Le Furax
-
Compteur de contenus
109 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Le Furax
-
Cherche Maker pour une impression 3D
Le Furax en réponse au topic de Patrikb dans Projets et impressions 3D
Yop ! Je suis du coin aussi !! A côté de Lens ! D'autres maker par là ? -
Bonjour à tous, De retour après presque 2 ans d'absence et autant de projets restés dans les cartons ! Aujourd'hui je m'y remets pleinement avec pleeeeins de gros projets à venir ! D'ici là, portez vous bien !
-
Perso mes hauteurs de couches sont 0,2 0,16 0,12 Et je descends sans soucis a 0,08 pour finition maxi.
-
Perso j'imprime en largeur 0,32mm soit 80% de la largeur de buse, j'avais trouvé cette valeur dans une doc... Sais plus où. J'ai pas modifié le Flow et je n'ai aucun soucis d'extrusion... Au contraire avec des couches multiples de 0,04 (hauteur par pas en z de ma machine) j'ai des résultats très lisses et propres en place.
-
D'après cura 3.machin, le Flow n'est pas compensé, voir le screenshots que j'avais posté dans les messages précédents.
-
@OUPS65 tout comme toi, perso j'imprime avec une largeur de 0,32 avec une buse de 0,4, le résultat est la.
-
Recyclage des chutes plastique
Le Furax en réponse au topic de Rioma dans Consommables (filaments, résines...)
Et du coup, question bête, les chutes de pla c'est poubelle jaune ou rouge ? -
Autant pour moi, je me suis emballé ! Bon pour faire simple, en gros quand le Jerk est élevé, ça accélère (ou décélère) plus vite.
-
Alors je voulais juste apporter ma pierre à l'édifice. Mécaniquement parlant, l'à-coup (ou Jerk, saccade) est la dérivée de l'accélération. Elle permet donc de mesurer/paramétrer les variations de l'accélération. Jerk=0 mm/s3, on est dans le cas d'une accélération constante. Plus le Jerk est élevé et plus la variation d'accélération sera rapide (accélération ou décélération). Je ne suis pas un pro de l'imprimante 3d mais j'imagine qu'à Jerk trop faible, la variation d'accélération et donc de vitesse (la vitesse étant la dérivée seconde du jerk) seront trop lentes, on aura donc une impression très lente et des problèmes de sur-extrusion lors d'un ralentissement (changement de direction par ex). Un Jerk trop élevé provoque des vibrations. Le Jerk ou À-coup est beaucoup utilisé pour les systèmes de déplacement (confort de l'utilisateur).
-
première CNC
Le Furax en réponse au topic de cmatec dans Discussions sur les graveurs laser, les CNC et l'usinage
Félicitations pour ton projet ! Belle finition pour les pièces imprimées ! Quel matériau souhaites-tu usiner ? Bon courage pour la suite. -
 Magnifique !
Magnifique ! -
Salut, J'ai un soucis similaire sur les coins, qui se prolongent de quelques centièmes de mm dans la direction d'impression, comme si le charriot allait un peu trop loin pour revenir en arrière. J'ai amélioré la précision en reréglant les vref de mes drivers (Tmc2100, je détaillerai dans mon post sur mes modifs), en paramétrant mes accélérations dans marlin à 500mm.s-2 et jerk à 10mms-1 et en désactivant la gestion via Cura, j'ai aussi retendu mes courroies. Je te joins une photo dans l'après midi. Après le défaut disparaît complètement quand j'imprime mes miniatures, mais la vitesse de parois extérieure est à 10mm.s-1, contre 25 quand je fais mes pièces de calibrage, j'imagine que l'inertie fait le reste.
-
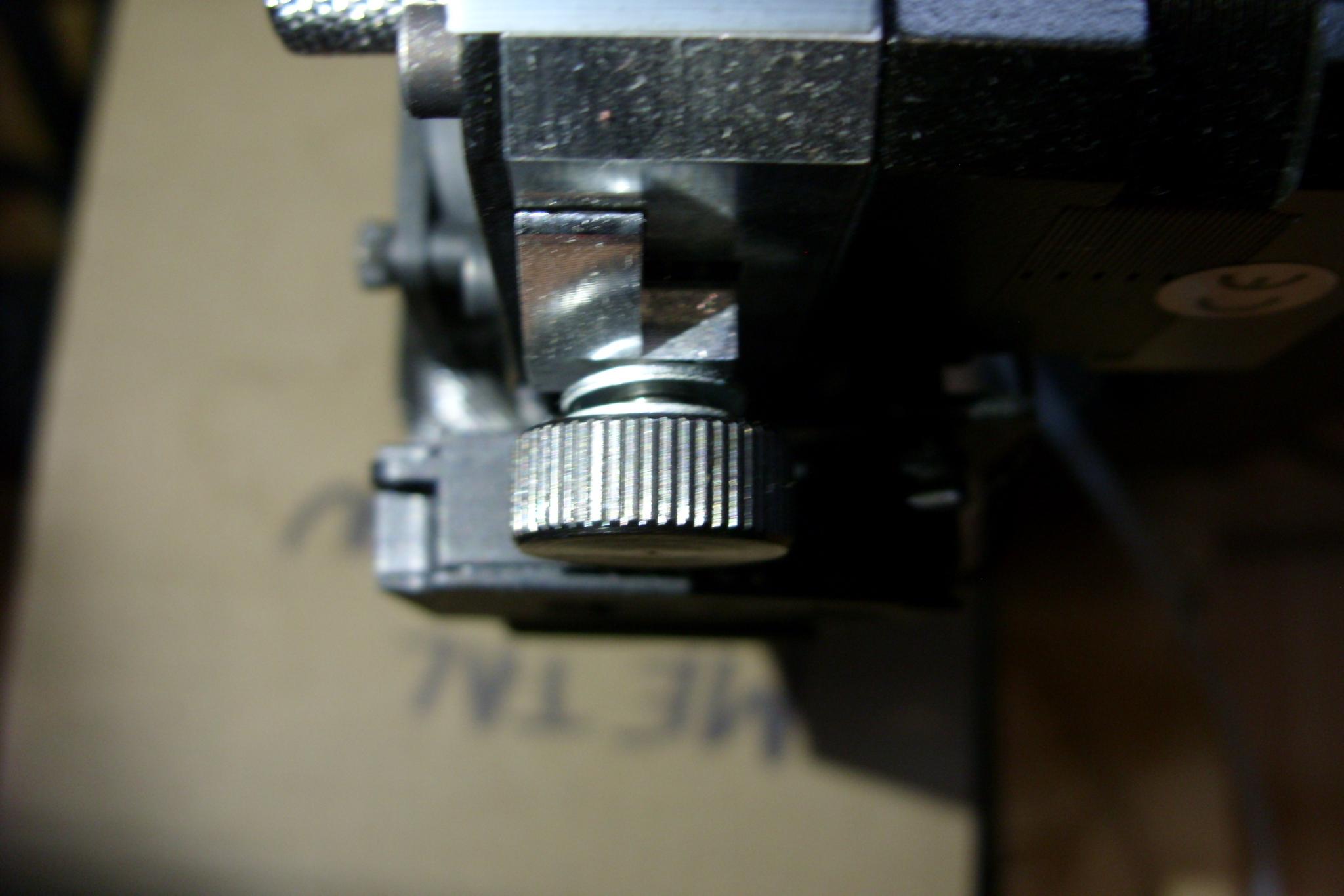
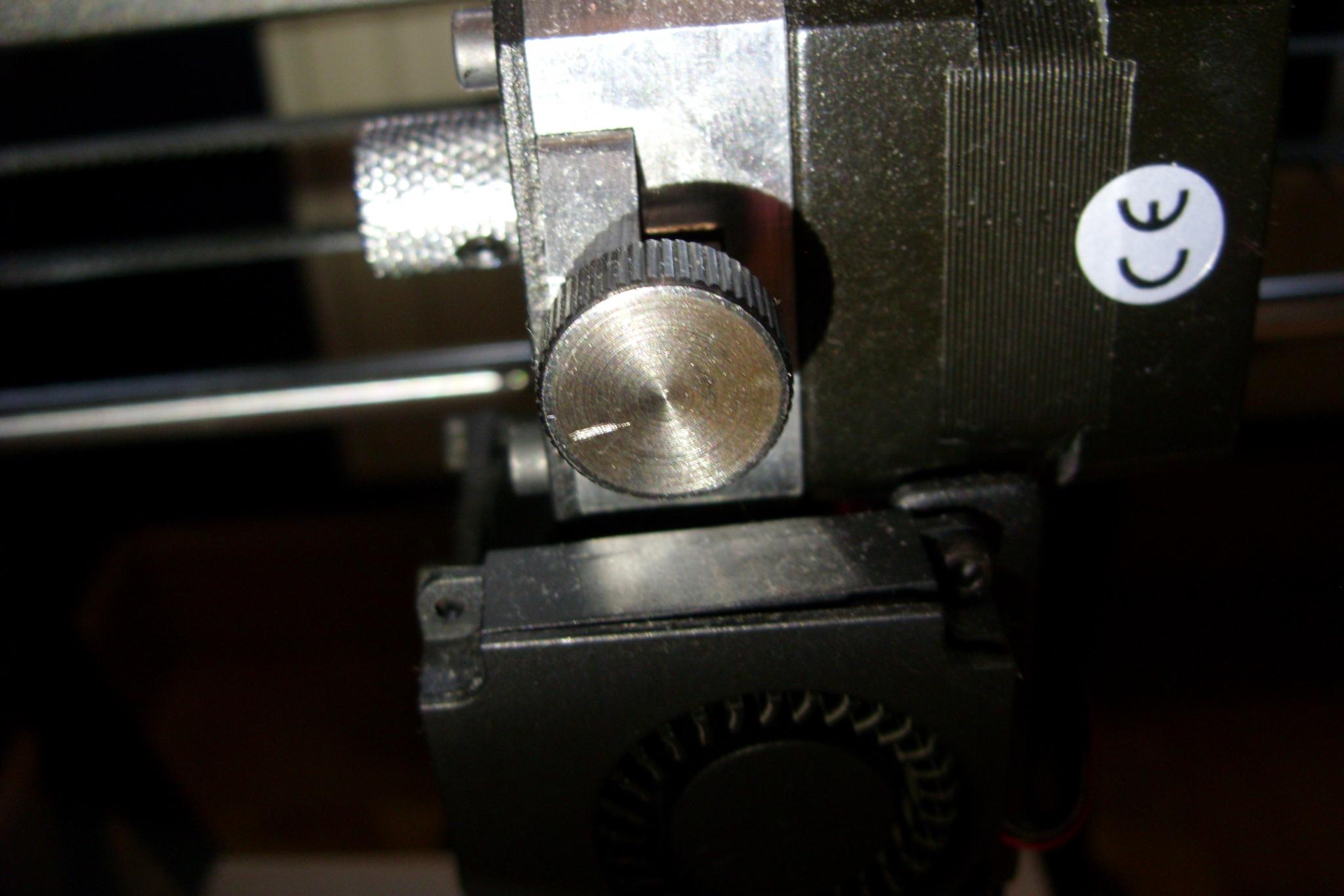
@cmatec c'est pour être sûr d'avoir le même réglage à chaque fois, je sers contre les rondelles et je ne pas serrer trop loin. J'ai mis 2 rondelles de 0,8mm car c'est comme ça que j'ai la meilleure extrusion en pla et Pet-G, j'ai pas essayé d'autres filaments.
-
Pour ma part, j'ai sablé une vitre (corindon très fin pulvérisé sous pression, je ne parle pas de ponçage). Bed à 60° sur la première couche, puis 55°C. Réglage optimal du bed et nivelage avec Bltouch au début de chaque print (le temps que le verre soit chaud partout). Aucun produit d'adhérence pour Pla et Pet-G, brim pour les pièces vraiment complexes ou dont la première couche a une surface très faible. Nettoyage régulier avec du lave vitre et une éponge. De cette manière aucun soucis de warp ou de décollage pendant le print, décollage très facile à froid. Fonctionne même avec une première couche de 0.15mm
-
@pascal_frigoriste c'est sur une delta ça non ? Parce que l'i3 mm est en direct Drive...
-
Salut, Même soucis, sur CR-10 et sur i3MM, quand j'active le contrôle saccades il m'arrive d'avoir des décalages importants. Je n'ai jamais eu le soucis avec cette option désactivée. Un bug du logiciel ? Une incompatibilité avec les paramètres du firmware ?
-
Bonjour, Tout est dans le titre. Je suis le seul à avoir de gros soucis pour accéder au site en ce moment ? C'est souvent inaccessible, toujours très long quand ça fonctionne.
-
Filtrer l'air d'une imprimante
Le Furax en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Voilà qui mérite d'être clair, il ne me reste plus qu'à commander mon kit. Je vous tiendrai au courant des adaptations que je ferai à mon imprimante. Je ne peux en tous cas que vous féliciter pour votre disponibilité et votre écoute. -
Filtrer l'air d'une imprimante
Le Furax en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Dans mon cas, la solution optimale semble donc d'utiliser kit alveo3d posé dans le caisson avec aspiration à la buse. Ce qui m'inquiète dans le zimpure, ça n'est pas tant le prix que le fait qu'il utilise des cartouches filtrantes dont qui ne laisse passer aucun courant d'air sur nos ventilateurs, même un axial, à moins de passer le cap des 60 db. Si j'ai bien compris, le choix d' @alveo3d est de sacrifier le filtre à charbon actif au profit du débit d'air filtré. Mais ce n'est pas lui qui est justement censé retenir les COV ? -
Filtrer l'air d'une imprimante
Le Furax en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Merci @Tircown, tu viens de me donner une idée ! Je pourrais prendre un ou deux kit alveo3d combiné à un radial 12v sur lequel je fixerais un flexible de 12mm intérieur qui aspirerait au niveau de la buse pour conduire l'air juste devant le kit d'alveo 3d. A voir ce que ça donne niveau bruit. -
Filtrer l'air d'une imprimante
Le Furax en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Bon, ça fait beaucoup d'infos à assimiler, je vais essayer de ne rien oublier. En ce qui me concerne, je n'imprime que des matériaux à basse température d'extrusion (PLA, PETG), de part le fait que mon imprimante est dans une pièce à vivre, et parce que je pense sincèrement qu'il serait temps de se tourner vers d'autres ressources que le pétrole, mais là n'est pas le sujet. Je me suis rapidement aperçu qu'étanchéifier un caisson pour une CR-10 S4 , n'est pas envisageable, car vu les dimensions de l'engin, on ne peut se permettre de la sortir pour chaque opération d'entretien ou de modif, il faut donc un caisson "démontable" et financièrement réalisable. En ce sens, et malgré tous les essais que j'ai effectués, sans trop d’espoir, il est impossible d'extraire suffisamment d'air pour compenser le nombre d'ouvertures et le manque d'étanchéité des joints, sauf à utiliser une turbine qui nuirait à toute impression. Je me suis servi dans mes essais de petites fumigènes et de bols d'eau bouillante pour former un léger nuage de fumée. J'étais loin de capter 50% du nuage pourtant peu dense. Je pense d'ailleurs (mais je m'avance peut-être trop vite sur un sujet que je ne connais pas bien) que peu de caissons réalisés de manière artisanale sont réellement suffisamment étanches pour rendre le système d' @alveo3d réellement efficace. Loin de moi l'idée de dénigrer votre travail que je salue et qui nous permet notamment de prendre conscience des risques auxquels nous sommes exposés, je pense seulement que c'est un dispositif peu adapté aux caissons artisanaux. De part mon métier, je suis amené à utiliser des cabines de peinture et le problème est à une autre échelle assez similaire, et la seule solution efficace est la dépressurisation de la cabine, ce qui inclue une étanchéité [presque] parfaite et une entrée d'air parfaitement calibrée. @Tircown concernant l'aspiration à la buse, j'avais trouvé une vidéo où le mec utilisait un filament qui faisait de la fumée lors de l'extrusion, celle-ci était captée par le Zimpure malgré la ventilation car placé en face, mais ça n'est qu'une vidéo sans aucune mesure ni quoi que ce soit. Il faudrait pouvoir creuser de ce côté. Mais comme @alveo3d le précise, et j'en ai moi même fait l'expérience, les cartouches de masque ABEK1P3 présente une résistance très importante, inutilisable à mon goût avec un ventilateur low cost et relativement silentieux. Donc le 3d Tox... J'ignore quel type de ventilo est monté dans le Zimpure. -
Salut @Marceau, Voici les photos. Ce sont des rondelles basiques que tu trouves dans les magasins de brico en M5 il me semble, elles ont une épaisseur de 0.8mm. Lorsque j'imprime, je passe mon filament en laissant couler un peu de matière par la buse (chaude) pour amorcer, puis je sers la molette à fond (enfin, "a fond", on se comprend). Une seule n'est pas suffisante, j'avais des soucis d'extrusion, donc j'en ai mis 2, plus aucun soucis avec PLA et PETG. Par contre il te faudra calibrer ton extrudeur (y a des bons tutos sur le fofo) pour avoir une extrusion fiable et précise, c'est aussi l’intérêt des rondelles, tu as une pression constante sur le filament.

-
Filtrer l'air d'une imprimante
Le Furax en réponse au topic de Flou dans Discussions sur les imprimantes 3D
Bonjour, Je relance un peu peu la polémique ! Puisqu'on parle de nano particules qui sont capables de se fixer entre les cellules du corps humain, de ce que l'on peut lire, qu'est ce qui prouve que les matériaux qu'on utilise pour nos caissons sont vraiment étanches à ce type de particule ? Je parle bien sûr des joints mousses, du mdf... Et ce sur le long terme ? Donc sans dépressurisation du caisson pour forcer le mouvement des particules vers l'extraction, on ne peut prouver que les particules sont effectivement sorties du caisson par le bon chemin. Loin de moi l'idée de vouloir casser l'idée de ceux qui cherchent des solutions à nos soucis de santé à venir, ceci est juste le fruit de mon sens critique sans aucun fondement scientifique avéré ! De même, certes les filtres ressortent systématiquement sales, mais si on cherche à capter des vapeurs et des nano particules, par définition, c'est invisible... Et comme nos caissons sont fabriqués dans des matières très poussiéreuses, je me demande si les saletés retenues par le filtre proviennent vraiment de l'impression, et suffirait de laisser le système tourner dans une pièce à vivre sans imprimante pour en avoir le coeur net. Un peu comme quand on parle des nuages de pollution au dessus de Paris pendant les pics, et qu'on crie aux nano particules ! Bah non, ça ressemble plus à de la suie de combustion, des résidus de freins et de pneus etc... Mais ce sont des particules visibles, que le corps sait "filtrer" tant que la concentration reste raisonnable, et c'est bien là le danger des micro/nano particules, c'est qu'on ne les voit pas et qu'elles se mélangent à notre environnement (eau, bouffe, vêtements...). Bref, tout ça pour dire que j'émets en toute humilité bien sûr de gros doutes quant aux systèmes de filtration quels qu'ils soient, l'idée d'aspirer au plus prêt de la buse me semble la plus adaptée et pourtant pas forcément maîtrisée... -
[Conception] Kit d'Aspiration et de Filtration pour Imprimante 3D
Le Furax en réponse au topic de Bosco2509 dans Projets et impressions 3D
Quelqu'un a déjà essayé le zimpure en caisson ? J'ai fais pas mal de recherches sur le sujet, et le zimpure est le seule dont l'efficacité est prouvée par des labo... Donc tant qu'à investir dans toutes sortes de filtres et de ventilateurs, autant que ça se fasse avec la garantie que ça filtre quelque chose... D'autant que mon caisson de cr-10 S4 fait près de 1m3, difficile d'assurer une bonne filtration / renouvellement avec des ventilateurs assez silencieux... Sans parler de l'étanchéité du bazard, le but étant qu'il soit démontable pour les opérations d'entretien. Édit : t'as vu @Bosco2509 on change tous d'avis un jour finalement ^^ -
Est-ce que la led à l'intérieur s'allume ? De quelle couleur est-elle au repos ? Difficile pour moi de t'aider je suis encore débutant, jusque que j'ai monté le mien semaine dernière... Tu t'es servi d'un tuto pour le montage ? Si oui lequel ?