Z122
-
Compteur de contenus
121 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
2 abonnés
.thumb.jpg.7f54ab823cd988029b73afb003bd23e6.jpg)

Visiteurs récents du profil
5 925 visualisations du profil





Récompenses de Z122
")





-
 Z122 a changé sa photo de profil
Z122 a changé sa photo de profil -
Discoeasy et concepts Z122: La solution parfaite
Z122 en réponse au topic de chikungunya dans Mise à jour et/ou amélioration
Bonjour @hinomura Il n'y a pas d'adaptation simple et évidente pour pouvoir utiliser ces supports paliers. Outre l'inconvénient de rajouter de la masse au plateau, leur utilisation nécessite de devoir ré-hausser la position des deux tiges de l'axe Y pour éviter une interférence avec les châssis centraux. -
Discoeasy et concepts Z122: La solution parfaite
Z122 en réponse au topic de chikungunya dans Mise à jour et/ou amélioration
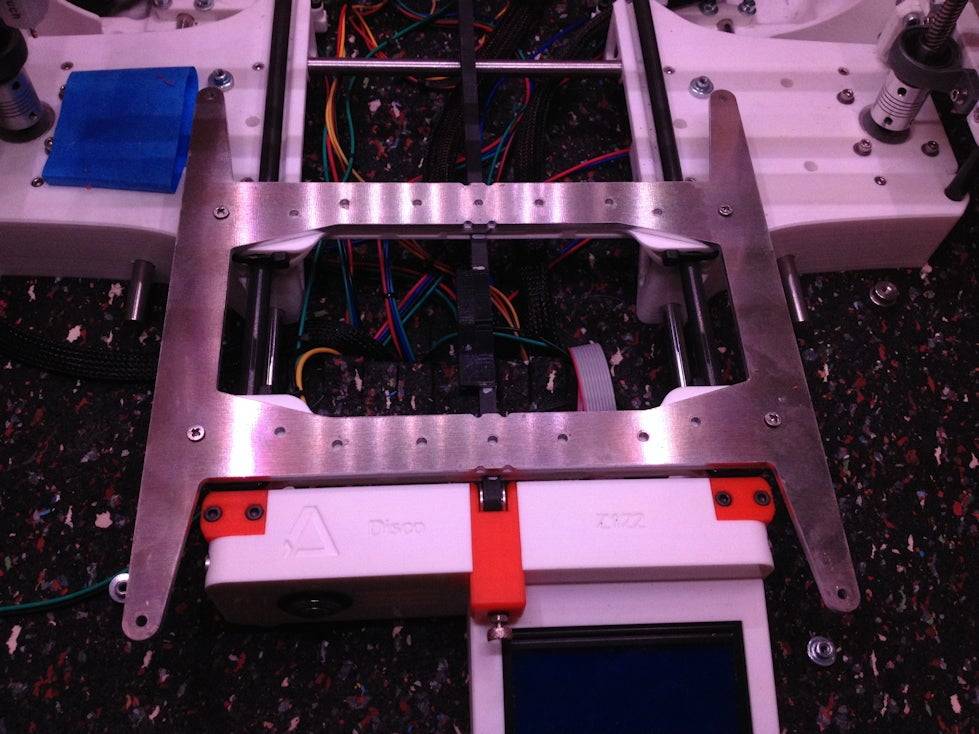
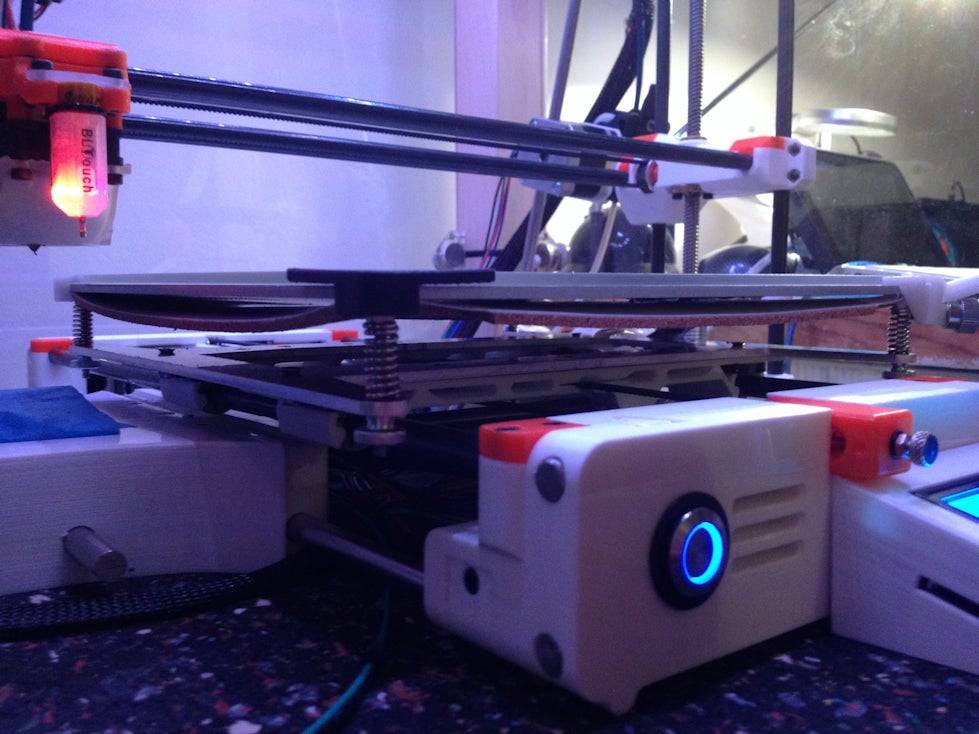
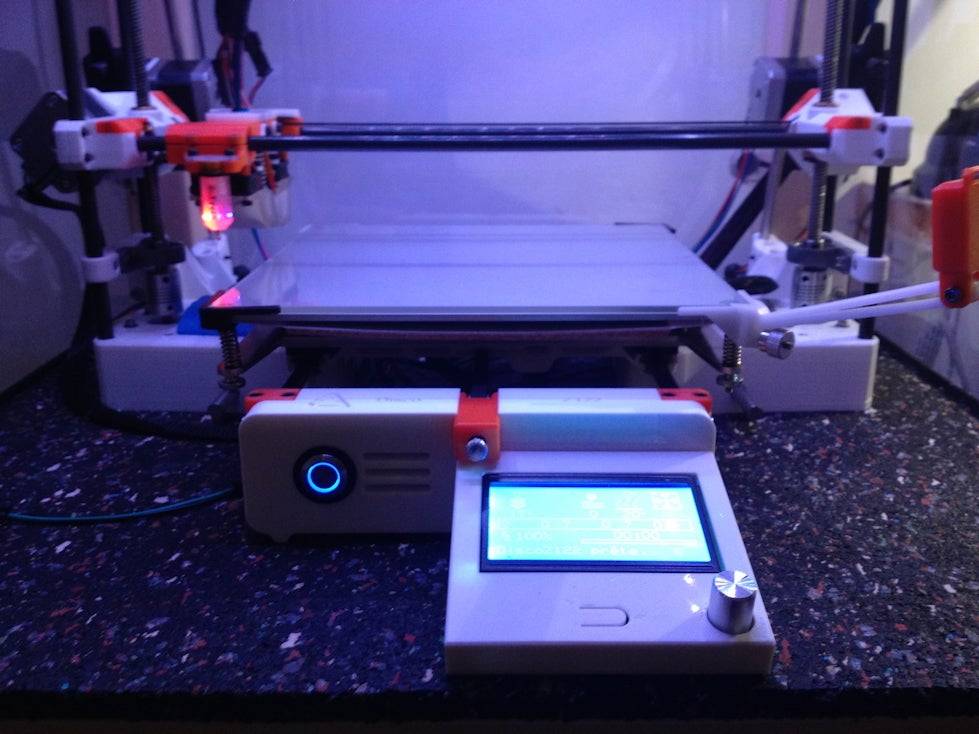
Bonsoir @hinomura, Effectivement ce n'est pas adapté. Si tu déplies ma réponse au commentaire de 3DBoson (du 23 août 2019 --> https://www.thingiverse.com/thing:3309864/comments ), qui a eu - sauf erreur - de compréhension de ma part le même problème que celui que tu rencontres, tu pourras voir ce que j'utilise. Je recopie ici les images et le fichier DXF. Support_plateau_220x220.dxf

-
Discoeasy et concepts Z122: La solution parfaite
Z122 en réponse au topic de chikungunya dans Mise à jour et/ou amélioration
Oui c'est apparemment possible : regardes les réalisations dans la rubrique ''Makes'' de la page principale de ma tête sur Thingiverse, et tu verras qu'une personnes a déjà implémenté un ventilo de 40x40mm en lieu et place d'un 30x30 mm. -
@Matgothmog E3D n'est font pas de cette dimension, mais tu peux facilement en trouver ailleurs, notamment ici : https://www.aliexpress.com/store/product/Trianglelab-1PC-Hotend-Throat-for-E3D-V6-Heat-Break-1-75MM-Filament-Remote-Feeding-Tube-3D/1654223_32842877513.html Dans ce dernier lien, il faut prendre le "Bore 4,1 mm" qui permet de passer un tube PTFE de 4 mm.
-
@Matgothmog Je suis en train de me pencher sur le même type de configuration, mais ne l'ai pas encore testée... néanmoins voici quelques pistes qui pourront probablement t'aider: Pour éviter "la boule" de fin de filament, il ne faut pas utiliser un heatbreak classique, ni PTFE comme tu le mentionnes, mais un heatbreak de diamètre interne 4.1 mm qui laisse passer le bowden de 4 mm. Le bowden à utiliser est de préférence un Capricorn qui permet de fortement réduire les frictions et possède un diamètre interne ajusté à 1,9 mm (au lieu de 2,1 mm pour des bowdens standards) pour avoir des rétractations plus précises avec un filament de 1,75 mm Ces images proviennent d'ici : https://www.aliexpress.com/store/product/3D-printer-E3DV6-Cyclops-dualhead-upgrade-kit-2WAY-in-1WAY-out-TL-Feeder-Prusa-bowden-splitter/1654223_32770576556.html Et, pour éviter le stringing (dû au collage du filament à l'interieur de la buse) autant utiliser une buse avec un revêtement "plaqué cuivre" (Plated copper Nozzle) prévue à cet effet : https://e3d-online.com/v6-nozzles-plated-copper-175 Le tube Capricorn est disponible également chez E3D : https://e3d-online.com/capricorn-bowden-tubing Et pour les changements d'outil (T0 &T1), c'est à dire les deux moteurs d'extrusions, on peut s'inspirer des Gcodes ici : http://wiki.3dator.com/index.php/Dual_Extruder_single_nozzle/en Je me suis permis de collecter mes différentes recherches à ce sujet ici : https://www.thingiverse.com/Z122/collections/double-extrusion N'hésites pas à partager d'autres sources qui ont pu t'aider.
-
Bonsoir @RIPOFE. Il y a 4 filets, espacés entre eux de 2 mm, avec un pas global de 8 mm par tour --> #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 98 }
-
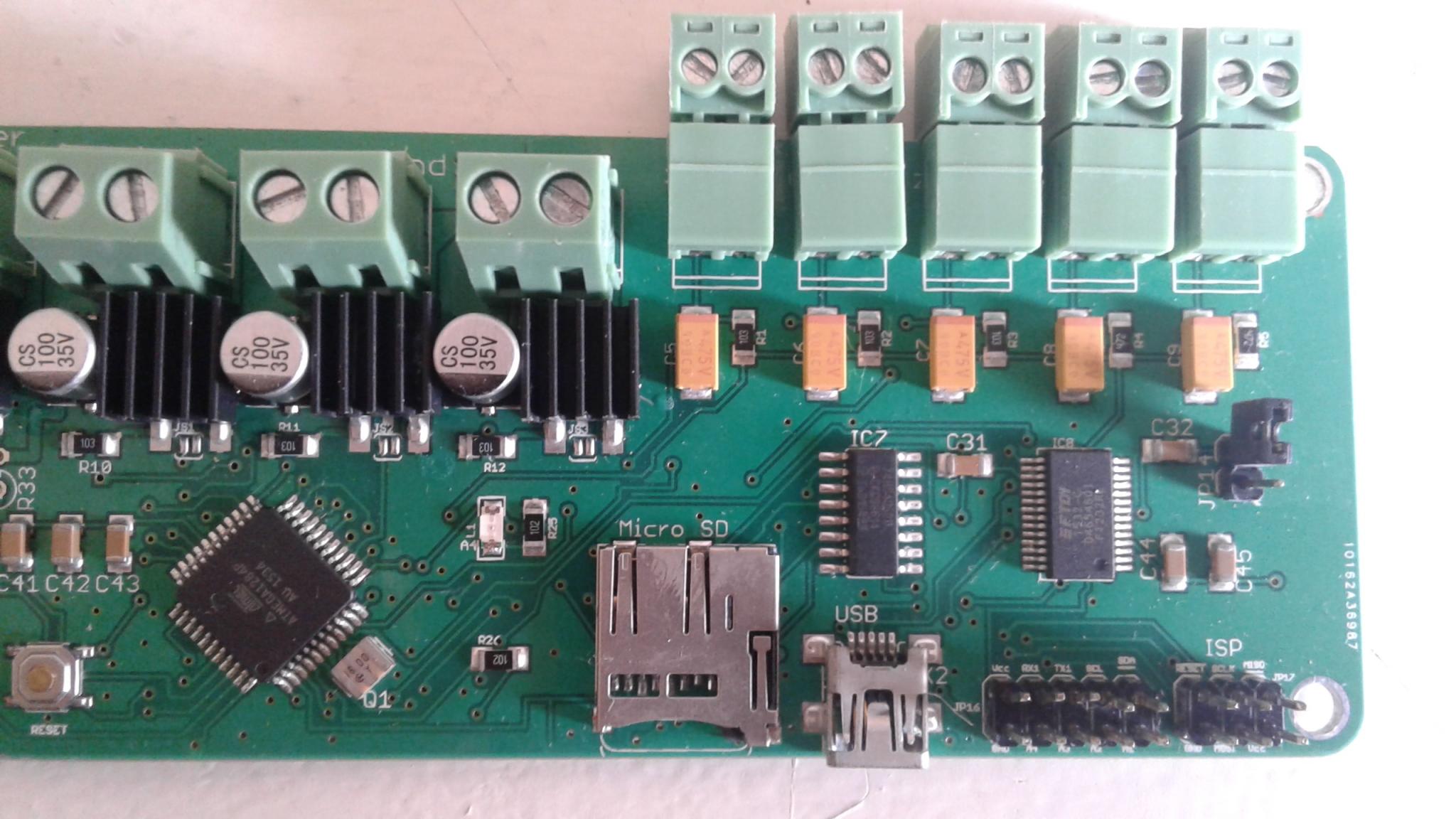
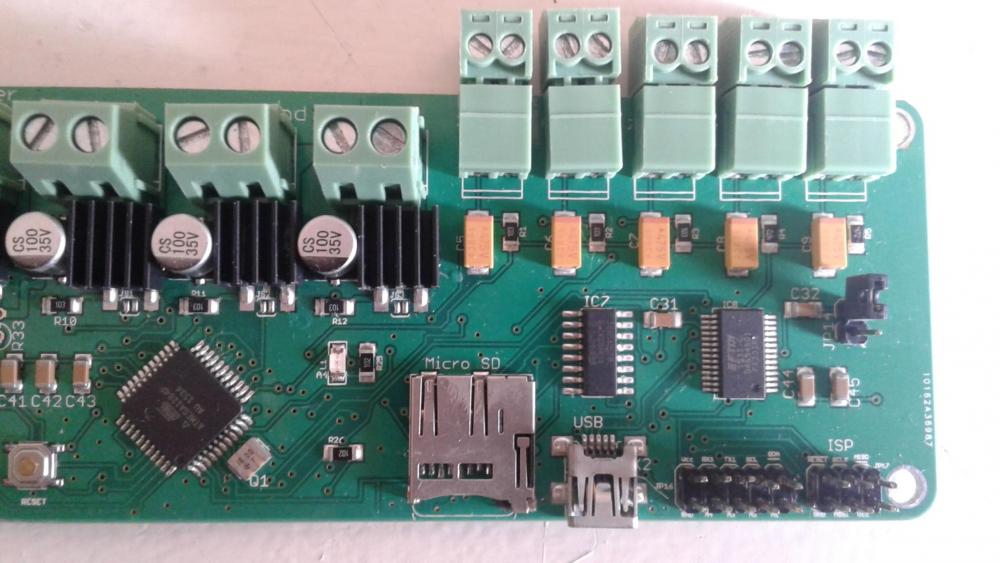
@spaartaan,en intervertissant le driver 8825 du Y avec celui du X, du Z ou du E, (puisque - sauf erreur de compréhension - ils sont démontables), tu pourras alors probablement constater si c'est le driver 8825 qui est mort ou si c'est la carte qui est HS... Bon courage.
-
Y+ et pas Y-, non ? Envoyé de mon SM-T280 en utilisant Tapatalk
-
Discoeasy et concepts Z122: La solution parfaite
Z122 en réponse au topic de chikungunya dans Mise à jour et/ou amélioration
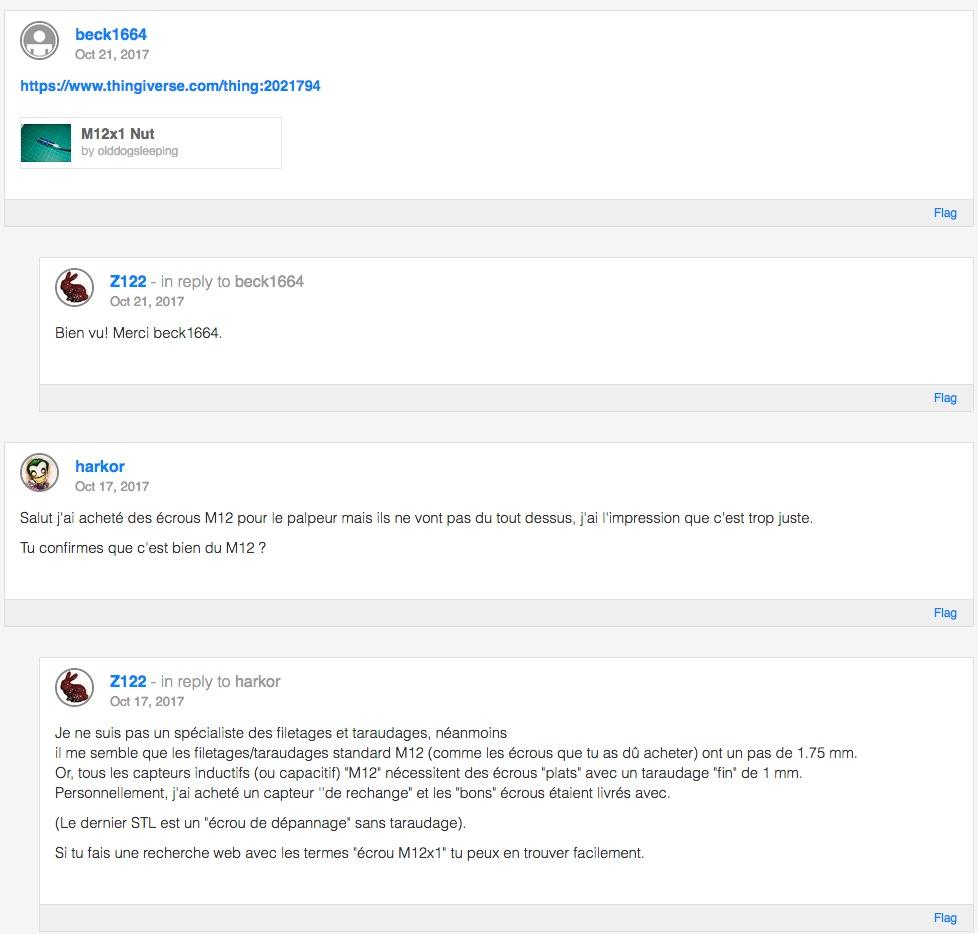
@Thak & @Yaquemoi Les filetages/taraudages standard M12 ont un pas de 1.75 mm. Or, tous les capteurs inductifs (ou capacitif) "M12" nécessitent des écrous "plats" avec un taraudage "fin" de 1 mm. Personnellement, j'ai acheté un capteur ''de rechange" et les "bons" écrous étaient livrés avec. Le dernier STL de la page de la tête est un "écrou de dépannage" sans taraudage. Mais il en existe un beaucoup mieux, avec taraudage, à imprimer et il est disponible ici : https://www.thingiverse.com/thing:2021794 Si vous faites fais une recherche Google avec les termes "écrou M12x1", vous pourrez en trouver facilement. Il suffisait de lire les commentaires de la page principale de la tête (entre le 17 et le 21 octobre 2017) , et vous auriez trouvé toutes les information et réponses à ce sujet (voir image ci-dessous) : https://www.thingiverse.com/thing:2478810/#comments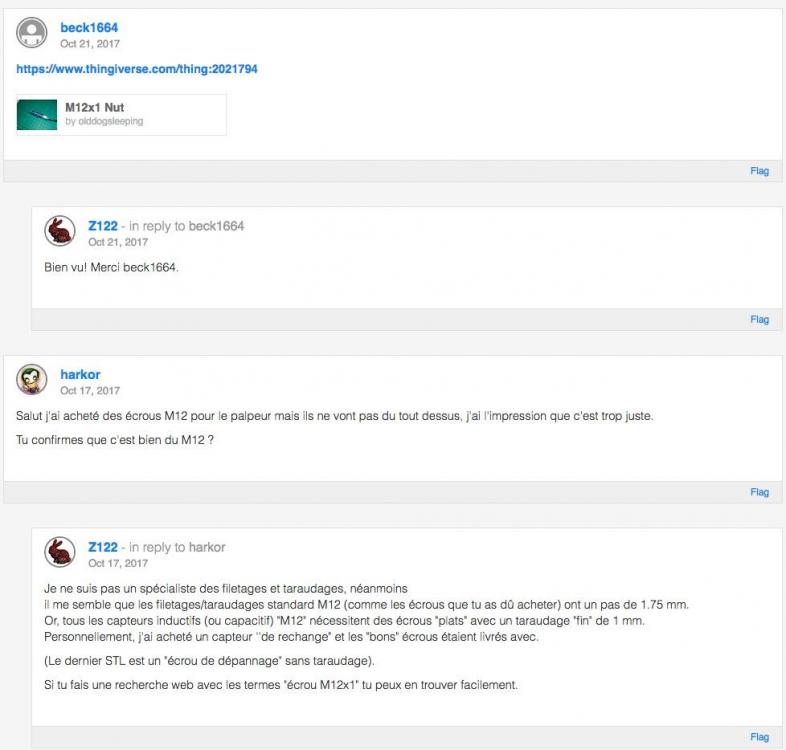
-
Discoeasy et concepts Z122: La solution parfaite
Z122 en réponse au topic de chikungunya dans Mise à jour et/ou amélioration
-
BLTOUCH - 3DTOUCH SUR DISCOVERY 200 (Melzi V2)
Z122 en réponse au topic de Yagami1907 dans Mise à jour et/ou amélioration
@Yagami1907 N'étant pas un spécialiste du 3Dtouch, je t'invite à allez voir ce sujet : https://www.lesimprimantes3d.fr/forum/topic/10457-dagoma-bltouch/ et a y poser directement tes questions à d'autres utilisateurs de 3Dtouch qui seront beaucoup plus compétent pour te répondre mieux que moi. Quelle est la version du Marlin que tu utilises ? Les modifs des lignes existantes que tu as faites sont dans le fichier Configuration.h. Les modifs supplémentaires du tuto dont on a parlées ci-dessus, et qui sont également nécessaire, sont à faire dans le fichier pins_sanguinololu_11.h Néanmoins, il n'y a pas que "ça" à faire. Dans configuration.h il y a d'autres lignes à vérifier et à décommenter en fonction de la version du Marlin, de la version du capteur, et de la carte utilisée. Par exemple et comme mentionné dans la 2eme page du pdf en pièce jointe, il y a au moins toutes ces lignes dans configuration.h: //============================= Mechanical Settings ========================= const bool Z_MIN_ENDSTOP_INVERTING = false; //============================== Endstop Settings =========================== //#define Z_MIN_PROBE_ENDSTOP // add // at the start of the line *RC4 ~ RC6 #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN //remove // at the start of the line *RC4 ~ RC6 #define ENDSTOP_INTERRUPTS_FEATURE //option RC8 only //============================= Z Probe Options ============================ #define BLTOUCH //remove // at the start of the line #define BLTOUCH_DELAY 375 // RC8BugFix #define BLTOUCH_HEATERS_OFF // RC8BugFix #define X_PROBE_OFFSET_FROM_EXTRUDER 0 //Your BLTouch X_PROBE_OFFSET_FROM_EXTRUDE #define Y_PROBE_OFFSET_FROM_EXTRUDER -23 //Your BLTouch Y_PROBE_OFFSET_FROM_EXTRUDE #define Z_PROBE_OFFSET_FROM_EXTRUDER -1.5 //Your BLTouch Z_PROBE_OFFSET_FROM_EXTRUDE //#define Z_MIN_PROBE_ENDSTOP //add // at the start of the line #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN //remove // at the start of the line //============================ Bed Auto Leveling ============================ // Choose a line of below three lines and remove // at the start of the line //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //============================ R/C SERVO support ========================== #define NUM_SERVOS 3 //remove // at the start of the line Je ne peux et ne sais pas comment t'aider d'avantage. C'est à toi de faire tes propres essais. Bon courage. ___f5a1c8_6f2b1ea5daf74a3c85967f2be7848cf0.pdf -
BLTOUCH - 3DTOUCH SUR DISCOVERY 200 (Melzi V2)
Z122 en réponse au topic de Yagami1907 dans Mise à jour et/ou amélioration
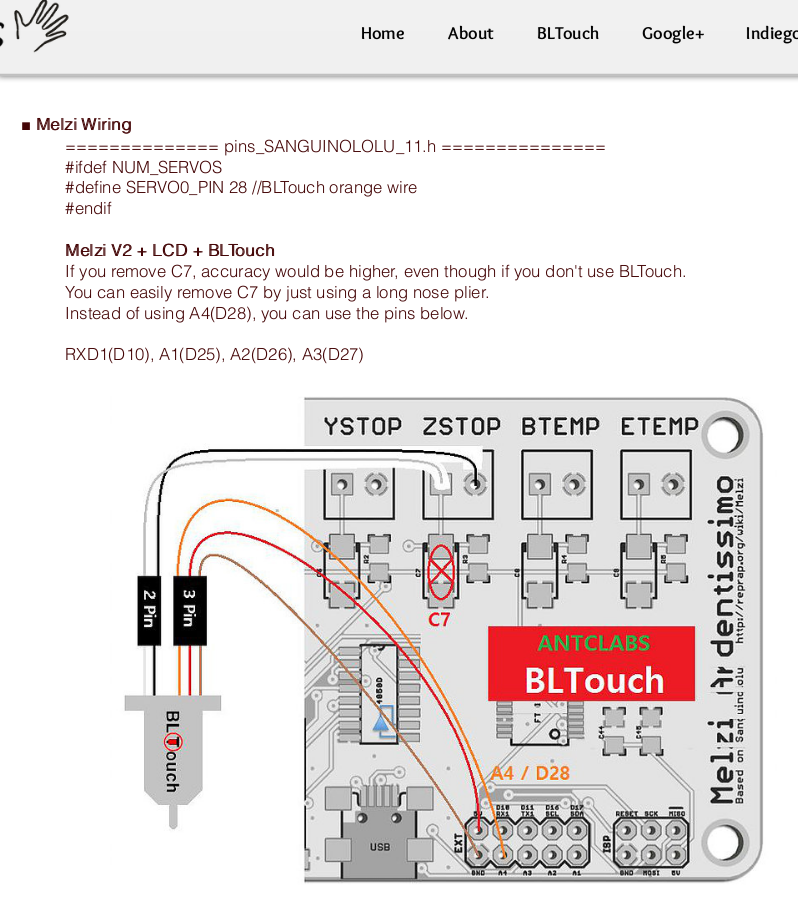
Merci @Yagami1907, Tu m'apprends quelques choses que j'ignorais, et que je croyais impossible. Comme quoi, je t'ai dit une connerie, et tu possédais déjà la réponse ainsi que la solution à ton problème. On peut donc - d'après ce tuto d'Antclabs - connecter en effet un BLtouch Smart ou Classic (et probablement aussi un 3DTouch) sur une Melzi V2.0 comme le montre la 1ere image ci-dessous issue du lien que tu as mentionné... et en plus, le mode d'emploi est donné avec ! Outre les adaptations habituelles pour activer un BLtouch - il faudra spécifiquement modifier le fichier "pins_sanguinololu_11.h" du Marlin afin de lui indiquer la pin sur laquelle le câble orange du signal de pilotage de la servo sera connecté; dans le cas de cette image la sortie A4 correspondant au numéro de pin 28 (D28) est utilisée à cet effet... et 4 autres options de câblages sont également possibles... Je ne suis pas suffisamment caler pour comprendre pourquoi il faut dessouder le composant C7 (rond avec une croix rouge), mais apparemment cela semble permettre d'obtenir un palpage plus précis et plus reproductible... Je viens de jeter un œil sur ma Melzi V2.0, dont je n'ai jamais touché au firmware.... et avec ça et le lien suivant, tu me donnes des idées... Source d'information complémentaire --> http://reprap.org/wiki/Melzi#Melzi_Arduino_Pin_Numbers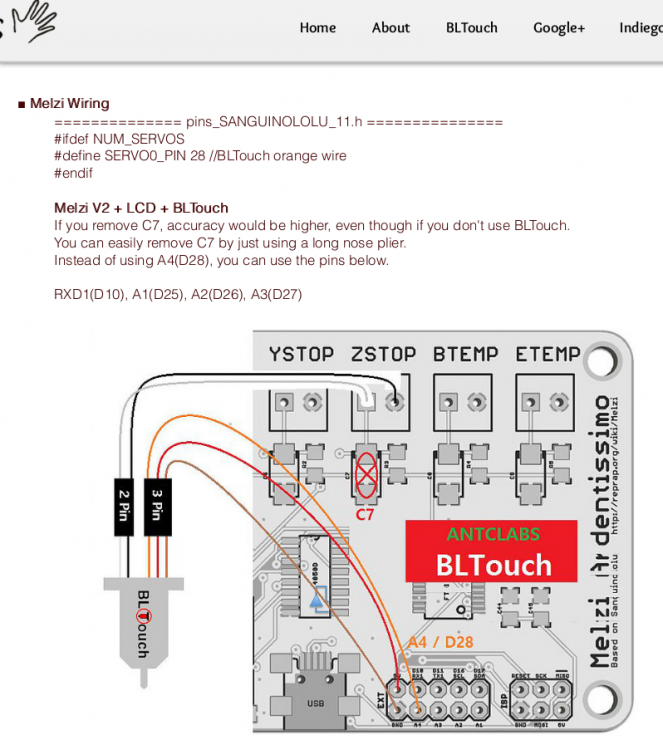
-
BLTOUCH - 3DTOUCH SUR DISCOVERY 200 (Melzi V2)
Z122 en réponse au topic de Yagami1907 dans Mise à jour et/ou amélioration
@Yagami1907 Tout d'abord, Merci pour l'intérêt que tu portes à mes conceptions. Si tu n'as pas trouvé de solution à ton point n°2, c'est que cette configuration est impossible: car - sauf erreur - il n'y a pas de sortie logique sur une MELZI pour l'actionneur/servo d'un BL ou 3Dtouch. Pour ce type de palpeur Z, il te faut impérativement une carte qui possède une sortie logique (D11) comme une MKS Base 1.5 (ou autre) afin d'être en mesure d'actionner les mouvements de rentrée et sortie de la tige du capteur. -
Salut @RIPOFE. Elles semblent correspondre en tout point.
-
@mystique38 Tu as du wobble "horizontal"... certe ... néanmoins les marques "verticales" les plus fortes ne sont pas un problème de wobble. Ces marques correspondent aux départs des murs de remplissage interne. Elles devraient être moins prononcées si tu augmentes les épaisseurs de murs externes dans ton slicer.