windaube
-
Compteur de contenus
130 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par windaube
-
"PARK" apres pause sous klippler et commande M600
windaube en réponse au topic de windaube dans Entraide : Questions/Réponses sur l'impression 3D
bonjour Merci de vos réponses. Je vais regarder cela à tête reposée ce week-end. Je constate tout de même un comportement anormal à partir de la deuxième pause. Pour mes essais, je vais être obligé de redémarrer à chaque nouvelle tentative. -
bonjour @pommeverte perso quand je fais un M500 le paramètre n'est pas listé donc je ne sais pas si il va être écrit en eeprom . j'ai essayer cette commande sur ma vielle Anet A8, effectivement cela me permet bien de dépasser les 220mm d'origine Si tu as les bonnes dimensions dans Cura, effectivement aucun risque. Par contre, en manuel via l'écran LCD, il n'y a aucune barrière. Comme indiqué plus haut, il faut utiliser Pronterface pour dialoguer avec l'imprimante, lui envoyer la commande M211 S0, et essayer de piloter l'imprimante au-delà de la bride d'origine. Si ça fonctionne, tu auras juste à ajouter la commande à la fin de ton Gcode de début dans Cura.
-
bonjour test la commande M211, normalement c'est pour désactiver les "fin de course virtuel" sur le papier marlin va ignorer les commandes qui lui demande d'aller au delà de la taille du plateau indiquer dans le firmware. donc théoriquement si tu le désactive tu peu aller ou tu veux .... ce n'est pas très propre mais tu n'a pas a recompiler un firmware https://marlinfw.org/docs/gcode/M211.html Normalement tu envoie un M211 S0 dans le gcode de début et ca roule
-
Arrêt d’impression en cours de route
windaube en réponse au topic de Liight dans Entraide : Questions/Réponses sur l'impression 3D
bonjour si tu a le choix de reprendre l'impression c'est que tu est dans un fonctionnement "normal" de l'imprimante si tu aurai un problème matérielle l'imprimante serait juste planté sans aucune action possible si tu aurai un problème de sonde ou de cartouche chauffante marlin resterait bloquer sur ce message avec une obligation de reset donc perso je pencherai plus sur un problème du détecteur de fin de filament ou sur un probleme de carte SD -
bonjour j'utilise klipper sous une SKR1.3 et un combo octoprint+octoklipper coté host quand je déclenche une pause via octoprint la commande fonctionne correctement mais la tête reste sur la pièce ce qui provoque une déformation de la pièces Je recherche donc la possibilité d'effectuer un PARK juste âpres la pause pour éviter ce problème. Second problème pour la détection de filament j'utilise la commande m600 (que je trouve très pratique si un jour j'ai besoin de faire un changement de couleur directement depuis le slicer) j'ai un phénomène plutôt étrange qui se produit quand je déclenche la détection de filament, la pause est bien exécuté, la tete va a l'emplacement voulu et le Z monte bien de 10mm comme prévu, cependant la tete repart immédiatement au-dessus de la pièces et attend la pause ici ( a 10mm au-dessus) . Quand je lance la commande reprendre, l'impression reprend ou elle c'était arrêté mais a 10mm au-dessus de la pièces, au prochain changement de couche elle fini pas déscendre au bon niveau et l'impression continue normalement voici mon Gcode [filament_switch_sensor my_sensor] pause_on_runout: False runout_gcode: M600 event_delay: 1.0 pause_delay: 0.5 switch_pin: !P1.28 [pause_resume] [gcode_macro M600] #default_parameter_X: 50 #default_parameter_Y: 0 #default_parameter_Z: 10 gcode: SAVE_GCODE_STATE NAME=PAUSE_state PAUSE G91 G1 E-2 F2700 #rétract G1 Z10 #+10mm sur Z G90 G1 X10 Y10 F3000 #emplacement pour le PARK merci
-
marlin Imprimante DIY - Impression inversée sur axe X
windaube en réponse au topic de Cedrico dans Paramétrer et contrôler son imprimante 3D
je penche pour une inversion de logique dans le fichier configuration.h #define X_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. #define Y_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. #define Z_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. #define X_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Y_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MAX_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_ENDSTOP_INVERTING true // set to true to invert the logic of the probe. remplace "true" par "false" ou bien false en true sur les axes ou il y a le problème sinon connecte toi avec pronterface sur l'imprimante et tape la commande M119 en retour tu auras l’état des fin de course, tu dois avoir "open" quant le fin de course n'est pas appuyer et "trigged" si le fin de course est en buté il y a uniquement les 3 lignes en gras dans ton cas qui sont utile -
marlin Imprimante DIY - Impression inversée sur axe X
windaube en réponse au topic de Cedrico dans Paramétrer et contrôler son imprimante 3D
bonjour alors il y a plusieurs problèmes, pour commencer avec ton Y, le home devrais être en bas a gauche du plateau et non en haut pour le Y tu devrais donc commenté #define USE_YMIN_PLUG et définir a la place #define USE_YMAX_PLUG tout naturellement il faut activé Y_HOME_DIR 1 mais pour le X tout devrais etre d'origine : define USE_XMIN_PLUG Y_HOME_DIR -1 ensuite il y a ca #define X_MIN_POS -10 // Possition de la tete pas rapport au plateau en home dans mon cas -10mm -
klipper klipper OK sur 8bits, bug en 32bits
windaube a posté un sujet dans Paramétrer et contrôler son imprimante 3D
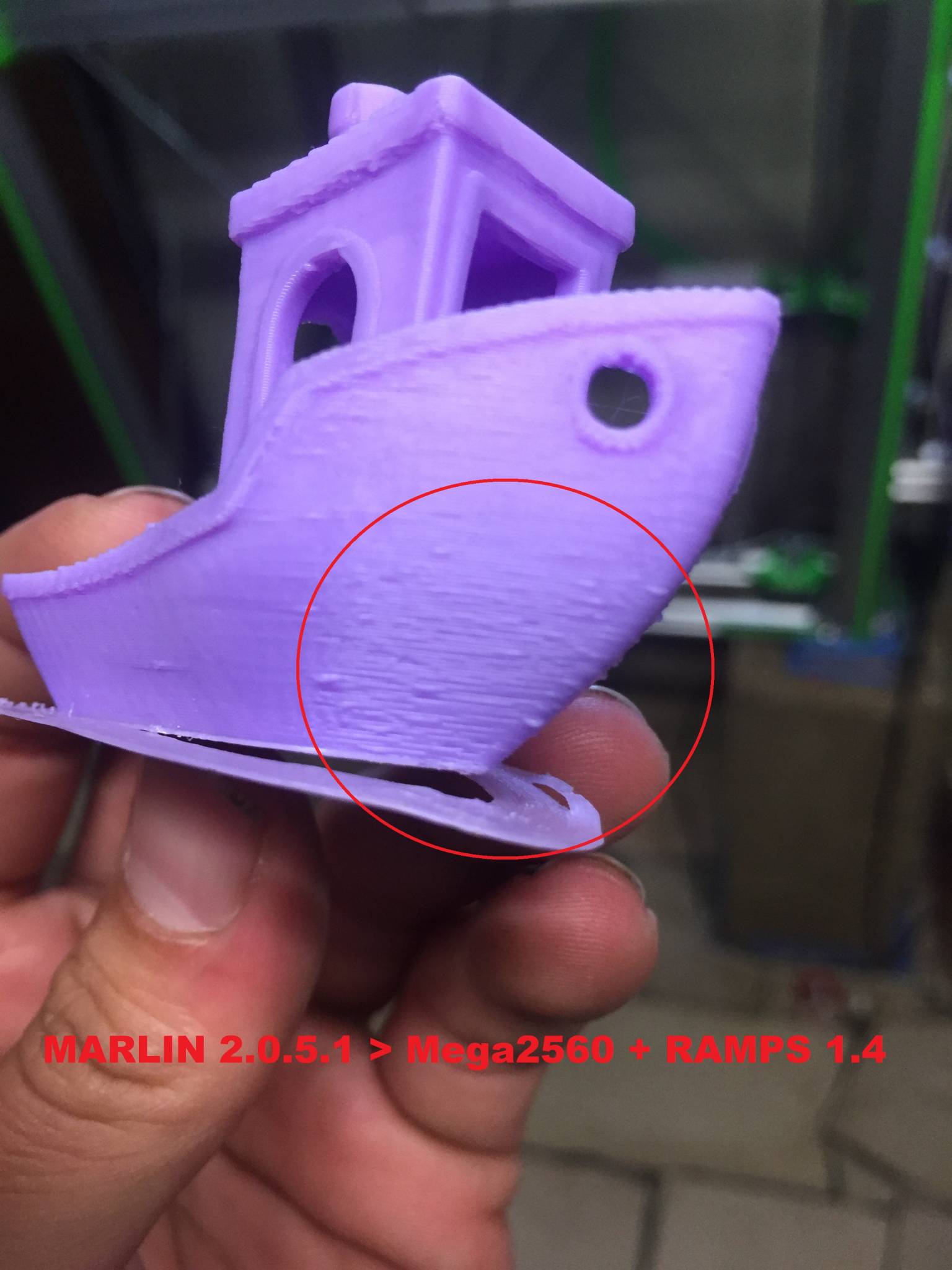
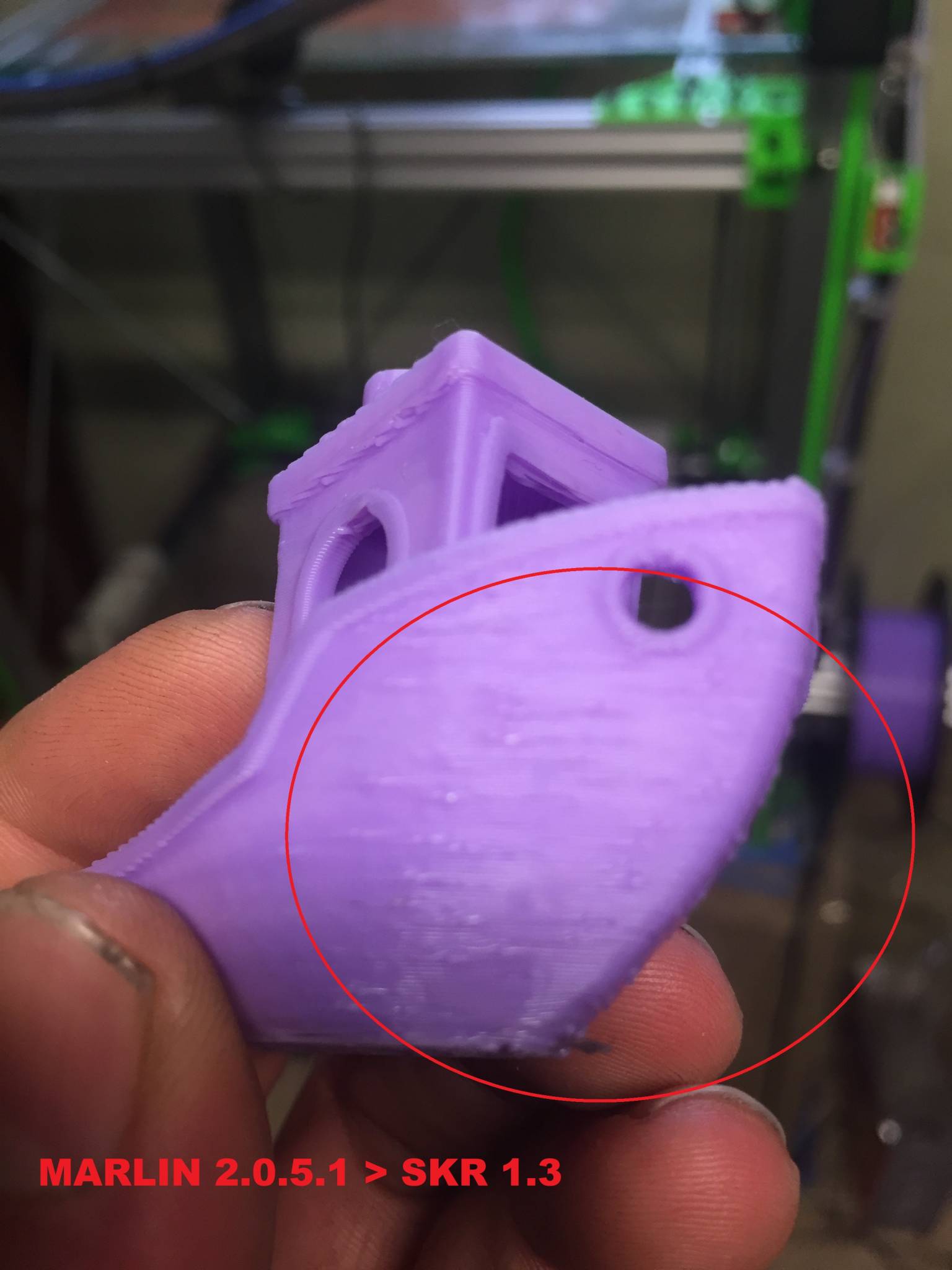
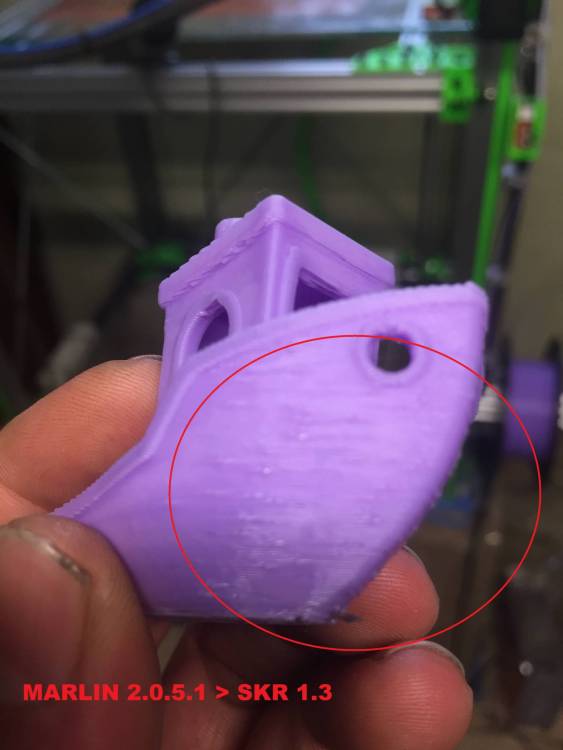
bonjour je viens d'achever la construction de ma Dbot, pour expliquer rapidement les caractéristiques : -taille : 500x500x500 - driver : 2 TMC2209 installer en "standard" via les cavalier en MS1 et MS2 sur les axes X et Y, pour E0, Z et Z1 j'utilise des A4988. - bed : 1400W 230v piloter par un SSR -hotend : piloter par un mosfet dédier avec une alimentation 12v dédier et j'utilise une alimentation 12v 7A uniquement pour électronique et moteurs. au début j'ai commencer avec une mega2560 et une ramps 1.4 sous marlin 2.0.5.1 voici le résultat : les bourrelets sont provoqué par le ralentissement de la tete dans la courbe, visiblement marlin 2 sur du 8bits, a quelle que difficulté a tenir le 150mm/s en courbe. suite a ça j'ai décidé de passer sous klipper, je prend exactement le meme Gcode sans aucune modification et voila le résultat : a ce moment la je suis tomber amoureux de klipper pour la qualité d'impression ! et toujours avec le même Gcode de la première image. mais voila c’était trop beau pour être vrai .... la mega2560 chinoise a fonctionné seulement 2 semaines avant de rendre l’âme. j'ai donc décidé de prendre une SKR 1.3 en 32bits pour la remplacer. je lui met marlin 2.0.5.1 sans problème et je lance le meme Gcode des images précédente : la je fait le même constat que sous 8 bits, marlin est incapable de prendre des courbe a 150mm/s sans micro ralentissement .... la suite de l'histoire vous la devinez, je passe la skr sous klipper. pour le fichier printer.cfg, je garde le meme je change simplement les numéros de pins, coté imprimante j'ai généré un firmware via "menuconfig" pour chipset LPC176X a 100MHZ je lance le meme Gcode et la c'est la catastrophe !!! klipper n'arrive pas a prendre les courbes, la tête semble faire des déplacement en "marche d'escalier" en courbe et surtout il y a un ralentissement important. normalement la tete ne devrais même pas ralentir car normalement la Raspberry a calculé la courbe depuis longtemps en avance.... quant je regarde les LOG, pour klipper tout reste sous les 20% d'utilisation, je pensai pour une saturation du serial usb mais non ... j'ai ajuster aussi la puissance des drivers mais sans succès avez vous des idée sur la causse de ce ralentissement ?


-
bonjour j'utilise des tmc2209 pour X Y et Extrudeur, dans marlin ils sont déclarer en "TMC2209_STANDALONE". MS1 et MS2 sur ON donc 16microsteps, le tout monter sur une ramps 1.4 coupler a une arduino mega. je me demandai quelle avantage apporterai le passage en UART ? je voudrai réduire d'avantage le bruit, il y a une option disponible en UART pour améliorer les choses ? merci a vous
-
Mise à jour Marlin 1.1.9 impression ratée , Help !
windaube en réponse au topic de Magnatdebon dans Anet
et meilleur vœux bien-sur ! -
moteur et outil pour PCB
windaube en réponse au topic de windaube dans Discussions sur les graveurs laser, les CNC et l'usinage
effectivement j'ai déjà vu les kit low cost, dans le futur j'investirai dans ce type de machine malgré le montage compliqué pour revenir a mon sujet je trouvais qu'une imprimante était adapter pour la gravure en raison des faibles contraintes, pour de la découpe en cnc la par contre je suis d'accord une imprimante n'est pas adapter -
moteur et outil pour PCB
windaube a posté un sujet dans Discussions sur les graveurs laser, les CNC et l'usinage
bonjour j'envisage de convertir une imprimante 3d en cnc, mais uniquement destiné a faire des pcb. j'ai commencer a regarder les moteurs mais je ne sais pas trop quoi prendre en thermes de vitesse, en général on trouve facilement entre 9000 et 12000RPM idem coté outil je ne sais pas ce qui pourrai être le plus adapter.... et quelle profondeur de couches il faut descendre ? merci a vous -
c’était très enrichissant et constructif, merci
-
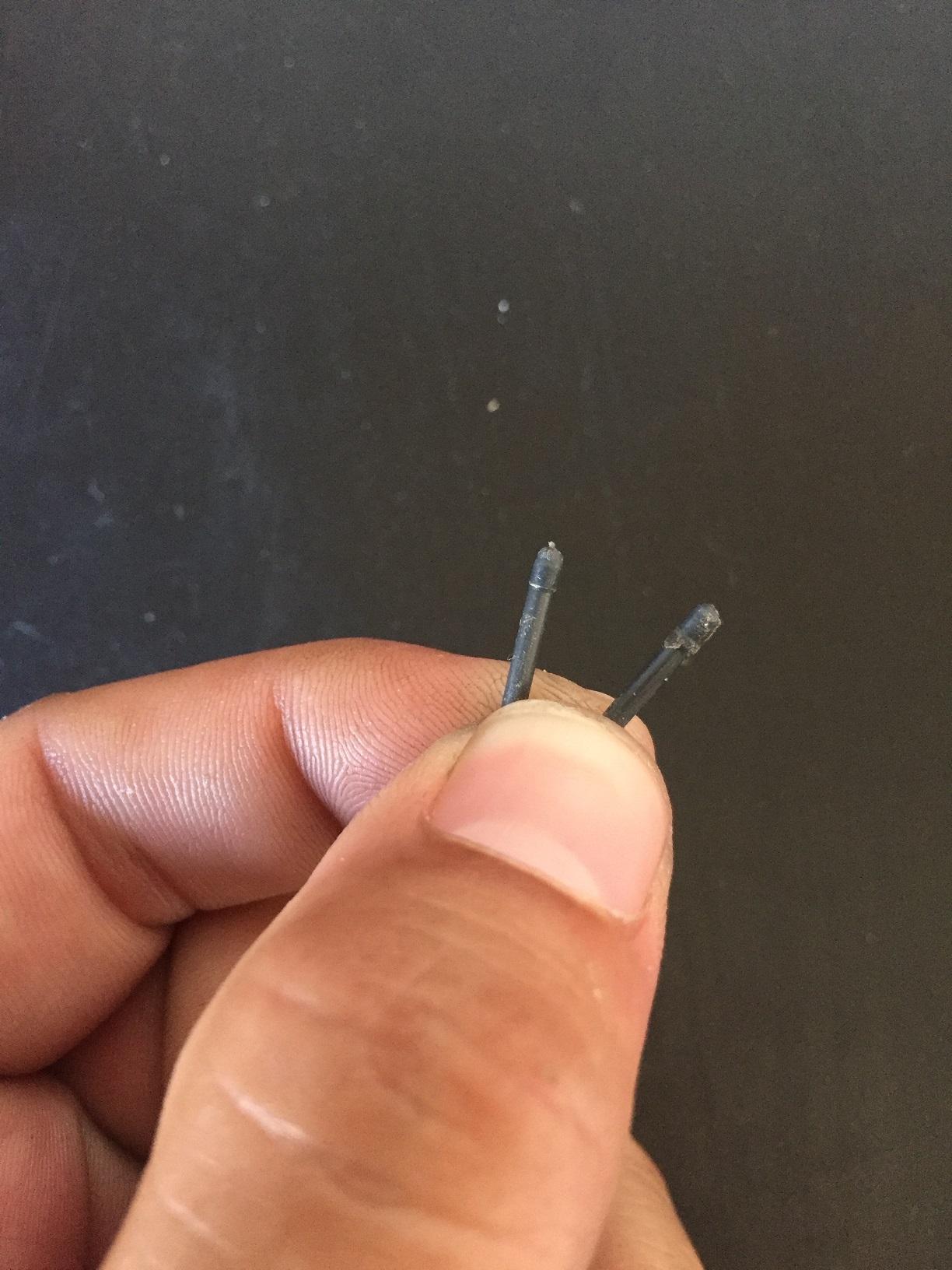
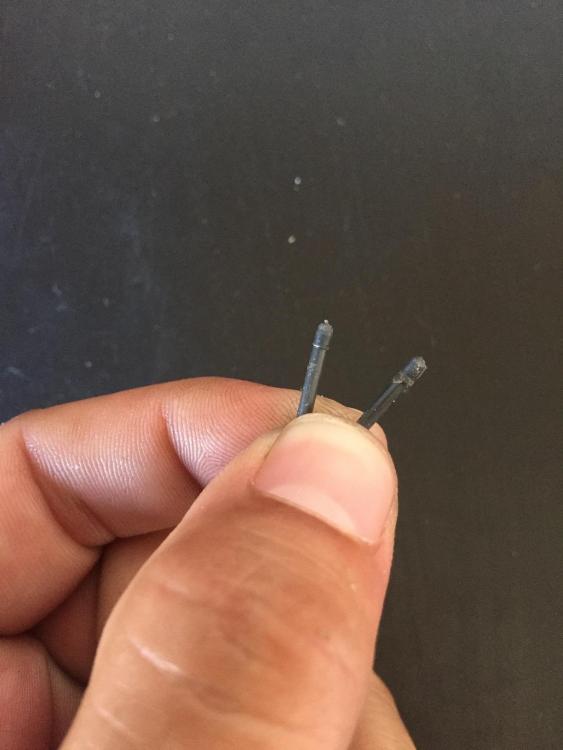
bonjour je viens faire un sondage pour savoir si des utilisateurs on des soucis d’impression depuis l'arrivé des beau jours ? j'utilise un clone de E3d Volcano avec heat break en full métal et j'ai commencé a avoir une rétraction moins jolis comme si la rétractation été réglé beaucoup trop hautes et maintenant j'ai des bouchage systématiquement après environs 15 minutes d'utilisation, une fois débouché l’impression peut finir ou parfois rebouché 4 ou 5 fois. de manière générale je sous extrude sur 3 ou 4 couches et ensuite le bouchon deviens bloquant j'ai un amis qui a une anet avec un clone de e3d v6 avec heat break en telflon et il rencontre les même problème que moi, et le bonchon est exactement le même que moi je met une photo en PJ merci a vous
-
Anet A8 Impression trouée ...
windaube en réponse au topic de Hernan_mexico dans Discussions sur les imprimantes 3D
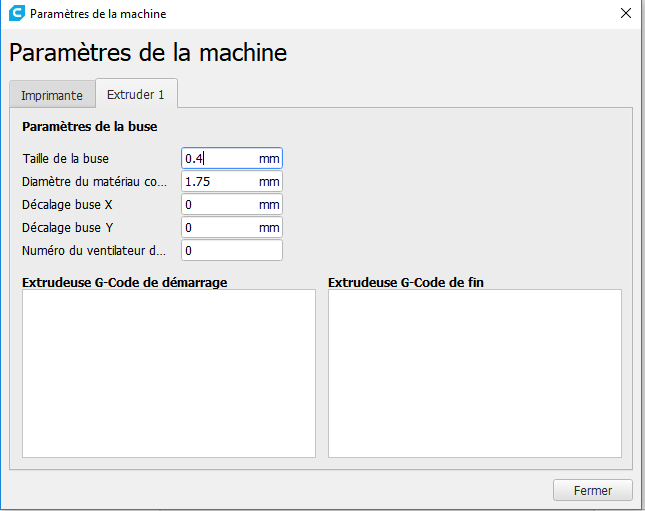
plop regarde dans les paramètres imprimante dans cura, tu a diamètre du filament et d'origine il se met a 2.80 quelle que chose comme ca, il faut le passer a 1.75 -
bonjour merci de la réponse très complète, je pense également remplacer ces pièces par de l'alu, je vais gagner en temps et en argent visiblement elle semble tout de même rigide car je ne vois personne qui a installer des renfort en diagonale, je vais sans doute le faire et ca ne sera pas du luxe la fixation du plateau qui coulisse uniquement sur 2 rails me semble bof aussi, je pense imprimer en double pour prendre le plateau sur les 4 rails . si il y a que ce défaut c'est que dans l'ensemble c'est satisfaisant sauf contre indication je commande les profilé prochainement, le temps d'avoir du recule et aussi trouvé un fournisseur avec des prix abordable édit : si je l'upgrade en 400X400 ou 500X500, je me prive peut être de vitesse folle mais si on reste sur du 50-70mm/s ca pourrai le faire ?
-
Bonjour Toujours dans mes recherches pour construire une cubique je suis tomber sur thingverse sur les "plan" d'une cubique qui serait baptisé la "D-bot" Sur le papier tout semble facile, il y a le pdf des pièces à acheté et aussi un guide de montage en plus des nombreux stl à imprimer L'imprimante est donné pour 300x200x300 mais est facilement upgradable sur du 300x300x300 Elle est en système "core xy" bref sur le papier elle n'a aucun défaut Je viens donc un peut sondé vos avis sur cette imprimante "clé en main" Merci à vous
-
merci de ta réponce un autre univers oui et non, le plateau sera en 230v donc les alims on reste dans du "standard" les v-slot sont peut chère et sympa, enfaite grâce a toi je viens de réfléchir et je pense que un profilé alu en V est plus leger que les tige de 10 ou 12 acier je vais approfondir cette idée
-
bonjour je voudrai me lancer dans la construction d'une cubique en core XY, sur le papier il n'y a rien de vraiment trop compliqué mais pour le volume que je veux faire autan adapter au mieux le choix des composant Dans mon cas je voudrai avoir au minimum 500X500 et donc la question de la rigidité des matériaux sur tout ce qui est linéaire rentre en compte je vois 3 possibilité : - les rails type machine CNC, je ne rétien pas vraiment cette idée a causse du poid "important" - les tiges lisse, l'idée me semble viable mais dur a trouver en 10mm sur des grande longeur - les profilé V en 20x20 avec les chariot 4 roulettes, pas mal sur le papier le vrai défi est d'avoir quelle que chose de léger pour avoir des vitesse intéressante et suffisamment rigide pour encaisser les vitesses sans perde en qualité ma question est donc la suivante : quelle type de guidage linéaire adopter ? - full tige lisse ? - full rail 20x20 ? - ou un mixte, rail 20x20 des deux coté pour le Y et le X en tige lisse ? et au passage pour les tige lisses au dessus de 500m il n'est intéressant pas de passer de 8 a 10mm ? merci a vous et bon weed end
-
cura cura 4.0.0 est disponible en version finale !
windaube en réponse au topic de deamoncrack dans Discussions sur les logiciels 3D
peut etre de l'usure aussi ? j'ai galéré a faire un profil qui va bien, je l'ai sauvegarder et quant je vois mes print qui date de un an et les nouveau il y a une difference de qualiter .... pourtant le profil reste le meme ... je met donc ca sur l'usure de l'imprimante -
@bdelarue perso je n'est eu que des problème pour le plateau : amélioration du bruit, glissement normal mais un jeu important, un peut visible sur les print pour l'axe X la plaque doit est un peut déformer ce qui provoque un mauvais aliment des igus sur le tige lisse, le frottement est important meme avec différente huile ou graisse je lui est fait passer 1kg de pla et toujours pas roder, toujours un frottement important si tu a des conseils d'utilisation je suis preneur
-
cura cura 4.0.0 est disponible en version finale !
windaube en réponse au topic de deamoncrack dans Discussions sur les logiciels 3D
c'est le genre de topic que je recherchai bref j'ai la nouvelle version et je ne vois pas de différence sauf pour l'interface utilisateur c'est surtout les estimations de temps qui me gène sur cura car il faut toujours rajouter 20% de temps environs et malheureusement sur la version 4 rien de nouveau -
essai de monter un peu le courant du driver
-
ben moi l'archive s'ouvre avec winrar et j'ouvre le stl qui est dans le dossier file depuis winrar, il ne faut juste pas fermer winrar pendant que cura est sur le stl pour ta figurine c'est minuscule je pense que l'impression ne sera pas top sur le haut en vue de la finesse jai sortie un stl a 0.08mm par couche un a 0.12mm par couche ( toujours bosser avec des "pas" de 0.04 sur une anet ) temperature buse : 200 temperature lit : 50 premiere couche 0.28mm vitesse 50mm/s CFFFP_vegetaBust5_0.08.gcode CFFFP_vegetaBust5_0.12.gcode
-
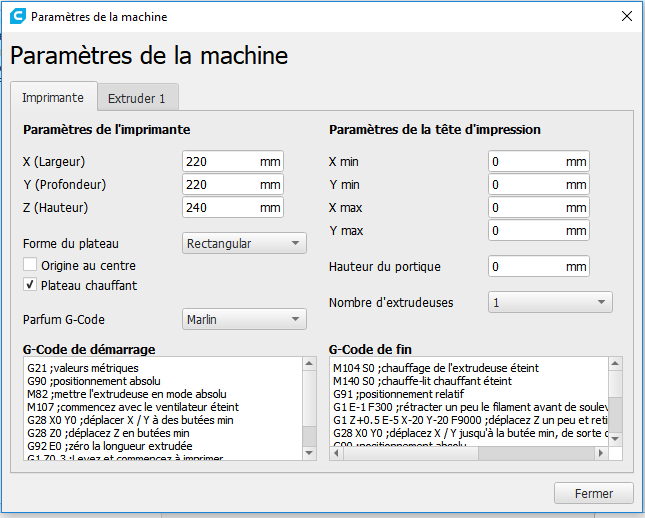
donne un lien thigiserve .... sinon en parametre : gcode début G21 ;valeurs métriques G90 ;positionnement absolu M82 ;mettre l'extrudeuse en mode absolu M107 ;commencez avec le ventilateur éteint G28 X0 Y0 ;déplacer X / Y à des butées min G28 Z0 ;déplacez Z en butées min G92 E0 ;zéro la longueur extrudée G1 Z0.3 ;Levez et commencez à imprimer. G1 F{travel_speed} M117 Impression..... gcode de fin M104 S0 ;chauffage de l'extrudeuse éteint M140 S0 ;chauffe-lit chauffant éteint G91 ;positionnement relatif G1 E-1 F300 ;rétracter un peu le filament avant de soulever la buse, pour libérer une partie de la pression G1 Z+0.5 E-5 X-20 Y-20 F9000 ;déplacez Z un peu et retirez le filament encore plus G28 X0 Y0 ;déplacez X / Y jusqu'à la butée min, de sorte que la tête soit à l'écart G90 ;positionnement absolu G1 Y190 F9000 ;le lit se déplace vers l'avant M84 ;steppers off les capture d'ecran en pieces jointe