Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/07/2023 dans Messages
-
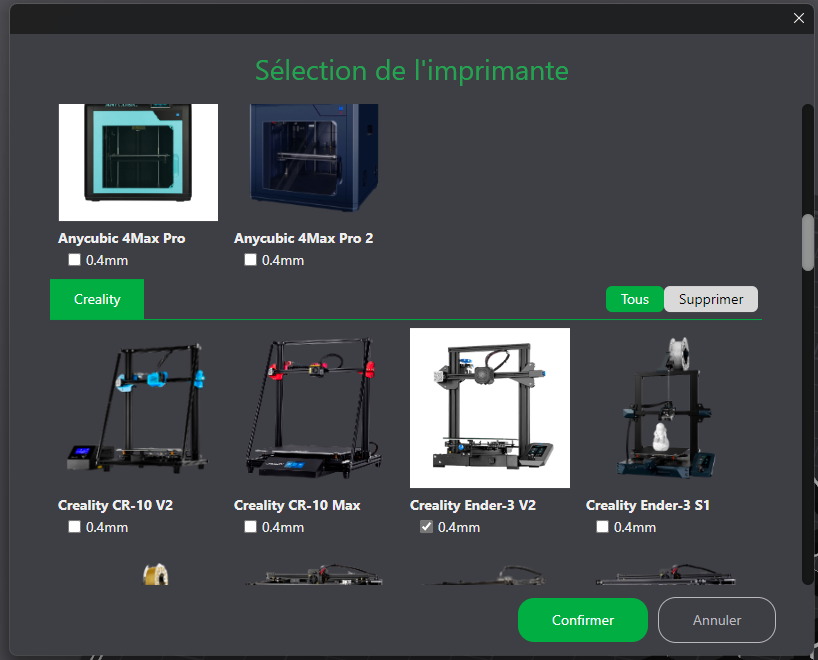
Beaucoup, beaucoup de nouveautés au final dans cette version 1.7.0 (beta) (il y a de tout, des trucs mineurs mais pratiques (nommer les plaques, ...), des trucs demandés par beaucoup (flow calibration), ou la vidéo en "LAN only") https://github.com/bambulab/BambuStudio/releases/tag/v01.07.00.53 Add Flow Dynamic calibration and Flow rate calibration for BambuLab Printers. Usually these calibrations are unnecessary, the normal print will have a good result in most cases by using the default parameters which were pre-calibrated and fine tuned. Please refer to the wiki for detailed introduction and steps. Support skipping some models during printing. #788 #1244 #1283 #1485 #1489 #1541 3mf/.gcode.3mf files generated from this version, can be used for parts selectable skipping on the printer side. Single-material printing is required and less than 64 objects per plate. Please update the printer firmware to V01.06 as well. Device model file browsing and printing Manage model files on printers through Studio and initiate printing. Please update the printer firmware to X1 V01.06 as well. Mesh boolean #993 #1156 Boolean operations are now supported in Bambu Studio. With the latest Mesh Boolean tool, you can either make Union, Difference (Subtraction) or Intersection between 2 parts. However, please be noted that mesh boolean itself is a complicated topic, even for profesional CAD softwares. It may fail on some meshes, including the builtin "Cone" model. We are working to enhance the stability of these operations. this function is based on mcut, thanks to all the contributors of mcut Supports more third-party printers profiles #730 #227 #628 #738 Supports more third-party printers profiles, including Anker, Anycubic, Creality, Elegoo, Prusa, Qidi, Voxelab;also support third-party printer's preview/calibration. This function is ported from OrcaSlicer, thanks to @SoftFever and all the contributors from the community. Improvements Liveview Enhancement for P1P. This version of Bambu Studio implements support for the new firmware feature we previously introduced with the P1P, where liveview is now supported from outside the local network. This means that you can now access the camera from anywhere in the world, directly from Bambu Studio. Please update the printer firmware to V01.04 as well. Liveview in LAN only mode (X1) #1372 We have received multiple requests from our customers in regard to having liveview available in LAN only mode. The latest firmware for X1 series combined with the latest version of Bambu Studio introduces support for accessing the video from the printer locally, without requiring an internet connection. Please note that when the printer is set in LAN only mode, you will not have access to the liveview stream from Bambu Handy. Please update the printer firmware to V01.06 as well. Support Dark Mode for Linux systems. We know a lot of our customers love Dark Mode. To ensure Bambu Studio has the same features on all platforms, this version introduces support for Dark mode for Linux systems. Add developer mode to view and edit more parameters Support coloring under the Assembled view Tab Support to display the "Filament Auto refill information" of Printer from "Device" or "Sent to Print". Support Bambu transparent Filament Transparent materials can be viewed in 3D view and at the beginning of slicing in preview Improved the rotation angle experience in the coloring tool. Select the object and enter the coloring tool, then rotate the camera. If the camera is rotated horizontally, the model will rotate horizontally; If the camera is rotated vertically, the model will rotate vertically. 9. Optimize the travel paths of printing artifacts with multiple colors to reduce the printing time. Optimize the performance of the top one wall function to reduce slicing time Add concentric ironing pattern Add setting to change internal solid infill pattern Add only one wall function for the first layer Switch the default z hop type in printer preset from spiral to auto lift to save printing time Change the default wall generator to be arachne, and change the wall default wall loop to be 3. Attention: only one wall on top surface has conflicts with arachne, so it's disabled when enable arachne. It will be fixed in the future. Show Overhang area in "3D Prepare Tab" #1616 Support displaying the overhang area of a model directly in the "3D Prepare Tab" by Menu->View->Show Overhang Support naming the plate #618 You can customize the name of a plate by clicking the "Edit Plate Name" button on the top side of the plate, or by right-clicking on the selected plate and select "Edit Plate Name", or by clicking on the right-click menu of the left plate and select "Edit Plate Name". This function is ported from OrcaSlicer, thanks to @SoftFever for the initial implementation. Display the number of selected parts when multiple objects selected Enhances print stability by alternating the direction of grid infill paths between layers. Re-add the function "Fill bed with instances" Add 3 benchmark models by right click menu. Thanks @thrutheframe, @ Creative Tools, @kickstarter-autodesk-3d Mesh boolean from right-click menu Thanks to @PrusaSlicer for developing the function "Export to STL to subtract negative meshes". We have further improved its stability and functions. You could now perform this by right-clicking the part and select "Mesh boolean" from the menu. A segment of a part can be carved out through intersections with negative parts. On the other hand multiple positive parts can be merged into single part. In addition, we disabled the implicit boolean operation in the "Export as STL" to avoid confusion. "Exporting as STL" now exports the model as it is. Allow to disable "small overhang removal" Allow to set tree support brim width Previously, the tree support brim width is automatically calculated, and there is no way to manually set it. Now we open the setting, with the value 0 meaning the auto calculated brim width. Optimized the file size when saving 3MF. When there are multiple copies of model objects and parts, only one set of model data is saved in the 3MF file. Display various network error messages #1571 More detailed error description will be displayed when binding the printer/sending printing fails Change the style of the calibration line. Bug Fixes Slicing times the wrong vector, on the macOS #1895 Build on Arch Linux fails with 'error: declaration of ‘tbb::task& tbb::internal::task_prefix::task()’ changes meaning of ‘task’ [-Wchanges-meaning]' #1920 Slicer is not printing coloring correctly #1901 Missing printer rename button in macOS #1915 Dark mode resets after RDP session to computer with Bambu running #1889 Cut→Add Connector: Issue with Greyed Out Dowel Shape Option and Confusing Dropdown #1884 Crashing when opening large 3mf file #1879 First print after starting bambu studio has option to enable AMS on device that doesn't support AMS #1863 Loading a project selects all objects #1856 The new issue submission for does not work correctly #1848 Plate 12 Overlap Issues #1821 Auto Support Failed to Generate with Sharp Overhang #1810 Incorrect imperial weight displayed after slicing #1809 [v1.6.0 Public Beta BUG] - Last button is cut off on Filament/AMS view #1635 Height range modifier does not follow standard UI practice when tabbing to the next field #1743 Bug: XY hole compensation not working on modifiers #1594 Linux: Live Stream Video Playback fails without ALSA present #1426 Crashing when opening large 3mf file #1879 Auto Arrange In Multiplate Project Causes Some Items To Indicate Unprintable #1858 Loading a project selects all objects #1856 Lose all custom presets when there is a Bamby Cloud outage #1840 Wrong decimal separator in German Language (Swiss-Settings) #1834 Prime Tower Not showing up with Single Colour change #1830 Saved projects reopen with changed object size #1825 The cut object interface does not handle normal field selection correctly #1823 Auto Support Failed to Generate with Sharp Overhang #1810 Incorrect imperial weight displayed after slicing Arrow keys don't work in Custom G-Code textarea #1808 Slicer Crash without saving cant restore #1789 Plate names do not show in plate lists #1781 Bambu Studio crash when using raft with small rounded surfaces #1786 Error message on Ubuntu 23.04: Error running JavaScript: Unsupported result type #1782 Save Project does not work correctly for a new project #1777 Bambu Studio doesn't actually reach edges of the screen #1761 Custom Printer Glitch #1757 AMS filament type and color selection issue #1744 Last button is cut off on Filament/AMS view #1635 How Do We Add Information To The Project Screen Now? 1.6.2.4 PB 2 #1723 Program Crash #1702 Rotated Text problems at 180deg #1706 Plate locking is incomplete and allows accidental changes. #1712 AMS selection wont let me select generic Silk PLA #1688 Linux: Start-Up Error index.html:1:9: ReferenceError: Can't find variable: __wxOut0 #1701 Bambu Studio is not loading any of my custom profiles #1728 Non-fatal errors on launch (Linux beta) #1735 Multi material support layer shift problem #1705 No support is generated at a height of 1 mm #1681 tree support layer shifting in beta 1.6 #1687 Height Range Modifiers Not Saved in 3mf #1685 Height Range Modifier Layer Indicators Persist Between Project Loads #1722 Settings for the height modifier are not saved in the project. #1741 AMS filament type and color selection issue #1744 In Windows (10) switching to a different user while Bambulab is open will disable Dark Mode #1738 Control tab does not work as expected #1689 Cannot change color of filament in 1.6.0.65 beta, can only use predefined colors (in Device page, AMS spools) #1676 The desktop is displayed on the right side of the maximized window #1668 macos key shortcuts going mad #1659 Beta 1.6: No numbers can be entered #1658 Beta 1.6: Height range modifier not saved in project / 3mf #1657 Setting negative thickness value on text tool crashes Bambu Studio #1656 Advanced Connector Cut - Rotating An Object Before Cutting Does Not Rotate The Hole Negative Volume (BS 1.6 PB) #1647 Advanced Connector Cut - Dowel And Hole Size Mismatched If Object Is Scaled Before Cutting (BS 1.6 PB) #1646 [v1.6.0 Public Beta BUG] Limited AMS color picker #1636 1.6 Beta - Height Range Modifier #1627 Support Blocker not working for mirrored .STEP files #1621 Changing filament is not possible when the support interface is selected #1615 Reload from disk does not work with STP-files loaded as a "single object with multiple parts" #1600 Layer number isn't shown in slicer when printing #1599 Sending files to printer not working via cloud/lan #1593 Bambu Studio isn't generating supports for obvious overhangs #1578 Recent Projects menu fails to load projects #1542 BambuStudio 01.05.00.61 cannot connect to the printer #1511 Device shows "No Printer" #1475 Linux: Live Stream Video Playback fails without ALSA present #1426 Dark mode on Ubuntu #1391 Split by Part + X-Y Hole Compensation causes jagged edges #1320 Can not print special part #1287 Models don't lay perfectly flat when imported. #756 Can't close BambuStudio if I don't want to save the file2. #1961 Print Sequence by Object + Height Range Modifier (+Colors) = Error/Crash2. #1947 A fatal error occurred: "Access violation" when slicing lithophanes if you have a raft2. #1933 Tree supports generated sometimes misses one layer2. #1927 Touch controls moves bed/printed object the other way2. #1943 KDE - display global scale above 150% bug2. #1925 Missing printer rename button in macOS2. #1915 failed to open on Ubuntu 22.04.22. #1868 Auto Support Failed to Generate with Sharp Overhang2. #1810 No error message on cloud services unavailability2. #1692 german translation: unit selection uses the wrong wording/typos2. #1459 unknown locale causes segfault2. #14474 points
-
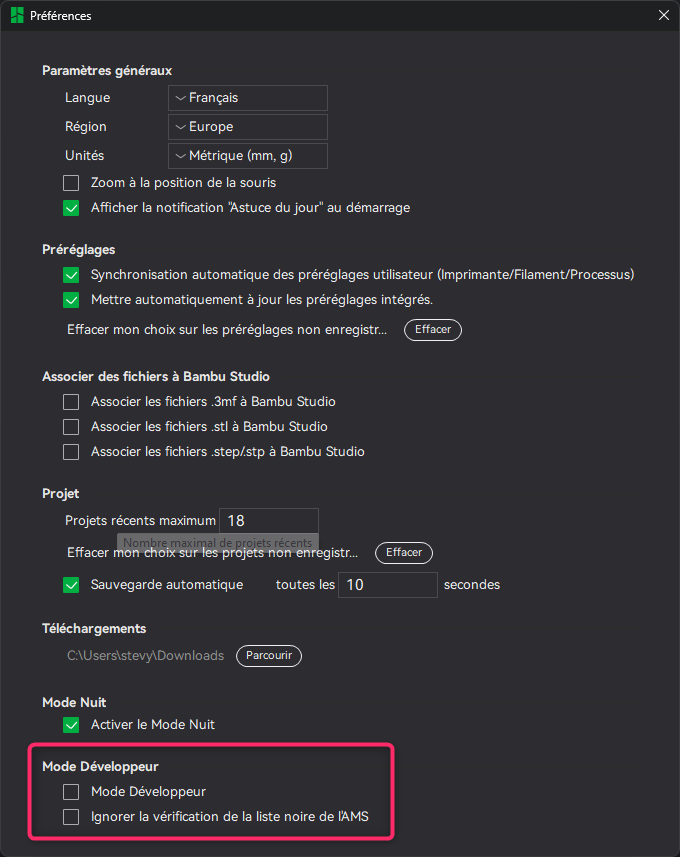
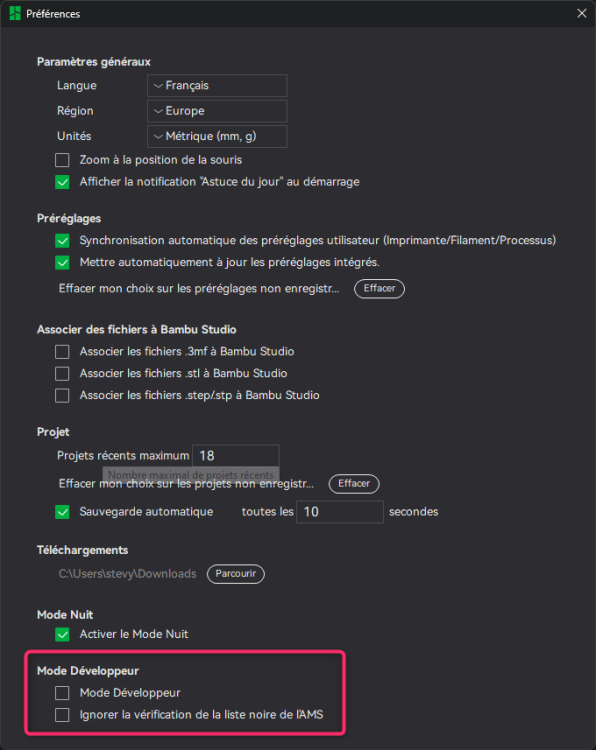
J'ai constater aussi l'ajout de nombreuses imprimantes. et d'un mode Développeur
 1 point
1 point -
Alors si mes souvenirs d'installation sont exactes, quand tu es en Z=0, tes buses de soufflage doivent êtres à ~1.6 - 2 mm du plateau. Et oui, ils sont assez éloignés de la buse mais c'est normale, ça permet d'avoir la buse au niveau du flux d'air optimale.1 point
-
Ne te plains pas, il y en a d'autres qui t'auraient expliqué que tu as fait une fausse manip et que cela n'est pas pris sous garantie.1 point
-
Hello je te remercie. J'avais pas compris c'est chose faite maintenant. Belle journée1 point
-
ça m'arrive parfois d'en avoir Là le message dit que le script klipper_mcu n'est pas exécutable )il lui manque les droits. Normalement : Toi, ton fichier doit être en -rw-r--r-- (0640 au lieu de 0755). Facile à corriger s'il n'a pas les bons droits: sudo chmod +x /usr/local/bin/klipper_mcu ou sudo chmod 0755 /usr/local/bin/klipper_mcu Réflexion: c'est tout de même bizarre cette erreur car le script flash-linux.sh ne modifie pas les droits du fichier klipper_mcu (il copie le klipper.elf dans klipper_mcu). «Bizarre, bizarre. comme c'est étrange. Vous avez dit bizarre… » Drôle de drame, Marcel Carné1 point
-
Avec ma E3S1 (quand elle fonctionnait encore ), en rétraction j'avais 0,4mm en distance et vitesse rétraction de 40mm/s, réinsertion 35mm/s. Ta distance de rétraction avec la tête Sprite est trop grande (1,4mm), Creality indique normalement 0,8mm1 point
-
@mich0111Axe X 3 bearings Axe Y 4 Bearings attention il faut être attentif c'est des Ø10mm soit RJ4JP-01-10 Voici un complément pour les distraits !!! Caractéristique: Résistant à la corrosion, à la poussière, résistant aux chocs, silencieux, sans arbre de blessure, propre (sans lubrifiant), sans entretien. Avec une résistance supérieure à l'usure et s'applique très bien à la rotation, au swing et au mouvement linéaire. Il est facile de compléter l'assemblage en appuyant simplement avec votre main. Sans entretien, autolubrifiant, pas besoin de faire le plein. Polymère solide RJ4JP-01-10 de haute qualité Palier linéaire en remplacement direct du roulement LM10UU en métal couramment utilisé dans de nombreuses imprimantes 3D. Idéal pour RepRap, Prusa, Mendel, etc. RJMP-01-10 sans entretien-même dans le sable peut également être utilisé, principalement pour l'industrie: manutention, industrie de la fonderie, ateliers de poussière, équipement d'automatisation, opérations sur le terrain, équipement de fitness
 1 point
1 point -
@Akyelle, je viens dans cet échange pour te donné mon expérience. J'ai suivi les explications que @fran6p et d’autre, m'avait donné pour ma cr10 v2 et je n’ai pas de problème avec le printer.cfg de fran6p. Pour le flashage de CM j’ai aussi galeré mais en suivant tous les conseils j’y suis parvenu, donc faisable par toi1 point
-
Bonjour, après changement de carte mere plus de problème. Merci PPAC pour les conseils.1 point
-
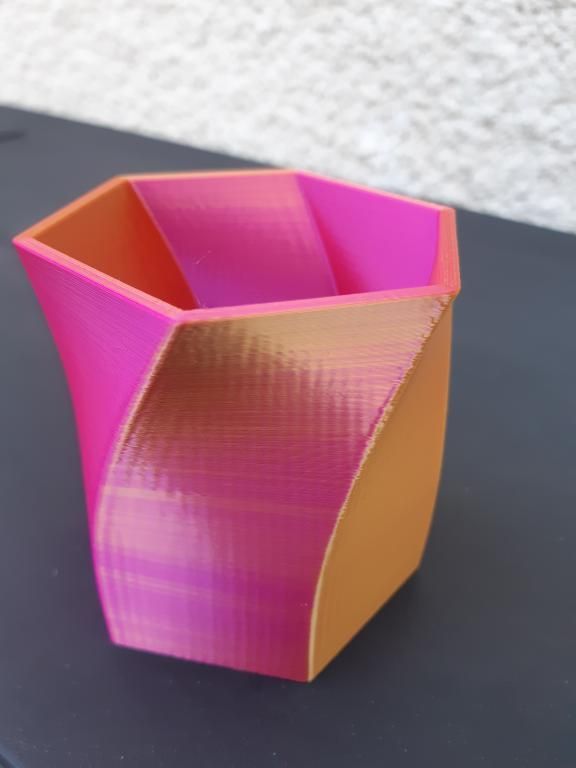
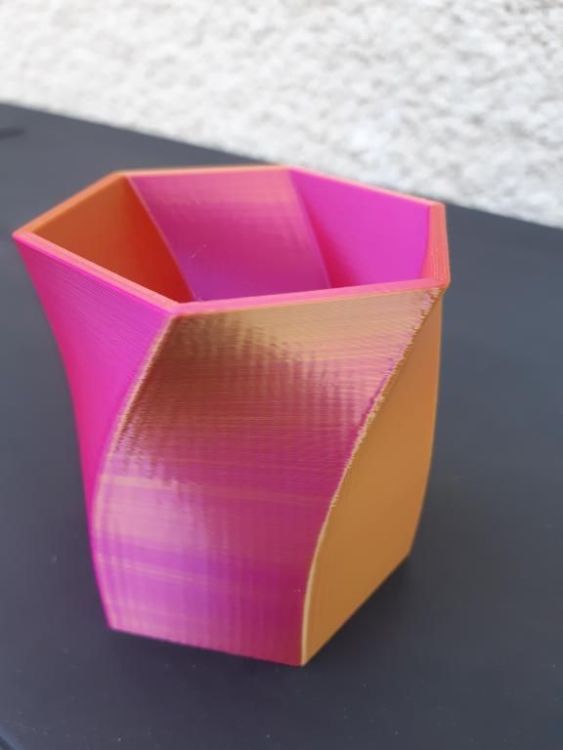
Bonjour, @mich0111 @Titouvol J'ai constaté des rayures sur les tiges chromées sur l'axe X malgré un graissage abondant avec des bruits de billes qui laisse perplexe ! (grattements en surfaces) Je me suis dit faisons un dernier essai avec des bearings linéaires en polymère. J'ai acheté ceux de couleur beige les moins chères Conclusion la translation est un peu freinée mais sans conséquences. la qualité d'impression est superbe avec un silence et un confort d'utilisation. L'effet jerk est atténué sans nuire à la qualité les angles sont bien droits et alignés ci-joint un test d'impression avec les polymères Imprimer du filament ASA j'aime c'est mieux que l'ABS avec moins de choix en couleurs hélas... Pour imprimer l'ASA rien de spécial température 240° ventilation de 0à15% si les pièces sont fines BED 90° pas de courant d'air, impression dans une enclosure température 38°. Bed nettoyer à l'alcool utiliser du 3DLAC ou colle écolier en tube. Réduire la vitesse entre 50 à 60mm/S rétraction 1mm première couche 0.30mm ou radeau à 250° impression à 25mm/S Utiliser des accroches à chaque angle et utiliser une bordure minimum de 5MM. Conclusion l'ASA est plus tolérant au Wrapping toute fois le choix et la qualité du filament est important. Nota ne pas respirer les émanations à la fin d'impression ne pas ouvrir l'enclosure laisser refroidir dans l'enclore sans l'ouvrir pendant 30Minutes minimum.
 1 point
1 point -
Super, merci beaucoup de ta réponse rapide. Je viens de trouver, j'avais arrêté mon imprimante par l'inter général, après l'avoir rallumée, je n'avais pas synchronisé l'AMS. Maintenant, le bouton apparaît. Un grand merci pour cette question très bête, j'ai honte de moi Ca y est, ma première impression à 2 couleurs s'est super bien passée . C'est d'une facilité déconcertante, j'adore cette machine. Je ne remercierais jamais assez tous les membres du forum qui m'ont donné l'envie de me l'offrir. Maintenant, reste a tester les supports avec le filament spécial. Je pense que c'est le même principe que pour créer des couleurs.1 point
-
Inspection de la transmission du Big Bear après deux heures trente de runs en Lipo 2S (4000mAH) (intentionnellement brutaux car je voulais en savoir plus sur la résistance de mes gears - environ 4-5 packs passés). Le différentiel nylon ne montre aucun signe d'usure. C'était un mix de différentes pièces printées, mais je suis maintenant sûr que cela sera suffisamment résistant. C'est donc maintenant parfait. J'ai aussi repensé au Super Wheelie et à la façon d'adresser le sujet, et je vais relancer une commande d'impression en SLM avec une petite modification du design, et cela devrait être bon... Lorsque je commanderai, j'ajouterai un nouveau cluster de différentiel (nylon), et une idle gear sur roulement pour le Hunter : ceux nylon du Super Wheelie et du Hunter sont encore vivant, mais l'idle gear du Super Wheelie montre des signes d'usure évident, et l'impression SLM revue va venir à la rescousse. Les diffs sont tous intacts, et nul besoin de passer au métal pour ces derniers (à plus forte raison considérant que le plus difficile côté usage reste celui du Big Bear)...1 point
-
Super ! Profites bien de ta machine1 point
-
Merci je vais regarder à cela ok je checke cela C'est en ordre Merci Jeff78s t'es un chef !!! C'était bien le câble qui bloquait. Du coup elle utilise bien tout le plateau et plus aucun cognement. Top ! Un grand merci à tous ceux qui ont participé; le problème est résolu. C'était le câble sous le plateau qui était mal mis et bloquait Bonne soirée et bon week-end à vous tous1 point
-
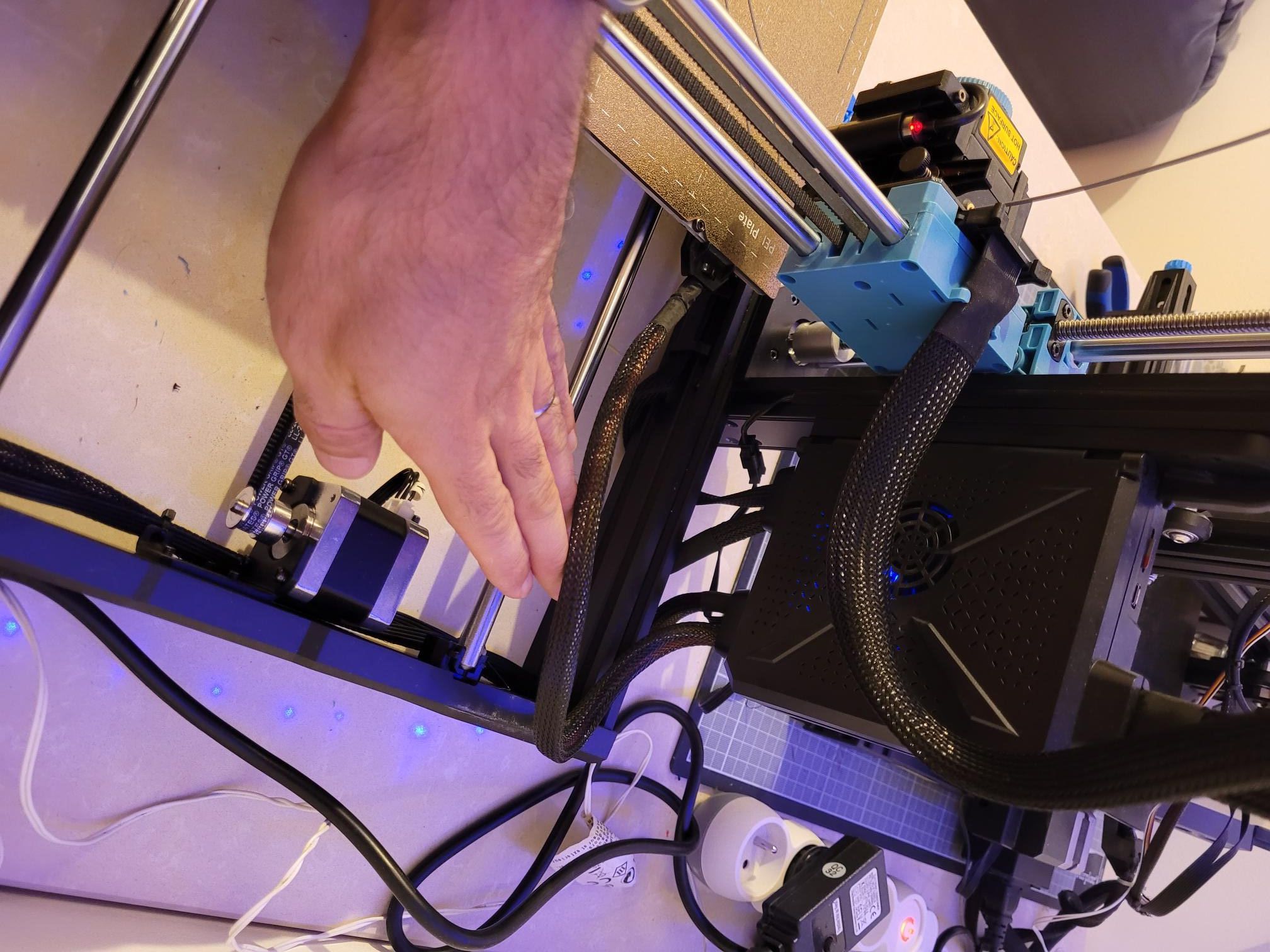
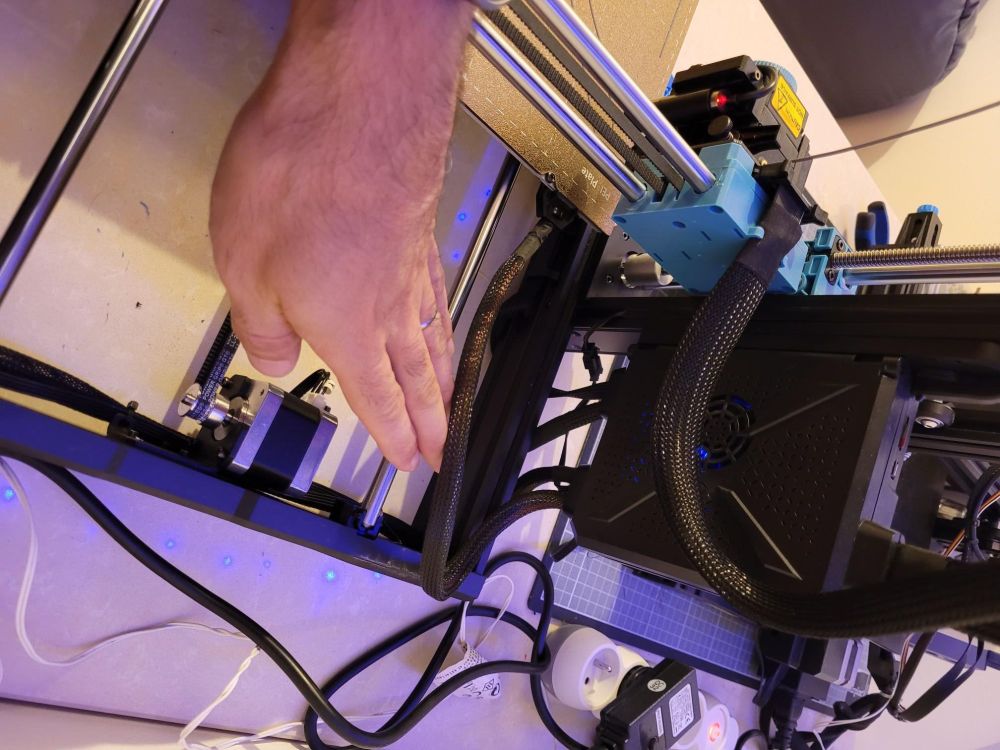
Ton gcode est bon je viens de lancer un début d'impression qui passe nickel. Je suis en train de charger la vidéo pour que tu puisses voir le débattement de l'imprimante. J'ai trouvé je pense : le cable de ton plateau a l'air coincé en dessous de l'imprimante. regarde sur la photo suivante, il doit passer au dessus du cadre :
 1 point
1 point -
Quand tu as flashée la CR en liaison USB, tu avais bien arrêté le service klipper ? J'ai relu le début du sujet , il y a une chose qui me chagrine : que tu tentes d'arrêter le service klipper ou de le démarrer, il est en échec. Mets le klippy.log et le moonraker.log En ssh, quand tu connectes le câble USB de la CR vers le RPi, que donnes le résultat d'un «dmesg» à propos de la connexion USB. Idem une fois ce câble connecté, que dit «lsusb» ? Le conseil de @Savateest judicieux car les cartes Creality ont le même «by-id» ( usb-1a86_USB_Serial-if00-port0 ) à cause du chip USB (ch340) utilisé sur ces cartes Tu pourrais aussi utiliser comme périphérique un /dev/ttyUSB0… 1… 2 en fonction du résultat de lsusb (c'est un lien symbolique vers le (by-id) C'était normalement uniquement pour tester avant de flasher le RPi (s'il a été flashé, il faut décommenter)1 point
-
Tu devrais reflasher en débranchant la ender comme ça tu es sûre de ta carte après je ne sais pas quels sont les paramètres à utiliser pour les ender/cr10, mais tu as peut être (en plus) la possibilité de changer l'usb id dans les options du firmware (pour essayer)1 point
-
et si tu débranches la cr10 et tu laisses la ender le serial/by-id affiche toujours la même chose ? tu as compilé comment le firmware de la cr10 ?1 point
-
remet le by-id dans le serial du mcu du printer.cfg et met le fichier des logs de klipper sinon le [mcu rpi] est en commentaire maintenant ? normal ?1 point
-
Pour résoudre le problème de disparition du by-id : curl -sSL https://raw.githubusercontent.com/mainsail-crew/MainsailOS/develop/patches/udev-fix.sh | bash Source: https://github.com/mainsail-crew/MainsailOS/blob/develop/patches/Readme.md#udev-fixsh Sinon, la fourniture du klippy.log (+moonraker.log qui contient le «printer.cfg»), en PJ (ou dans un bloc de citation) peut parfois / souvent aider (les Discords Fluidd / Mainsail / Klipper ) demandent généralement ces fichiers1 point
-
je suis perdu . Tu peux mettre ton printer.cfg actuel ?1 point
-
le by-id qui disparaît, il me semble que c'est un bug lié à la mise à jour du système ... il y a un correctif qui traîne. en attendant tu peux mettre /dev/serial/by-path/<le numero du device> dans ton printer.cfg (à la place du .../serial/by-id/1 point
-
@Akyelle @Savate te donne la solution Tu peux avant de flasher le RPi (le terme flasher pourrait faire peur et laisser penser que ça va faire la même chose que pour la carte contrôleur mais pas d'inquiétude, ça ne remplacera pas la distribution installée sur le RPi), commenter la section [mcu RPi] et redémarrer Klipper, normalement tu ne devrais plus avoir l'erreur signalée. J'aime bien mon figlet : #################################################################### # ____ __ _ _ _ # # / ___|___ _ __ / _(_) __ _ _ _ _ __ __ _| |_(_) ___ _ __ # # | | / _ \| '_ \| |_| |/ _` | | | | '__/ _` | __| |/ _ \| '_ \ # # | |__| (_) | | | | _| | (_| | |_| | | | (_| | |_| | (_) | | | | # # \____\___/|_| |_|_| |_|\__, |\__,_|_| \__,_|\__|_|\___/|_| |_| # # |___/ # # # #################################################################### Sinon tu as un joli prénom (différent de ton pseudo ). Juste quelques remarques: Tu as une raison particulière d'utiliser le serial/by-path plutôt que l'habituel by-id ? Tu utilise l'extrudeur de hotends.fr ( @Fourmi) ? Un Bltouch (x et y offsets dépendants de son positionnement: tête originelle / MiniXtruder ) ? Idem pour [bed_mesh] et [screws_tilt_adjust] Tu as une buse de 0,5mm ?1 point
-
Avec l'erreur que tu as, ce n'est pas la carte mère qui pose problème, mais le pi Comme tu utilises le pi comme contrôleur supplémentaire, il faut que tu compiles aussi pour le pi : Microcontrôleur RPi - Documentation Klipper (klipper3d.org)1 point
-
Je pense qu'il parle de la "carte de profil" en gros, ce qui s'affiche sous ton nom quand tu postes, à régler dans ton profil "utilisateur" sur le site1 point
-
As-tu essayé de jouer sur tes paramètres de rétractation ? Pour du TPU il faut généralement le moins de rétractation possible et en vitesse lente si tu dois en maintenir (surtout que tu es en bowden). Essaye de descendre à 2mm et 20mm/s. En fonction du résultat tu pourras essayer de descendre en dessous de 2mm mais à tester. a+1 point