Peewee
-
Compteur de contenus
88 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Peewee
-
Rotation des moteurs
Peewee en réponse au topic de Actarus dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Toucher à l'alimentation de la carte mère, mauvaise idée. Je n'ai pas d'ender et je ne sais pas ce qu'il y a d'installé sur la carte. Mais par exemple dans la conf de marlin tu peux trouver les lignes suivantes : #define INVERT_X_DIR false #define INVERT_Y_DIR true #define INVERT_Z_DIR false Elles permettent de choisir les sens dits positifs de tes axes. Après il est possible de ruser avec les câbles mais pourquoi chercher compliqué. -
Salut, Donc tu as la réponse
-
Si ton imprimante est liée à ton pc ou par octoprint un coup de gcode et tu montes comme tu veux. EDit : je dis octoprint et gcode, mais avec tu peux imposer des déplacements de 100 mm.
-
Re, Le plateau doit être stable. En général il faut régler les roues sur excentrique pour le plateau puisse déplacer sans effort mais sans jeu. Visible pour une CR10 sur : https://lv-3d.fr/reglage-de-limprimante-3d-cr-10-s
-
Un petit coup de laque à cheveux par exemple aide bcp pour l'adhérence.
-
Salut, A tout hasard observes-tu que le fil est juste déposé ou bien à l'air un peu écrasé sur le plateau ? Un première piste serait le réglage du plateau qui pourrait se trouver trop loin de la buse lors de la première couche.
-
Avis premières impressions
Peewee en réponse au topic de Aquilae dans Discussions sur les imprimantes 3D
Et ne te décourage pas, régler ces petites bêtes c'est parfois un peu long mais on y arrive. Je pense qu'on est tous passés par là -
Avis premières impressions
Peewee en réponse au topic de Aquilae dans Discussions sur les imprimantes 3D
Salut, pour la rétraction essaie plutôt quelque chose comme 6 mm et 40 mm/s. C'est un jeu de valeur un peu arbitraire (c'est grosso modo ce que j'ai sur ma U20) mais ça pourrait atténuer tous ces fils. Après il faudra faire des tests en faisant varier température, distance de rétraction et vitesse de rétraction pour affiner. -
Changer la largeur d'extrusion sans changer de buse ?
Peewee en réponse au topic de Mok80 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Un peu comme une poche à douille en pâtisserie : https://www.youtube.com/watch?v=-KOZ-1sQLBU Si on pousse le plastique fondu dans dans une buse de 0.4 mm dans le vide, il en sort un fil proche de 0.4 mm de diamètre. Je dis proche car ce plastique sous pression dans le conduit étroit peu avoir tendance à s'expanser un peu une fois libéré mais aussi car le poids du fil qui pendouille peut aussi avoir tendance à l'étirer et l'affiner. Maintenant si la buse n'est pas dans le vide mais face au plateau distant disons de 0.2 mm, un fois que le fil touche le plateau et si on continu de le pousser il va s'étaler sur les cotés et faire un point plus large que 0.4 mm. L'art du slicer est donc de combiner l'avance de la buse et la quantité de fil poussé (extrudeur) pour maîtriser la largeur du trait (comme ou pourrait le faire avec une poche à douille). On recommande généralement une largeur de trait de 10 à 20 % de plus que le diamètre de la buse car l'écrasement du fil améliore son adhérence avec ce qu'il y a dessous. C'est d’ailleurs ce qui se produit lorsqu'on règle mal son plateau (plateau trop loin de la buse) ou le fil est simplement posé lors de la première couche et n’adhère pas. -
Non un point dur ce n'est pas normal. Le moteur non alimenté n'exerce quasi aucune résistance et il n'y a pas de position particulière pour laquelle il créerait un point dur. Je pense plutôt à ton axe qui doit présenter un petit défaut au 2/3 comme une petite marque, un saleté collé ... qui pourrait expliquer ce point dur. Attention, la courroie, il ne faut pas trop la tendre non plus.
-
Bonjour, Il faut que la courroie soit sacrément mal tendue pour sauter des pas sur la poulie. Ce qui m'intrigue aussi est que cela ne se soit produit qu'une seule fois et que une belle distance. Je ne vois pas quoi inculper directement et je te conseille de vérifier déjà : la tension de cette courroie l'absence de point dur sur le mouvement du chariot
-
Bonjour @Jéjé14, quel est le défaut de ton cercle ? La présence de facettes ?
-
Avis premières impressions
Peewee en réponse au topic de Aquilae dans Discussions sur les imprimantes 3D
Voilà les petites joies de l'impression 3D -
Un truc du style : nouveau pas/mm = ancien pas/mm * déplacement demandé / déplacement mesuré
-
En tout cas elles sont propres ces vaguelettes. Cette remarque ne résout pas le problème mais je me dis qu'il y a un réglage caché là dessous plus qu'un pb mécanique.
-
Avis premières impressions
Peewee en réponse au topic de Aquilae dans Discussions sur les imprimantes 3D
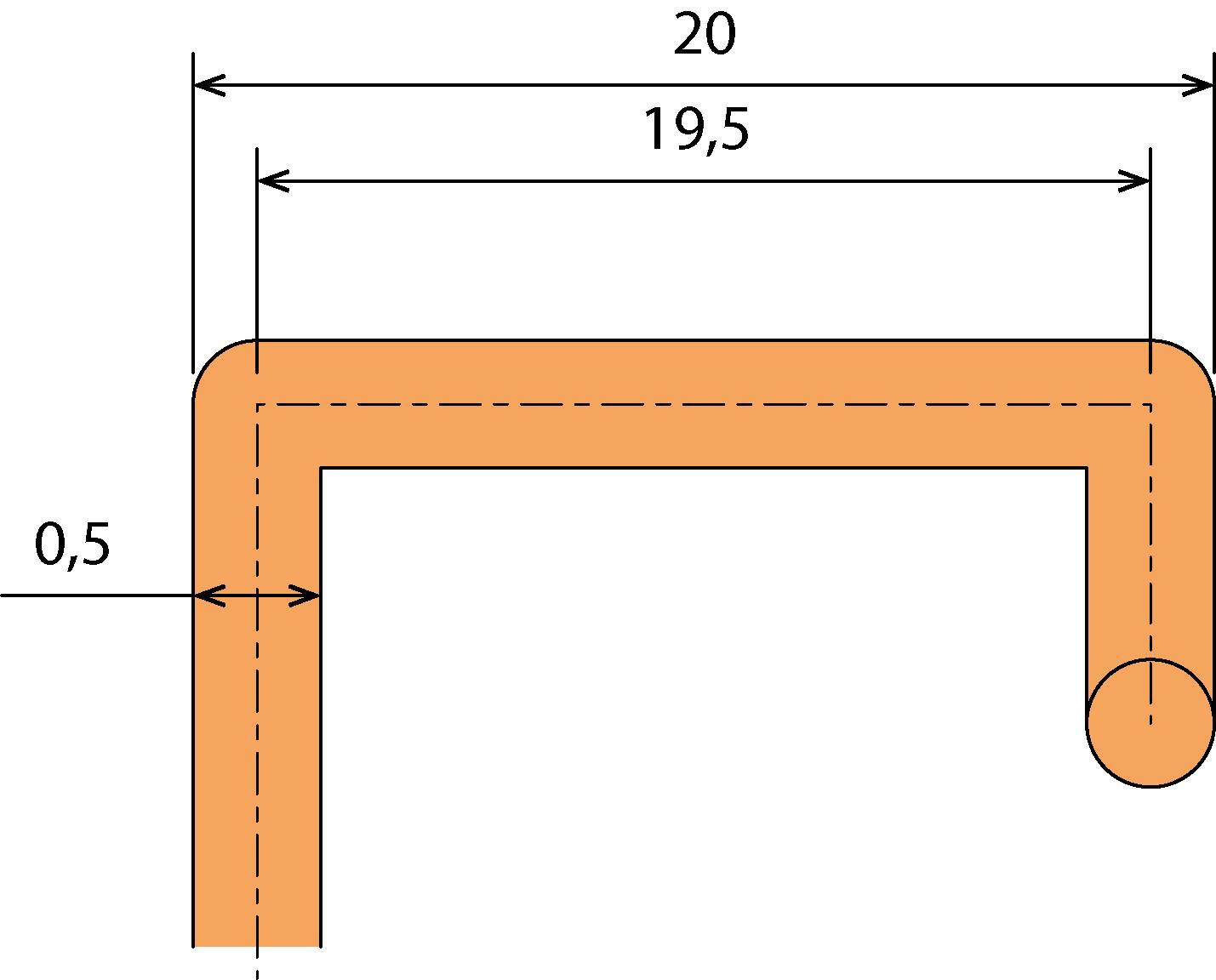
Je reviens sur cette question que j'avais oubliée. Pour avoir les bonnes dimensions il faut que les déplacements soient bien maîtrisés, rien à voir avec la stratégie de remplissage au sens large (épaisseur de couche, nb de périmètres... ). Le point essentiel est donc de s'assurer que s'il est demandé un déplacement de 10 mm sur l'axe X, Y ou Z (E aussi), on observe exactement 10 mm. Pour pinailler, la maîtrise de la quantité extrudée joue aussi (mais dans une moindre échelle) sur les dimensions des pièces obtenues. Mais là ce sera de l'affinage. Pour résumer, pour dessiner un carré de 20 mm extérieur (pardon les maths pour qui un trait n'a pas d'épaisseur) avec un cordon de 0.5 mm, il faut faire des déplacements suivant X et Y de 19.5 mm. Une erreur sur le déplacement (en oubliant l’erreur éventuelle du cordon) et le résultat n'est plus bon.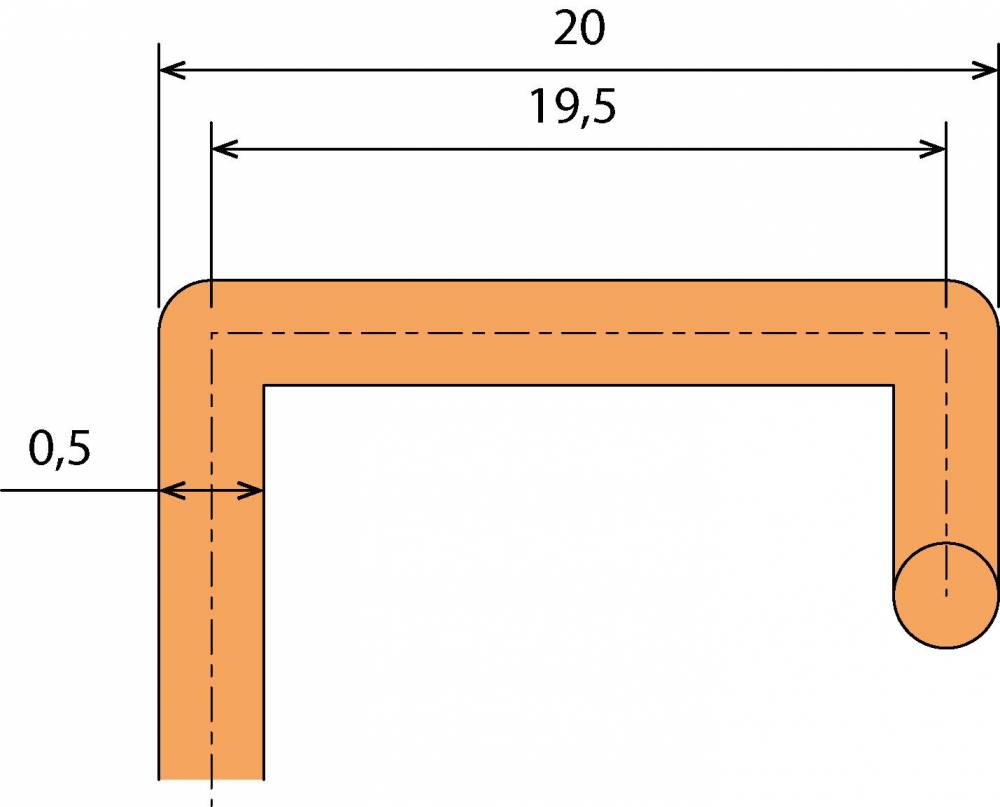
-
Avis premières impressions
Peewee en réponse au topic de Aquilae dans Discussions sur les imprimantes 3D
Salut, Perso rien ne me choque dans tes paramètres mise à part la rétraction qui semble plus adaptée à un direct drive (extrudeur dans la continuité du hotend, cad sans les 30 cm environ de tube PTFE). Ça je pense que tu pourras t'y attacher plus tard quand les impression seront bonnes mis à part la présence de petits fils et/ou petites billes sur les bords (buse qui coule une peu pendant un déplacement entre 2 zones d'impression). Pour les réglages, moi je les ai entrés dans mon fichier de config de marlin. On peut les changer aussi avec la commande Gcode M92 (avec M500 en confirmation) et il me semble avoir vu que sur Repetier et Simplify3d on peut les changer depuis l'interface logiciel. Apres je ne connais pas les autres softs, ils le peuvent certainement aussi. Si j'ai bien lu la doc de ton imprimante tu peux aussi les entre directement depuis son écran LCD : Control -> Motion -> Steps/mm -> Esteps/mm (et pareil pour X Y et Z) -
[WIP][SciFi] Vaisseaux pour jeux de société
Peewee en réponse au topic de Brunod dans Projets et impressions 3D
Merci -
Type de buses?
Peewee en réponse au topic de Frédéric Lejeune dans Entraide : Questions/Réponses sur l'impression 3D
Et tu nous feras un retour ? -
Content pour toi
-
Disposé à ne plus pourvoir cuisiner pour assouvir sa passion, respect
-
Avis premières impressions
Peewee en réponse au topic de Aquilae dans Discussions sur les imprimantes 3D
Pour les avis éclairés sur les petits défauts de ton impression, je laisse mon tour aux experts du site. J'écris petits car pour un premier jet c'est quand même pas si mal. Question réglage, le premier que je te propose est celui de lié à l'extrudeur. En fonction du diamètre du filament et de la quantité de matière à déposer le slicer en déduit la longueur à pousser. C'est le simple calcul du volume d'un cylindre (circulaire droit pour les matheux). Il faut donc vérifier que lorsque le sclicer demande x mm de filament, c'est bien ce que pousse l'extrudeur. Une technique classique est de faire une marque sur le filament à disons 120 mm de l'entrée de l'extrudeur, de demander 100 mm de filament et de vérifier si cette marque se trouve bien finalement à 20 mm. Pourquoi 100 mm de course, c'est un bon compromis entre précision (une erreur de mesure de 1 mm sur 100 est de 1% alors que sur 10 ben ça fait 10 %) et gaspillage de filament, longueur de l'outil de mesure ... Et pourquoi les 20 mm, tout simplement pour éviter que la marque parte dans l'extrudeur si l'erreur était plutôt dans l’excès de filament. Car dans ce cas pour la mesure c'est un peu plus compliqué. Bref, si ce test n'est pas bon, il faut corriger le fameux pas/mm de l'extrudeur. Apres comme le fil n'est pas parfait non plus, avec un diamètre un peu différent par exemple, le flow est là pour apporter une petite correction supplémentaire. J'ai cru lire aussi que le plastique déposé subit une très légère dilatation. En tout cas le flow permet d'affiner la maîtrise du volume de matière déposée. Comme finalement on joue sur 2 paramètres, on pourrait ne pas régler l'extrudeur et jouer uniquement sur le flow avec des valeurs exotique de 75% par exemple. Mais si on fait propre avec l'extrudeur, il devrait rester proche de 100%. -
Réglage du plateau à l'ancienne!
Peewee en réponse au topic de sigiel dans Discussions sur les imprimantes 3D
2 mm ça fait bcp ... Et cordon c'est le fil que tu dépose, ce n'est peut-être pas le vocabulaire officiel non plus mais c'est en référence aux cordons de soudure. Par contre les (gentils) modos vont peut-être trouver qu'on s'éloigne du sujet du fil. Pour le réglage, je te propose de basculer sur ton autre fil où tu présentes ton impression. -
[WIP][SciFi] Vaisseaux pour jeux de société
Peewee en réponse au topic de Brunod dans Projets et impressions 3D
Tu pourrais montrer le niveau de détail d'un de tes vaisseaux. Je ne m'étais pas intéressé à la résine mais quand je vois le résultat, je crois que je vais m'y mettre -
[WIP][SciFi] Vaisseaux pour jeux de société
Peewee en réponse au topic de Brunod dans Projets et impressions 3D
Salut, C'est très beau. Tu réalises tout ça sur ta Photon ?