Le NeurOne
-
Compteur de contenus
41 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Le NeurOne
-
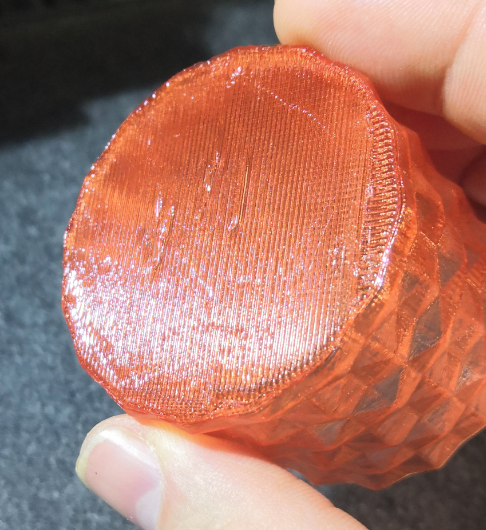
 Salut salut, Voilà ce que ça donne aidé de tous les précieux conseils reçus : le buildtak collé sur la plaque de verre (monte d'origine) étant trop vieux, j'ai simplement retournée et imprimé directement sur la plaque de verre ! Encore merci
Salut salut, Voilà ce que ça donne aidé de tous les précieux conseils reçus : le buildtak collé sur la plaque de verre (monte d'origine) étant trop vieux, j'ai simplement retournée et imprimé directement sur la plaque de verre ! Encore merci
-
Alors celle là, j'aurais jamais pu la trouver ... En plus ça combine un pb en X et un en Y histoire de rendre le truc tout flou ! J'ai bien fait de demandé. Je viens de tester ... Maintenant tout fonctionne ! YAPUKA : attendre mes connecteurs et adapter mou support de Truc-Touch PS : je viens de regarder les dimensions du mien : palpeur replié/déplié ... Il fait 3 bon mil de plus que le vrai BL-touch ses dimensions collent bien plus avec un 3D-Touch. Comme j'ai trop à poncer, je vais m'en redessiner un vite fait et le réimprimer. MERCI, MERCI pour ta précieuse aide !! @pommeverte

-
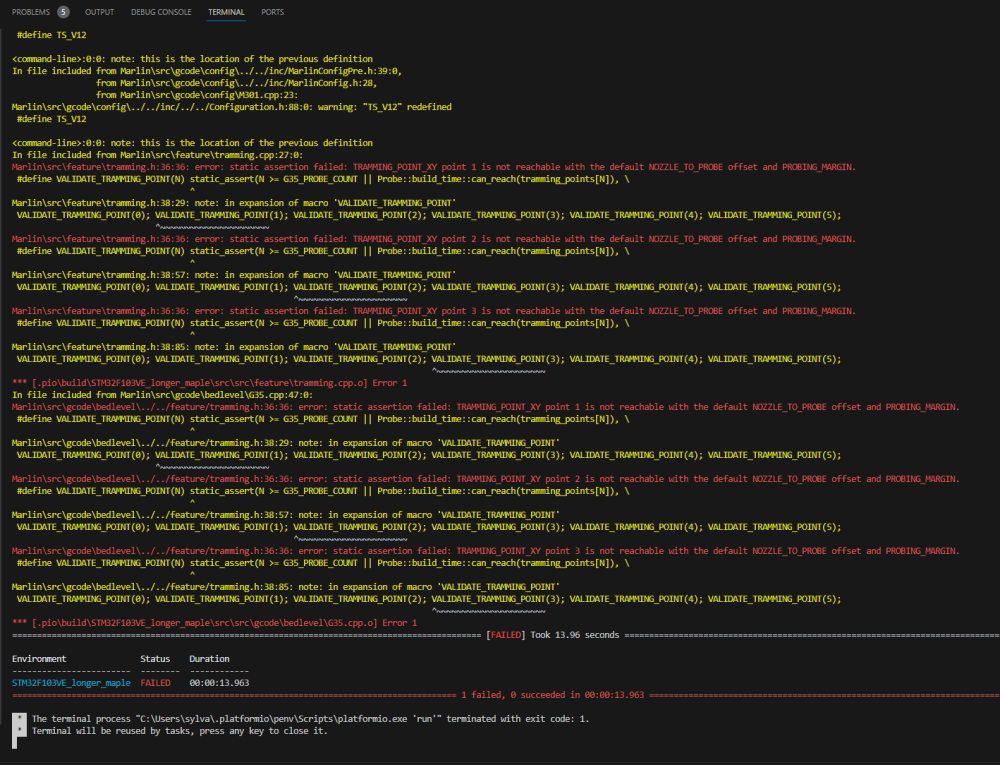
Bonjour, Donc, j'ai épluché consciencieusement les presque 8000 lignes des deux fichier de config pour je l'espère ne rien avoir oublié ! _________________________________________________________________________________ j'ai fait une modif dans le code en ajoutant 3 variables : (config.h L1560) _________________________________________________________________________________ J'y ai fait un ajout de config, activé ça : _________________________________________________________________________________ La modif au final qui mets le cirque c'est en tout début du conf.h : //#define U20 //#define U20_PLUS #define U30 vu que j'ai une U30, je décommente logiquement la ligne U30 et après compilation de test : J'ai donc cherché (dans les deux fichiers de config) autour de PROBING_MARGIN : #define PROBING_MARGIN 10 je n'y ai pas touché ! Pareil avec NOZZLE_TO_PROBE : #define X_NOZZLE_TO_PROBE_OFFSET -35 #define Y_NOZZLE_TO_PROBE_OFFSET -5.5 #define Z_NOZZLE_TO_PROBE_OFFSET -1 #define NOZZLE_TO_PROBE_OFFSET { X_NOZZLE_TO_PROBE_OFFSET, Y_NOZZLE_TO_PROBE_OFFSET, Z_NOZZLE_TO_PROBE_OFFSET } c'est là ou j'ai fait la modif expliquée plus haut (mais avec ou sans modif, même punition) Si je repasse sur U20, plus de pb, mais je ne vais pas avoir les bonnes taille de BED (entre autre) J'ai aussi cherché du côté TRAMMING_POINT : // // Add the G35 command to read bed corners to help adjust screws. Requires a bed probe. // #define ASSISTED_TRAMMING #if ENABLED(ASSISTED_TRAMMING) // Define positions for probe points. #if defined(U20) || defined(LK1) #define MAX_THR_X 260 // X 265 may not be reachable by a probe on the left (U20) #define TRAMMING_POINT_XY { { 30, 30 }, { MAX_THR_X, 30 }, { MAX_THR_X, 255 }, { 30, 255 } } #elif defined(U30) || defined(LK2) || defined(LK4) #define MAX_THR_X 180 // X 185 may not be reachable by a probe on the left (U30) #define TRAMMING_POINT_XY { { 30, 15 }, { MAX_THR_X, 15 }, { MAX_THR_X, 185 }, { 30, 185 } } #else // Please adjust for the U20+ (computed from U20 + 10cm) #define TRAMMING_POINT_XY { { 30, 30 }, { 360, 30 }, { 360, 375 }, { 30, 375 } } #endif la ligne #define MAX_THR_X 180 // X 185 may not be reachable by a probe on the left (U30) m'a sembler aussi intéressante au moins à comprendre X_plateau 220 offset du BL : -35 si je comprend bien le truc, ca donne un MAX_THR_X à 185 mais avec le probing marge à 10 en plus ... j'ai essayé en faisant varier cette valeur et les autres , mais chaque test quelque soit la valeur a générer le même échec à la compilation _________________________________________________________________________________ pour limiter les risques de tout cassé, j'ai systématiquement recompilé après chaque modif pour m'assurer que ! Je sèche ! Configuration_adv.h Configuration.h Non, en fait c'est pas un vrai BL-Touch, Je pense que le soucis vient de la, mais bon, ca sera vite réglé avec un bon coup de papier de verre.
-
Pfff, et dire que j'avais lu la quasi totalité des 18 pages, et c'est dans le message précédent le mien ... Boulet va. Au risque de poser une question con, si je veux utiliser la toute dernière version de Marlin : (et compiler moi même pour être autonome et pas déranger les gens) Je la télécharge, je mets tes fichiers de conf (configuration.h / *adv.h / platformio.ini) au bon endroit. En ayant pris soin éventuellement de les retoucher selon mes besoin. je compile, et "pouf !" c'est fait ? C'est ce que je viens de faire pour tester et 0 pb de compilation ! Bon j'essaye demain ton firmware demain. Car j'attends encore la livraison de mes connecteur t-plug ... en tout cas, merci 1000* [EDIT] En mode (encore) boulet, je relis ta réponse pour la 15ème fois et je m'aperçois que c'est exactement ce que tu me dis en fait ... prendre tes .h adapter au besoin les hypothèses et recompiler ... Suis vraiment fatigué moi ! et en plus mon support de BL-Touch est trop gros, la pointe du palpeur arrive 0.23mm SOUS le niveau de la buse Je vais y arriver, je vais y arriver, je vais y arriver ...
-
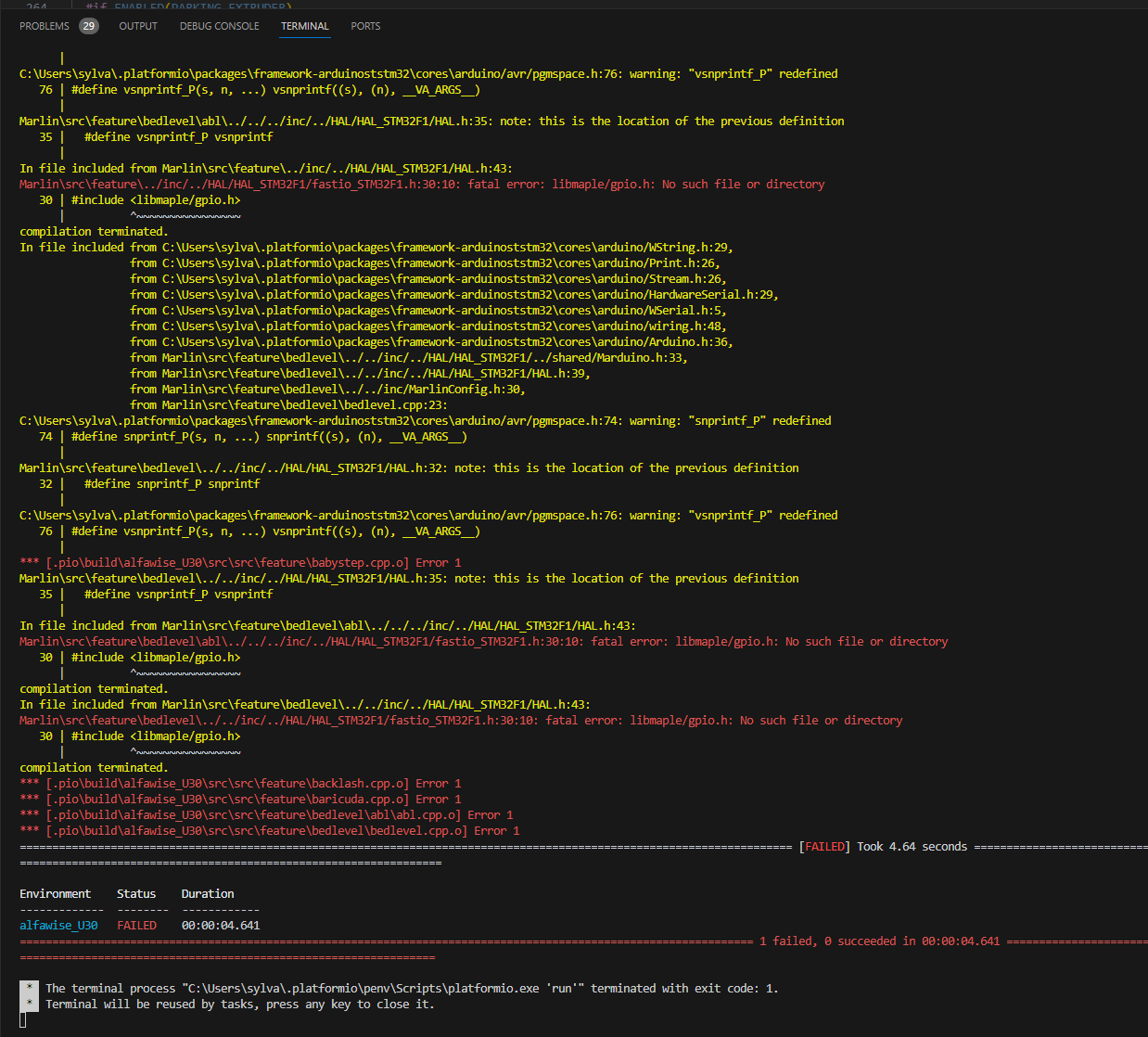
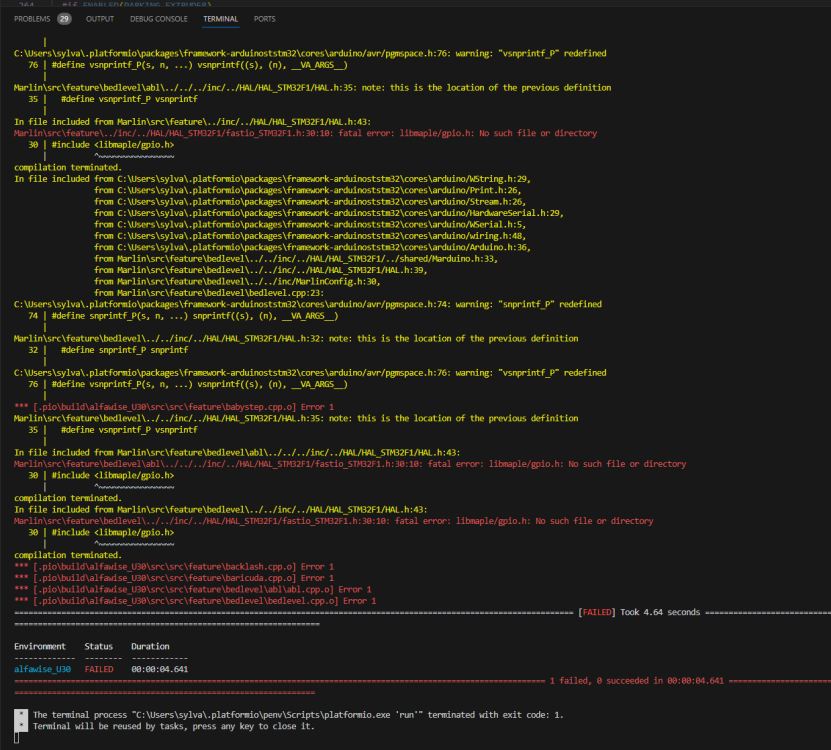
Bonjour @tous, La bonne année, et longue vie à tous les fous qui se mettent en 4 pour nous aider à mieux vivre nos expériences d'impression 3D (bref, merci). Moi qui croyais que j'allais devoir déterrer un sujet, je suis super content de voir une communauté bien active autour des Longer/Alfawise. (merci à tous) Je me re-lance dans l'impression 3D et après quelques déboires sur ma U30, je veux l'upgrader un peu. j'ai acheté une nouvelle carte mère (la V0H) et un BL-Touch ! J'ai compris que BL-Touch = exercice de configuration/compilation Donc VSCode, platformIO, ... pour les sources (https://github.com/hobiseven/Marlin_2.0.X_Beta_Alfawise_Ux0) le lien du premier post. Première question vu l'âge de ce sujet : Il est dit qu'il faut prendre la version 5.3.0 de STM32 dans platformeIO pour compiler. Dans je ne sais plus quel GIT j'ai lu STM32 5.3.0 or Above aujourd'hui 02-2024 on est à la version 17.2 ! On peux l'utiliser la version la plus récente ou faut-il rester impérativement à la 5.3.0 ? Une première compilation tel quel sans modif. fait apparaitre un premier pb : #TMC26XStepper=https://github.com/trinamic/TMC26XStepper/archive/master.zip ce dépôt n'existe visiblement plus, et comme dans le [env:alfawise_U30] je lis lib_ignore = TMC26XStepper, Adafruit NeoPixel, SPI, LiquidTWI2 j'en ai donc déduit que dans le cas de la U30 : un petit # en début de ligne résous le pb ! N'hésitez pas à me dire si je fais une ânerie, ou pas ! Seconde tentative : une bonne dizaine d'alerte de type : Marlin\src\core\../inc/../HAL/HAL_STM32F1/fastio_STM32F1.h:30:10: fatal error: libmaple/gpio.h: No such file or directory Je comprends bien que je compilateur ne trouve pas le fichier. J'ai cherché un peu et j'ai trouvé cette "réponse" qui semble solutionner le pb (une histoire de version ou/et d'appellation). https://community.platformio.org/t/include-path-issues-include-libmaple-gpio-h/14596/3 ais ça date, et du coup, j'ai un peu peur de faire une connerie ! Un petit coup de main ne serait- pas de refus SVP. Merci d'avance. [le matériel au cas ou] carte : L3DP04B01V0H écran tactile : V1.2 BL-Touch : Oui (avec ce support : https://www.thingiverse.com/thing:3526108)
-
non, faut que je change mon profil, j'avais une DE200 qui n'a jamais vraiment voulu imprimer correctement sans refaire des réglages à chaque impression. J'ai changé pour une Alfawise U30 dont je suis très satisfait depuis environ un an maintenant.
-
...... Je te déteste ! Je me suis dit que je n'avais plus rien à perdre, alors j'ai fouillé et sorti une 4ème (oui, oui 4ème) carte µSD ... Et là, le miracle du premier coup ! MERCI, et encore MERCI ! (bon par contre, ça veux aussi dire que j'ai 3 cartes à surveiller de près) [Rajout] PS : donc finalement je t'adore
-
salut, et merci beaucoup pour toutes ses réponses. Pour le fil "marlin" je n'ai pas tout lu et ai volontairement passé plein de page. Je me suis dit qu'avant de passer à Marlin, je voulais d'abord remettre mon imprimante en f°. du coup je vais le relire plus attentivement. Ce n'est pas le connecteur qui est HS mais bien le prog. sans carte l'imprimante boot et m'amène sur l'écran alfawise principale, mais pas lus. avec la carte après test avec les 3 versions de firmware, j'ai réussi à avoir seulement 3 ou 4x la barre de progression de flash, mais jamais remplie à plus de 30% avant de figer. Encore Merci. Bon par contre, toutes mes excuses jeremcst76340 j'ai quelque peu parasité ton post, Mais si la réponse à la question que tu poses initialement : "Peut-on flasher la Alfawise via USB putôt que µSD ?" est belle et bien non. Alors les réponses qui m'ont été données seront la solution à ton pb.
-
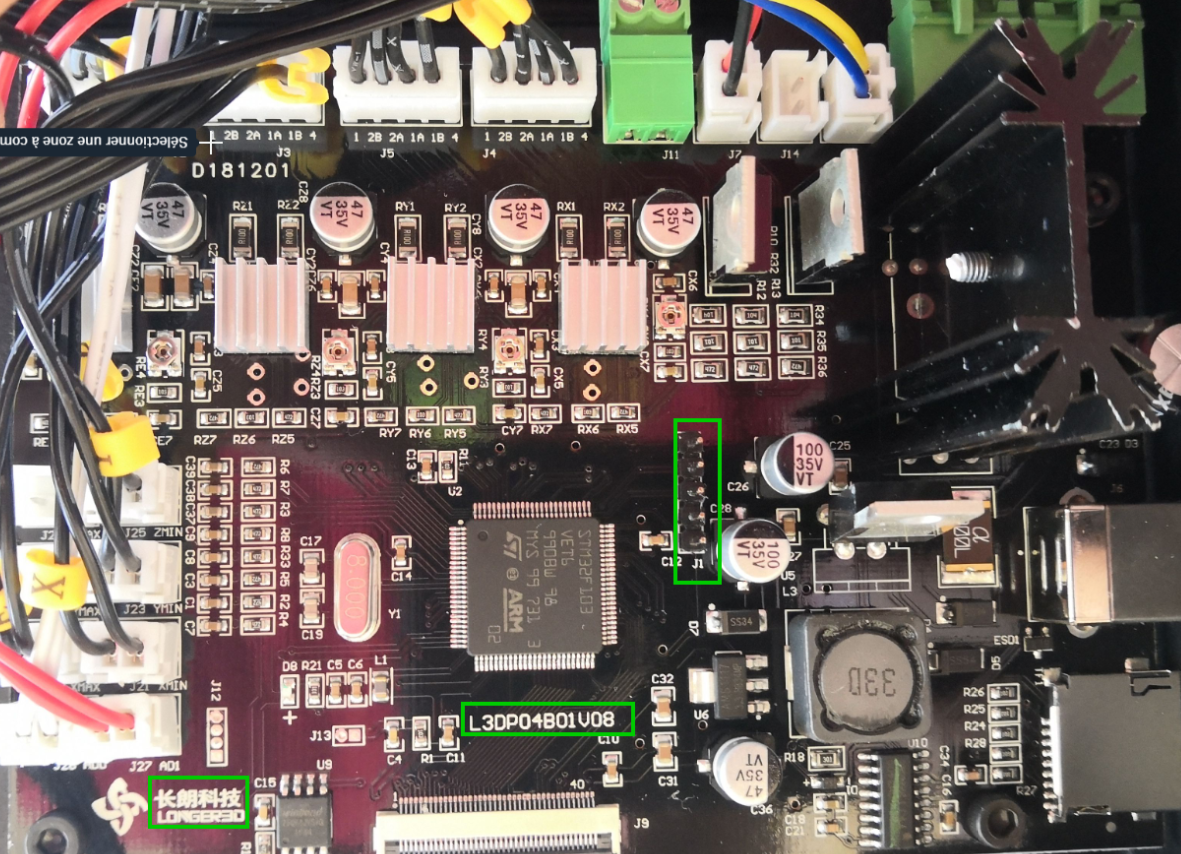
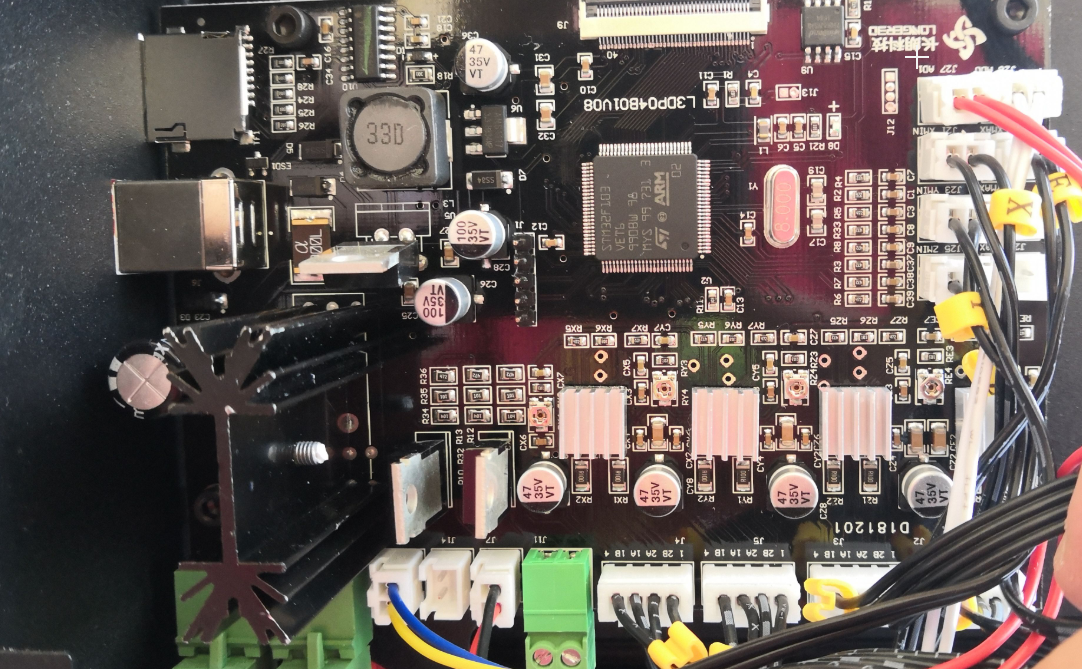
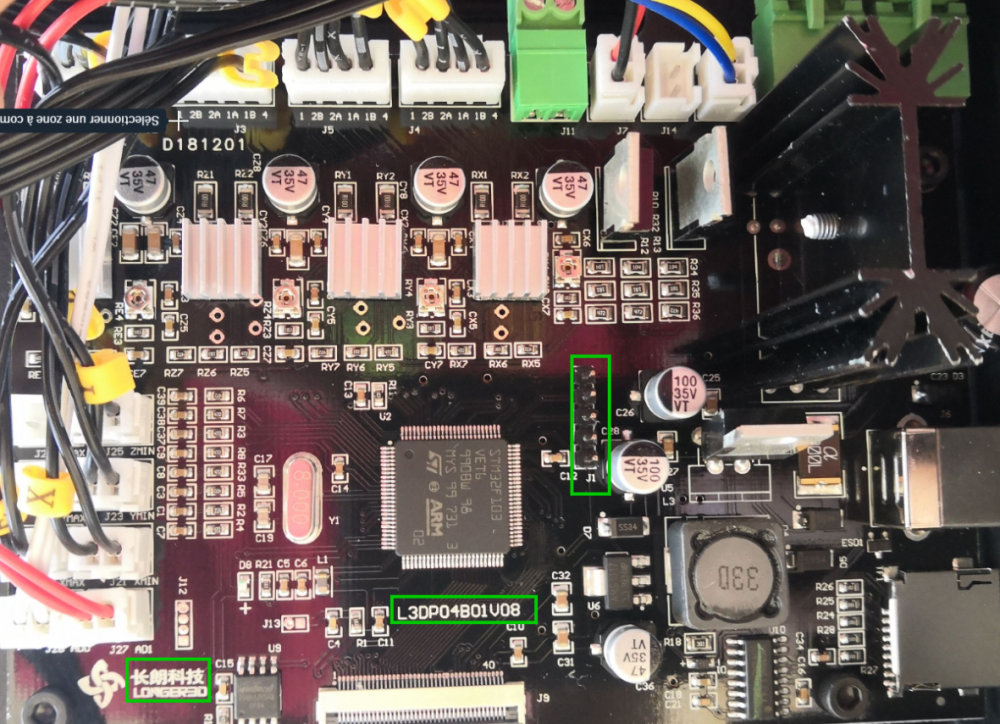
D'ailleurs, j'anticipe en posant la question : Qqun sait-il à quoi servent ces Broches ? ISP, dans quel ordre ?
-
ton pb doit venir du fait que les connecteur de surface pour carte microSD possèdent souvent un "contact mécanique/électrique" détectant la présence de la carte. Dans le cas de ta nappe, prolongateur, ce contact est fermé en permanence faisant donc croire à la présence de ta carte. et seule de débranchement/rebranchement physique de la nappe désactive/réactive le système pour lui faire comprendre que la carte a été retirée/remise

-
j'ai tenté l'upgrade avec les deux fichiers du nouveau firmware sur carte micro SD. Et justement, si je n'arrive pas à trouver un soft et ce qu'il faut pour restaurer le bootloader par USB, à ce moment là, j'essayerai ta technique. Par contre, si la carte ne possède pas les broches, je ne suis pas capable d'aller les "retrouver"
-
Salut, je viens d'expérimenter une variante de ce pb : j'ai tenté de mettre la dernière version du firmware, j'ai bien vue la barre de progression verte se remplir jusqu'au 1/3 puis plus rien ... J'en suis donc réduit à espérer pouvoir téléverser le fichier.bin via le câble USB, et si ce n'est pas faisable ... j'envisagerai de tenter ça : et sinon, en acheter une nouvelle. Le hic, c'est que visiblement les versions nues actuellement en vente sur Ali &cie sont les anciens modèles.
-
bonjour, J'ai donc comme le titre le suggère une Dagoma D200. J'y ai déjà fait nombre de modification censée améliorer la qualité d'impression, (merci dal, et autres membres). j'ai donc : renforcé la structure avec : https://www.thingiverse.com/thing:1200195 renforcé la structure avec : https://www.thingiverse.com/thing:1200492 remplacer la tête d'origine par celle de la DE200 et rehausser le plateau en concéquences Injecté la dernière version du marlin pour activer les fonctions de mesh pour le Z et configurer pour un palpé en 9 points. modifié les supports Z (pièces 11 et 12) pour remplacer les tiges M8 par des trapèze avec leur noix anti-backslash (les plans sont dispo sur onshape.com : cherchez : "Mod-Dagoma-D200-trapeze-Z") modifié .... ah, non, c'est tout pour l'instant et c'est déjà pas mal. J'ai acheté un jeu de jauge d'épaisseur pour mesurer de façon précise les distances buse/plateau, je reconfigure/mesure le tout au petits oignons et pourtant ... J'ai malgré tout ça encore un pb plutôt chiant. j'utilise octoprint je lance la chauffe de la buse à 195° je lance une impression (la première de la journée) ==> bien je relance la même impression après ==> plus rien ne va ! l'imprimante me fait de la sculpture sur builtack, de la gravure même. et quand j'essaie de faire un simple badge dagoma (comme test) il m'a falu la dernière fois bien une 10zaine de tentatives pour arriver à mes fin. pour finir avec un offset qui à pris de mémoire 0.4mm. Auriez-vous une idée de ce qui pourrait engendrer un tel pb ?
-
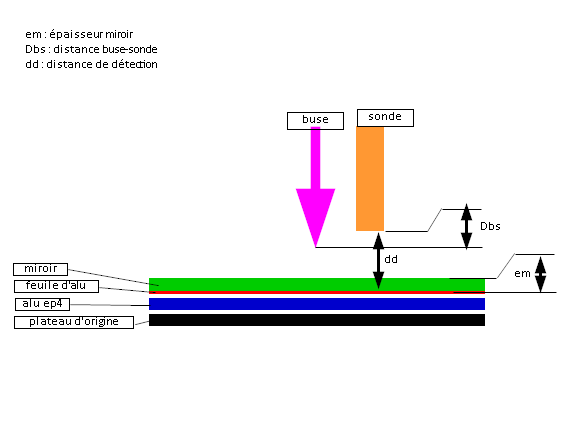
jusque la, je suis d'accord. Mais j'ai une tête de DE-200 montée sur une D200 à priori la seule diff est l'inversion de position du palpeur et de la buse. Et dans la config actuelle que j'ai, malgré l'utilisation de Dagom'App, si je ne met pas de décalage de Z dans mon startGcode, ma buse se retrouve beaucoup trop haute. PS : La feuille d'alu collée au mirroir c'est pour rendre constante la distance entre la feuille et la surface sup du miroir. De plus, vu les jeux que j'ai, le palpeur ne détecte pas le plateau alu sous le miroir avant que la buse ne touche ce dernier.
-
Merci pour tes réponses. En fait, j'ai ça : Je sais que la sonde détecte la feuille d'alu avant que la buse ne touche le verre ! (Tant mieux pour moi : j'ai collé à la main la feuille d'alu sans bulle d'air au dos du miroir) Je connais 'em' Maintenant, je sais pas trop comment faire que ça tourne avec ma dago et tout ce que j'entends et lis ! dagom'App, avec la cible magique suffit-il ? pour ma part, j'aurai tendance à dire que si la distance entre la buse et le plateau est de 0, alors l'offset c'est : Z-offset = dd - Dbs - em et que l'appli dagom'App intègre juste en plus l'épaisseur de 0.4mm de la cible puisque la détermination se fait humainement par pincement de ladite cible. Dans tout ça et c'est la que je ne comprends plus : le Z que je mets dans le le startGcode il représente quoi ? Si je me réfère à CbD, je dirais 'em' (épaisseur du BT ou du blueTape) Mais Dagom'App ne le prends-t-elle pas déjà en compte vu que la cible est justement posée sur le matériau ?
-
Ya pas de soucis, ;-) Je pense vraiment avoir tout fait "comme il faut" et pourtant !
-
J'ai bien comme écrit : une D200 avec tête de DE200. je slice avec cura 15.04.6 le firmware est celui indiqué par dist.dago comme étant le bon pour mon imprimante (fdc en NF, capteur blanc, tête DE200, ...)
-
Salut, Alors soit je suis devenu idiot dans la nuit, ou il s'est passé autre chose, mais je ne sais quoi. Le réglage du Z ! j'ai une dagoma D200 avec le dernier firmware possible récupéré sur dist... une tête de DE200, j'utilise Dagom'App pour comme ils disent "avoir une impression parfaite" (pour l'instant, ça reste à voir). j'ai un plateau tellement voilé que j'ai 0.37mm de delta entre le pt le plus haut et le plus bas ... j'ai "corrigé" ce défaut en posant directement par dessus un plateau d'alu de 4mm d'épais quasi parfaitement plat. Le SAV dago, j'y pense même plus. j'ai pas la cible magique de Dagoma j'ai corrigé ce manque en trouvant sur ce site que la cible fait 0.4mm d'épaisseur, et j'utilise une jauge d'épaisseur 0.4mm Voila mon Start Gcode (pris sur le site de dago) ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G91 ;relative positioning G1 Z7 G90 ;absolute positioning G28 X M109 S{print_temperature} G28 X G28 Y G01 X20 Y100 G28 Z ;G29 P3 V4 ; Detailed Z-Probe - palpage du plateau pour créer un plan dynamique G92 Z3 G91 ;relative positioning G1 Z-2.0 G90 ;relative positioning G92 Z0 G1 Z3 G1 X100 Y200 F3000 G1 Z0 M106 ;start fan full power M109 S{print_temperature} M82 ;set extruder to absolute mode M107 ;start with the fan off G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ------------------------------------------------------------ Avec Dagom'App, je suis bêtement les instructions j'arrive à avoir sans trop de difficulté l'impression des disques de test quasi parfait sur presque toute la surface ! je me dit cool. l'appli me dit avoir enregistrer l'offset et me le donne pour information : 1.3mm Je relance une impression, petite statue moia lowpoly ou un petit bateau, ça marche plus (buse trop haute ou trop basse) QUESTION 1 : ou l'appli l'a-t-elle enregistrée cette valeur ? QUESTION 2 : cette valeur, c'est bien la différence de hauteur, au moment de la détection, entre la buse et le plateau ? QUESTION 3 : le Z-offset que je déclare dans le startGcode, c'est bien l'épaisseur du matériau non détectable (Buildtack/scotch/plaque de verre) que j'ai posé sur le plateau ? QUESTION 4: pour être sur d'avoir bien compris : si je laisse le plateau NU, j'ai pas besoin du Z-offset dans le start Gcode (ou d'une valeur à 0.0) ? QUESTION 5 : je dois régler quoi et ou pour la prise en compte d'une plaque de verre ? Merci par avance à ceux qui m'aiderons. Je commence à sérieusement en avoir plein le ***, ça fait quasi 1 an que j'ai ma Dago, et j'ai eu tellement de petits soucis, que j'ai à peine utilisé une bobine ... j'en ai 5 qui attendent sagement que l'imprimante fonctionne à peu pres !
-
j'ai pas trouvé non plus mais en dl la rc8 la différence est visible en cherchant sur le mot clef "BILINEAR" par exemple
-
pour la Discovery 200 : non, je viens de la télécharger à l'instant sur dist.dago pour vérifier.
-
hummm, ok je viens de dl la RC 8 et je vois effectivement moultes différences. et le bilinear ! Sauf que aujourd'hui je suis bien incapable de faire ce que tu suggères, sans louper quelque chose et tout casser ... Je suis donc condamné à imprimer des toutes petites pièces dans une zone bien définie de mon plateau. Tout ça parce que mon plateau est voilé !
-
ah, mais moi j'ai une D200 par une DE200 ...
-
Salut, Je suis en train de lire le sujet car c'est le pb que j'ai eu du mal à diagnostiquer sur ma dago D200 ou en f° de la position de la pièce sur le plateau, ca imprime bien, ou c'est dégueu (buse racle le plateau aux premières couches) J'ai mesurer avec une jauge, et j'en arrive à des écarts (creux et bosses) maxi sur le plateau de 0.23mm. Donc le bilinéar semble être mon sauveur sauf que dans le source fourni par Dago, ca n'apparait pas !! le bilinear correspond-t-il au mesh bed leveling ? et du coup, faut-il désactiver le Bed Auto Leveling, ou cela vient en plus ? //=========================================================================== //============================ Mesh Bed Leveling ============================ //=========================================================================== //#define MESH_BED_LEVELING // Enable mesh bed leveling. #if ENABLED(MESH_BED_LEVELING) #define MESH_MIN_X 10 #define MESH_MAX_X (X_MAX_POS - (MESH_MIN_X)) #define MESH_MIN_Y 10 #define MESH_MAX_Y (Y_MAX_POS - (MESH_MIN_Y)) #define MESH_NUM_X_POINTS 3 // Don't use more than 7 points per axis, implementation limited. #define MESH_NUM_Y_POINTS 3 #define MESH_HOME_SEARCH_Z 4 // Z after Home, bed somewhere below but above 0.0. //#define MANUAL_BED_LEVELING // Add display menu option for bed leveling. #if ENABLED(MANUAL_BED_LEVELING) #define MBL_Z_STEP 0.025 // Step size while manually probing Z axis. #endif // MANUAL_BED_LEVELING #endif // MESH_BED_LEVELING //=========================================================================== //============================ Bed Auto Leveling ============================ //=========================================================================== // @section bedlevel #define AUTO_BED_LEVELING_FEATURE // Delete the comment to enable (remove // at the start of the line) //#define DEBUG_LEVELING_FEATURE #define Z_MIN_PROBE_REPEATABILITY_TEST // If not commented out, Z Probe Repeatability test will be included if Auto Bed Leveling is Enabled. #if ENABLED(AUTO_BED_LEVELING_FEATURE) // There are 2 different ways to specify probing locations: // // - "grid" mode // Probe several points in a rectangular grid. // You specify the rectangle and the density of sample points. // This mode is preferred because there are more measurements. // // - "3-point" mode // Probe 3 arbitrary points on the bed (that aren't collinear) // You specify the XY coordinates of all 3 points. // Enable this to sample the bed in a grid (least squares solution). // Note: this feature generates 10KB extra code size. #define AUTO_BED_LEVELING_GRID #if ENABLED(AUTO_BED_LEVELING_GRID) #define LEFT_PROBE_BED_POSITION 18 #define RIGHT_PROBE_BED_POSITION 182 #define FRONT_PROBE_BED_POSITION 58 #define BACK_PROBE_BED_POSITION 148 #define MIN_PROBE_EDGE 10 // The Z probe minimum square sides can be no smaller than this. // Set the number of grid points per dimension. // You probably don't need more than 3 (squared=9). #define AUTO_BED_LEVELING_GRID_POINTS 2 #else // !AUTO_BED_LEVELING_GRID // Arbitrary points to probe. // A simple cross-product is used to estimate the plane of the bed. #define ABL_PROBE_PT_1_X 15 #define ABL_PROBE_PT_1_Y 180 #define ABL_PROBE_PT_2_X 15 #define ABL_PROBE_PT_2_Y 20 #define ABL_PROBE_PT_3_X 170 #define ABL_PROBE_PT_3_Y 20 #endif // AUTO_BED_LEVELING_GRID
-
Ah oué, ben il serait certainement préférable de l'écrire quelque part. Perso, moi qd je vois un imprimante faire des pâtés comme ça, j'ai plutôt tendance à faire OFF direct. En plus sur une dago, le système devrait quand même savoir que le plateau fait 20*20. Je le saurai pour la prochaine fois.
-
Salut à tous, Heureux possesseur d'une Discovery 200, et suite à des petits soucis coté tête : Dagoma m'a changé la tête d'origine par celle d'une DiscoEasy Dagoma vient de me remplacer ce que (faut d'avoir trouvé son vrai nom) j'ai baptisé le "cube de chauffe" (le cube, la cartouche chauffante, la sonde et la buse) Du fait du changement de tête les positions du palpeur et de la tête s'en retrouvent inversées : J'ai donc télécharger sur http://dist.dagoma.fr/ le firmware correspondant à cette évolution je l'ai versée dans la carte (le fichier HEX) via Dagom'App J'en profite (pas vraiment le choix) pour refaire le Z proprement : J'ai parcouru ce forum et ai trouvé une réponse d'un membre Dago et du divers autres utilisateurs donnant une épaisseur de carton cible de 0.4mm d'épaisseur je lance l'opération, cela donne ça : ça semble bien, beau, propre sauf que ... l'impression des disques ne s'arrête pas ! sur les pâtés en haut du plateau, ben l'imprimante imprime non-stop, alors que le plateau, en plus, est en buté sur le capteur. Donc questions (à Dagoma ou/et d'autres utilisateurs qui auraient déjà eu le pb) : Est-ce normal, la marge d'impression à l'autre bout du plateau qui est aussi importante ? (normal, bug ou peut-être décallage du à l'inversion tête/palpeur) pourquoi l'impression ne s'arrête-elle pas qd le plateau arrive en butée ? (ma tête est toute neuve, j'ai cru que j'allais tout casser à nouveau) et la plus importante : Pourquoi à chaque impression que je lance, le système ne fait plus les 6 points de mesure sur le plateau ? Dans la mesure ou une légère pression sur le plateau est capable d'augmenter l'écart buse/plateau de 0.2mm environ, qd je fait l'effort nécessaire à décoller la pièce, ça fait forcement tout bouger ! REX pour Dagoma (je crois savoir que vous lisez) : Pour les possesseur d'une discovery 200, qd vous changer la tête d'origine pour celle d'une DE200, pensez aussi à fournir 2 support de plateau surélevés comme il faut). Surtout que sans tête, ils ne peuvent logiquement pas les imprimer eux même ... Et je le branche ou le second ventilateur de la nouvelle tête