chagre
-
Compteur de contenus
118 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil
2 164 visualisations du profil




Récompenses de chagre
")





-

Choix de filaments faciles à travailler (perçage, sablage)
chagre en réponse au topic de cameleon dans Consommables (filaments, résines...)
Bonjour, as-tu essayé de le PETG, très facile a imprimer, ca se perce bien (a une vitesse lente tout de meme), c'est résistant avec un coté souple sur des pièces fine (les pièces massive sont très dur), j'utilise cette matière pour des pièces mécanique ainsi que pour des petites pièces de carrosserie auto/scooter ! -
Problème de rétraction avec du TPU...
chagre en réponse au topic de Porco95 dans Entraide : Questions/Réponses sur l'impression 3D
Hello! j'ai peu d'expérience en TPU mais j'ai réussi a faire de belle pièces (prototype de pipe d'admission pour moteur de scooter)! j'ai du réduire la vitesse d'impression drastiquement pour avoir un bon rendu (après un gros calibrage filament/profil et plusieurs tests ratés ^^ ), au dessus de 30 mm/s ca ne donnais rien mais a cette vitesse combiné a une rétraction lente, j'ai réussi a faire quelques chose de correct! hauteur de couche a 0.1mm et DirectDrive.


-
Bonjour, comme dit KpDp_3D, calibrage d'extrudeur avec 100m d'extrusion, beaucoup de tuto sur YouTube ou même ici sur le forum (désolé je ne retrouve pas le sujet que j'avais utilisé a l'epoque pour apprendre comment faire), la manip est tres simple! je en suis pas chez creality mais quand je suis passé d'un BMG Bowden a BMG Direct drive, j'ai du réduire légèrement les step, ce qui parait logique etant donné qu'il y a moins de déformation sans la longueur de PTFE. https://all3dp.com/fr/2/calibrer-extrudeur-imprimante-3d/
-
Bonjour a tous! toute mes imprimantes sont home made, la plus utilisée, 220x220x140, carte lerdge Z (photo plus bas) petit model pour les proto et pieces haute 160x160x230 smoothie makerbase grand model, 300x300x300 smoothie makerbase et une core xy en développement 300x300x300.

-
je posterais quelques photos de celle en cours, j'ai deux machines qui me servent de banc de test pour mes délires mais a force de demonter et remonter j'ai plus la foi de remettre tout les carénages et camouflage de fils voila la petite rhino à cœur ouvert qui m'a servi de banc pour tester les mgn, la hauteur de la barre de Z est effective, machine pour creer des figurines et vase en tout genre (donc autant dire que chez moi elle ne sert a rien XD), all in one, déplaçable, la seule chose qui reste a l'exterieur du chassis c'est la bobine!

-
effectivement, je fabrique des machines sur demande de mes clients donc sur mesure (je propose plusieurs pack, 1/ machine seule, 2/ machine + formation théorique, 3/ machine + formation théorique + entretient SAV) imprimer pour imprimer ne m'intéresse guère même si j'ai plein de truc imprimé utile, mais créer en partant d'une idée de machine ca me botte! voici la base (à l'état de prototype) de l'axe X et Z de la dernière née (4eme du nom, j'ai tout testé roulettes, rails mgn et je reviens sur l'axe optique avec le temps ) rien ne presse pour la Delta ca fait plusieurs années qu'elle dort sur une étagère, je la fait tourner de temps en temps pour qu'elle ne se meurt pas! le prochain build sera une core XY grand format.

-
effectivement, ca fait tellement longtemps qu'elles sont rangées que j'en avais oublié le nombre de bits, elles sont toute en 8Bits (les 32 sont monté sur mes machines ), je modifie pour enlever le 32Bits
-
Stringing et usure de la buse et/ou du tube PTFE
chagre en réponse au topic de Axel dans Entraide : Questions/Réponses sur l'impression 3D
si je dis pas de bêtise le groupe Creality à a la licence -
Si personne ne s'y intéresse je peux éventuellement la démonter pour la mettre en colis mais il faut que je trouve le temps (entre la création d'une machine pour un client et le taf alimentaire ca en laisse peu ^^ ) Repondu en MP
-
Stringing et usure de la buse et/ou du tube PTFE
chagre en réponse au topic de Axel dans Entraide : Questions/Réponses sur l'impression 3D
tout les grand nom de la distribution (amazon, aliexpress....) , normalement les ptfe sont des pieces normalisé donc pas de risque que cela ne s'adapte pas! attention aux copies de moins bonne qualité (les vendeur doivent afficher dans la description du produit, la licence de vente capricorn ) -
Stringing et usure de la buse et/ou du tube PTFE
chagre en réponse au topic de Axel dans Entraide : Questions/Réponses sur l'impression 3D
Salut, un PTFE peu être fatigué effectivement et provoquer du stringing, la dernière fois que cela m'est arrivé, je l'ai remplacé par un capricorn et zou problème résolu. Commence par ca avant de changer la buse, cela sera plus économique en premier temps -
Salut, alors ces petits bateau ca donne quoi?
-
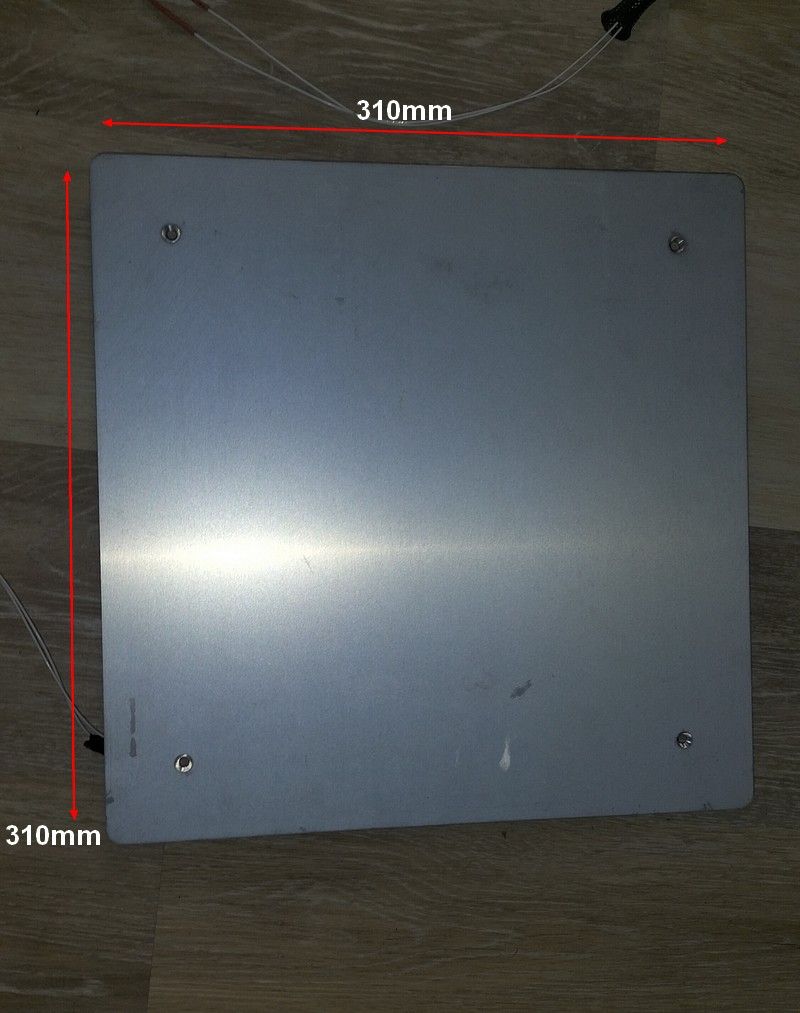
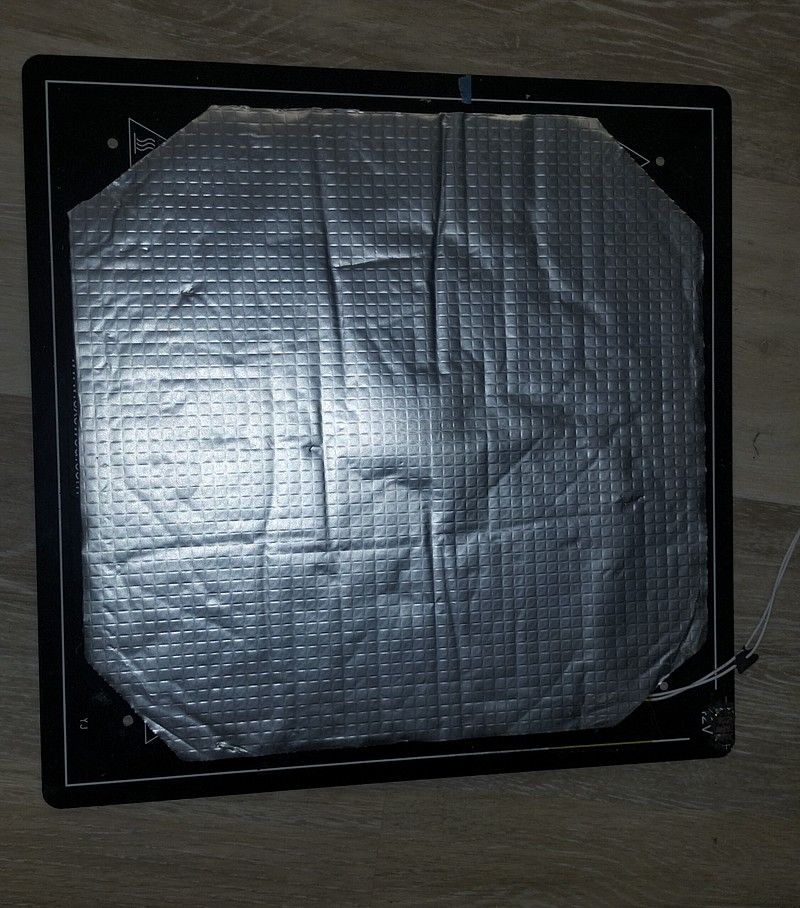
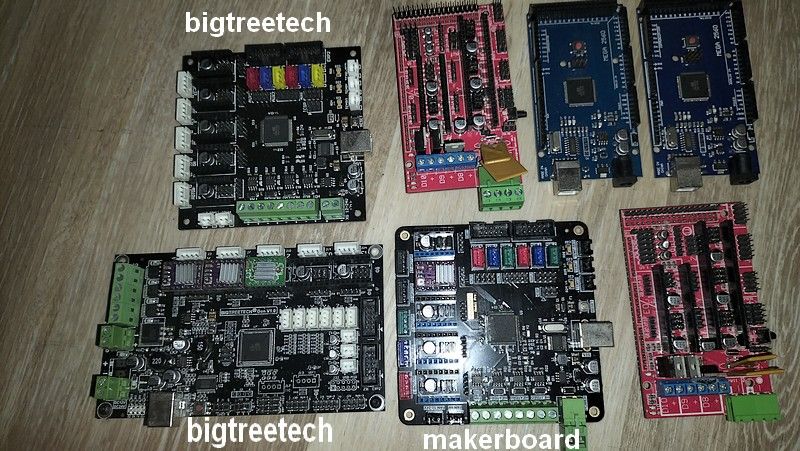
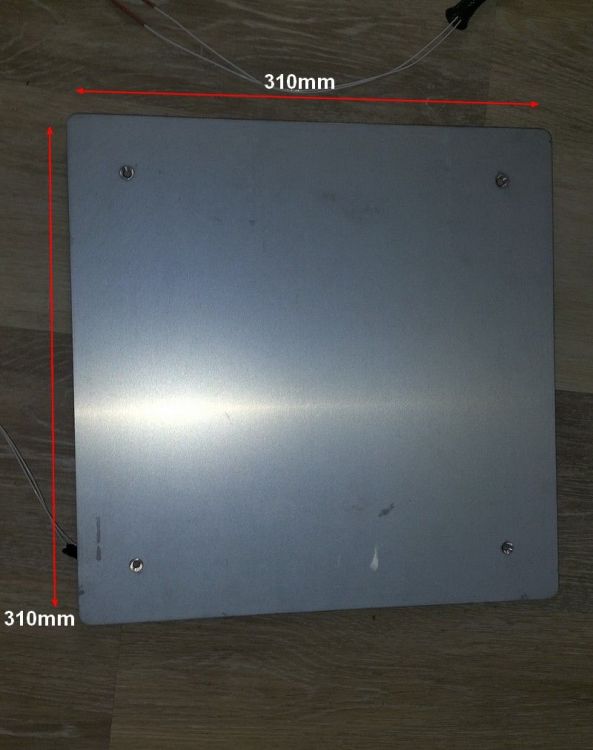
Salut a tous, je vide quelques tiroirs car j'ai besoin de place! 5 cartes 16 Bits (dont 2 bigtreetech), 1 makerboard, 2 combo mega 2560 + rampes 1.4 si ca peu intéresser quelqu'un, les 3 premières sont neuves (utilisé 1 fois) et rampes/mega utilisées mais fonctionnelle. (5€ pièces/ 15€ le lot), possibilité de fournir des driver A4988. un hot bed avec sa plaque alu 120mm x 120mm 12Volts (10€) neuf un hot bed 310mmx310mm 12V (sonde prémontée, reste a souder les bornes pour l'alim) (20€) utilisé quelques heures, je l'ai échangé par un 24V. je peux proposer un échange car je recherche une carte makerbase smoothie 32bits / ou équivalent (ou achat si vous avez cela) et un support de bed alu 220x220mm avec perçage pour lm8uu. j'ai tout un tas de pièces dans mon atelier qui ne sert plus n'hésitez pas à demander envoie à vos frais. je possède aussi une delta D1 micromake fils en pagaille que je n'utilise plus mais qui est fonctionnelle 80€ à débattre pulley version. (à venir chercher sur place, Bordeaux) Bon print a tous!


-
Salut! je t'invite a faire tes réglages et test en 0.2mm, la qualité est largement suffisante, et une fois tout ca mis en place tu pourra passer en 0.1mm ( ce dernier peu dans certain cas rendre la première couche délicate) chouette le laser, en espérant que tu ai plus de chance qu'avec l'imprimante et gaffe au yeux !
-
salut! oui ca a l'air d'être ce paramètre mais réglé comme il est ca devrait être plus que suffisant pour avoir un recouvrement de l'infill! tu a compté le nombre de couches que ton imprimante met au dessus d'un infill? tu imprime en 0.1 ou 0.2?