Le Furax
-
Compteur de contenus
109 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
1 463 visualisations du profil




Récompenses de Le Furax
")





-
Cherche Maker pour une impression 3D
Le Furax en réponse au topic de Patrikb dans Projets et impressions 3D
Yop ! Je suis du coin aussi !! A côté de Lens ! D'autres maker par là ? -
Bonjour à tous, De retour après presque 2 ans d'absence et autant de projets restés dans les cartons ! Aujourd'hui je m'y remets pleinement avec pleeeeins de gros projets à venir ! D'ici là, portez vous bien !
-
Perso mes hauteurs de couches sont 0,2 0,16 0,12 Et je descends sans soucis a 0,08 pour finition maxi.
-
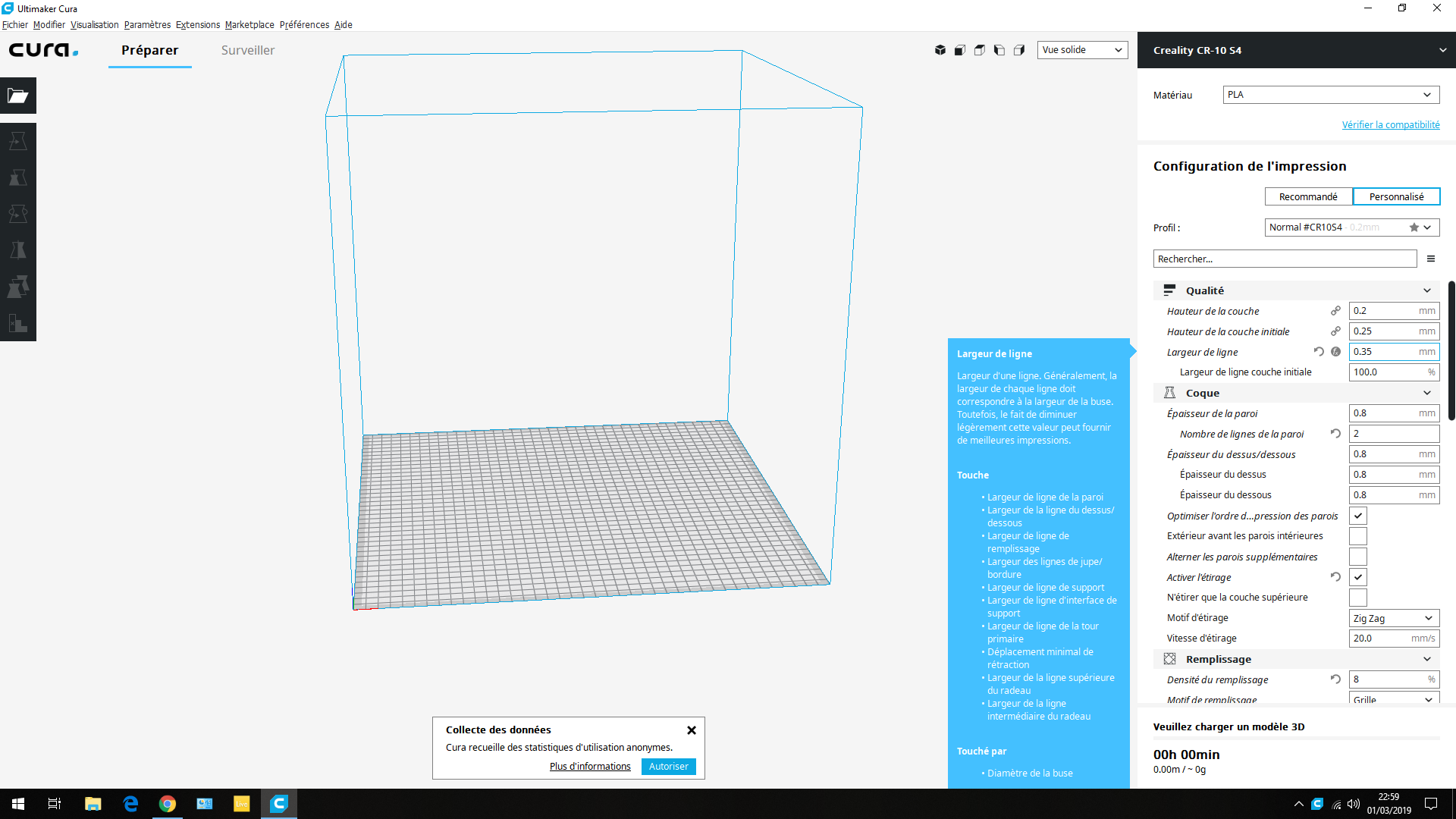
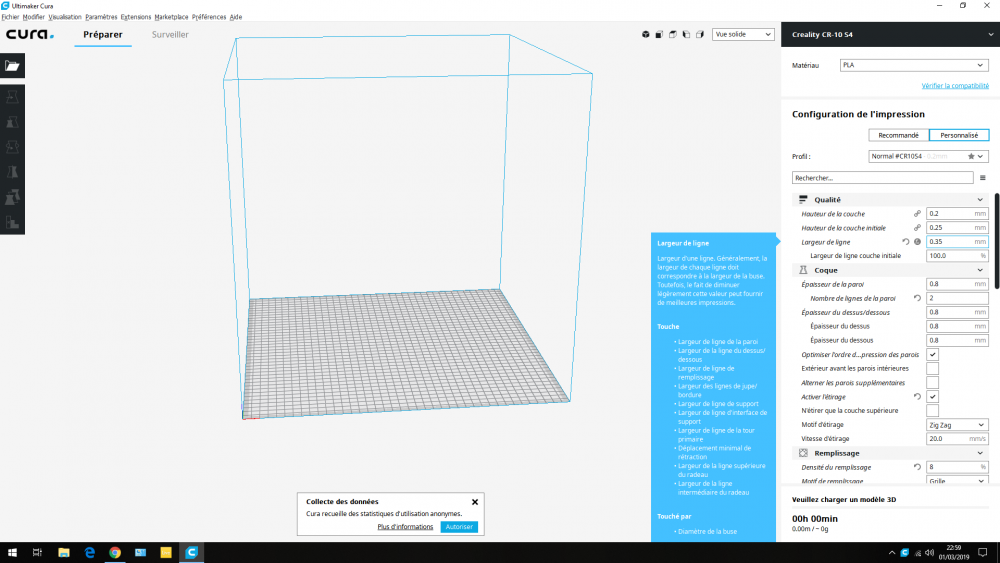
Perso j'imprime en largeur 0,32mm soit 80% de la largeur de buse, j'avais trouvé cette valeur dans une doc... Sais plus où. J'ai pas modifié le Flow et je n'ai aucun soucis d'extrusion... Au contraire avec des couches multiples de 0,04 (hauteur par pas en z de ma machine) j'ai des résultats très lisses et propres en place.
-
D'après cura 3.machin, le Flow n'est pas compensé, voir le screenshots que j'avais posté dans les messages précédents.
-
@OUPS65 tout comme toi, perso j'imprime avec une largeur de 0,32 avec une buse de 0,4, le résultat est la.
-
Recyclage des chutes plastique
Le Furax en réponse au topic de Rioma dans Consommables (filaments, résines...)
Et du coup, question bête, les chutes de pla c'est poubelle jaune ou rouge ? -
Autant pour moi, je me suis emballé ! Bon pour faire simple, en gros quand le Jerk est élevé, ça accélère (ou décélère) plus vite.
-
Alors je voulais juste apporter ma pierre à l'édifice. Mécaniquement parlant, l'à-coup (ou Jerk, saccade) est la dérivée de l'accélération. Elle permet donc de mesurer/paramétrer les variations de l'accélération. Jerk=0 mm/s3, on est dans le cas d'une accélération constante. Plus le Jerk est élevé et plus la variation d'accélération sera rapide (accélération ou décélération). Je ne suis pas un pro de l'imprimante 3d mais j'imagine qu'à Jerk trop faible, la variation d'accélération et donc de vitesse (la vitesse étant la dérivée seconde du jerk) seront trop lentes, on aura donc une impression très lente et des problèmes de sur-extrusion lors d'un ralentissement (changement de direction par ex). Un Jerk trop élevé provoque des vibrations. Le Jerk ou À-coup est beaucoup utilisé pour les systèmes de déplacement (confort de l'utilisateur).
-
première CNC
Le Furax en réponse au topic de cmatec dans Discussions sur les graveurs laser, les CNC et l'usinage
Félicitations pour ton projet ! Belle finition pour les pièces imprimées ! Quel matériau souhaites-tu usiner ? Bon courage pour la suite. -
 Magnifique !
Magnifique ! -
Salut, J'ai un soucis similaire sur les coins, qui se prolongent de quelques centièmes de mm dans la direction d'impression, comme si le charriot allait un peu trop loin pour revenir en arrière. J'ai amélioré la précision en reréglant les vref de mes drivers (Tmc2100, je détaillerai dans mon post sur mes modifs), en paramétrant mes accélérations dans marlin à 500mm.s-2 et jerk à 10mms-1 et en désactivant la gestion via Cura, j'ai aussi retendu mes courroies. Je te joins une photo dans l'après midi. Après le défaut disparaît complètement quand j'imprime mes miniatures, mais la vitesse de parois extérieure est à 10mm.s-1, contre 25 quand je fais mes pièces de calibrage, j'imagine que l'inertie fait le reste.
-
@cmatec c'est pour être sûr d'avoir le même réglage à chaque fois, je sers contre les rondelles et je ne pas serrer trop loin. J'ai mis 2 rondelles de 0,8mm car c'est comme ça que j'ai la meilleure extrusion en pla et Pet-G, j'ai pas essayé d'autres filaments.
-
Pour ma part, j'ai sablé une vitre (corindon très fin pulvérisé sous pression, je ne parle pas de ponçage). Bed à 60° sur la première couche, puis 55°C. Réglage optimal du bed et nivelage avec Bltouch au début de chaque print (le temps que le verre soit chaud partout). Aucun produit d'adhérence pour Pla et Pet-G, brim pour les pièces vraiment complexes ou dont la première couche a une surface très faible. Nettoyage régulier avec du lave vitre et une éponge. De cette manière aucun soucis de warp ou de décollage pendant le print, décollage très facile à froid. Fonctionne même avec une première couche de 0.15mm
-
@pascal_frigoriste c'est sur une delta ça non ? Parce que l'i3 mm est en direct Drive...