Yellow T-pot
-
Compteur de contenus
2 207 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
13
3 abonnés


Visiteurs récents du profil
6 191 visualisations du profil





Récompenses de Yellow T-pot
")





-
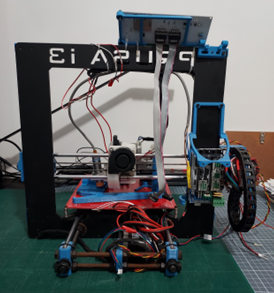
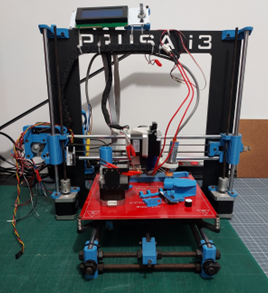
Bonne année les Makers. Il y a quelque temps, j'ai acheté sur le bon coin un lot de 2 imprimantes pour pièces (je salue au passage le vendeur qui traîne de temps en temps sur le forum ). Dans le lot se trouve une BQ Prusa I3 Hephestos dans son jus, pas mal bricolée (ajout plateau chauffant + passage tête en E3D (V5 + Titan) + nouvelle alim) et avec un câblage électrique dans un état qui pourrait expliquer l'incendie de Notre-Dame ! Les pièces imprimées en ABS semblent cassantes mais les numérisations sont dispo sur le wiki RepRap donc ça me gratouille de remettre la bête à neuf dans son état d'origine. J'ai du pas mal batailler pour retransformer le .stl de l'assemblé en sous-ensembles utilisables sous Sketchup mais c'est fait. Reste à se lancer dans un démontage complète, dépoussiérage, dérouillage et impression des pièces...à mettre dans ma liste des bonnes résolutions 2024.

-
- 5
-

-

-
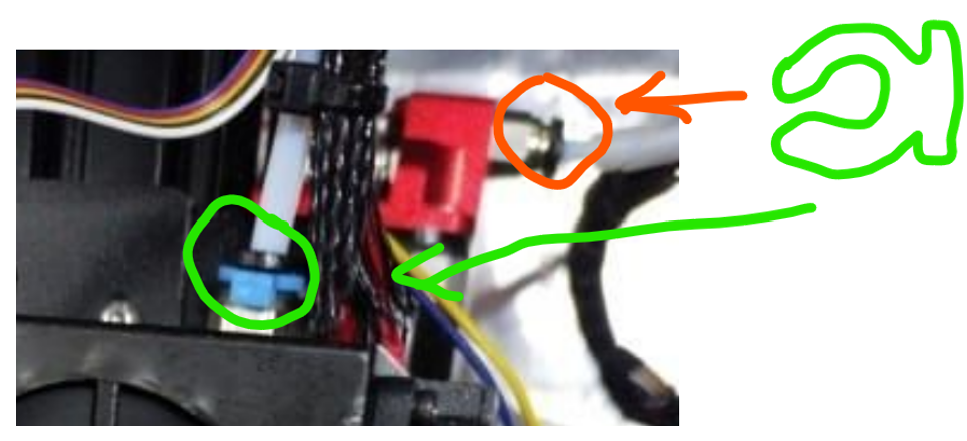
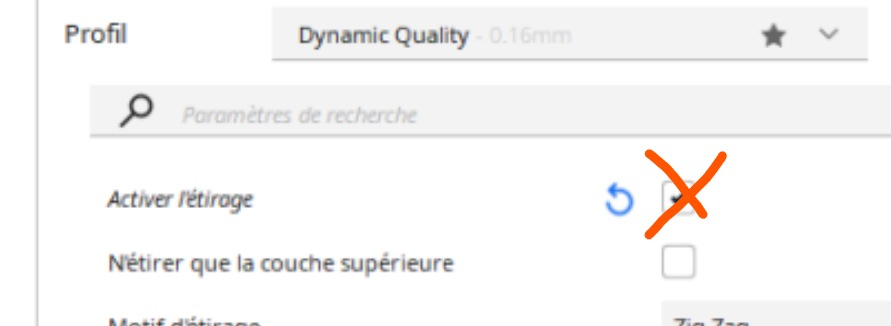
Hello @ANGE76, et bien si ce n'est pas l'extrudeur d'origine d'une Ender 3 pro Ton extrudeur est une version double engrenage de CR10s pro. Les molettes d'entrainement ont un Ø plus petit que celui d'origine ce qui demande de modifier le réglage de l'extrudeur dans le menu de l'imprimante. Si tu as bien 100 mm de filament qui sort pour 100 mm demandés, c'est une bonne chose, c'est donc que la valeur des step/mm a été mise à jour. D'origine le réglage est d'environ 93 steps/mm pour l'origine. De mémoire, c'est environ 140 steps/mm pour ton extrudeur. Peux-tu vérifier dans le menu de ton imprimante la valeur pour le paramètre E step/mm ? Autre point à améliorer: il me semble que tu n'as pas de clip sur le pneufit de sortie de l'extrudeur. Si tu en as un c'est bien de le mettre pour verrouiller. Dans tes paramètres Cura, tu peux décocher le paramètre "étirage" pour le moment. Il vaut mieux améliorer d'abord la qualité de tes réglages avant de l'utiliser.

-
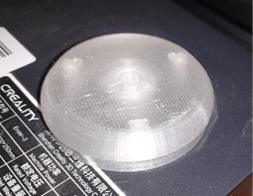
Bonjour Ange76, Sur mon imprimante, le tube en laiton serti fait 7 mm de long et ça passe juste. Tu peux déjà couper le bout de courroie qui dépasse. Si cela reste toujours trop long, il doit être possible de limer le bout du tube de 1 mm sans risque. sur la photo de ta pièce, on voit que ton imprimante rencontre des problèmes de réglage. En premier, l'extrusion semble trop forte. As-tu changé l'extrudeur sur ton imprimante ? Salut @BO105cbs, merci. La dernière version en PETG transparent marche à merveille.

-
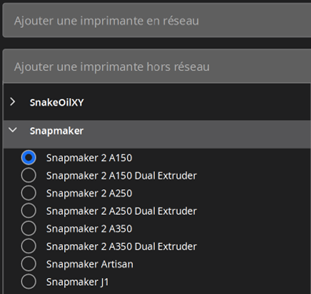
Hello, une extension est disponible dans le marché en ligne de Cura: Après installation, on retrouve dans l'arborescence toutes les imprimantes de la marque:

-
Hello, après utilisation du trancheur de Luban, même si les résultats d'impression (seulement PLA pour le moment) sont très corrects, il y a des fonctionnalités qui ne sont pas encore au niveau. En particulier la gestion des supports qui ne semble pas au point. Je n'arrive à utiliser que les supports arborescents et ça reste basic. Autre point, le temps d'impression est systématiquement sous estimé, pour un trancheur dédié à une marque, c'est quand même étonnant que cela ne soit pas plus précis.
-
Non, je ne l'avais pas vu. Solution intéressante. C'est un peu le principe de la Voron 2.4 avec son système de courroies Z sauf que c'est le plateau qui se déplace (ici avec un seul moteur).
-
Hello Ano, oui en théorie mais à condition d'avoir une tige parfaitement droite car contrairement aux noix laiton qui ont un léger jeu en X et en Y, la vis à bille n'en a pas ce qui veut dire wobble au niveau plateau. On est alors obligé de découplé le plateau du chariot avec un appui de type billes sur des aimants...beaucoup de problèmes pour un gain pas si évident que ça.
-

Numérisation de l'Artisan sous Sketchup
Yellow T-pot en réponse au topic de Yellow T-pot dans Snapmaker
Petite numérisation en cours: chemin de câble Z/X. Un démo partiel en cours d'impression pour voir si ça fonctionne.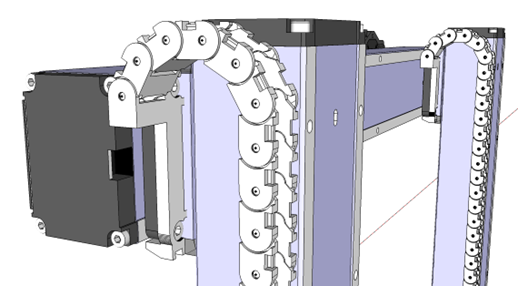
-
Salut @mickaelr30, très gros boulot, bravo Autant de modifications, ça mérite d'ouvrir ton propre sujet dans la rubrique Tronxy, que tu nous détailles tout ça .
-
Hummm, une QiDi X-PLUS 3 ?
-
Nouvel essai: une 2.0 AT250 ? et pour ton carton une Snapmaker J1 ?
-
Avec un carton A et un carton B dans ces dimensions, ça ressemble à ce que j'ai reçu, une Snapmaker Artisan ou si ce n'est pas ce modèle, une AT350 avec son caisson.
-
Impression STL pas evidente
Yellow T-pot en réponse au topic de pompom37 dans Entraide : Questions/Réponses sur l'impression 3D
Alors @pompom37, tu as réussi à l'imprimer cette pièce ? -
Ce qui est bien c'est qu'il semble que ça fonctionne pour le transit des autres... J'ai reçu mardi les 2 capots pour remplacer ceux qui sont fendus et pour les supports alu, grande classe de la part de Snapmaker, je n'ai pas reçu 1 mais 2 nouveaux supports d'axe Z L'équipe SAV de Snapmaker est clairement en sous effectif ce qui est gênant pour avoir ne serait-ce qu'un dialogue rapide avec eux mais au final ils réagissent et ne chipotent pas sur les pièces à changer. C'est déjà ça.
-
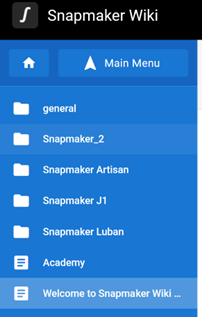
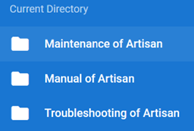
Hello, ci-joint l'adresse du Wiki Snapmaker: https://wiki.snapmaker.com/ la liste des répertoires: Le lien direct vers l'Artisan: https://wiki.snapmaker.com/en/snapmaker_artisan