Classement



Contenu populaire
Contenu avec la plus haute réputation dans 02/08/2023 dans Messages
-
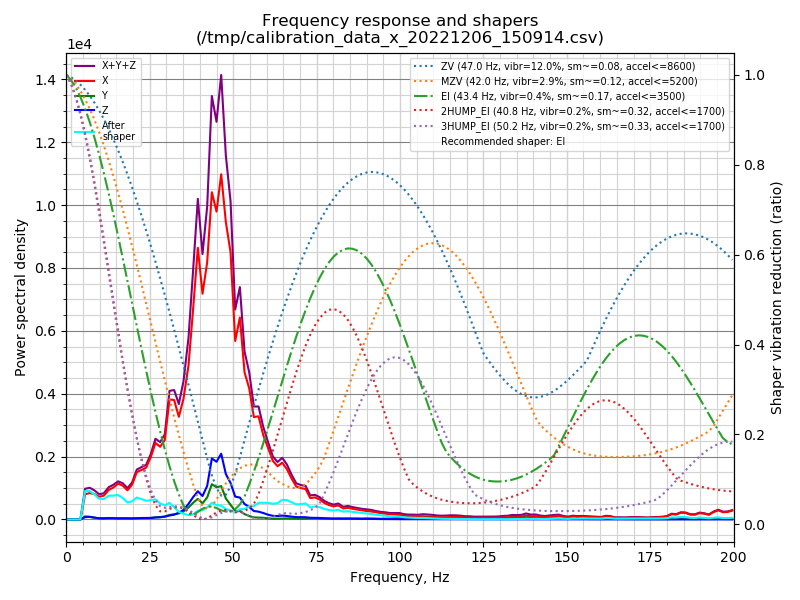
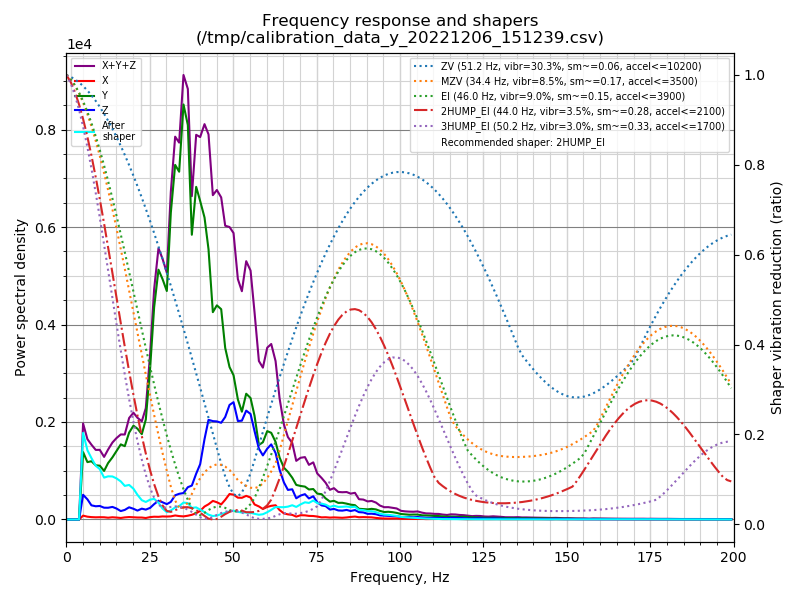
Juste pour informations: la documentation Klipper existe en français (traductions effectuées par des membres bénévoles de ce forum ) Comme illustrations, le mieux est d'utiliser les outils fournis par Klipper pour une fois la compensation de résonances réalisée, transformer le fichier .csv en un joli graphique (qu'il restera ensuite à interpréter) avec le script Python https://github.com/Klipper3d/klipper/blob/master/scripts/calibrate_shaper.py, voir https://www.klipper3d.org/fr/Measuring_Resonances.html#mesurer-les-resonances_1 pour plus d'infos. Exemples de graphiques (pour une autre imprimante qu'une K1, une «bed slinger»: Ender3-S1) :
 3 points
3 points -
Oui Flsun a supprimé sa build Moonraker sur son gitee donc tout ceux qui sont stock se retrouve avec cette erreur... L'avantage d'être en build officielle c'est qu'on est pas embêté ^^1 point
-
Je viens de les mettres au format step1 point
-
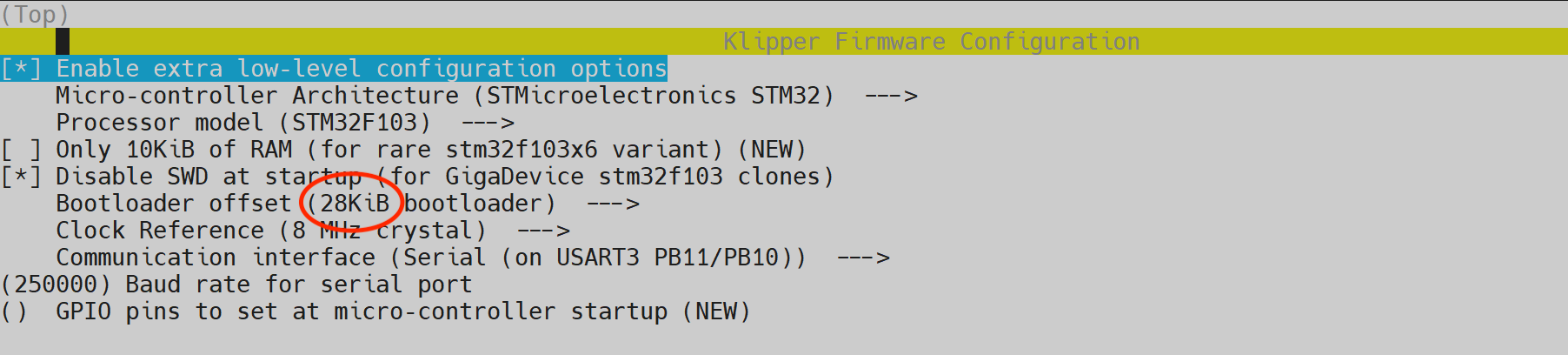
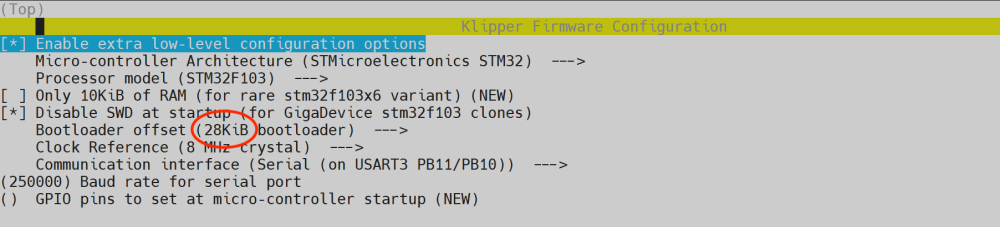
Bonjour, j'ai trouvé le problème. La carte mère étais bien morte. Et pour le problème de connexion.... j'ai besoin de lunettes.Vraiment. J'ai flashé le FW de la CM au moins une dizaine de fois avant de m'apercevoir que la taille du bootloder offset n'étais 20 KiB mais 28KiB!!!! Je prend RDV chez l'ophtalmo demain (c'est pas une boutade). Au passage, j'ai bien galéré (en fait j'ai pas réussi) a faire une restauration du Speeder Pad en passant par Rapsberry Pi imager SUR MAC. Obligé de passer par un émulateur (Parallel Desktop) pour le faire avec la version PC. A chaque fois erreur d'écriture ou échec lors de la vérification. Si ça peu servir à d'autres. Merci aux modos de bien vouloir éditer le titre en Résolu.
 1 point
1 point -
Bonjour, Super projet ! J’aimerai l’adapter a ma configuration avec rails linéaires (j’ai un mod pour un Matrix que je vais mettre sur une ender 3 récupérée récemment) et j’ai acheté le H2V2S Revo pour alléger et améliorer la qualité et la vitesse. Je n’ai pas solidworks ni le moyen de convertir tes modèles au format step. pourrais-tu publier tes fichiers dans ce format ? Cordialement,1 point
-
Ok, j'ai déjà de quoi faire des recherches ! Top merci beaucoup @isidon !1 point
-
Bonjour, Afin de donner suite à votre solution. C'était bel est bien un problème de clé USB. J'ai effectué une nouvelle impression avec une autre clé usb et en plus formaté juste avant l'utilisation et aucun problème à l'impression. Merci beaucoup pour votre aide qui a permis à la résolution de mon problème !1 point
-
Salut, j'ai réussi ma première impression de figurine J'ai changer mon fep, là je suis a peu près a 450hz, et ayant compris le problème de succion, j'y ai remédier avec des perforation. Je te remercie beaucoup pour ton aide1 point
-
Oui, je le laisse quand même à l'air libre 5 minutes au cas où généralement ça suffit avant de le laisser plusieurs minutes sous la ventilation du wash & cure. Pour la modélisation, pour le boulot j'utilisais ZW3D & Top solid, ce qui fait que pour modélisation technique 3D filament, j'utilise Fusion 360 que j'ai pris très rapidement en main. Pour la modélisation organique, il y a le très connu Zbrush, mais depuis quelque temps Blender semble faire de plus en plus de bruit, c'est dans la case "FAUKMJYMET", du coup malheureusement sur ces logiciels je ne peux donner de retours construits1 point
-
Visiblement le repository officiel aurait été supprimé Je n'ai pas plus d'info, le plus simple et efficace est de passer chez @Guilouz1 point
-
C'est également ce point qui m'a fait m'orienter vers ce modèle et ça fonctionne niquel (alors que j'y croyais pas trop). Il faut juste s'assurer qu'il ne reste pas d'alcool en mouvement, sinon ça va coller à la plaque encore plus, voir écraser le morceau en contact et faire une trace1 point
-
ET aussi de na pas oublier de positionner la résistance du hotend vers l'avant.1 point
-
En quel matériau est la buse ? Laiton recouvert d'une couche inox ? Acier … ? Si la buse n'est pas en laiton mais dans une autre matières alors il faudra probablement que tu augmentes la température d'extrusion (conduction thermique du matériau: le laiton, le cuivre conduisent mieux que l'aluminium, l'acier). J'avais testé des buses métal et je devais augmenter de 10/15/20°C la température pour obtenir une bonne fusion du filament. Le heatbreak en lui-même ne demande pas de modification de température, son gros avantage est de ne pas mettre le PTFE en contact avec la buse et donc de permettre des températures plus élevées… à condition que le firmware et la cartouche de chauffe le permettent1 point
-
@Lorenzo78 Toutafé C'est bien le même logiciel. Ce sujet n'étant pas un tutoriel mais simplement une «présentation», je déplace une autre section.1 point
-
slt, je fais mon changement de filament a 30 en X et 30 en Y puis dans " extrud amont" tu rentre une valeur genre 40 mm ca fera purger ton ancien file apres tu enleves la bavure a la pince avant que ca redémarre...1 point
-
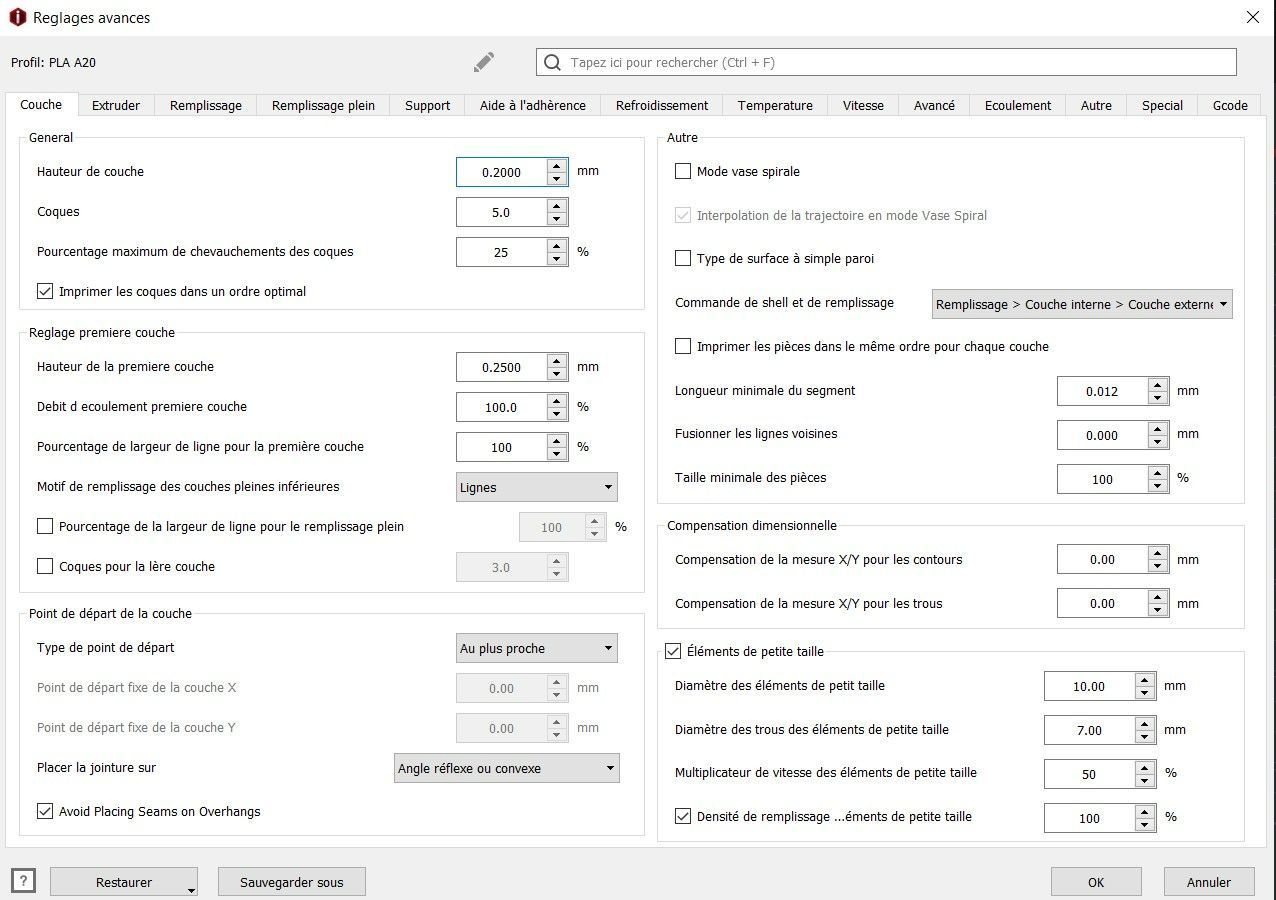
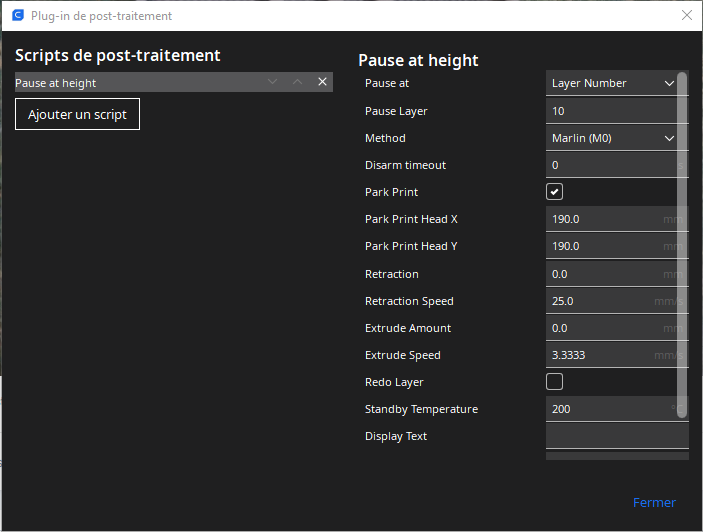
je me reponds à moi même Plus serieusement, j'ai trouvé !!!!, il ne me reste plus qu'a trouver la solution pour eviter la patée de filament à la reprise d'impression. en fait n'ayant pas trouver pour utiliser la commande "Filament Change" dans cura j'ai utilisé la commande "Pause at Height" 1er Essai : idem commande non reconnue! J'ai continué a chercher sur le net et en fait la commande "Pause" n'ai pas reconnue (alors je ne sais pas si c'est dans le sonic pad ou l'imprimante ) il faut modifier le fichier config de l'imprimante. Voici ce que j'ai fait: 1) sur ma Cr10 Smart Pro: Via l'interface web de mon sonic pad, je suis allé dans le fichier config (http://192.168.1.xxx/#/configure) et j'ai édité le fichier "printer.cfg" Sur ce fichier j'ai rajouter à la fin les lignes suivantes: [ gcode_macro M0 ] gcode: Pause J'ai suvegardé puis redemaré le tout 2éme essai : Impeccable, l'impression s'arrete, je peux effectuer mon chagement de filament et je peux redemarrer l'impression via le bouton "Resume" Par contre, à la reprise j'ai toujours une patée, il faudrait que j'arrive à faire couler du filament avant le redemarage de l'impression sinon voici mes parametres cura J'espere que ca aidera bonnes impressions !!!!!

 1 point
1 point -
Salut, Est-ce le même LUBAN que celui évoqué par @vap38 dans le post ci dessous ?1 point
-
La W&C 2 de Anycubic est parfaitement etanche je te le confirme l'ayant et laissant H24 l'ethanol dans la cuve1 point
-
Je voulais parler du capot UV, car du coup l'alcool peut-être exposé à la lumière, ce qui peut le rendre trouble. Après de mon coté, sans le mettre devant une fenêtre ou autre, tout se passe bien1 point
-
Il me semble que toutes les traditionnelles sont bien étanches, la Phrozen, la Mercury XS ou celle d'anycubic1 point
-
Bonjour à tous, Avant de partir en vacances je me suis remis un peu sur le design du simulateur. L'objectif étant de continuer ma réflexion sur la partie purement esthétique car c'est aussi dans ce domaine où je m'amuse beaucoup. Voici le résultat sous fusion 360 et le résultat me plait de plus en plus. Je vais laisser décanter pendant les vacances. Sans l'impression 3D, cette réalisation ne serait pas possible pour moi et la modélisation permet vraiment d'essayer et de se planter avant de se lancer. A+ Jeff



 1 point
1 point -
A cause du putain de mal de dos, j'ai cédé à la modernité. J'ai acheté un bureau (180 x 80 cm) à réglage de hauteur électrique (de 62 à 125 cm) auquel j'ai ajouté un éclairage sur toute la longueur et deux tapis de découpe pour pouvoir bricoler sans craindre les coups de cutter malheureux et les traces de colle. Et bien, c'est vachement sympa et pratique quand on retouche des pièces ou que l'on fait de la découpe et autres activités manuelles. Allez-y, investissez, votre dos vous remerciera durablement.
 1 point
1 point -
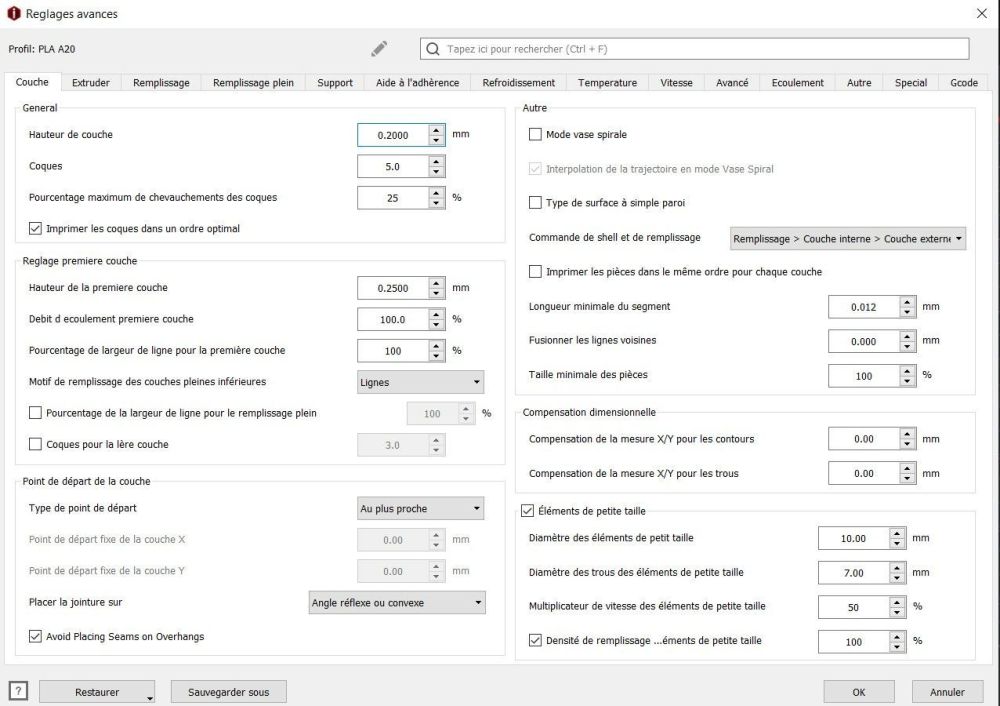
oui mettre distance d'essuyage de la coque externe externe à 0 ci-joint le paramétrage
 1 point
1 point -
Salut Patb89 Voici la procédure de chez Raise3D pour tendre les courroies, je l'ai fait sur une de mes courroies et c'est pas bien sorcier, faut juste être 2 personnes. Belt Adjustment Instruction.pdf1 point