Marlequeen
-
Compteur de contenus
434 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Marlequeen
-
conseils avant et après achat de la Micro Delta Rework V2
Marlequeen en réponse au topic de sigiel dans eMotion Tech
@fugitif si tu t'en sors en anglais (écrit ou parlé) il y a des "walkthrough" sur le site de l'éditeur : https://ultimaker.com/en/resources/52480-how-to-get-started-with-custom-mode Perso je me sers du mode custom full options activées, et j'apprends à les domestiquer au fur et à mesure qu'elles apparaissent dans les nouvelles versions. L'idée est souvent d'imprimer des pièces de "test" pour pouvoir avoir une idée du résultat du paramétrage avant de se lancer dans une impression super longue ! -
@BastienX8 +1 pour les paramètres à donner Et aussi la température d'impression ! Globalement tes deux défaut ressemblent à de la sous extrusion ponctuelle, qui est due en général : soit à une vitesse trop élevée par rapport à la température de "fonte" du filament (plus on va vite plus il faut chauffer fort), soit à une distance de rétractation trop élevée (et/ou vitesses de rétractation/dérétractation pas adaptée -> recommandé pour du PLA : 60mm/s de rétract, 20 de dérétract et en distance de 2 à 2,5mm).
-
Défi : Impressions nécessitant de la précision
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@cmatec ils sont superbes ces jets ! Tu as utilisé quelle hotend ? quelle vitesse/température ? J'ai refait d'autres tests qui sont mieux ressortis (mais que j'ai offert sans faire de photos, c'est bête !) et surtout sans blob en mettant 100% de infill : cela réduit le nombre de rétraction et surtout permet de réguler le flow sur de plus grandes distances/volumes. Pour 3min d'impression en plus et 10cm de filament en plus cela vaut le coup pour ce type d'impression ! Perso je te trouve que ton résultat est largement au niveau du Titan+moteur 400 pas -
Ma buse se bouche : impossible de finir une impression
Marlequeen en réponse au topic de Math51 dans eMotion Tech
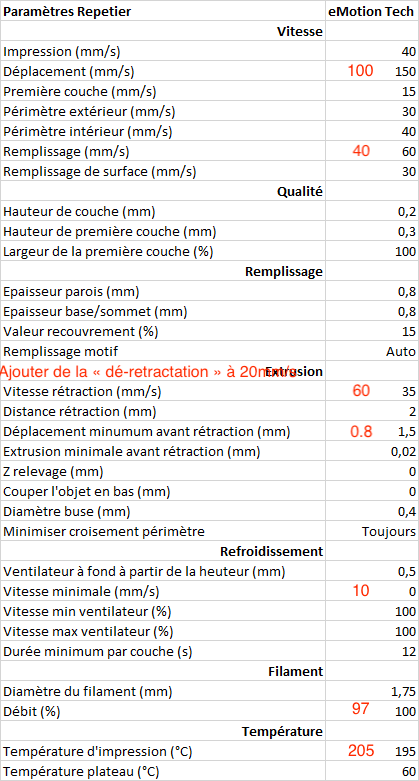
@Math51 Quelques conseils (rajoutés en rouge) à la lecture de tes paramètres Cura : Pour moi tu ne rétractes surtout pas assez vite, du coup ça bouche la buse. Par ailleurs vu ta vitesse d'impression (surtout pour le remplissage), ta température me parait un poil basse.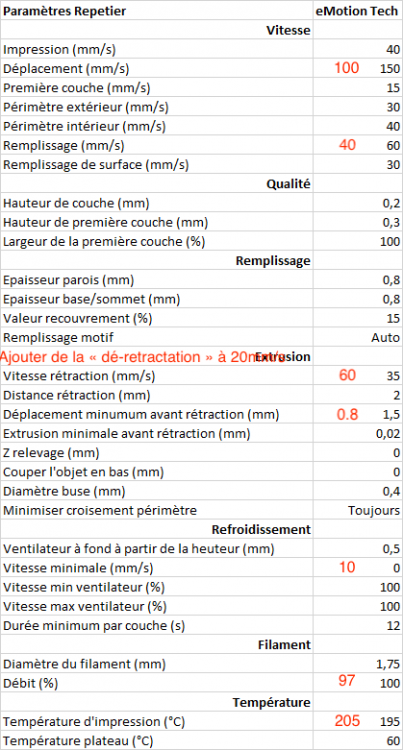
-
Incidence du niveau (à bulle) par rapport au bed
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@Math51 elle faisait combien d'épaisseur, la première couche dans la 1ere et la 3e photo (sur la 2e, c'est difficile à évaluer, mais j'imagine que c'est le même print que la 1ere) ? Pour moi ces deux la sont imprimées avec un offset en Z trop haut, tu dois pouvoir descendre de au moins 0.05 à 0.1mm selon l'épaisseur de ta première couche. Normalement les "stries" de remplissage devraient se toucher les unes aux autres (notamment pour éviter les décollage que tu vois sur la 3e photo). Su le principe il vaut mieux que 20% de la premiere couche soit trop écrasée plutôt que 80% qui se décolle trop facilement -
Les slicers pour Microdelta Rework (paramètrages, résultats etc.)
Marlequeen en réponse au topic de Marlequeen dans eMotion Tech
@aurelp et @Pfelelep J'aurais bien voulu vous aider, mais tout comme @sigiel, je n'ai pas un "profil type" par slicer, j'ajuste systématiquement le profil en fonction de ce que j'imprime : - la taille de la pièce -> par ex pour du petit : vitesse réduite, température moins élevée.. ; - la solidité souhaitée et/ou le rendu final (pièce mécanique ou pièce de déco) -> par ex : 2 ou 3 périmètres, densité de infill.. ; - la vitesse d'impression (proto ou pièce "finale") ; - le matériau, of course ; - la densité attendue de rétraction (ex : si c'est un truc de type voronoi, je vais descendre la distance pour ne pas risquer de boucher la buse) ; - la taille de la buse etc.. En prime ça m'arrive régulièrement de retoucher à la main le gcode produit pour truander certains trucs (la température de fin d'impression notamment, ou la gestion de l'impression en dual). C'est fastidieux, mais au final à force d'imprimer on comment à "sentir" à l'avance le paramétrage qui va à peu près "le faire" pour ensuite affiner. Le plus ennuyeux est au final pour moi les différences parfois significatives entre deux PLA ou deux PETG de marques différentes (voire même de deux couleurs différentes d'une même marque). -
essai filaments et demande de conseil impression PETG
Marlequeen en réponse au topic de petrusfr dans Consommables (filaments, résines...)
Pour compléter la réponse d' @aurelp, avec ventilateurs tu auras normalement une impression "plus nette" (il n'est pas utile de les mettre à fond normalement), donc bien utile si tu imprimes des objets avec plein de petits détails (figurines etc..) Par contre pour des pièces mécaniques de taille moyenne à grande, il est plutôt conseillé d'éteindre les ventilateurs (ou bien de ne les allumer qu'en cas de besoin) : l'adhésion inter-couche sera largement meilleure (et donc solidité de la pièce renforcée), et même si le PETG ne warpe que très peu, celà limitera aussi les risques de déformation Pour ce qui est des paramètres d'impression, normalement le PETG adhère très bien au bed, tu ne devrais pas avoir besoin d'imprimer avec un lit à 80°C. (50-60°C devraient suffire). Pour le reste, cela dépend des PETG : j'en ai eu avec des consistances plus ou moins visqueuses. Si c'est très visqueux, il vaut mieux réduire le flow à 95% et augmenter la rétraction, d'autres PETG sont juste parfaits et les réglages sont quasi les même que pour du PLA -
@Tsatogua si aucun des conseils donnés ne fonctionne, il pourrait être intéressant de contacter le SAV Emotion Tech, ils pourront t'aider à diagnostiquer si un composant de ton imprimante est défectueux (buse, hotend, carte, moteur..) Par curiosité, tu as pu vérifier si tu avais des variations dans la température de la hotend ? En tous cas je plussoie @trotro, cela ne peut pas faire de mal de démonter la hotend et de bien la nettoyer de ses résidus éventuels. Attention, la tige filetée qui relie le heatsink (le radiateur à ailettes qui disperse la chaleur) et le bloc de chauffe est fragile, il ne faut pas bouriner sur le vissage/dévissage ! Si tu le casses, il n'y a plus qu'à changer tout le bloc de refroidissement ou la hotend ! (vécu inside )
-
Défi : Impressions nécessitant de la précision
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@Genseric impec ! @trotro : décidément tes résultats me donnent envie de se repencher sur Kisslicer même si ce n'est pas vraiment convivial. Je viens de le re-télécharger et je vais voir pour la prise en compte des offsets de buse dans le firmware plutôt que le slicer ! @BastienX8 Carrément ! Très belle impression Combien de périmètres et de infill ? -
Défi : Impressions nécessitant de la précision
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@Genseric comment tu sais que le filament est un peu humide ? Il crépite en imprimant ? Ce serait dommage de s'en débarrasser car à mon avis le PLA Emotion Tech est de bonne facture (voire un poil mieux que celui de chez Grossiste). Idéalement tu peux essayer la technique du "four" à chaleur douce pendant 2h pour essayer de le "récupérer". Bien sû,r la qualité du filament influe sur la précision de l'impression : Normalement sur de petits prints comme ceux que tu montres, tu devrais avoir au max une différence de +/-0.1mm sur tous les axes. Une erreur de 0.2 à 0.3 est très significative vu la taille (5 à 10% d'erreur !). Tu as plusieurs facteurs côté mécanique : - soit l'imprimante est vraiment mal calibrée : refaire un calibrage du plateau ; - vérifies que toutes tes biellettes, et vis du noyau, poulies et moteurs sont bien serrées. - tends bien tes courroies (pas à bloc non plus, mais elles doivent être bien tendues quand même) Côté filament : il se peut que le filament aie un diamètre supérieur à ce que tu pense extruder, vu que l'erreur est systématiquement positive. Tu sur-extrudes peut-être ? Dans ce cas, il faut essayer de descendre un peu le flow à 97-96% par exemple. Côté slicer : - vérifier que tu n'as pas d'option enclenchée pour corriger trop fort des offsets en X et Y (correction du flow, des offset en X-Y, chevauchement du périmètre externe etc..) -
Défi : Impressions nécessitant de la précision
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@BastienX8 et @trotro pour pouvoir décoller les ailes je prends en compte la tolérance de l'imprimante en paramètrant un offset négatif de 0.05mm en XY. L'inconvénient est que cela rend bien sûr les parois encore plus fines, dégradant dans le même temps la qualité de surface des parois A part tricher en imprimant à 105%, je ne vois pas comment faire autrement >_< -
Défi : Impressions nécessitant de la précision
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@BastienX8 si tu as un peu de temps je veux bien que tu essaies avec tes paramètres J'avais tenté d'augmenter aussi la wipe distance (pas autant que toi cependant), mais cela fait un "nez" tout moche sur le jet car tout difforme. J'ai un peu joué avec les Z alignements, mais par contre j'ai tenté de jouer sur le "plus court" ou bien sur sharpest (le problème étant qu'il n'y a pas vraiment d'angles "sharp" sur ce modèle !). Peut-être que random rendrait mieux ? -
Défi : Impressions nécessitant de la précision
Marlequeen en réponse au topic de lemmings dans eMotion Tech
Un petit up de ce sujet avec ce modèle à l'échelle 1:1 https://www.thingiverse.com/thing:2887652 J'essaie désespérément de l'imprimer proprement en PLA. J'arrive à avoir une impression solide avec les ailes qui bougent correctement sans rien casser, mais les impressions ne sont pas "propres", car il y a des petits "blobs" sur la surface du jet. J'ai une flotte de petits jets maintenant avec différents tests, mais j'ai toujours de blobs résiduels, plus ou visibles selon les filaments. Comme d'habitude, c'est le filament métallisé noir de chez Ariane Plast qui donne le meilleur résultat car il masque bien les défauts mais ils sont bien présents. De même, je n'arrive pas trop à faire disparaitre la ligne de "couture" sur le nez du jet. Quelques photos pour illustrer : Une partie de la flotte : Les noirs métal ne sont pas trop laids, mais pas parfaits non plus de près : Le bronze Ariane Plast est celui qui montre le plus les défauts, le blanc perle de chez Grossiste camoufle un peu plus, mais les résultats sont très similaires : Mes paramètres Cura (Slic3r n'arrive pas à faire le modèle proprement) : - Couches de 0.05 à 0.15 (en mode adaptative layer) : - vitesse de 35mm/s pour les périmètres internes, 20mm/s pour l'externe - 3 périmètres, 0 infill - ventilation à 100% - rétraction à 3mm (60mm/s - 20mm/s) - 190°C (et 180°C pour la fin d'impression) - coasting et bridge activé Si quelqu'un a un "truc" pour améliorer le résultat, je suis preneuse ! (ça doit être faisable dans l'absolu, il y a des gens qui ont de super résultats dans les "make" sur thingiverse)


-
@Tsatogua aaah c'est cool ! Tu dois pouvoir descendre encore la distance un peu, genre à 2.5mm, jusqu'à te retrouver avec un ou deux petits filoches. Normalement à ce moment là il y a un risque très minime de boucher la buse lors des rétractions ! Tu nous diras si tes prints marchent mieux ainsi ! /mode prof ON : A noter que le PLA et l'ABS ont des comportements "visqueux" très différents l'un de l'autre à la chaleur car le PLA fondu est un fluide dit "non newtonien". Un article en anglais très intéressant qui m'a fait découvrir le sujet ici : http://www.sublimelayers.com/2016/10/some-musings-on-retracts.html et un autre en français : http://rolesdesfluidesnonnewtoniens.e-monsite.com/pages/introduction-sur-la-difference-entre-un-fluide-newtonien-et-un-fluide-non-newtonien.html En l'occurence, le fait de rajouter de la pression dessus pour le faire couler ne le fait pas couler proportionnellement plus vite, d'où le fait de diminuer drastiquement la vitesse de "poussée" du fil après une rétraction 2 ou 3 fois plus rapide. /mode prof OFF
-
@TsatoguaTa distance de rétraction est trop longue, il n'y a même pas un fil qui dépasse et tu as des trous (le filament est "trop rentré" et n'a pas eu le temps de ressortir pour faire le petit périmètre). Tu es à combien en distance de rétraction et en vitesse de rétract/dé-rétract ? Diminue d'au moins de 0.5 ta distance, voire 1mm : Edit : avec les comparatifs finis : à gauche celui réalisé à 215°C, à droite celui à 208°C. J'ai juste enlevé très grossièrement le support. Pour référence, le diamètre interne de l'anneau fait 22mm, la paroi fait 1.2mm (3 périmètres donc) Je pense que les blobs sur celui de droites sur l'anneau sont dûs à une surpression dans la buse On voit qu'il reste quelques mini filoches, mais si je remonte plus haut dans la rétraction, ça va partir en sucette comme sur ton print


-
@Tsatogua 200°C c'est trop limite pour ce filament je pense. Quand l'extrudeur claque dès la première couche, 2 possibilités "majeures" (les deux sont cumulables ^ ^) : le filament est extrudé trop froid, ou la première couche est vraiment trop écrasée. Une troisième (moins probable) est que diamètre du filament est vraiment trop gros et donc que tu sur-extrudes la quantité de filament pa rapport à l'épaisseur de la couche. Je viens de faire 1 essai de pièce un peu "complexe" avec des supports (et donc plein de rétractions) à 208°C et un autre qui se termine à 215°C et pour l'instant c'est l'essai à 215°C qui parait le plus "propre" (je posterais la photos dès que c'est fini). Avantages de passer à 215°C : - la layer adhesion est meilleure à 215 que 208 - moins d'efforts pour le moteur de l'extrudeur pour pousser le filament - vitesse d'impression plus haute possible Inconvenients : - plus de filoches (attention cependant à ne pas trop augmenter la rétraction pour contre-balancer car sinon il y a le phénomène de heat creap/boule qui empêche le filament de redescendre dans la buse) - aspect extérieur qui peut être un peu dégradé (petites boules, filament légèrement surextrudé) - besoin de plus de ventilation pour contrebalancer Petite question : ta première couche fait combien d'épaisseur ? passes à 0.3mm si ce n'est pas déjà le cas, il y a beaucoup plus de tolérance sur la première couche avec cette hauteur. Après il y a la possibilité (beaucoup moins probable) que tu aies un véritable soucis soit avec le moteur (stepper), soit sur le stepper driver. Si l'ABS s'imprimait sans soucis, j'en doute cependant. Tu peux toujours essayer de changer le pin du moteur de l'extrudeur sur le dernier port de libre de la carte pour voir si ça change quelque chose ? (attention de changer le pin dans le fichier de configuration en conséquence)
-
E3D Cyclops ou Chimera : double extrusion
Marlequeen en réponse au topic de Marlequeen dans eMotion Tech
A part le noyau lui-même en alu et les vis, plus grand chose -
Incidence du niveau (à bulle) par rapport au bed
Marlequeen en réponse au topic de lemmings dans eMotion Tech
@Math51 Pour la vitesse de calibration au ralenti c'était dès le démarrage de l'imprimante ou suite à un print ? Normalement c'est la dernière vitesse enregistrée "en cache" dans la machine qui est prise en compte à la calibration : au démarrage la machine prend la vitesse par défaut renseignée dans le fichier de conf, sinon elle prend la dernière vitesse d'impression utilisée dans le print précédent. Si c'est dès l'allumage, il y a eu quelque chose qui a dû modifier la valeur dans ton fichier de conf ? Normalement tu as : zprobe.slow_feedrate 20 # mm/sec probe feed rate zprobe.fast_feedrate 100 # move feedrate mm/sec Globalement je pense que ton imprimante est bien calibrée Tes dernières "premières couches" me semblent bien propres. Moi aussi sur le cube les périmètres de la 1e couche sont plus enfoncés que que le "infill" (diagonales). Il y a probablement un ensemble de facteurs qui jouent de manière infinitésimale : - un peu le slicer et ses modes de "compensation" et "d'overlap" en ce qui concerne le infill. Avec un "brim" plutôt qu'une "skirt" il écrase plus le brim que le print, normalement. - le plateau chauffant qui a des point plus chauds que d'autres (je crois que c'est une spirale) ; - les micro-irrégularités du bedfix - le "tilt" du noyau (quand il s'éloigne du centre le noyau penche très imperceptiblement et donc se "soulève" très légèrement près des bords) - les erreurs de calibrage (il suffit qu'il y ait une poussière pour qu'un point ne soit pas correct lors du palpage de la grille par le microswitch) - une petite erreur dans le positionnement de la buse/sonde par rapport au centre du noyau/centre des biellettes (il y a pas mal de paramètres pas super clairs dans l'explication du gcode de calibration) Et il y a probablement plein d'autres facteurs aussi, auxquels je n'ai même pas pensé -
@Tsatogua oups mes excuses ! Le deuxième test est celui-ci (une pyramide avec plein de retraction) : https://www.thingiverse.com/thing:11846 ou bien tu peux essayer un lattice cube (plus long et peut-être plus probant) : https://www.thingiverse.com/thing:1856832 Le cube est en effet très propre, ce qui tend à montrer que sur une impression avec des rétractions minimales le filament passe a priori correctement dans la buse. Si c'est bien la rétraction qui pose pb tu peux essayer ceci : - 50mm/s (surtout pour le infill) - débit à 97% (c'est ce que j'ai dans mon paramétrage pour le PLA orange ariane plast) - temp à 208°C - plateau à 60°C - 2.6mm de rétraction à 60mm/s et 15mm/s de réintroduction - ventilation à 80% en normal, 100% au max Tu utilises quel slicer ?
-
E3D Cyclops ou Chimera : double extrusion
Marlequeen en réponse au topic de Marlequeen dans eMotion Tech
Salut @pascal_frigoriste Pour moi le gcode que tu as trouvé ne va pas fonctionner car le M109 est associé par défaut au T0. Ainsi même si tu appelles un changement de température pour T1 ainsi : "M109 T1 S240", il va quand même modifier la température de T0 à 240 en plus de la température de T1... Ma seule solution a été d'éliminer le M109 de tous les fichiers gcode générés (ou de ne plus spécifier de delta de température en période d'inactivité de la buse). Par contre, le M104 prend bein quant à lui le paramètre indiqué et seulement celui-ci. Sinon je fais un petit retour sur ces têtes céramique achetées pour tester des têtes plus légères que les gros (et lourds !) pavés E3D d'origine. J'en ai acheté 4 en tout (2 pour y mettre une buse de 0.4 et 2 pour y mettre une buse de 0.25), et ma foi elles fonctionnent très bien, avec le résultat escompté : - une chauffe extrêmement rapide (2 fois plus qu'avec la tête d'origine) et qui tient une bonne précision une fois l'autotune de la température réalisé - J'ai imprimé du PLA et de l'ABS avec donc ça tient aussi les plus fortes températures - beaucoup moins de déperdition de chaleur sur la pièce imprimée (= meilleure qualité de print) et dans le heatsink (= moins de soucis de rétractation et de heat creep) - beaucoup plus légères donc je peux augmenter la vitesse d'impression et l'accélération sans que ça ne nuise à la qualité de l'impression (+20% de gain environ) - et comme c'est plus petit, j'ai pu faire un petit support en anneau pour mieux répartir la ventilation (réglable en hauteur pour s'adapter à l'offset de la buse ^ ^) : Et ma foi, ça marche bien, je ne monte pas au dessus de 30% de ventilation pour de l'ABS et 80% pour le PLA - Et comme c'est petit, j'ai la place de mettre une sonde BLTouch ^ ^ Par contre, il faut faire attention aux bagues qui sont fragiles, les cables doivent être manipulés avec délicatesse pour ne pas casser les broches/fiches lors de leur mise en place sur la hotend !
- 227 réponses
-
- 1
-

-
- microdelta rework
- e3d
- (et 2 en plus)
-
Pistes d'améliorations pour la Microdelta rework
Marlequeen en réponse au topic de Marlequeen dans eMotion Tech
Quelques newzes : - j'ai enfin réussi à faire marcher le BLTouch avec la Duet (ça doit être faisable aussi avec l'émotronic en la branchant sur les bons pins : http://smoothieware.org/zprobe#bltouch-or-servo-retractable-touch-probe) J'ai utilisé l'emplacement réservé à la sonde microswitch/jack avec un petit support (avec une mini video en prime) : https://www.youtube.com/watch?v=jSKr9w6St1s J'ai mis le micro à fond et normalement vous pourrez constater qu'on n'entend plus que le ventilateur de la tête, les moteurs ne font quasiment plus aucun bruit alors qu'elle imprime relativement rapidement ici Si ça intéresse certains, voici le lien Thingiverse (attention, le modèle est fait pour une Antlab originale, j'ai aussi une BLTouch chinoise qui n'a pas tout à fait la même forme, il faut rogner un peu pour la faire rentrer) : https://www.thingiverse.com/thing:2900528 C'est cool de pouvoir calibrer à la volée et ne pas se soucier d'installer/remettre la sonde ^ ^ Par ailleurs la Duet prend en compte l'offset de la sonde par rapport au centre pour palper -
Tu dois pouvoir remonter l'offset des Z de 0.05mm, mais guère plus, je n'ai pas l'impression que cette première couche soit si écrasée que cela. Est-ce que le bedfix est bien dégraissé (alcool) avant impression ? Tu peux aussi demander au slicer de te faire un brim plutôt qu'une skirt si tu as des soucis d'adhérence sur le bedfix. Tu imprimes à quelle vitesse ? avec combien de ventilation latérale ? Je viens d'imprimer un truc avec le PLA Orange de chez Ariane, ça passe sans soucis à 50mm/s (infill à 50mm/s aussi, à 20% de remplissage, 3 walls), rétraction aux environs de 2.5, 60mm/s rétraction, 20mm/s de réintroduction, couches de 0.1 à 0.3 (en mode adaptative layer dans Cura). Pour moi au vu des 2 photos, c'est probablement un problème de rétraction/chauffage/pression dans la buse, puisqu'on voit bien qu'au début ça se passe bien pour partir progressivement en sucette. Tu peux commencer par faire des couches plus épaisses aussi (0.25 par ex), diminuer un peu le "flow" du filament (à 98% par ex). Si tu as Cura, n'hésites pas à utiliser l'option de "coasting" qui permet de réduire aussi la pression dans la buse. Essaie aussi les prints de test que je t'ai indiqué et montre nous le résultat, ça sera surement intéressant !
-
Il faut surtout que le filament dans le heatsink reste en dessous de sa température de "viscosité" pour que la rétraction puisse fonctionner Donc vers 50-60°C pour le PLA, et aux alentours de 90-100°C pour l'ABS. Donc avec du PLA il y a un risque, pour de l'ABS, je ne pense pas que le risque soit "majeur"
-
@BastienX8 Je ne sais pas si j'aurais 100% confiance avec du carton (même s'il n'est pas en contact direct), à quelques dizaines de cm de parties qui peuvent atteindre 200°C ou plus, ainsi que pas mal d'électronique qui peut chauffer ? Pour répondre à ta question, les moteurs peuvent souffrir un "peu" de la chaleur, mais ce sont surtout les microprocesseurs de la carte mère (le CPU et les stepper drivers notamment) qu'il faut veiller à garder au "frais". J'ai du mal à me rendre compte avec l'angle des photos s'il y a des aérations suffisantes pour le socle ? En tous cas le résultat fait très propre !
-
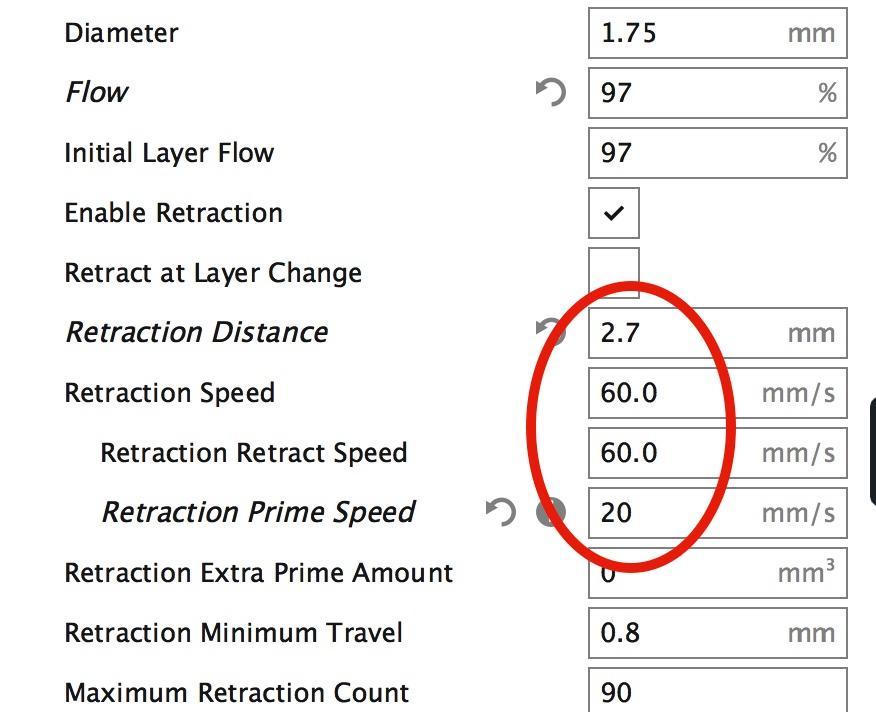
@Tsatogua Tu peux nous faire des photos du dessous des pièces ratées ? Tu as le STL de la pièce ratée ? Tu as essayé d'imprimer des "prints de calibration" pour vérifier que tout allait bien ? Genre celui-ci : https://www.thingiverse.com/thing:45225 -> normalement il n'y a pas trop de rétraction sur ce modèle, donc tu devrais voir s'il y a un problème mécanique et ensuite celui- ci : https://www.thingiverse.com/thing:45225 Là c'est un crash test pour rétraction, cela te permettra de voir si ça coince à cause de cela. Pour le PLA, il faut que la vitesse de "dé-rétraction" (ou d'extrusion donc) soit au moins moitié moindre que la vitesse de rétraction. Par exemple, tu peux mettre 60mm/s de rétraction et 15mm/s de "dé-retraction" (appelée aussi "retraction prime speed" selon les slicers). Normalement avec 2mm de distance de rétraction tu ne devrais pas avoir d'ennuis... Tu peux aussi tester sans rétraction du tout pour voir si le print va plus loin. Quelles sont tes vitesses de print ? Tu as pu vérifier si le dissipateur de la hotend restait "frais" en cours de print ? Notamment quand ça part en vrille ? La vis de l'émostrudeur est-elle bien serrée ? N'hésites pas aussi à nous mettre des screenshots du paramétrage de son slicer