Locouarn
-
Compteur de contenus
538 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Locouarn
-
Projet GRBL 4axes + Laser
Locouarn en réponse au topic de Jean-Claude Garnier dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonsoir, Personnellement j'ai résolu le problème en affectant le PWM au laser et la variation de vitesse de broche par un potard. C'est beaucoup plus précis et cela permet de modifier la vitesse de broche en cours de travail. Quand je fraise, je démonte le laser (because la poussière). -
Branchement laser 20w ortur
Locouarn en réponse au topic de JLBFE dans Entraide : Questions/Réponses sur les CNC et Lasers
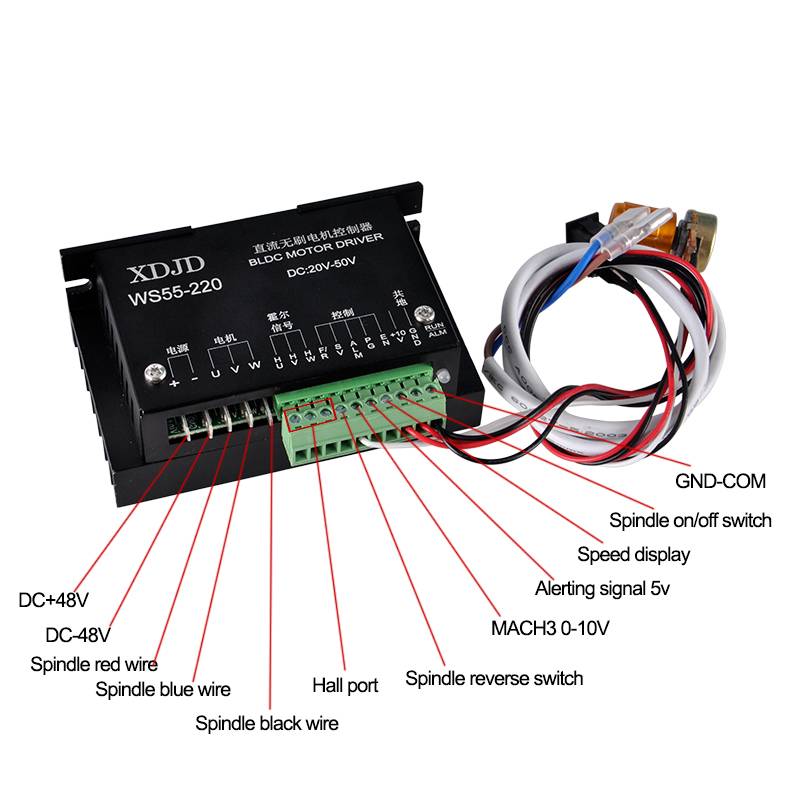
J'avais également cette petite carte 3 fils / 4 fils avec mon laser, mais je ne l'ai pas utilisée. J'ai branché le fil noir sur la masse, le rouge sur + 12 V et le blanc sur le PWM. Et ça fonctionne très bien... -
Decoupe formes basiques dans laiton 2mm
Locouarn en réponse au topic de Titouvol dans Discussions sur les graveurs laser, les CNC et l'usinage
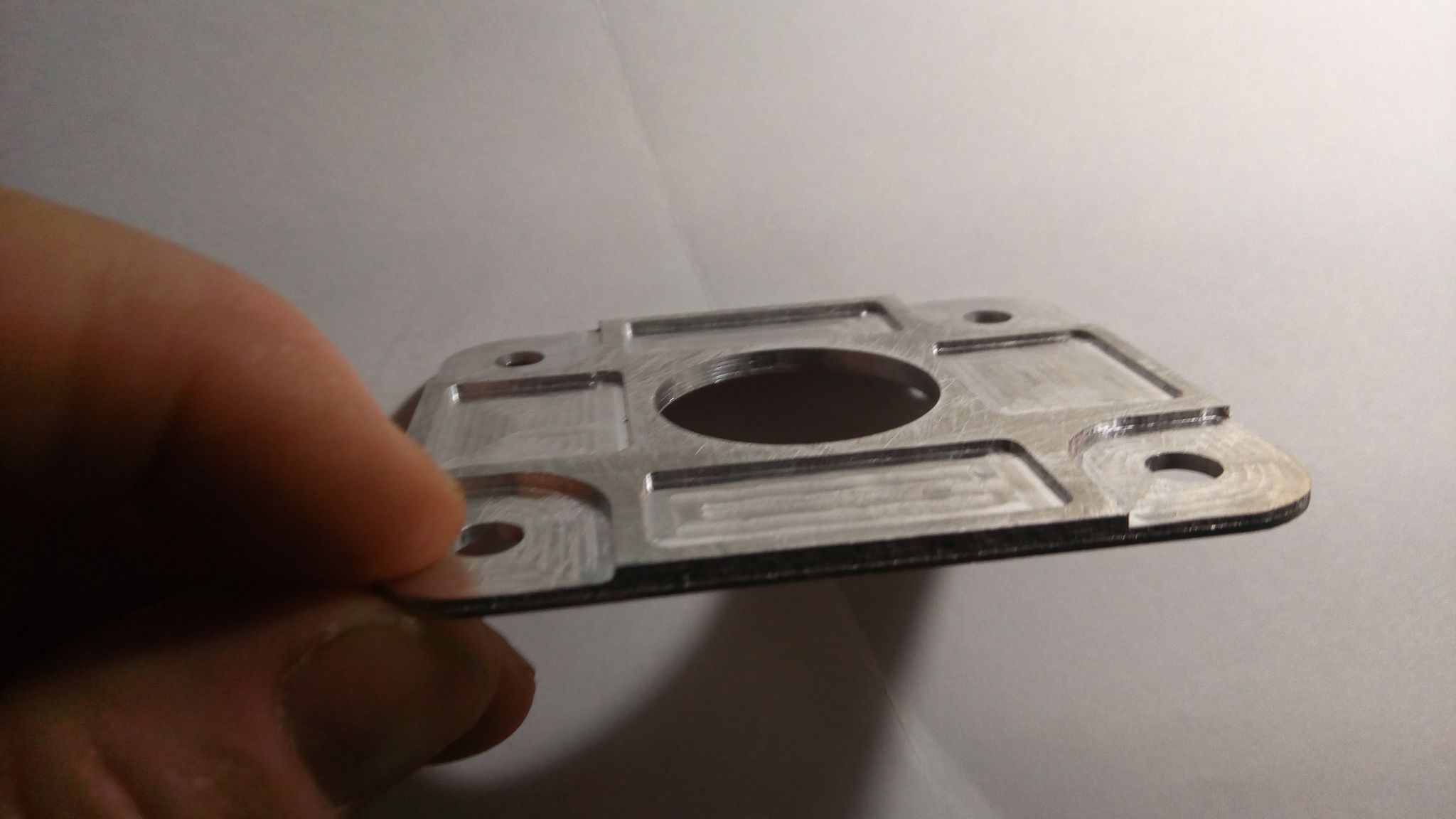
A mon avis rien ne sert de mettre une fortune dans ces petites machines pédagogiques dont l'intérêt restera toujours d'initier à la commande numérique. Après la "Nikodem Bartnik", déjà fort améliorée, je passerais à une machine plus solide à base de NEMA 23 comme l'a fait @Jean-Claude Garnier ! Pour le moment je m'amuse avec un laser.
-
Decoupe formes basiques dans laiton 2mm
Locouarn en réponse au topic de Titouvol dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonsoir, Le plus gros avantage des broches de 500 W sur la Dremel, c'est le guidage. Après, c'est aussi la pince ER11 qui permet d'utiliser des fraises de divers tailles avec un serrage parfaitement concentrique. Sur les 3018 et consœurs, la broche c'est un moteur type "775" dont la puissance est... "élevée". La "Nikodem Bartnik" avec une broche de 500 W usine très bien l'alu.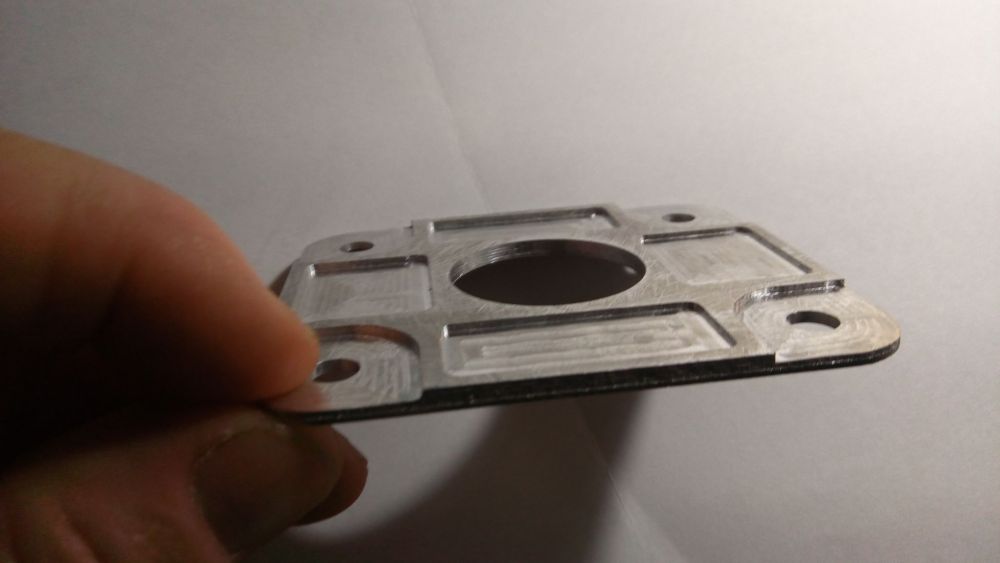
-
- autre - Données fantômes par carte mémoire
Locouarn en réponse au topic de Locouarn dans Électronique
Bonjour, Je reviens sur ce sujet afin de ne pas le laisser plein de questions sans réponses comme trop souvent. J'ai eu la curiosité de regarder le code que Cura a écrit sur ma carte mémoire et j'ai eu une grosse surprise. A partir de la moitié, il ne contient plus du code mais des données hexa complètement aléatoires. J'ai donc re-découpé en enregistrant le fichier de code sur le disque dur et, bien qu'il ait exactement la même taille, il comprend le double de ligne et toutes contiennent un code très cohérent. Une fois ce fichier copié sur la carte mémoire (celle qui débloquait), tout fonctionne très bien. Conclusion : Ce n'est pas la carte qui pose problème, ni le fichier généré par Cura, mais l'incapacité de Cura à enregistrer correctement le fichier sur la carte mémoire. Peut-être que cela est lié à un problème de pilote USB, vu que Cura est désormais également incapable de se connecter à l'imprimante par câble, alors que cela fonctionnait dimanche dernier (où j'avais déjà le problème avec la carte)... Le problème n'est donc pas totalement résolu, mais je sais comment le contourner et aussi où chercher (pilotes USB ?). -
Bonjour, Bon, la modif est réalisée. Le montage est un peu différent de ce qui est expliqué, vu que la pièce moletée ne vient pas en contact avec le tube inox de la tête d'extrusion (en pratique il reste quasiment 5 mm d'écart). Du coup la pièce moletée se visse à fond mais je ne pense pas qu'elle va se dévisser pour autant. Le plus gros défaut de ce système, c'est que pour décoller le raccord magnétique, il faut le glisser latéralement, ce qui est impossible si un bout de filament est cassé dedans. Mais ce sera toujours mieux que le raccord pneumatique qui cisaille le tube PTFE ! Il ne reste qu'à tester, mais pour le moment j'évite le filament creality qui casse comme du verre. Avec un autre (Stroghero3D) stocké dans les même conditions je n'ai aucun problème.
-
- autre - Données fantômes par carte mémoire
Locouarn en réponse au topic de Locouarn dans Électronique
Bon, j'ai reformaté avec SDformater mais j'ai ensuite été obligé de refaire un formatage rapide "normal" car la carte n'était pas reconnue. A ce stade, un autre problème est apparu : Pour faire une boule, l'imprimante faisait les 2-3 couches de base puis montait de la moitié de la hauteur totale et imprimait dans le vide. J'ai donc remplacé le firmware sur lequel j'ai de gros doutes par un Marlin 1.1.9 et j'ai aussi "downgradé" Cura en 4.6 (j'ai un doute sur la V 4.8). Bref, j'ai fait mon impression par câble USB pour assurer le coup et tout a parfaitement fonctionné. Reste donc à refaire l'essai par carte microSD, vu que j'ai modifié plusieurs causes possibles en même temps... (mais j'avais envie de faire ma pièce). -
- autre - Données fantômes par carte mémoire
Locouarn en réponse au topic de Locouarn dans Électronique
Merci à vous. J'avais déjà essayé le formatage complet, mais je recommence avec SDformater. Je vous dirais... -
Bonjour, Je ne sais pas si je suis dans la bonne rubrique pour exposer mon problème car je n'en ai pas trouvé qui corresponde... Mon problème est assez simple : - Je crée un fichier avec Cura que j'enregistre sur une carte micro SD, - Je mets la carte dans l'imprimante (Ender 3) et je lance l'impression, - L'imprimante m'imprime un mélange entre une ancienne pièce et la nouvelle, parfois quasiment uniquement l'ancienne. J'ai fait un formatage complet de la carte mémoire, cela ne change rien. J'ai installé un nouveau firmware (TH3DUF_R2), rien ne change. Lorsque j'imprime par câble USB je n'ai pas ce problème. Des données resteraient-elles en mémoire dans l'imprimante, même éteinte ? Je suis un peu perdu. Dois-je consulter un exorciseur ? Merci.
-
Bonjour, C'est ce que je faisais sur mon Anet et ce que je fais normalement - mais plus difficilement - sur l'Ender 3. Sauf que quand le filament est cassé (souvent en plusieurs morceaux) dans le tube PTFE, on ne peut plus le sortir sans tout démonter...
-
Bonjour, Merci beaucoup pour ce "tuyau" que je vais m'empresser d'essayer. En effet, c'est l'enfer pour sortir le tube PTFE du corps de chauffe, même en dévissant complètement le raccord pneumatique. Ma seule inquiétude est le nota concernant la température maximum de 85°c pour l'aimant... Je viendrais raconter la suite. Cordialement.
-
Bonjour, A l'époque où j'avais une Anet A8, le top de l'upgrade était d'installer un extrudeur Bowden. Depuis que j'ai remplacé mon Anet par une Ender 3 équipée d'origine en Bowden, je ne peux que constater le handicap que constitue ce Bowden lorsque l'on utilise un filament qui casse sans arrêt. Plus de rétraction, et surtout impossible de retirer le filament sans tout démonter... Du coup, je me demande si le direct drive ne serait pas la meilleure solution mais je cherche des avis basés sur l'expérience de ceux qui ont rencontré les mêmes problèmes. Bien entendu, je voudrais éviter les discours théoriques ou commerciaux habituels, juste du vécu et du factuel, merci. Bonne soirée.
-
Problème carte sd CNC3018 pro
Locouarn en réponse au topic de Sam69 dans Entraide : Questions/Réponses sur les CNC et Lasers
Bonjour, Je n'ai jamais bien compris l'utilité d' une carte SD sur une CNC, ni comment cela peut fonctionner. J'imagine donc un écran comme sur une imprimante 3D qui permet d'entrer des commandes en direct... Serait il possible de voir les premières lignes d'un programme pour comprendre (ce n'est pas un "fichier d'impression"). Ne serait il pas nécessaire de déconnecter l'USB pour que la carte fonctionne ? Cdlt -
Branchement laser 20w ortur
Locouarn en réponse au topic de JLBFE dans Entraide : Questions/Réponses sur les CNC et Lasers
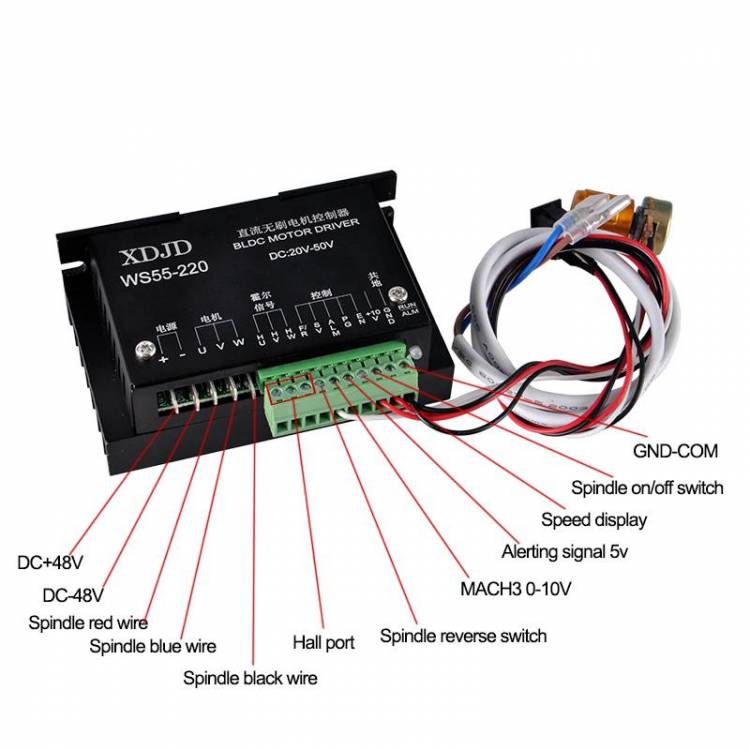
Bonsoir, Voilà un sujet sur lequel je viens récemment de me pencher. A priori (mais je peux dire des âneries du fait de ma maigre expérience), un laser nécessite deux connexions : Une alimentation de puissance en 12 V et une commande PWM avec sa masse. Du fait que la masse (GND) est présente dans les deux cas, on peut se contenter d'un seul fil. Il me semble donc que le fil rouge c'est le +12 V, le noir c'est GND et le blanc c'est la commande PWM (positive). J'ai déjà vu des lasers avec 3 connecteurs, les deux connecteurs à 2 broches séparés et un troisième à 3 broches. Cdlt. -
Bonjour, Histoire de changer du bois, j'ai eu besoin de fabriquer des aiguilles pour remettre en service un vieux coucou de forêt noire (années 50). J'ai redessiné sous Autocad en suivant les formes d'origine traditionnelles (désolé Jean Claude que tu y voies une forme curieuse ) puis usiné cela dans un fond de boitier de CD avec une fraise à graver. Je vous joins le dxf à l'échelle 1 pour ceux que cela pourrait intéresser. Aiguilles ech 1.dxf

-
C'est gentil, mais c'est juste un modèle que j'ai trouvé sur thingiverse. J'ai juste réduit le nombre de triangles à 30 000. Il faudra que l'on compare nos méthodologies avec Fusion, car ce qu'il m'a pondu n'était pas génial. Je trouve son fonctionnement assez capricieux, pour le moins. Du coup j'ai fait mes codes (ébauche + finition) avec CamBam. Malheureusement, est-ce le bois, les fraises ou les réglages, j'ai souvent des trucs pleins de "cheveux"... J'ajouterais des photos.
-
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, C'est un peu ballot de faire tout ce travail pour pas grand chose. D'origine, la mise en marche et l'arrêt de broche sont déjà contrôlés par le programme (ainsi que l'inversion de sens). Très franchement, vu l'usage quasi inexistant que je fais de la variation de vitesse, j'en viens à regretter de ne pas avoir conservé le simple potentiomètre (qui présente l'avantage d'être ajusté en cours de travail). A ta place je commencerais sans variation PWM, qui de plus s'avère être non linéaire (non proportionnelle à la valeur de consigne). Au lieu d'un convertisseur PWM, il est préférable d'acheter un petit tachymètre optique. -
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour Jean Claude, Toi tu as l'excuse d'avoir vécu plus d'années avec le 220/380 qu'avec le 230/400 (comme moi d'ailleurs). Là où c'est grave, c'est pour ceux qui sont nés après janvier 96, qui n'ont donc jamais connu le 380 V et qui en parlent toujours ! Comme quoi la culture se transmet d'étrange façon... Ca peut expliquer que certains ignorent encore que la terre est ronde. -
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Ce convertisseur porte la référence STK0114010678. On le trouve par exemple sur amazon qui livre sans problème pendant que le pays est à l'arrêt... -
Endstop sur une mini CNC.
Locouarn en réponse au topic de serge69 dans Discussions sur les graveurs laser, les CNC et l'usinage
C'est dans quelle langue ? Illettrisme ou simple manque de respect ? -
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour Jean Claude, Non, je n'ai pas eu le temps de creuser beaucoup mais je vais le faire dès que j'aurais du temps car ce logiciel me semble bourré de ressources. Il faut dire qu'il englobe les fonctions de contrôle (avec des probes dans tous les sens et une fonction "ignore M6"), de CAM, d'édition de code,... Mais pour le moment je suis un peu débordé par les travaux extérieurs, vu que l'on sort à peine de 5 mois de pluie. -
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonsoir, Il existe des broches avec codeur à effet Hall, puisque les entrées sont prévues sur le contrôleur. La mienne n'a que les 3 fils du moteur...

-
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Bonjour, Brushless ou pas, le couple à faible vitesse est nul... Sauf cas très particulier, on est généralement à plus de 50% de vitesse, même souvent à 100% ! Les broches de 500 W peuvent recevoir une tête ER11 ou ER16 indifféremment. Honnêtement, la ER11 qui va jusqu'à 7 mm me semble bien suffisante. La ER16 va jusqu'à 14 mm et je ne vois pas trop la nécessité sur une si petite machine (si ce n'est d'utiliser des outils de défonceuse en tige 8 mm). Pour les outils : Pour fraiser, uniquement de la fraise à une lèvre (single flute in english) sous peine de laisser un tramage horrible sur les surfaces (et de collage dans le plastique). J'ai des 3 mm et des 6 mm pour travailler plus profond (cylindriques, diam. tige = diam. outil). Pour graver c'est soit les fraises "flèche" (en V) ou à bout rond (ball end) pour les bas-reliefs. Dans tous les cas, le couple nécessaire augmente rapidement avec le diamètre d'outil et la section de copeau. Il faut rester raisonnable... -
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Un huitième de tour c'est quand même 1 mm avec des vis à 4 filets... Ceci dit, lorsque le charriot se déplace dans le sens "de l'écrou moteur vers l'écrou de rattrapage", le dit écrou de rattrapage est tenté de glisser sur ses 4 vis vers l'écrou moteur et peut bloquer le système. A moins que la translation possible (jeu sous la collerette) soit inférieur au backlash de l'écrou moteur (qui est très faible). Pour moi le seul système valable, c'est de maintenir le contre-écrou plaqué contre le chariot avec une bride qui permet son réglage puis son immobilisation en rotation. Pas si compliqué quand on regarde bien. -
CNC - NikodemBartnik
Locouarn en réponse au topic de Guillaume3D dans Discussions sur les graveurs laser, les CNC et l'usinage
Pour les livraisons, il n'y a pas de problème avec amazon (tant que le facteur veut bien bosser). Il y a des moment je me demande si sous prétexte de nous "protéger", ils ne veulent pas plutôt nous pourrir simplement la vie...