rien pti con
 4 points
4 points -
Bonsoir, Merci beaucoup pour ces premiers partages @MrMagounet, cela prend du temps surtout si tu essaies de bien scruter la machine et les logiciels associés. Je crois que @Julien tu cherchais le modèle du Dragon, hop le voila : https://makerworld.com/fr/models/408689-adorable-baby-dragon-no-supports#profileId-310602 Je suis patient et je regarde chaque jour le forum pour voir si il y a des mises à jour. Pour la flashforge 5M Pro j'avais procédé pareil achat et j'avais regardé le test de @MrMagounet et depuis je ne regrete pas du tout mon achat. Je sens que, vu les sorties de la H2C trop chère et trop lente, et le INDX plus proche probablement des perfs de U1 mais toujours tros chere (1400 pour la pursa Core One plus 500 euros pour 4 têtes...) le Snapmaker U1 est parfaite pour un usage personnel surtout à ce prix. Je remarque aussi que dans tous tests de performance, la Snapmaker est la référence, étant la plus rapide que les PursaXL, H2C et même on commence à sentir que la Pursa Core One avec INDX mais encore confirmé officiellement. Si c'est vraiement le cas, alors bien que la qualité d'impression soit un cran en dessous d'une Pursa ou Bambu (faut quand même pas déconner) et bien chapeau bas Snapmaker ! Reste à terminer les ajustements de firmware et de logiciels et ça sera parfait. Et j'y crois car les Flashorge 5m Pro c'était pareil au début, mais après toutes les mises à jours tout c'est parfaitement stabilisé aussi bien au niveau firmware que logiciel. On y croit.3 points
-
Il y a même un sujet la dessus !! ...il ne faut pas hésiter à "construire sa parole"
 3 points
3 points -
Voilà, ma Kobra S1 est arrivée samedi. J'ai pas encore eu beaucoup de temps pour la tester mais j'ai quand même pu faire quelque comparaisons avec ma ECC : - parois (sauf arrière), porte et couvercle en polymères, tout ça est moins qualitatif (mais plus électrostatique ) que la CC - pas d'avertissement d'ouvrir le caisson lors d'impression de filaments basse température (la ECC avertit elle !) ; j'ai imprimé un riser pour l'ACE pro pour pouvoir glisser le couvercle en arrière, - pas de thermistance dans le caisson sur la Kobra, donc pas moyen de savoir quel temps il y fait ! - Le hotend sur la Kobra est plus facile à changer que sur la CC, - la plaque est plus difficile à replacer sur la Kobra (deux pauvres petits "tétons" qui dépassent à peine du plateau) mais j'ai essayé celle de la CC et des "gauffrées" (à effets carbonne, étoiles,...) que j'avais acheté pour la CC, ça fonctionne, - Orca n'est pas encore tout à fait prêt pour la Kobra, pour le moment l'Anycubic Slicer Next me suffit (il est quasi identique à Orca, à part quelques aménagements pour l'interface en cours d'impression) mais je n'ai pas encore creusé dans les fonctions avancées, - la Kobra est lente à démarrer une impression, il y a beaucoup de manœuvres à cause de L'ACE (même avec un seul filament) mais l'impression elle-même est aussi rapide que la CC, - Rinkhals fonctionne bien, j'ai retrouvé avec plaisir l'interface Fluidd et un flux de caméra amélioré (ce qui désactive le flux dans le slicer mais peu importe !) - les impressions sont comparables en qualité ; j'ai testé une multicouleur (pendant la nuit) qui confirme la lenteur et le gaspillage de ce procédé mais j'avais besoin de voir ça de mes propres yeux donc je plussoie @3D4fun Voilà, un petit résumé de mes premières 48h avec la nouvelle ; il y aura sans doute d'autres réflexions à venir sur le sujet au fur et à mesure des découvertes...3 points
-
J'ai réalisé avec QDISlicer quatre planches pour les différentes couleurs à imprimer c'est plus simple à gérer en impression. Les pièces du personnage sont assemblées avec des clés imbriquées dans chaque pièces. hélas mon fichier 3mf préparé ne passe pas trop gros ! le pingouin2 points
-
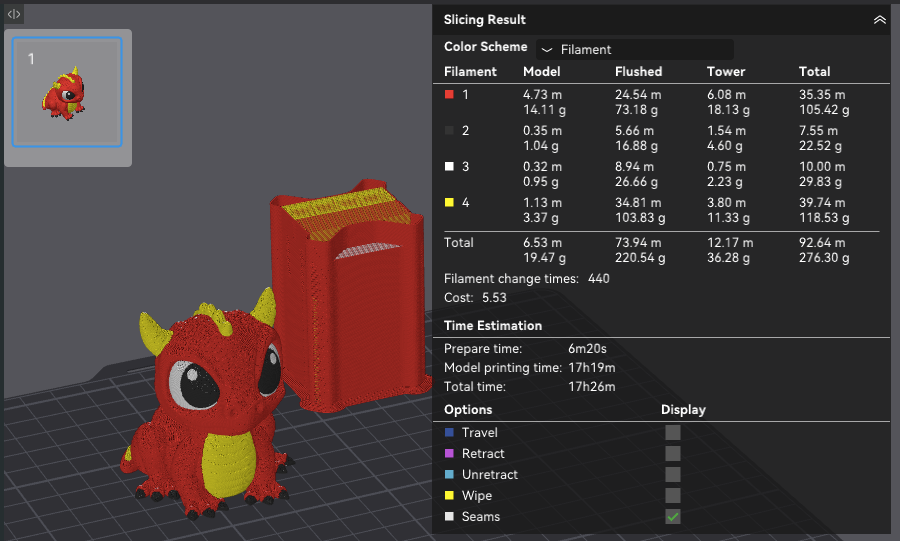
Salut et merci @erok pour le lien vers mini dragon. J'ai vite fait un test de tranchage avec Bambu Studio pour ma P1S et le résultat est comment dire Plus de 200g de rejet de purge pour une pièce de 20g. Je m'attendais à avoir beaucoup de perte, mais pas dans cette proportion @MrMagounet tu as juste 22g de filament pour le dragon et 20g pour la tour en imprimant avec la U1 ? Bon, ça confirme ce que je pensais, même avant d'acheter ma P1S combo il y a un an. Je vais investir dans une machine multi têtes (tool changer ou autre) dans un an A+ JC
 2 points
2 points -
Tu peux déjà lire nos tests : Creality K2 : https://www.lesimprimantes3d.fr/test-creality-k2-combo-cfs-20251011/ Bambu Lab P1S : https://www.lesimprimantes3d.fr/test-bambu-lab-p1s-20230809/ Et le test en cours de la P2S : Sans compter les nombreux topics sur les différentes marques2 points
-
J'ai justement besoin d'un système double filament pour les supports. Les AMS, CFS, Box ou autres, à mes yeux, ne sont que des ersatz. J'attend un système dual head que je puisse adapter à mes Voron. C'est pas gagné. Je répète que le principe de la H2D est pour moi le meilleur. Et je n'ai pas besoin de couleurs multiples. J'ai mis au point un tel système. Une buse fixe et une mobile sur un petit bout de rail linéaire. Le buse mobile est en bowden et n'imprime que les supports. L'adjonction d'un deuxième extrudeur n'est pas réaliste. Comme je suis en Canbus j'ai un deuxième EBB en parallèle sur le premier donc toujours 4 fils pour le câblage Le mouvement vertical de la 2ème buse est dynamique par mouvement de la tête en X. A gauche pour monter, à droite pour descendre avec des aimants en butée. Ca fonctionne bien mais c'est assez lourd, limite la vitesse et rend la ventilation compliquée. J'ai abandonné le développement, ça devenait une usine à gaz, je déteste ça. Désolé pour le hors sujet.2 points
-
@jcjames_13009 Les temps de prépa sont plus long que sur les anciennes machines a présent car l'on a pas mal de control présent. Dans ton cas 8min reste un temps des plus raisonnables si l'on compare certaines machines . Heureusement sur certaines machine comme BBlab tu peux activé ou non certaines calibrations avant de lancer l'impression . Sur la K2 Plus si j'active la calibration du débit et que j'ai un Bed leveling full plateau je suis bon pour 15min de délais (après le plateau est gros), sur ma nouvelle machine la Snapmaker U1 si tu lance la calibration du débit tu passe de 8-9min a 25min de temps de prépa, logique tu doit calibrer le débit des 4 têtes d'impressions , mais ici Snap indique clairement qu'il est conseillé de le faire principalement que lors de changement de bobine, y a pas de besoin de le faire à tout les print @Rafale01 Tu sais perso je suis pas adepte des système clos, non pas qu'il soit nécessaire de bricoler sur une machine après tous si elle est bien gérer y pas de raison, mais en cas de souci j'aime bien pouvoir chercher et résoudre les souci plutôt que d'attendre 2 mois que la marque ce bouge a corrigé le tire, mais je suis malgré tout passer sur de la Bambulab ne serait ce ma A1 mini (mais j'en ai utilisé d'autres) car a l'époque seule Bambulab avait du multi filament qui je dois l'avoué était utile pour certain de mes besoins, et je dois reconnaitre que Bambulab est très bon pour apporté des correctif soft rapide et efficace j'ai jamais eu a attendre plus de quelques jours un correctif d'un bug (et a chaque fois bug assez mineur), pour autant j'ai eu et est encore pas mal de machine qui ne sont pas des Bambulab et que j'apprécie tout autant et ne sont pas forcement plus compliqué a utilisé (par contre certaines machines sont de vraie merde comme la M1 Pro de Artillery , donc mieux vaut une bonne machine a système fermé qu'un mauvaise ouverte ), je suis pas prêt encore de remplacer ma K2 Plus pour une Bambulab par exemple (les H2 série sont bien mais pas d'intérêt au vue des prix et perte de volume ) ou encore ma nouvelle machine la U1 qui pour le cout m'apporte des impression multi color jusque 6 fois plus rapide et avec 4 fois moins de filament utilisé suivant les pièces bien sûr sur les test que j'ai fait hier . Quoi qu'il en soit la P2S est une bonne machine la calibration auto du flow est juste top tu sera pas déçu de la machine :)2 points
-
C'est quand même plus utile d'avoir une pièce pour l'imprimante que pour se laver2 points
-
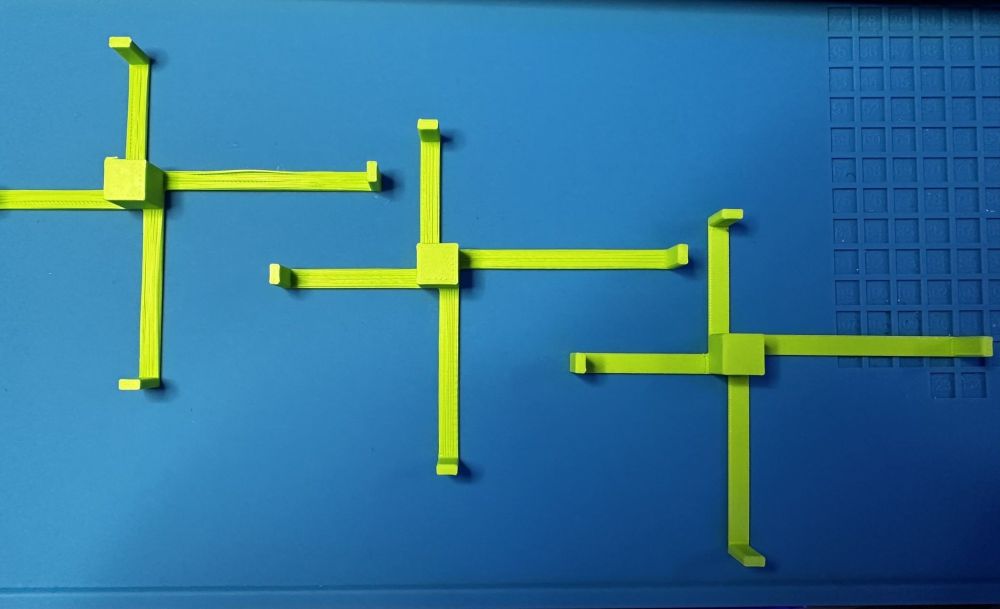
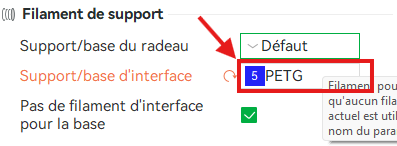
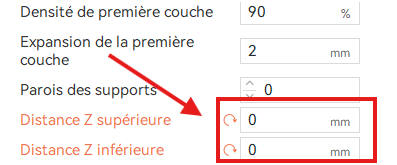
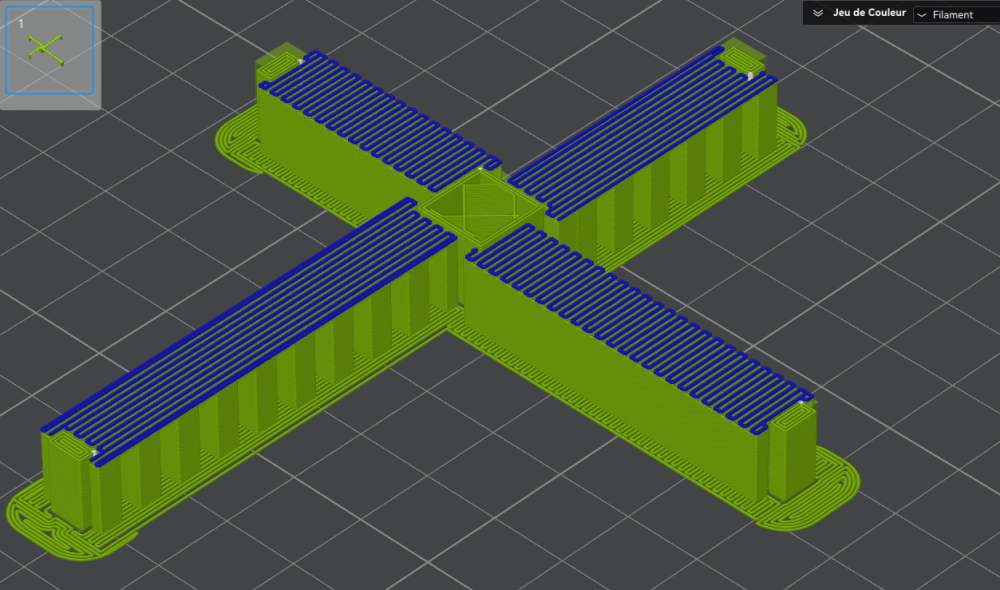
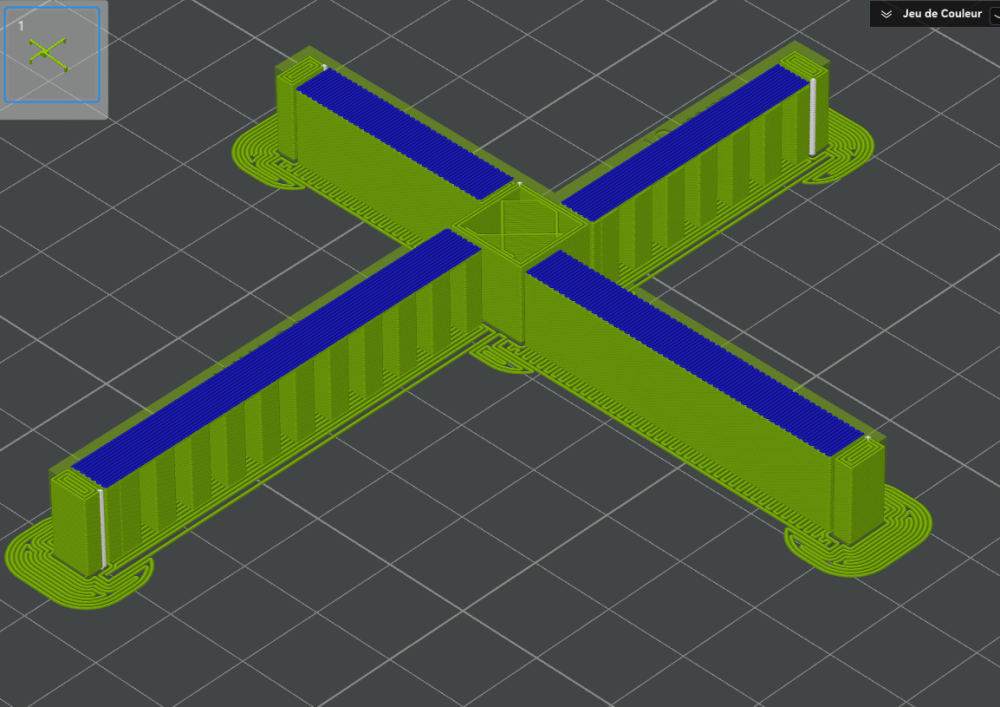
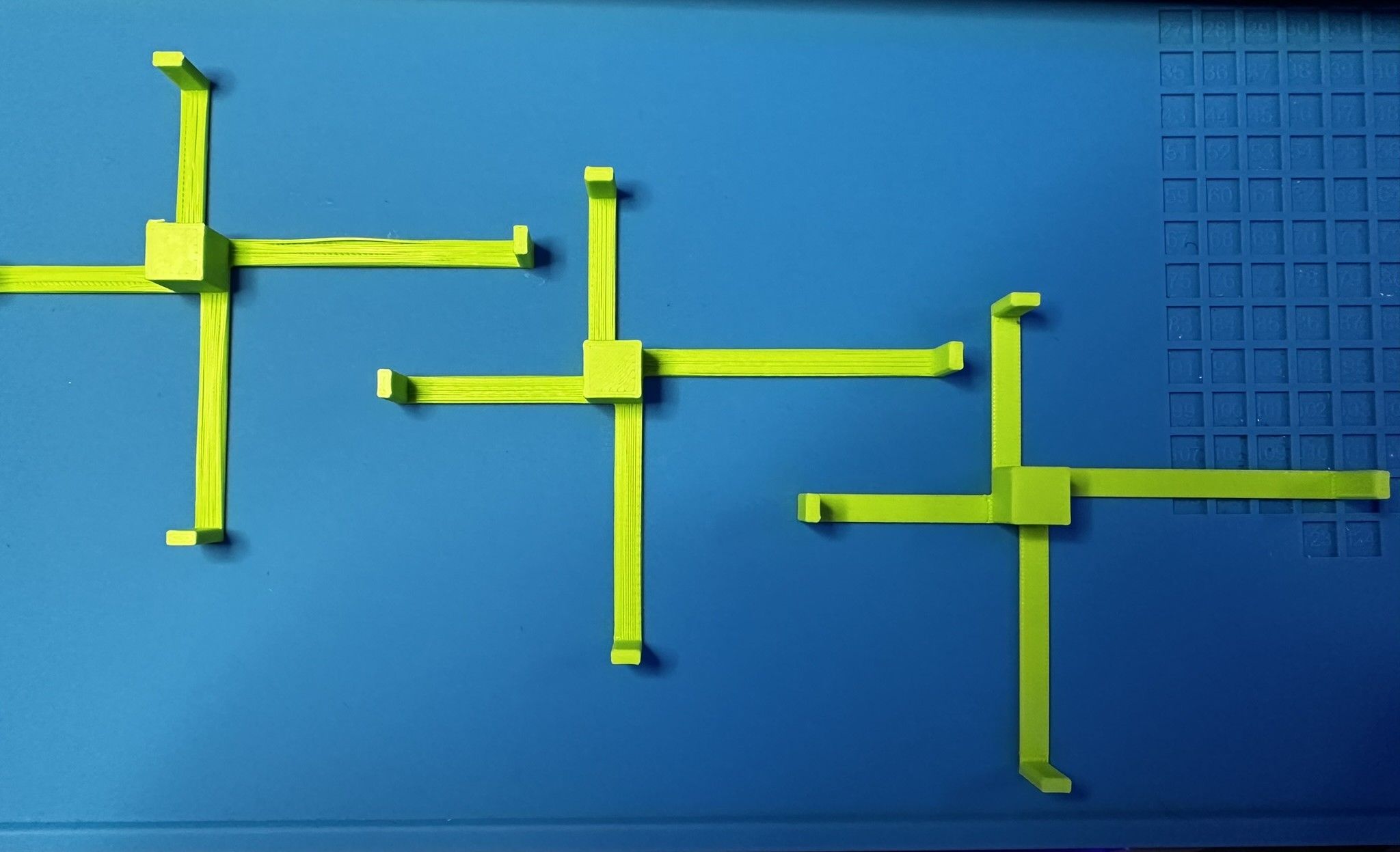
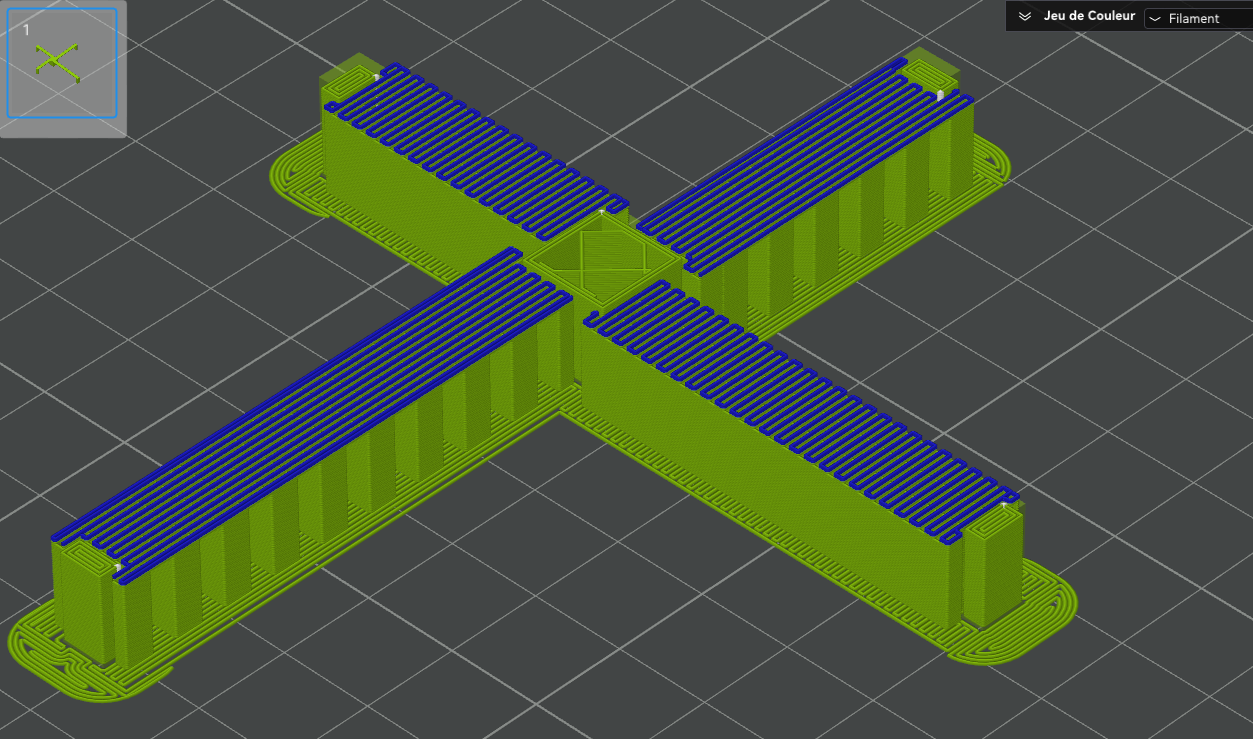
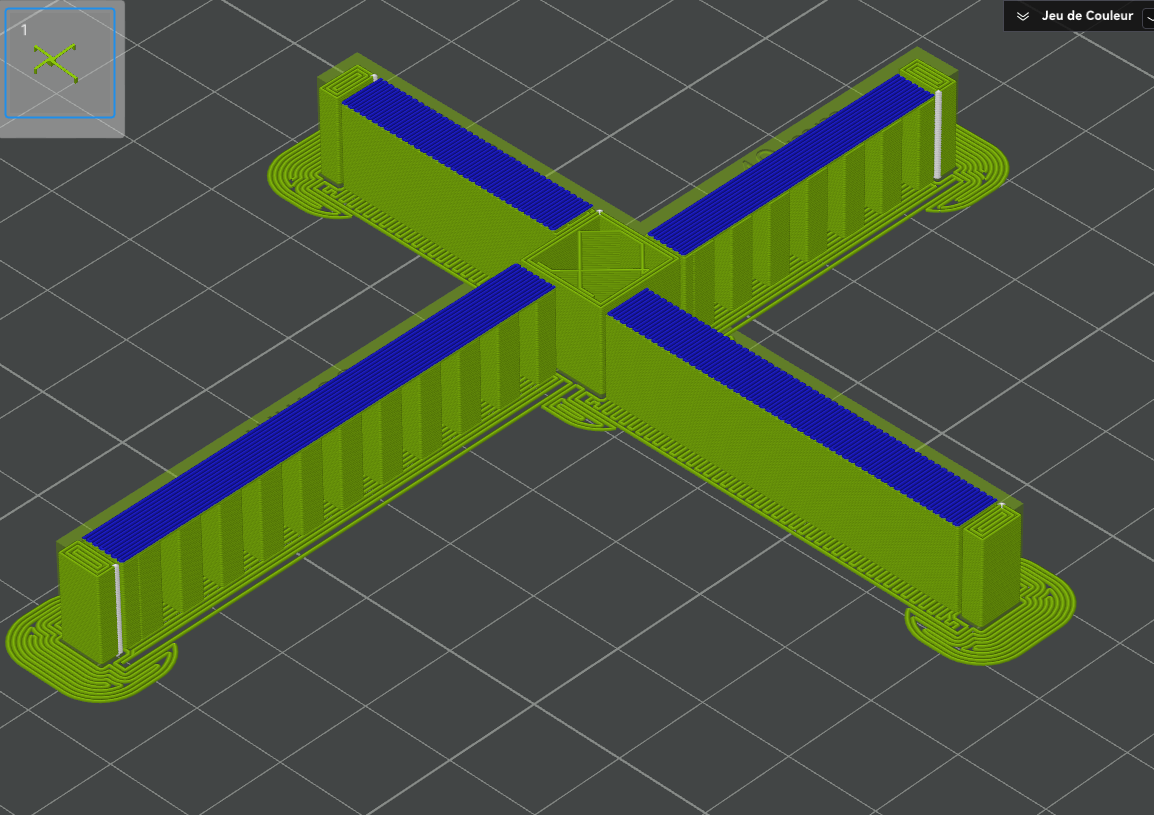
Nous allons voir comment avoir des supports de qualité optimal sous Bambu Studio (Compatible avec d'autre machine qui ont des AMS-Like et d'autre slicer, normalement.) L'idée ici, est d'avoir des supports qui se retire facilement et surtout sans laisser aucune trace la ou ont été en contact la/les pièce(s) et les supports (Interface de support) Voici un exemple très parlant de différent résultat. Test réalisé en PLA + de Ariane Plast Vert Pomme. Le premier, toute à gauche est fait sans support (En réalité c'est un test de bridging donc prévue pour) Le second, il à été réalisé avec des supports par défaut, et son interface de support à été du PETG afin d'éviter une fusion entre les supports et la pièce c'est correcte mais ont peut mieux faire. Le troisième étant les paramètres que j'ai appliqué, comme vous pouvez le voir, c'est hyper lisse et aucune délamination des ponts ou autre défauts. Dans Bambu Studio, lorsque vous allez dans l'onglet support. 1 : Activez vos support en mode normal. 2: Basculer le "Style" qui est normalement mis sur "Défaut" par "Ajusté", cela à pour effet de ne pas avoir des supports qui dépasse de l'endroit ou il doit supporter la pièce. 3: Changer la base d'interface, par un filament opposé, (Si vous imprimer du PLA, alors vous devriez sélectionner du PETG et inversement. ) 4: Réduire l'interface en Z de la couche inférieur et supérieur, en effet, en temps normal et avec un seul filament ont cherche l'effet contraire, car si l'interface est trop proche ceci va la faire fusionné, cependant dans notre cas, nos deux filament ne fusionne pas ensemble par conséquent nous pouvons nous permettre de les faire coller ensemble. 5: Resserrer les lignes afin de consolider au maximum les supports. 6: Changer le motif d'interface, par du Rectiligne (Vous pouvez en tester d'autre cela va dépendre de la géométrie de votre pièce) mais cela à pour effet d'avoir un maximum de contact entre votre pièce et votre support. L'espacement va vous permettre d'avoir quelque chose de très linéaire et très plat afin d’accueillir votre pièce comme ci elle était imprimer sur un plateau Avant: Après: Voila, vous avez maintenant une bonne base de réglage en tous cas, et devriez avoir un dessous vraiment nickel. Hésitez pas à partager des photos de vos tests/pièces.



 1 point
1 point -
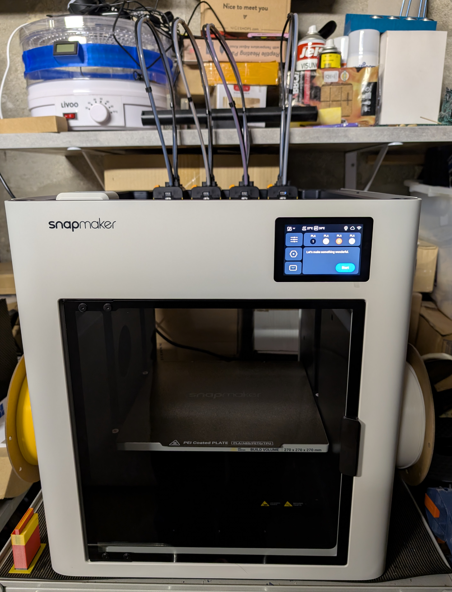
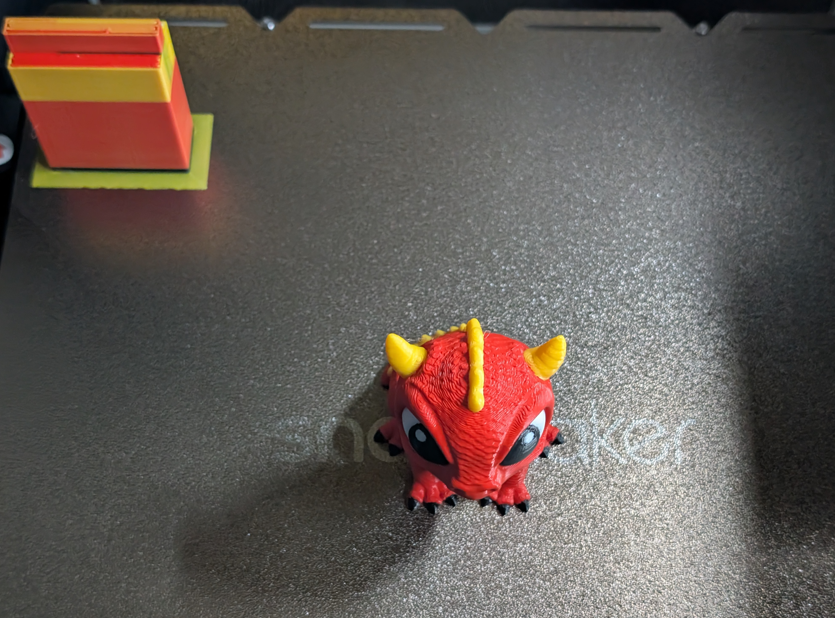
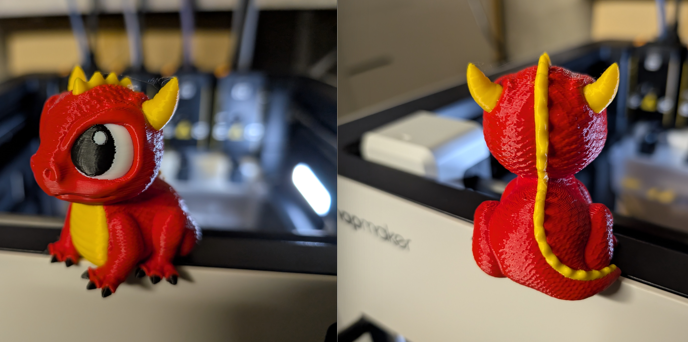
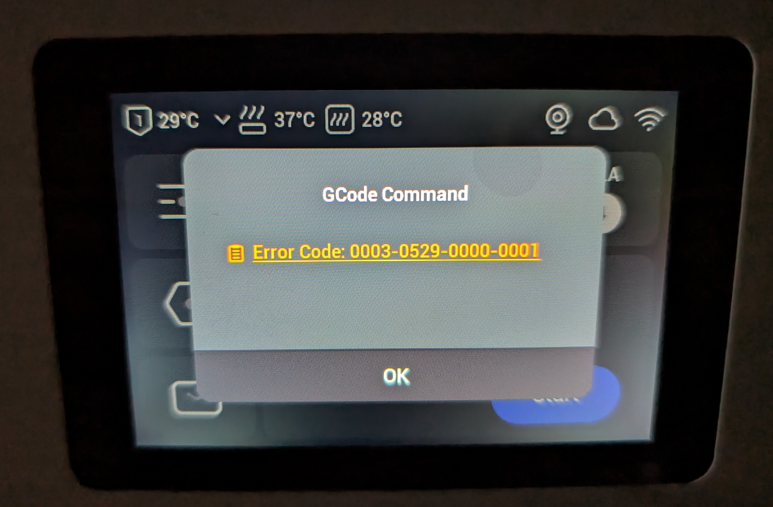
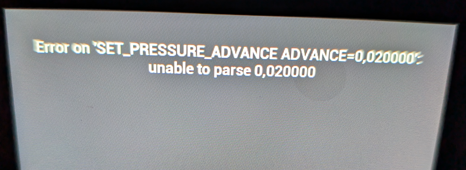
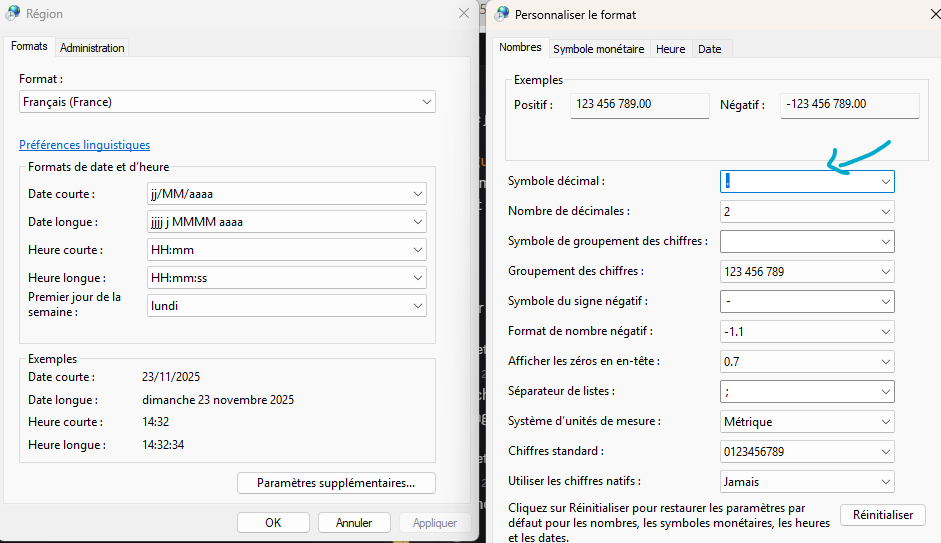
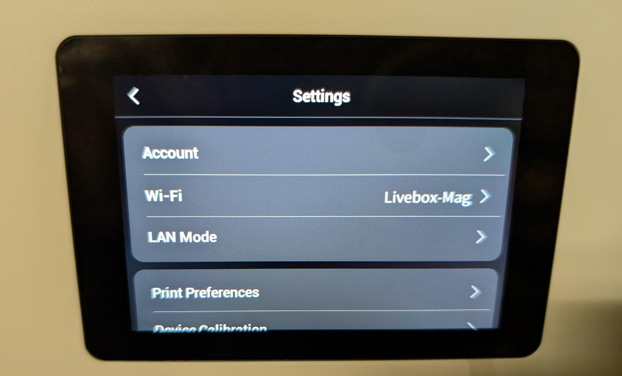
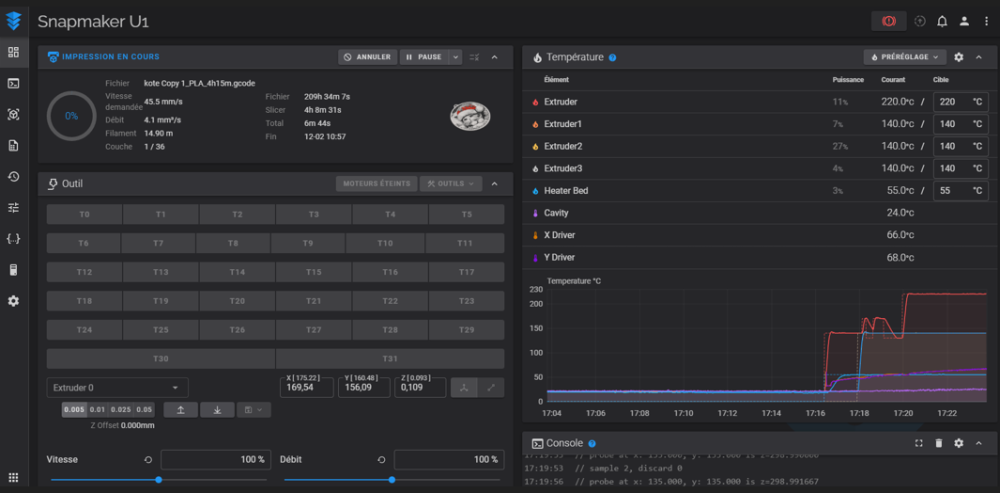
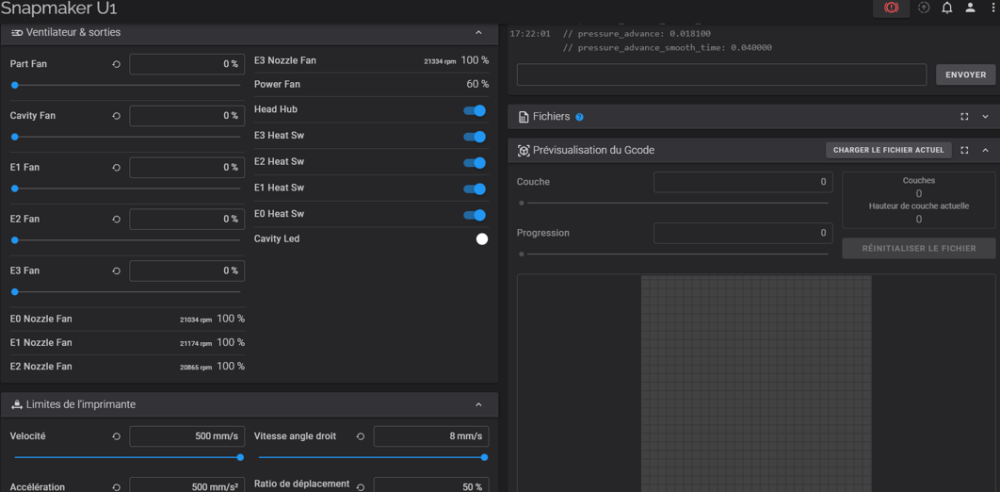
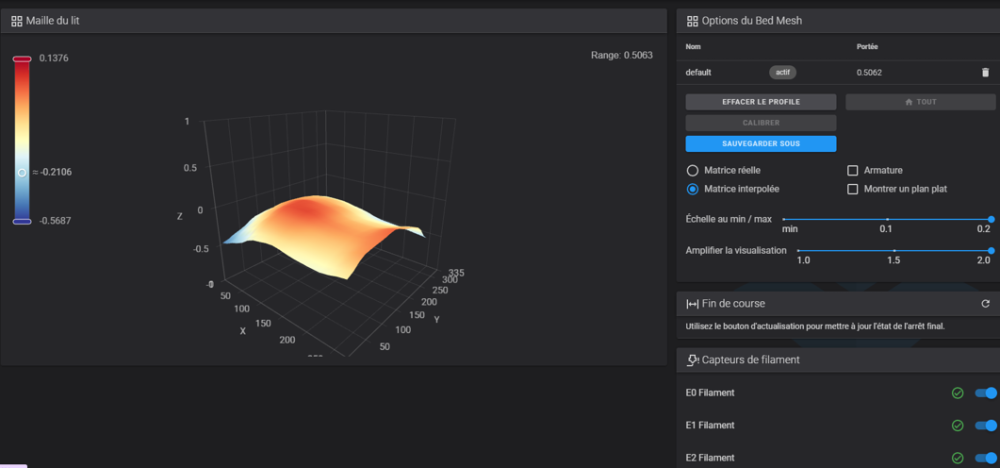
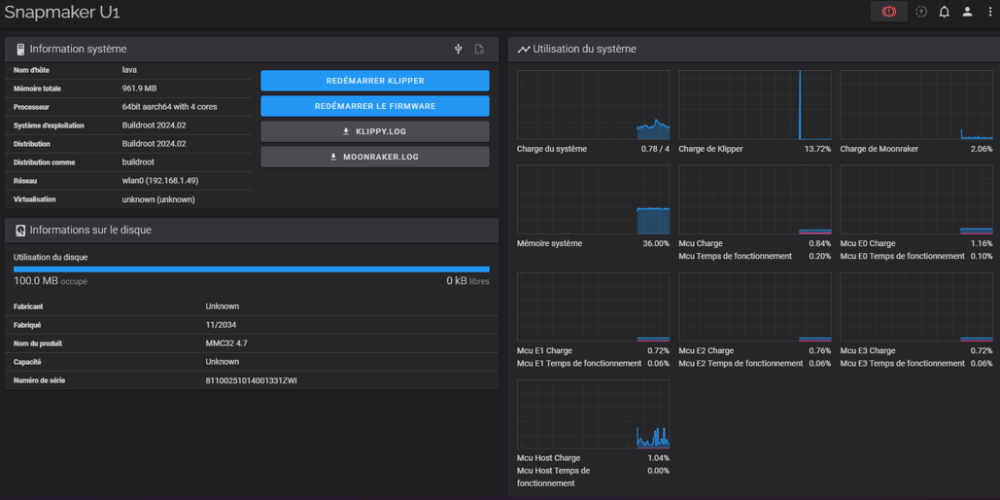
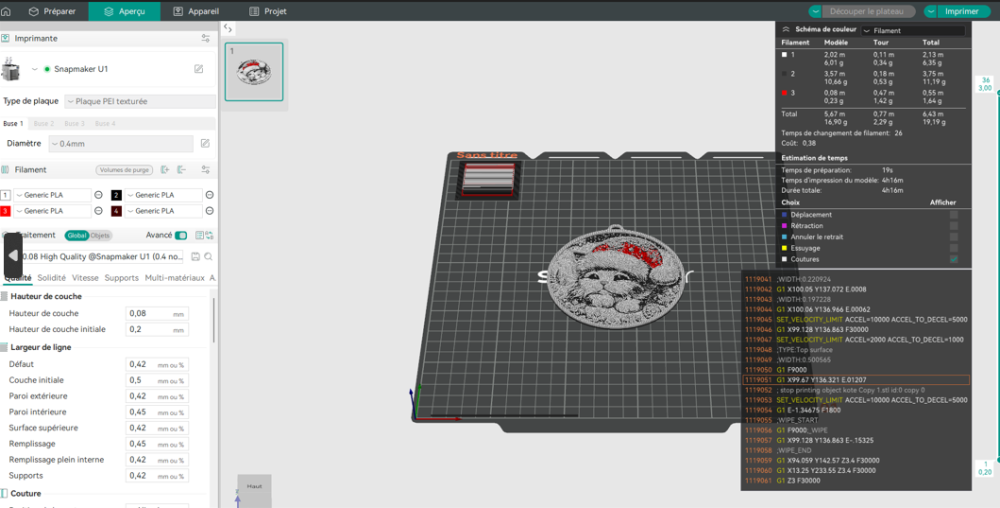
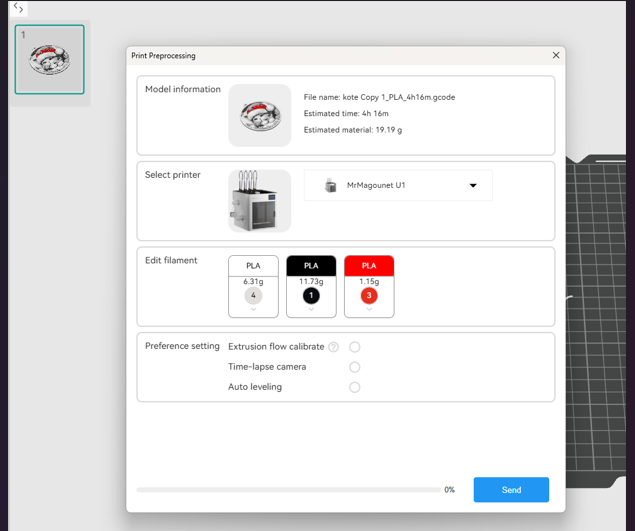
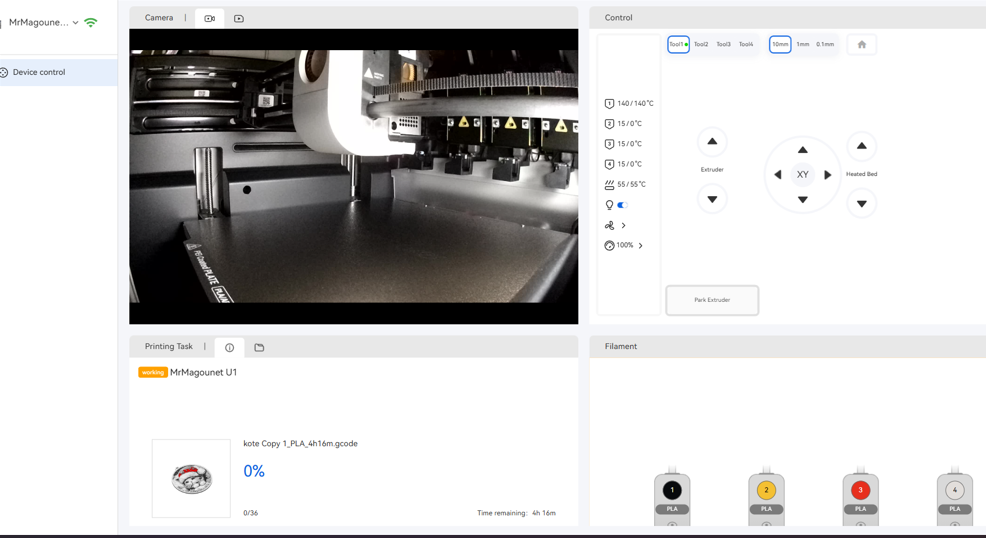
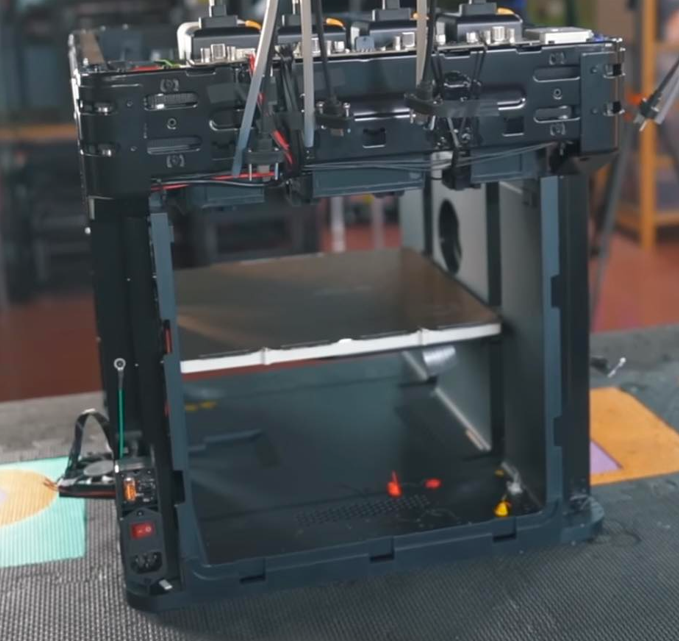
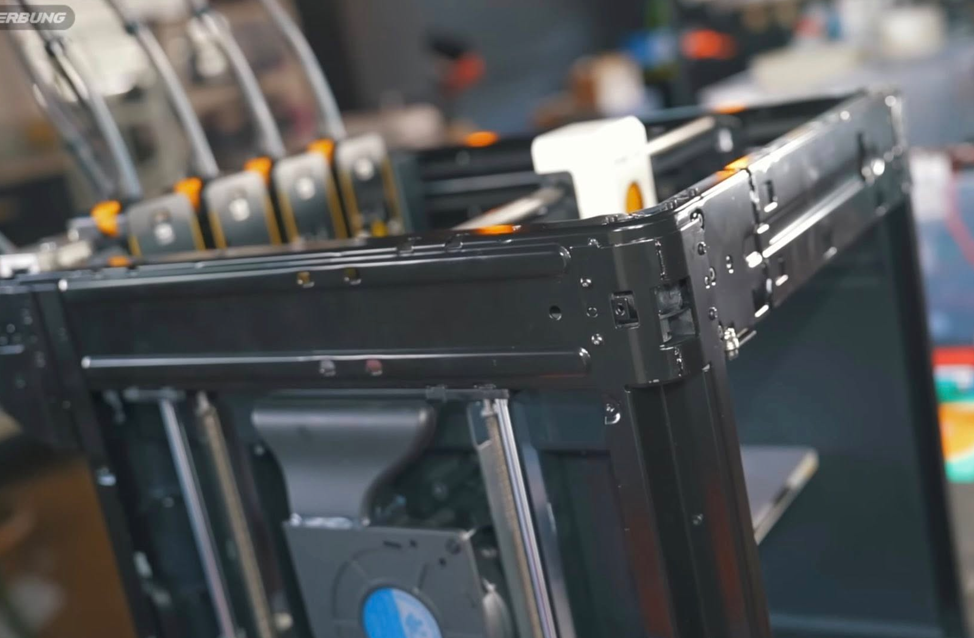
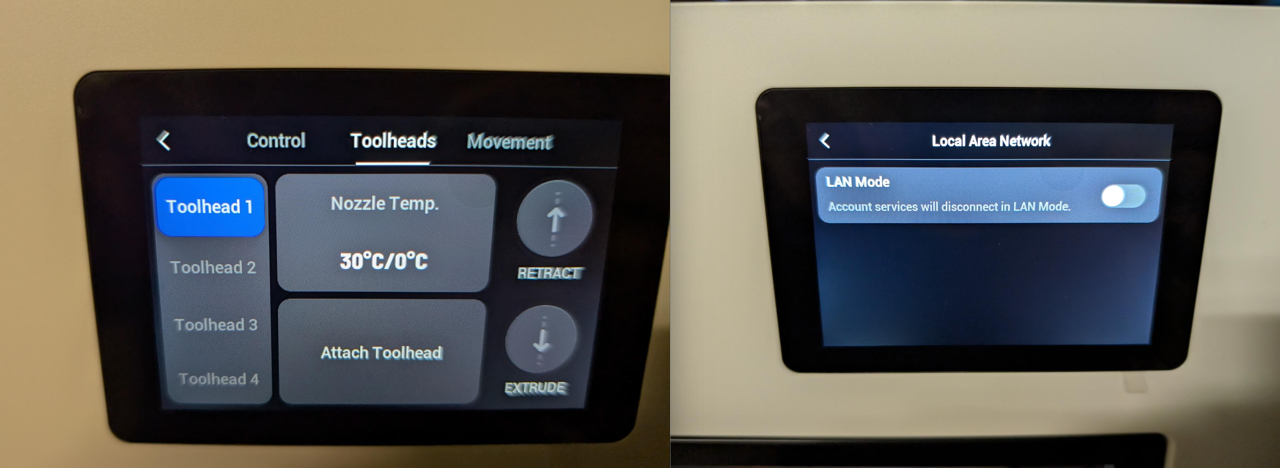
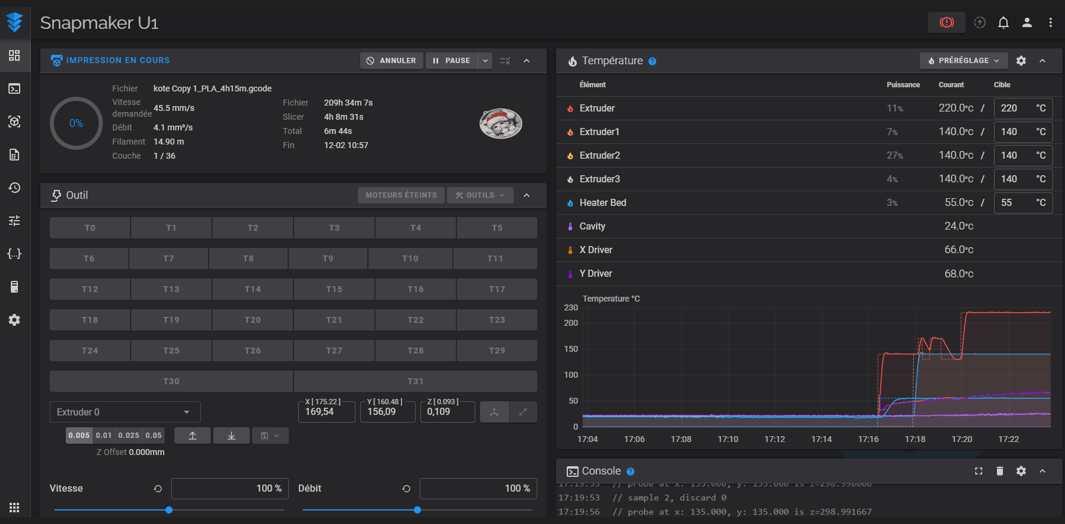
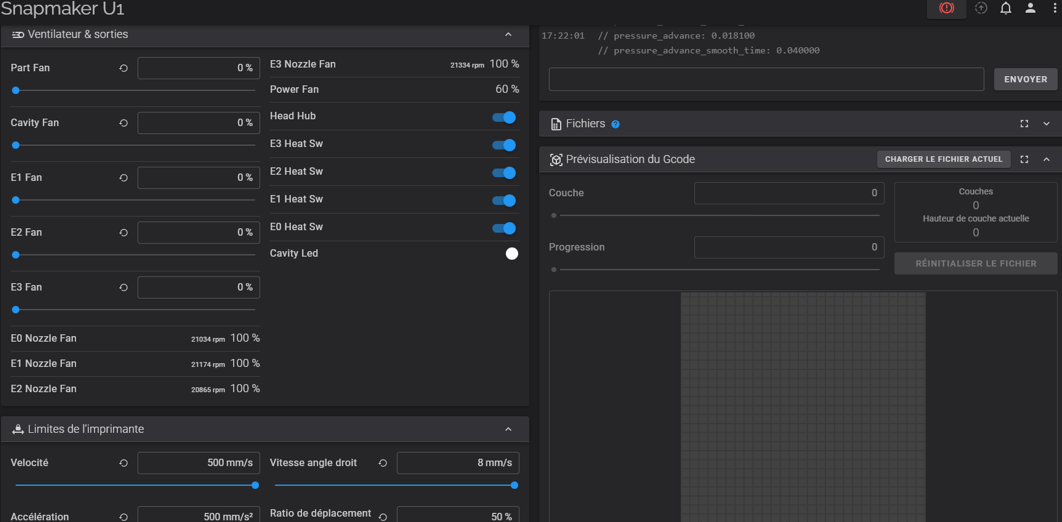
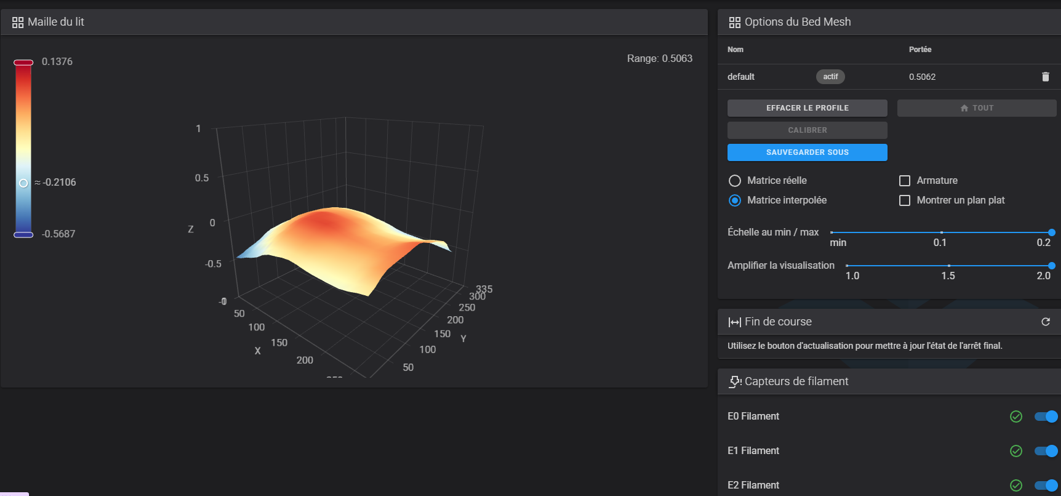
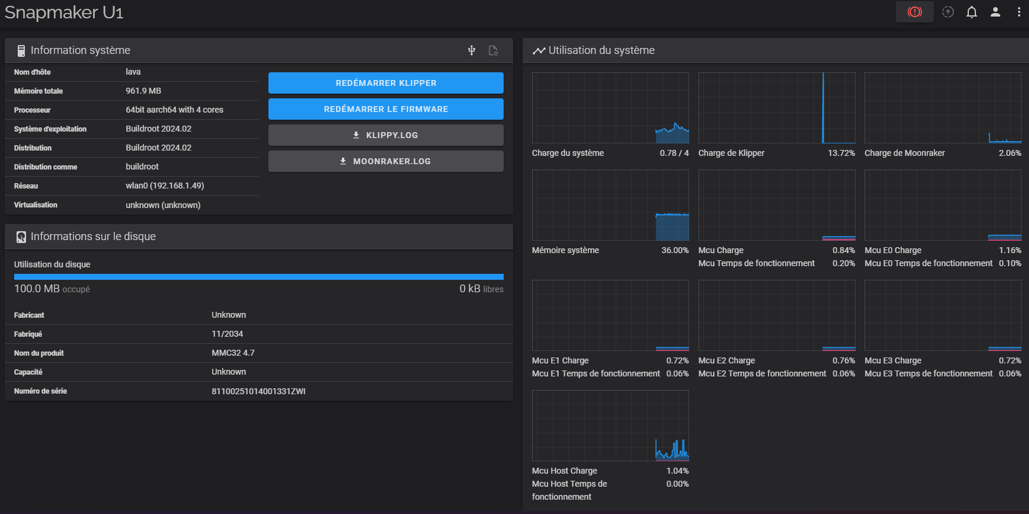
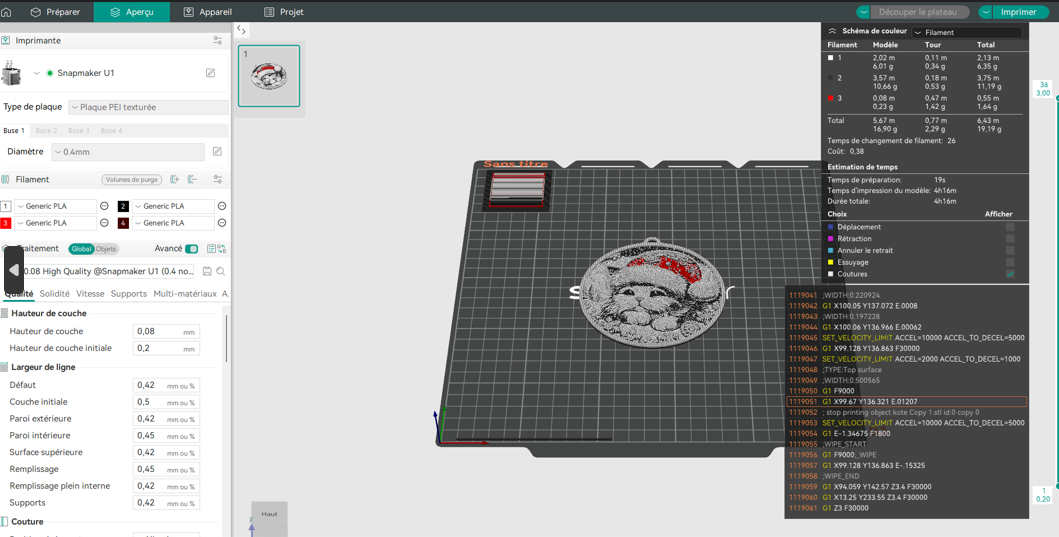
J'ai reçu ce jour ma Snapmaker U1 faisait patie du premier batch de livraison pour les backer du Kickstarter, la U1 etant tellement prometteuse sur papier que j'ai pas résisté et j'ai sortie la CB en Aout pour la commander. Livraison du Colis par DPD ce n'est pas la société de livraison que je préfère mais tout c'est bien passer, la machine est très bien emballer et le guide rapide est directement présent sur le dessus. étant donné que cette journée est aussi mon anniversaire je ne commencerais les test et le montage que Samedi car autant prendre des photos voir vidéo au calme. Je m'arrête donc la pour ce soir mais je reviens le plus vite possible pour commencé à vous remonter des infos impressions de la machine et photos. Alors le montage est très simple et bien documenté dans le guide rapide en couleur très belle qualité et multi-lingue, suivez bien les étapes dans l'ordre et tous ira bien, petit conseil quand même lors de phase de re-tension des courroies ne resserrer pas trop les vis une fois la procédure faite, et avant de démarrer l'imprimante la premier fois place manuellement la tête bien dans le coin avant gauche sinon vous risquez d'avoir une erreur lors des contrôles et calibration initial ;). Je mettrais plus de photo de l'imprimante lors de la phase de montage sur l'article du test, mais voici la machine assemblé. Bon alors Premier retour à chaud l'imprimante imprime vraiment super bien sur mon premier test, qui est le petit dragon 4 couleur proposer en test par Snapmaker sur la U1, celui ci imprimer avec les 4 bobines de PLA RFID SnapSpeed de 500gr. Voici bon le résultat de la première impression qui est en couche de 0.2mm. Maintenant a savoir le firmware d'origine en v0.8 contient des bug sur l'appairage cloud (SanpOrca et Appli mobile) et les communication Wifi pour résoudre ce soucis je vous invite a vous rendre sur le site Snapmaker prendre le dernier firmware en V0.9 le placer sur un clé USB et demande une MaJ manuelle en local, ceci va mettre a jour le firmware et après le soucis est réglé, je ne sais par contre si cela résout la soucis de MaJ en OTA par la même faudra attendre la prochaine MaJ pour être sur mais je pense que oui. Ensuite SnapOrca est pas trop mal mais il comporte encore des bug dont une lenteur importante lors du tranchage d'une pièce multi-color, j'en aurais plus a dire après des test plus approfondit Les test du jours sur différrents pièces multi color importer ou paint via SnapOrca ce sont soldé par un echec lors du changement de tête, ceci n'est pas réellement lié a l'imprimante mais au Slicer. Cette erreur est référence comme une commande incomprise par l'analyse de Klipper qui résulte en a echec direct de l'impression. Exemple d'un chat noir avec écharpe de noël rouge et bonnet qui a planté lors du changement de tête. La faute est situé ici, les valeurs de pressure advance ne sont pas fourni avec des valeurs valide En réalité le soucis est simple les valeurs doivent être exprimer avec un . et pas une virgule comme séparateur décimal, ce souci après vérif ne semble concerné que le système Windows et pas Mac OS ou Linux, en effet les paramètres régionaux sont utilisés ici et par defaut en EU nous utilisons la , et pas le . comme séparateur décimal Donc il faut aller faire un tour ici et apporté la modification C'est un soucis qui existait il y a 1 ans environs sur Orca Slicer et corriger depuis longtemps mais qui est présent sur le slicer SnapOrca actuel. Cela ma fait perdre du temps de test aujourd'hui, mais c'est le seule réel souci rencontré pour le moment ---------------- Interface de la U1 ----------------------------- Malgré un écran TFT de petit format de 3.5" l'écran reste plaisant a utilisé suffisamment réactif et ergonomique, a noté cependant que nous avons accès qu'a 2 langues pour le moment a savoir Chinois ou Anglais. Ce TFT a un format carré ce qui lui permet de présenté suffisamment d'information par page (sachant que certaines pages sont scrollable verticalement), et la réactivité et plutôt bonne je m'attendais a bien pire que cela. La page d'accueil affiche les bobine installé dans les tête et les infos de base, le premier menu de réglage regroupe les contrôles la gestion des tête et les mouvement des axes. Le menu paramètre, permet de retrouver les menu de d'information système de vérification de MaJ en OTA ou manuel, et la gestion du réseau entre autre, le Réseau est en Wifi 2.4Ghz ici pas de 5Ghz disponible par contre chose intéressante pour certain nous avons la possibilité de fonction en mode Lan dans ce cas l'imprimante est en mode local uniquement disponible uniquement via le réseau local et les fonctions cloud sont désactivés. -------------------- Interfaçage Fluidd ---------------------------- La U1 étant sous Klipper j'ai voulu faire un tour sur l'interface Fluidd de la machine histoire de voir ce que l'on y trouve. La page d'accueil regroupe les infos classique mais l'on remarque quand même quelques subtilités comme la présent des temp° 4 extrudeurs, du bed, du caisson (cavity, enfin c'est ce que je pense j'ai pas encore vérifié) et des driver X et Y côté maillage de plateau on ce rend compte qu'il y des ajustements a faire, j'ai actuellement un Range 0.506 qui mériterait un ajustement des angle, mais a leur décharge si je prend la Creality K2+ j'avais un Range de 0.756 de base et pire encore sur la M1 Pro ou j'etais a 2.120 de base. Côté architecture on est sur un MCU ARM 64bit 4 core épauler par 1Gb de ram système pour faire tourner le Klipper par contre nous n'avons pas d'infos sur la capacité disque du système il me faudra partir faire un tour en SSH pour en apprendre plus. --------------------- Slicer ------------------------ Côté trancheur on est sur la version snapmaker de Orca utilisation assez classique si n'est que l'on retrouve 4 onglets Buses de 1 a 4 permettant d'indiquer la taille de buse équipé, pour le moment nous n'avons que le choix de buse de 0.4mm mais cela devrait changer progressivement et surtout ne pas oublié que pour le moment nous ne pouvons pas utiliser de buse 2 taille de buse différent sur la même impression. La Solution est simple et efficace par contre côté caméra j'ai l'impression d'être sur la Bambulab A1 sa que l'on a environs 1ips de frame rate ce qui est relativement faible et permet de suivre l'impression par saccade j'ai connu bien mieux après la résolution est convenable et l'éclairage passable mais je suis sur que certain rajouteront des led Voici quelques photos de la structure en acier de la Sanpmaker U1 on est vraiment sur une construction solide et sérieuse, ici au lieux d'utiliser des pièce en fonte d'aluminium ils sont partis sur de l'acier ce qui réduit les couts tous en restant très éfficace. Photos a mettre au crédit de Chris Dumlao, j'avais pour idée d'y jeter un œil a l'occasion mais vue que cela a déjà été effectué par un autre j'en profite







 1 point
1 point -
bonjour, merci pour l'acceptation. je possède depuis l'été dernier une imprimante bambulab p1s (ainsi qu'une autre pour l'impression résine) et j'en suis très contente. j'ai tout de même suivit pendant 6 semaines une formation sur la 3D, sa aide beaucoup. voilà ma dernière impression pour l'un de mes petits fils. a bientôt.
 1 point
1 point -
Merci pour le lien du pingouin et de ses copains. Donc pas de changement de filament pendant l'impression, mais entre les plateaux. Ca va, la Box n'a pas été trop mise à l'épreuve !1 point
-
Un peu HS, mais bon... Et oui, contrairement à Printables . Et comme le modèle est publié sous licence "Standard Digital File License", je ne peux même pas le transférer après l'avoir téléchargé. C'est beau le partage Même le plateau rempli, je jette pratiquement 250g de filament à la poubelle Bon, je m'en vais chercher une XL 5 têtes d'occase A+ JC1 point
-
Bonjour @88tzr250 bienvenue chez les imprimeurs fous Retraité ?1 point
-
@jcjames_13009 Oui ce que j'ai indiqué comme poid ne sont pas des projection du slicer mais les relever de ma balance de cuisine électronique @hyoti quand je faisait des figurine multi color sur la K2 Plus ou la A1 mini je m'arrangais le plus souvent pour en faire full plateau histoire d'amortir la matière perdu donc principalement quand j'avais des demande de série1 point
-
Il faut en faire au moins 10 d'un coup pour amortir !!1 point
-
bonjour, je viens de tester et c'est impec, juste un petit coup de papier 1000 pour le lissage et sa devrai être au top. mais je laisse sa à Monsieur.....
.thumb.jpg.2d888f84a0b58d89bfcea097ab4d787e.jpg) 1 point
1 point -
Merci @MrMagounet je tiendrai ça à l’œil quand je ferai un essai ; c'est peut-être parce que les AMS que tu as cité n'ont pas de fonction de séchage ? Je sais que le PVA est extrêmement sensible à l'humidité... Pour le PLA+ et silk (HT, surement...) il devrait y avoir moyen de trouver un PETG "basse température" qui arriverait dans la plage du PLA ?1 point
-
Attention sa peut fonctionne en effet parfois mais on a beaucoup d'échec a l'usage de solution AMS pour la gestion de support, pourquoi car le PVA et le HIPS on de gros risque de de dégrader dans AMS et compagnie et dans le circuit PTFE ce qui peu causer des obstructions d'ou le fait que BBlab le déconseille tous comme Flashforge et Creality, ensuite tu évoque le cas d'usage d'utilisation PLA et PETG alors oui cela peu fonctionner mais avec du mal et dans ce cas pour optimisé les chances de succès faut multiplié par 2 - 2.5 fois la quantité de purge de filament pour éviter d'avoir des résidu de PLA avec le PETG et inversement sinon on finira très très soucis par avoir souci diverse a la reprise du print, sans compter que si l'ecart de temp° est trop important entre ton PLA et ton PETG cela déclenchera des alertes. L'usage pour de l'impression PETG avec support PLA par exemple sera bien plus probant sur une machine toolchanger comme la U1 ou alors une H2C avec son kit Vortek1 point
-
L'avantage de son système ouvert, c'est que je suis prêt à parier qu'il doit être possible d'optimiser ça soi-même (même si ca fait suer d'avoir à le faire quand on lâche 600€ pour une machine).1 point
-
J'ajouterai : pour la génération de supports de haute qualité et faciles à retirer en autre matériau que l'objet à imprimer (PETG/PLA, PVA)1 point
-
Aucune des machines actuelles n'est adaptée pour l'ensemble des cas d'usages, et c'est vrai autant pour une H2C, une H2D, une XL, une Core-One (L) INDX ou une U1, et c'est à mon sens dommage: suivant les besoins il sera préférable de s'orienter vers l'une ou l'autre, voir utiliser les deux type de solutions. En bref, cela ne simplifie en rien le choix des utilisateurs, et ce qui est validé pour un ne le sera pas nécessairement pour l'autre...1 point
-
bonjour @Julien je pense que c'est la psychologie Chinoise bien affutée qui nous permet de comprendre que la BOX à suscité beaucoup de polémiqués à la fois commerciales et techniques. Ils ont fait le choix de ne pas faire de démonstrations de la BOX pour calmer les esprits et d'éviter de se justifier.(c'est sans doute une raison ) Je pense qu'ils sont discrets et un peu blessés dans leur orgueil natif face à l'actualité.! J'ai réalisé différents tests d'impression avec la BOX tout fonctionne bien en terme de qualité rien à dire. Sauf que le produit n'est pas finalisé surtout dans l'esprit Européen il manque un guide d'utilisation complet avec des vidéos pour piloter un utilisateur débutant. Il faut découvrir quelques incidents d'utilisations pour se former aux subtilités de fonctionnement de la BOX. Un débutant à mon avis si il rencontre un code erreur il est perdu à savoir que nous avons 23 codes erreurs à déchiffrer. Le Forum est fait pour çà afin de répondre aux utilisateurs en difficulté (c'est ce qui nous sauvent; un grand merci à @fran6p pour son dévouement et sa capacité de travail ) Petit retour du SAV QIDI il sont charmant et répondent vite mais préfèrent envoyer une pièce ou un accessoire sans vraiment répondre du problème technique rencontré. Il est d'usage d'expliquer le pourquoi d'un problème, çà ils ne savent pas le faire... ils répondent sur des généralités d'usage consignées dans quelques solutions apportées par WIKI heureusement que çà existe. J'étais un ingénieur chez HP il était important à chaque problème de consigner une panne en expliquant le pourquoi, le où et le comment est réalisé le dépannage. en conclusion tout va bien sauf qu'il faut des compétences techniques à mon avis le combo QIDI plus + la BOX demande un investissement de temps et de compréhensions (c'est redoutable pour un débutant) si pas bricoleur il faut passer à autre chose1 point
-
Bonjour, Visiblement en sous extrusion : buse partiellement bouchée, mauvaise température, steps d'extrusion incorrects --> il y a de nombreuses pistes possibles.1 point
-
Bonjour, Je n'ai été confronté à ce problème. Néanmoins, essayez de nettoyer l'extrudeur. il y a souvent des dépôts de poussières de filaments qui peuvent détraquer le chargement. En quelle version de firmware êtes vous? A+1 point
-
Merci beaucoup, je pense que finalement, même si la Q2 me faisait de l'œil au début, la P2S serra plus adapté à mes contraintes. Mais je ne désespère d'obtenir une machine hors BBL, qu'on peu bricolé un peu et qui permet l'impression de matériaux plus technique quand mes contraintes évoluerons. Donc, même si il y quelques années il aurait été impensable de dire ça, mais je vais prendre la BBL (oui, quand j'en ai entendu parler au début, je me suis, jamais un truc d'assisté comme ça, l'impression 3d c'est pour bricolé un minimum... les gens changent...). Et puis peut être dans le futur même une prusa, pour le made in europe et la possibilité de la monter soi même ... ou la la, je m'avance trop, je viens de dire que je n'avait pas de temps, on verra plus tard...1 point
-
je voudrais bien te le fournir mais on a que le Gcode dans la machine c'est le fichier test fournit pour les Dechet j'ai la tour d'amorçage. Le dragon fait 22gr de filament et la tour 20gr. Mais j'ai fait un Benchy 4 couleur je vous mettais les photos demain, Il a été nécessaire 27gr de filament au total benchy + tour avec la U1, j'ai fait une simulation sur ma A1 si on utilise le même benchy et même couleur en profile 0.2 de base on est à 157gr incluant benchy + Purge + tour, et si j'optimise sur la A1 Je peux espérer descendre a 104gr en benchy + Purge optimiser sans tour de nettoyage. Et surtout côté temps le Benchy sur la U1 a mis 1h51 sur la simulation sur la A1 on etait a 11h501 point
-
Une semaine explosive autour du Formnext 2025 : annonces, nouveautés, interviews, tests extrêmes et bons plans... voici tout ce qu’il ne fallait pas manquer ! https://www.lesimprimantes3d.fr/semaine-impression-3d-516-20251123/1 point
-
C'est dans les vieux pots qu'on fait les bonnes soupes me disait une petite vieille, mais pas avec des carottes nouvelles (me disait-elle en me regardant...) ! Si cela te convient, tant mieux ! Bon, on est hors sujet largement, revenons au soucis de l'auteur du sujet (13 ans, mon dieu, mon dieu... ) !1 point
-
Salut Aucun souci avec la buse d'origine. Toutes les buses sont compatibles à part la buse de 0,2mm. Tout est détaillé là pour les filaments bois de la marque https://eu.store.bambulab.com/fr/products/pla-wood Ahhh grillé par @RFN_311 point
-
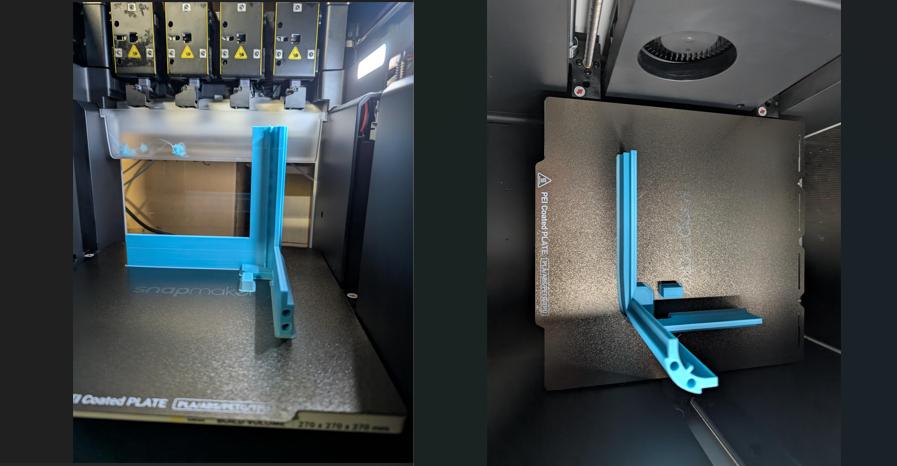
Je vais ici par la suite indiquer les modif ou mod ajouter a ma U1 et si il y a un réel plus. Le premier est un TopHat mis sur Thingiverse par Srin a première vue un utilisateur Coréen de la U1 son TopHat a l'air intéressant. Et surtout cela coutera bien moins que les 150€ en prix promo que celui officiel Snapmaker qui sera dispo que en mai qui plus est. Pour ceux qui chercherais a avoir un PTFE entre leur dryer de filament et le système d'envoi du filament au tête d'impression il y a un mod disponible Pour ma part j'ajouterais probablement une surface flexible Gyrogrip Pro Glacier pour U1, cette surface d'impression a déjà fait ces preuves et a 20€ environs y a pas ce priver Quelques rendu d'impression avec la U1. Attention il ne s'agit pas réellement d'une Hueforge ici car en réalité sur certaine couche nous avons plusieurs couleurs impression en 0.08mm avec le filament snapmaker. Chat colorisé sous SnapOrca en 0.2mm de hauteur de couche, rien de redire a la qualité d'impression toujours avec les profil Snapmaker . Attention on a une fausse impression qu'il y a des irrégularités de couches en réalité on perçoit pas a l'oeil c'est bien plus propre mais mon APN et la lumière exacerbe le rendu. Pour rappel sur la U1 on a 1h52min de temps d'impression pour 27gr utiliser Benchy + tour d'amorçage, en simulation sur la A1 on était a 11h50min de temps d'impression et 154gr avec les profile BBlab par defaut Benchy + tour + purge, et en optimisant on pouvait réduire à 104gr de filament en supprimant la tour et optimisant la purge pour un temps de plus de 11h30 toujours. Aller encore quelques impression multi color de Noel imprimer en plusieurs pièce les chapeaux et socle sont séparable et les sujet on été imprimer a part mais tous les pièce on au moins 2 couleurs. je ne vais pas mettre tous les impressions que je réalise en détail mais pour le moment 0 échec d'impression le seule ennemie que j'ai réellement c'est possiblement l'humidité sur les bobines qui peuvent causé du stringing et donc il est vraiment utile de d'avoir un système de séchage du filament c'est l'un des gros manque de la machine d'avoir un vrai système intégré, y a bien les snapdryer mais je les trouves pas ultra pratique je vais probablement investir dans un Chitu Filapartner E1 ou 2 Creality Space PI Plus d'ici janvier. Aller je change de type de filament, j'arrête le multi couleur pour le moment pour tester l'impression de PETG, je vais imprimer de TopHat pour la U1 designer par le Coréen Srin, et sa tombe bien j'avais en stock une bobine de HS PETG de Jayo que j'avais pas tester c'est chose faite . L'avantage du HS PETG (ou Rapid PETG, ou encore PETG HF suivant les fabricants) c'est de pouvoir imprimer du PETG avec des vitesses élever allant jusque 600mm/s (bon perso je pense pas aller au dessus de 300mm/s pour ce filament, ce le réglage que j'ai choisis d'ailleurs, 250mm/s pour les bords externe et 300mm/s pour les interne et remplissage). J'ai laisser les réglages similaire au PLA avec le profile de base, et j'ai choisi un profil de Filament Snapmaker PETG HF ou j'ai ajuster les temp° par rapport au filament Jayo que j'ai. Cela m'a d'ailleurs permit de trouver un bug sur la U1, si l'on choisir manuellement le type de filament PETG HF sur la U1 en chargent la nouvelle bobine, sur SnapOrca dans device on voit bien la bobine dans la tête mais dans la préparation de l'impression l'extrudeur avec notre PETG HF n'apparait pas, si l'on selection manuellement un type PETG HF et que l'on tranche lors de l'envoi vers la U1 de l'impression impossible de mapper le filament dans l'extrudeur contenant le PETG HF de définit, il y a un warning et on nous indique qu'il a pas de filament de ce type dans les extrudeurs. Pour résoudre le souci (ce qui m'a pris 10 minutes le temps de comprendre qu'il y avait soit un souci de définition sur la U1 soit dans SnapOrca) j'ai du changer le type de filament et le passer PETG HF à PETG sur l'imprimante et la plus de soucis pour lancer mes impressions. J'ai d'abord fait un test sur les plus petites pièces que le projet demande d'imprimer, puis j'ai attaquer les 2 coins arrières gauche et droite. Pour du PETG imprimer a 250-300mm/s je suis plus que ravis du résultat surtout que j'ai 2 angles arrières intègre une zone de surplomb de 3cm j'en ai profité pour faire sur l'un des support arborescent et l'autre ne pas faire de support sur la zone, les 2 pontages ce sont imprimer parfaitement, le pontage support j'ai même été surpris d'avoir des support qui ce retire sans laisser de trace et facilement en plus avec un rendu ultra propre, alors je n'ai pas ajuster les offsets de support qui généralement ne sont pas 100% les même que pour du PLA. J'ai pas encore tester d'imprimer des support en PLA sur une impression PETG ou l'inverse car je n'ai pas d'impression nécessitant réellement cela pour le moment a réalisé, mais j'ai regarder ce que l'on peu facilement faire via le slicer et cela n'est pas compliqué, il faut indiqué le filament utiliser en support, passer l'offset Z de l'interface de support a 0 (comme il n'y pas de fusion entre PLA et PETG autant en profité), et par contre pensé a indiqué dans le gestion de la tour de purge que l'on utiliser un des 2 filament en contour et l'autre en remplissage car les faire ce superposer pourrait poser des soucis je pense. Quelques Vidéo TimeLapse de mes impressions sur la U1 :











 1 point
1 point






.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)







.jpg.69f1e65d845122aa24a9196346921c4a.jpg)







