

Guizboy
-
Compteur de contenus
783 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1





Récompenses de Guizboy
")





-

SAV Zortrax catastrophique
Guizboy en réponse au topic de L_electron_Libre dans Discussions sur les imprimantes 3D
Salut, Juste pour dire que depuis environ deux ans, tous les revendeurs de matériel 3d se désengagent de Zortrax J'utilise une M300 Dual dans mon entreprise et depuis les dates mentionnées ci-dessus, je galère à mort pour trouver des matériaux. Ça ne te donne pas de solution mais on est au moins deux clients Zortrax à en chier :) Force à toi ! et à moi.... -
Bonjour,
j'ai vu que vous aviez monté un kit dyze design sur votre CR-10.
J'ai une CR-10 MAX je n'arrive pas à régler le kit
Sonde de température affiche -15 °C et moteur extrudeur fait du bruit mais ne tourne pas.
Auriez vous des conseils pour moi.
Bien cordialement
-
Bonjour,
Je suis désolé pour le retard de ma réponse.
Est-ce que vous avez pu solutionner votre problème ?Pour ma part j'ai du entrer des valeurs de sonde spécifiques au modèle Dyze car la sonde n'est pas standard, c'est un thermo couple qui fonctionne avec une courbe de valeurs spécifiques.
Cordialement
-
-
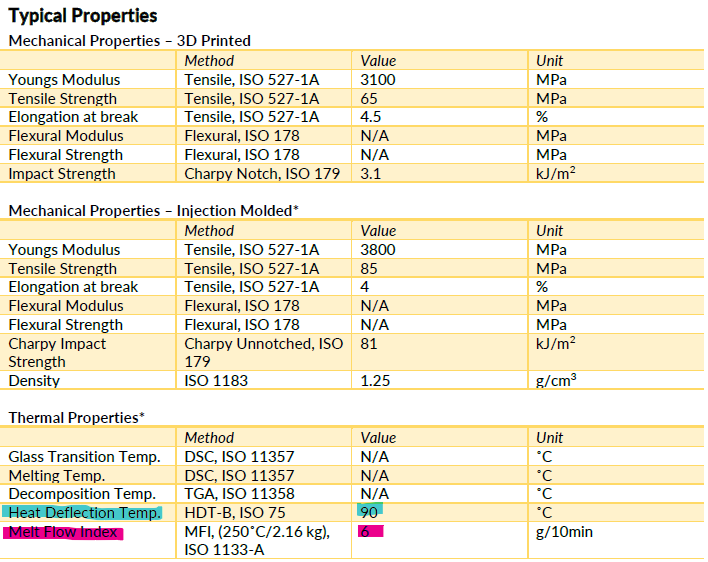
Salutations, L'impression du filament flexible est un sujet à part entière dans le monde de l'impression 3D. Il y a 5 ans maintenant que j'ai créé ma société en ingénierie mécanique, impression 3D, usinage et formation pour les secteurs de la défense et de l'industrie. Du coup je me disais que je pouvais partager un peu de ce que j'ai appris Sur la partie industrie de ma société, je suis amené à concevoir et fabriquer des protections sur mesure, des outillages et des améliorations machine en filament flexible. Ces pièces peuvent nécessiter jusqu'à 150h d'impression en fonction de leur application qui me permet de définir des capacités et seuils d'amortissement dont découle une forme et densité de remplissage ainsi que le nombre de parois internes et externes. Mais déjà avant tout ça, il y a une petite précision à apporter. Le "Flexible" est un terme "fourre tout" lors des discussions à ce sujet mais il y a plusieurs catégories importantes. Pour les pièces de mes clients je n'utilise que du TPU. Cependant, en fonction de la dureté du TPU exprimée en SHORE, il y a une variation énorme en terme de paramétrage. Donc pour être précis, j'utilise des TPU en 95A, 82A, 70A et enfin 60A. Notez que les filaments en dessous de SHORE 70A ne sont pas utilisables en agro-alimentaire. Dans le TPU (et peut-être en TPE, je ne n'en utilise pas donc je ne sais pas), il y a deux familles. Le semi-flexible et le flexible. Le filament de dureté SHORE 95A est le seul représentant de la famille des semi-flexibles. La famille des filaments flexibles quant à elle inclut les duretés SHORE 82A, 70A et 60A. En dessous de cette dureté on opte en général pour un type ou un autre de silicone. Déjà ça dégrossit pas mal le tableau. Maintenant, il y a un paramètre très important à prendre en compte au niveau facilité d'impression : on prend du filament Ø1.75 ou Ø2.85 ?! Pour répondre à cette question il faut se demander à quel usage seront destinées les pièces que vous souhaitez imprimer. En effet, si cet usage implique d'utiliser du 95A uniquement, le Ø1.75 s'imprime assez facilement même sur des systèmes Bowden. En revanche, si l'usage de vos pièces implique d'utiliser des filaments de dureté SHORE inférieure, il vaut mieux passer sur du Ø2.85 en extrusion directe. "J'veux bien mais BORDEL à cul POURQUOI ?!!" me demanderez vous La réponse à cette question implique de parler de viscosité, de HDT, de dilatation et de pression (je vais simplifier bien sûr, soyez indulgents svp). La viscosité dans notre contexte d'imprimeur représente la difficulté à faire passer le filament fondu sous forme de pâte au travers du trou de sortie de la buse. C'est ce qui fait que vous pouvez imprimer du PLA à 500mm/s sur une K1 Max non modifiée puisqu'il est très fluide une fois fondu, alors que sur du PETG "haute température", qui lui est beaucoup plus pâteux et difficile à extruder en terme d'effort mécanique pour le moteur d'extrusion, vous devrez descendre à ~80mm/s. La HDT (Heat Distortion Température) ou température de fléchissement sous charge correspond à la température à partir de laquelle le matériau que vous utilisez perd tout ou partie de sa résistance mécanique. Cette info est indiquée sur la fiche technique du matériau. La dilatation de la matière plastique est importante et s'exprime en micron/mm²/°. Cette dilatation nous pose problème en tant qu'imprimeur pour la justesse géométrique de l'objet imprimé mais, dans le cas qui nous concerne, parce qu'elle impose des tolérances élevées dans les pièces qui assurent le passage/guidage du filament dans l'extrudeur. La pression dans notre cas correspond à la force de poussée pour faire passer le filament fondu au travers du trou de sortie de la buse répartie sur la surface du filament. Voici un exemple de tableau sur lequel la valeur de dilatation apparait (Source Simplify3d) : Voici un exemple de Fiche Technique de matériaux (du PolyAmide détectable en l’occurrence) sur lequel le Coef de viscosité ainsi que la HDT apparaissent (Source ColorFabb) Donc, le filament en Ø2.85 permet de répartir la force de l'extrusion sur une plus grande surface ce qui diminue la pression et il est plus "rigide" ce qui empêche le phénomène de l'accordéon dont je parle ci-après. Afin de pouvoir expliquer la suite, il faut que l'on parle du système d'extrusion : Il est composé de plusieurs parties mais on ne va pas tout détailler, on est Dimanche et j'bosse comme le gros benêt que je suis... On va se concentrer sur le passage du fil en omettant la motorisation et sa mécanique que l'on suppose fiable (un extrudeur "fait pour" quoi). On a donc deux parties : Le corps froid qui comprend le dissipateur thermique ainsi que le tube de liaison qui fait la jonction entre l'extrudeur et le corps chaud. Le corps chaud qui comprend le corps de chauffe et la buse. Explication de la problématique : Le filament doit passer librement dans le système d'extrusion ce qui implique de laisser du jeu entre le diamètre du filament qui fait en général le diamètre annoncé plus ou moins 0.02mm pour les filaments faciles et plus ou moins 0.05mm pour les filaments complexes (en fonction du fabricant ça peut varier mais je simplifie ici aussi. Pour voir les tolérances exactes, regardez la fiche technique du matériau en question (TDS en anglais pour Technical Data Sheet)). Donc le tube de liaison a un jeu de passage sur son diamètre intérieur qui est pratique pour que le fil coulisse librement mais nous emmerde fortement parce que, qui dit jeu, dit fuite. De plus, comme il y a du jeu, avec la pression exercée sur le filament pour l'extruder, il peut se courber dans le tube et, si la pression est trop forte, devenir un superbe "accordéon" qui va s'arcbouter sur les parois du tube et bloquer le passage. Dans le cas du flexible qui à une viscosité très élevée, le jeu n'est pas gênant mais pour les filaments très fluide ça peut faire refluer le plastique fondu dans le corps froid ou il va être refoidi (CQFD), figer, supprimer le jeu de passage et créer une magnifique occlusion qui va flinguer votre impression en cours. Les deux derniers points sont liés, en effet, le corps froid essaei de dissiper la chaleur produite par la résistance du corps de chauffe en permanence afin que la chaleur ne se transfère pas du corps chaud au corps froid. Mais comme le corps chaud et le corps froid sont liés mécaniquement, le corps froid est de plus en plus chaud à mesure que l'on descend et approche le corps de chauffe. La résultante de ce phénomène tout à fait normal est que le filament risque de dépasser sa température de fléchissement sous charge AVANT le corps de chauffe et ramollir plus ou moins dans le tube de liaison. Si on met tout ça bout-à-bout qu'est ce que ça donne ? Et bien, le filament est maintenu en pression dans le passage entre le corps chaud et le corps froid, dans le même temps il chauffe au fur et à mesure qu'il s'approche de la buse. Si la pression est trop forte, le filament va se tasser jusqu’à être pâteux dans le bas du tube de liaison qui est en contact direct avec la buse. Et c'est à cette instant que la dernière difficulté imposée par le flexible va vous prendre par surprise et achever votre impression... Comment ?! Et bien il faut savoir qu'un tube de liaison de qualité (acier, inox, titane, etc...) est poli miroir ou rodé ce qui donne une rugosité extrêmement faible à l'intérieur de l'alésage pour obtenir une friction minimale. Les tubes PTFE, quant à eux, sont presque parfaitement lisses par défaut et le PTFE (Téflon) accuse, de base, du meilleur coef. de friction des polymères. MAIS les filaments flexibles s'entourent d'une couche extrêmement collante quand ils commencent à fondre (vous pouvez essayer en chauffant un bout de flex au briquet ) et cette "colle" arrive à adhérer à la paroi interne du tube de liaison juste à sa jonction avec la buse et forme une espèce de bague. Cette bague va gêner le passage du filament qui va avancer par saccade au lieu d'avoir un mouvement fluide. Au début ça cause une légère sous extrusion mais comme le filament avance par saccade, ça occasionne des pics de pression derrière la buse, le fil se tasse et devient mou plus loin que d'ordinaire et... c'est le début de la fin, le phénomène s'accélère et empire jusqu'à une occlusion quasi, voir complète du jeu dans le tube de liaison. En l'absence de jeu, c'est le "serrage". Le filament ne passe plus Voici la photo de tubes de liaisons à divers stade du phénomène : [Edit] : Paramètrage et explications supplémentaires à venir


-
Oui c'est pratique mais ça présente tout de même des inconvénients Le principal étant la perte de détails sur des parois de formes complexes. Il y a également les bavures sur les changements de direction brusques et la quasi impossibilité de dimensionner les trous qui finissent sous dimensionnés. C'est pour ça que j'ai abandonné les recherches sur cette façon d'imprimer En restant proche du diamètre de buse on est bien plus précis
-
Joyeux Noël à tous
-
Durée de vie d'une imprimante 3D
Guizboy en réponse au topic de Danield dans Discussions sur les imprimantes 3D
Salut, si je prends l'exemple de ma société. j'ai des cr-10 qui ont 5 et 2 ans. Une m300 dual qui a 3 ans. Une form3 qui a 3 ans. Sorti de l'entretien, aucun souci particulier malgré des milliers d'heures d'impression. -
Je doute que ça dérange les gestionnaires de ce forum, ce sont des humains J'espère que tu tireras de la force du soutien que tu trouveras ici Je te souhaite également bon courage. C'est une terrible épreuve.
-
tenlog tl-d3 pro Demande d'aide en local
Guizboy en réponse au topic de mich0111 dans Discussions sur les imprimantes 3D
Je suis dans le 42, trop loin aussi Yop @fran6p, ça faisait longtemps Au passage meilleurs voeux à toutes et à tous ainsi qu'à vos familles Santé et bonheur -
Hum... A ce niveau il n'y a que la purification par le feu
-
Impression décalée avec une TRONXY X5SA pro 500 carte mère v9
Guizboy en réponse au topic de Patricia dans Discussions sur les imprimantes 3D
Même constat que @Titouvol : des couches de 0.04mm c'est intenable avec une buse standard. J'imagine que c'est une faute de frappe dans tes paramètres. D'après ce que je vois, le première couche est à 0.2mm et les suivantes à 0.04mm ce qui n'a que très peu de chances de fonctionner. Le premier paramètre de la partie "qualité", essaies de le remettre à 0.2mm et réessaie pour voir ce que ça donne. Il est possible que le problème vienne uniquement de cette faute de frappe. -
Impression décalée avec une TRONXY X5SA pro 500 carte mère v9
Guizboy en réponse au topic de Patricia dans Discussions sur les imprimantes 3D
Salut, Bienvenue chez les utilisateurs de Tronxy Peux tu nous communiquer tes paramètres d'impression pour ce modèle ? Est-ce que le problème survient de la même manière avec une vitesse d'impression faible (genre 20mm/s) ? A vue de nez, je pense que ton imprimante sur-extrude si je me base sur la photo fournie (c.f. les amas en fin de couche). Il arrive que, lorsque l'on est en sur-extrusion, la buse "racle" sur les couches inférieures jusqu'à atteindre un point où, avec la matière qui s'accumule, la buse force suffisamment pour faire rater des pas aux moteurs des axes X et Y. D'où le décalage. Du coup j'ajouterai un calibrage d'extrudeur à vérifier. -
Yop @fran6p, ça faisait longtemps Ca gazouille ? Pour la configuration de la sonde de température de la tête Dyze, c'était un peu plus compliqué qu'avec les modèles standards au moment où je l'ai montée. Mais d'après ce que je vois sur la page de support de Dyze Design, la sonde 500° est supportée depuis marlin 1.1.0RC7 Source
-
Content que tu aies pu solutionner le problème
-
Même constat de mon côté, l'Hemera n'est pas un bon extrudeur pour le filament flexible. Cependant, je profite du fait que tu me poses cette question pour placer une précision : J'ai eu l'occasion d'utiliser une caméra thermique sur ma CR-10 en imprimant du flex. Caméra qui m'a été prêté par un client avec le logiciel idoine. En regardant le spectre pendant une impression, je me suis rendu compte que le flux d'air de refroidissement pièce de mon imprimante refroidissait la pointe de la buse malgré que la tubulure ne soit pas pointée sur la pièce mais légèrement en dessous. J'en ai déduit que l'air en se détendant en sortie de refroidissement formait un pinceau plus large que prévu. Conséquence : si la pointe de la buse est plus froide que le reste de sa surface, l'extrusion demande beaucoup plus d'effort. Mais surtout, ce n'est pas détecté puisque la sonde température buse prend l'info au niveau du corps de chauffe et non de la buse. Test : Après avoir modifié la tubulure de refroidissement et recommencé l'impression, j'ai noté une amélioration au niveau des bouchages dans le tube de liaison. Mais ça ne règle pas complètement le problème. Test 2 : J'ai également essayé d'imprimer le 82A avec des buses plus grosses afin de voir si ça réduisait la pression du filament à l'intérieur du tube de liaison mais ça n'apporte qu'une amélioration mineure. Et encore, c'est au prix de la perte de définition sur les détails fins de mes modèles... Conclusion : La température du tube de liaison est un facteur du problème et le refroidissement mal dirigé le facteur aggravant. Malheureusement je n'ai pas trouvé de solution pour réhabiliter l'Hemera à l'heure actuelle. Et comme je dois imprimer du filament extrêmement flexible (J'imprime même du 60A maintenant, bonjour le chewing gum ), j'ai opté pour un extrudeur Titan aero en 2.85. J'ai abandonné le 1.75 et c'est beaucoup mieux. Si ça bouche en 2.85, c'est que j'ai merdouillé avec le paramétrage, ça ne vient pas du matos.
-
Pour le nylon si vous n'avez pas les moyens d'acheter un appareil dédié au séchage des bobines, il y a une technique simple qui fonctionne bien. Mettez la bobine à sécher dans sa boite en carton, posez la boite sur le centre du plateau et faites chauffer le plateau à 100° pendant 4H. J'obtiens pile 80° quand je mesure la température de la bobine avec cette méthode. Ça fonctionne nickel (pareil avec le PLA mais il faut régler la température de plateau à 80° au lieu de 100°) et cette méthode m'a bien dépanné quand mon premier four m'a lâché





