Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/08/2023 dans Messages
-
Tout à fait, et au bout d'un moment avec l'expérience acquise suite à différents soucis tu pourras aussi aider des membres du forum. Bons prints.2 points
-
Désolé je n' avais pas vu cela dans le profil c est indiqué désormais si besoin la prochaine fois cela facilitera sans doute les choses (en espérant qu'il n'y ai pas de prochaine fois mais avec l impression 3d on en apprend tout les jours ) Réglage offset refait avec le jeu en moins de la tête ce coup ci c est bon Il n y as plus ces trous lors de l impression comme j ai eu ce matin Merci pour les infos et la solution surtout Bonne soirée à vous Vincent2 points
-
Salut, j'imagine que tu veux dire M206 parce que je ne suis pas sûr que la luminosité de l'écran est une grande influence sur la qualité de la couche initiale . En voyant les photos de la couche initiale et de la jupe, il semble que tu sois en sous-extrusion. Ce qui est étrange, c'est que le reste de tes pièces ne montre pas ce défaut . Au final, on voit sur ta dernière photo que la couche initiale mériterait d'être plus écrasée (-0.05mm ?). Pour les fils d'ange, tu pourras imprimer une tour pour déterminer les meilleures valeurs pour la distance, la vitesse de rétraction et la température d'impression en suivant ce tuto et celui-ci. Tu peux aussi "tricher" en obligeant la buse à rester dans la pièce et ne pas traverser la paroi: paramètre mode de détour : tout ou à l'intérieur du remplissage, avec une distance de détour de 3mm par exemple. EDIT: voici des modifications que tu pourrais tester dans Cura: Imprimer parois fines: coché Largeur minimale de la ligne de paroi fine: 0.1 Activer l'interface de support: décoché Activer les plafonds de support: décoché Activer les bas de support: décoché Ta température d'impression me parait élevée (220°C) pour du PLA. Cela peut expliquer les fils d'ange. L'impression de la tour te permettra de valider ou pas cette hypothèse. Au niveau du Gcode de démarrage, tu pourrais décaler les lignes de purge pour ne pas réduire la surface d'impression: G1 X0.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X0.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X0.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X0.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line Je suis surpris de ne pas voir le M206 Z0.1 sous le G28 . C'est parce que tu l'as enregistré dans l'eeprom?2 points
-
Magnifique !!! Grâce à vous, j'ai réussi à régler ce problème de palpations pour le nivelage du plateau de la Ender 5 + ( faut dire que j'ai eu l'honneur d'être guidé par les deux maîtres du forum) . Effectivement, j'avais intégré de nouvelles données pour la dimension du plateau, position buse et bl touch (puisque j'ai adapté la tête "sprite") mais forcément cela engendre des effets secondaires... merci pour les deux docs @pommeverte et @fran6p, elles sont très explicites, je me suis empressé d'imprimer et elles sont archivées. Je vais regarder pour la box (j'ai free, mais j'ai rien compris ) afin de pouvoir "fixer" cette IP. Sauriez vous (par hasard ) si il est possible d'adapter la tenlog tl d3 pro sur la sonic pad. J'ai regardé sur le net, y'a pas grand monde qui en parle .C'est une double extrusion j'imagine que ça doit être compliqué... (Si cette question vous paraît idiote ne répondez pas, je comprendrais )2 points
-
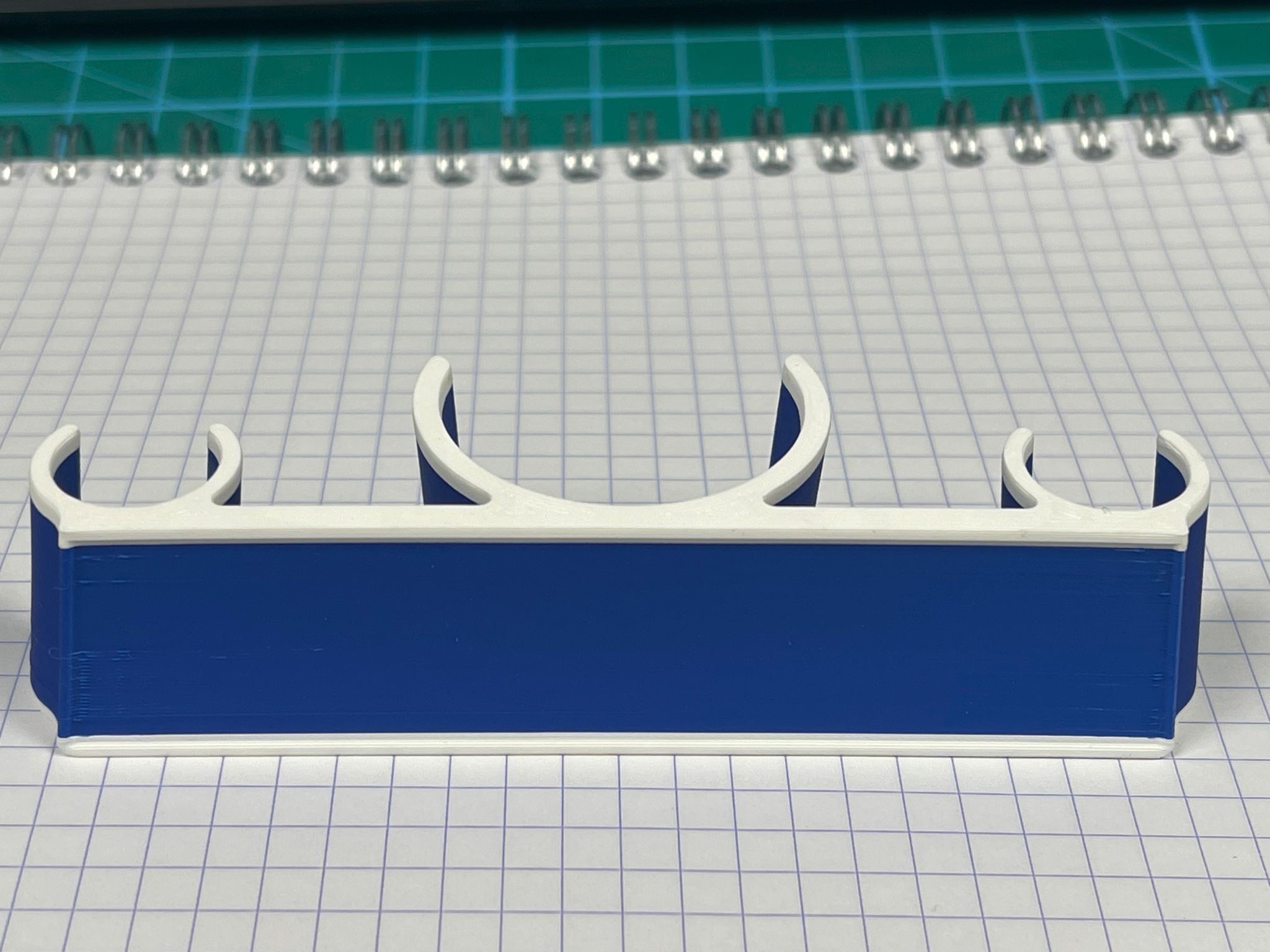
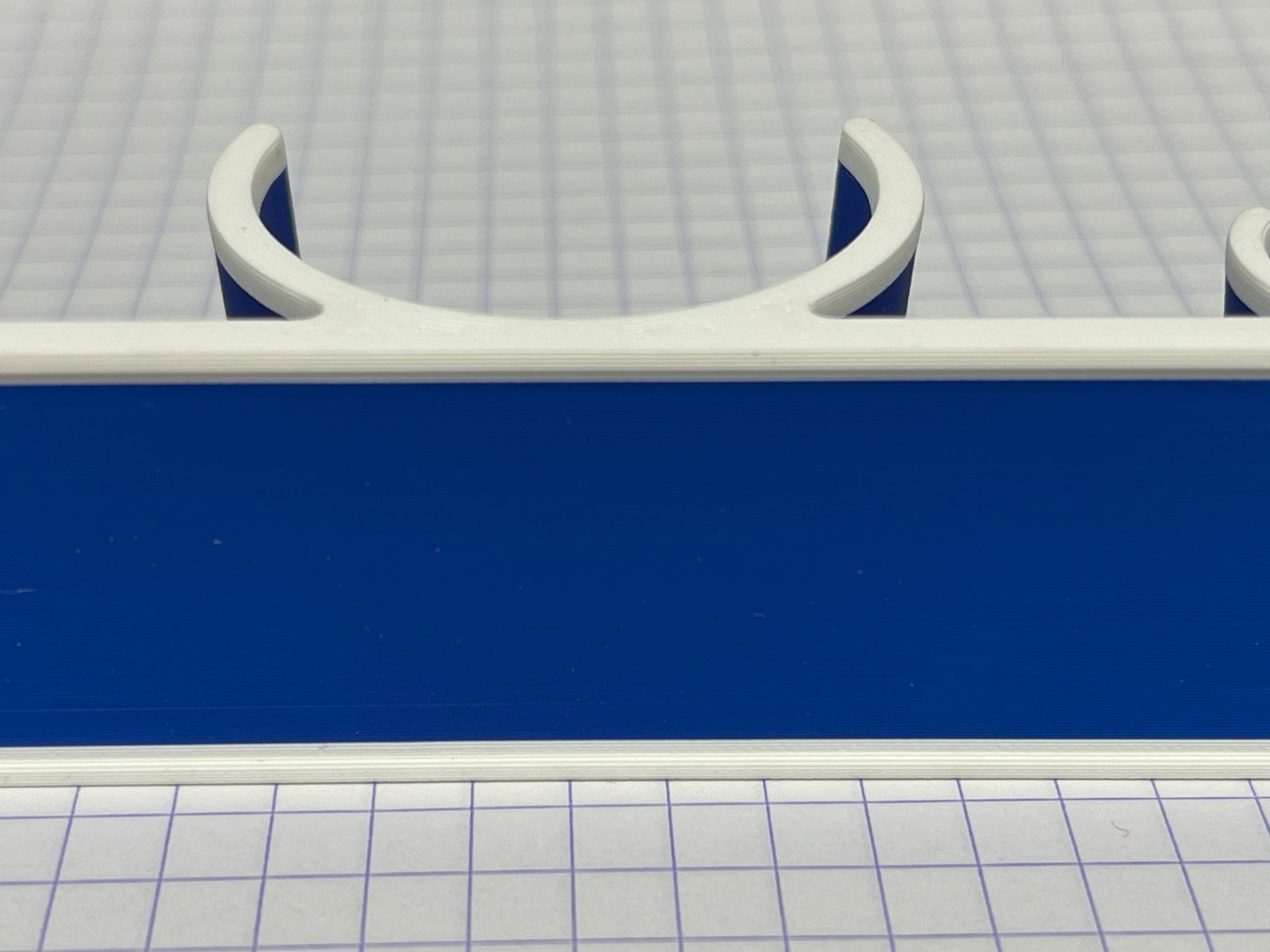
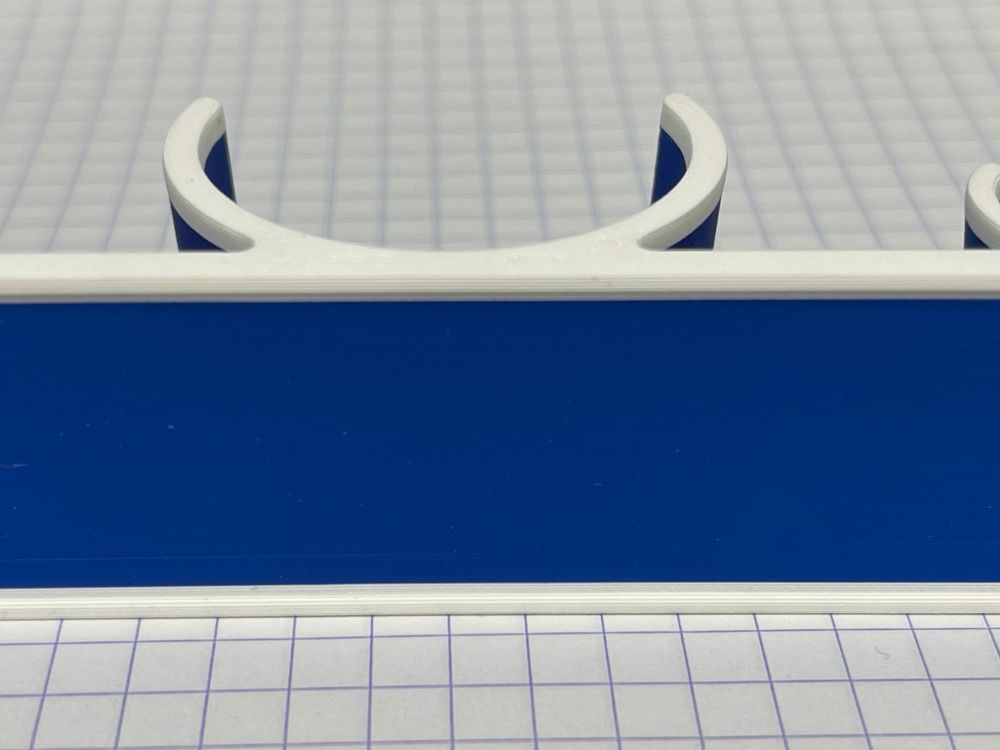
Je trouve le résultat sur par Bambu supérieur à la Prusa. Voici deux photos d'un petit accessoire imprimé en PLA. je l'ai posé sur une feuille à petits carreaux 5 x 5 mm pour avoir une échelle. ATTENTION, la qualité du filament est importante pour obtenir des pièces propres.

 2 points
2 points -
Ce n'est pas idiot du tout ! Dans ce sujet reddit, Klipper est capable de gérer la tenlog tl d3 pro, et des variantes semblent gérer le mode miroir et duplication. Par contre, est-ce que la version de Klipper du SonicPad est compatible... à tester1 point
-
Dimension ok, j'ai ajusté les rotation_distance pour avoir de meilleur résultat. Il faut que je revois mon remplissage car à force de trifouiller partout on s'y perd, mais dernière couche pourrait être un poil plus jolie avec un autre filament (PLA recyclé Arianeplast) que le métallisé qui pardonne beaucoup.1 point
-
Bonjour Elispit, ravit de voir qu'il y a au moins une autre X1C dans le var1 point
-
Top merci je ne connaissait pas ce filament (je fais rarement du « joli », faut que ce soit fonctionnel et pas chère donc amazone/sunlu ça me conviens ) C’est super clean ton nylon didonc! J’ai une bobine de pacf (sainsmart) qui sortait plutôt bien sur la x2 va falloir que je test! pour l’instant mon print abscf a l’air bien mieux imprimé sur la Bambu que sur la x2, j’ai créé un profil assez proche (dans Bambu studio) de celui que j’avais bidouillé sur cura et pourtant je gagne plus de 50% de temps (2h avec calibration contre 4h30 sans calibration!!) elle est complètement dingue cette machine @vap38 voilà ma première pièce en abs cf, bon c’est pas forcément le meilleur exemple mais elle sort clean de chez clean (la première couche est minuscule, genre parois de 1mm et avec un épaulement et support), j’ai activé le lissage c’est vraiment top je suis refait!


 1 point
1 point -
Le PLA utilisé est du Prusament de chez Prusa (une très bonne matière et avec une grande régularité dimensionnelle). Ce n'est pas un fichier optimisé par Bambu-Lab, mais seulement une pièce que j'ai dessiné sur Solidworks et transformée en STL dans Solidworks. Concernant la température de l'enceinte, j'ai dernièrement imprimé cinq bobines de PAHT-CF (24/24h) j'ai seulement ouvert la vitre du dessus d'environ 15 mm et la température s'est stabilisée en dessous de 50°C. Pièce de série avec buse de 0,6 mm stoppée en cours de fabrication (erreur de ma faute). J'ai un stock important d'ABS, il faut que je l'essaie sur les Bambu.
 1 point
1 point -
oups mes doigts ont fourché1 point
-
même en ajoutant un G92 E0 avant? Edit: sinon, tu es sûr qu'il tourne dans le bon sens ton moteur d'extrudeur?1 point
-
Salut,1 point
-
Très clairement... Si je bosse autant sur ces petites machines, c'est pour pouvoir les faire rouler, clairement. Ces machines n'ont rien à faire sur une étagère!!! Quand à la suite: J'ai toujours un Mugen/Graupner Mercury 4Xi en attente de modélisation, ainsi que d'autre projets qui devraient aussi se matérialiser dans les prochaines semaines (du moins je l'espère, car tout n'est pas entre mes mains)...1 point
-
Je te comprends, ma P1S tourne à fond depuis 2 jours, quel bonheur ! Franchement je veux plus rien d'autres que ça maintenant que j'ai goûté.1 point
-
Salut latruffesanglante, déjà tu commences à l'envers pour ton soucis, il faut impérativement régler l'extrudeur (step/mm, débit et enfin un test de rétraction), ensuite une tour de température pour connaitre la température optimale d'extrusion de ton filament (celle qui donne la meilleure qualité et le moins de strining). A partie de la tu pourras peaufiner ton profile d'impression dans ton trancheur (je rappelle on touche un seul paramètre à la fois, sinon pas moyen de savoir quel paramètre améliore ou alors fait pire que mieux). Mais c'est mon avis, je ne suis pas expert. Aldo1 point
-
En complément de son test très détaillé sur le forum, @Kachidoki nous a réalisé un superbe test de la Prusa MK4 sur le blog ! https://www.lesimprimantes3d.fr/test-original-prusa-mk4-20230811/1 point
-
Elle est chez 3DJake mais je comprends pas pourquoi Amazon ne conviendrait pas, c'est même plus pratique avec un compte prime car en cas de souci suffit de renvoyer la machine et c'est gratuit... Perso si c'est sur amazon, je n'hésite pas mais si c'est sur une autre boutique en ligne, je regarde à 2 fois car moins de protections de l'acheteur.1 point
-
Enfin après nettoyage encore du plateau, re réglage du plateau et test plusieurs fois pour avoir des lignes jointives. merci encore pour tout vos conseils.
 1 point
1 point