Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/09/2023 dans Messages
-
Amène là dans le RER B en mini-jupe (humour de couleur) Il y a des peintures genre "rouille", "usure métallique", qui donnent même une texture intéressante. Alors dans le cas du béton dégradé je ne sais pas si ça rend bien, mais en jouant un peu avec les ombres, pourquoi pas3 points
-
J'ai fait la mise a jour et ça marche nickel! Pour le moment j'ai eu aucun souci, et c'est cool d'avoir accès au prusa connect3 points
-
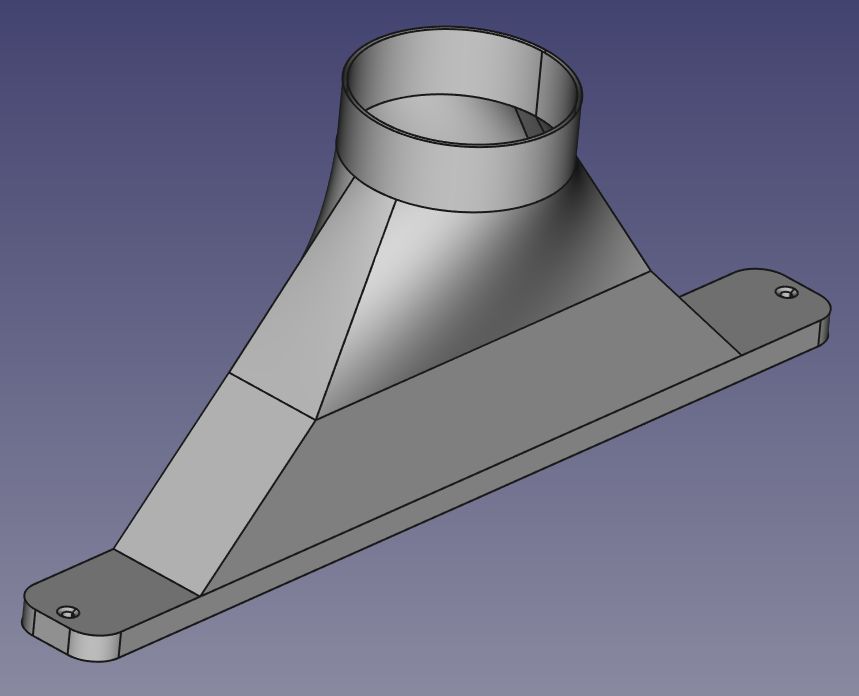
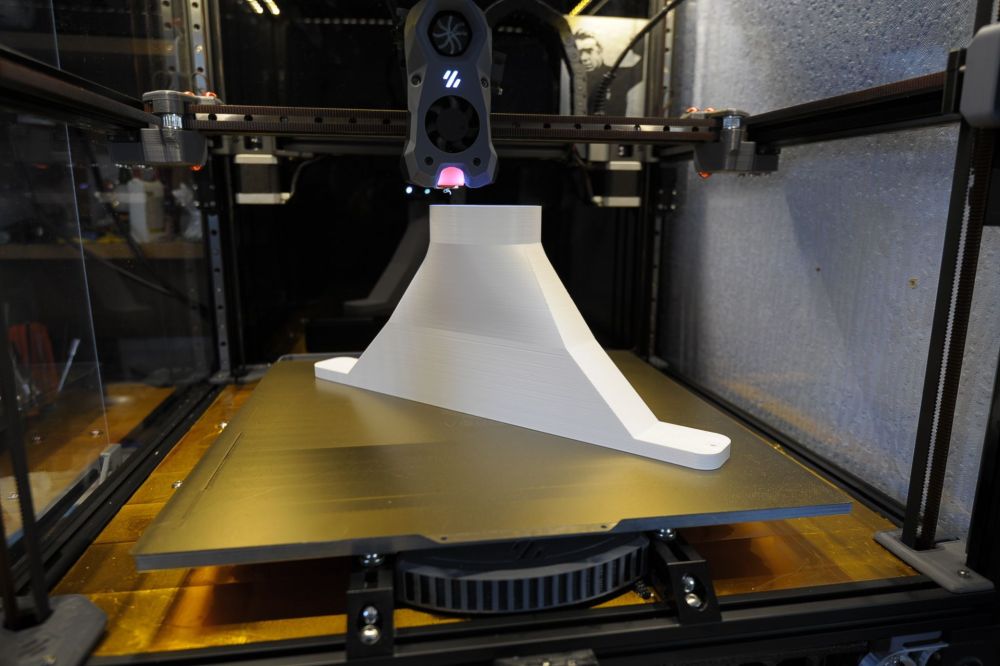
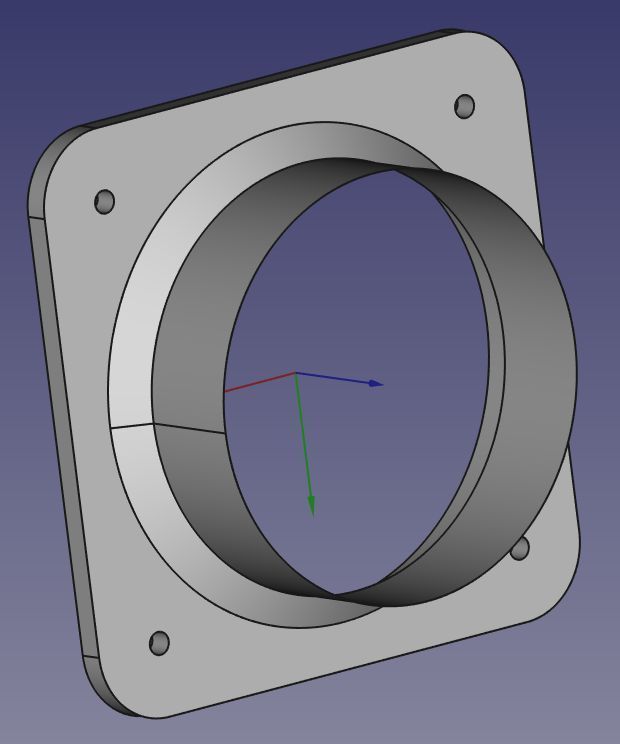
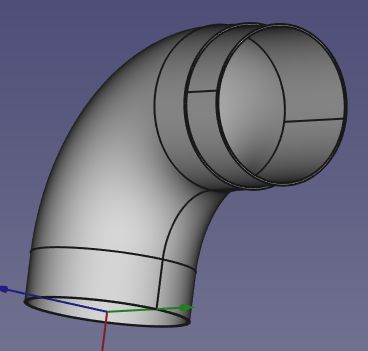
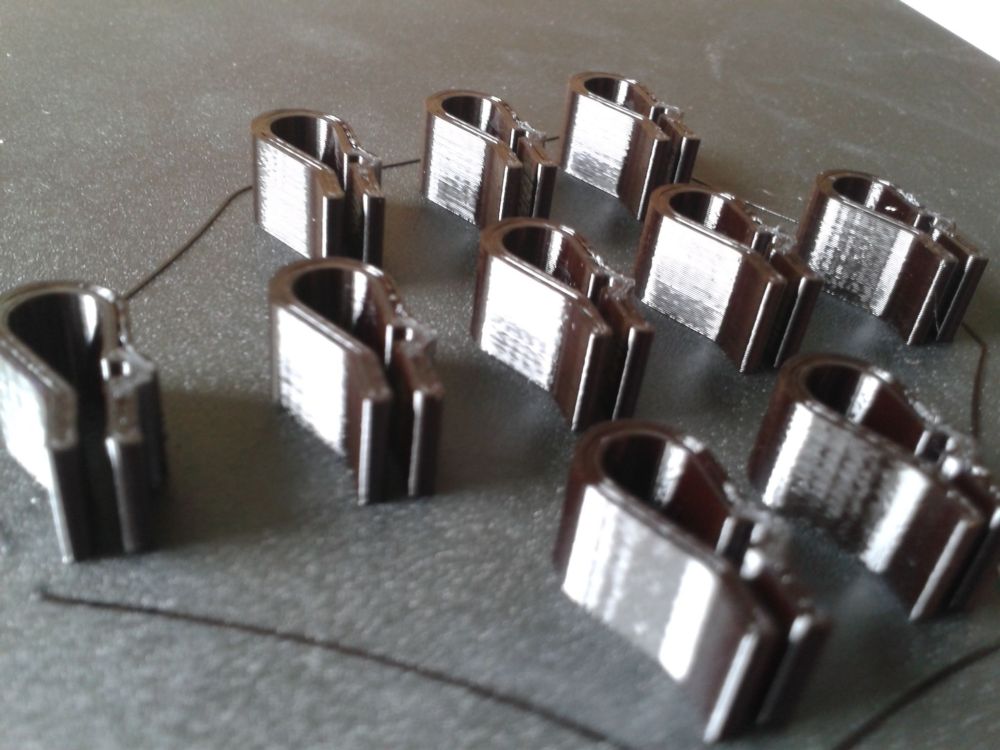
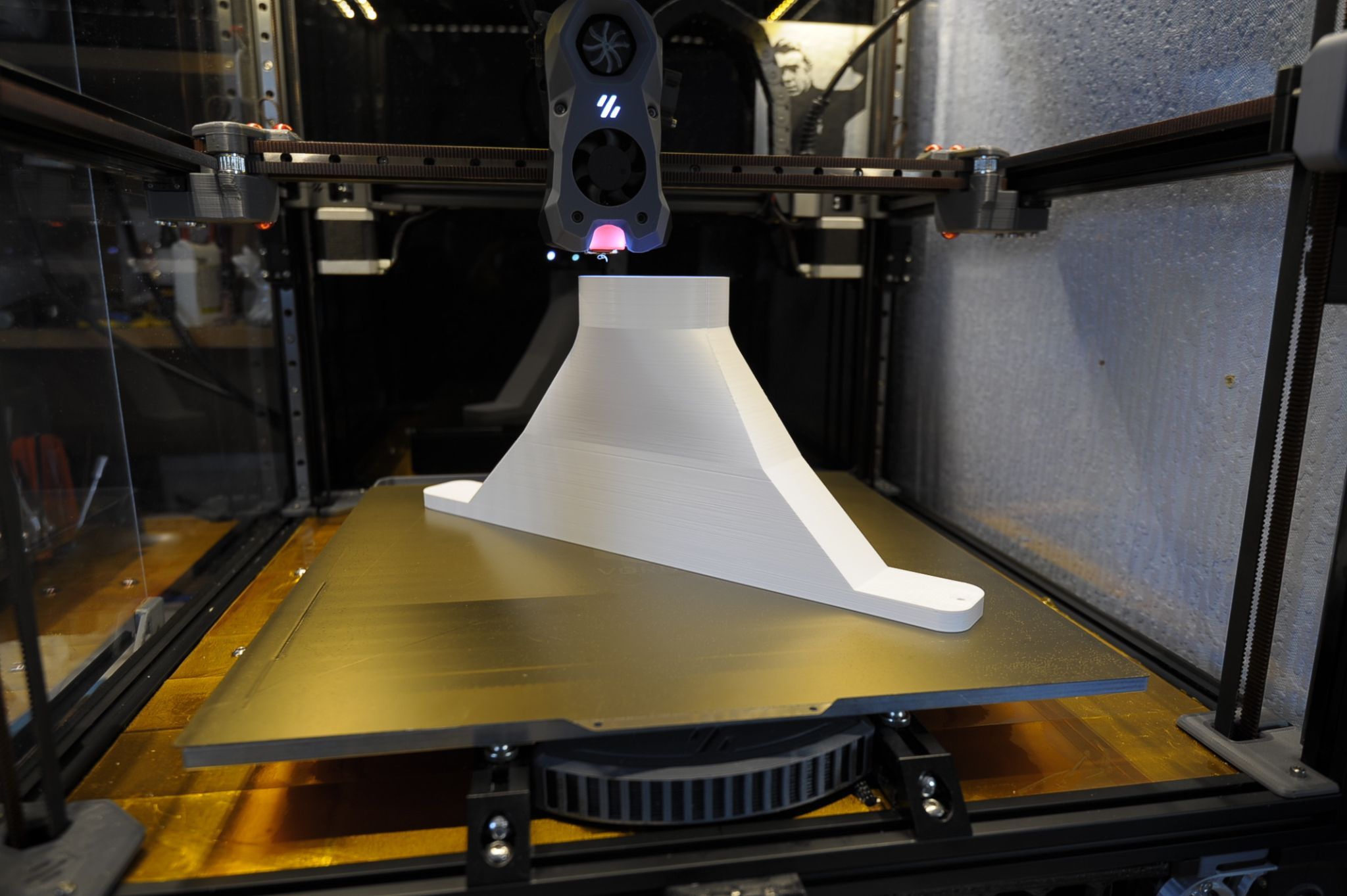
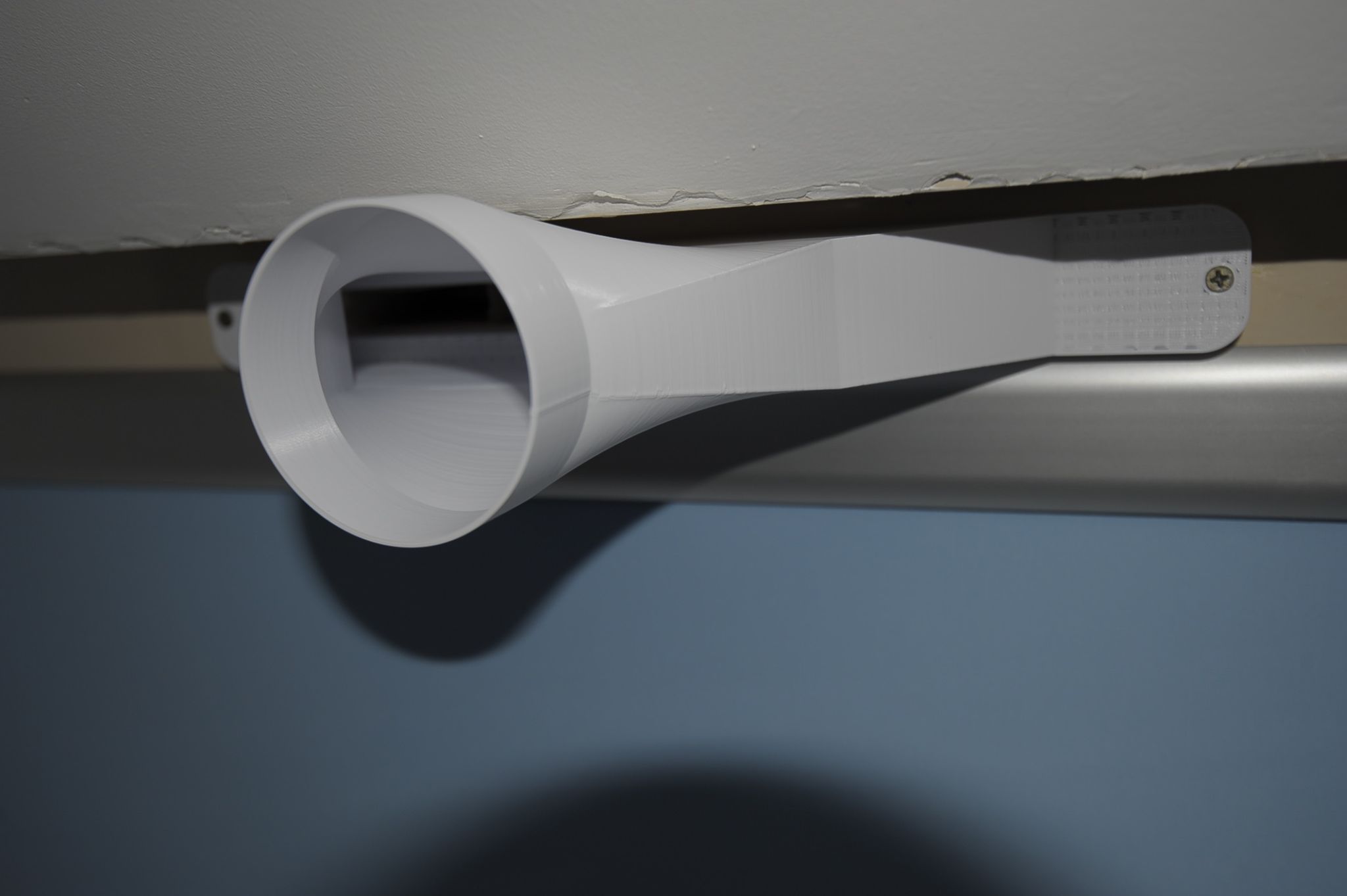
Bonjour, J'ai fait l'acquisition d'un graveur laser et pas question d'enfumer ma pièce de vie. Pour l'hiver il faut une petite installation. J'ai installé le graveur à proximité d'une des deux fenêtres de toit (ce ne sont pas des Velux). J'ai démonté la prise d'air pour la remplacer par une pièce d'adaptation prévue pour une gaine PVC souple de Ø 80mm. La pièce est conçue en 4 modules, à la fois pour coller aux contraintes de ma fenêtre et faciliter les modifications. La semelle vissée, le trapèze droit, le passage du rond au rectangle, le cylindre support de gaine. On peut supprimer la partie trapézoïdale et adapter la partie vissée pour aller sur une fenêtre ou une porte standard. Ma version est assez grande, 365mm de long, 40mm de largeur pour la semelle. Ca nécessite une imprimante 350x350, sur mes CR10S pro de 300x300 c'est un peu juste. Une fois en place ça passe pile poil. J'ai dessiné une pièce pour l'enceinte avec un ventilateur de 90mm, j'ai un vieux Zalman sur roulement qui souffle bien. De la même manière on peut sans difficulté l'adapter à d'autres ventilateurs mais le 90mm est parfait à cet emplacement. Il ne faudra pas oublier de faire des entrées d'air dans l'enceinte cumulant une surface un peu supérieure à la gaine (50cm²). En ce qui me concerne la sortie d'air de la fenêtre est un peu inférieure. Il y a donc une petite pression dans la gaine mais rien de méchant. Je joint les STL, je délivre gracieusement les fichiers FreeCad (v0.2) d'origine sur simple demande. Je voulais les mettre en ligne ici mais le forum ne prend pas les .FCStd. Il y a peut-être une bonne raison. Evacuation Air Diam 80.stl Pour Cura 5.4 et Prusaslicer voici les réglages optimum, S3D ne nécessite pas de réglages par zone, ceux de la base suffisent. De Z=0 à 10mm: Parois :3 Dessous : 2 Dessus : 3 Remplissage : 20 à 30% Pas d'aide à l'adhérence. --------------------------------- De Z=10mm à la fin Parois : 3 Le reste à zéro. J'ai utilisé du PLA+. Si votre installation est exposée en plein soleil l'été il faudra passer à l'ASA ou l'ABS. Fixation 90-80 mm.stl Même réglages que plus haut mais de Z=0 à Z=5mm et Z=5mm à la fin. J'ai conçu également une sortie M/F à 90° mais ce n'est pas indispensable. En plus il y a plus de support à imprimer que de pièce ! Coude 90 degrés M-F 80mm.stl Je pourrais expliquer ici comment effectuer les modifications, FreeCAd est un peu chatouilleux, comme tous les softs de CAO d'ailleurs. Pas sûr que ça intéresse grand monde mais sait-on jamais ?

 2 points
2 points -
Bonjour à tous, Après plusieurs tentative, j'ai enfin réussi à configurer correctement klipper pour ma smartcub. Je vous pose les fichiers config de klipper ici à copier/coller ou sinon à télécharger Pour le fichier : printer.cfg Pour le fichier macros.cfg config-20230906-160443.zip2 points
-
Sans oublier de remercier, le travail (dans l'ombre) de @Julien qui fait la relecture, corrections, éventuelles reformulations de mes écrits, l'image mise en avant, et la publication (car avec mon niveau a l'écrit, c'est du "gros oeuvre") et de @Motard Geek qui corrige, en un éclair, les erreurs que je remarque aux derniers moments et relaye le lien de l'article sur les réseaux sociaux et le forum.2 points
-
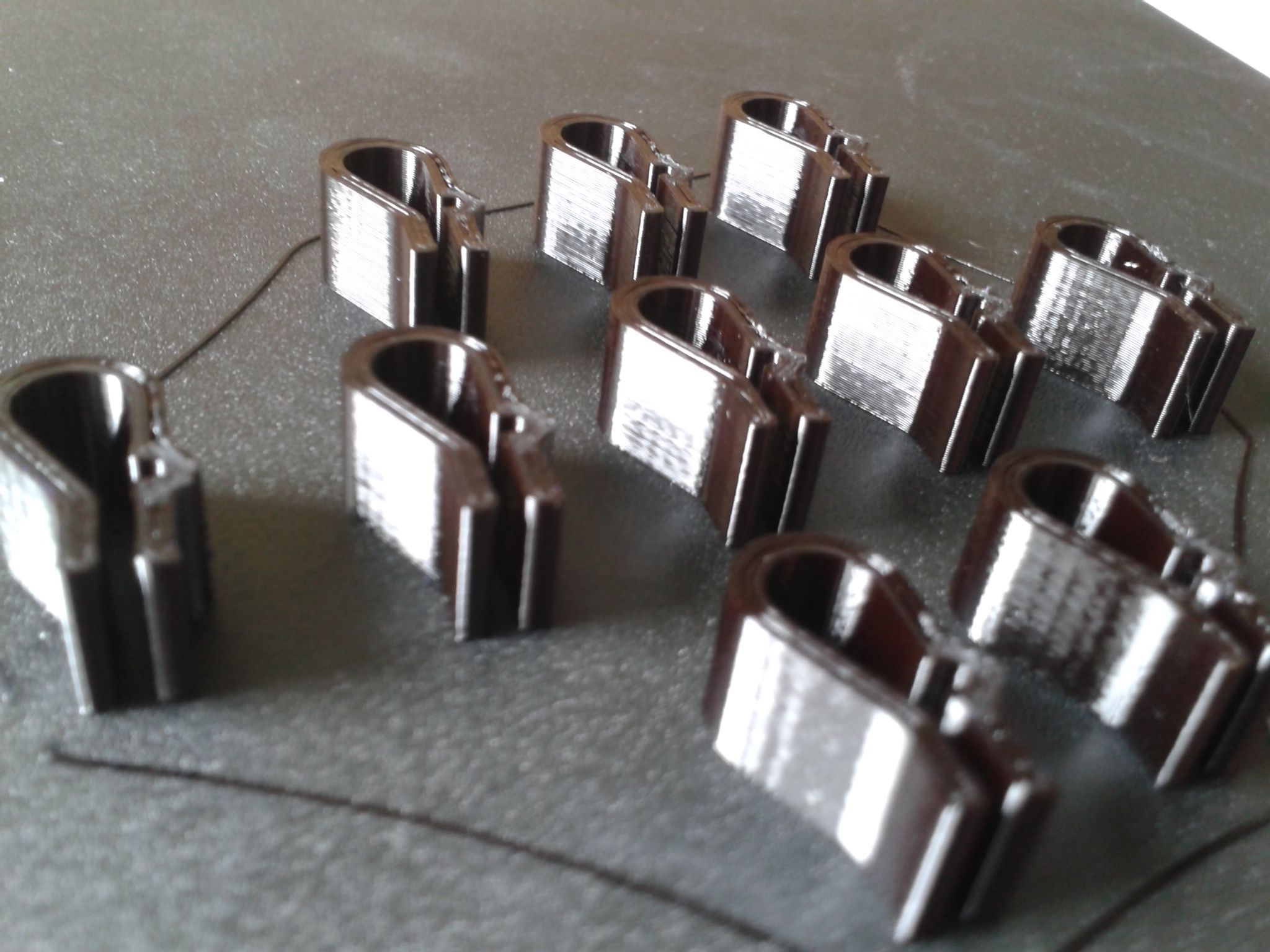
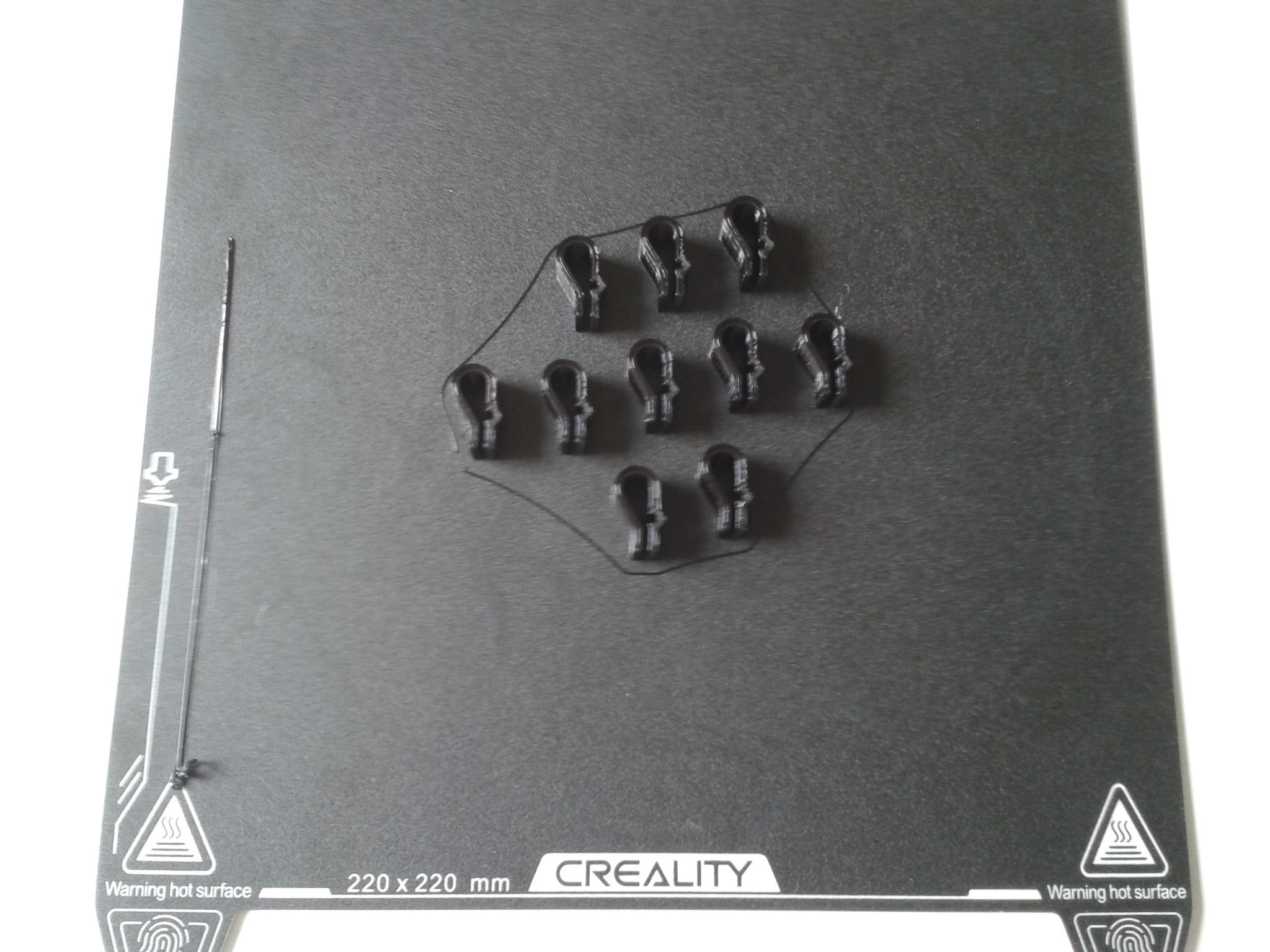
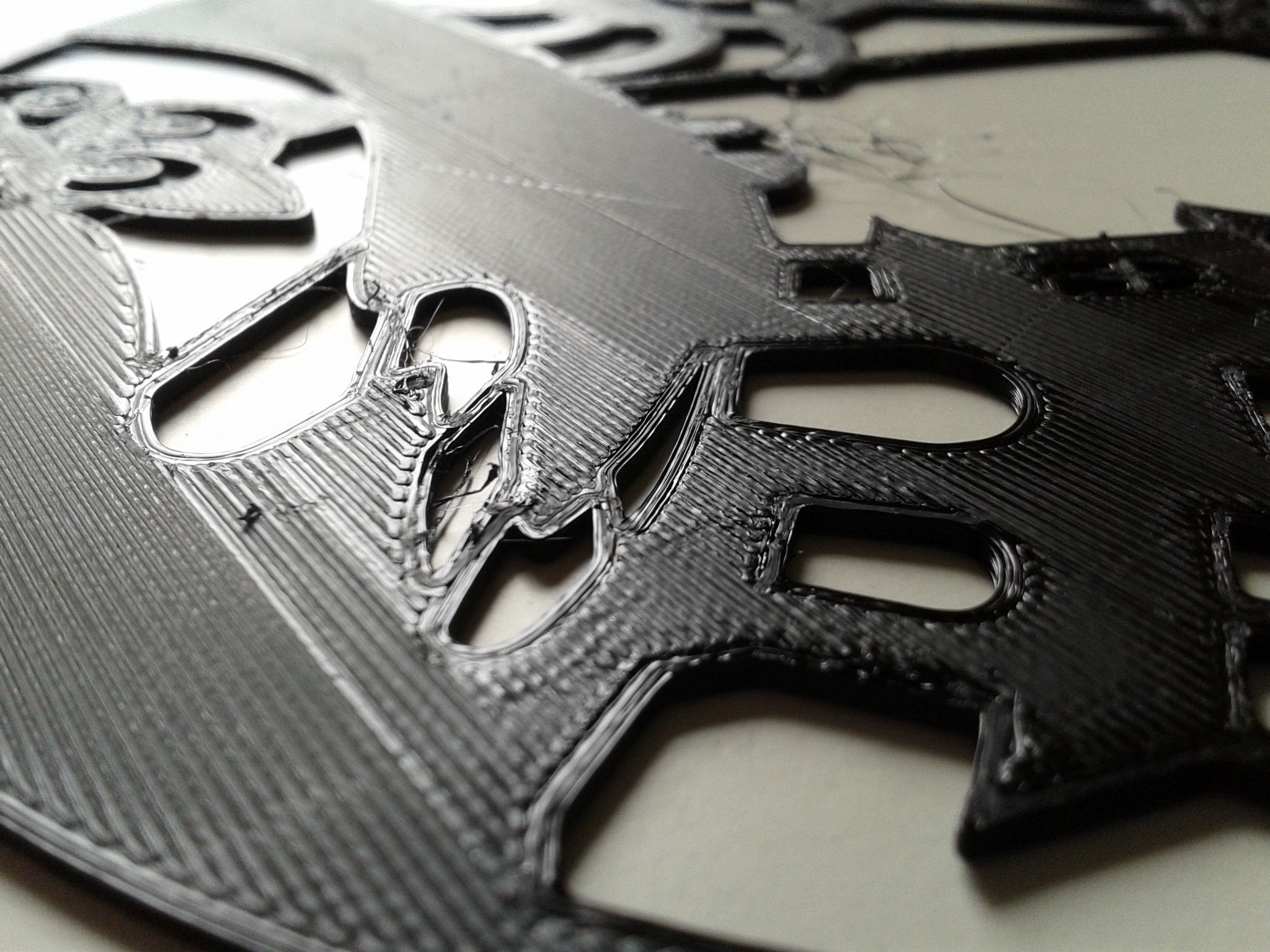
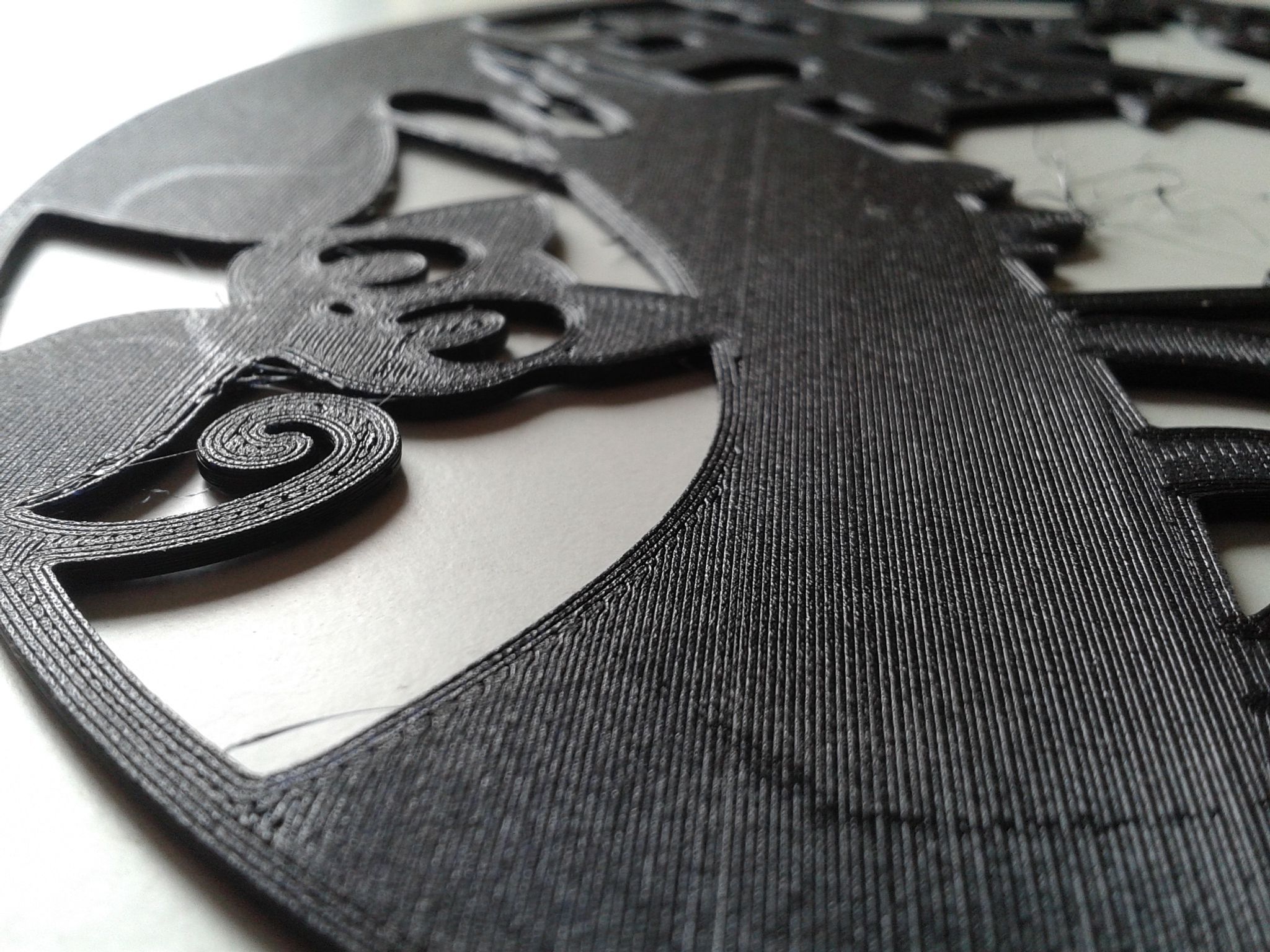
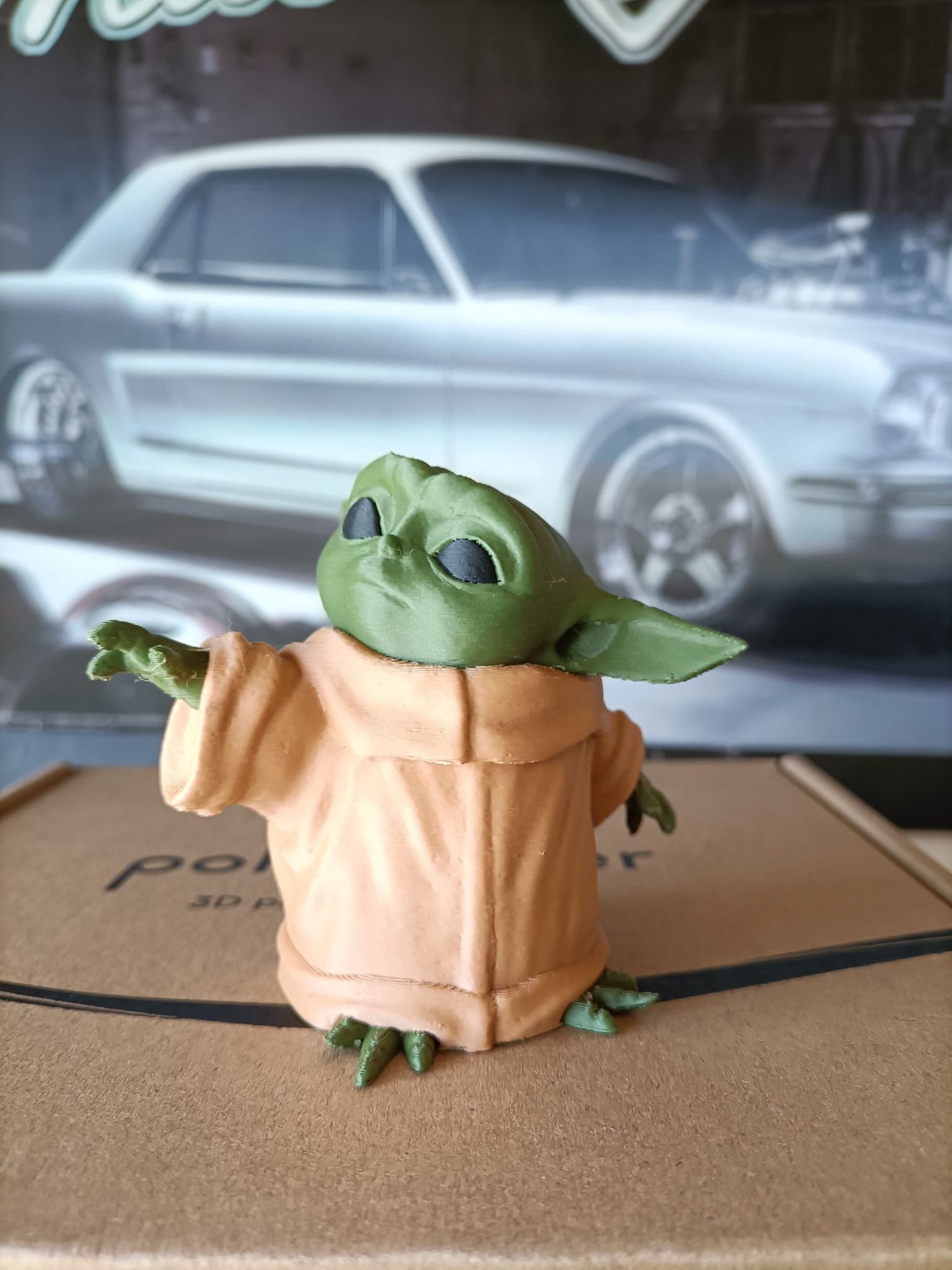
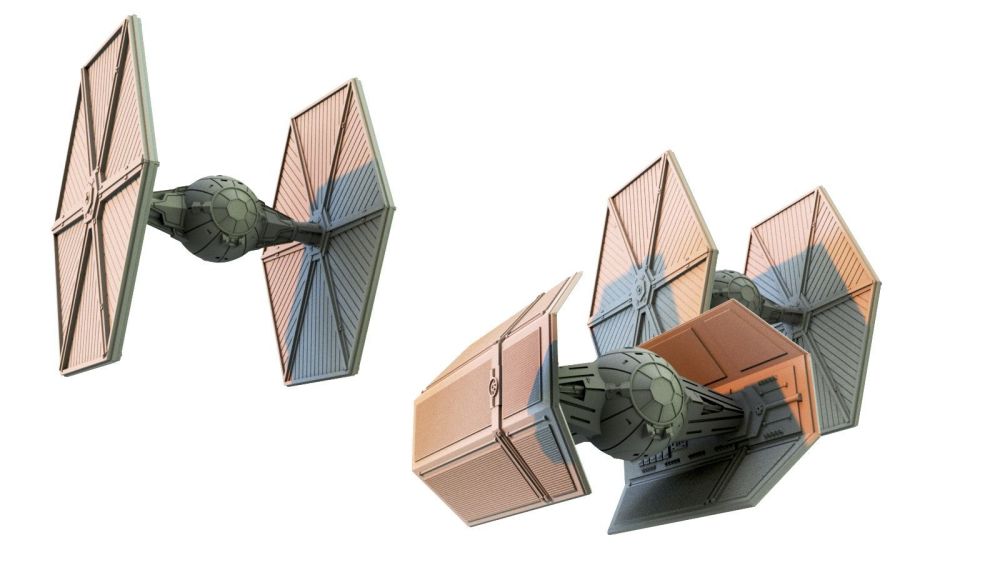
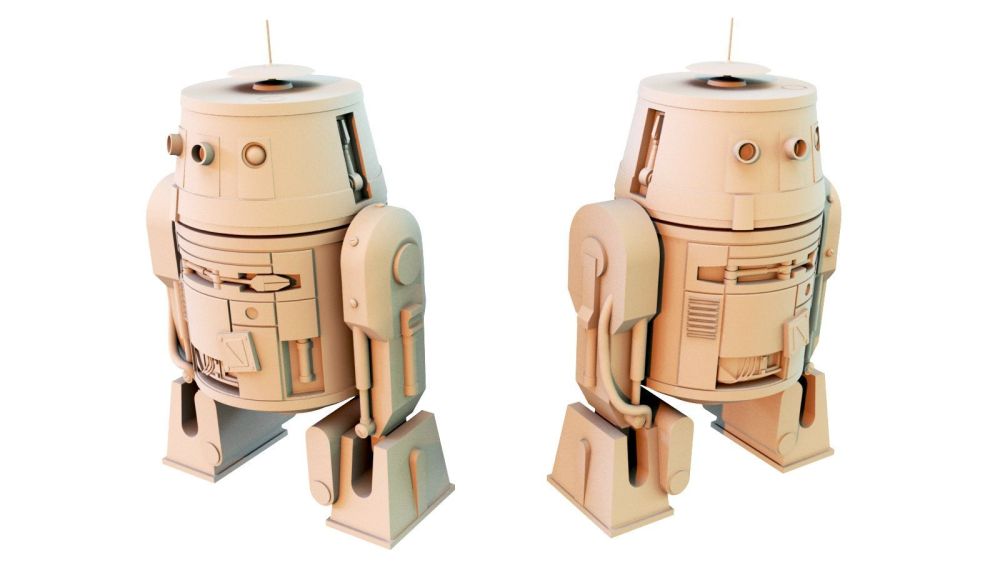
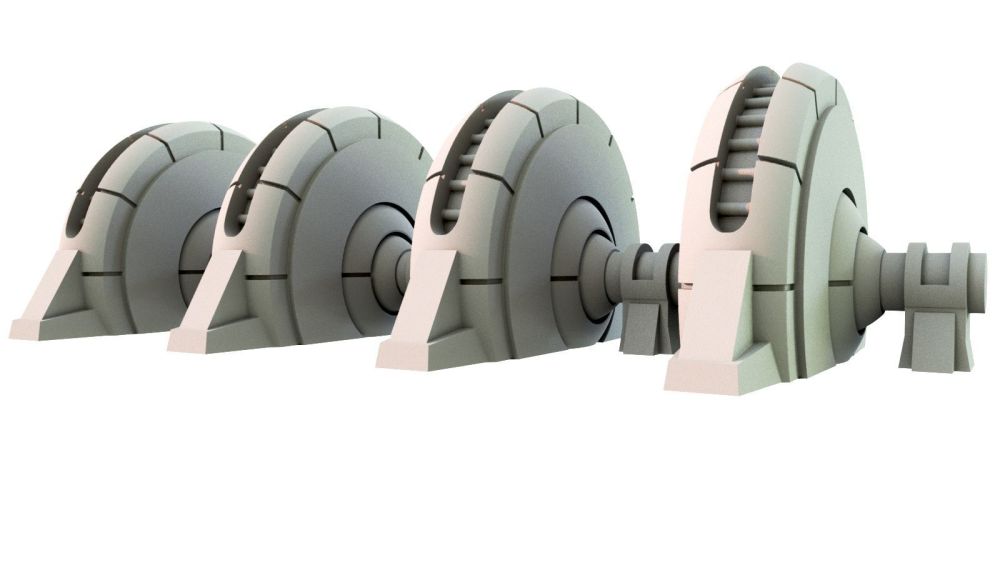
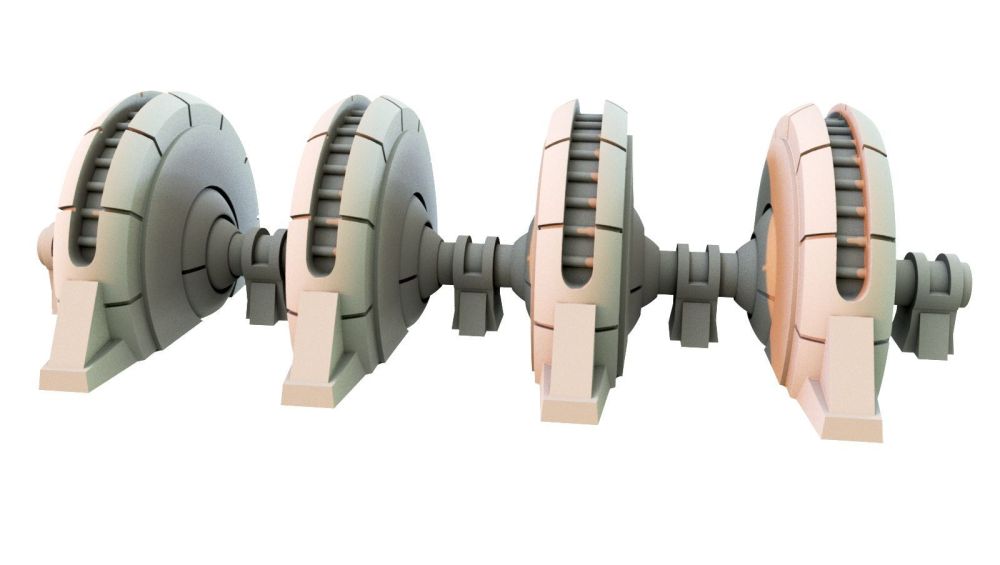
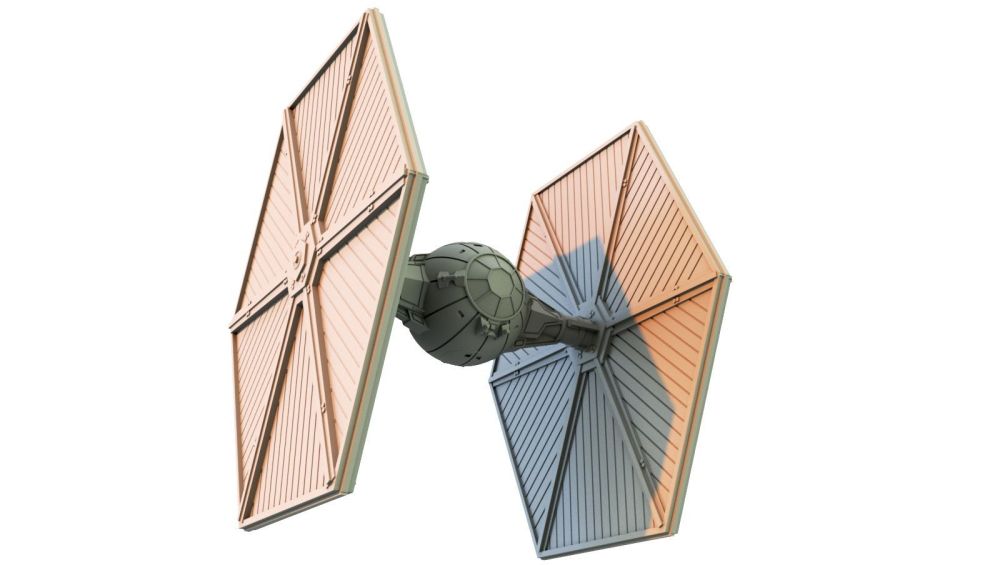
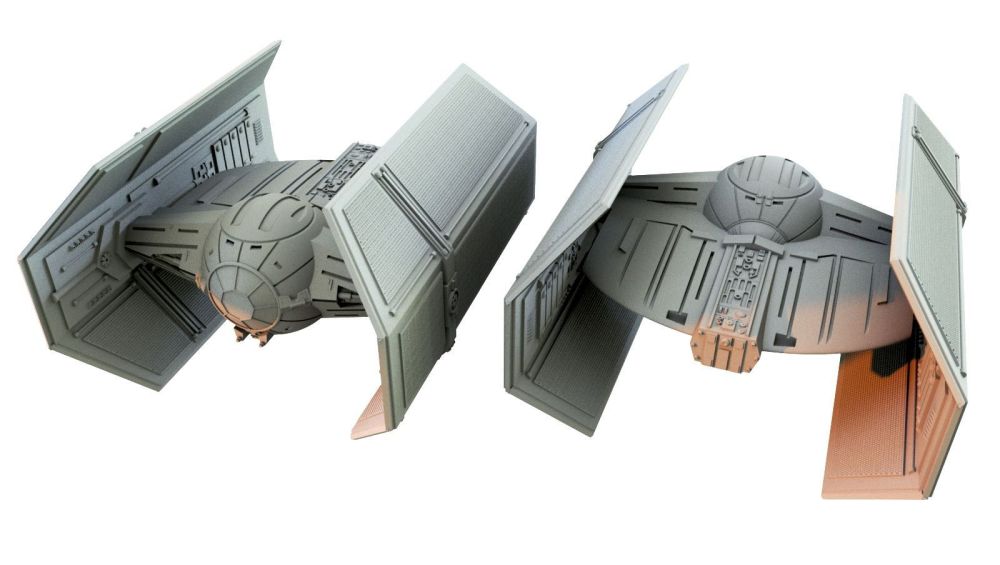
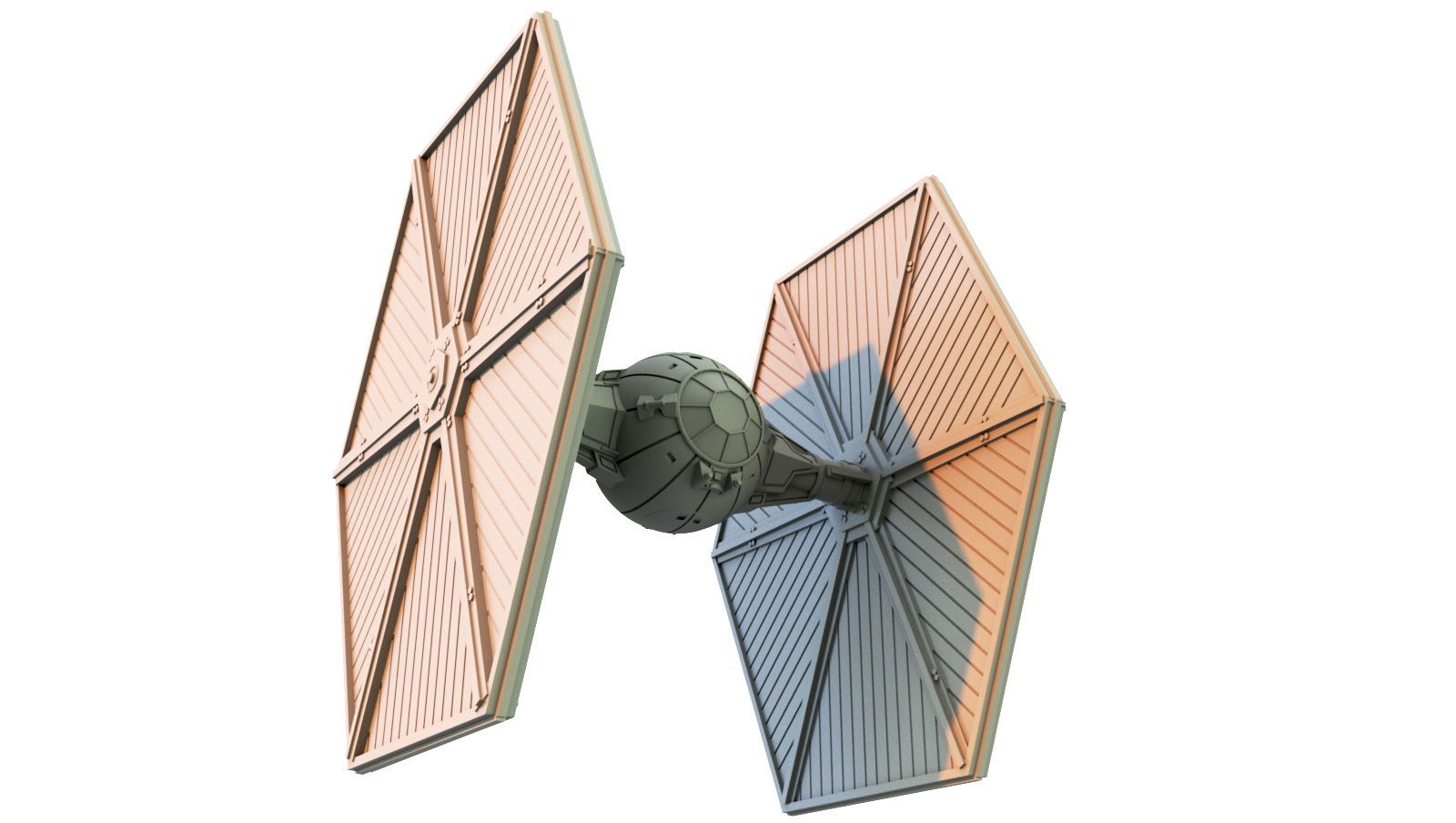
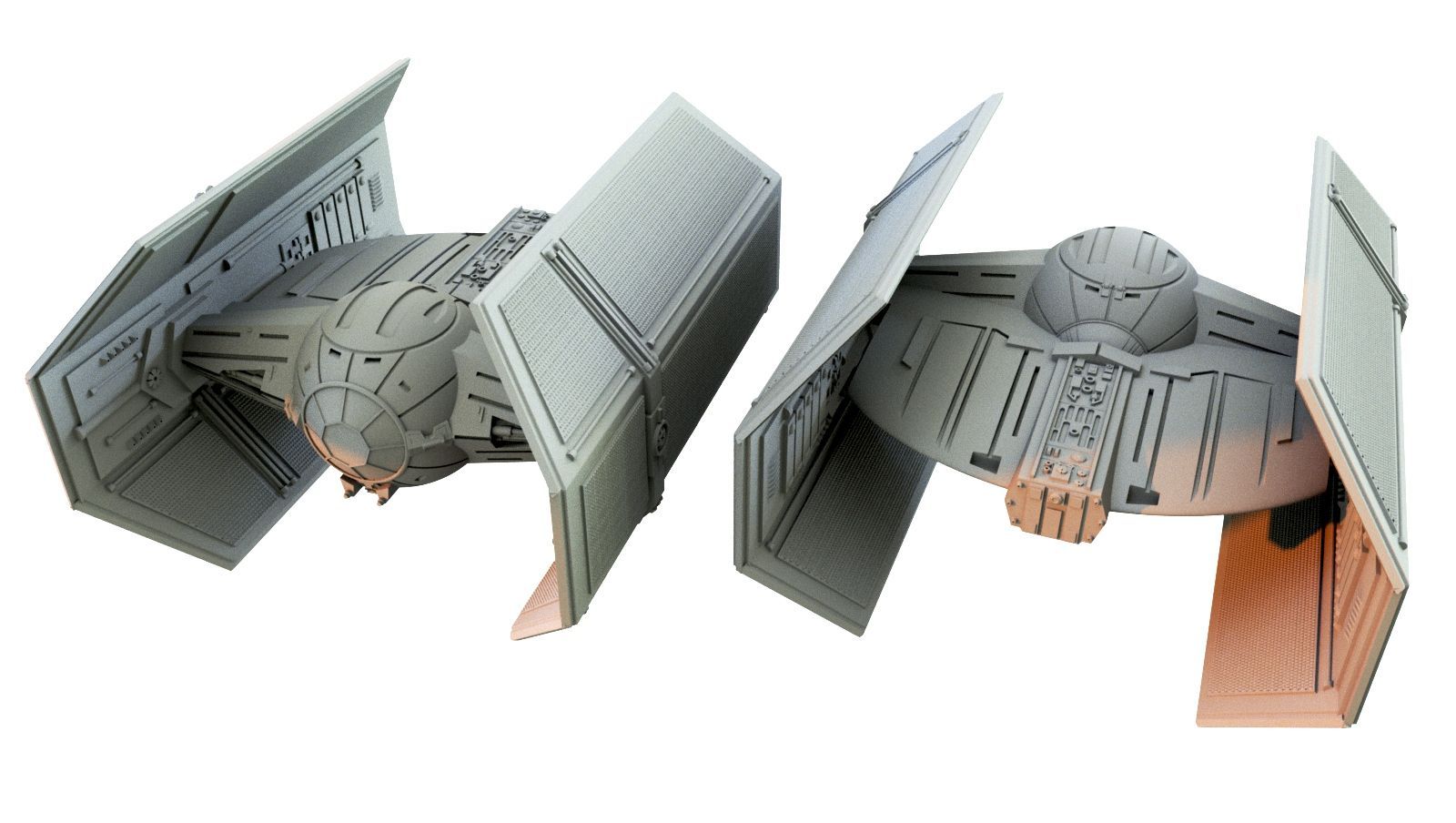
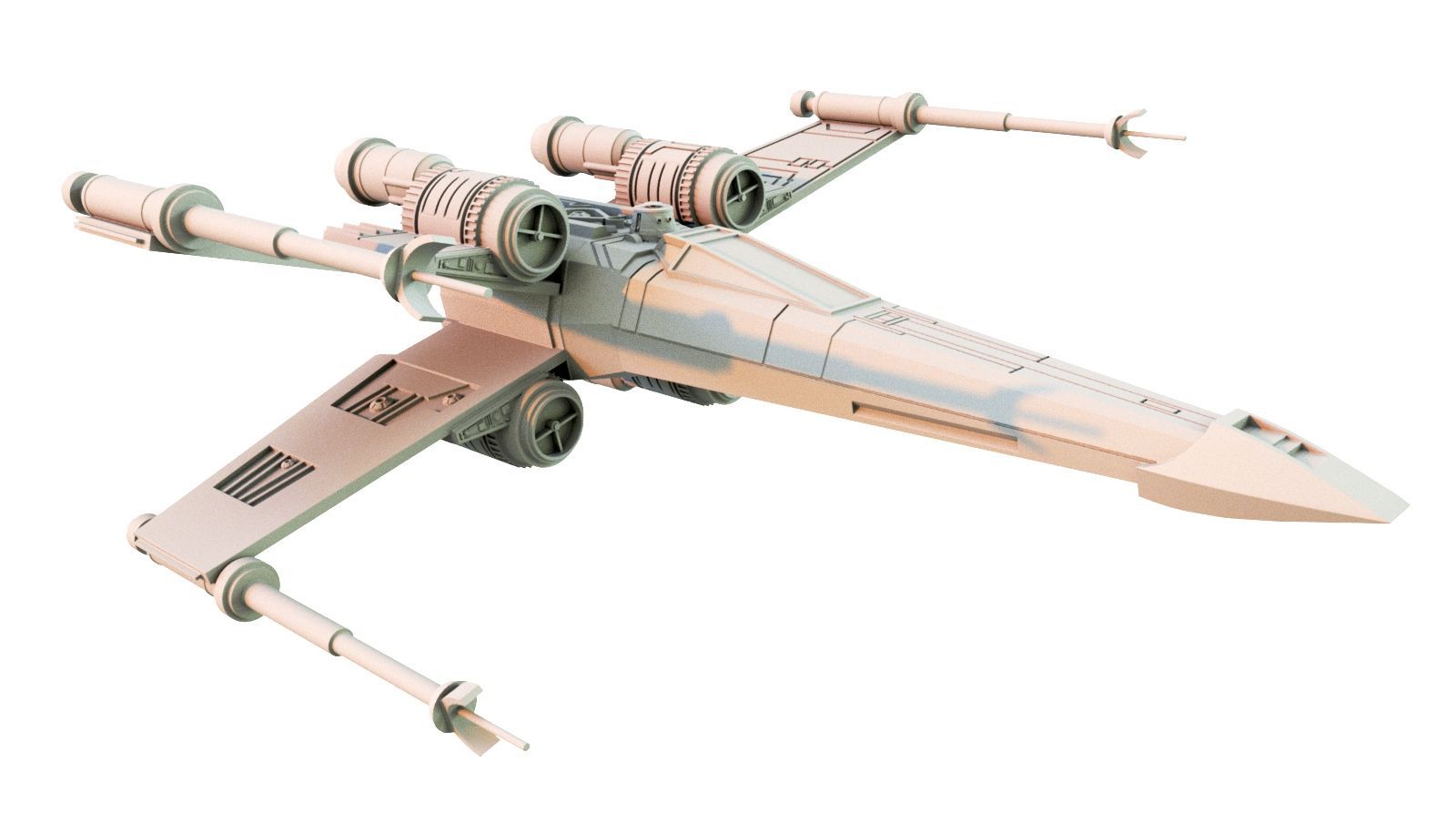
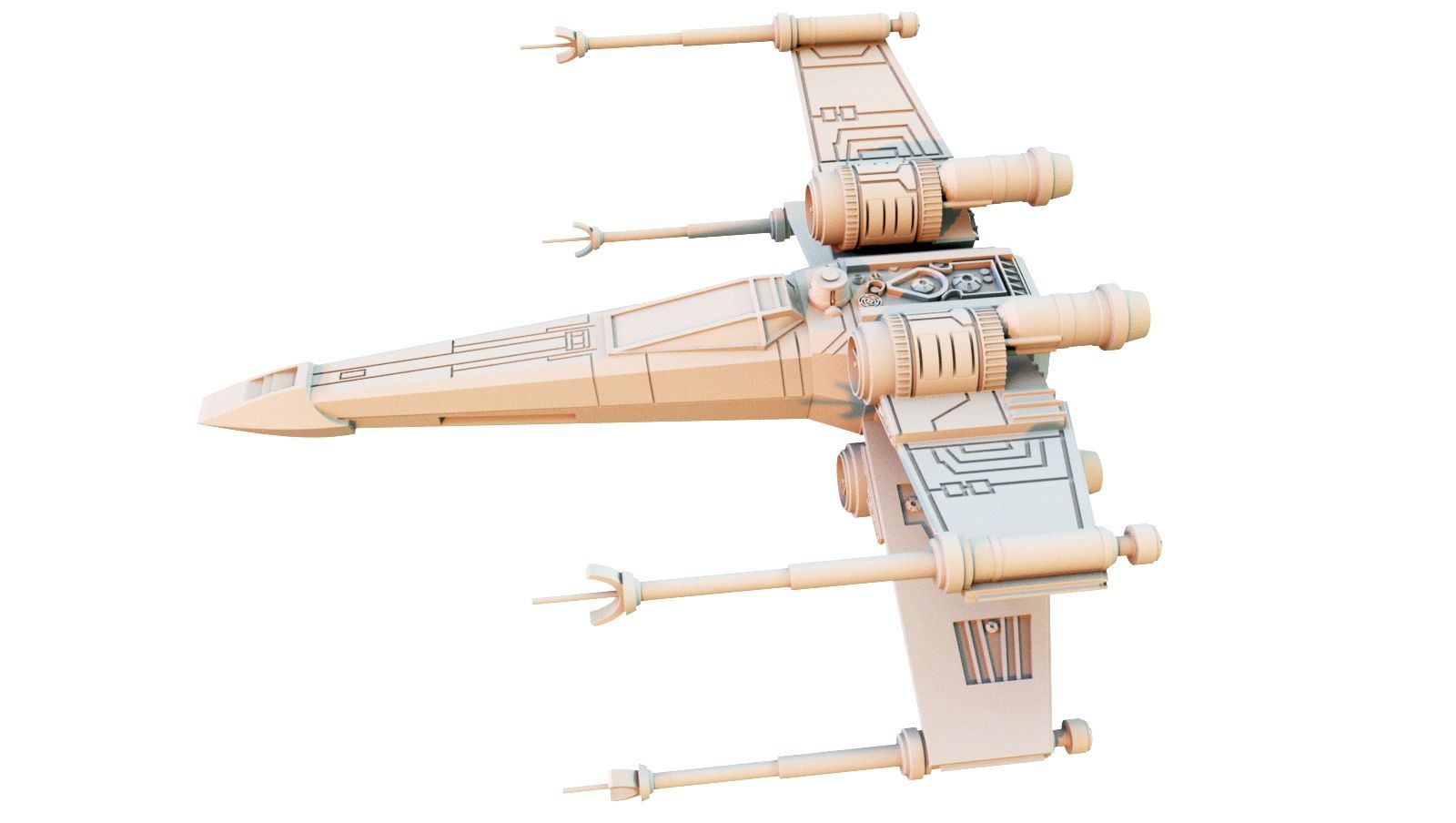
Bonjour à tous, voici quelques réalisations provenant d'une galaxie très lointaine

 1 point
1 point -
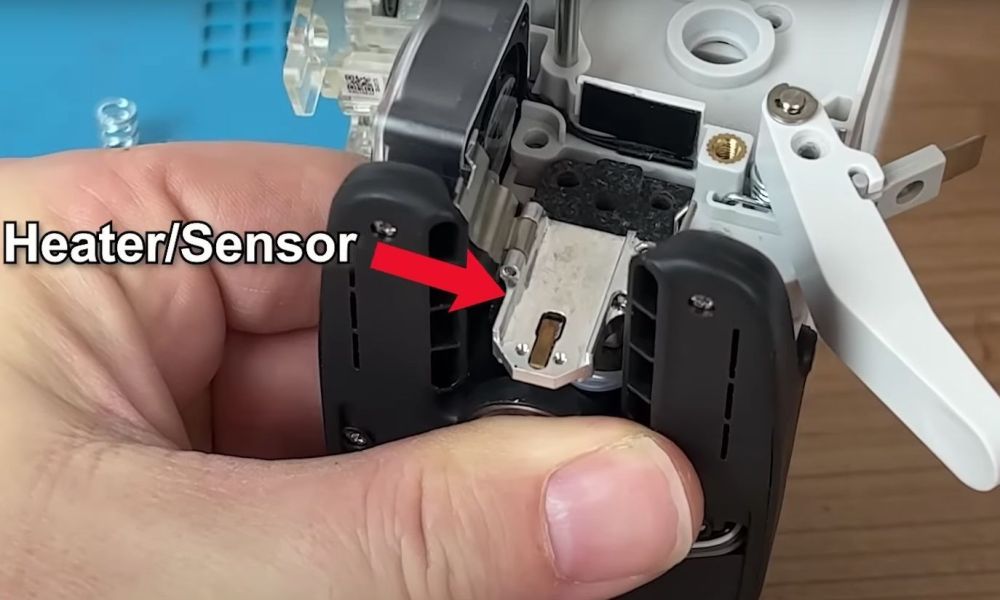
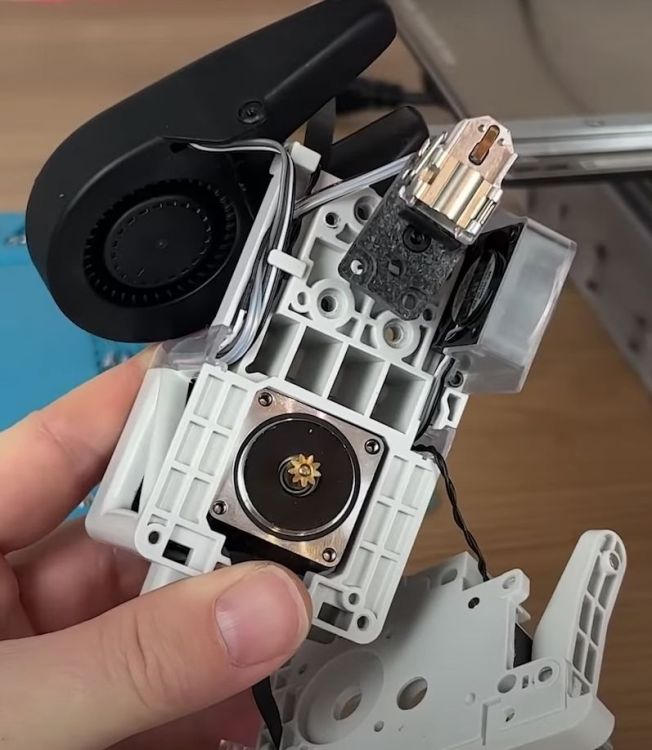
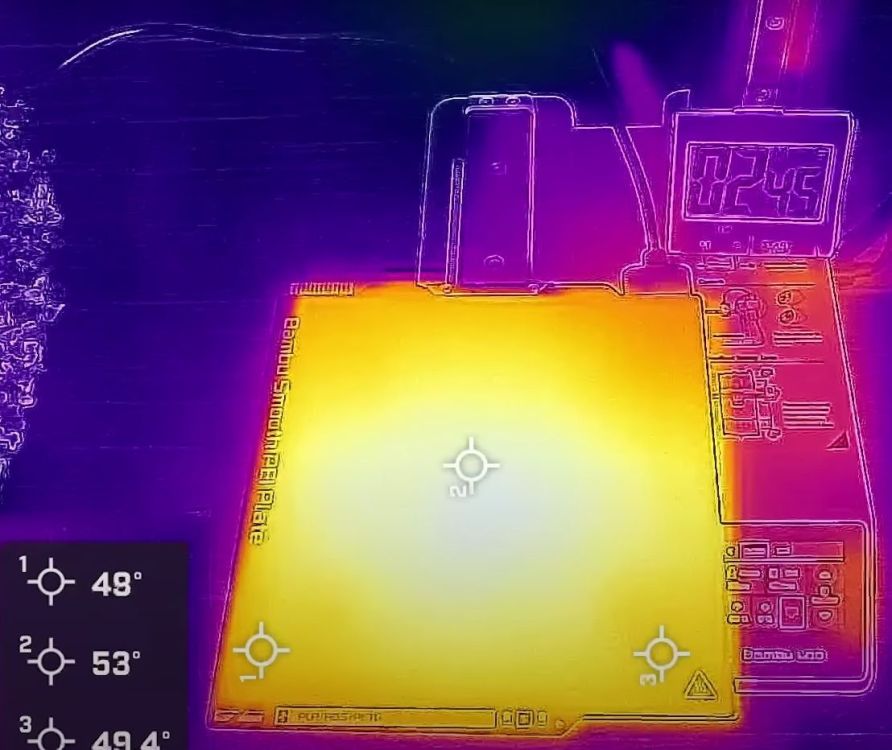
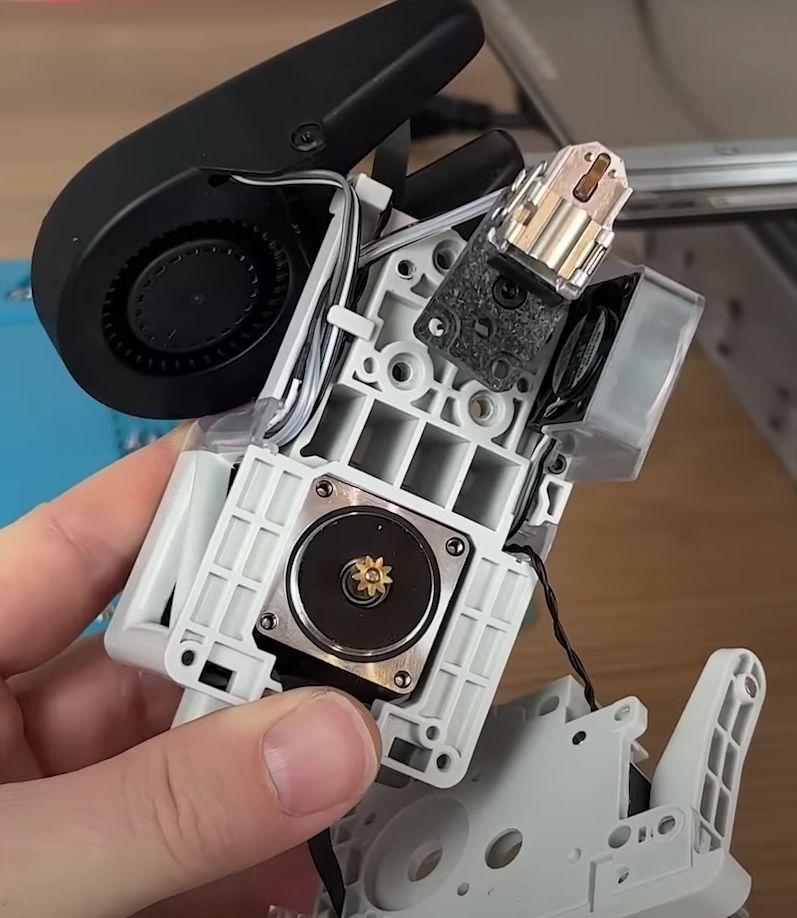
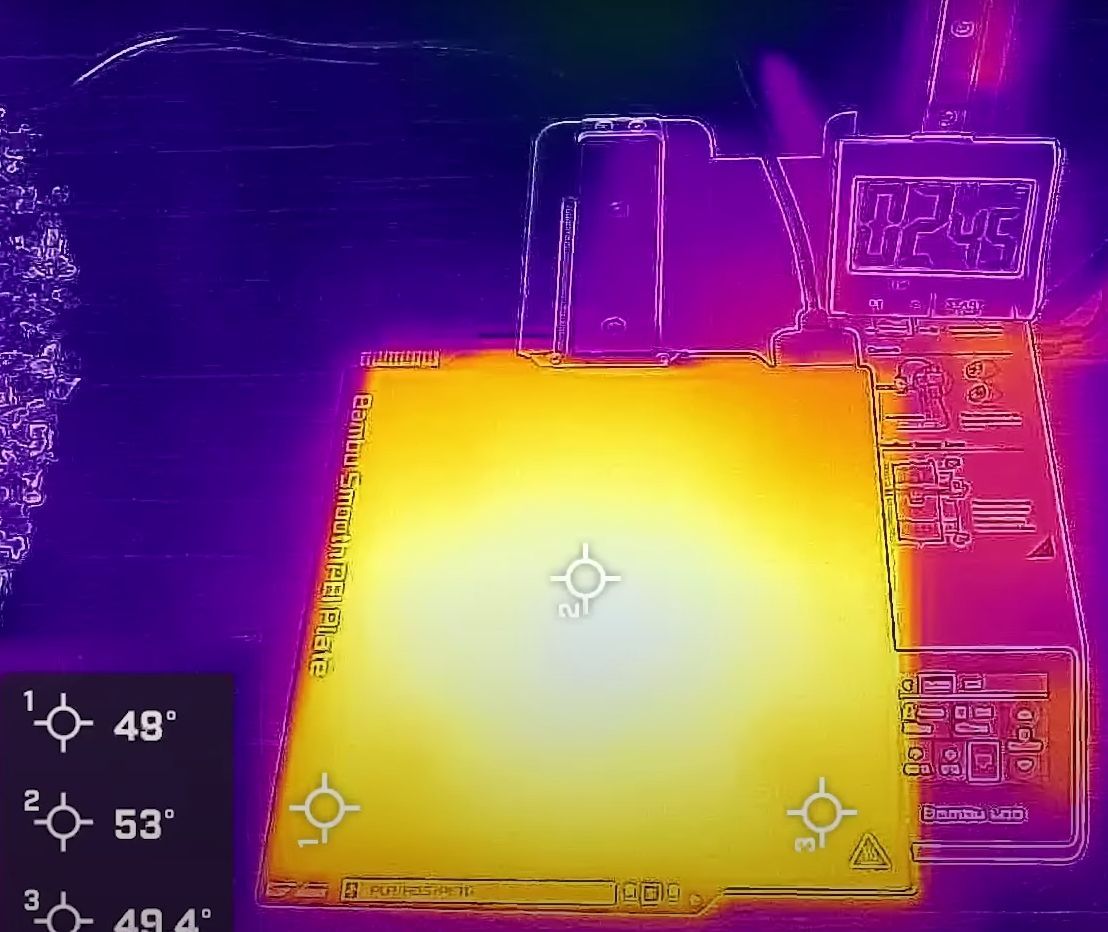
Bon, je pense qu'elle va être ma prochaine imprimante. Donc, je suis parti à la pêche aux max d'infos, comme toujours avant de faire l'achat d'un produit au prix conséquent. Voilà ce que j'ai trouvé grâce a un youtubeur qui a complètement démonté la bête. Le plateau alu fait 2mm d'épaisseur. Il y a un isolant sous le bed. C'est une courroie de 9mm et 6 mm pour l'axe X. la température est plutôt homogène . Il met 2: 40s pour atteindre 60° . Si le bed est limité à 80° c'est sans doute à cause de l'alimentation qui n'est que de 150W. Le système de la hotend est vraiment astucieux. Ça bosse dur chez bambu... La hotend n'a ni capteur, ni cartouche de chauffe (ils sont intégrés à l'extrudeur). C'est ce qui permet un retrait de la hotend ultra-rapide. La buse est chauffée par contact. Pleins d'autres infos ...




 1 point
1 point -
Les axes ont été calibrés ?1 point
-
oui il faudra le remettre dans ce cas mais logiquement rien t'empêche de le mettre en start gcode1 point
-
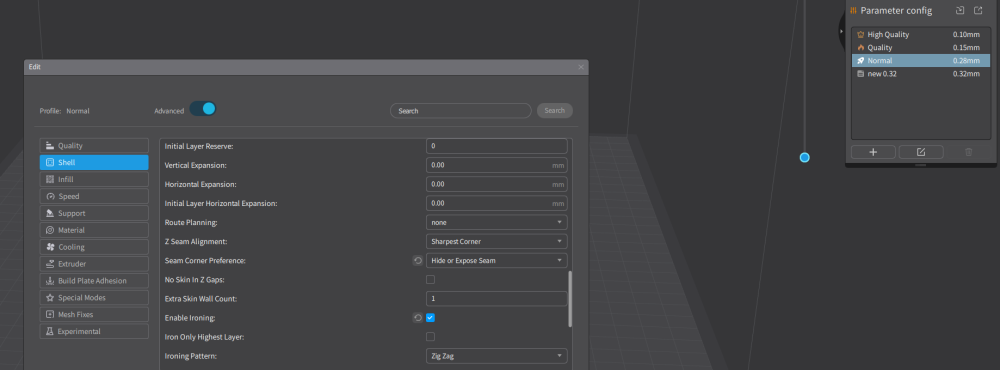
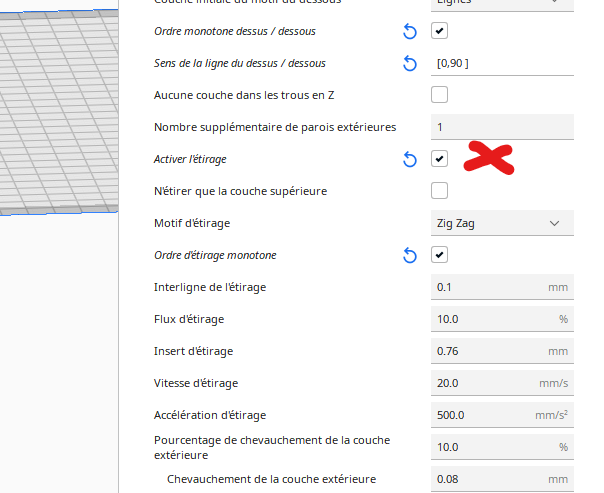
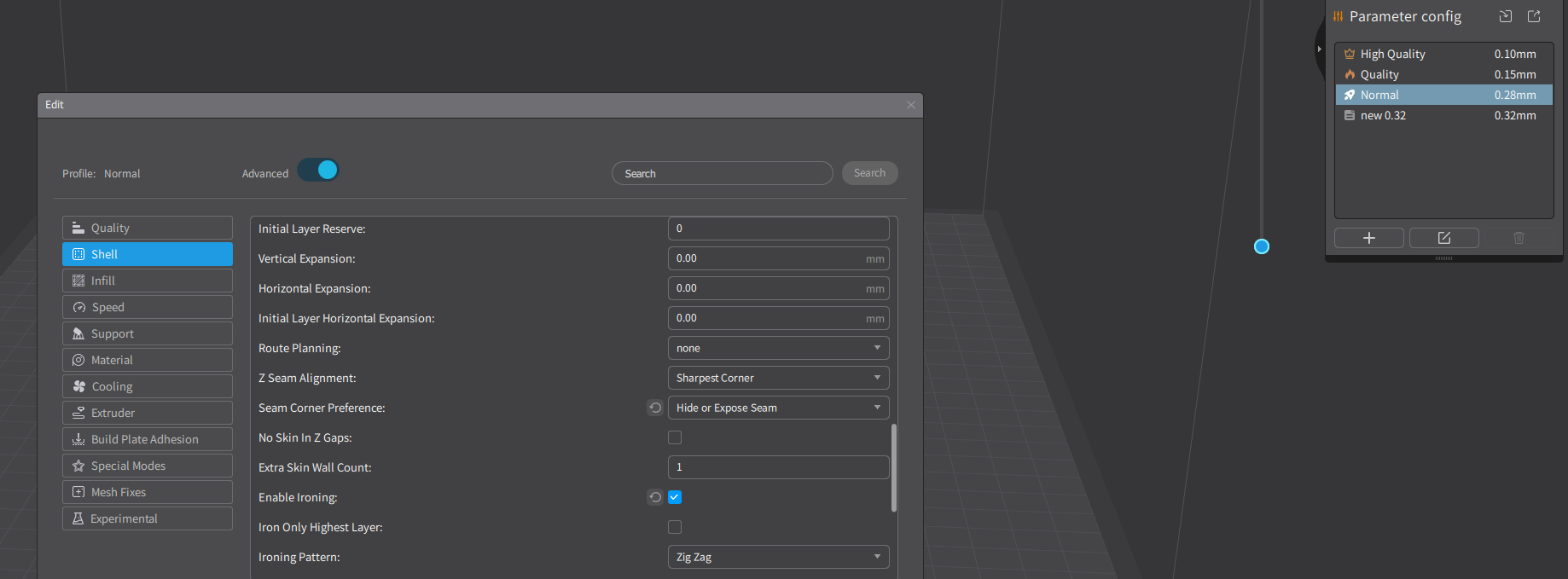
c'est là : Edit profil : "enable ironing" à cocher. et éventuellement cocher "iron only highest layer" selon le forme de la pièce.
 1 point
1 point -
Salut @isidon et @PPAC désolé de la réponse tardive mais l'invocation à pris du temps j'étais de sortie chez notre ami Gaulois Astérix en famille, je rentre fatigué et vous m'invoquer sur un truc complexe a analyser . Bon récapitulons le soucis de Y endstop qui fonctionnait pas est réglé ! Mais tu a toujours un soucis de Y home qui semble aller trop en arrière et des décalages de couche c'est bien cela ? Pour le Home du Y j'aurais tendance a pensé que soit il y a un coquille dans le firmware (c'est quoi du Klipper ou Marlin ? si Marlin y a t'il des sources ?) soit le Y endstop est pas placer comme il faut pour une pièce de buter placer sous le bed manque ? Dans les firmware tu peux indiquer a quelle distance en mm le point 0 est par rapport endstop. On t'il sortie un firmware correctif ou si Klipper un printer.cfg d'une nouvelle config klipper. Pour le décalage de couche tu pourrais avoi un soucis de driver defaillant, de moteur defaillant de connecteur ou cable, ou un ajustement de courant pas optimum. As tu possibilité de dire le type de driver que tu as de carte mère de firmware et la référence moteur si il y en a eu. @PPAC y a de forte chance même sous firmware Marlin qui la carte mère gère les driver en UART donc ici on ajuste le courant niveau soft y a moyen de connaitre les valeur et les ajuster en soft logiquement via pronterface sous Marlin. P.S: moi j'ai enfin après 1 mois les pièces de remplacement pour la KLP1 qui si elle est capable d'imprimer a un moteur qui manque clairement de couple par rapport a l'autre et support pas plus de 250mm/s a 20k d'accélération alors que le second aucun soucis donc j'ai sur des impression supérieur a 250mm/s parfois des defaut potentiel sur des forme circulaire. On a pas de bole sur les dernières machines de test1 point
-
Dans Cura "activer l'étirage"
 1 point
1 point -
Peut-être la prochaine mise à jour ?1 point
-
Perso je suis à 80°C sur mon plateau (aussi en PEI texturé) pour du PETG, alors que quand j'étais à 60°C j'avais de gros soucis d'adhérance1 point
-
Oui, ils se nomment «organic» sur QidiSlicer (et Prusaslicer) Exact. On peut ajouter une macro dans le fichier «printer.cfg». En se basant sur celle proposée par Klipper : En l'adaptant pour la X-Max 3 : Attention, je n'ai pas testé cette macro mais en théorie ça doit fonctionner (le M603 est une macro «Qidi»). Entièrement d'accord Tu n'as pas eu trop de mal à déplacer ses plus de 30 kg ? Le test final pour le blog ne devrait plus tarder à paraitre.1 point
-
Ou résoudre ?!?1 point
-
Avec ma CR10 V2 qui possède la même plaque en verre, je n'ai jamais eu besoin de rien d'autre qu'un bon réglage du Zoffset. Après refroidissement, la pièce se décolle toute seule.1 point
-
Rétraction c'est mieux au niveau français !!!? autrement néologisme pas encore académique, bien que solutionner m'a apparru toujours bizarre, même si la première fois officielle est sortie de VGE ancien Enarque. on est (était) censé utiliser resoudre.1 point
-
Comme dit par @RFN_31. Mais je tiens a souligner que pour moi, le premier paramètre a ajuster pour réduire le "Stringing" c'est la température d'impression ( plus on se trouve dans la fourchette base des température d'impression d'un filament, moins le filament est fluide et risque de suinter du nez de la buse le temps des déplacements.) Après il faut regarder la "vitesse de déplacement" ( a ne pas confondre avec les "vitesse d'impression de *" ) Et il faut aussi ne pas être en sur-extrusion ( avoir bien ajusté le "débit" ), avoir un ventilateur de l'impression qui fonctionne bien ( flux d'aire bien guidé ). et enfin après cela on fait des essais de distance et vitesses de rétractions.1 point
-
oui le même format avec usb et carte sd, sur le site ils donnent les dimensions et le schéma de branchement1 point
-
Avec un peu de chance, tu n'auras que le pointeau à changer, il a pris grave. Tu peux en trouver en spare si tu n'en as pas de rechange.1 point
-
Bonjour, fais une recherche avec "rétraction" ... Il s'agit d'un paramètre du slicer qui ordonne une rétraction du filament lors des mouvements sans impression (passage d'une pièce à l'autre) pour éviter les suintement. Il faut envisager une rétraction de 5mm pour un bowden et 1mm pour un direct drive, mais ça varie d'une machine à l'autre et en fonction du filament ou de la température.1 point
-
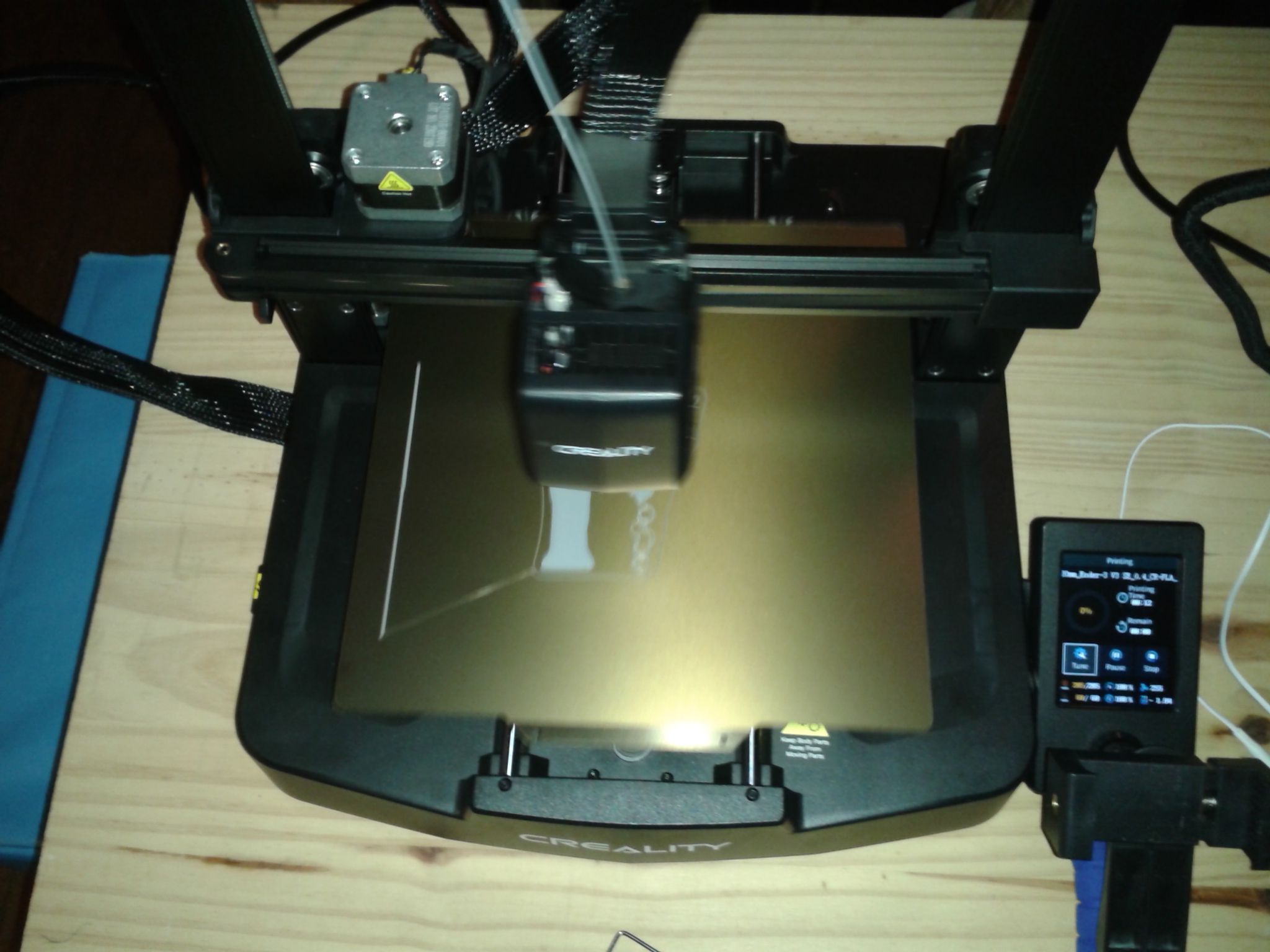
Après un topic ultra détaillé, voici le test et la note finale de @PPAC au sujet de l'imprimante 3D Creality Ender-3 V3 SE ! https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-se-20230929/1 point
-
Hate de voir une video de test complet motard geek. Malgré deux x1 c dans mon atelier, je vais précommander une a1 direct, tellement bambulab ma fait redecouvrir l’impression 3D malgré une petite déception sur le fait que l’ams ne sois pas fermé…1 point
-
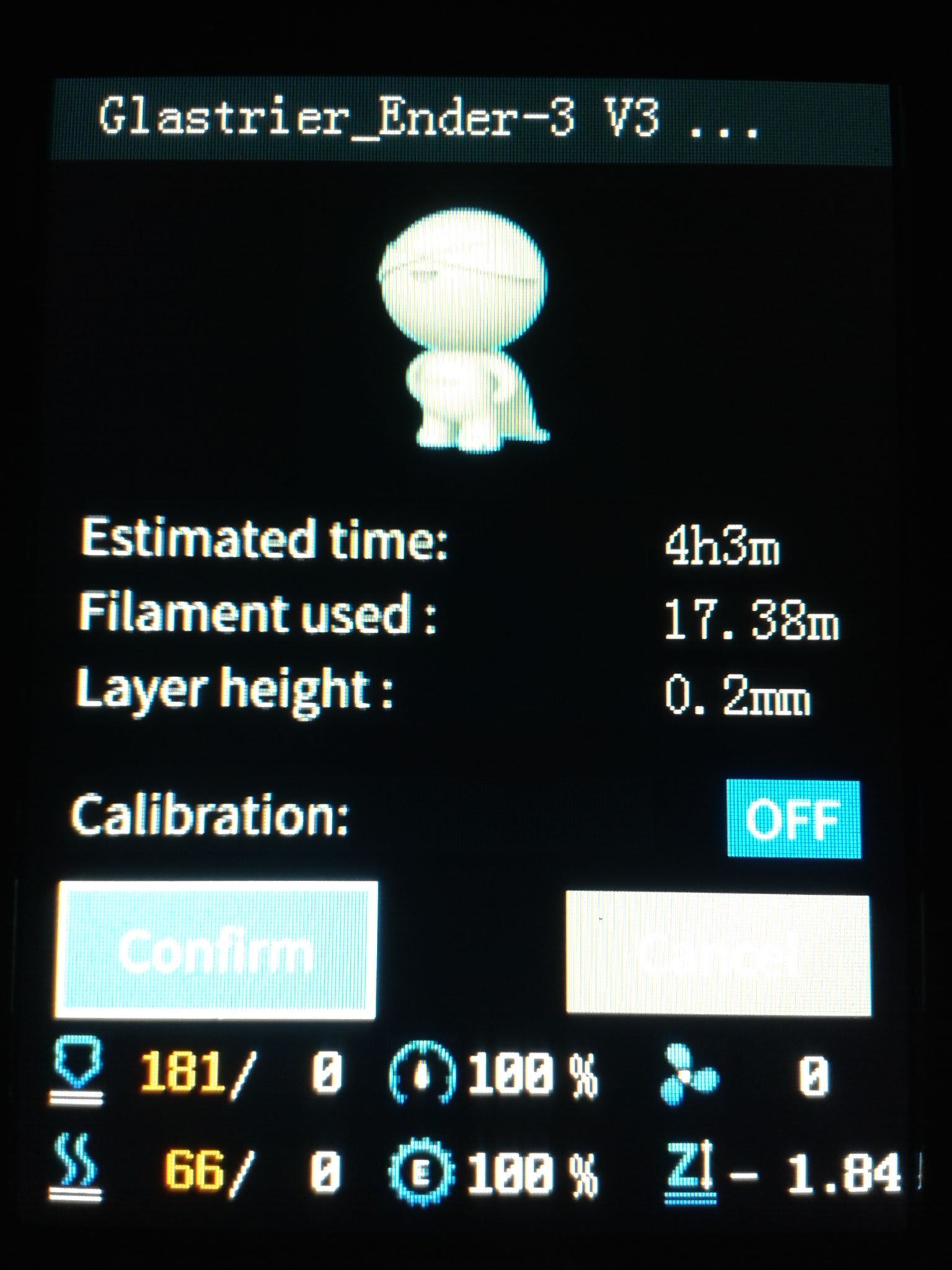
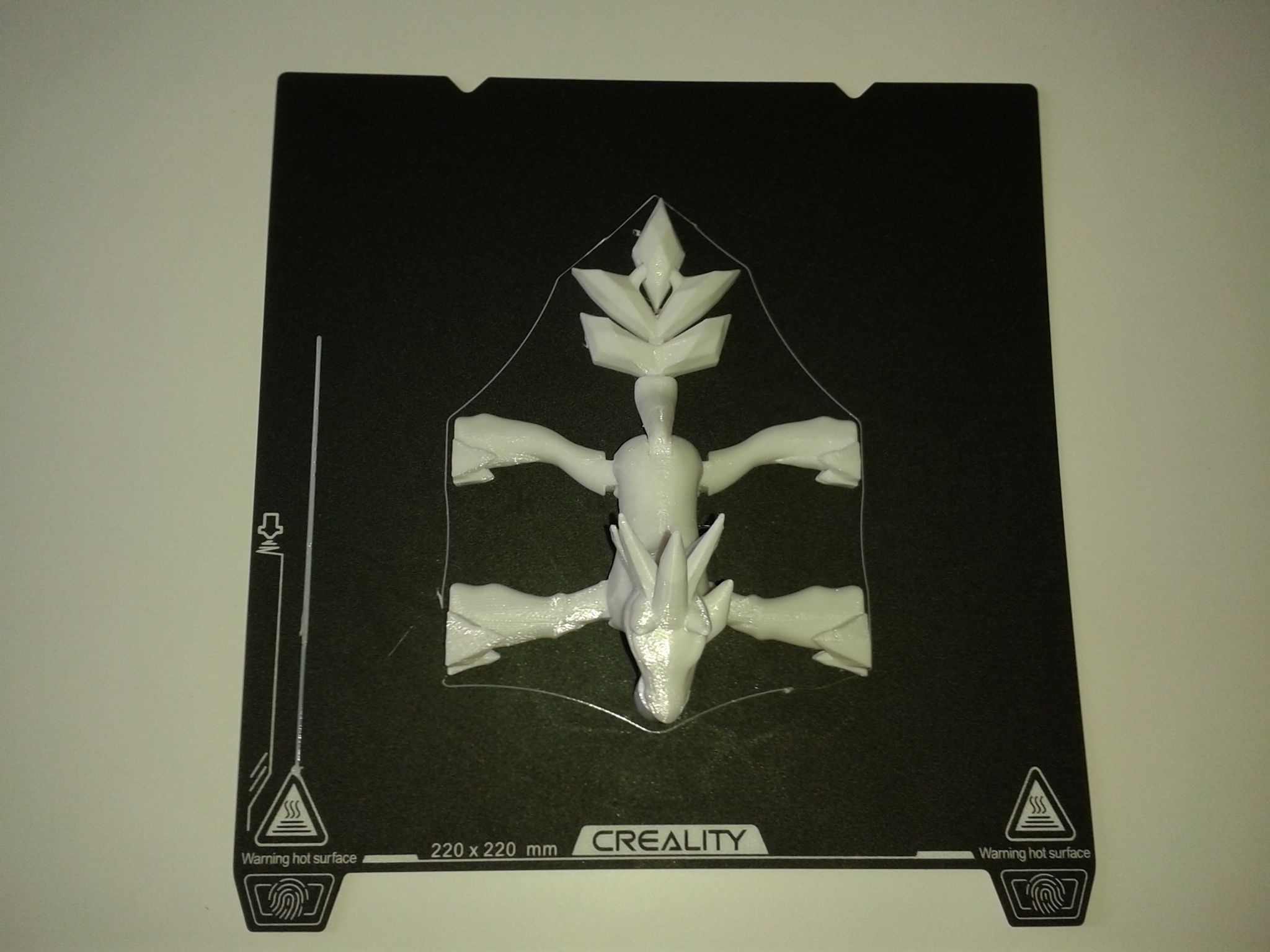
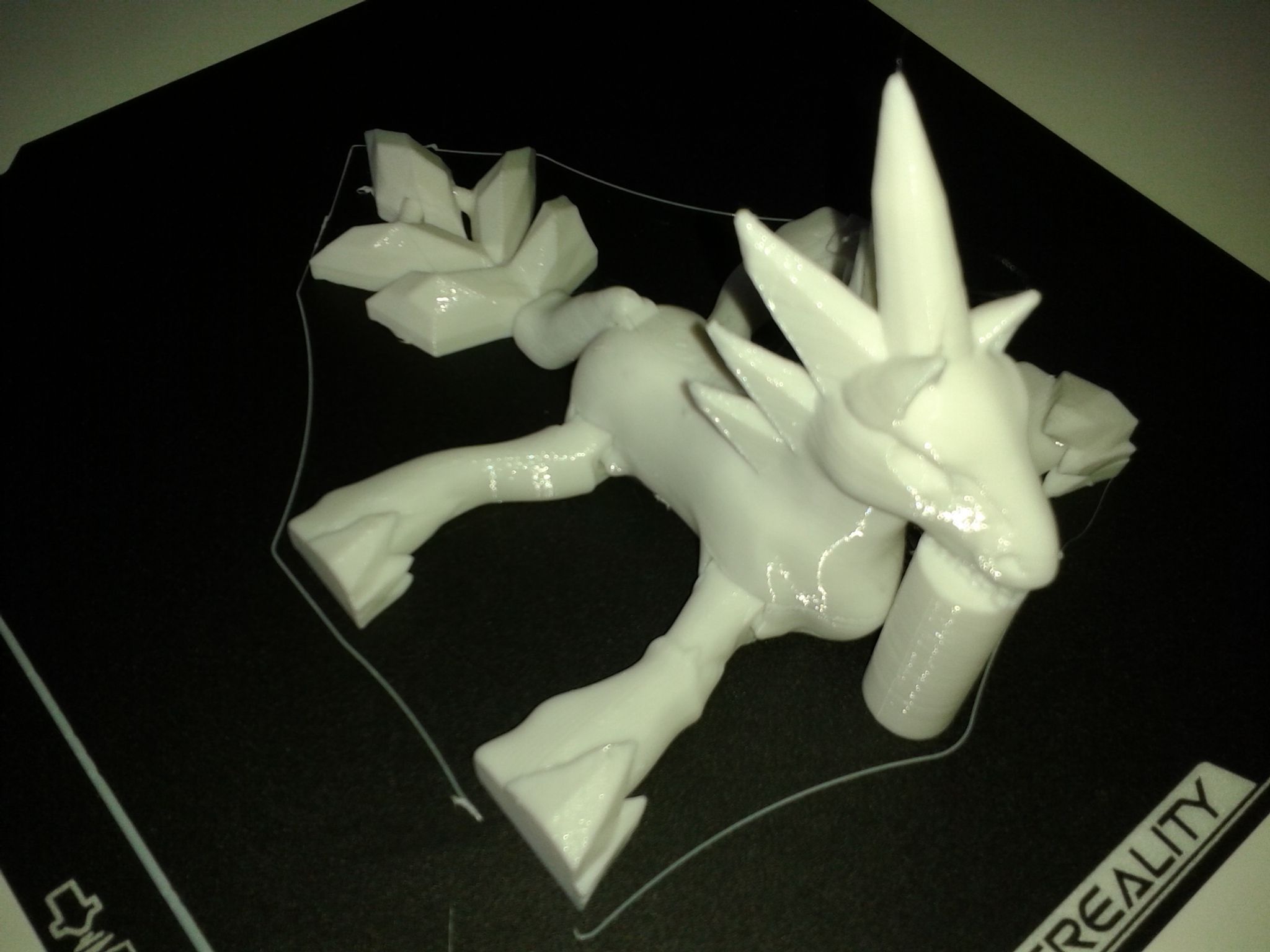
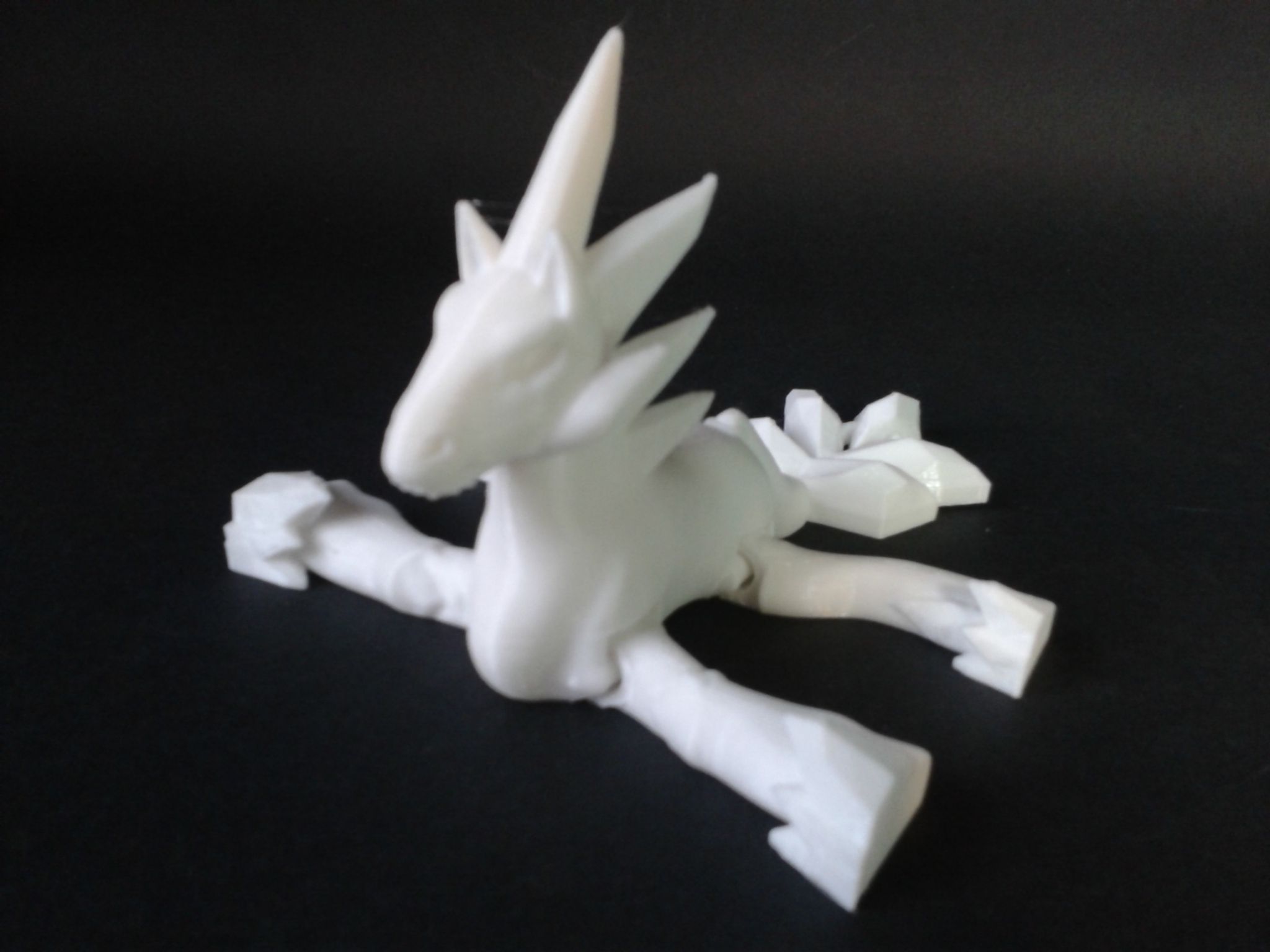
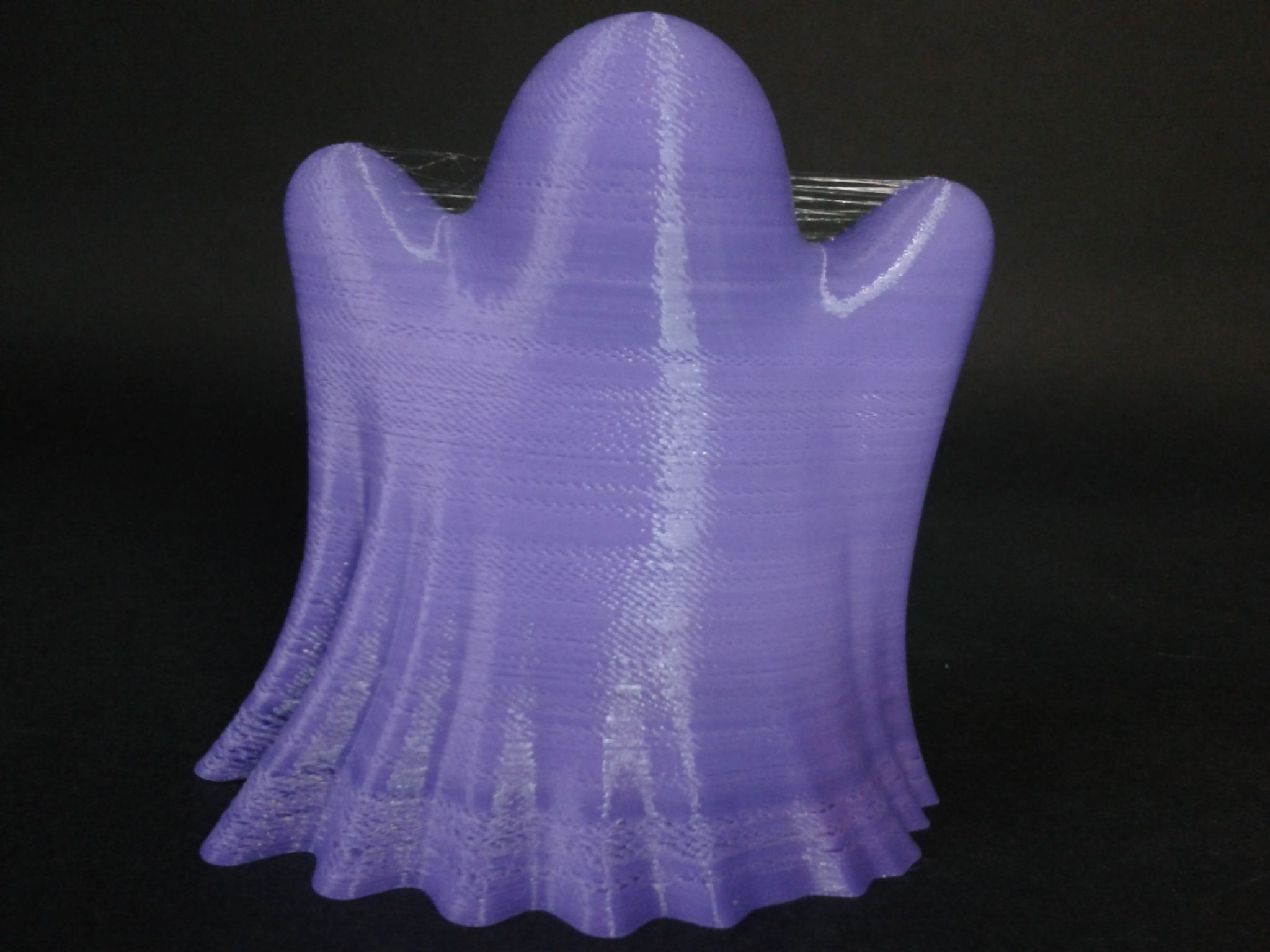
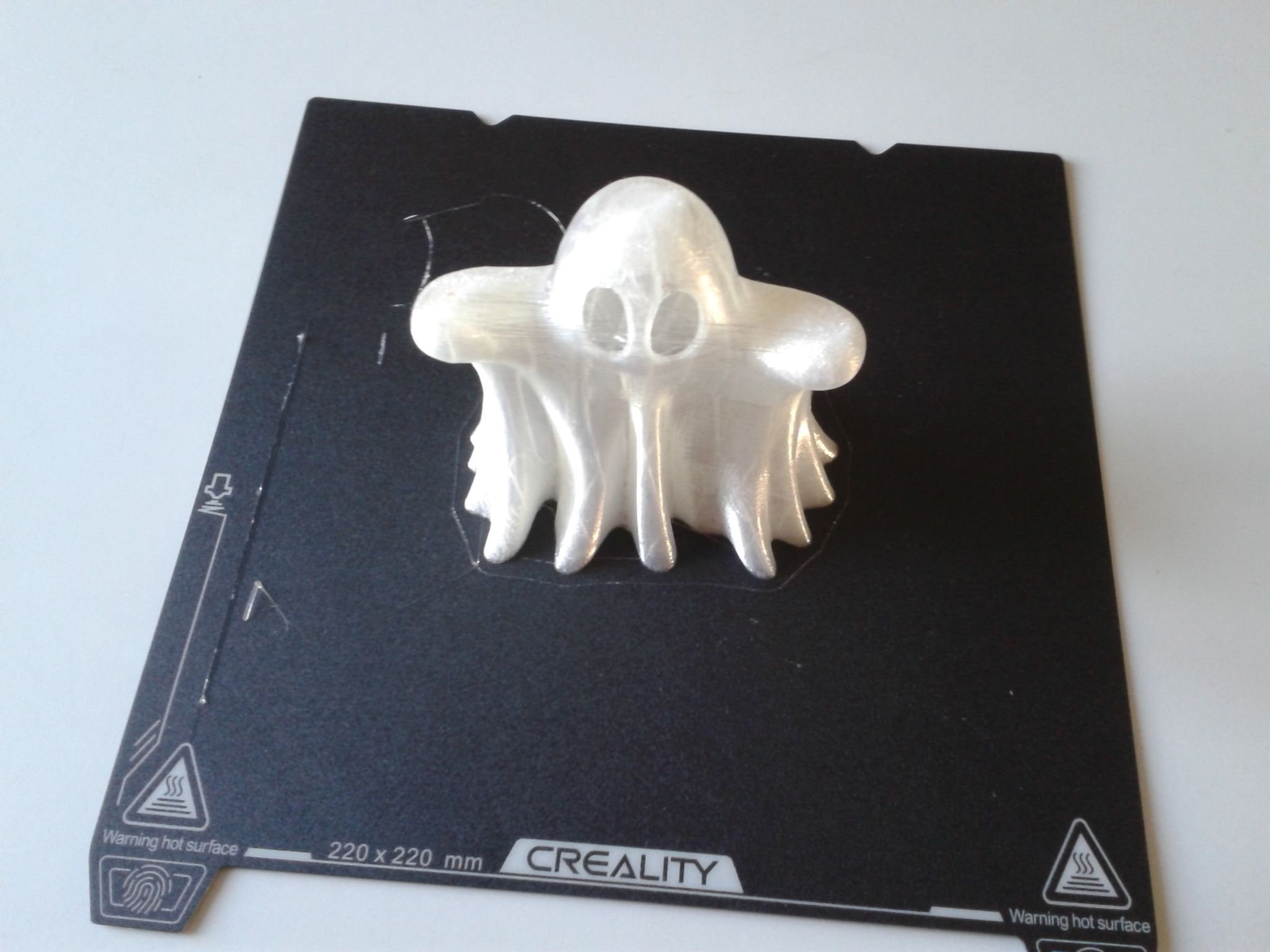
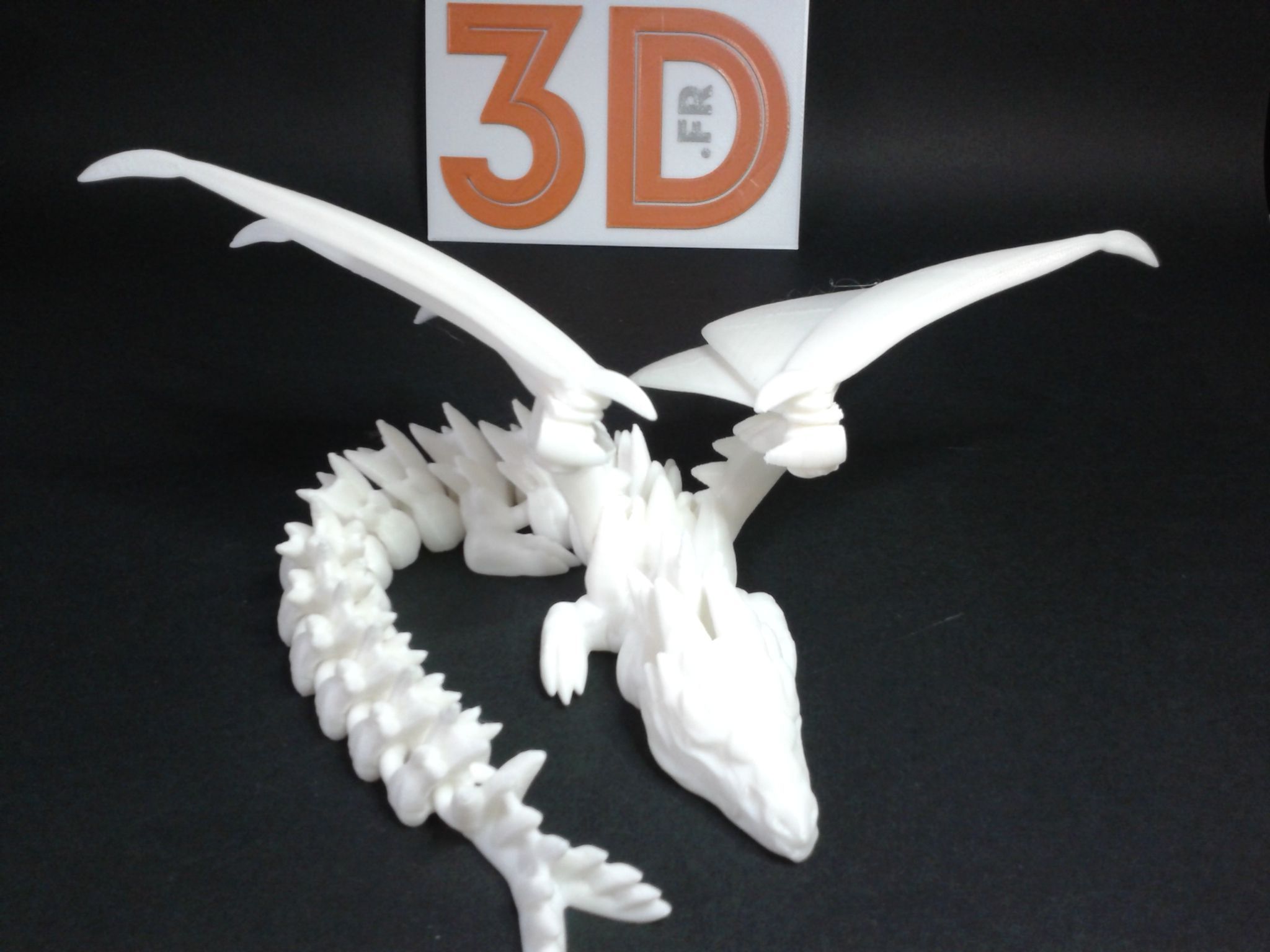
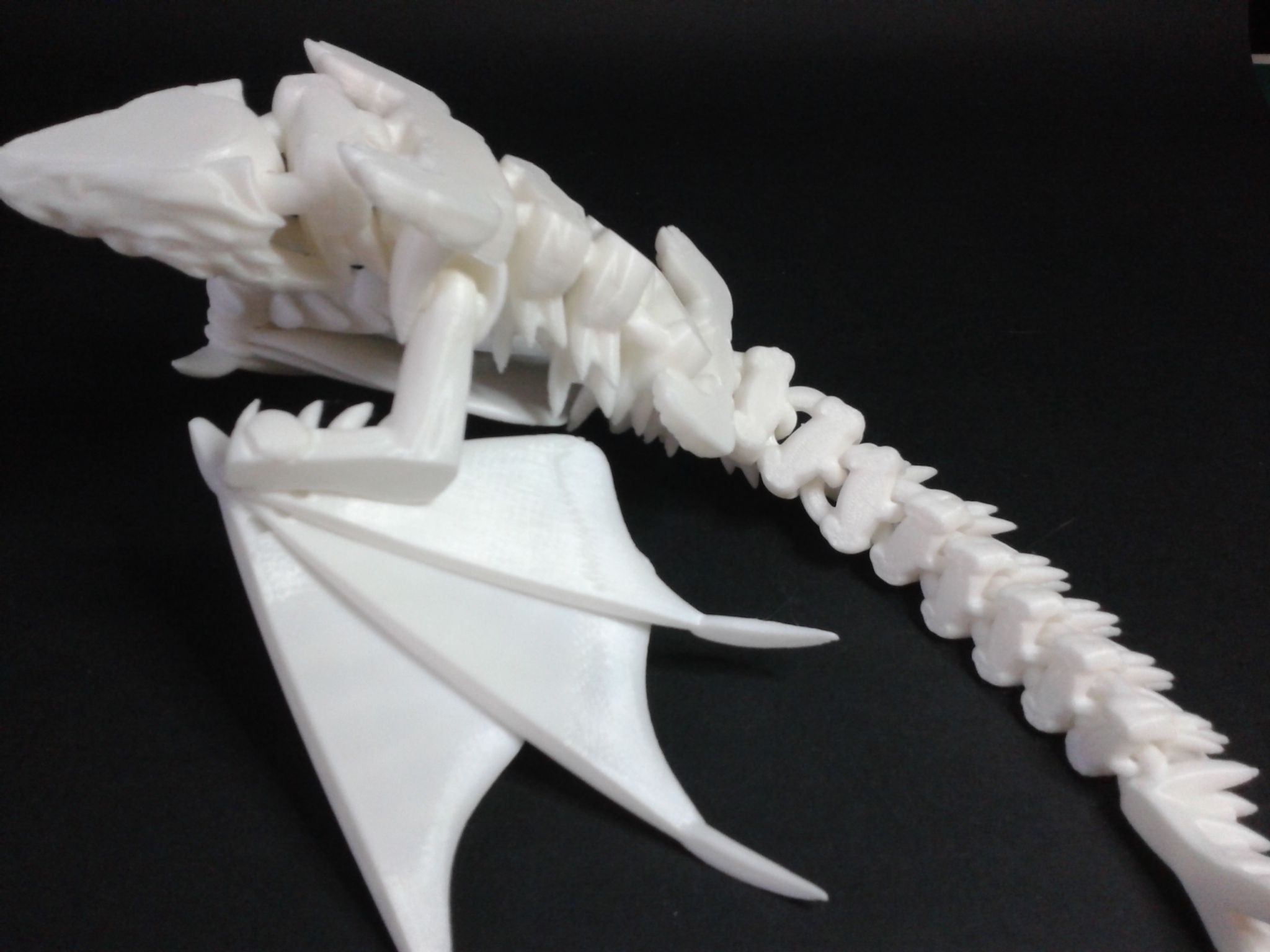
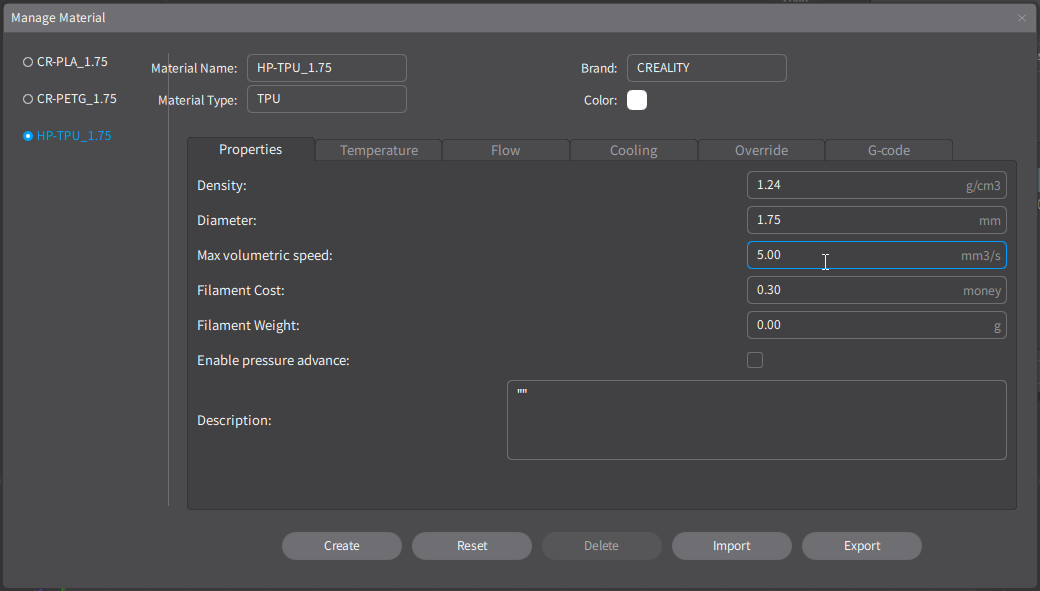
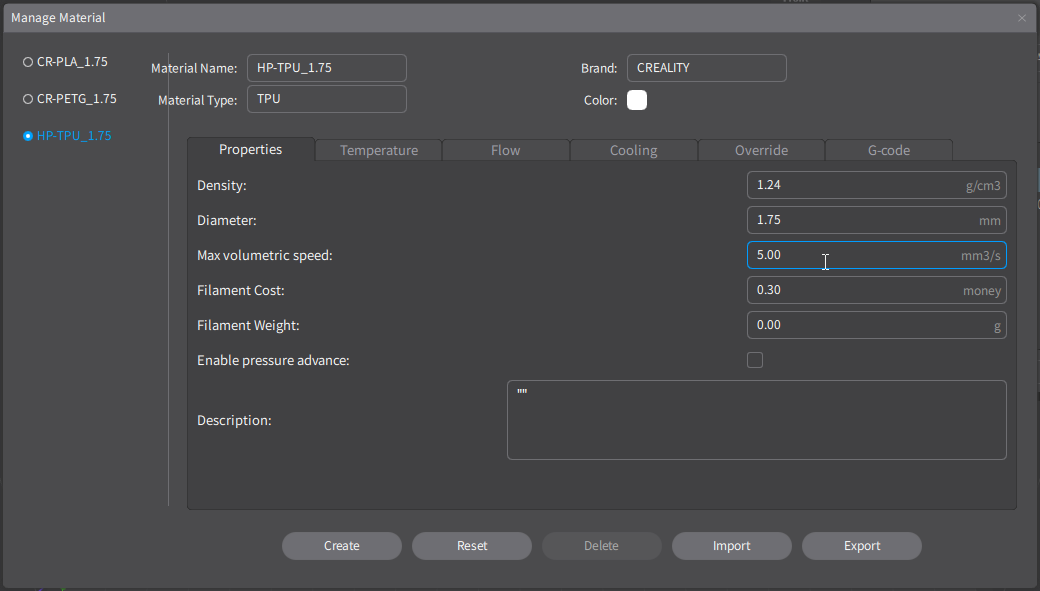
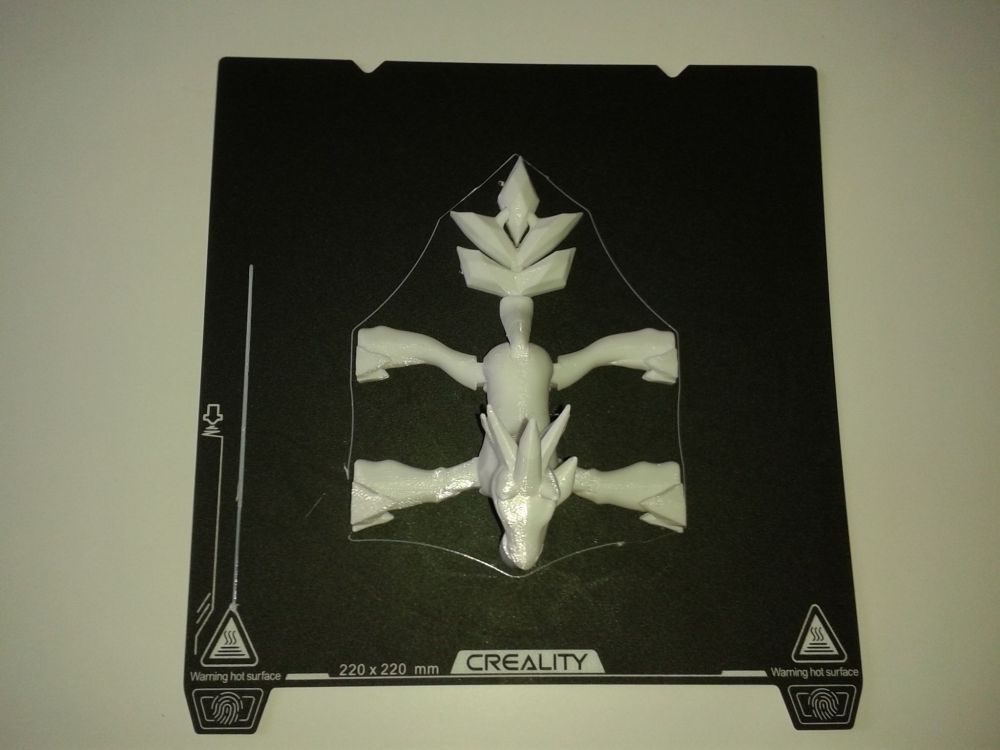
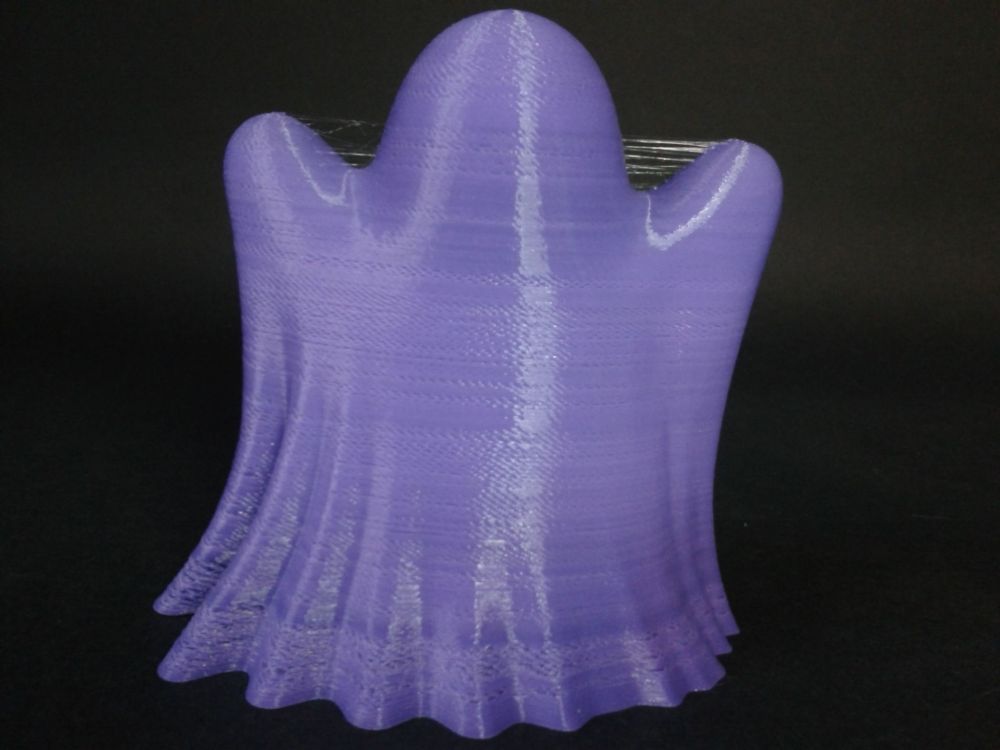
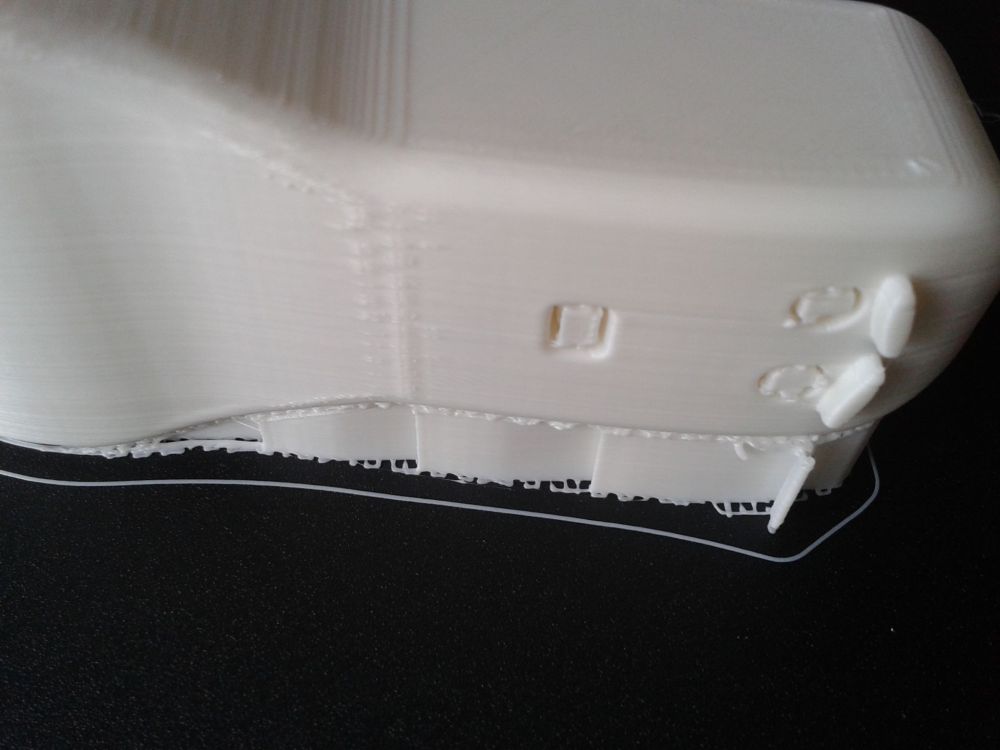
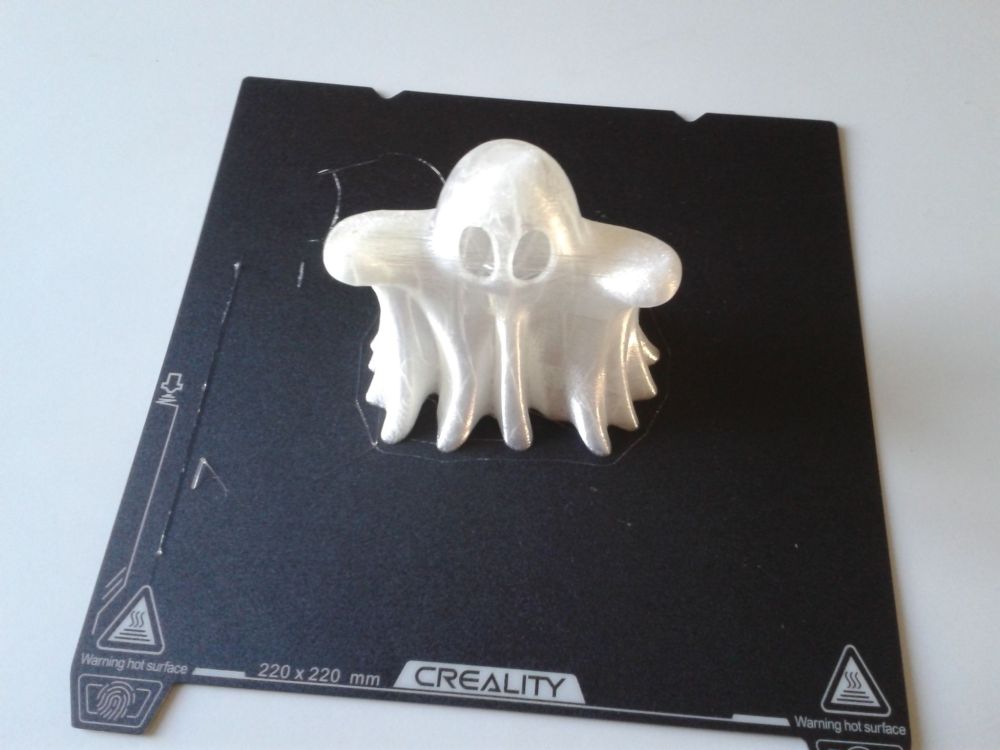
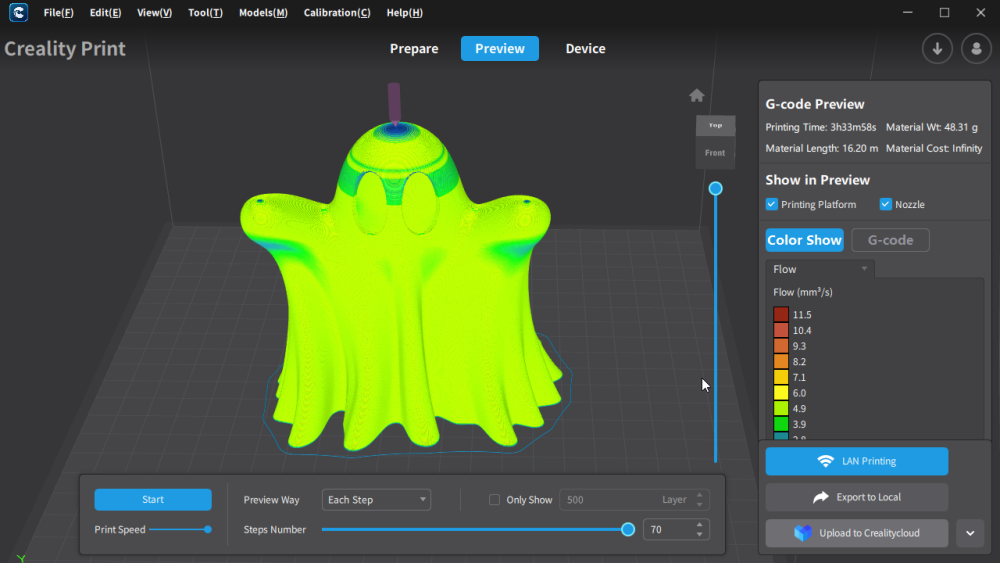
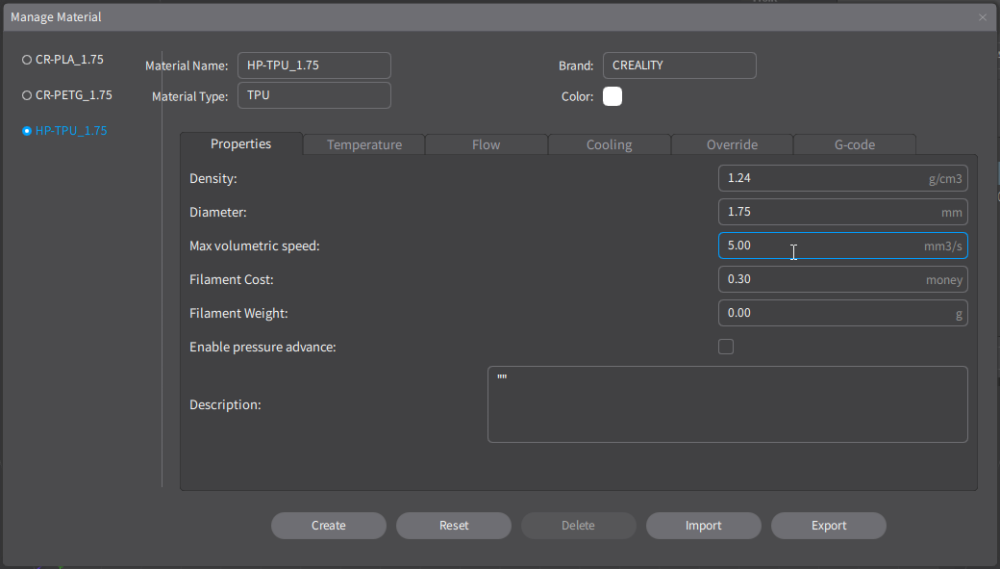
"Glastrier" de "The Dragons Den" https://www.crealitycloud.com/model-detail/636836117d1a436af374496a (payant, mais actuellement gratuit si un compte Creality Cloud Premium) Matériau : Creality CR-PETG blanc ( En utilisant la plaque flexible avec revêtement "PC", mais suite à un 1er essais d'impression où la couche initiale n'a pas bien accroché partout, j'ai stoppé, nettoyé ma plaque à l'IPA 99.9%, puis recommencé en ayant ajusté le Z-Offset) Tu n'as pas gardé le profil d'imprimante que tu avais déjà fait ? mais sinon oui partir d'une profil d'imprimante d'une Ender-3 S1 (car les distance de rétraction sont déjà adaptée) Pour du TPU 95A, il semble possible d'aller jusqu’à 60 mm/s en vitesse d'impression, a condition d’être plutôt dans le fourchette haute de la plage des températures d'impression recommandé pour ton filament TPU. Sinon après un essai avec du TPU 85A, je dirais de légèrement lubrifier le support de bobine pour faciliter la rotation de la bobine ( car cela m'a fait des petits défauts de sous-extrusion, car ma bobine ne se déroulait pas aisément, et donc le filament était tendu/étiré entre la bobine et l’extrudeur ... ) Car, j'ai refait le fantôme avec 100% de remplissage, distance de rétraction de 1.6 mm, et vitesse de rétraction 40 mm/s (et une vitesse d'impression max de 62mm/s pour une hauteur de couche de 0.2 mm avec une largeur de ligne de 0.4 mm, due au "max volumétrique speed (mm³/s)" = 5.0 de Creality Print pour le profil matériau TPU)). Mais cette fois avec un TPU 85A plus souple qu'un TPU 95A. "Ghost Booh" par "BODY-3D" (October 06, 2022) https://www.thingiverse.com/thing:5551428 TPU 85A Violet ArianePlast (Creality Print v4.3.6 (Windows), profil matériau TPU, température d'impression 228°C, Profil qualité "Normal", jupe, remplissage 100%) Sur les photos, les défauts sur les 1ers centimètres sont dus à une bobine qui se déroule difficilement et ils disparaissent ( ou plutôt s’estompent un peut) car après cela j'ai lubrifié le support de bobine.








 1 point
1 point -
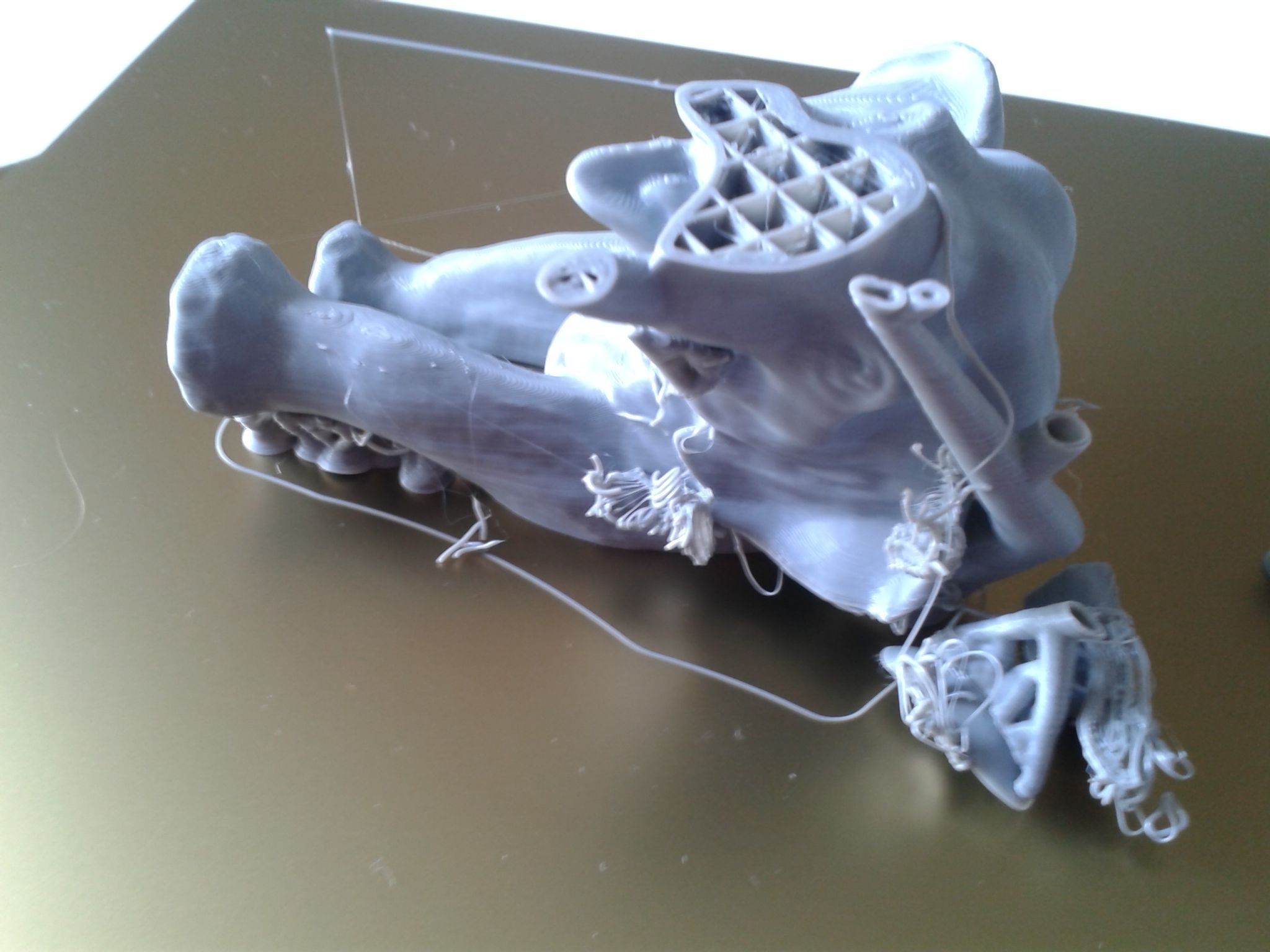
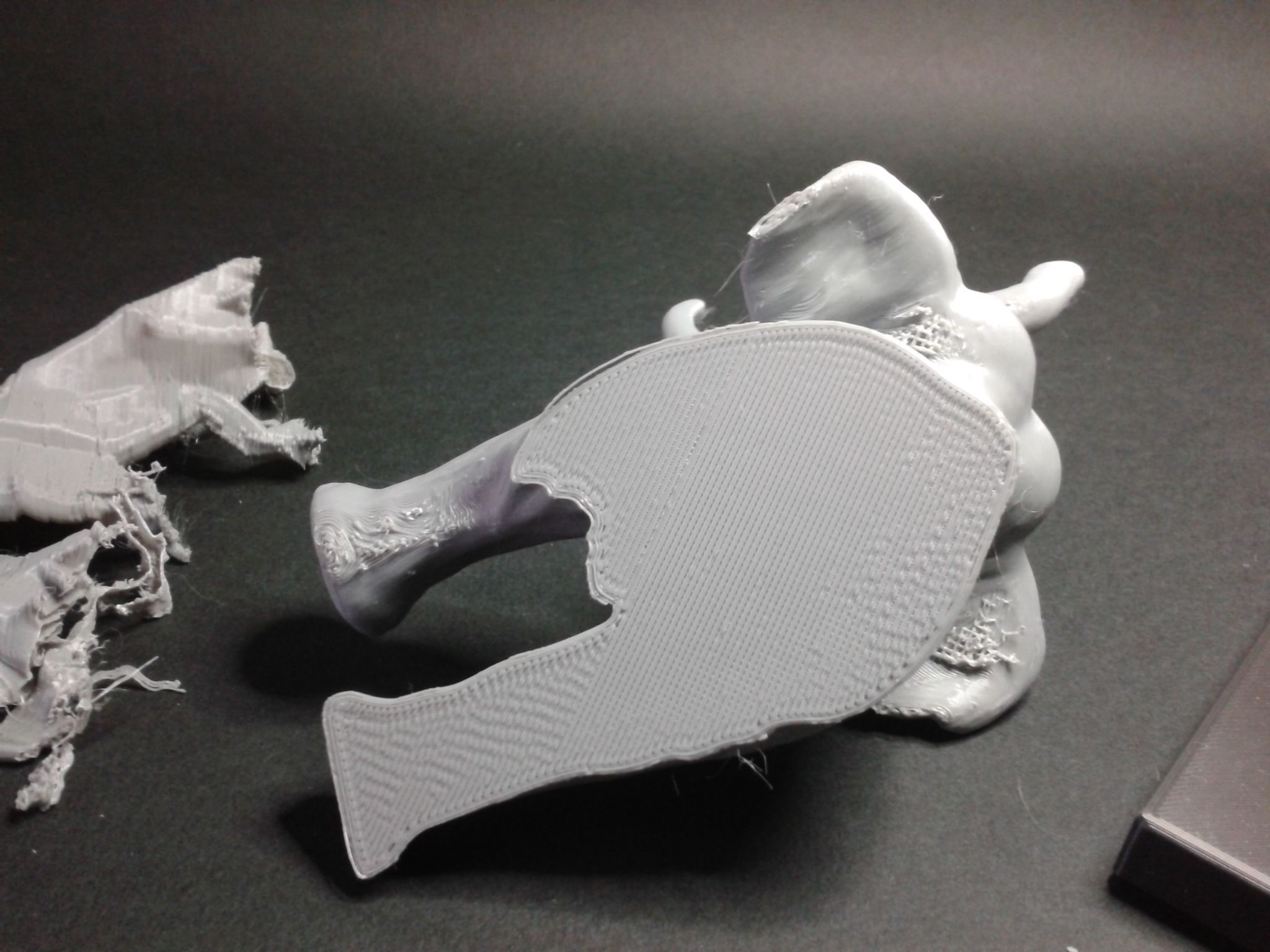
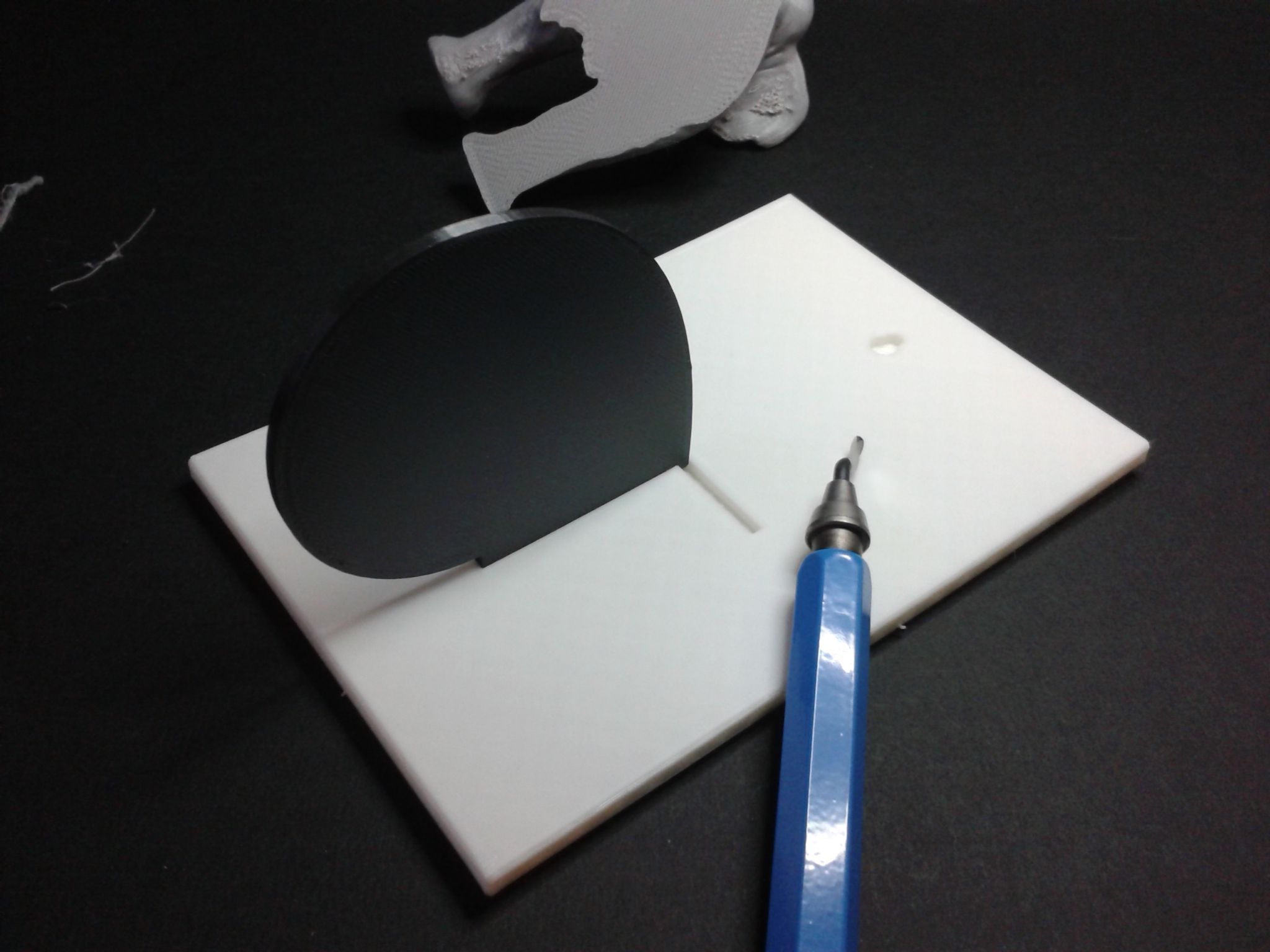
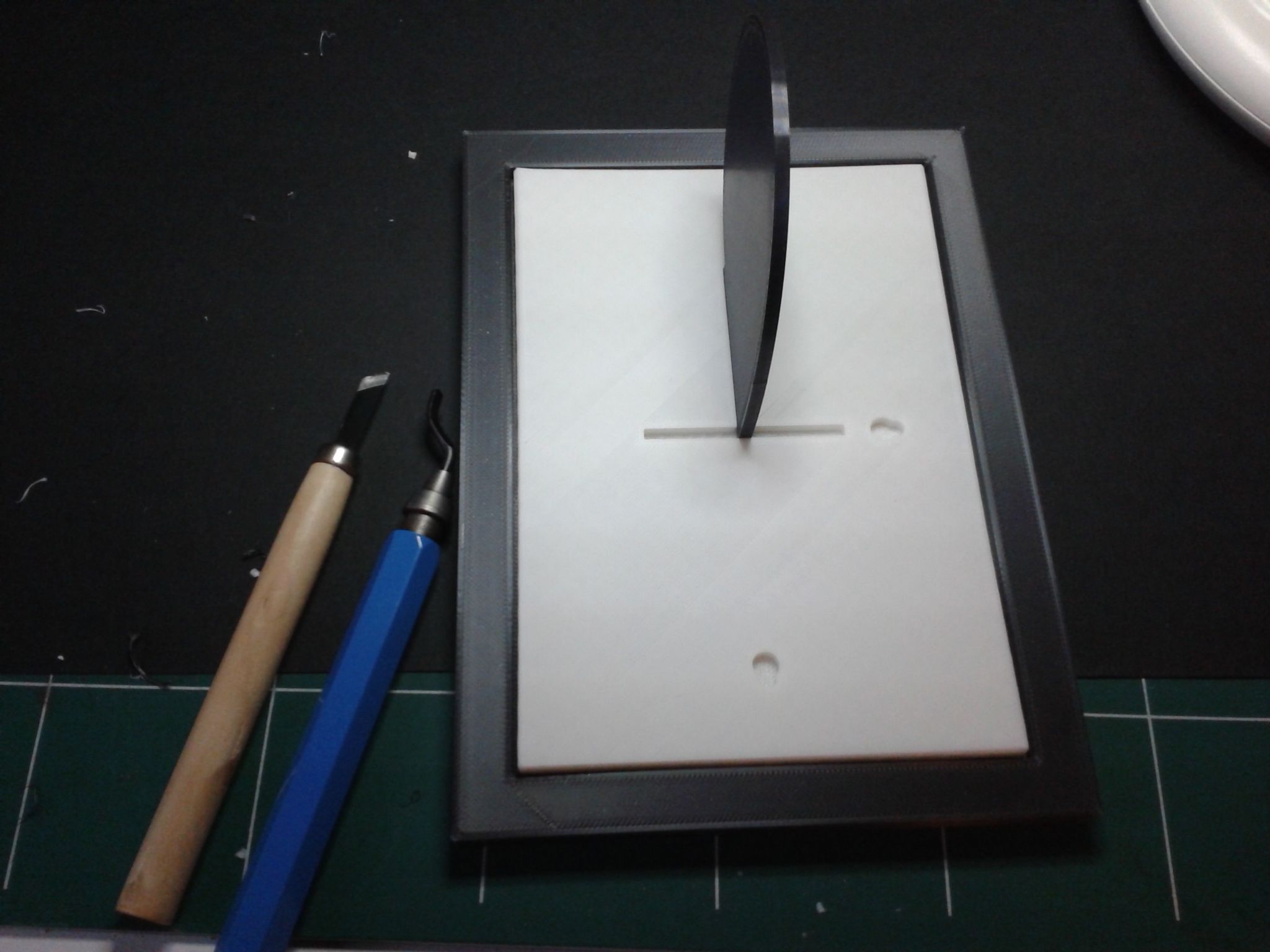
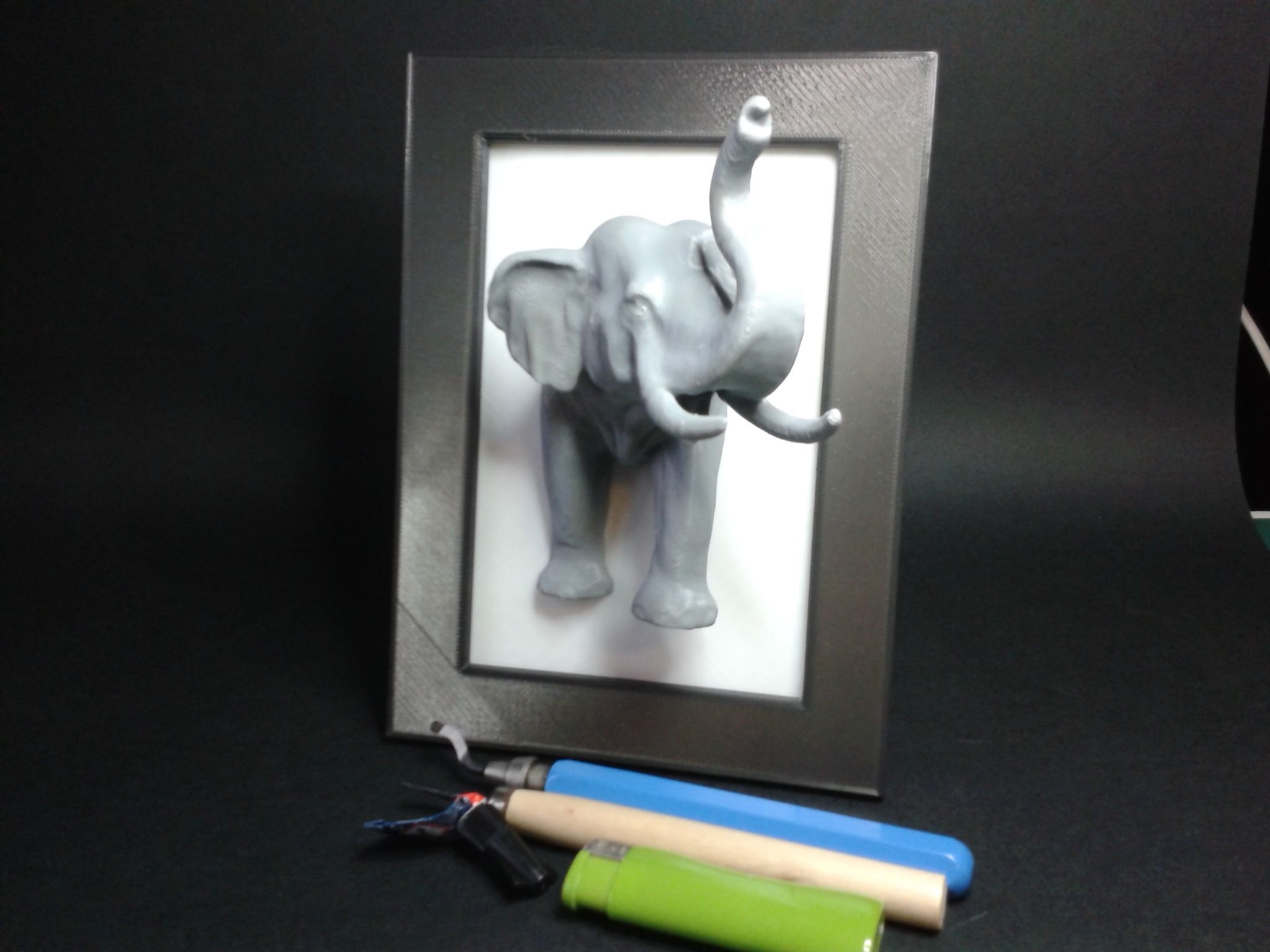
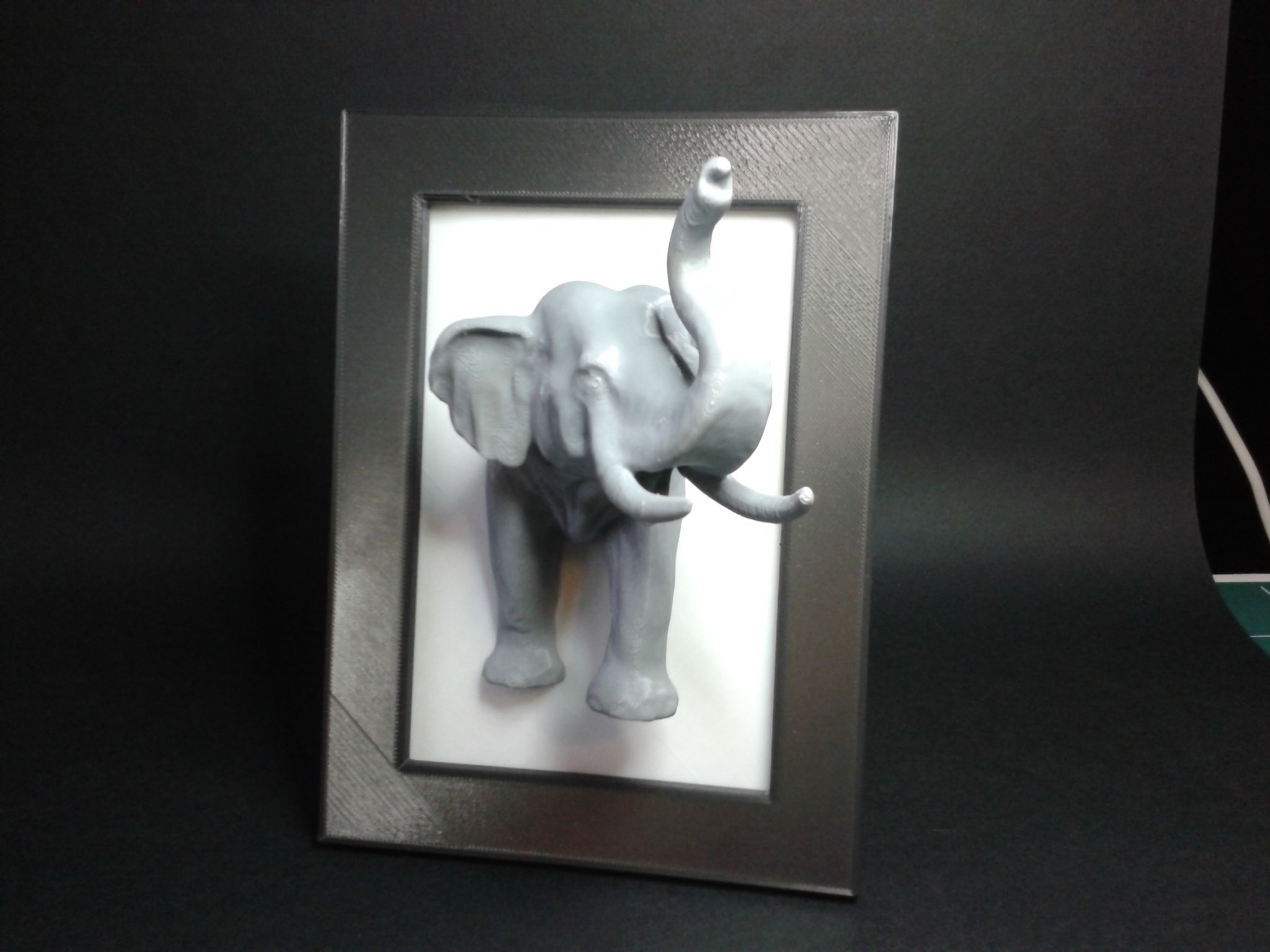
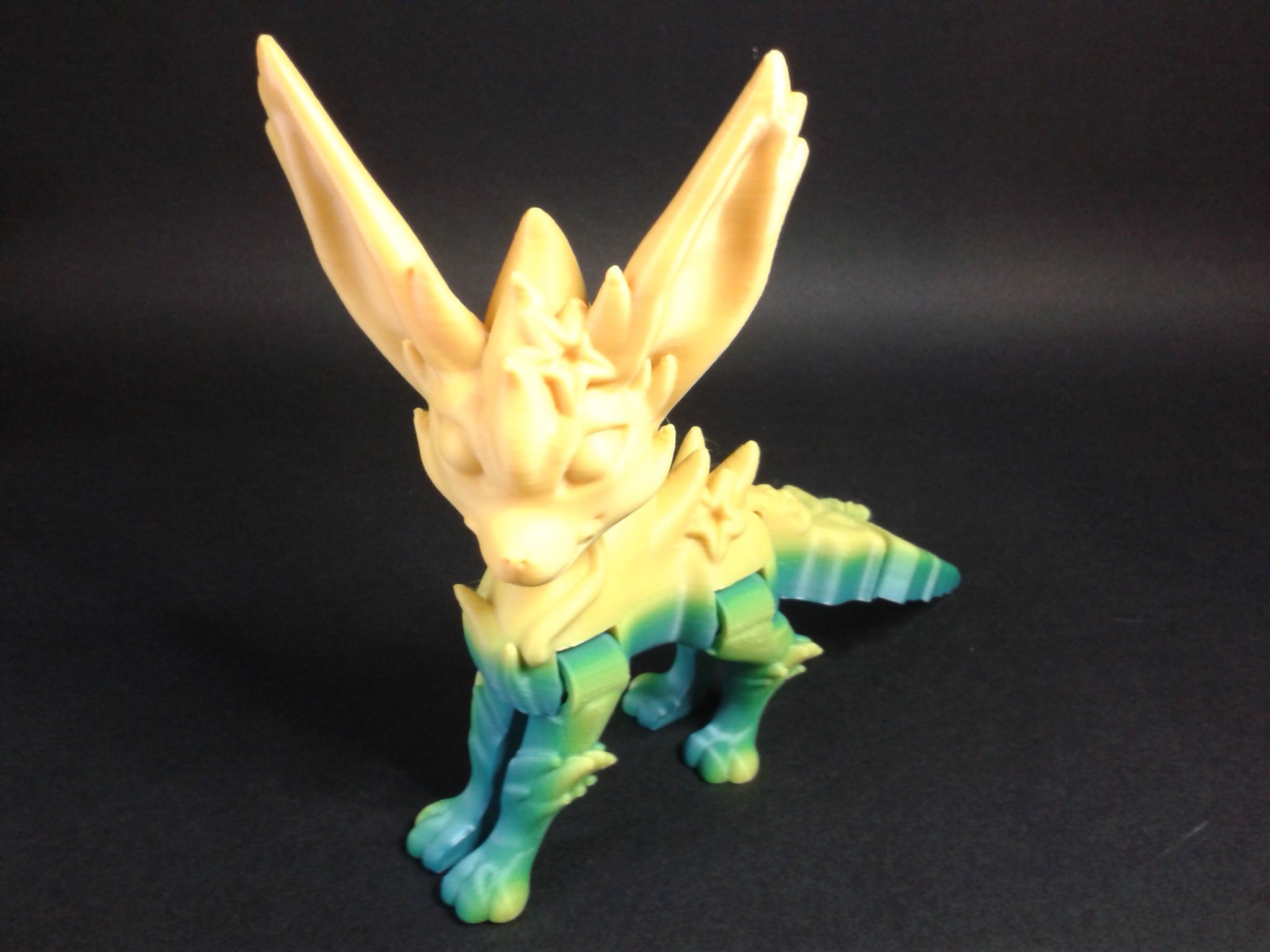
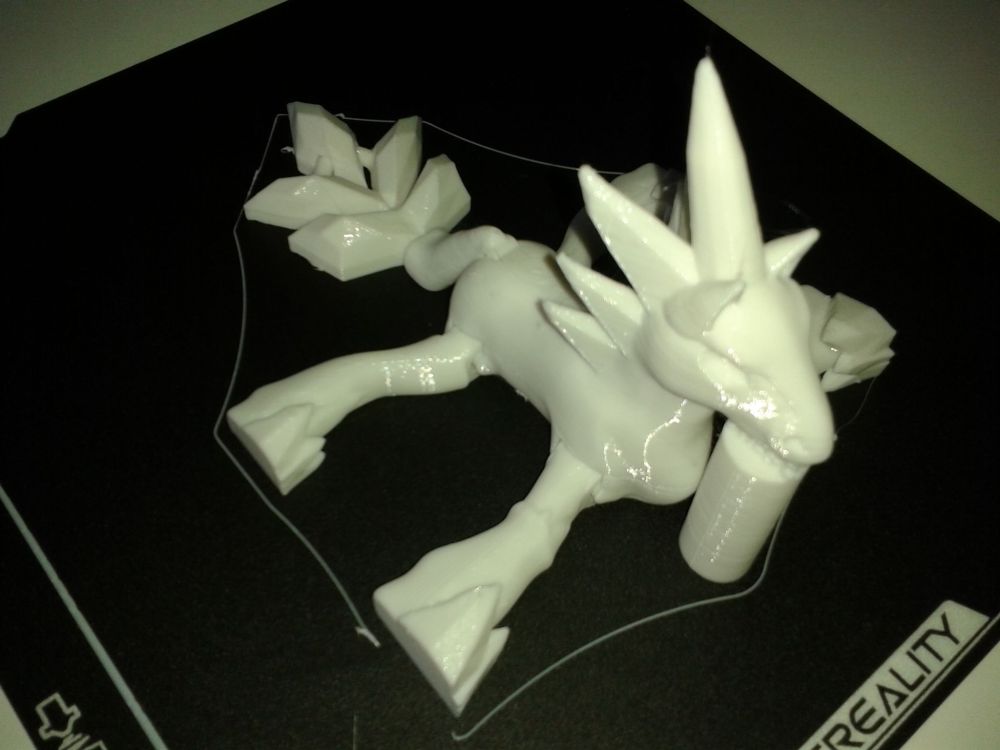
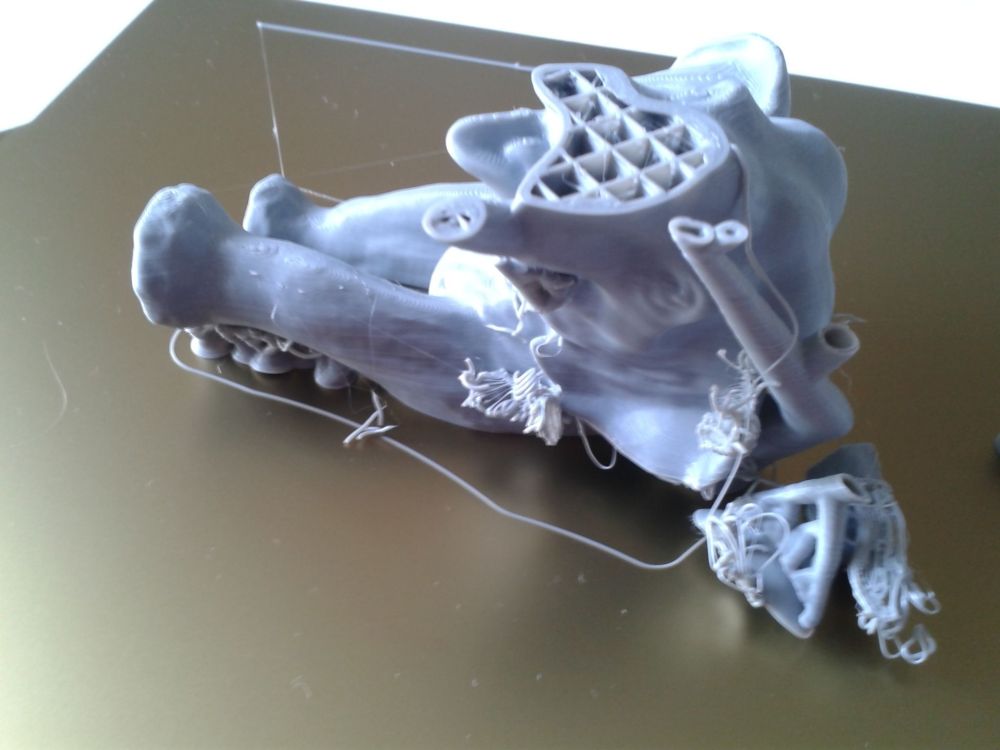
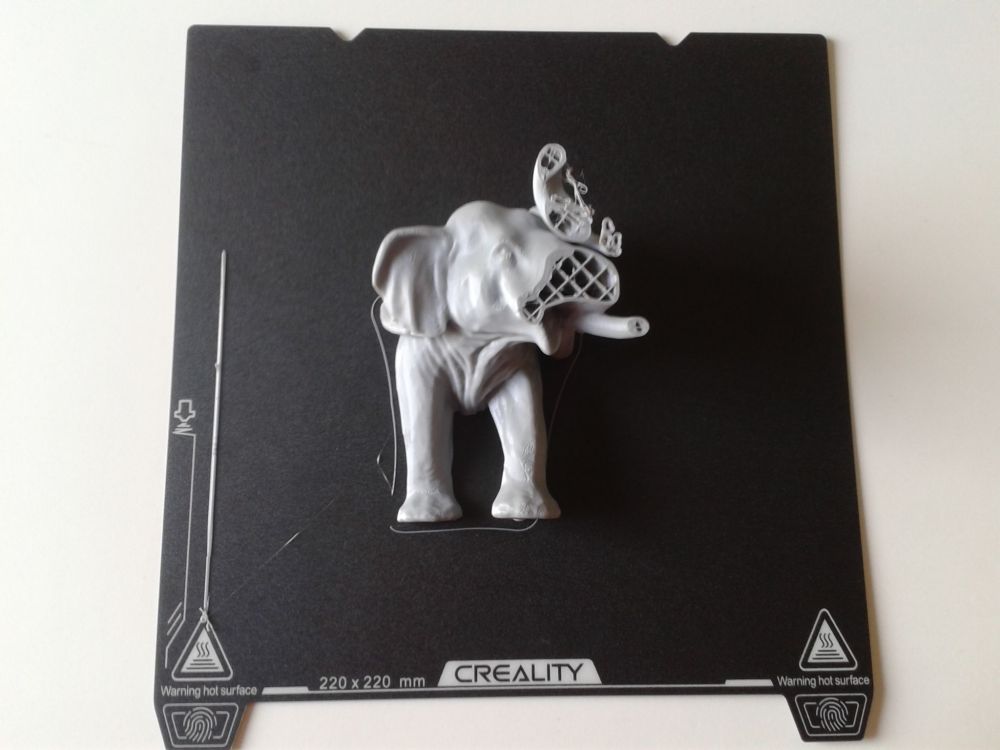
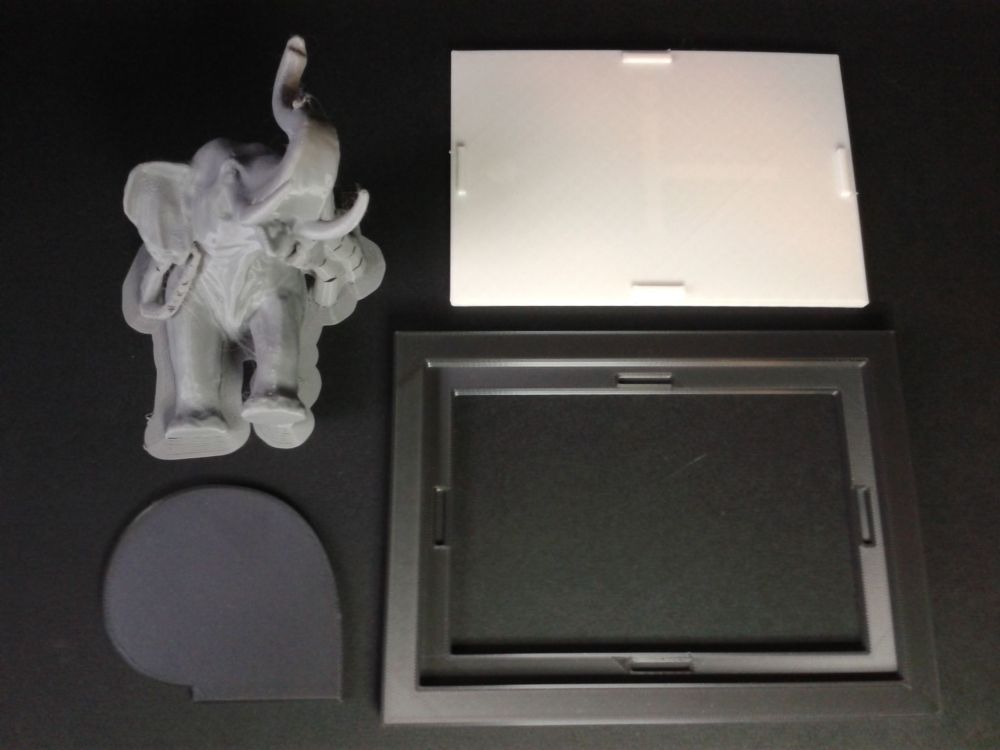
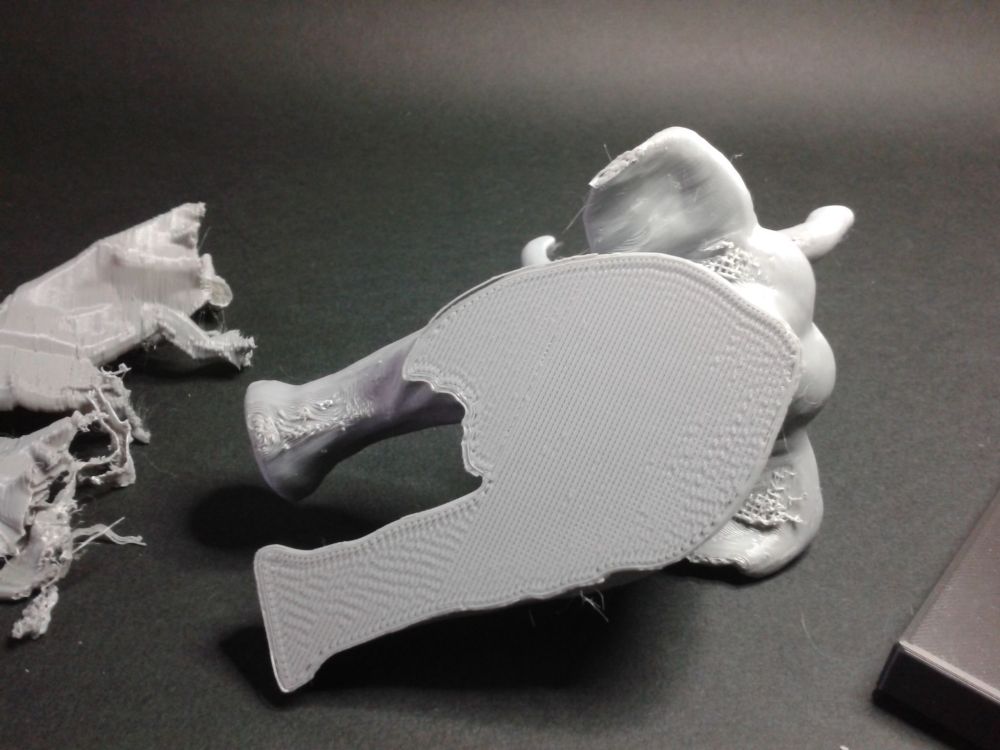
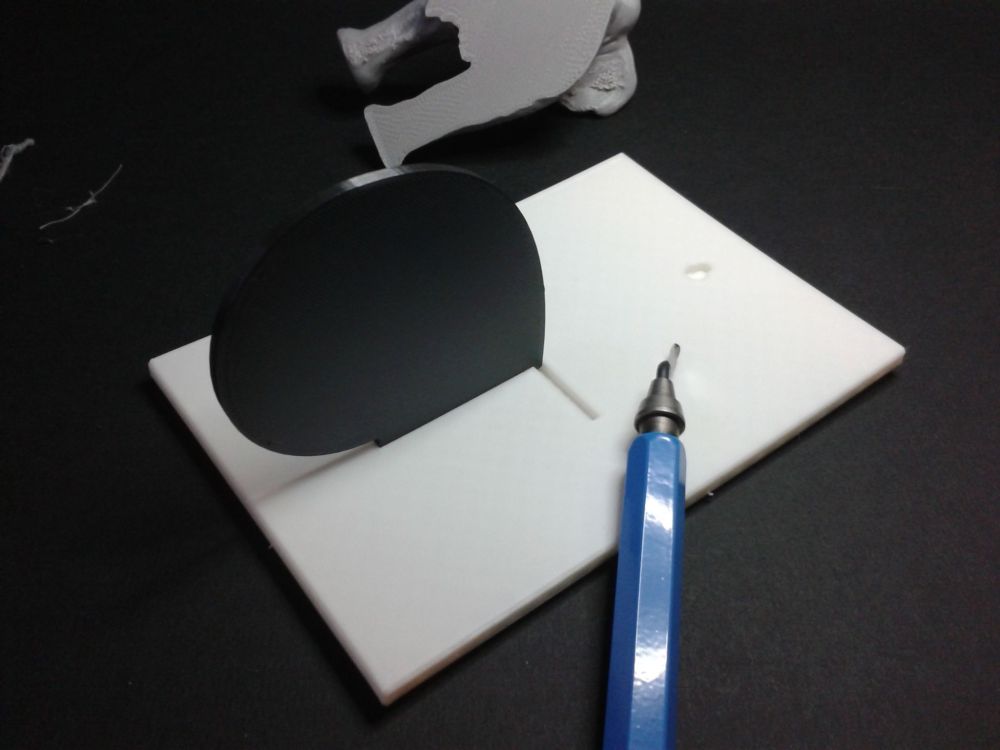
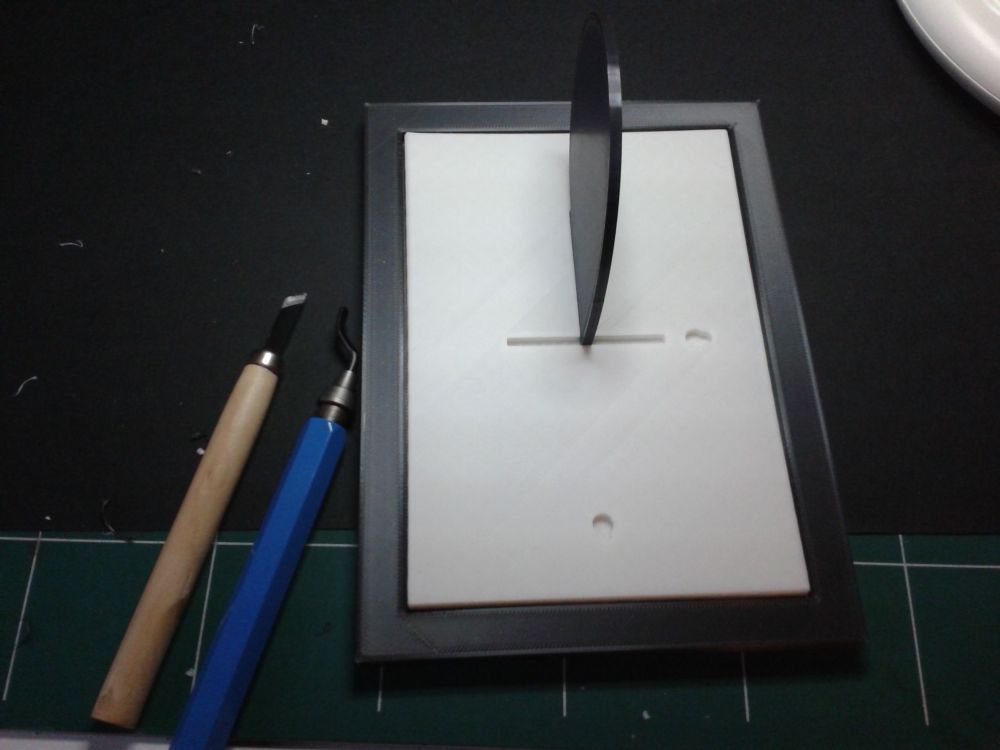
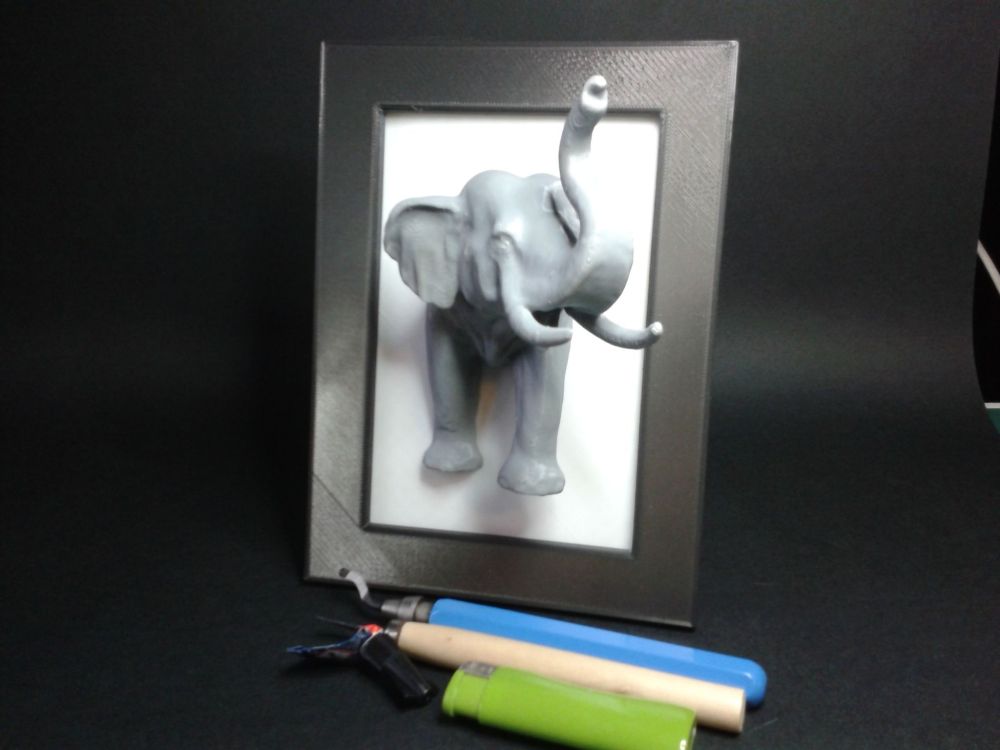
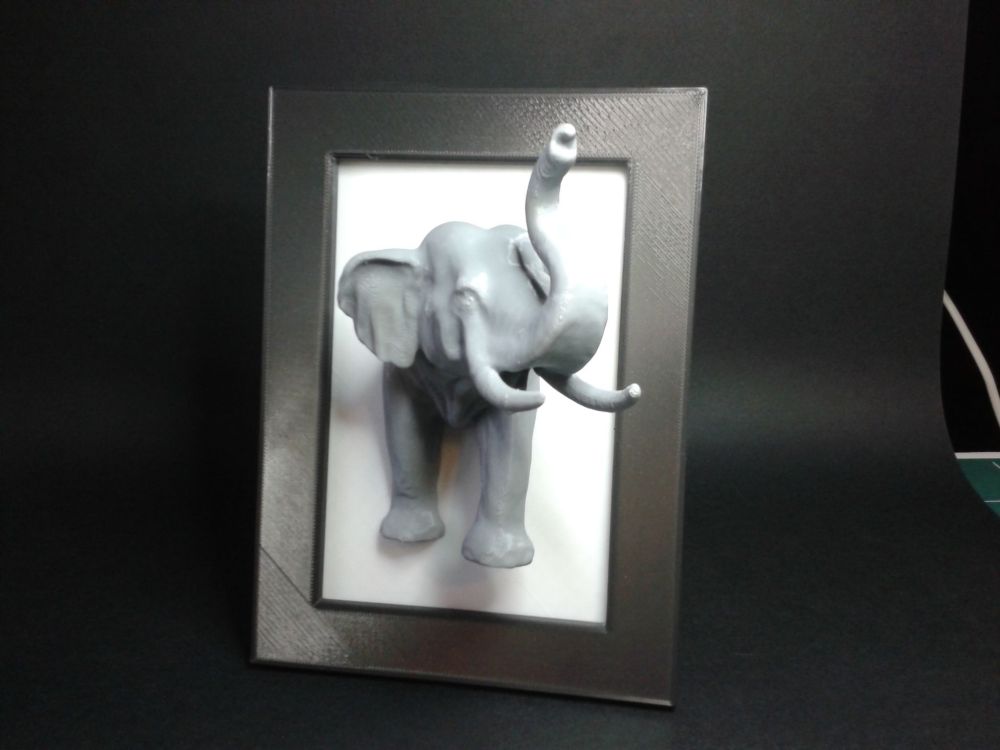
"Elephant Desktop Frame" de "Bamingo Design" https://www.crealitycloud.com/model-detail/645cf51d9489ebbdbf9d34ff En suivant à peu près les recommandations du créateur. Filaments utilisés, Anycubic PLA Haute vitesse gris, Creality Hyper PLA blanc, PLA Recyclé ArianePlast (~Noir métallisé). (J'ai voulu utiliser un plateau flexible avec une surface PEI lisse (https://fr.aliexpress.com/item/4000137298652.html (Taille: 235x235mm)), mais forcement comme je n'avais pas ré-affiné le Z-Offset ni utilisé de bordures pour les supports arborescents, certains se sont décroché du PEI lisse très rapidement lors de l'impression, impression stoppée vers 87%) (Donc je suis revenus au plateau flexible "PC" pour retenter d'imprimer le même fichier, mais j’avais fait l'erreur de sélectionner des supports arborescents fins ("slim tree") sous Creality Print et cela n'était pas suffisamment résistant. Surtout qu'avec le temps, et les vibrations d'impression, les vis du plateau s'étaient, petit à petit, desserrées et donc le plateau était un peu instable. là encore impression stoppée vers 90%) (après avoir retranché avec des support arborescent "fort" ("strong tree") et en ayant ajouté une bordure, et des bordures aux supports, et ajouté un Z-Hop lors des changements de couches, j'ai enfin réussi à obtenir une impression réussie. ) Et je suis passé aux autres parties. ( Support du cadre, fond de cadre, cadre) "Grass Fox" de "The Dragons Den" https://www.crealitycloud.com/model-detail/63927ad768768871feed0d99 (payant, mais actuellement gratuit si un compte Creality Cloud Premium) Matériau : Creality CR-PLA rainbow Le corps, puis la tête. A posteriori, j'ai définitivement à réajuster le Z-Offset, quand j'utilise ma plaque flexible côté PEI lisse, car les lignes de la couche initiale ne sont pas bien fusionnées.













 1 point
1 point -
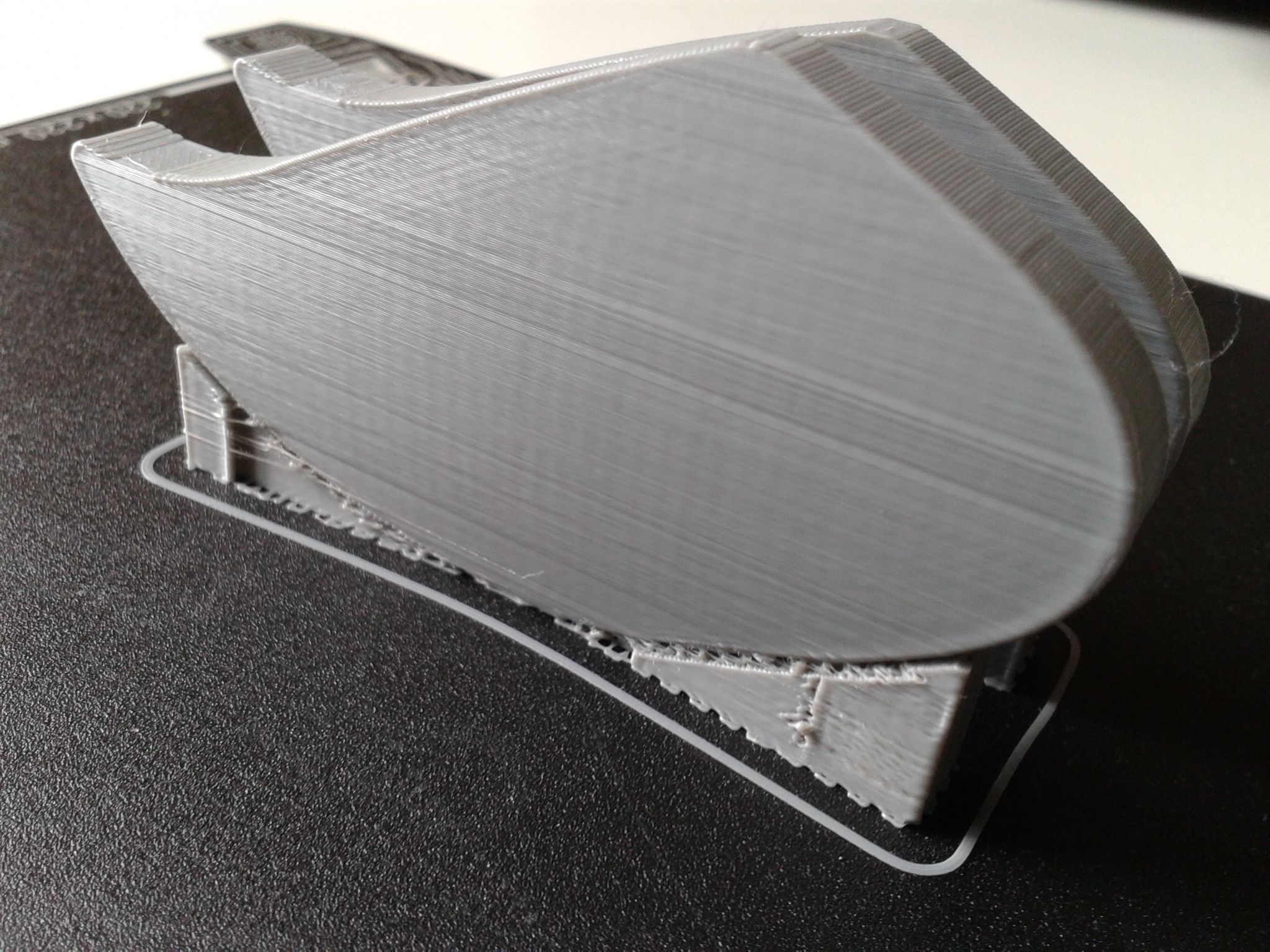
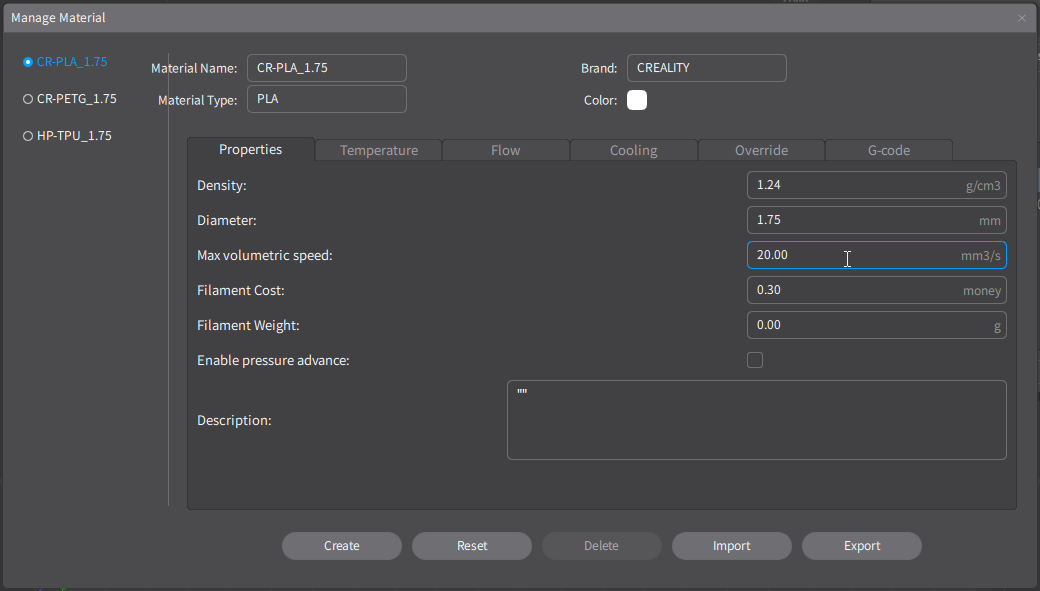
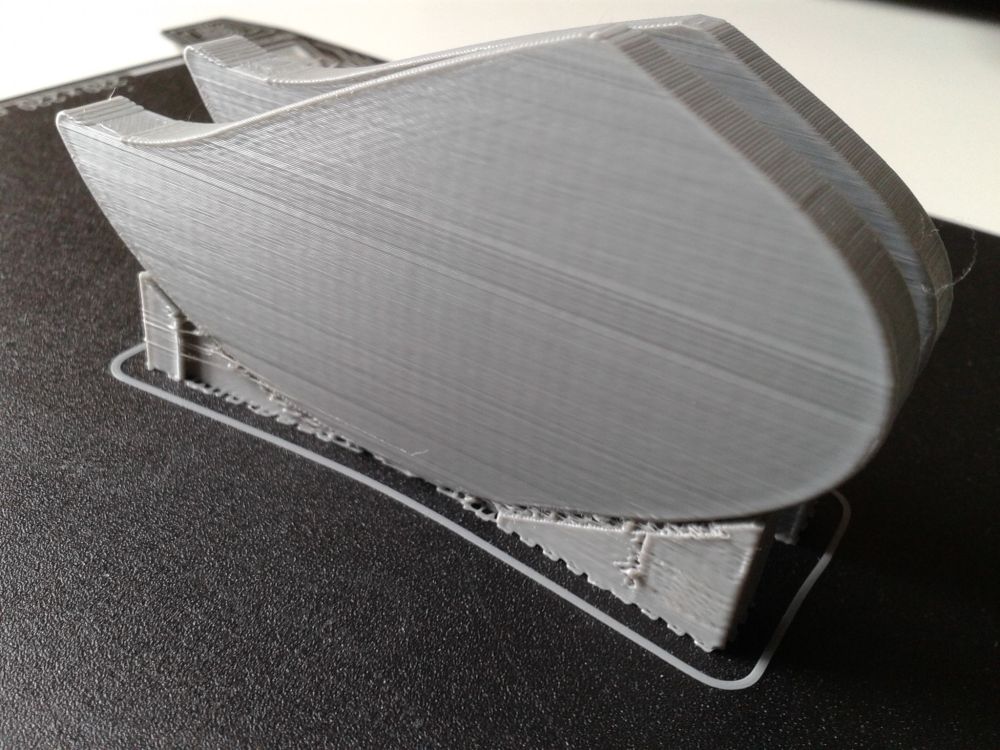
"Mouette Pixar Le Monde de Nemo" de "GREEN3D" https://cults3d.com/fr/modèle-3d/jeu/mouette-pixar-le-monde-de-nemo Plusieurs impressions, avec différents filament PLA de couleur, en suivant les recommandations du créateur. Trancheur : Creality Slicer v4.3.6 (Windows) Profil matériau : "CR-PLA_1.75" ( "Max volumetric speed" de 20.00 mm³/s ) "Body.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.16 mm, supports normaux, taux de remplissage 15% ) Filament utilisé : PLA Eco blanc ArianePlast "Wings" (Les deux ailes en même temps) Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.16 mm, supports normaux, taux de remplissage 10% ) Filament utilisé : Anycubic PLA Hautte vitesse gris "Tail.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.12 mm, supports normaux, taux de remplissage 10% ) Filament utilisé : Anycubic PLA Haute Vitesse gris "Beak.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.16 mm, supports normaux, taux de remplissage 10% ) Filament utilisé : Velleman PLA Jaune "Legs.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.12 mm, sans supports, taux de remplissage 100% ) Filament utilisé : Velleman PLA Jaune "Eyes.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.12 mm, sans supports, taux de remplissage 10% ) Filament utilisé : Velleman PLA Noir Je n'avais pas fait attention, a la distance des dessus des supports avec l'objet imprimé, qui sous Creality Print, ne sont pas changé/recalculé quand on modifie la hauteur de couche d'un profil (il y avait donc une valeur de 0.2 mm alors que j'imprimais avec une hauteur de couche de 0.16 mm) ce qui pourrait nuancer/expliquer la qualité des surfaces supportées. Voici le résultat après nettoyage, ébavurage, assemblage et collage.











 1 point
1 point -
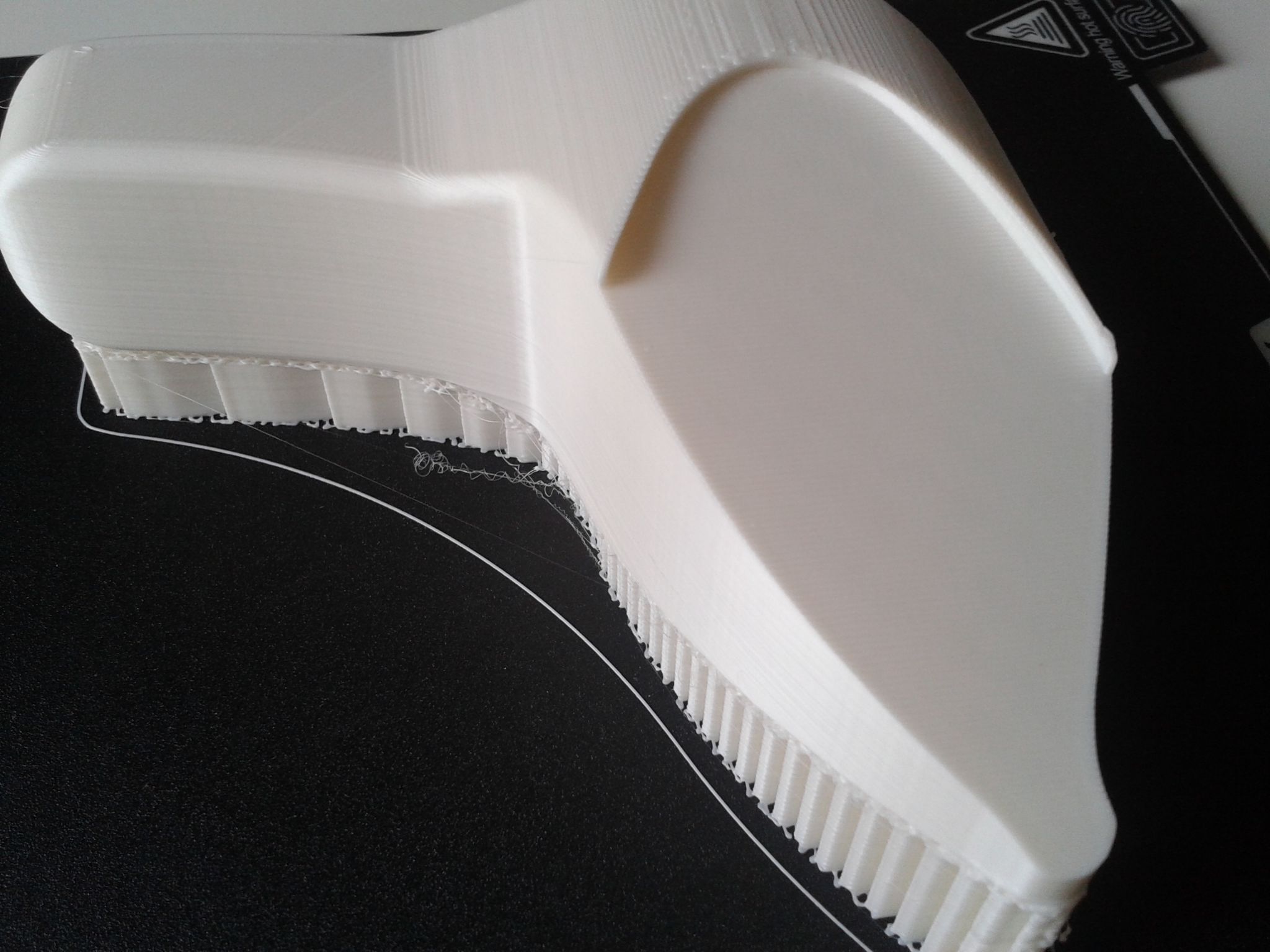
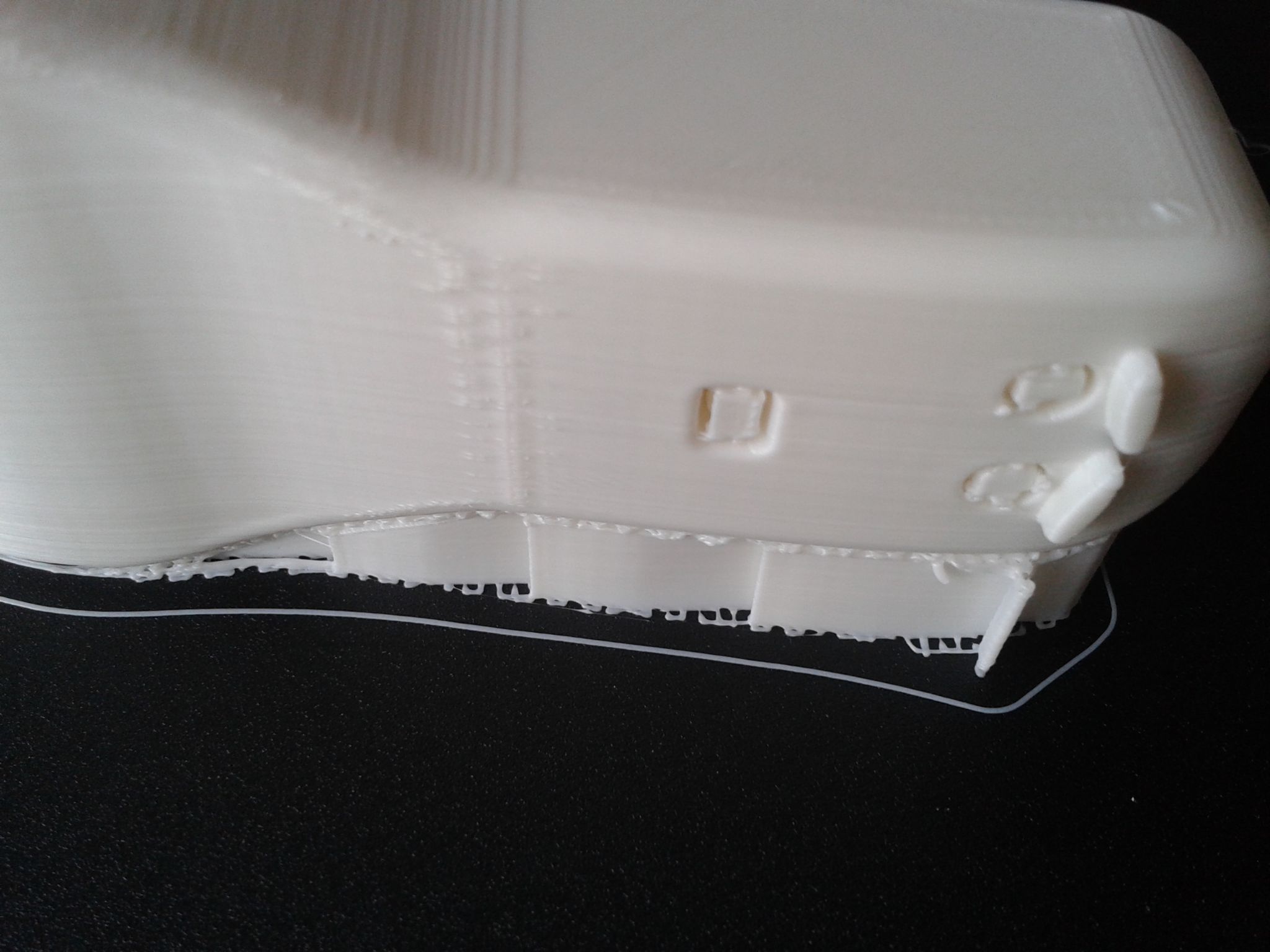
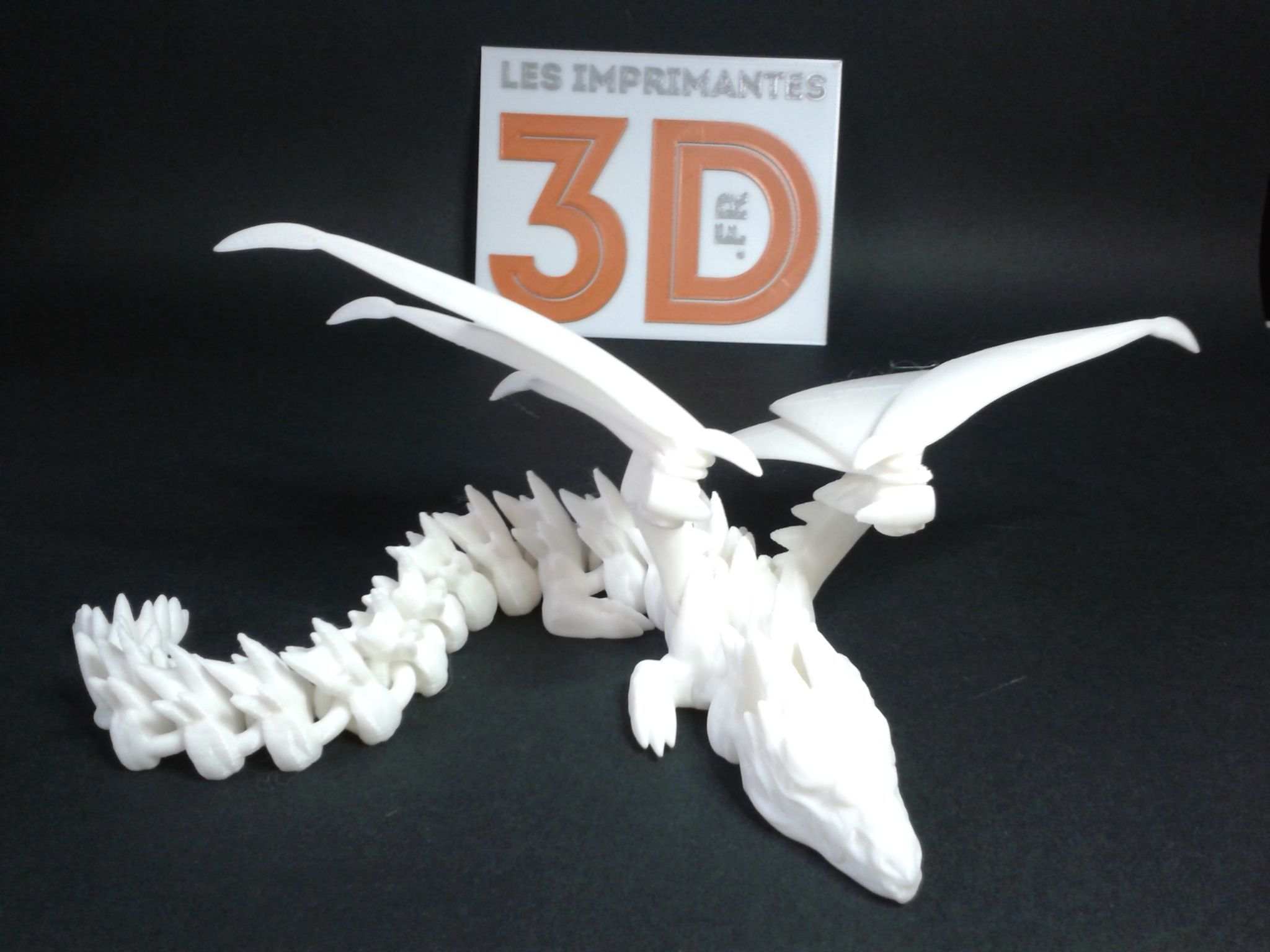
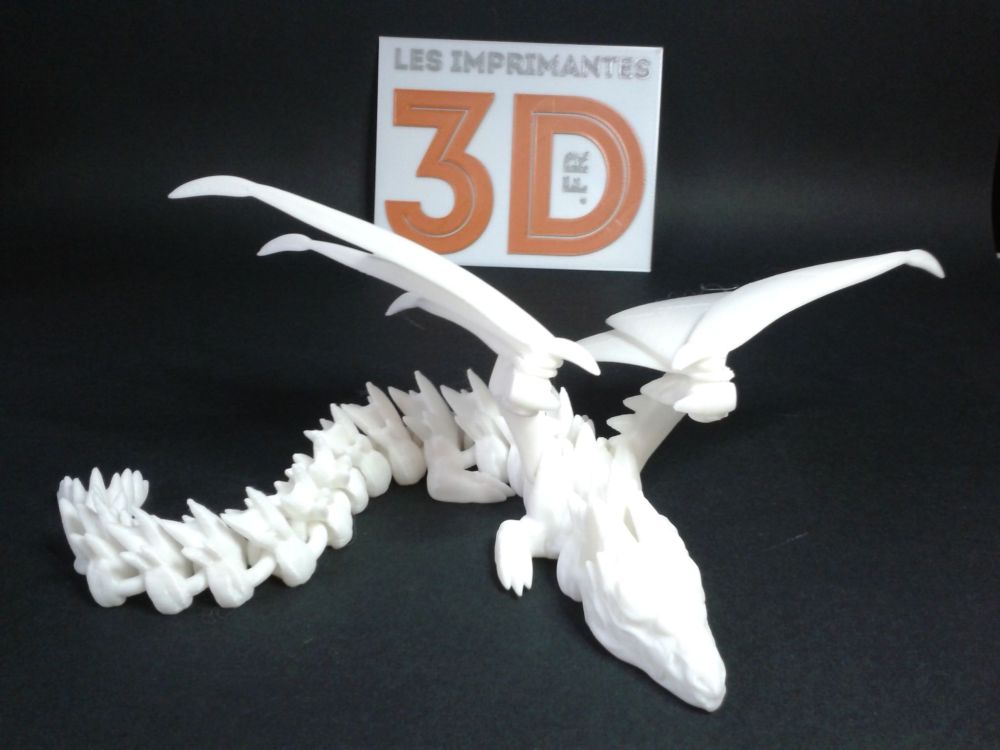
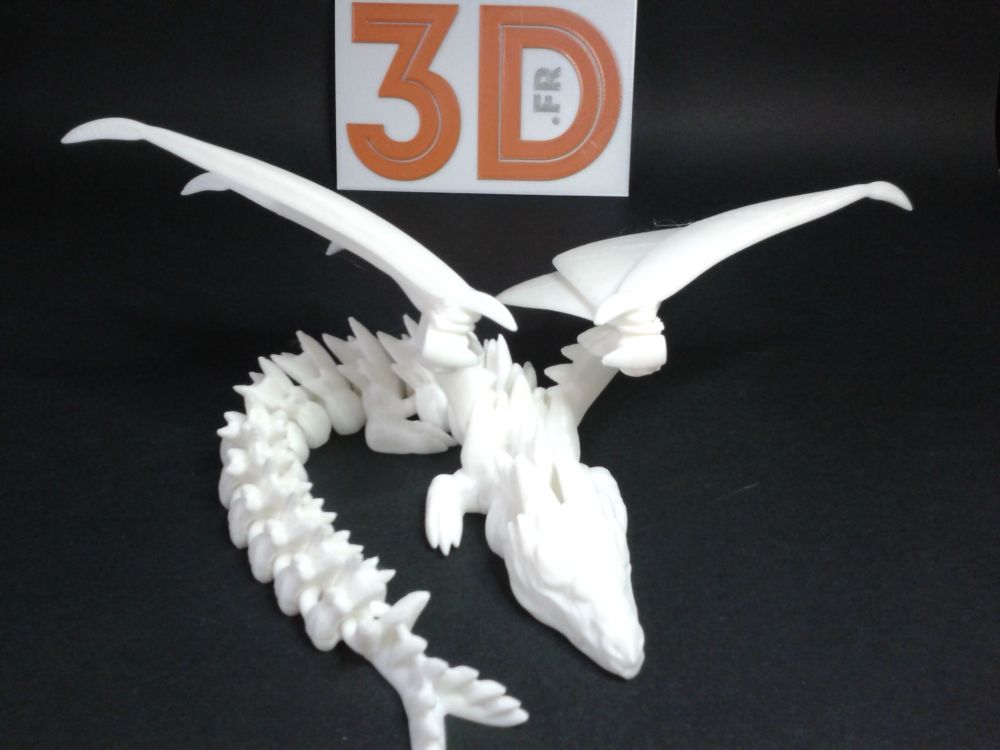
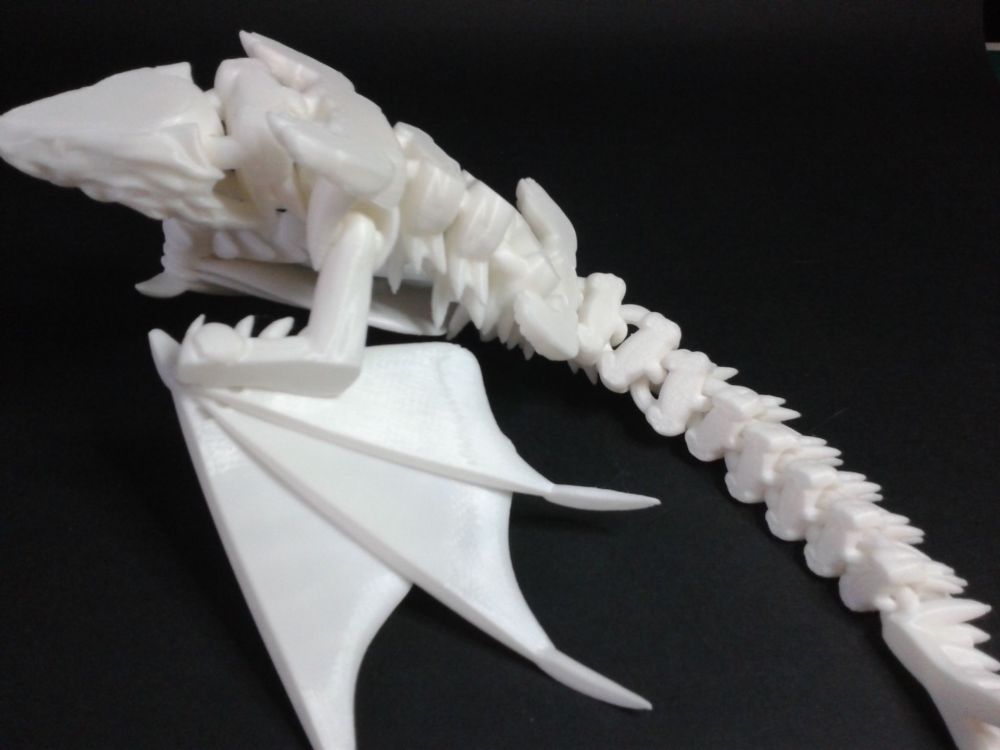
Oui le plateau flexible avec une surface "PC" cela fonctionne/adhère très bien. J'ai osé imprimer "Silver Dragon" de "The Dragons Den" https://www.crealitycloud.com/model-detail/632d1cba984ba68ea9c70dc8 (payant mais actuellement gratuis si un compte Creality Cloud Premium ) sans bordures et aucun décollements a signaler. Pour le TPU 95A, j'ai directement sorti une lame émoussée pour le décollage du plateau. "Ghost Booh" par "BODY-3D" (October 06, 2022) https://www.thingiverse.com/thing:5551428 TPU 95A translucide ArianePlast Je n'aurais peut-être pas dû changer la "distance de rétraction" à 0.8 mm et la "vitesse de rétraction" à 30 mm/s, au lieu des 1.6 mm et 40 mm/s du profil CR-TPU de Creality Print v4.3.6 ... ou alors il me faut tester d'imprimer moins chaud (ici 228°C) avec ce TPU pour limiter les cheveux d'ange. Oui c'est bien cela avec cette machine (enfin il y a un capteur de pression (jauge de déformation) en plus dans l'histoire pour permettre de trouver le Z-Offset automatiquement). Mais heureusement il reste la possibilité d'ajuster le Z-Offset automatiquement trouvé, si jamais le capteur de pression fonctionne pas top ... Si ton plateau n'est pas parallèle avec le plan de déplacement X,Y du nez de la buse, avec le "Z fade heigh" et la compensation due au mesh du leveling, alors si tu imprimes un pavé qui utilise toute la surface du plateau, il n’aura pas la même épaisseur partout ... donc c'est mieux d'avoir un plateau parallèle au plan de déplacement de la buse si tu veux un pavé, qui géométriquement soit bien un pavé .








 1 point
1 point -
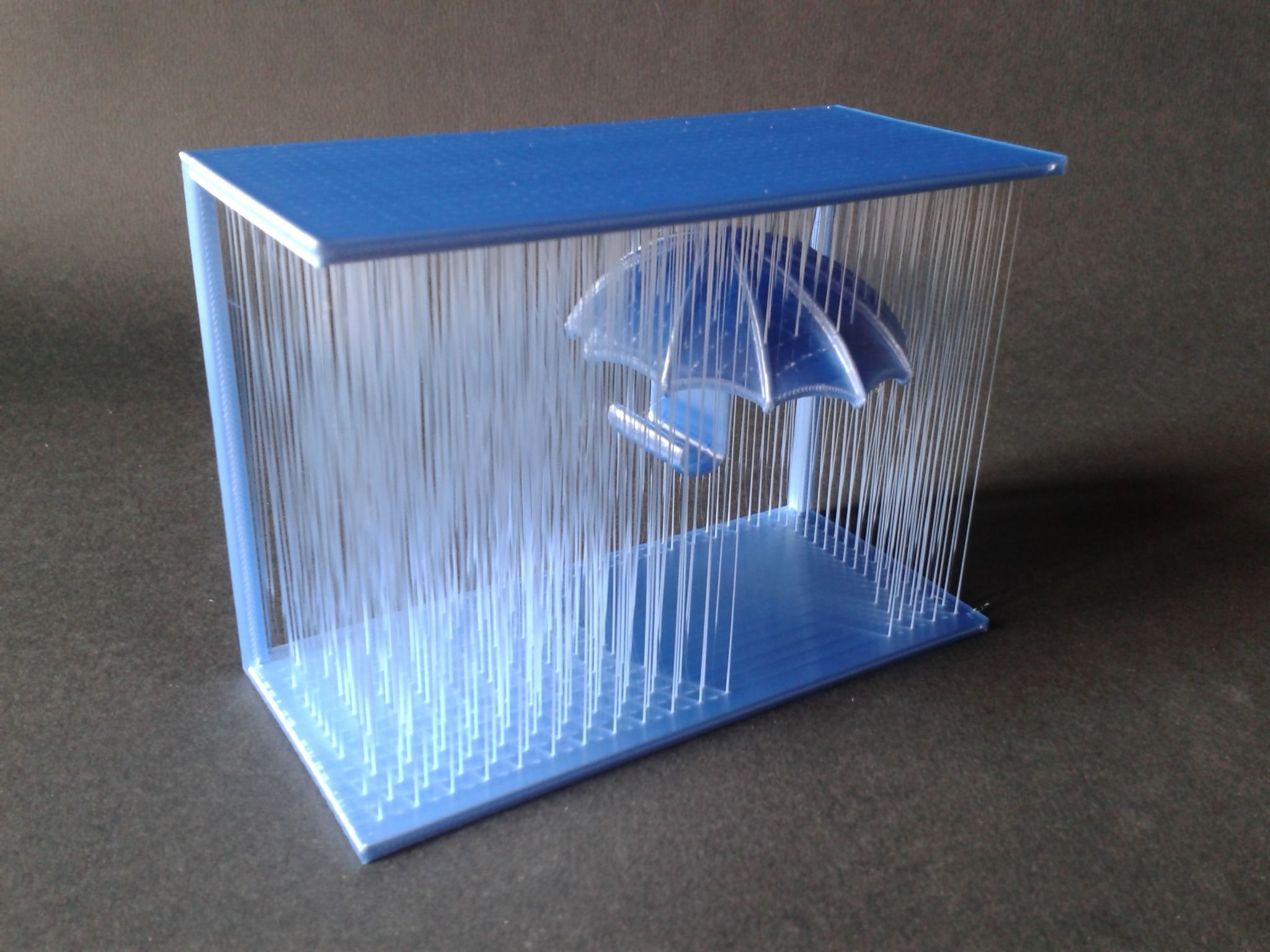
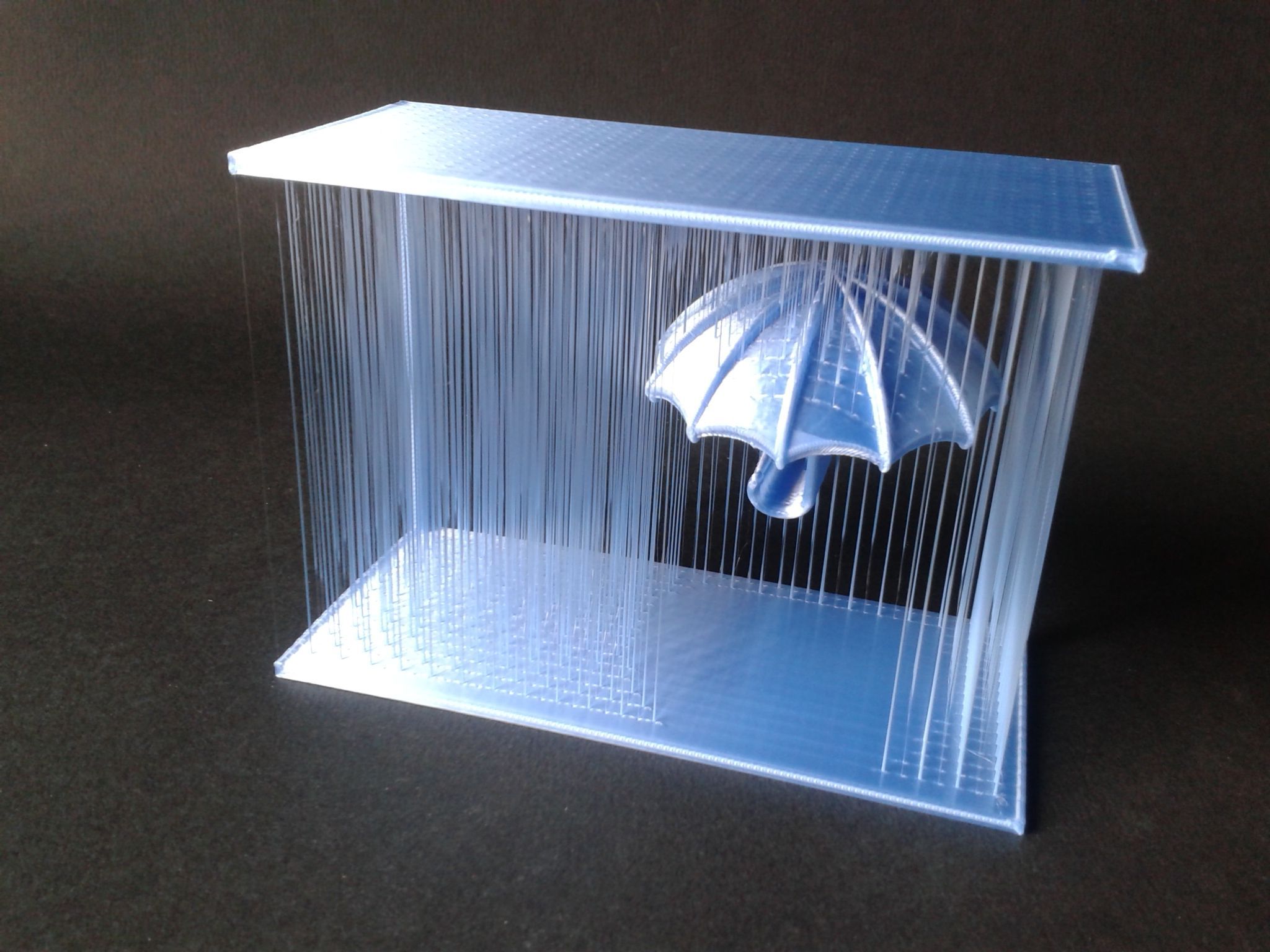
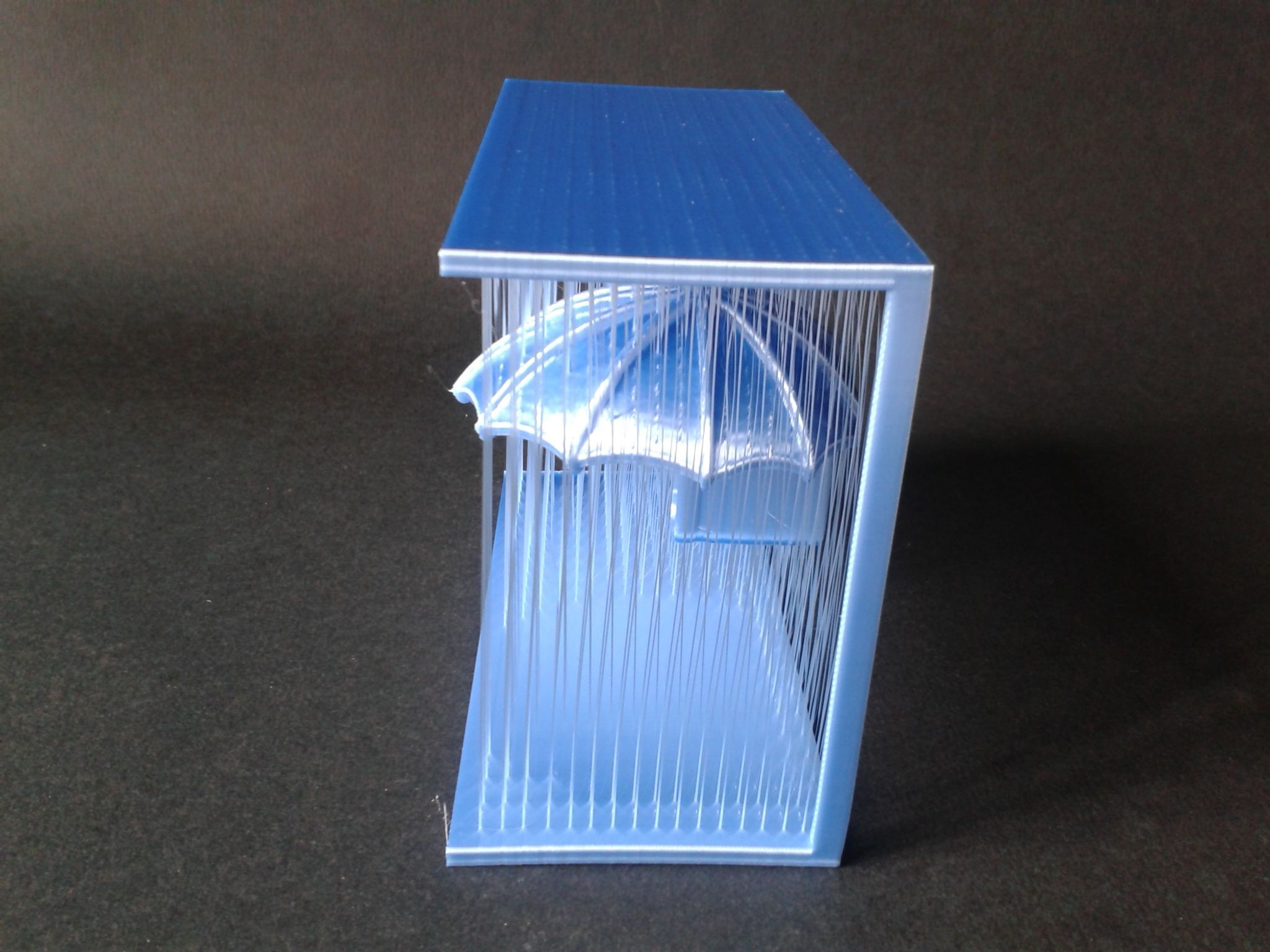
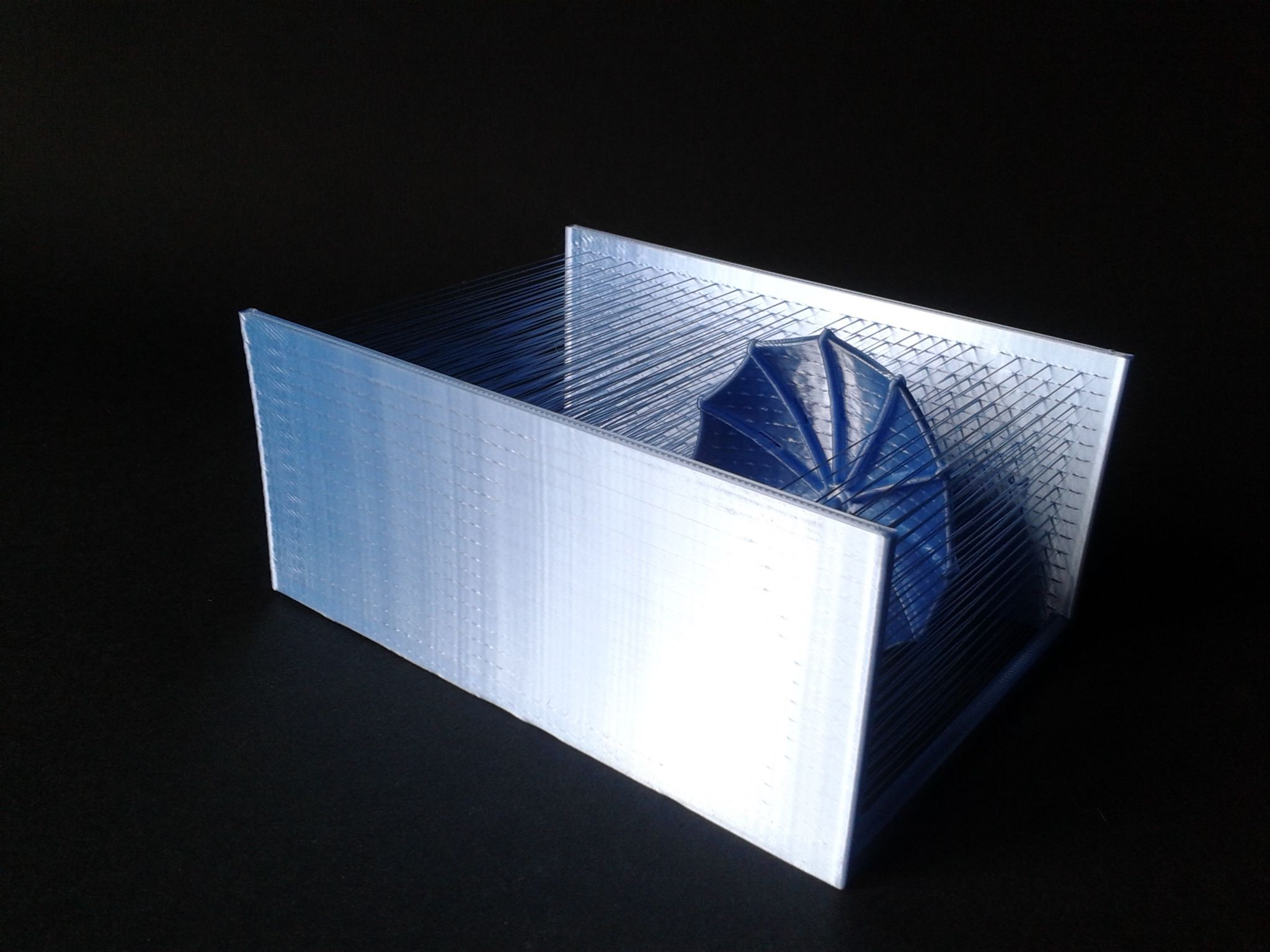
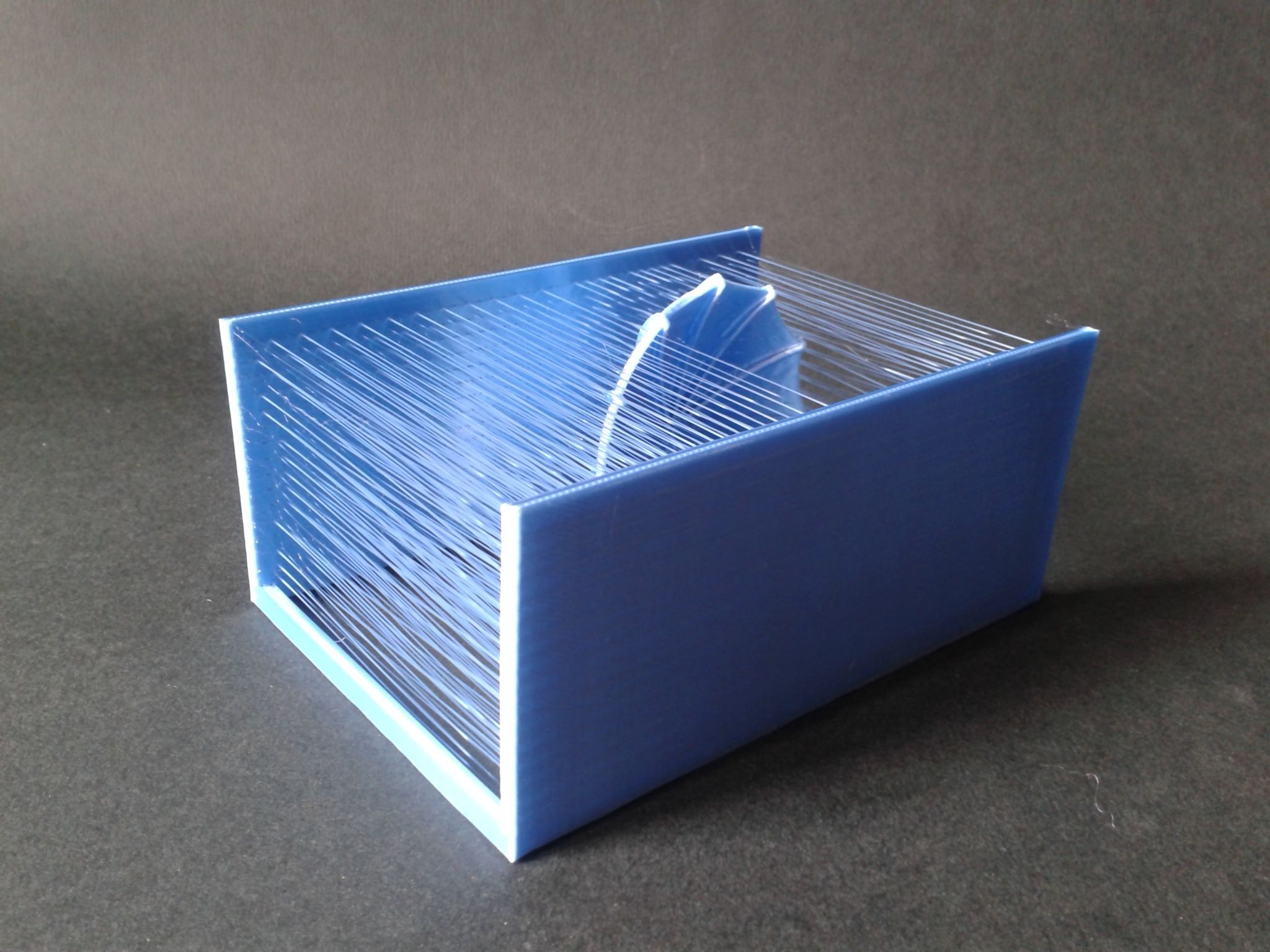
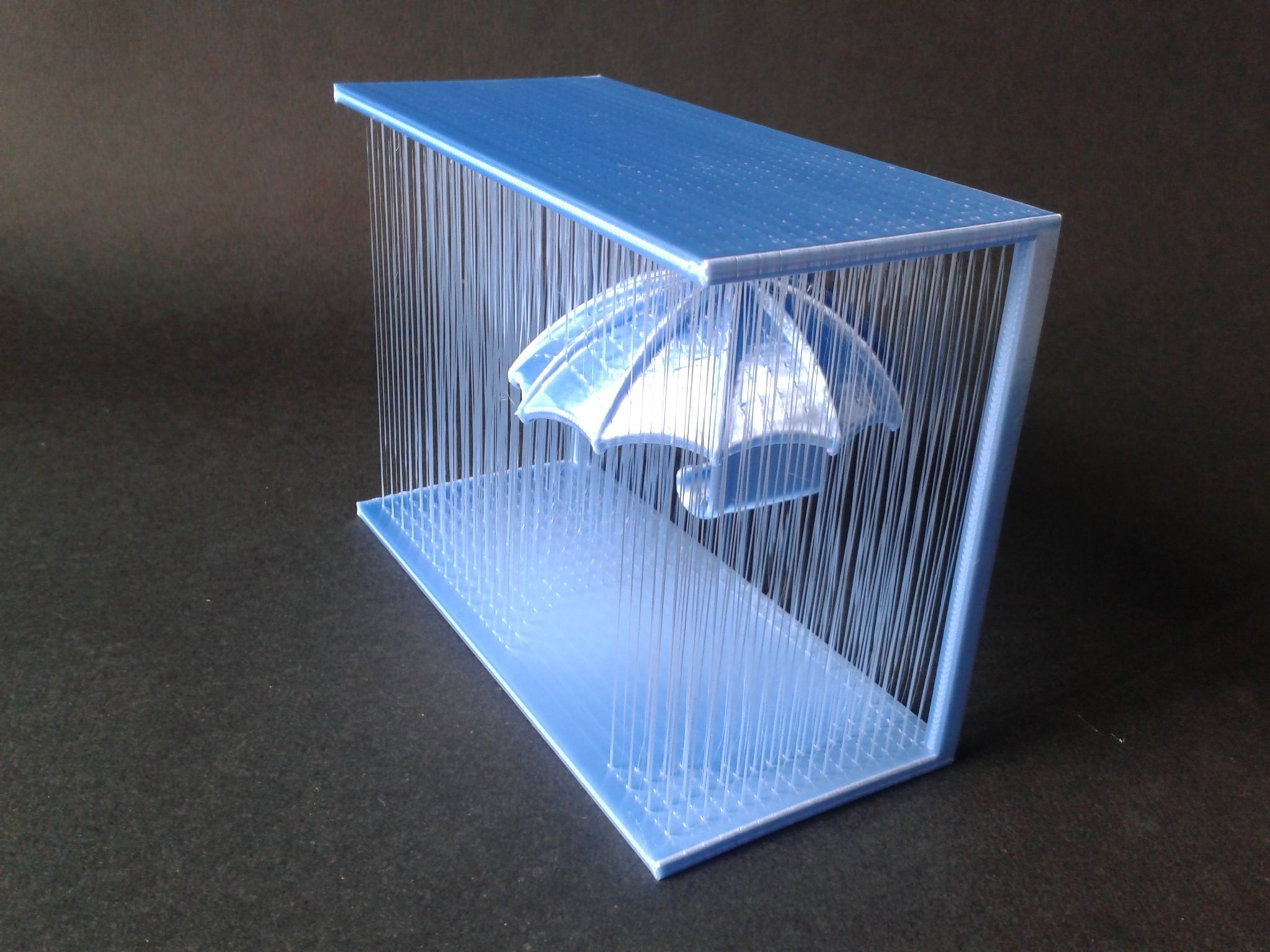
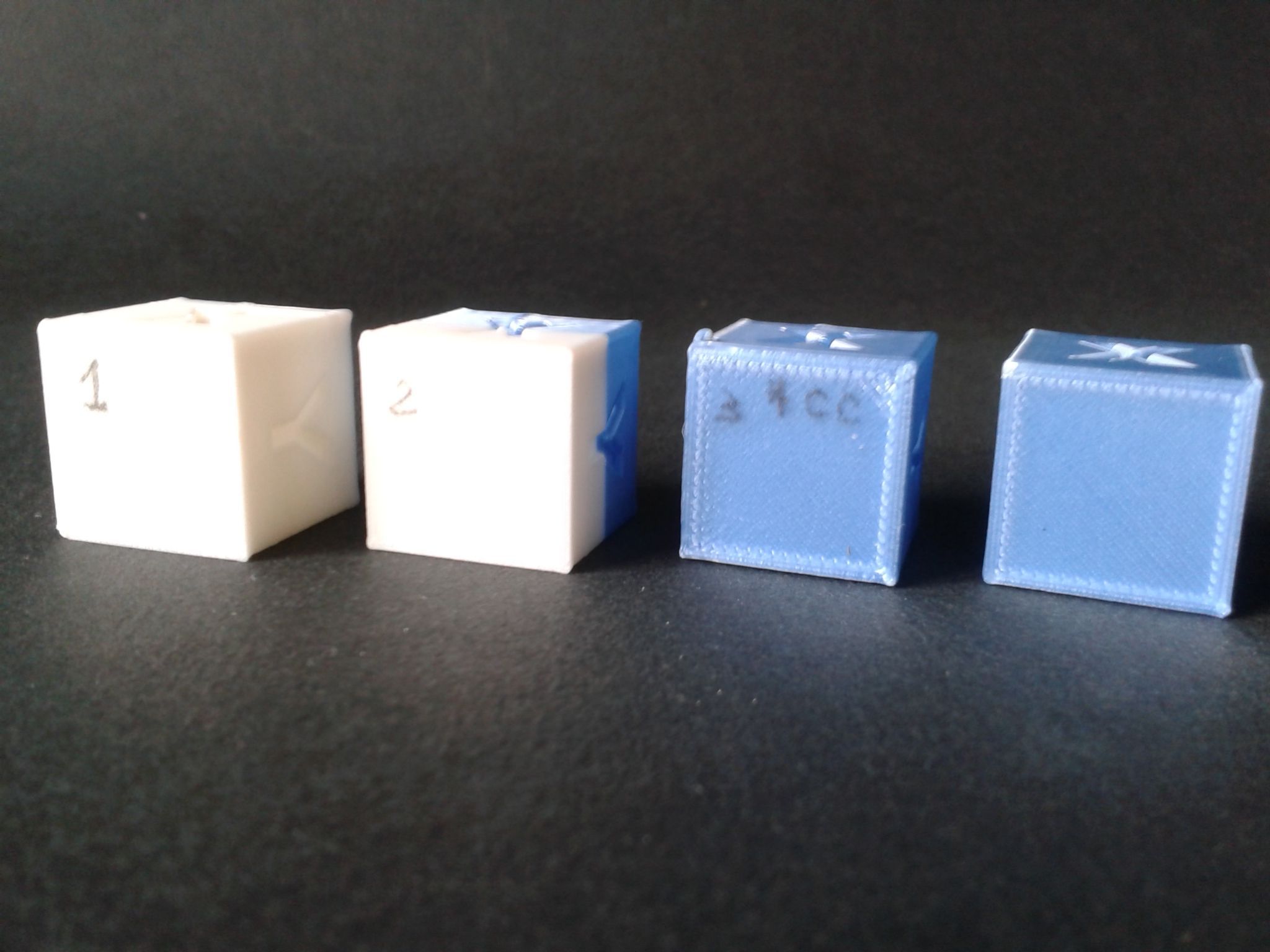
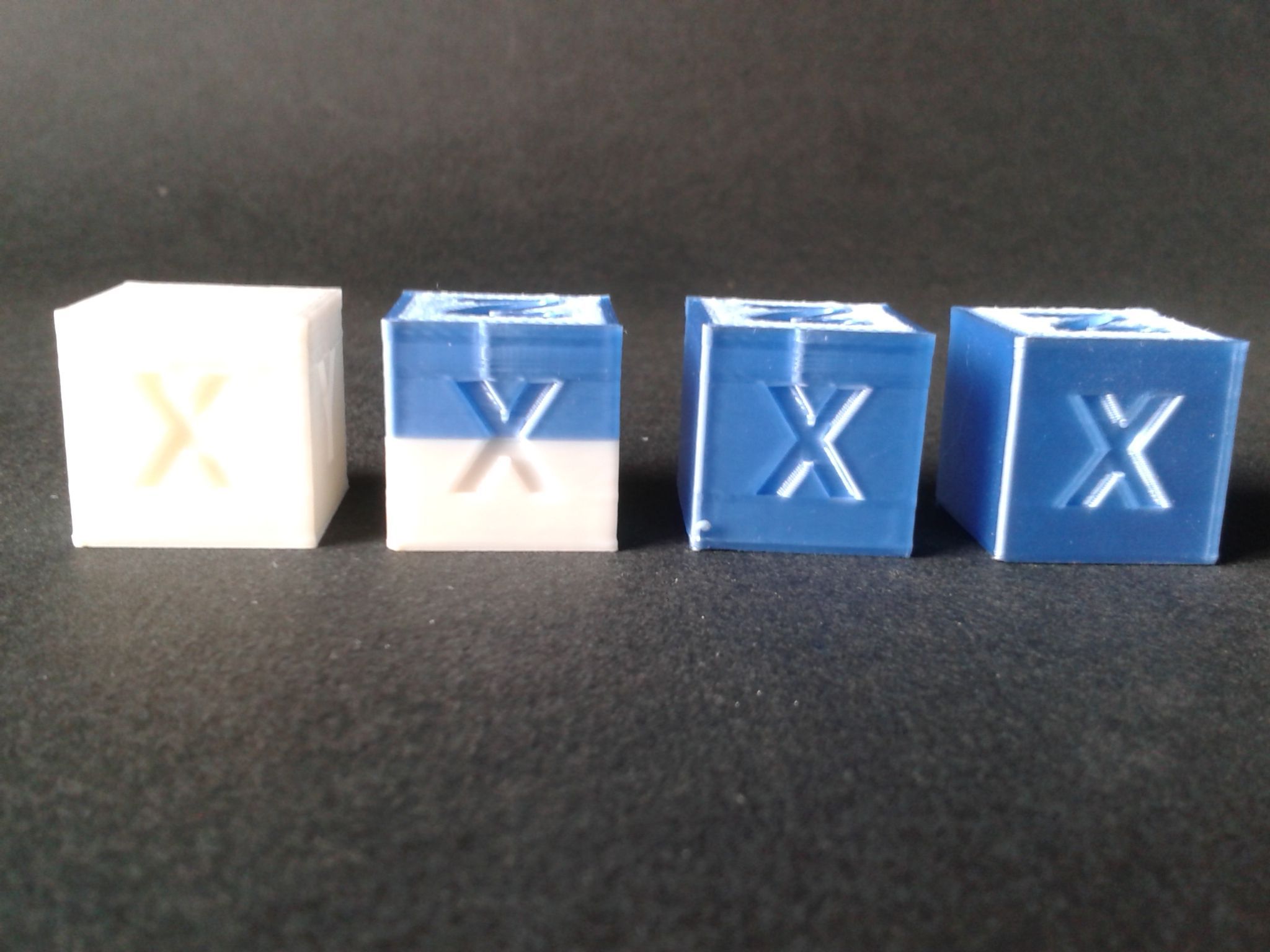
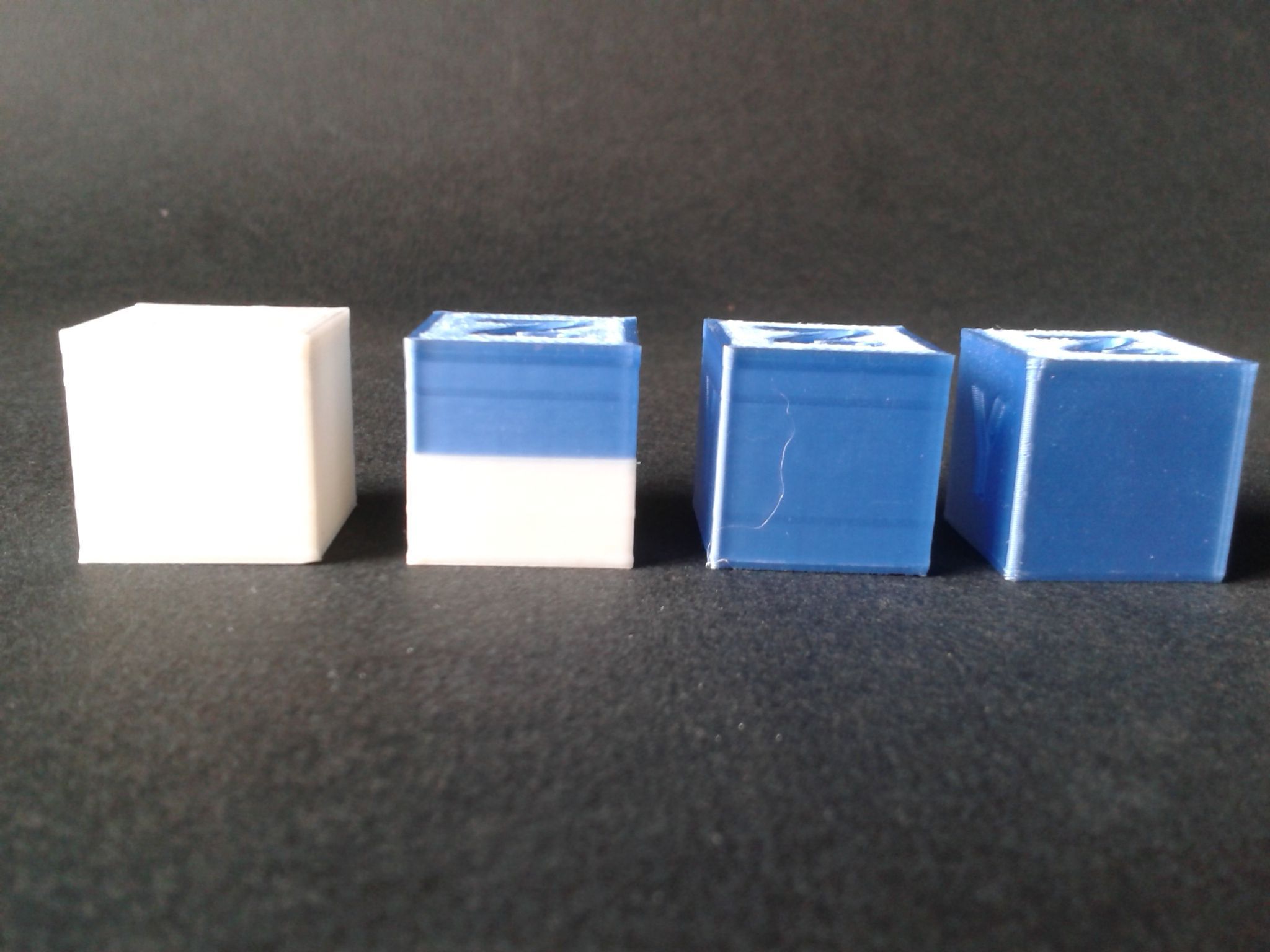
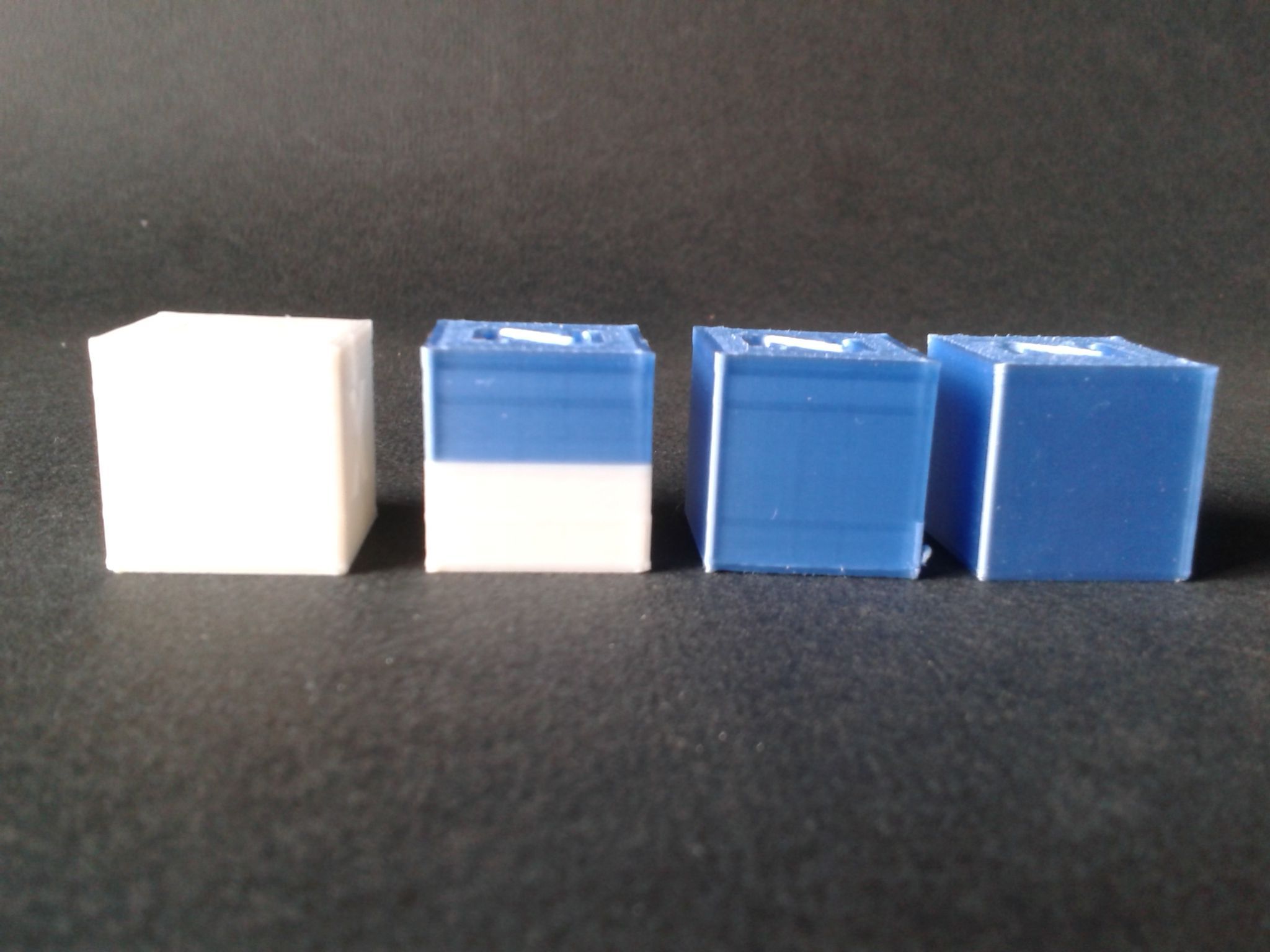
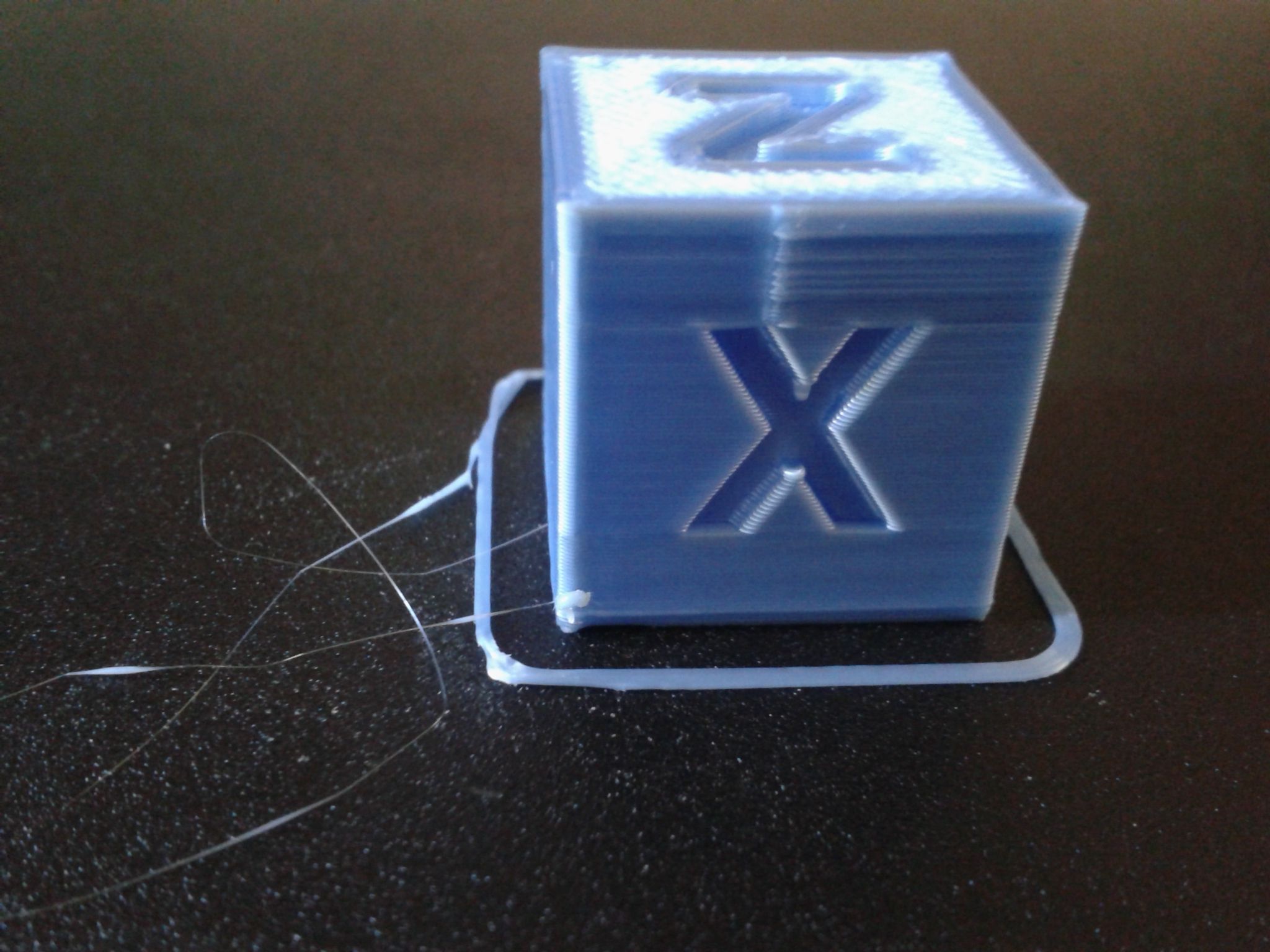
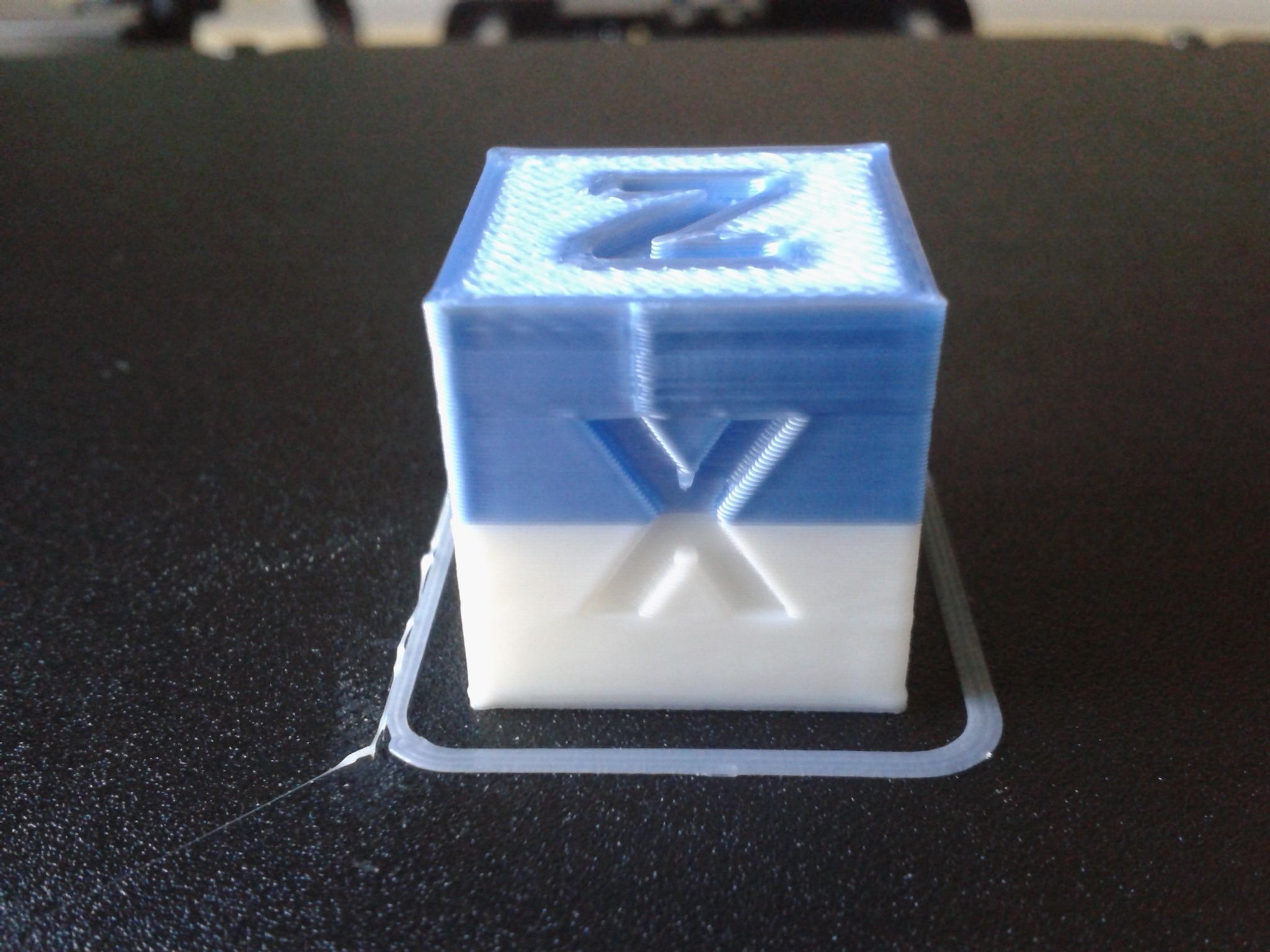
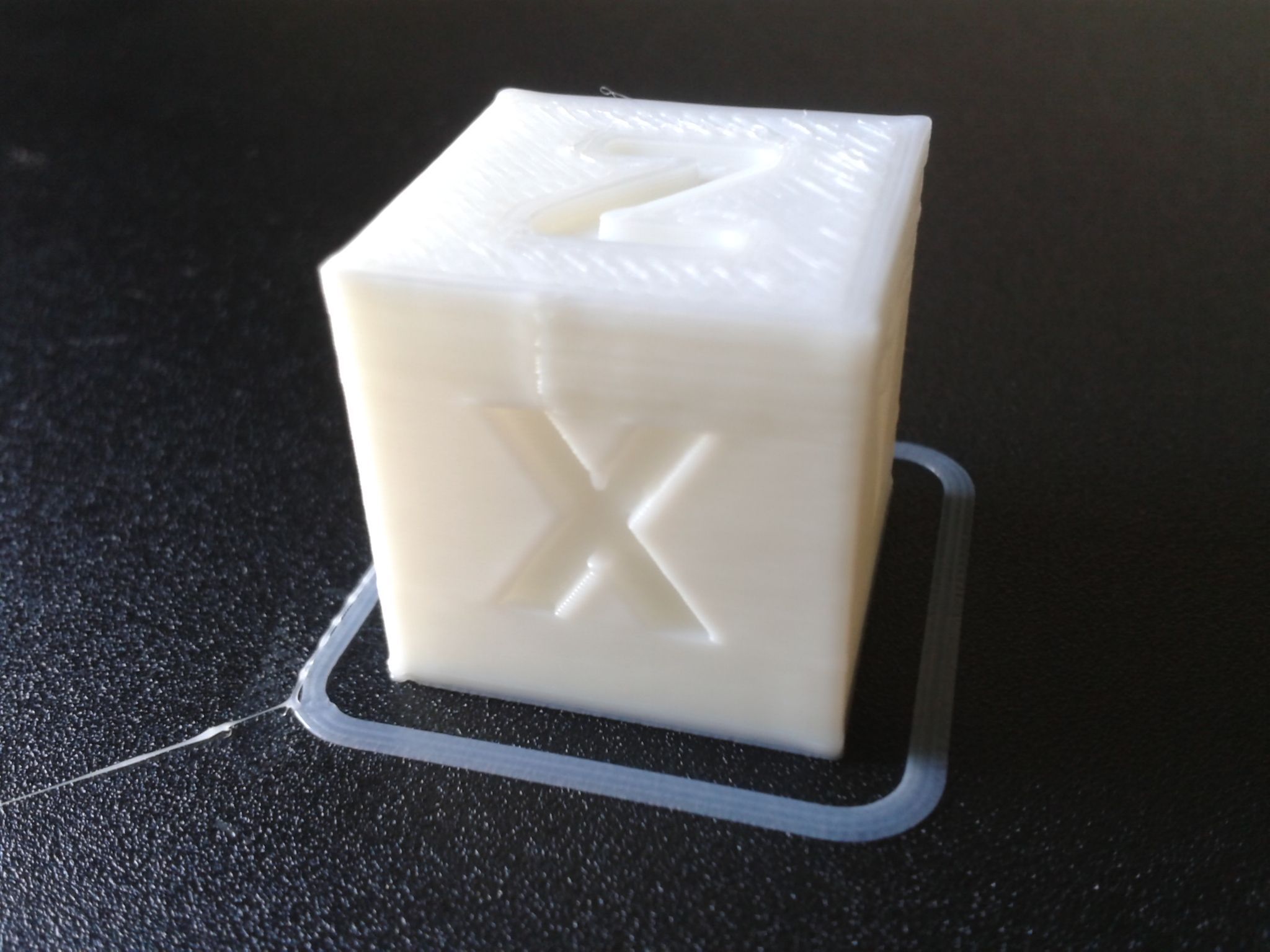
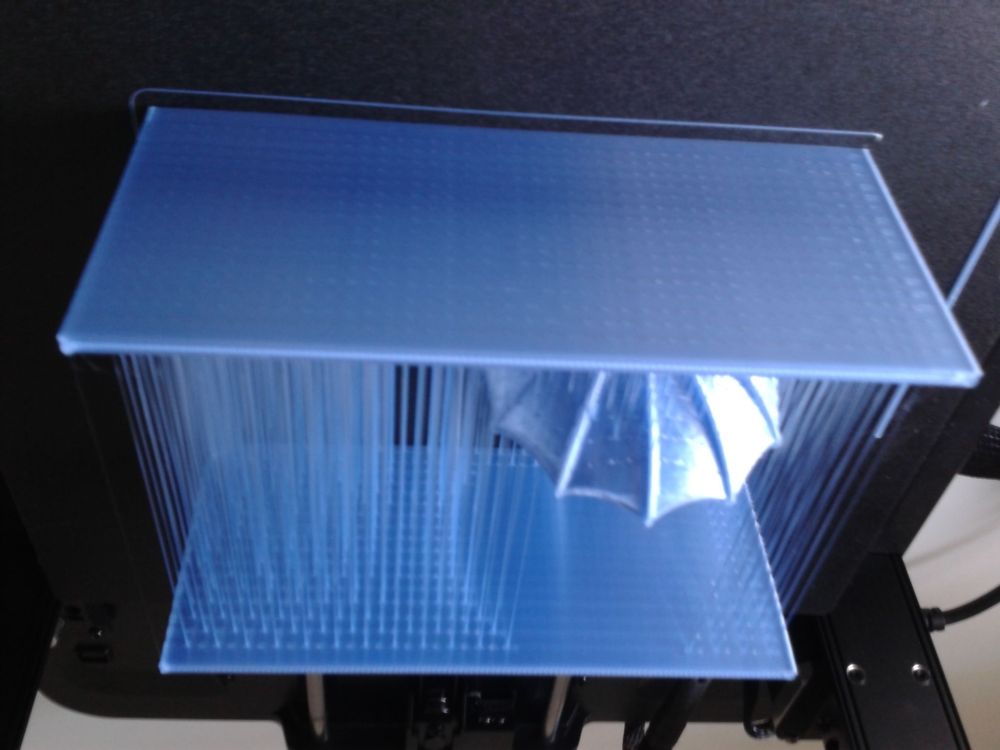
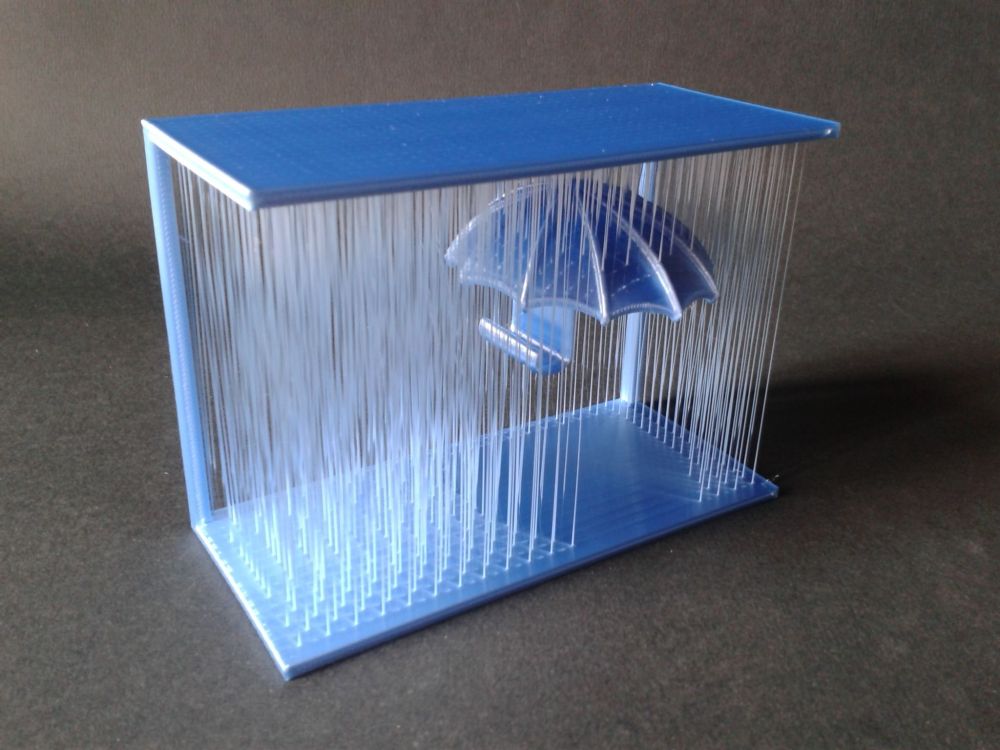
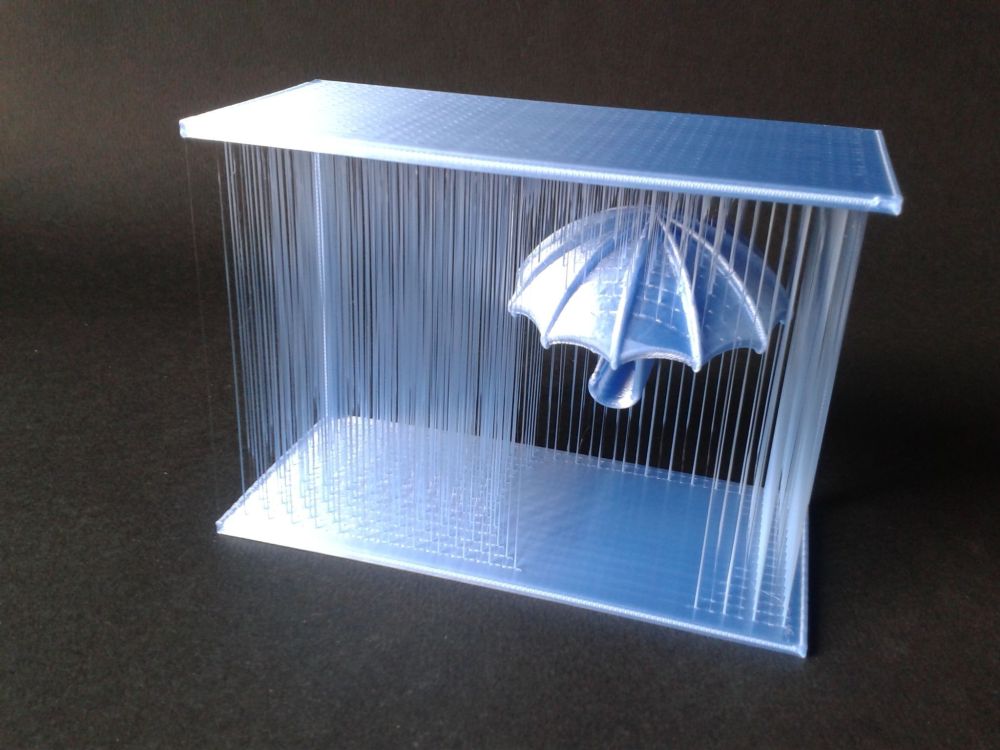
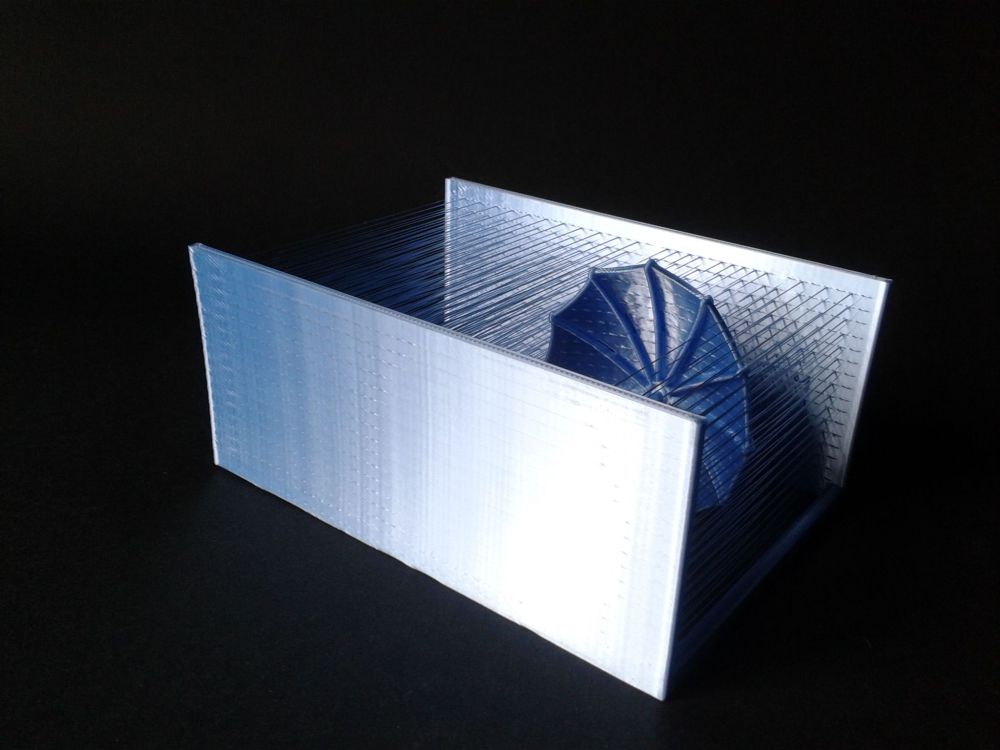
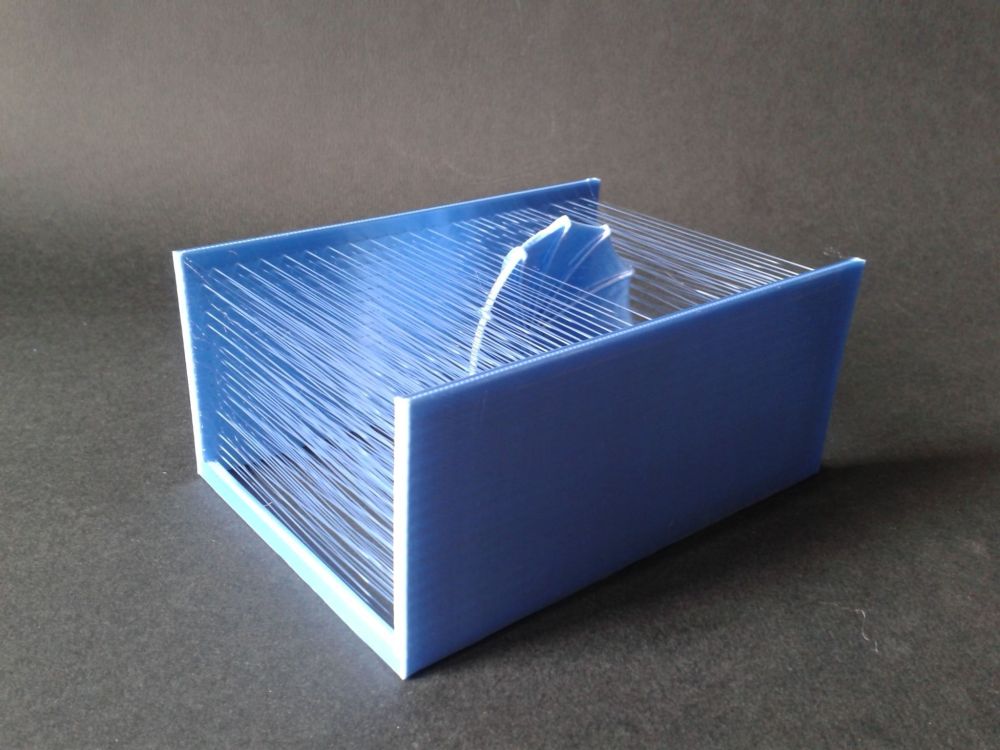
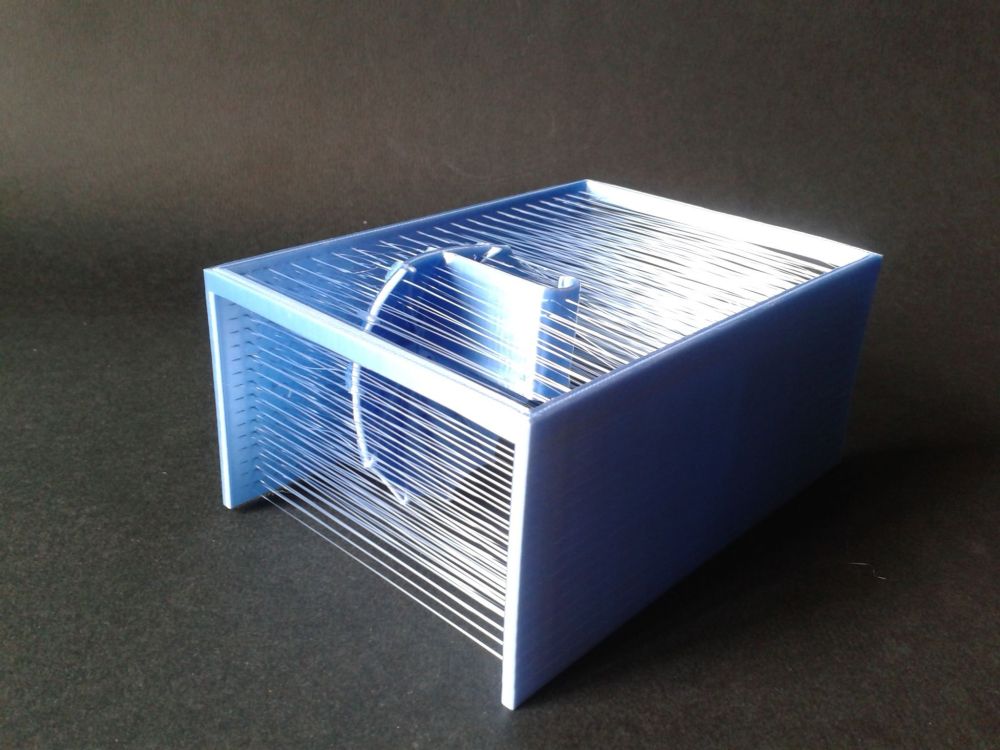
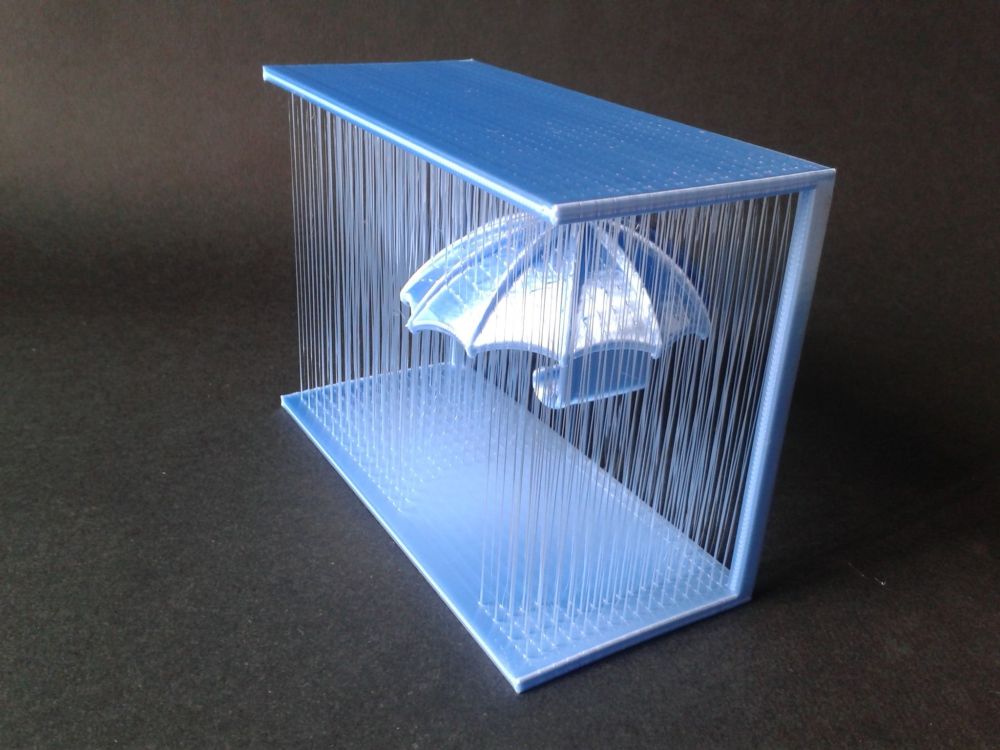
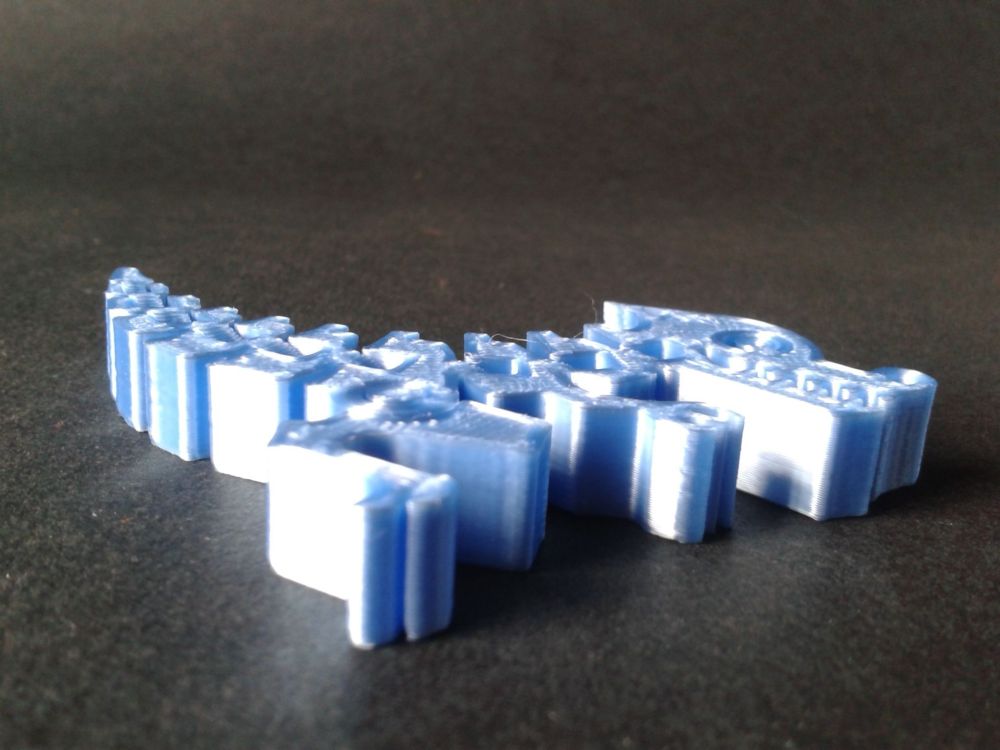
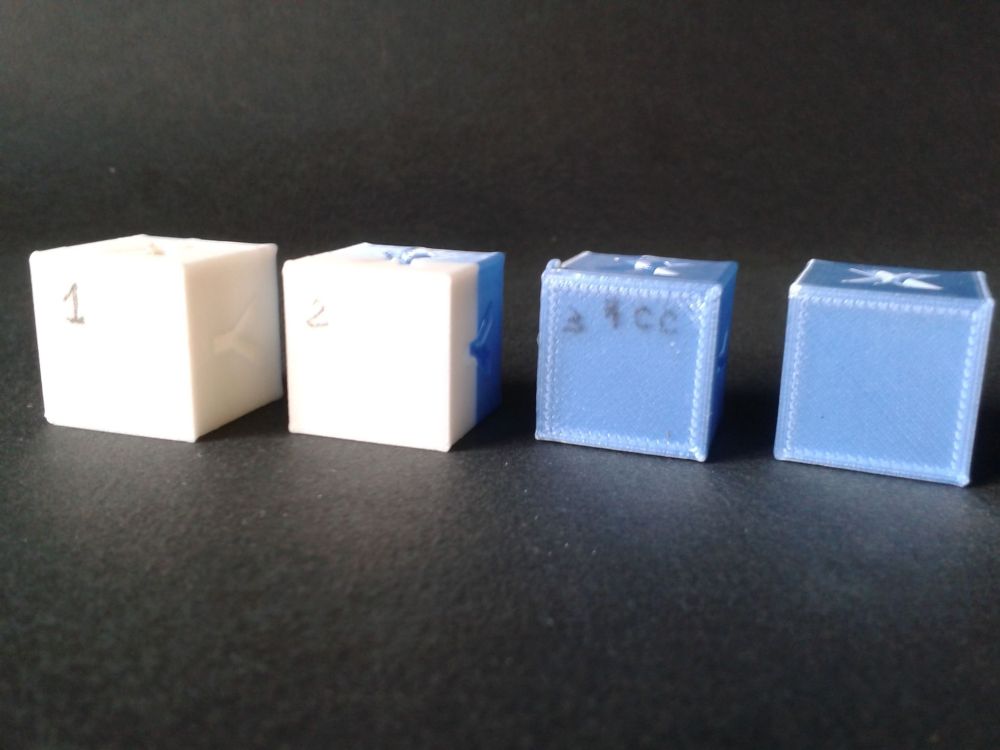
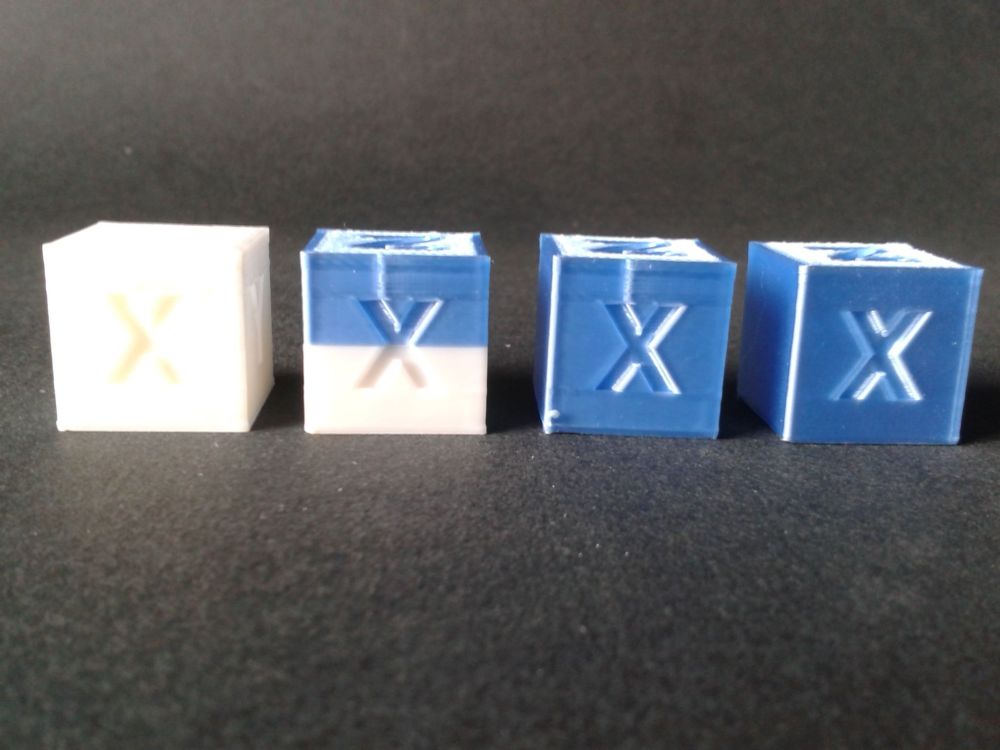
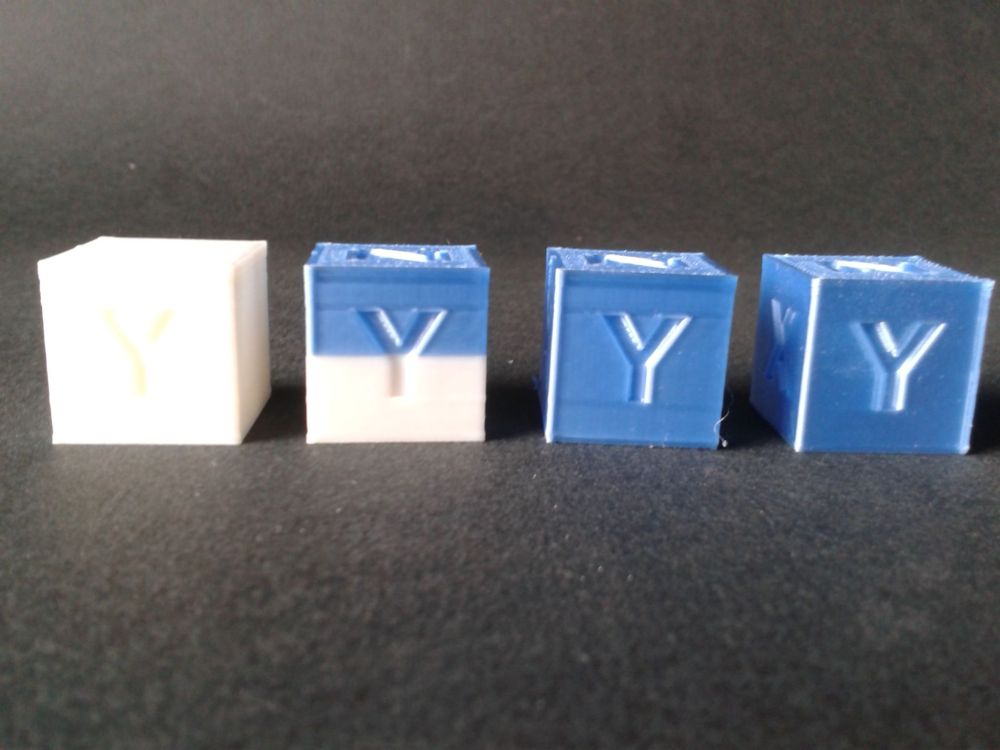
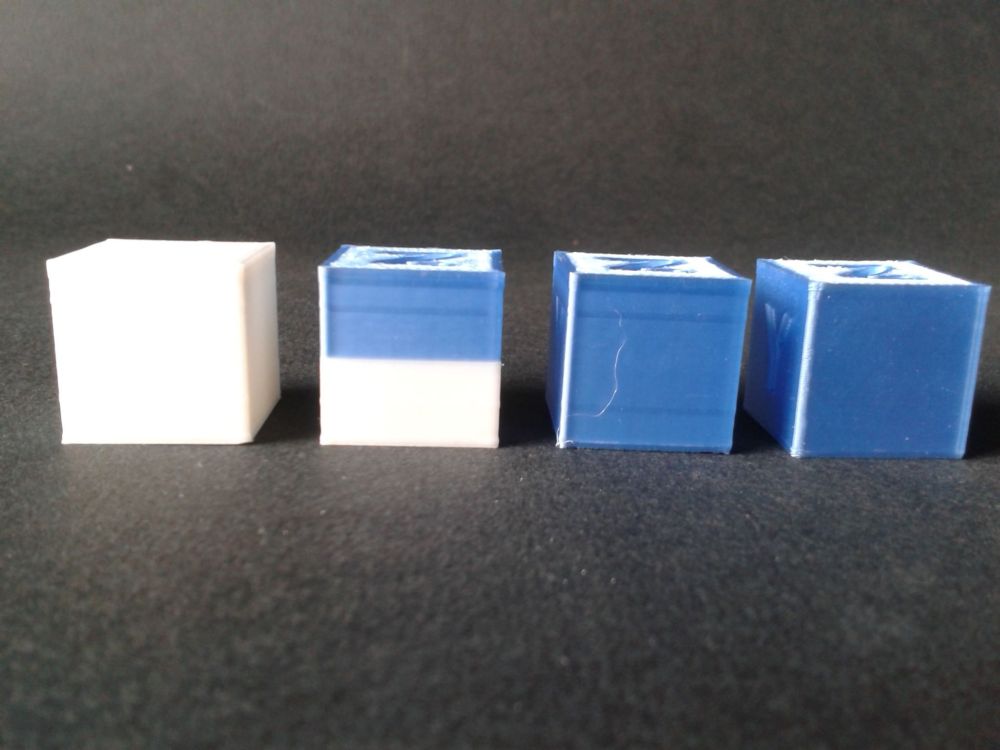
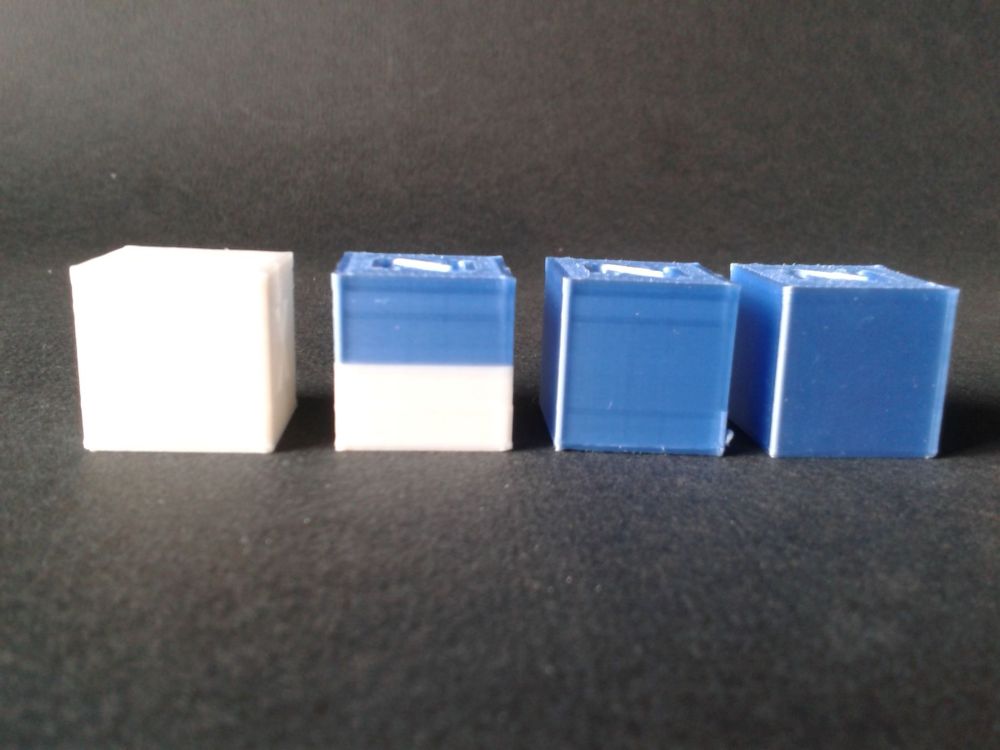
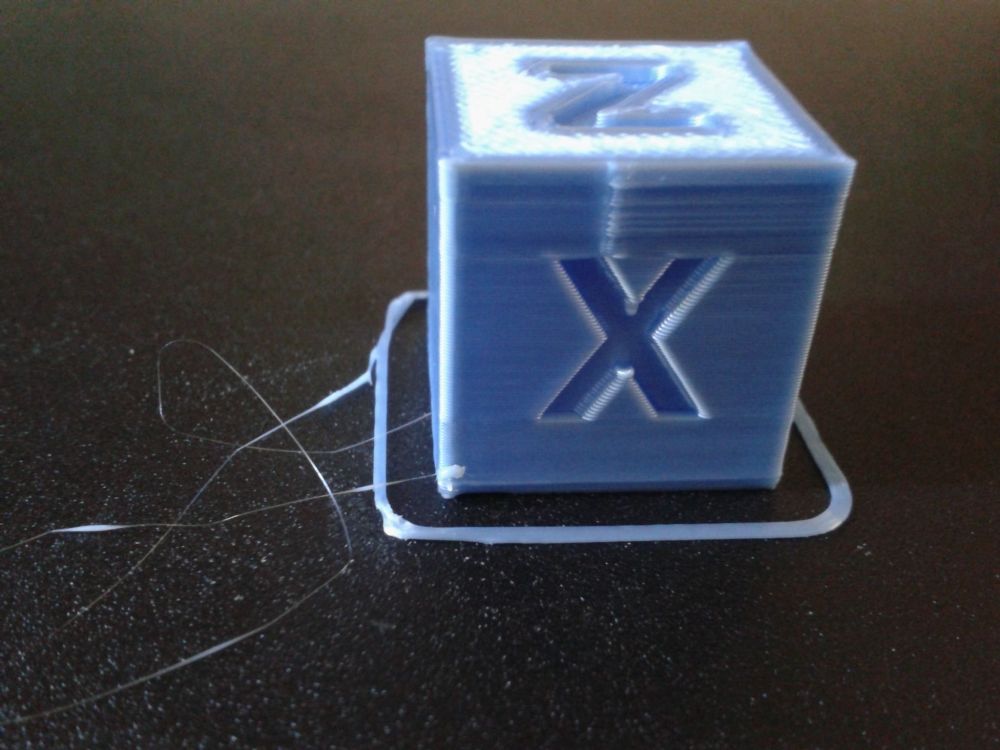
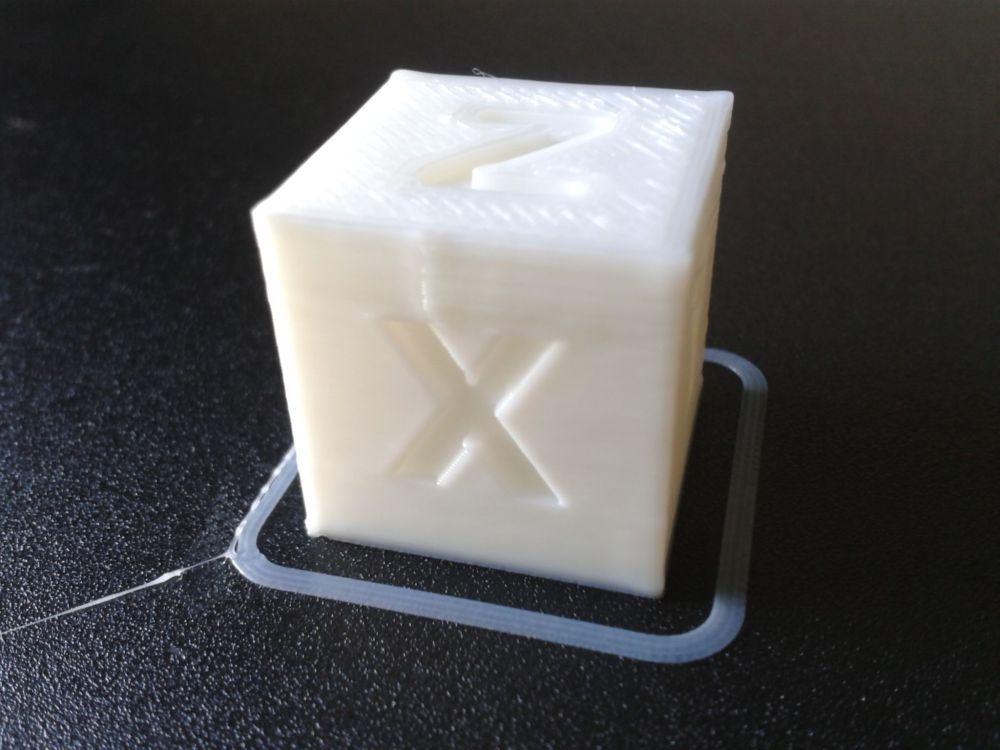
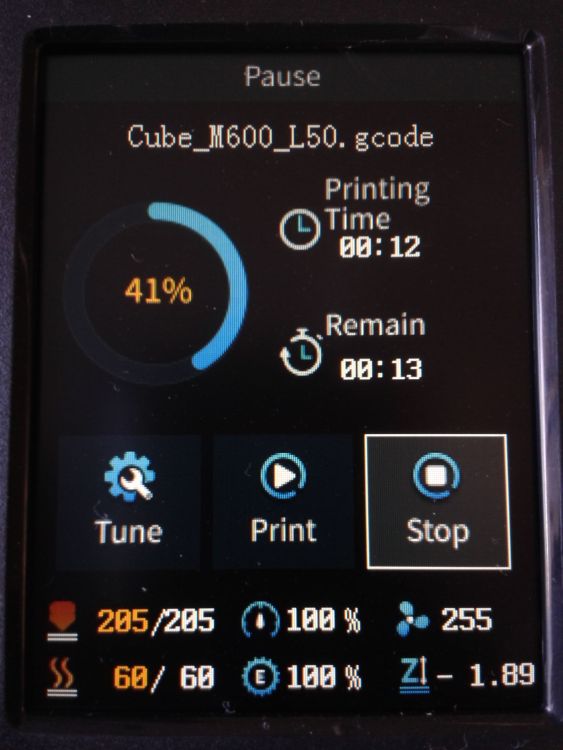
Je n'ai pas encore testé d'autre filaments que du PLA avec le profil "Normal" sous Creality Print ( Creality Print qui crash relativement souvent sous Windows ( et qui crach tout le temps sous linux Ubuntu 20.04), et je traîne a prendre le temps de me faire un profil d'impression sous Ultimaker Cura (lui très stable) que je maîtrise mieux ) Des essais du cube de calibration du plugin "Calibration Shape" de Ultimaker Cura 1 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( ) 2 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( mais ajout a la main d'un M600: Filament Change juste avant la couche 50 ) 3 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( mais ayant subit une reprise sur coupure de courant ) 4 > Tranché sous Ultimaker Cura 5.4.0 ( avec un profil partiellement basé sur les paramètres du profil sur "Creality Print v4.3.6, prile PLA, Normal") Flex Dino Keychain by ffbeso January 29, 2019 https://www.thingiverse.com/thing:3389727 Tranché sous Creality Print v4.3.6, profil PLA, Normal Safe from the Rain 3DPrintBunny https://printables.com/model/563912-safe-from-the-rain Tranché sous Creality Print v4.3.6, profil PLA, Normal Et globalement, je pense arriver aux même conclusions que dans la vidéo de "Aurora Tech"










 1 point
1 point -
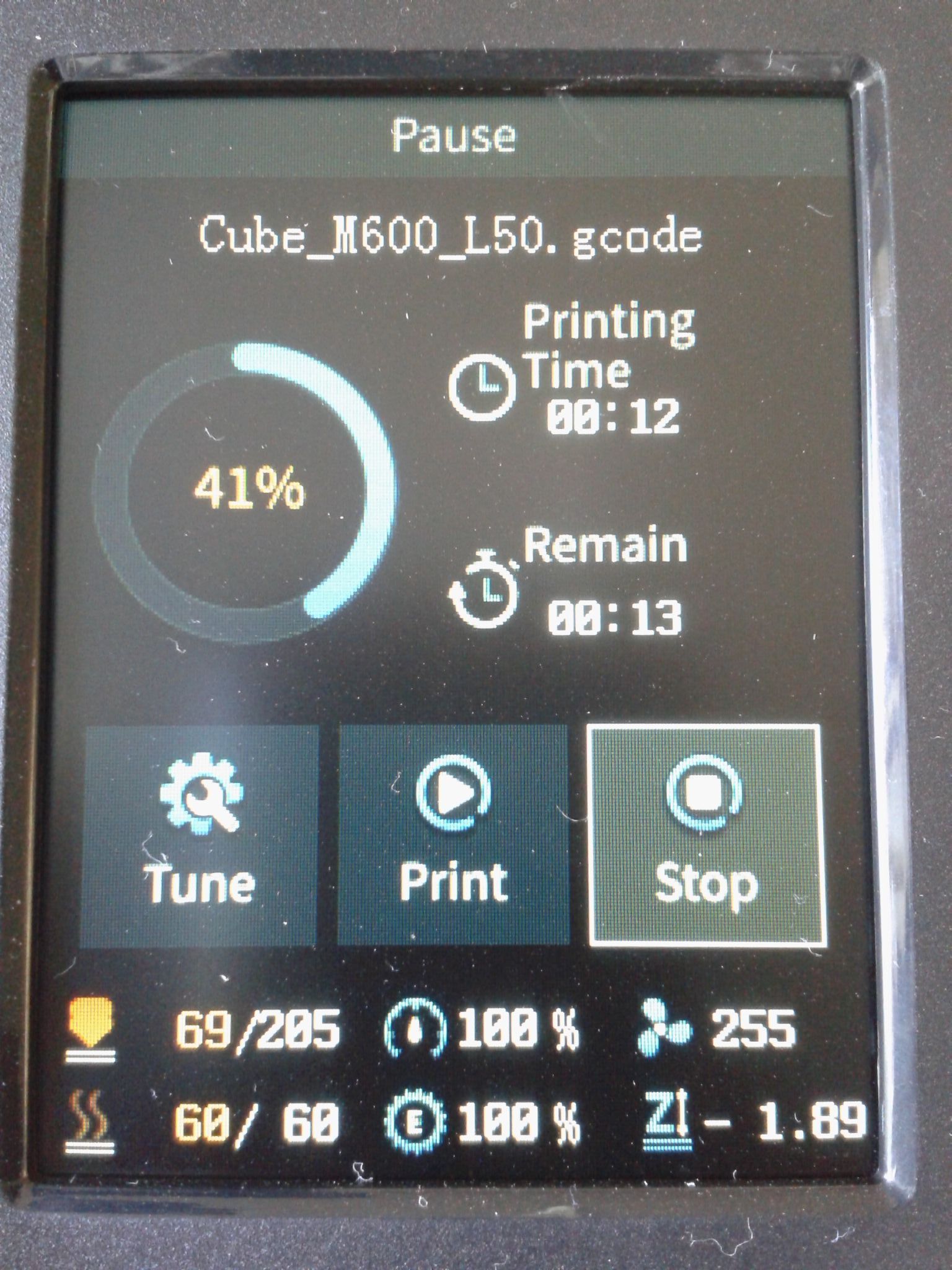
Autres impressions (Acte I) //A FAIRE extrait de commentaires (1er, 2eme, 3eme (dragon (PLA) et ghost TPU), 4eme (ghost TPU vitesses), 5eme (PETG) ) a réorganiser Quelque cubes de test pour commencer simplement (le même que le cube de calibration du plugin "Calibration Shape" de Ultimaker Cura) 1 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( ) //Edit > le placement de la jointure en Z du profil "Normal" est a revoir/adapter pour ce placement de ce modèle ... 2 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( mais ajout a la main d'un M600: Filament Change juste avant la couche 50 ) 3 > Tranché sous Creality Print v4.3.6, profil PLA, Normal ( mais ayant subit une reprise sur coupure de courant ) (Edit > ne pas prendre en compte la qualité de la jupe car essais d'ajustement du Z-Offset lors de son impression. ) 4 > Tranché sous Ultimaker Cura 5.4.0 ( avec un profil partiellement basé sur les paramètres du profil sur "Creality Print v4.3.6, prile PLA, Normal") Flex Dino Keychain by ffbeso January 29, 2019 https://www.thingiverse.com/thing:3389727 Tranché sous Creality Print v4.3.6, profil PLA, Normal Safe from the Rain 3DPrintBunny https://printables.com/model/563912-safe-from-the-rain Tranché sous Creality Print v4.3.6, profil PLA, Normal --- "Creality Hyper PLA Blanc" Trancheur : Creality Print v4.3.6 Qualité Normal ( 0.2 mm ) --- TPU 95A --- PETG ---




 1 point
1 point -
Difficultés et autres remarques Pour le moment riens de critique a signaler. La plaque flexible d'impression avec un revêtement PC fourni, offre une très très bonne adhérence (même trop). Car même après que la température du plateau soit revenue à température ambiante, avec le Z-Offset automatiquement déterminé, et car je n'ose pas trop plier cette plaque pour ne pas la déformer, ou pour les impressions de seulement quelques couches de hauteurs (donc flexibles, comme une jupe ou la ligne de purge) Les messages d'erreurs



 1 point
1 point -
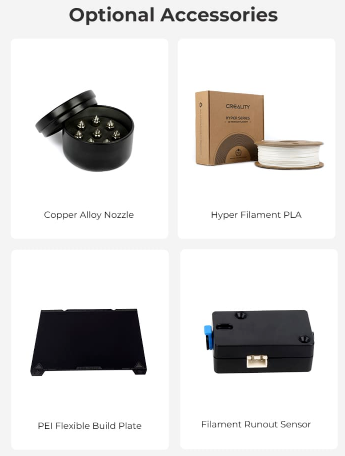
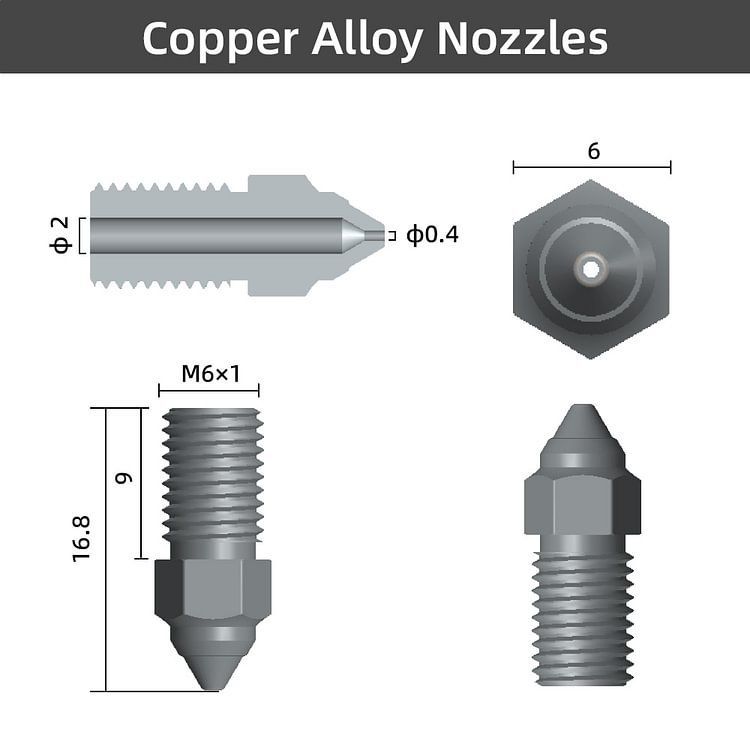
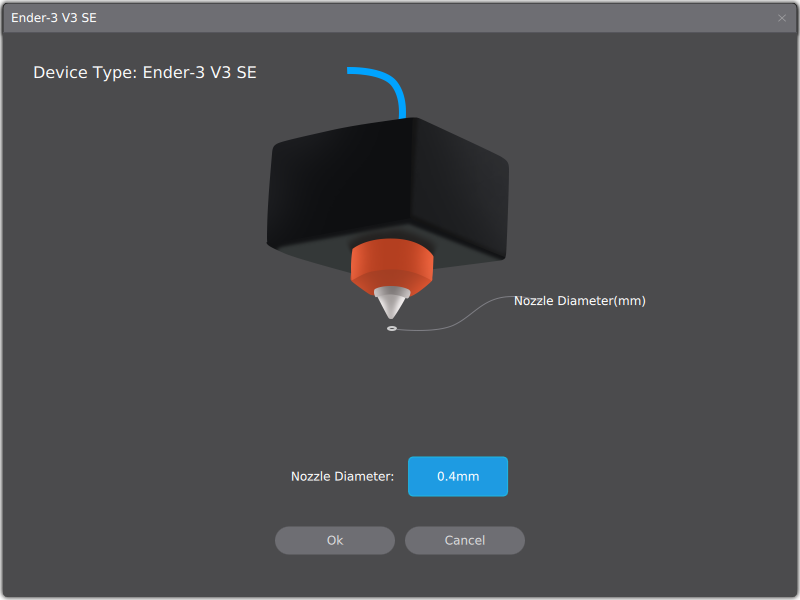
Accessoires optionnels ou Upgrades. Pour le moment (12/09/2023) pas d'upgrade officiel de disponible. Mais il semble exister des accessoires optionnels (Que je n'ai pas testés, sauf le filament "Hyper Filament PLA" gracieusement fourni) "Copper Alloy Nozzle" (a ce jour (12/09/2023) je n'ai pas trouvé de lien d'achat sur le store UE pour une version compatible avec la tête d'impression de la "Ender-3 V3 SE") (Attention si comme pour les autres kit de ce genre il y a des buses ayant des diamètres différents, il sera difficile de les utiliser, car la version actuelle de Creality Print (v3.4) ne permet pas de définir autre chose qu'une buse de 0.4 mm de diamètre pour la "Ender-3 V3 SE") https://store.creality.com/products/high-speed-nozzle-kit "Hyper Filament PLA" (Il me faut faire plus d'impressions avec pour donner un avis) https://store.creality.com/eu/products/hyper-1-75mm-pla-3d-printing-filament-1kg "PEI Flexible Build Plate" (Plaque flexible avec revêtement PEI) ( Surface plateau 235 x 235(+15) mm (L x P) ) PEI lisse https://store.creality.com/eu/products/k1-smooth-pei-build-plate PEI texturé https://store.creality.com/eu/products/k1-ender-3-v3-se-pei-build-plate La plaque flexible a les même dimensions que celles que l'on trouve sur la "K1" et la "Ender-3 S1" donc en équivalent l'on trouve aussi https://fr.aliexpress.com/item/1005005820165492.html "Filament Runout Sensor" (Capteur de fin de filament) (Pas de lien d'achat officiel pour la "Ender-3 V3 SE" a ce jour (12/09/2023) mais un capteur de fin de filament standard doit pouvoir être utilisé si l'on fait bien attention a identifier les PIN (Signal, GND, +5V)) Quand je regarde la buse de rechange fournie (la photo), mes mesures correspondent avec (le schéma) Source schéma https://store.creality.com/products/high-speed-nozzle-kit Pièces détachées A cette date, pas de liens spécifique d'achat, pour par exemple une tête complète. Il faut demander au SAV ou support de Creality. ( cs@creality.com , https://www.facebook.com/crealitycustomerservice )
 1 point
1 point -
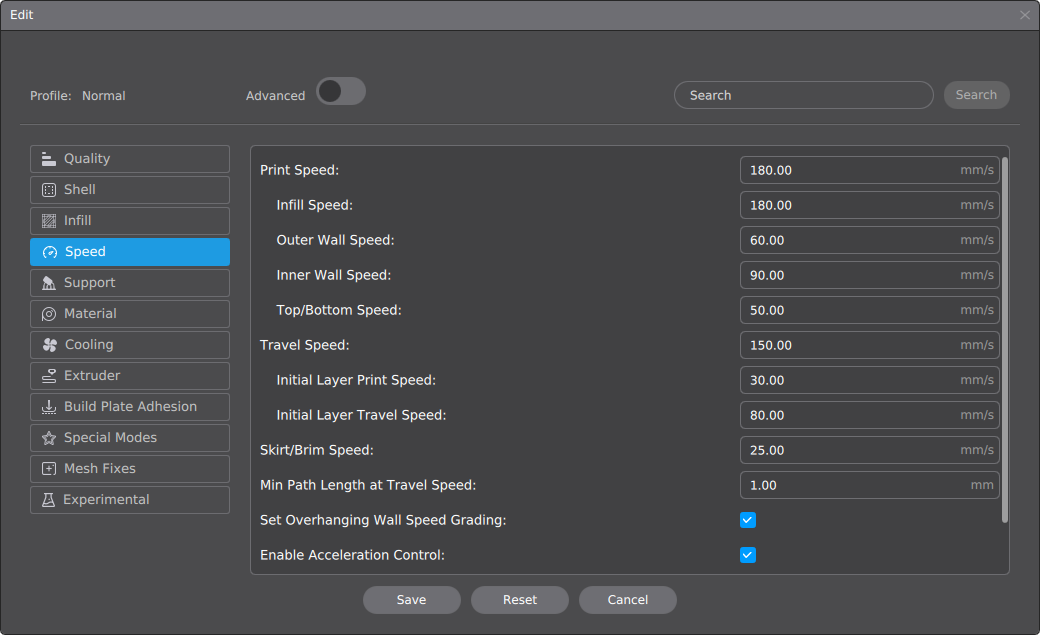
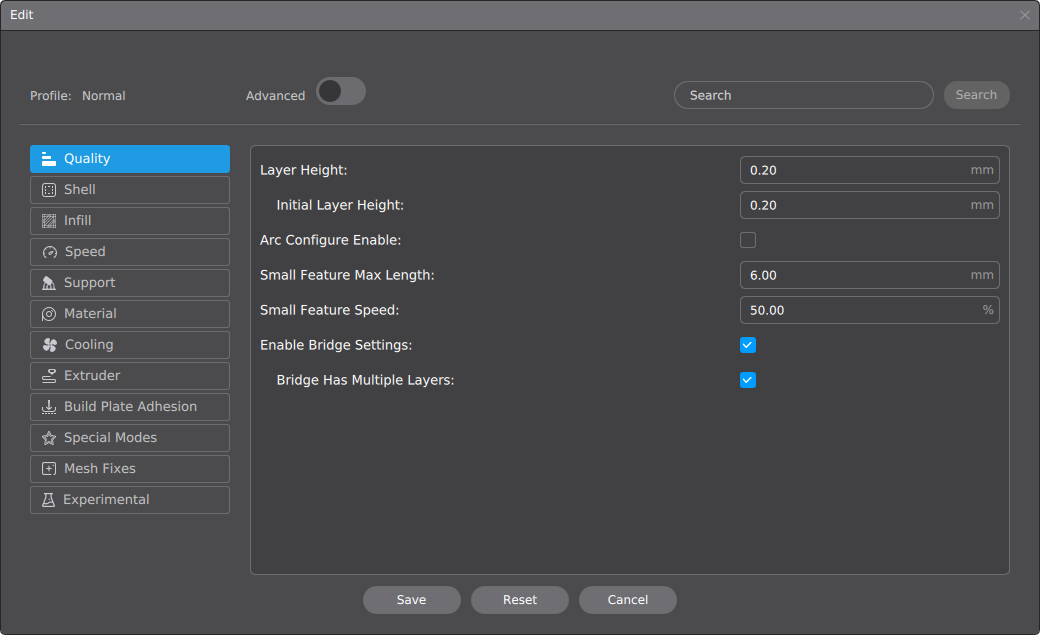
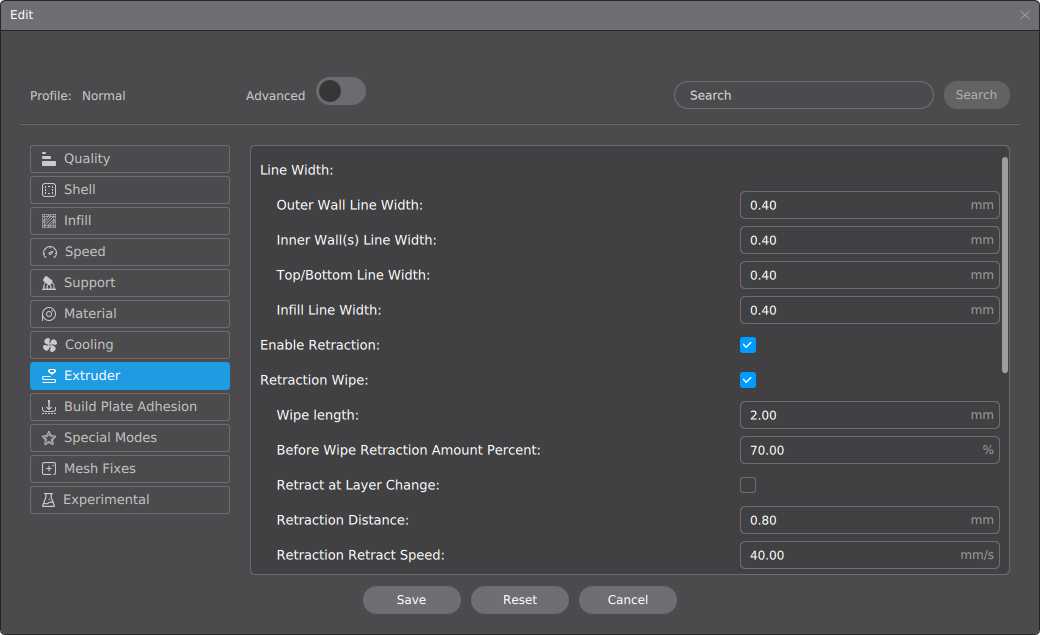
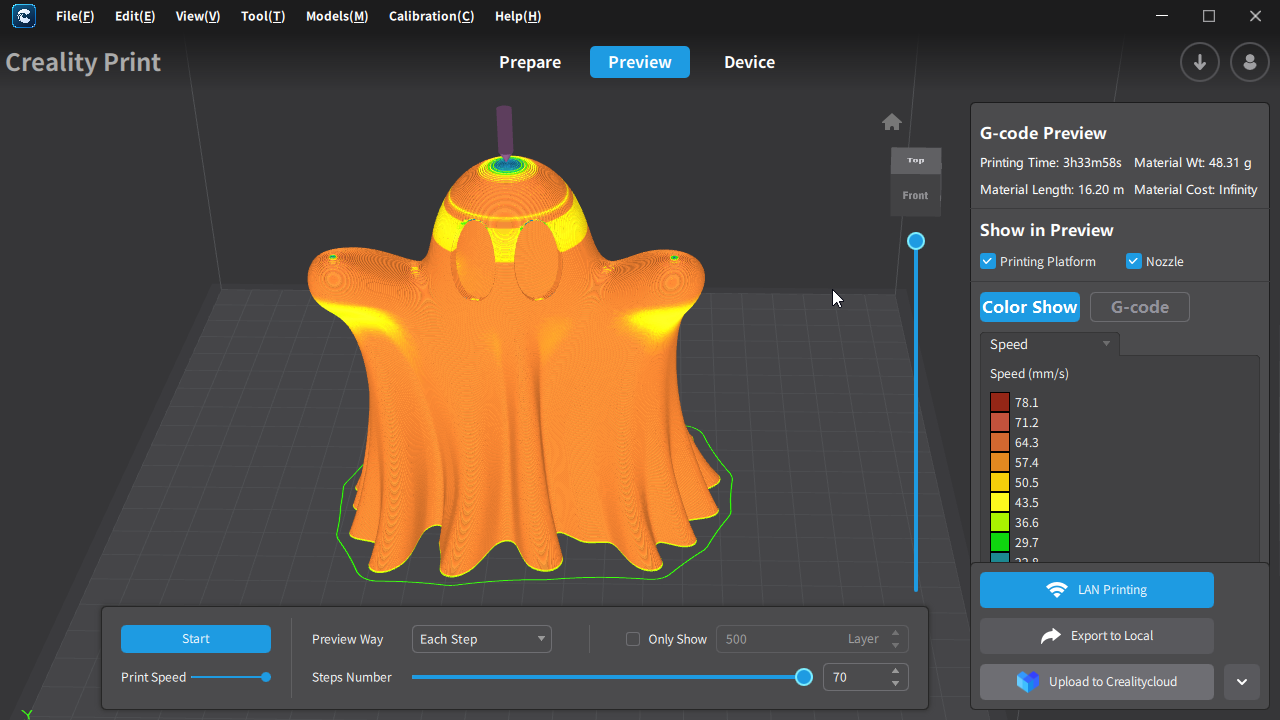
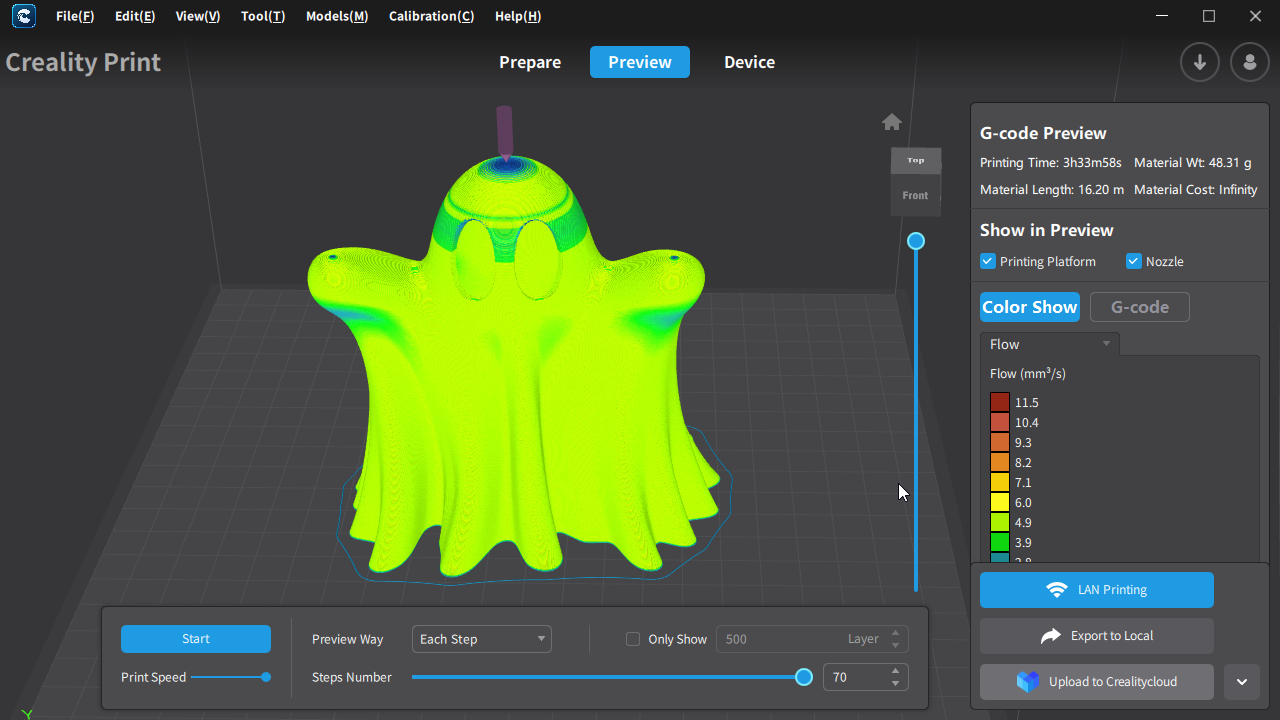
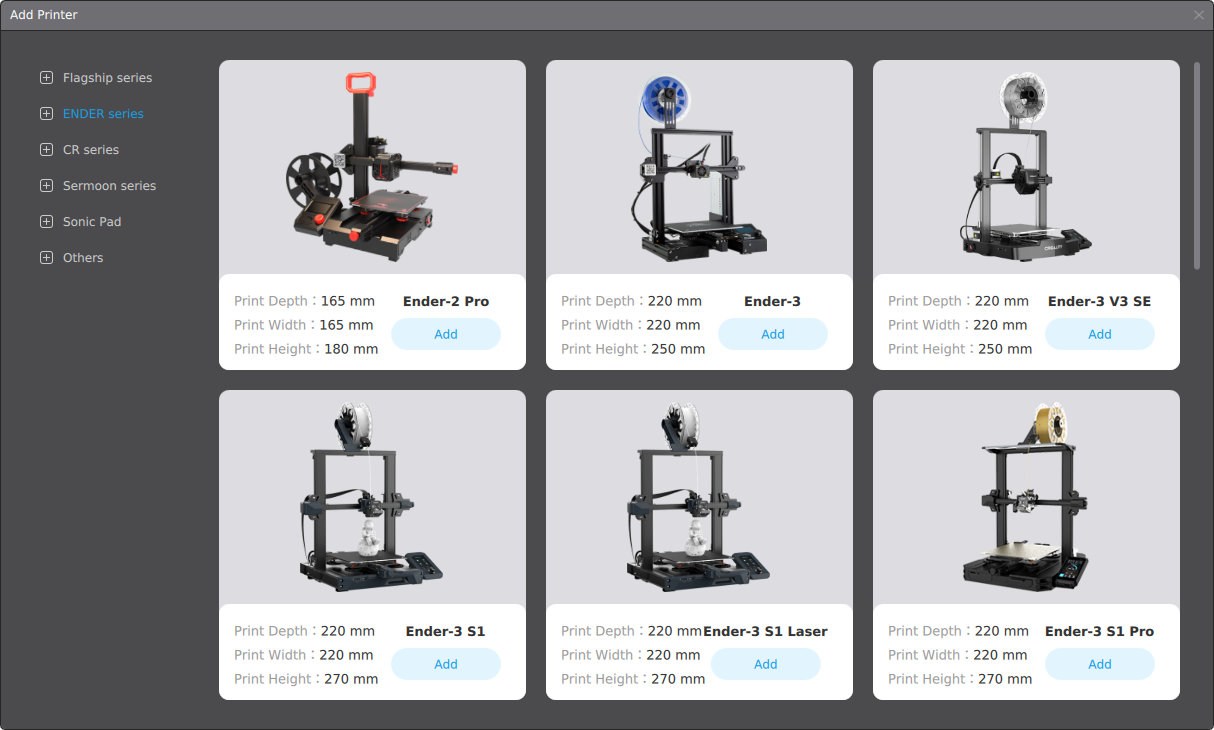
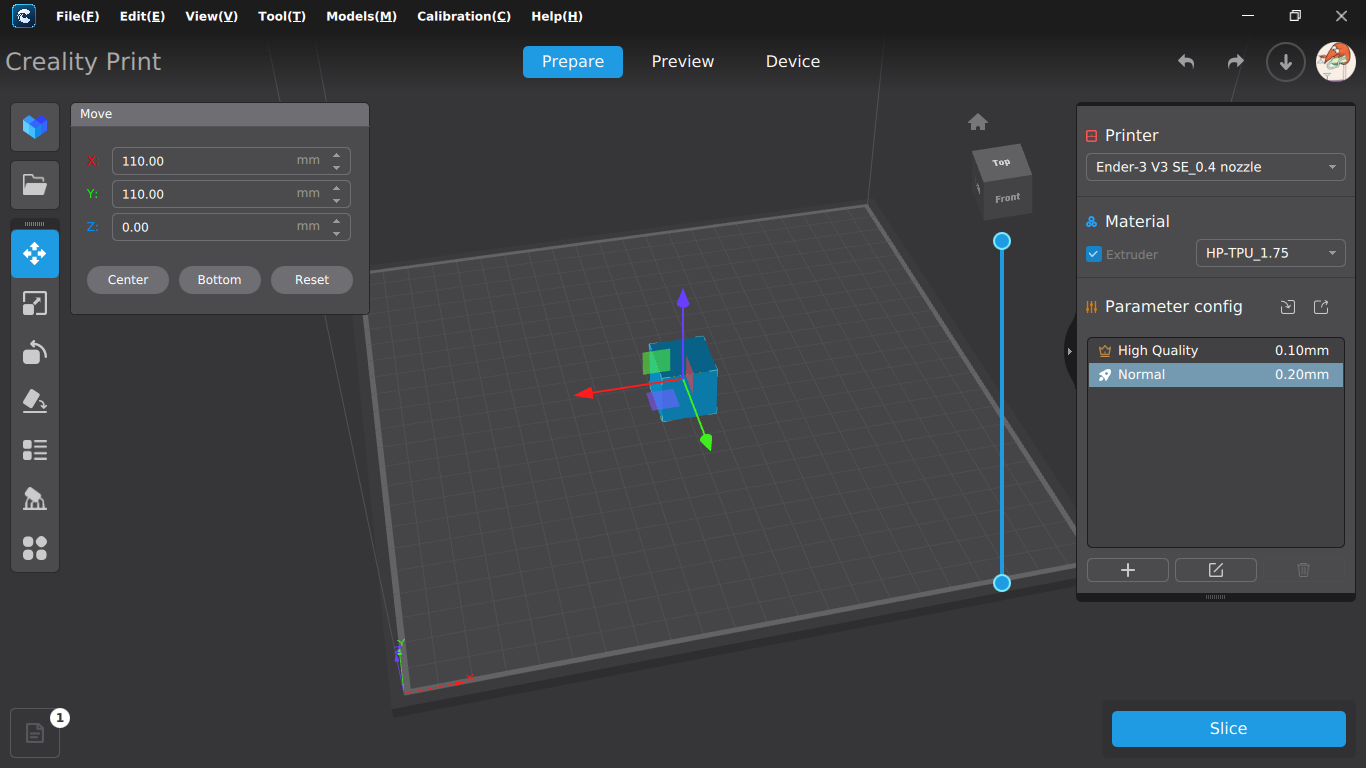
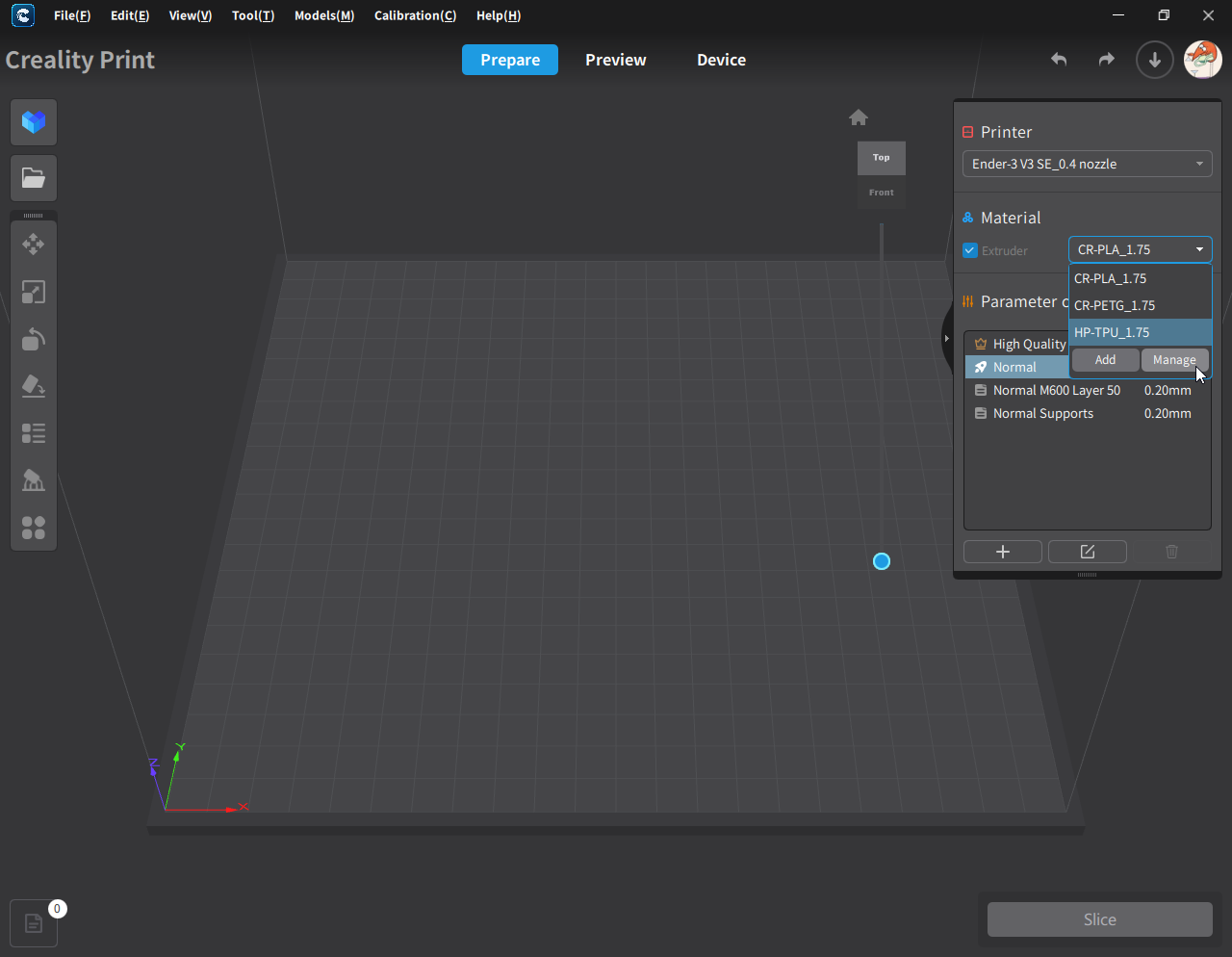
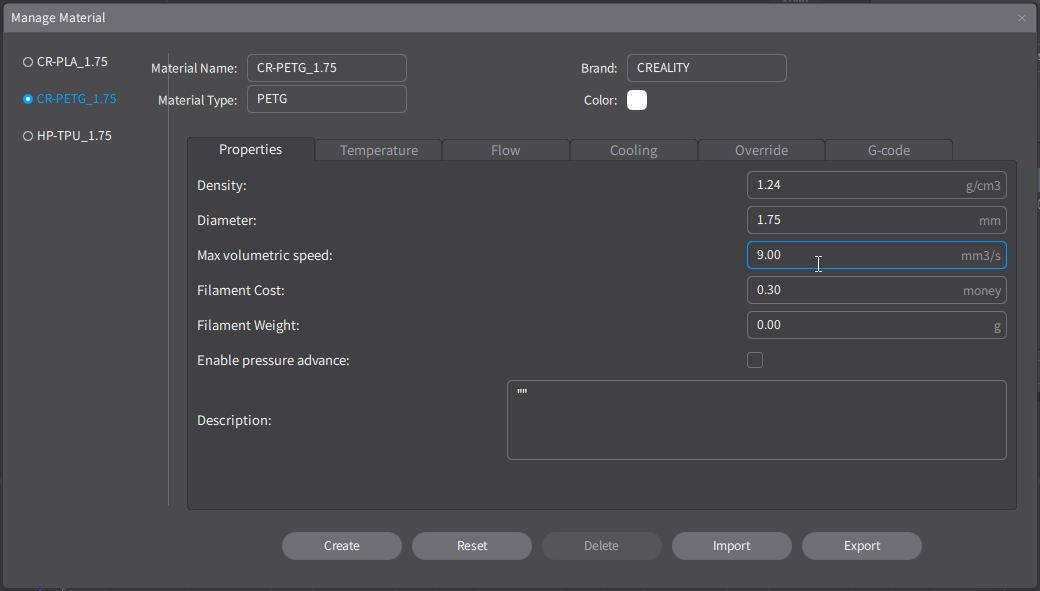
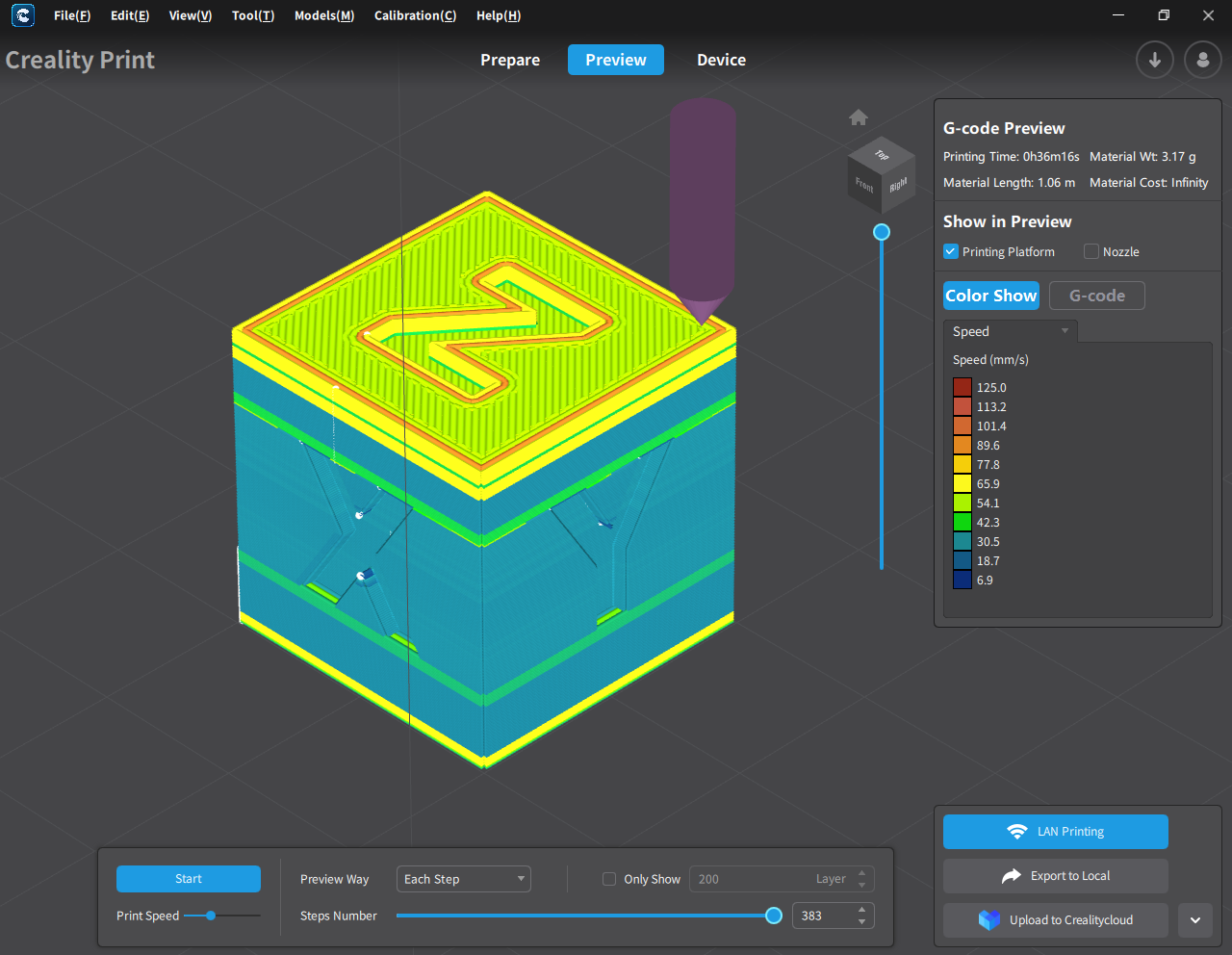
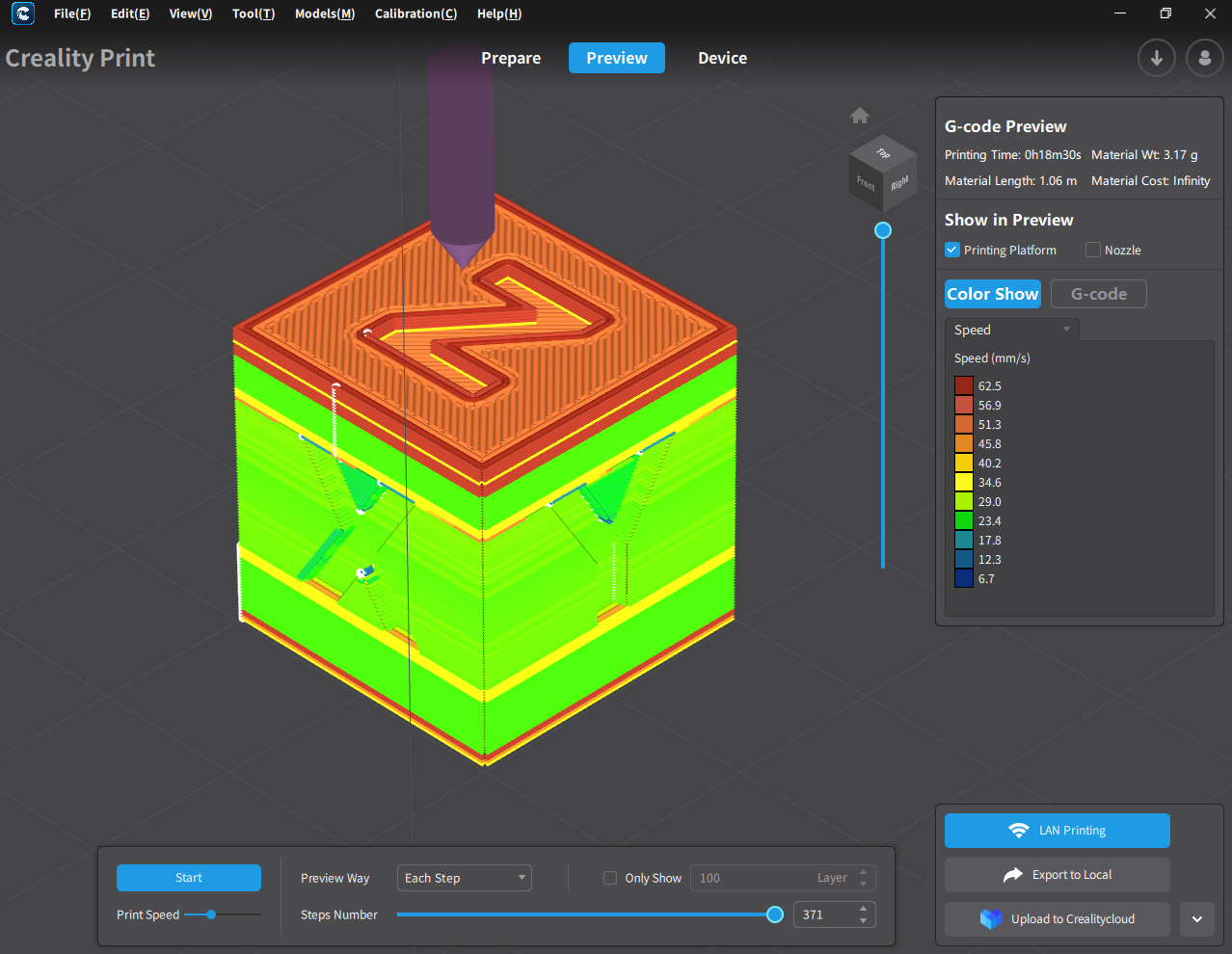
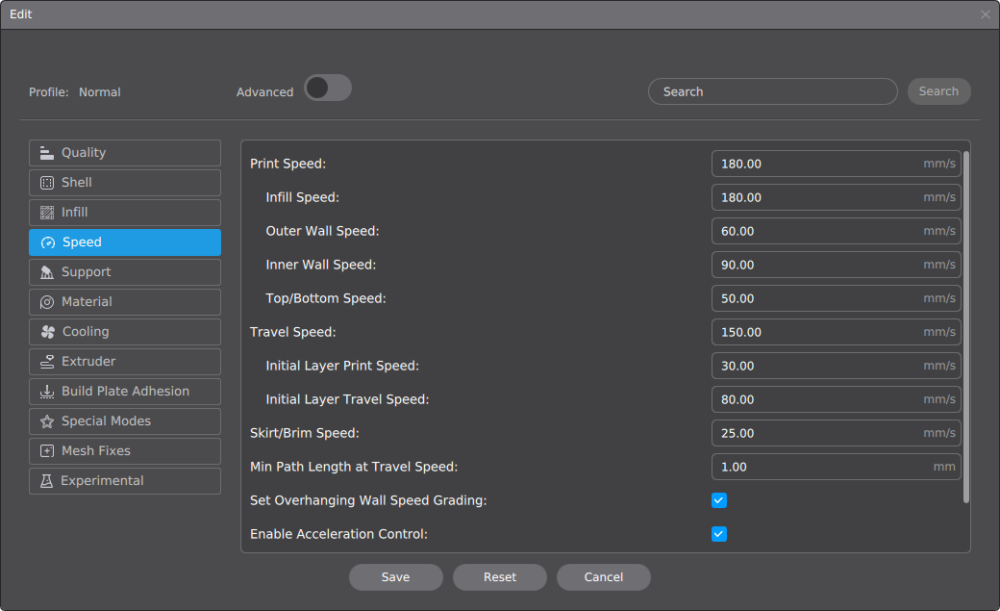
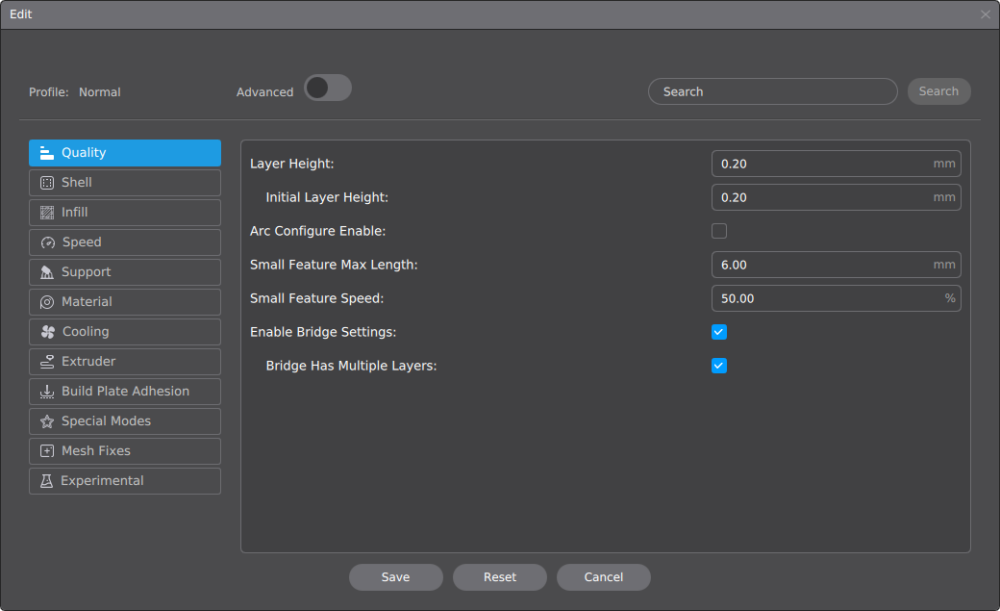
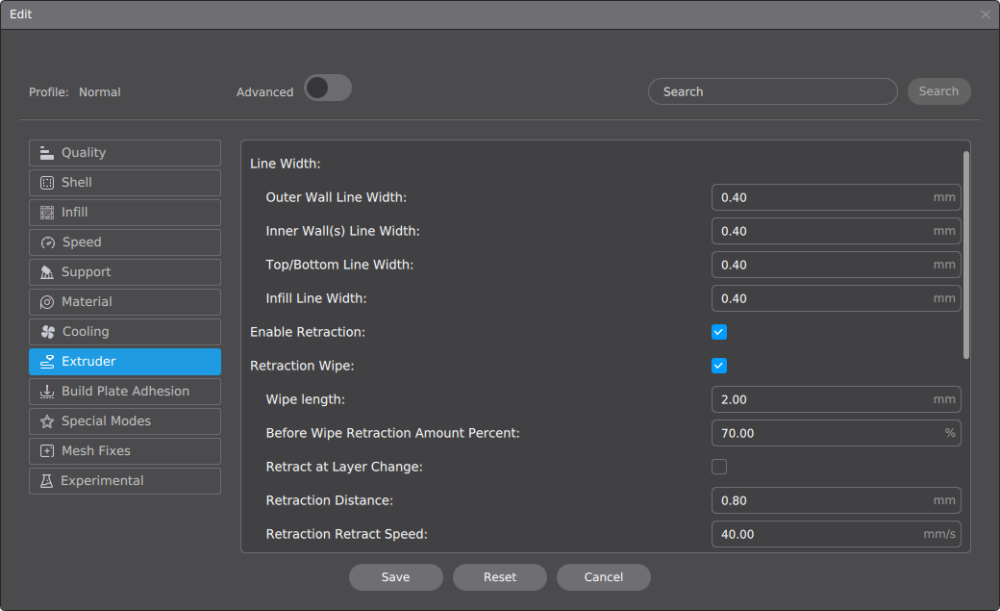
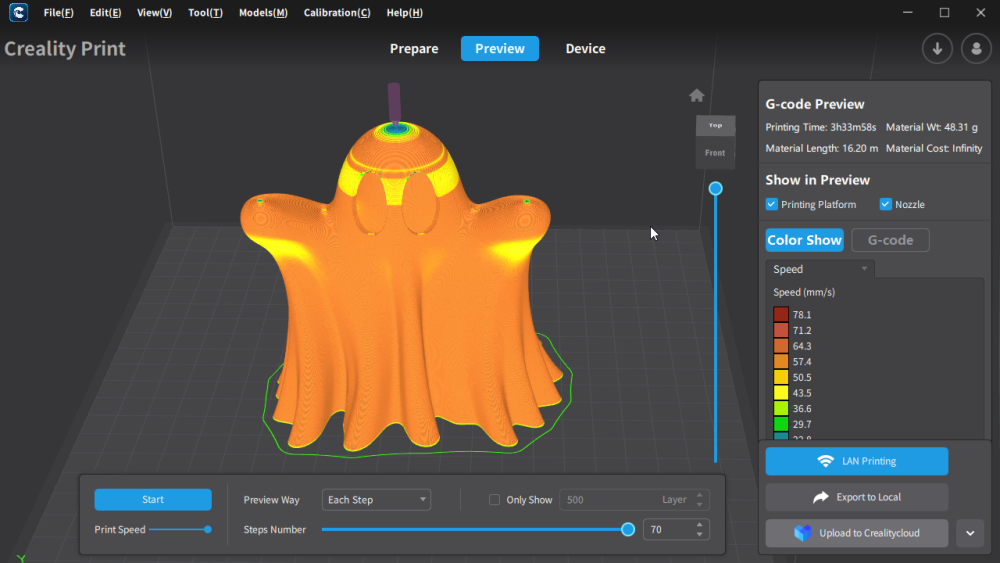
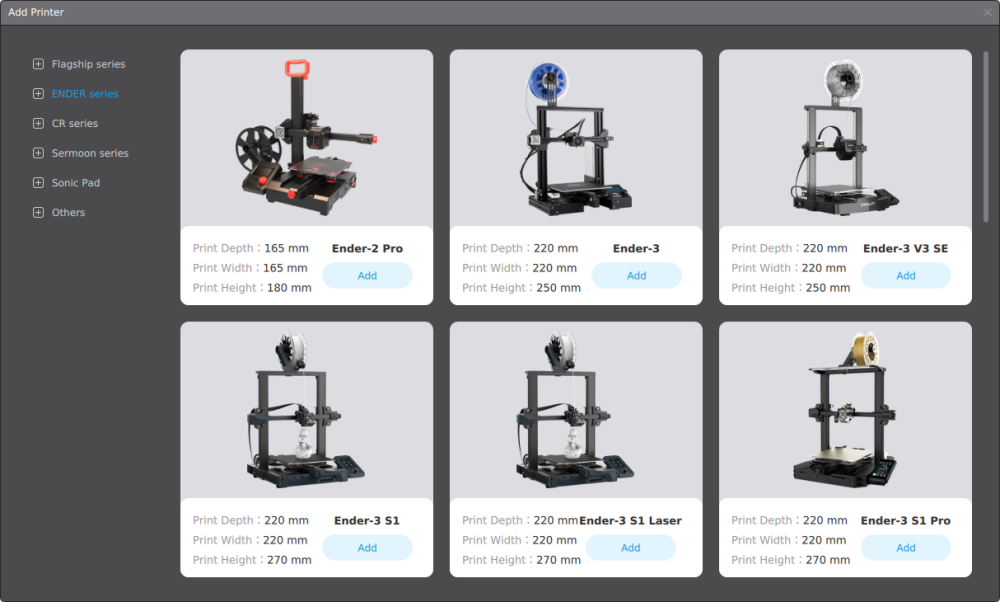
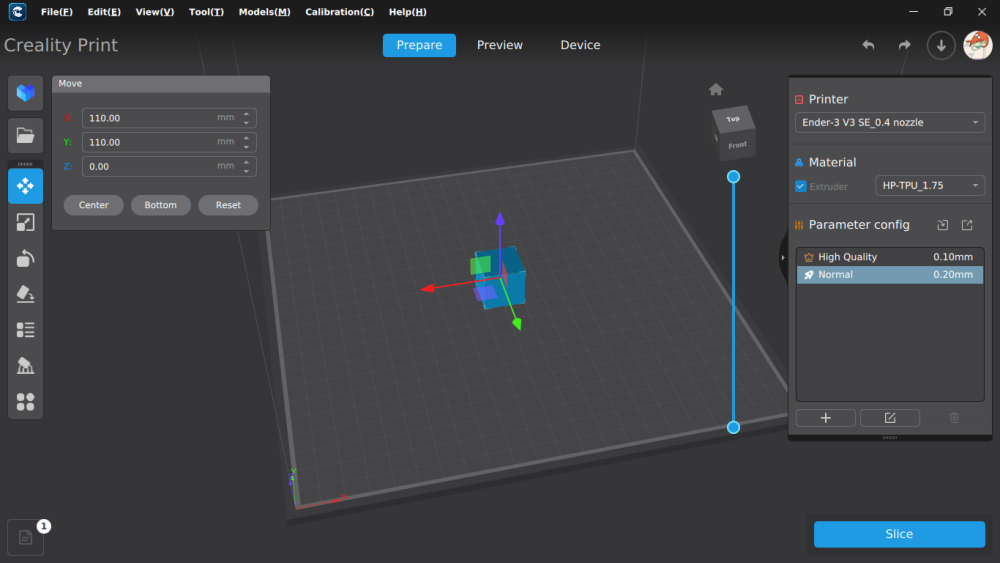
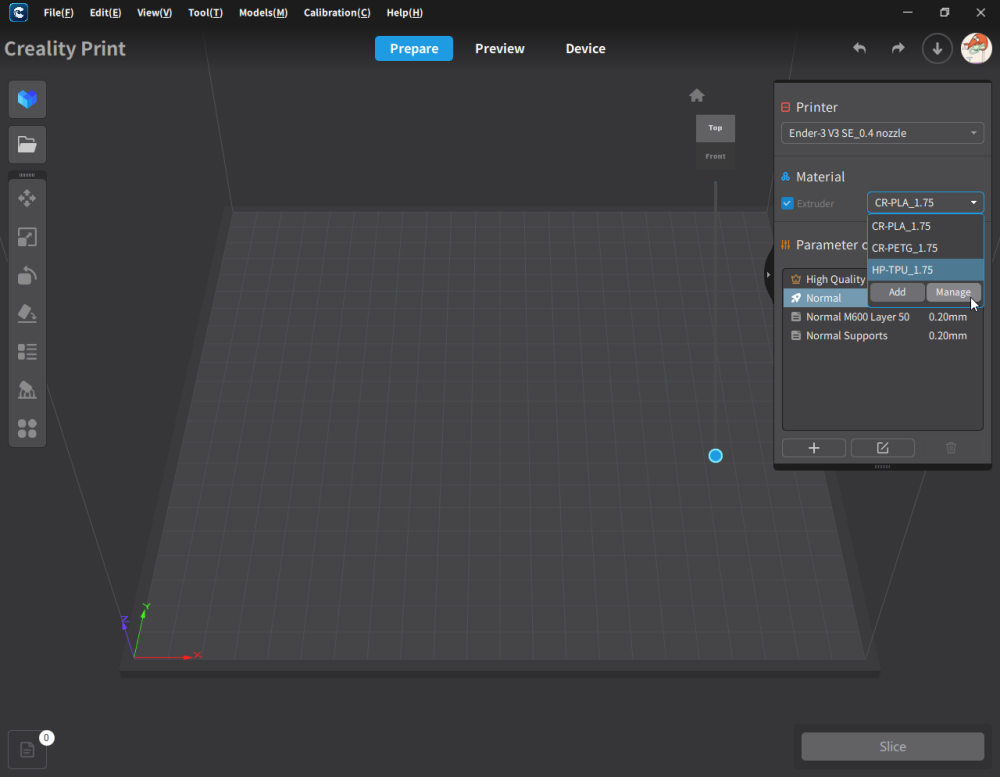
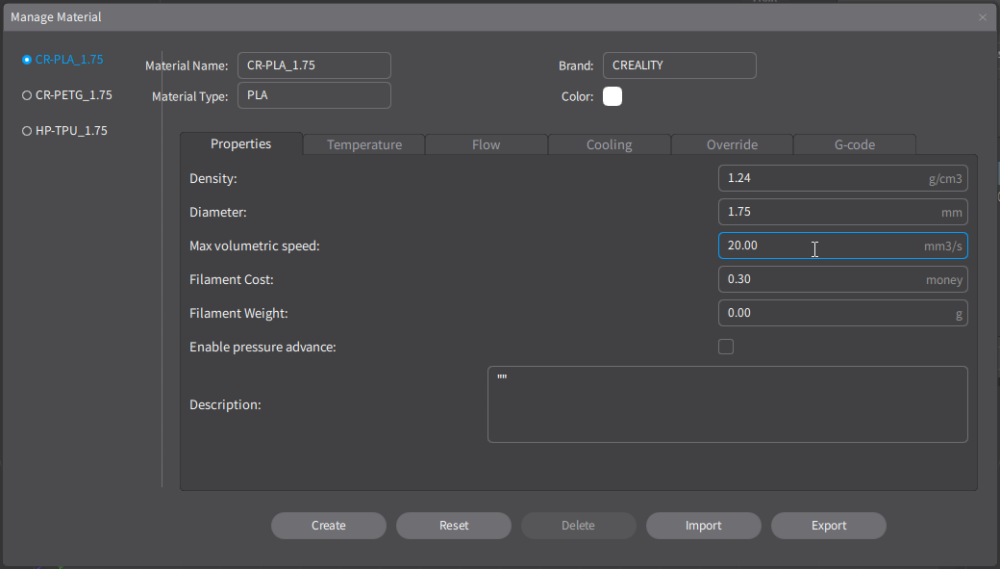
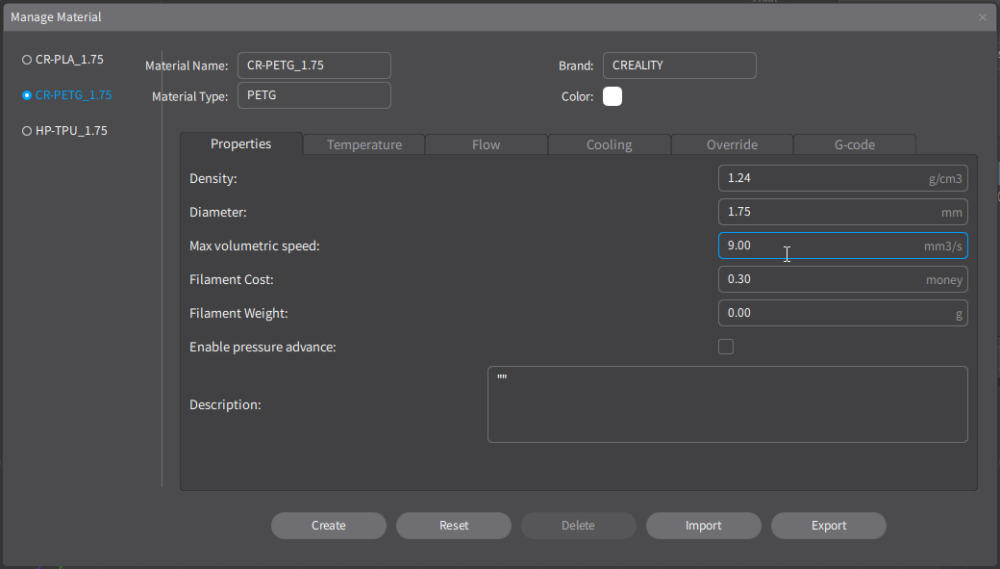
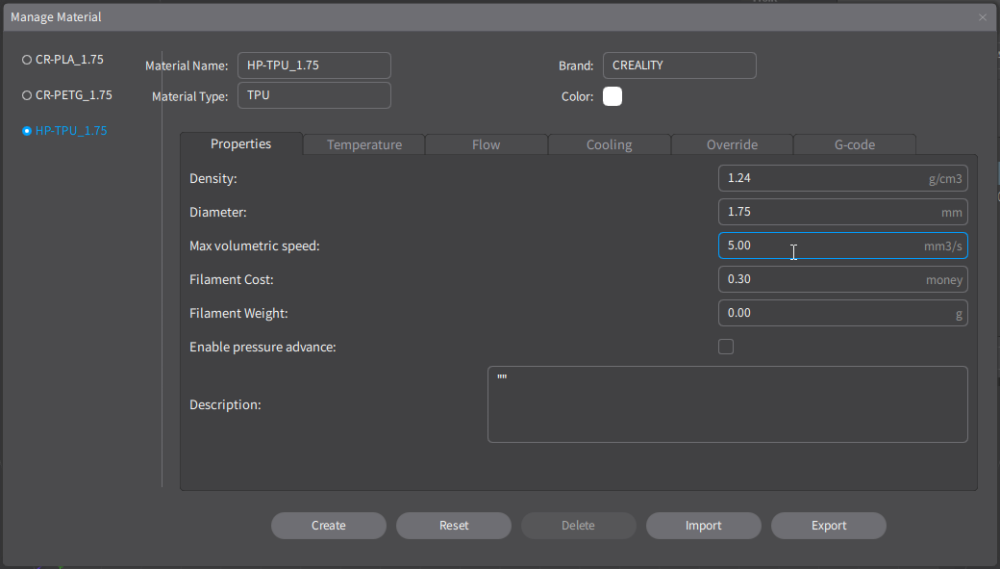
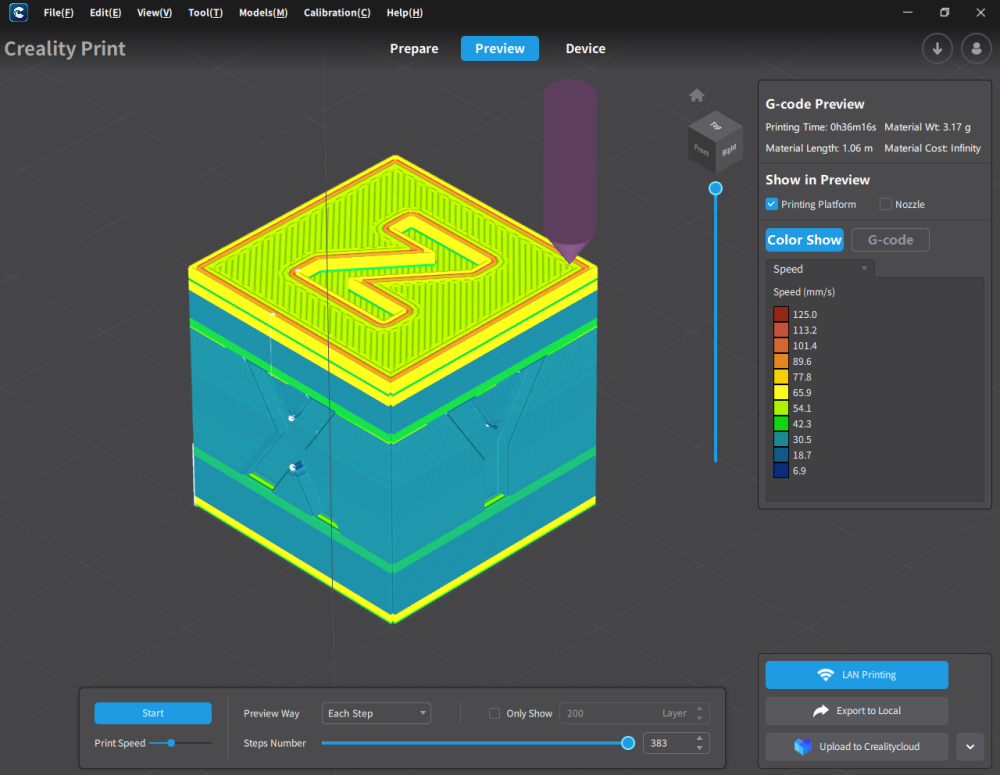
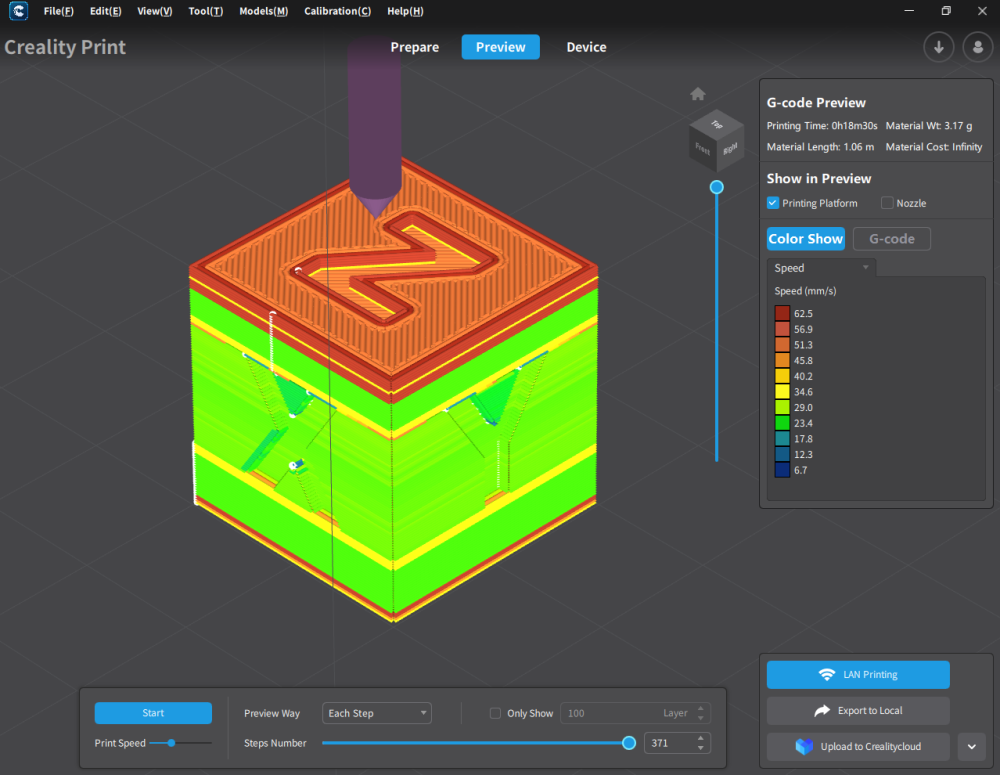
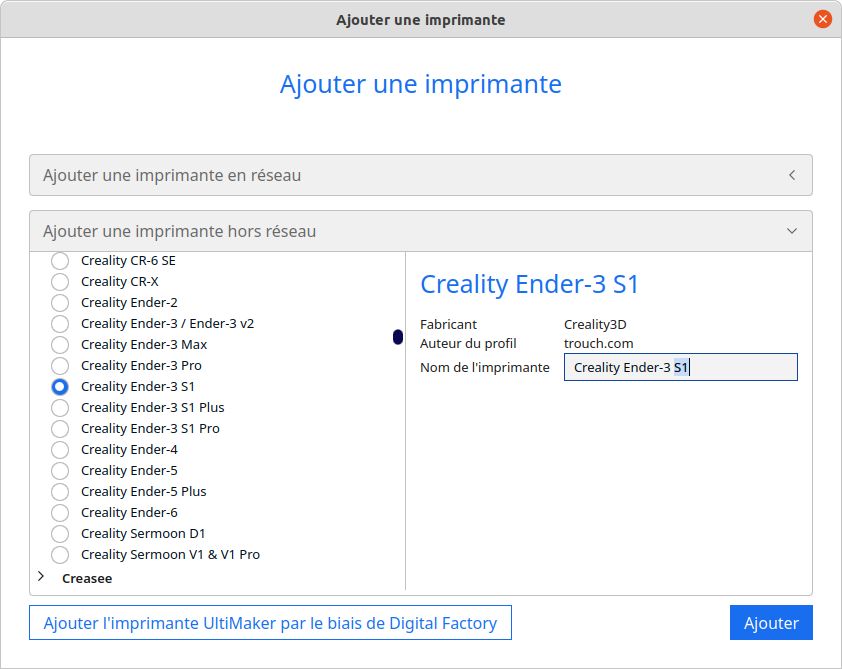
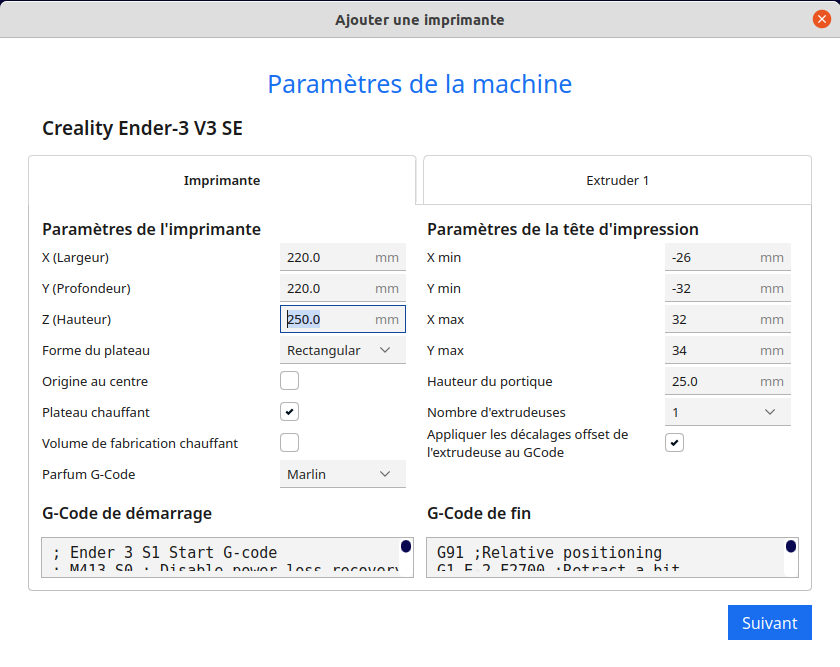
Trancheurs Creality fourni une version 4.3.6 de "Creality Print" que l'on peut télécharger sur https://www.crealitycloud.com/software-firmware/software Malheureusement, a cette date (12/09/2023), cette version semble encore pleins de bugs la version d'extension ".AppImage" pour Linux, crash ("Erreur de segmentation") quand je clic sur "Slice" (sous ma Ubuntu 20.04) la version Windows (qui elle, ne crash pas (trop souvent) quand je clic sur "Slice") reste tout de même instable et a tendance a crasher de temps en temps (sauver votre projet régulièrement, pour ne pas risquer de le perdre trop de travail de préparation de la scène d'impression, sur un crash). il n'y a pas beaucoup de traduction disponible... Il n'est pas possible via l'interface de définir une buse d'un diamètre différent de 0.4 mm. ... Mais elle me semble relativement intuitive a configurer lors de sont premier démarrage et dispose d'un profil d'imprimante pour la "Ender-3 V3 SE" Bien noter que "Creality Print" utilise une notion de limite de "Débit volumétrique maximale (mm³/s)" qui change selon le matériau sectionné. Et donc, pour un même modèle 3D et même profil de qualité, selon le matériau sélectionné, les vitesses seront adaptées pour ne pas dépasser cette limite de "Débit volumétrique maximale (mm³/s)" dans le résultat d'un découpage/tranchage (quand on clique sur "Slice") Pour illustrer, la vue d'aperçu qui affiche des nuances de couleur selon les vitesses utilisées, pour un même modèle 3D, un même profil de qualité d'impression (ici le "Normal") mais l'un avec du PLA (ou du PETG j'ai oublié de noter ... je dois vérifier) et l'autre avec du TPU comme matériau lors du tranchage. Profil d'imprimante sous Ultimaker Cura (a cette date 12/09/2023 Ultimaker Cura v5.4 ne dispose pas encore d'un profil pour la "Ender-3 V3 SE") Partir du profil d'une "Ender-3 S1" (car elle aussi a un extrudeur direct drive "Sprite" et donc les valeurs de "distance de rétractions" seront normalement adaptées) et modifier le nom de l'imprimante en "Ender-3 V3 SE" modifier la hauteur du volume d'impression qui est de 250 mm pour une "Ender-3 V3 SE" ... ... Projet Ultimaker Cura (v5.4) qui permet normalement d'importer un profil pour le "Ender-3 V3 SE" (basé sur un profil modifié d'une "Ender-3 S1") mais dont les profil de qualité d'impression sont encore a ajuster pour avoir un équivalent avec ce que propose "Creality Print v4.3.6" UC_E3V3SE_CubeCalib_CPNormalLike.3mf (version temporaire) // A FAIRE refaire des projets avec un profil d'impression qui colle le plus possible, avec le profil qualité "Normal" de "Creality Print" pour la "Ender-3 V3 SE" pour du PLA, du TPU et du PETG.

 1 point
1 point -
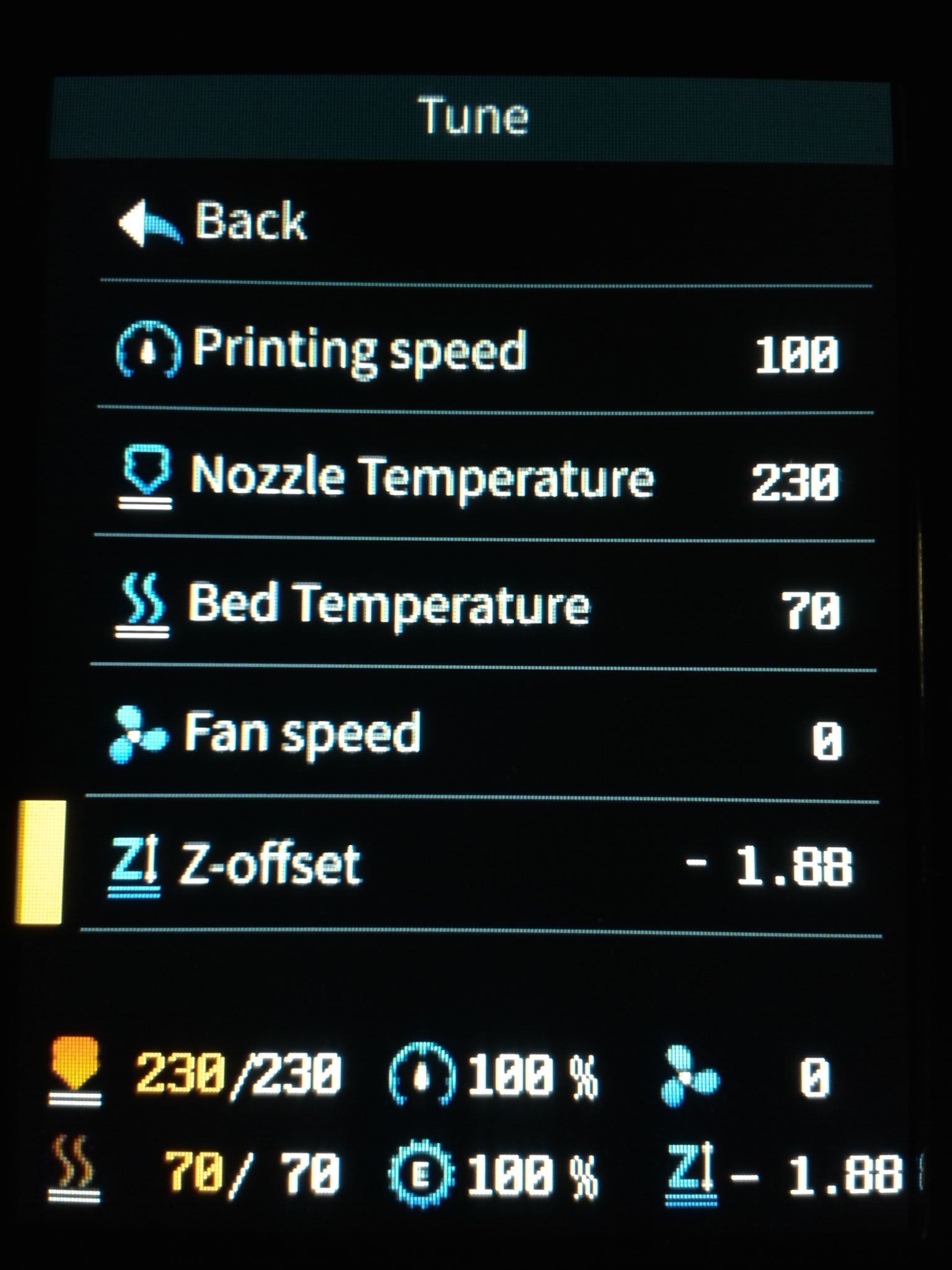
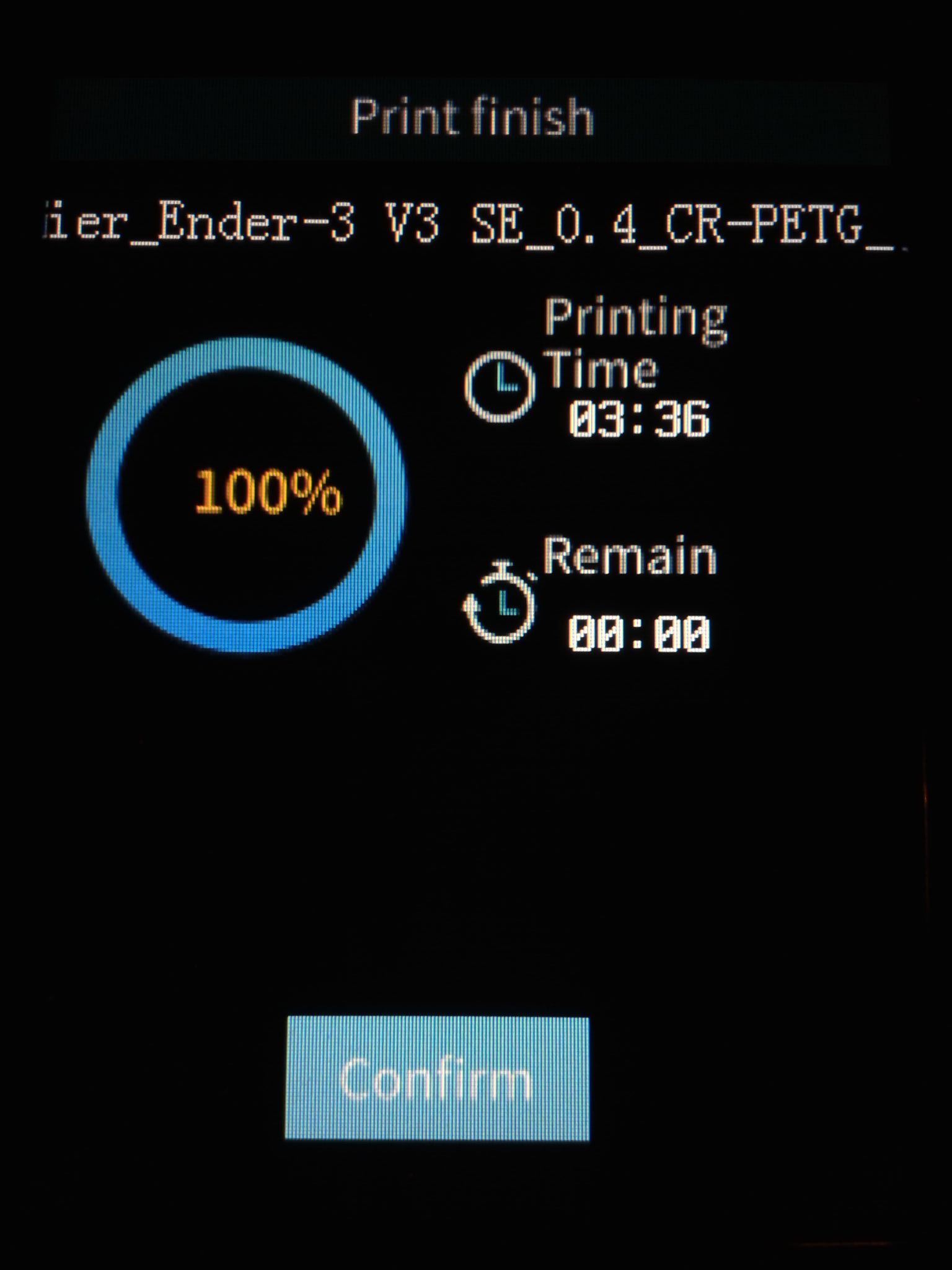
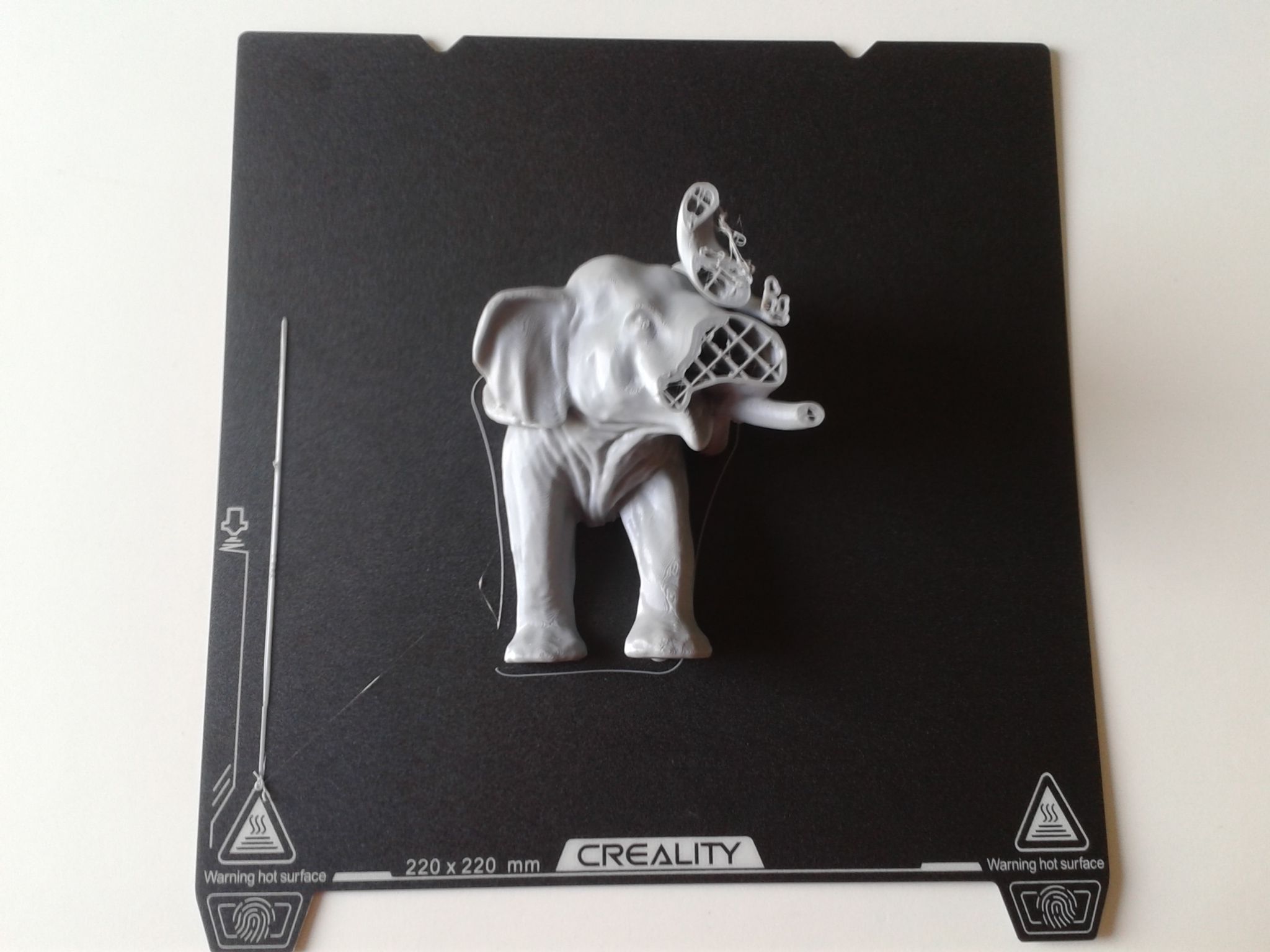
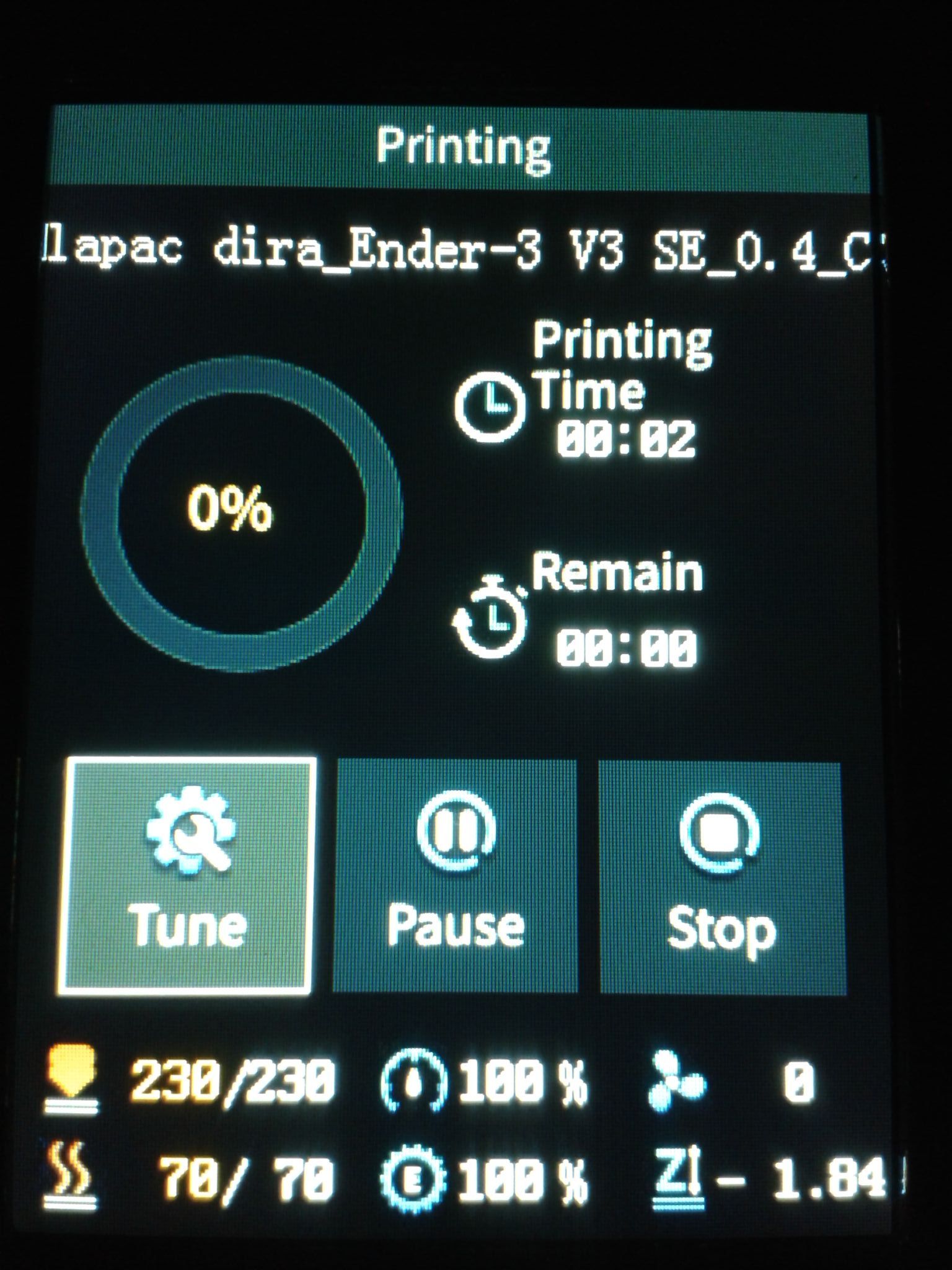
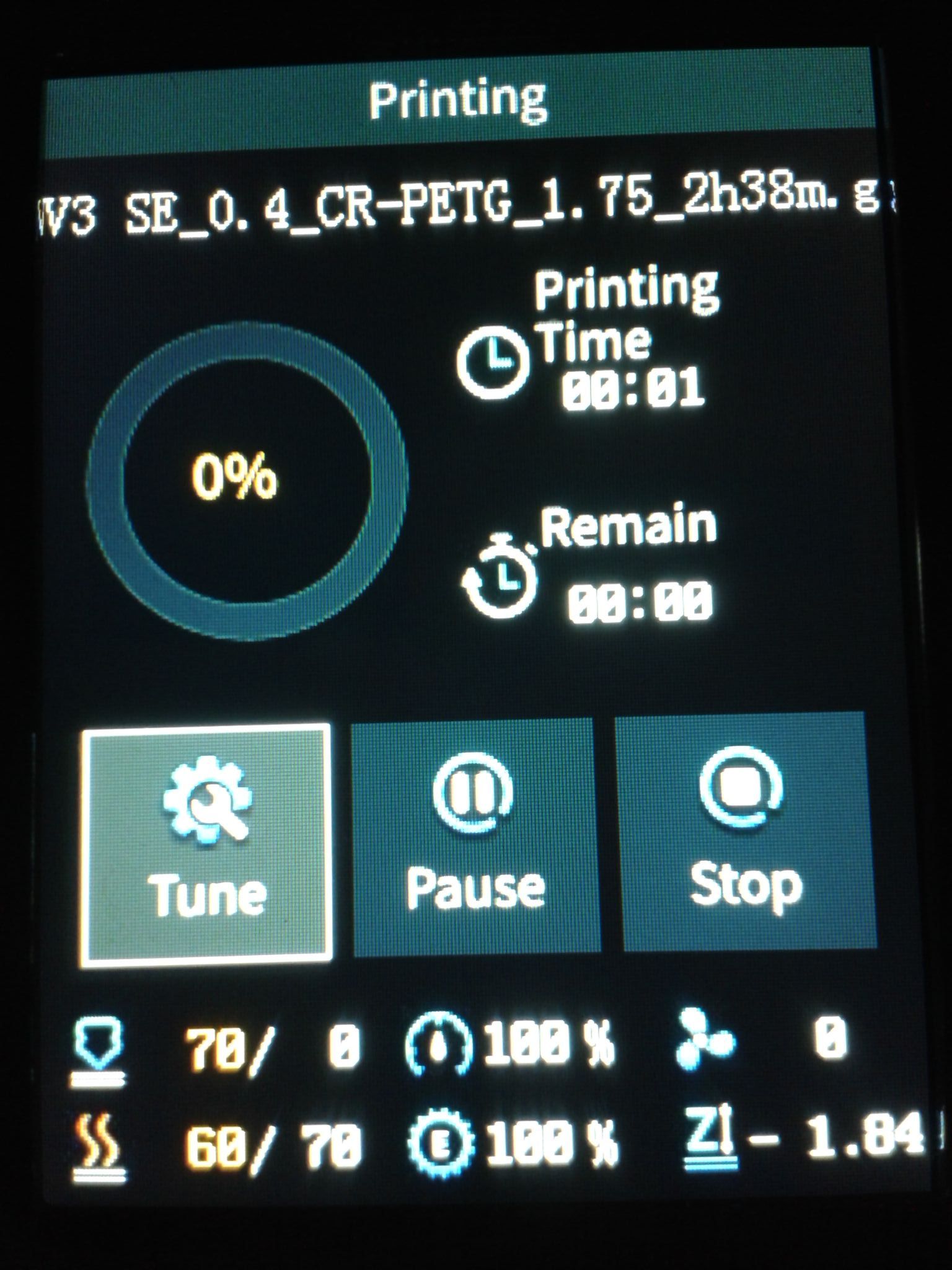
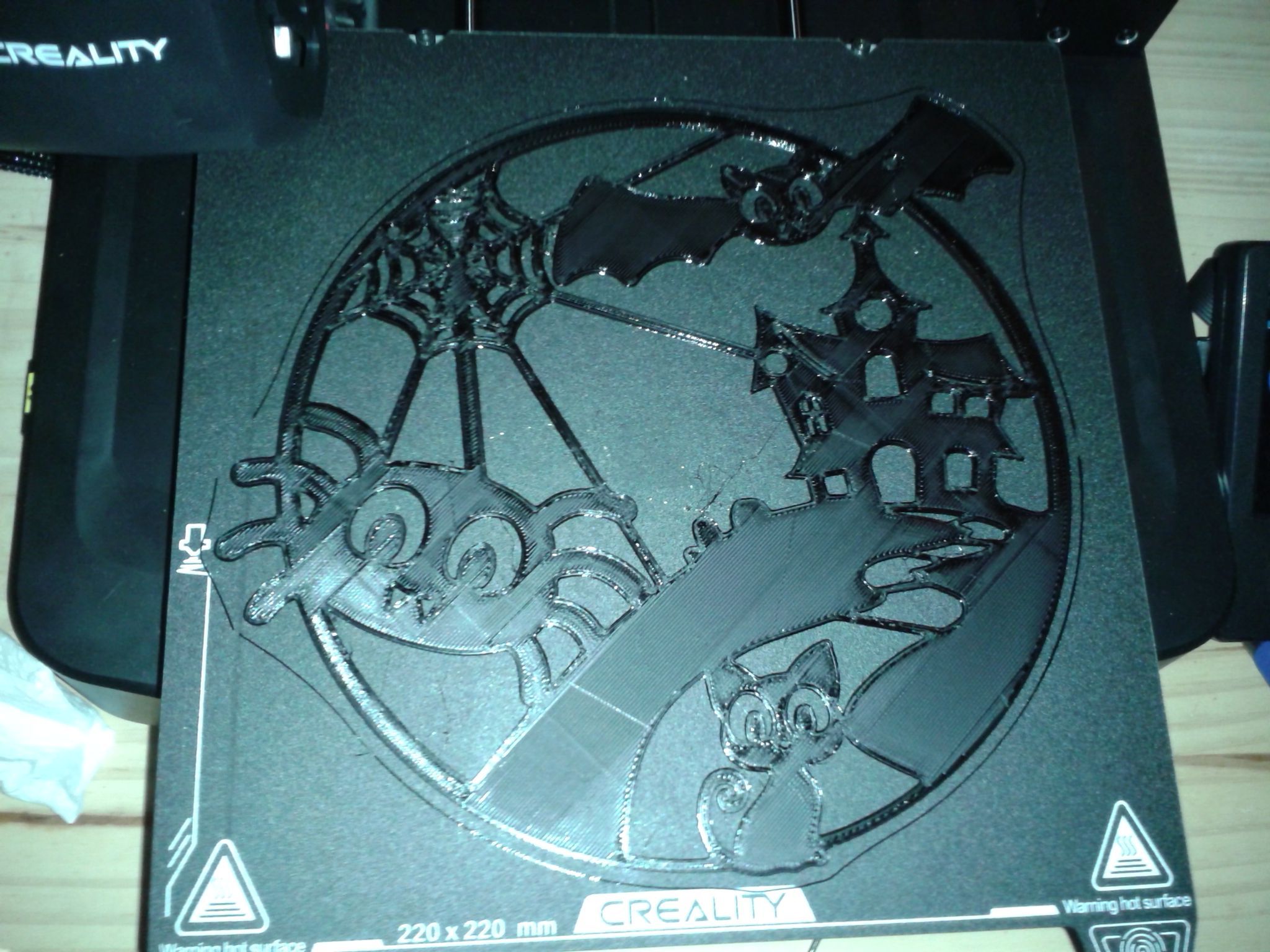
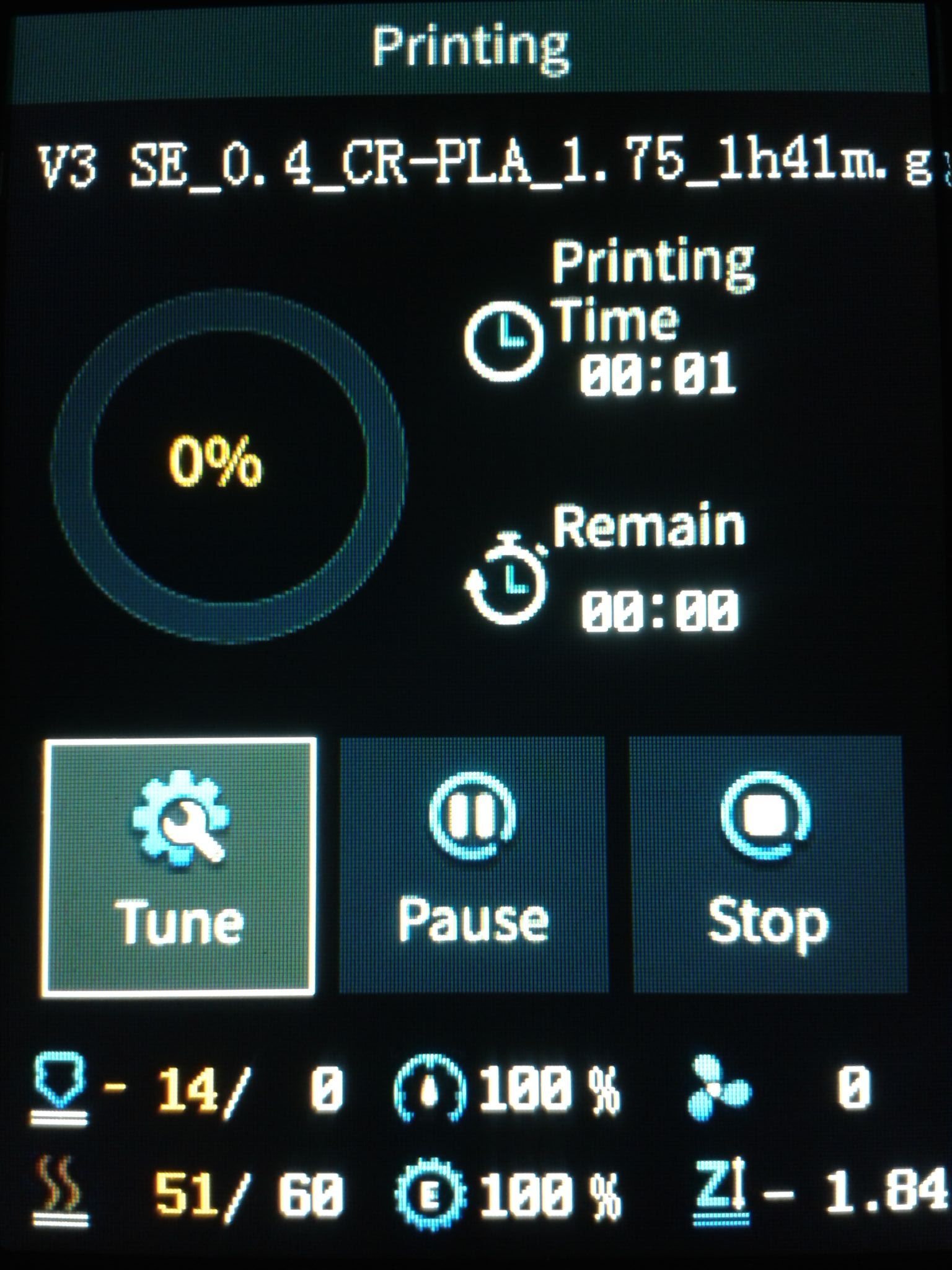
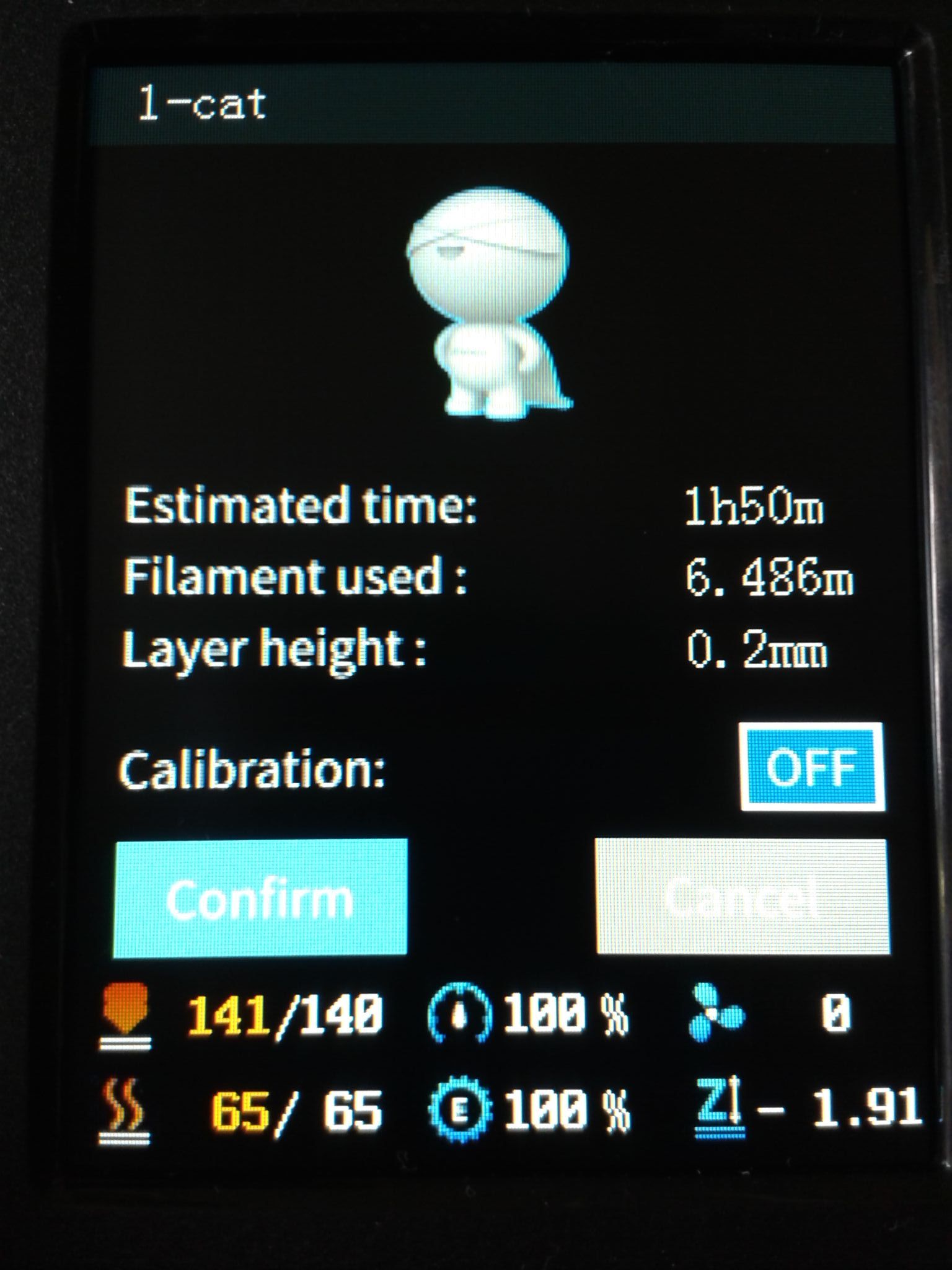
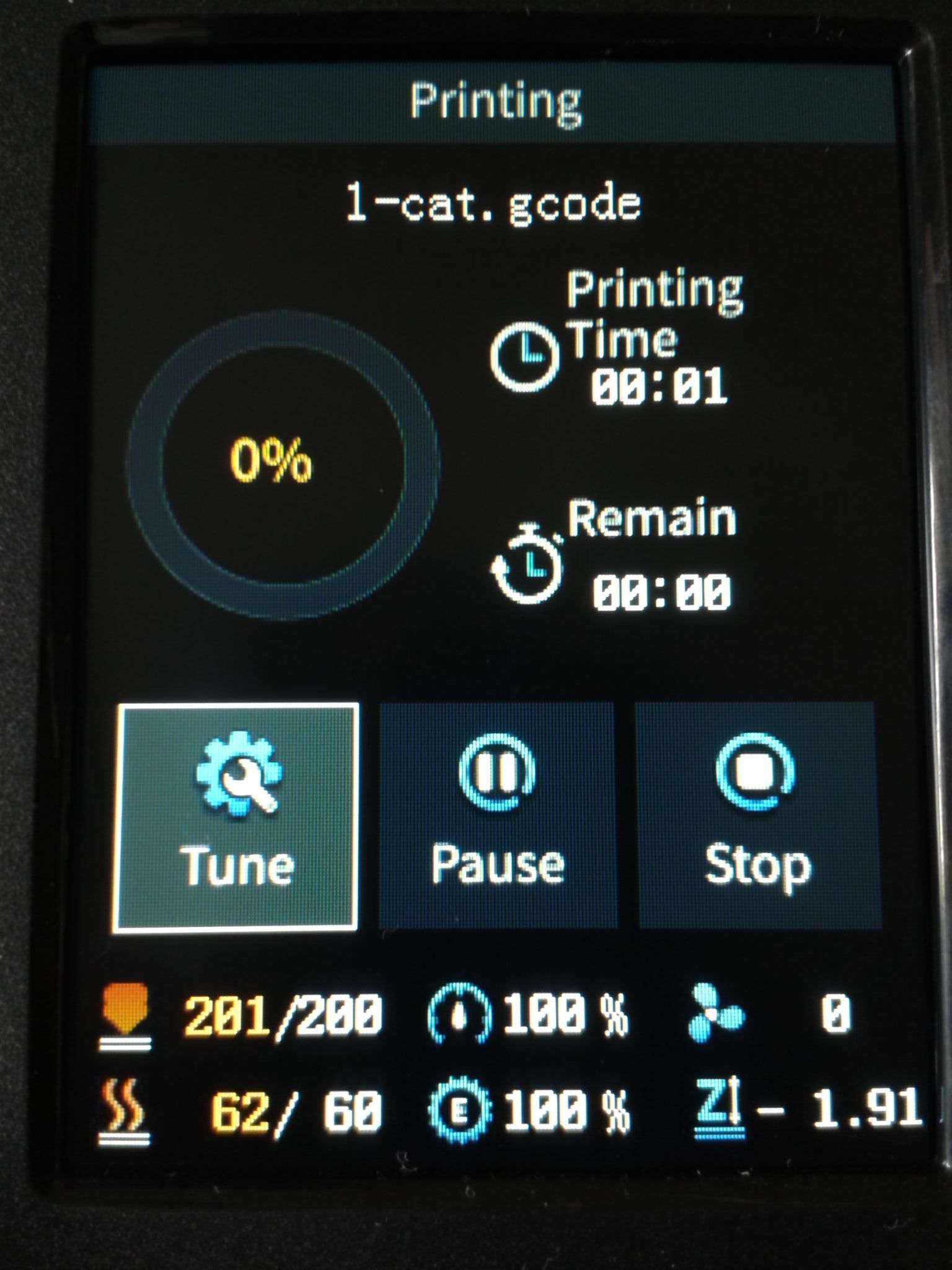
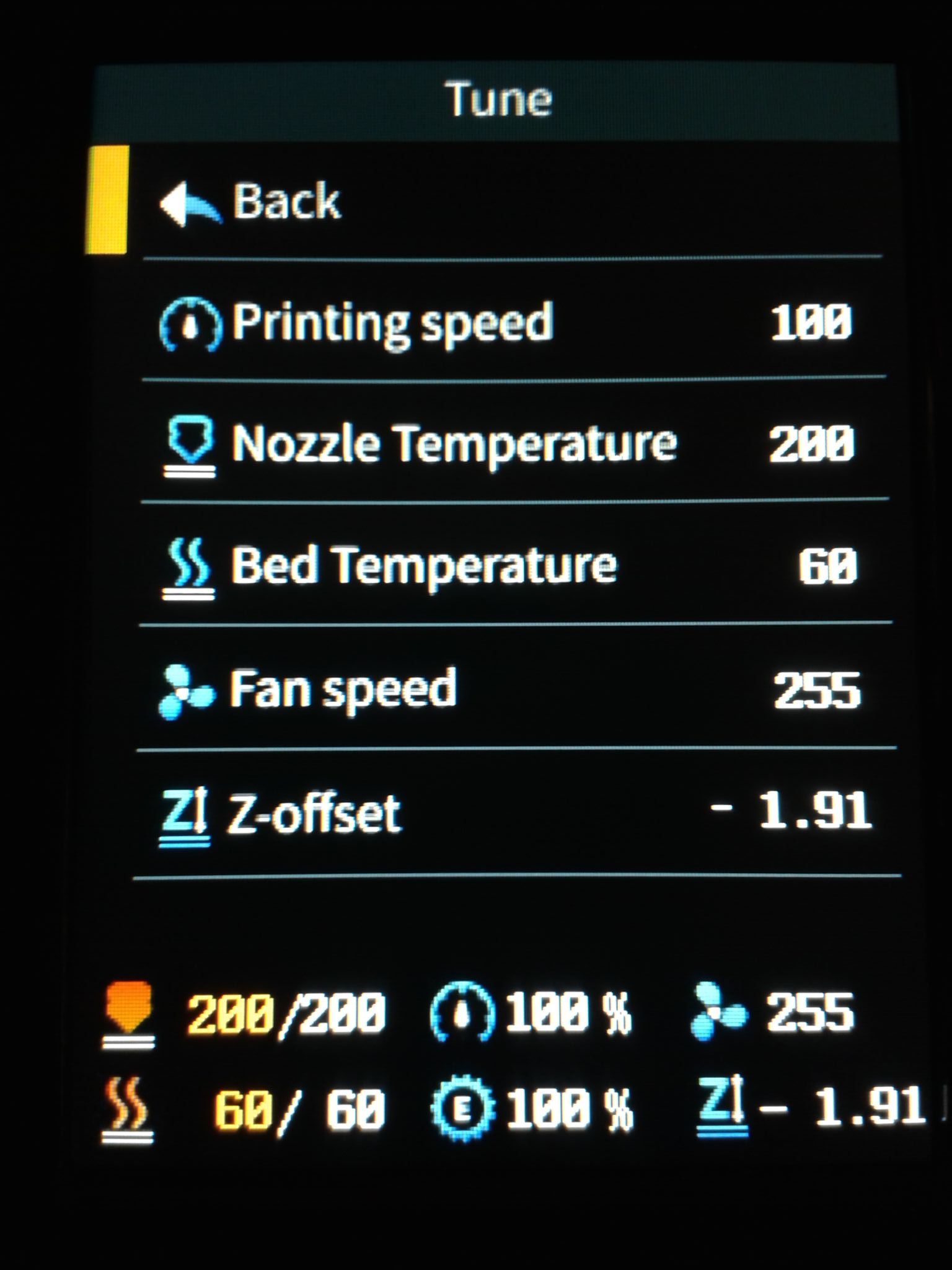
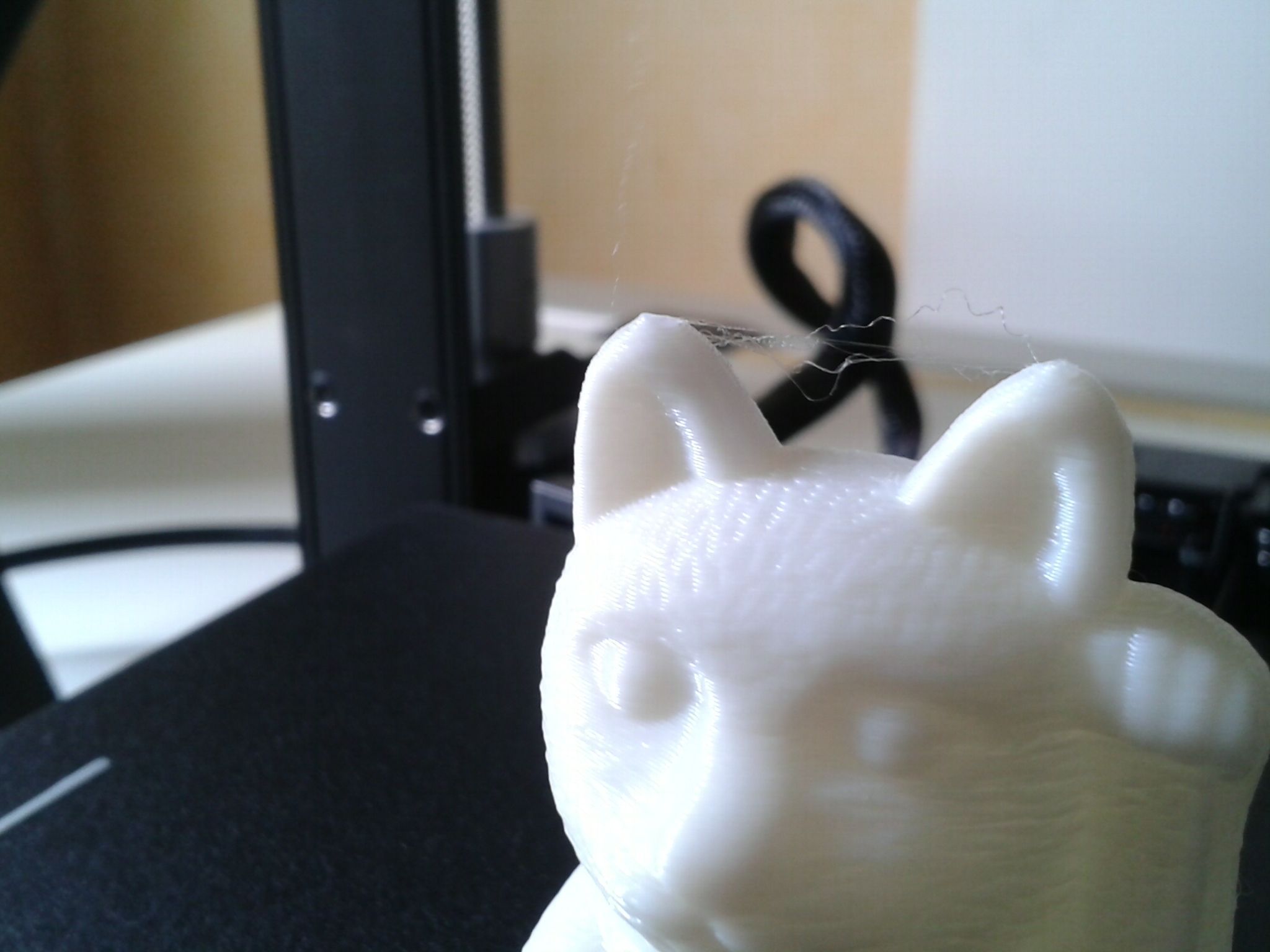
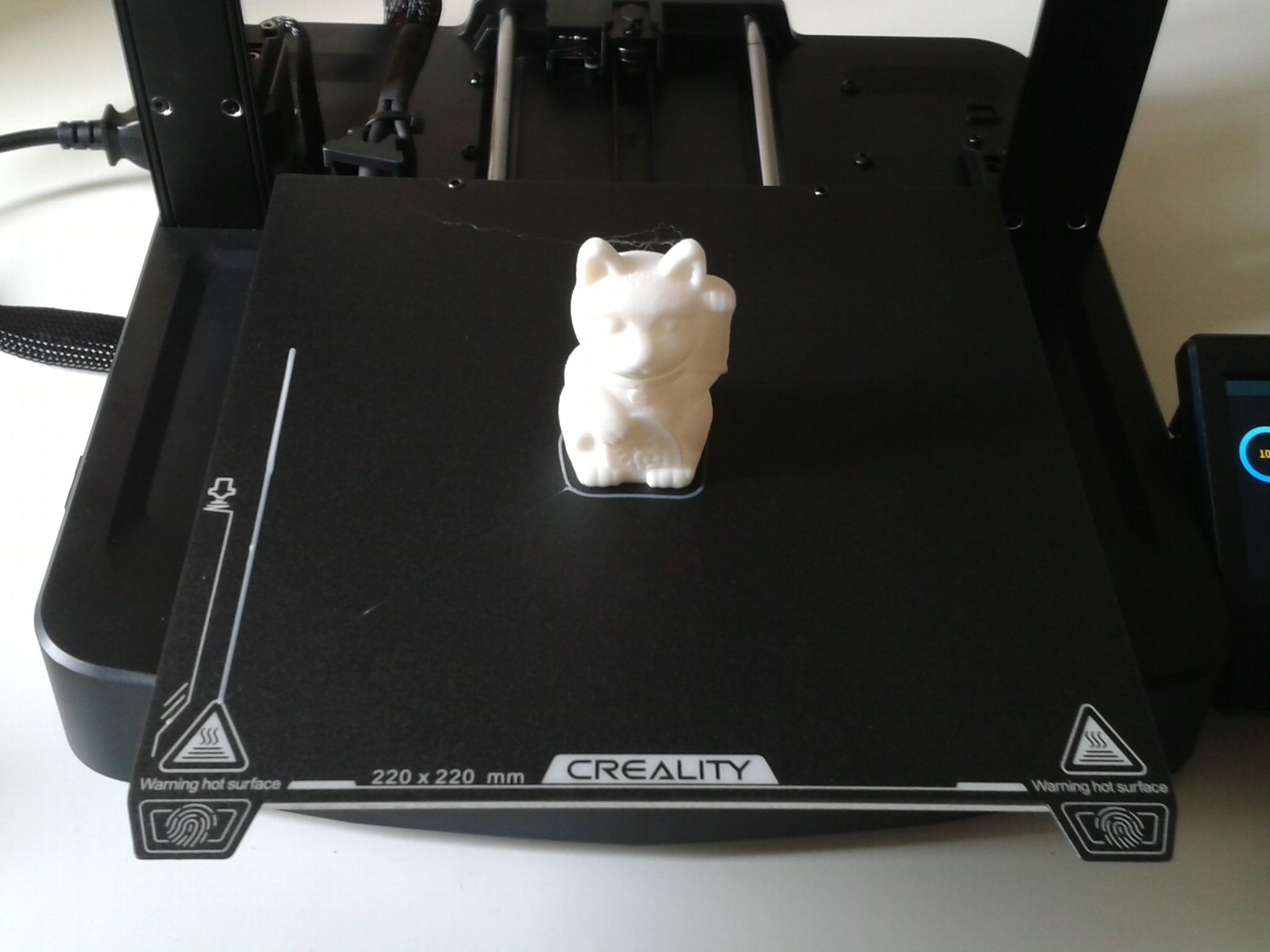
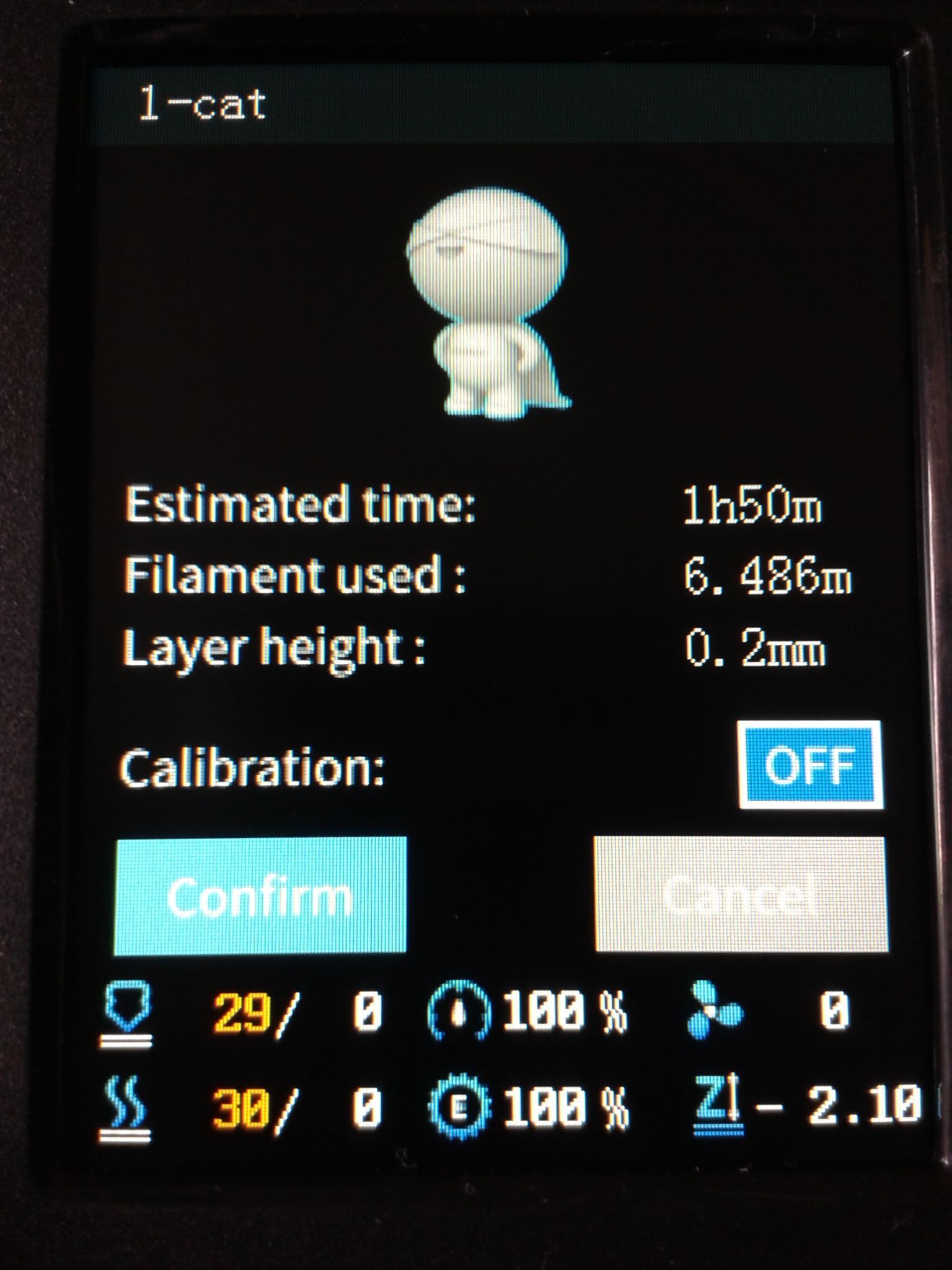
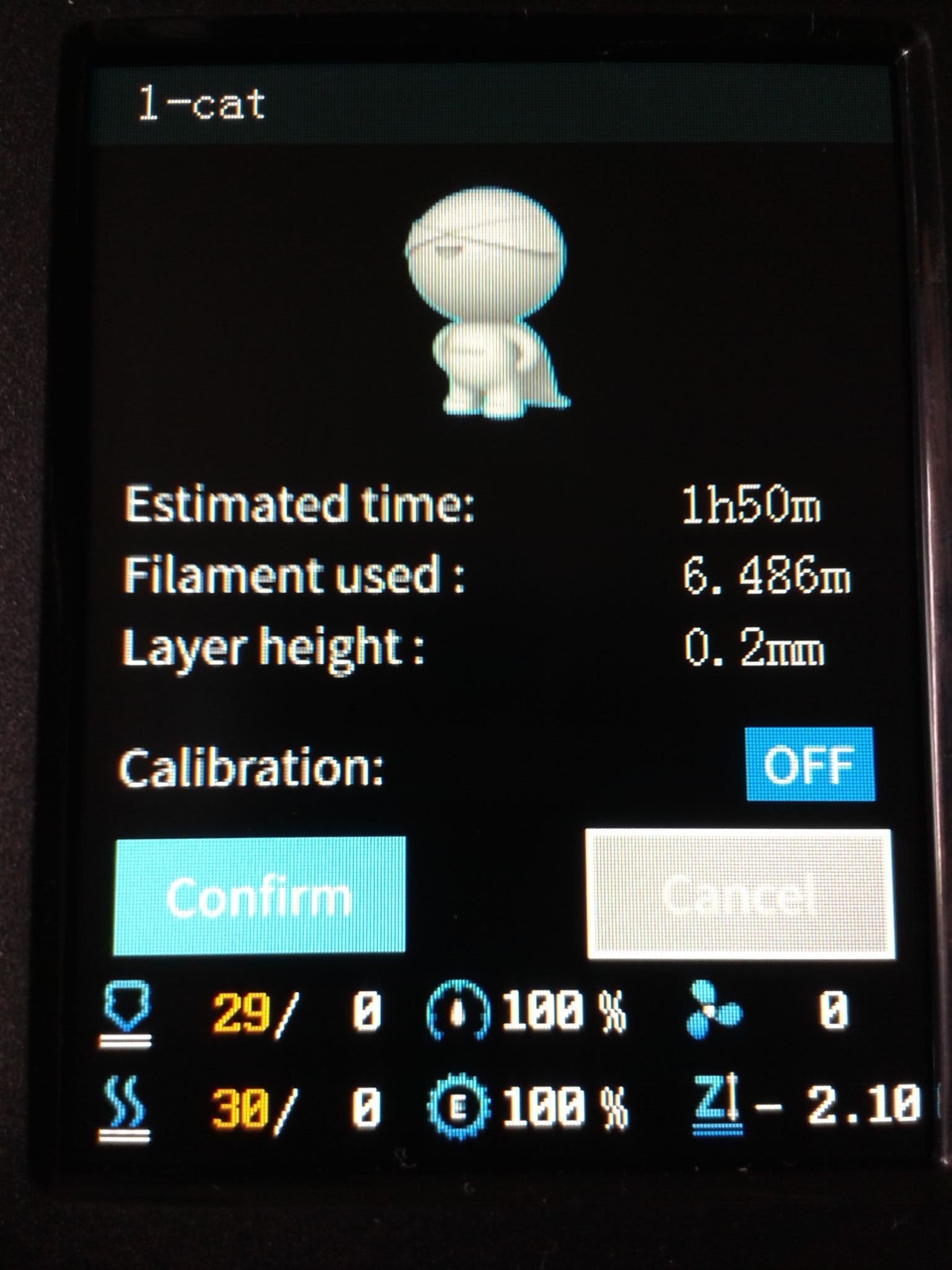
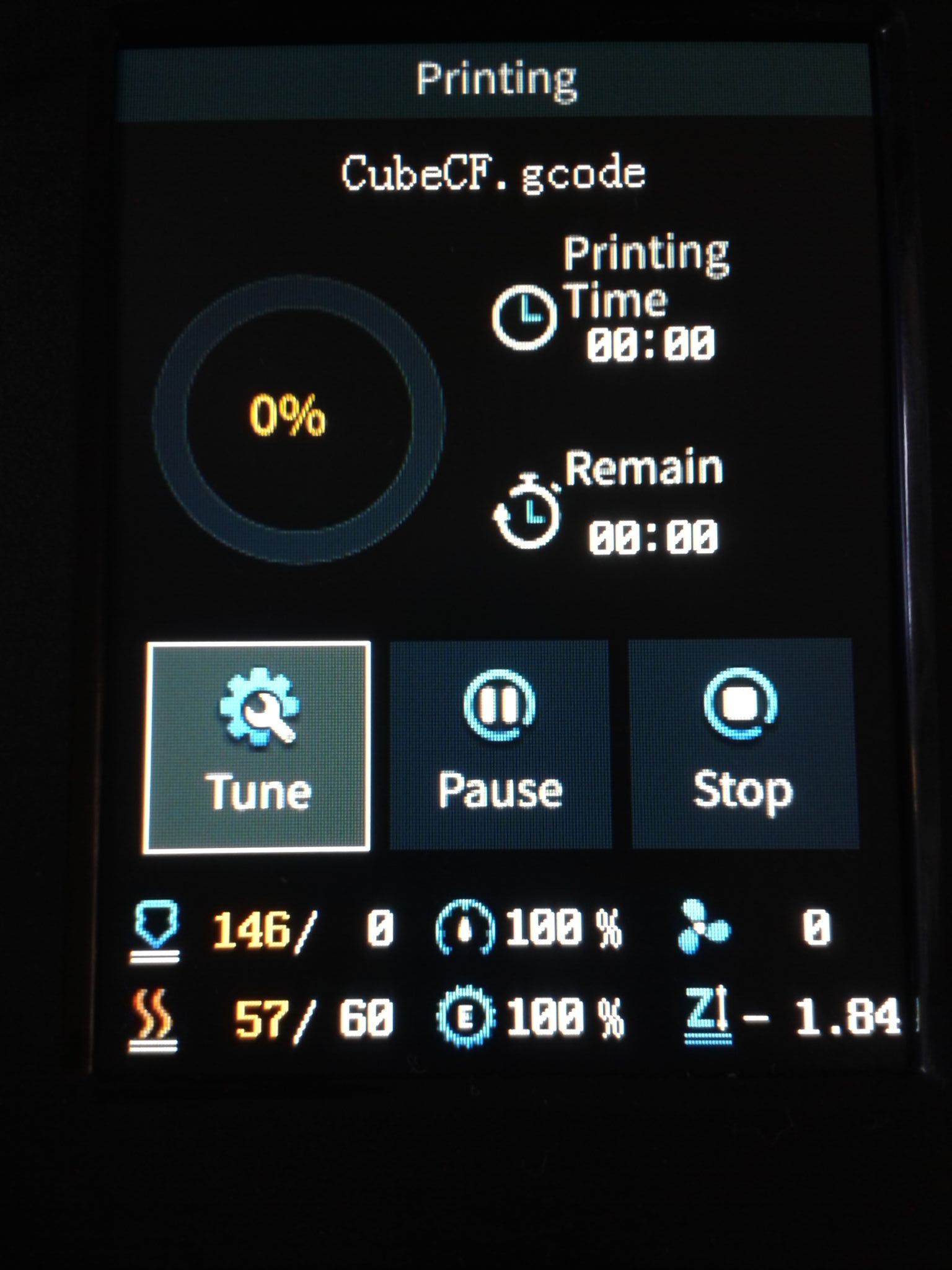
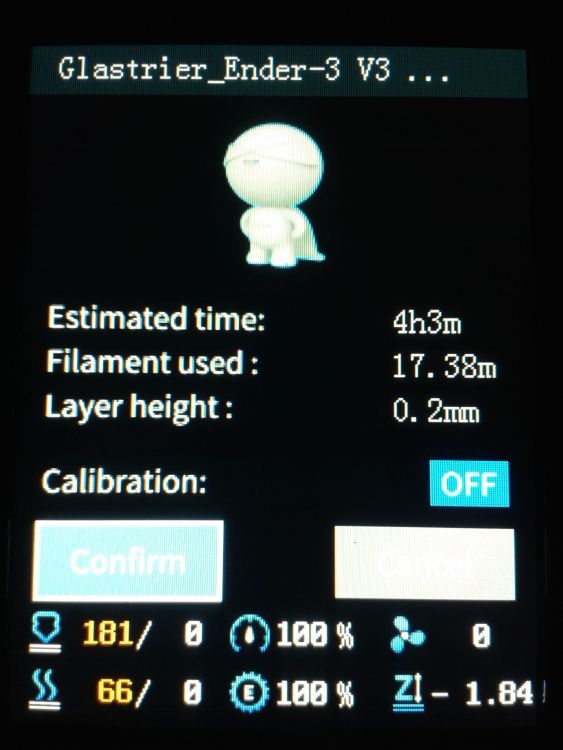
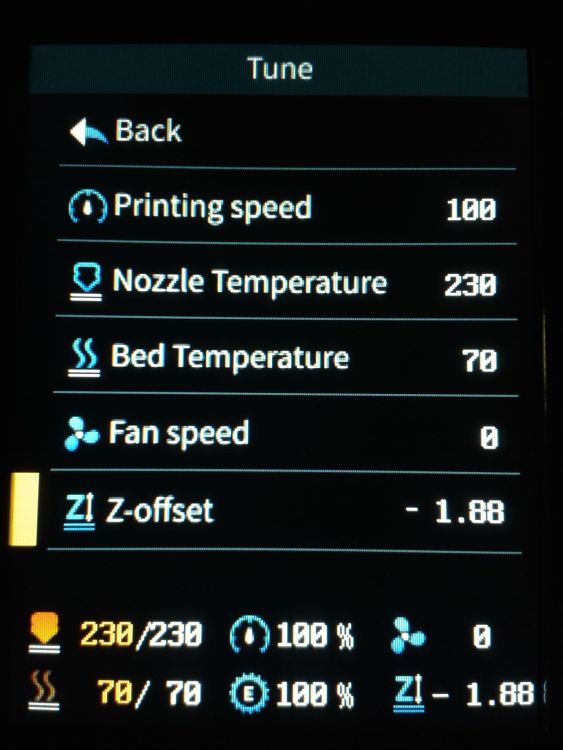
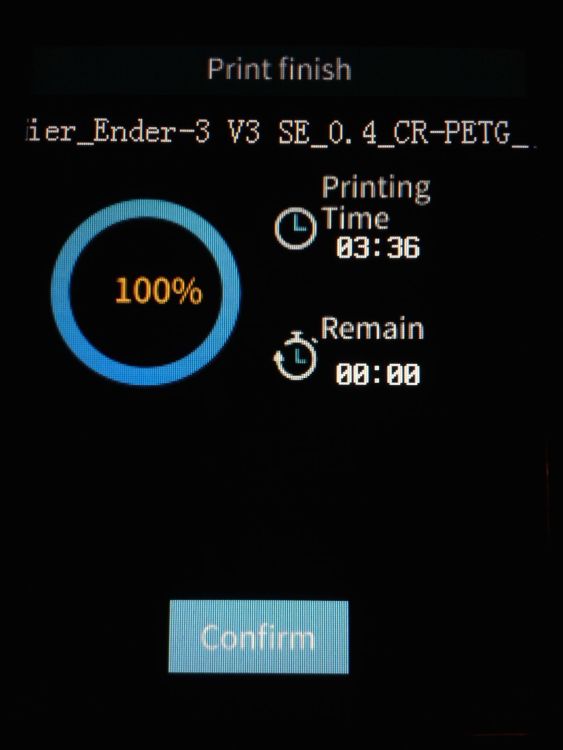
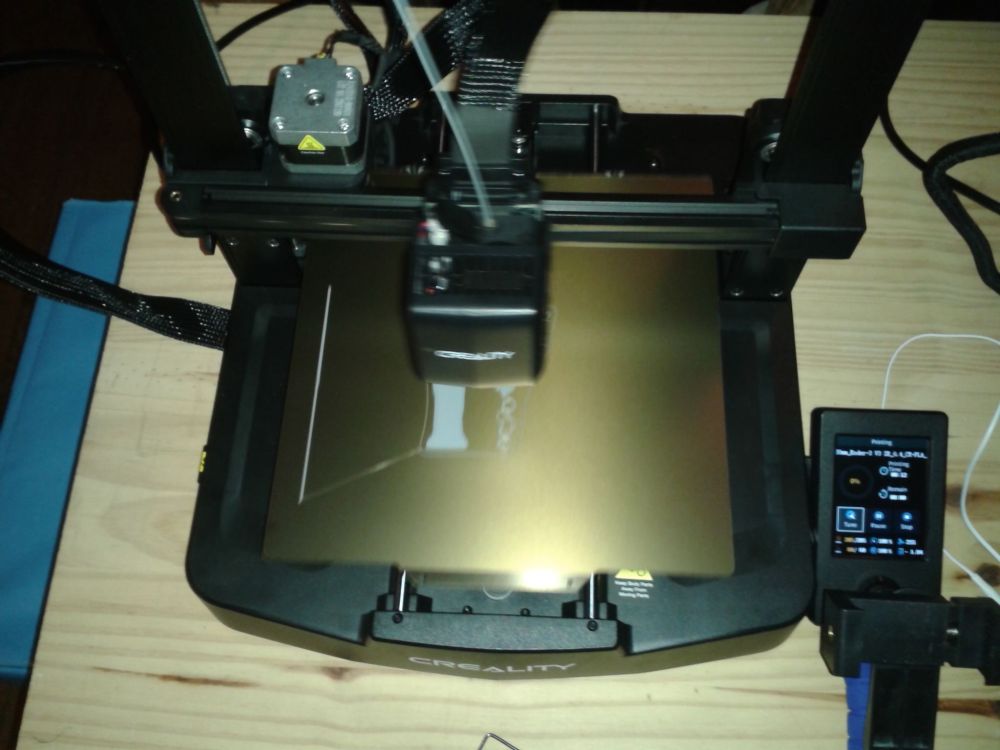
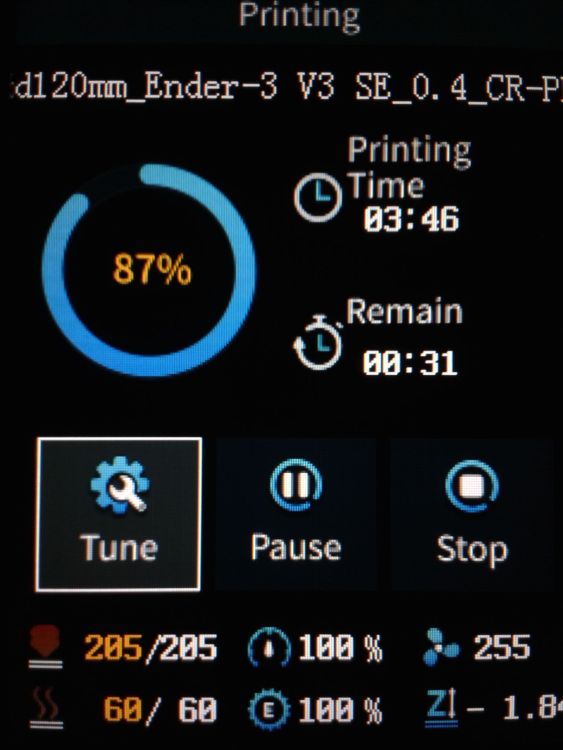
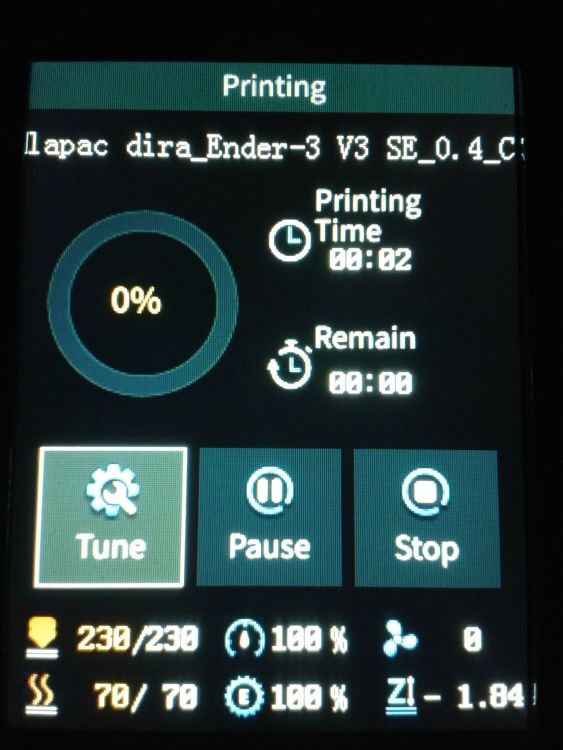
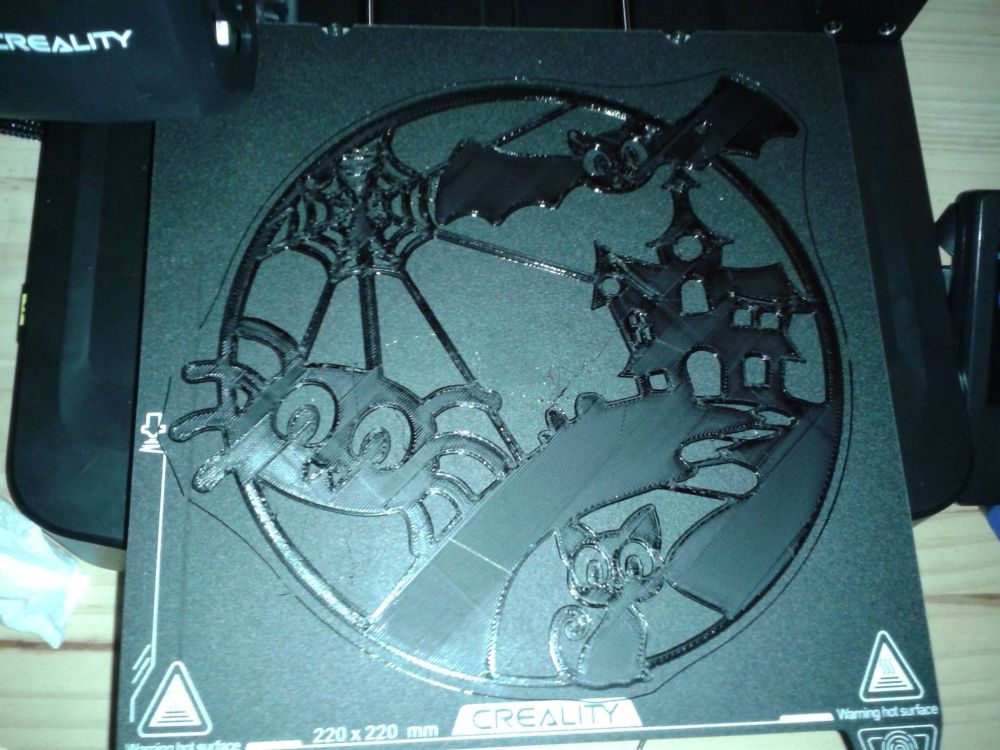
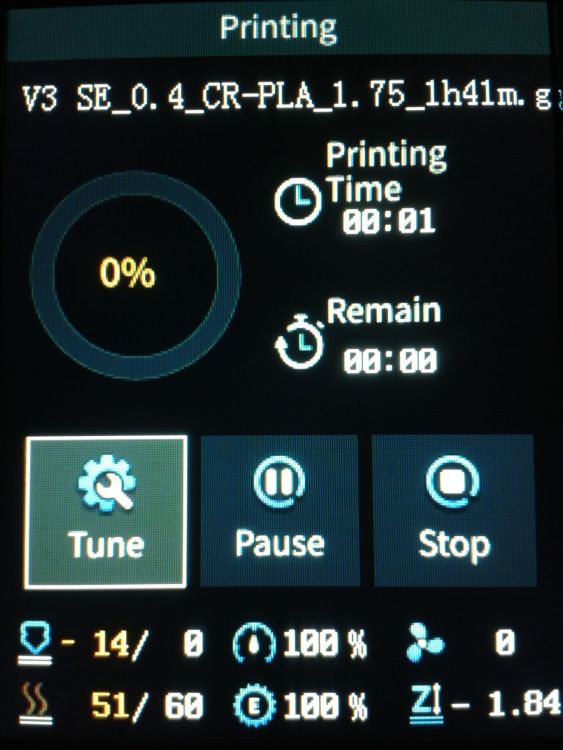
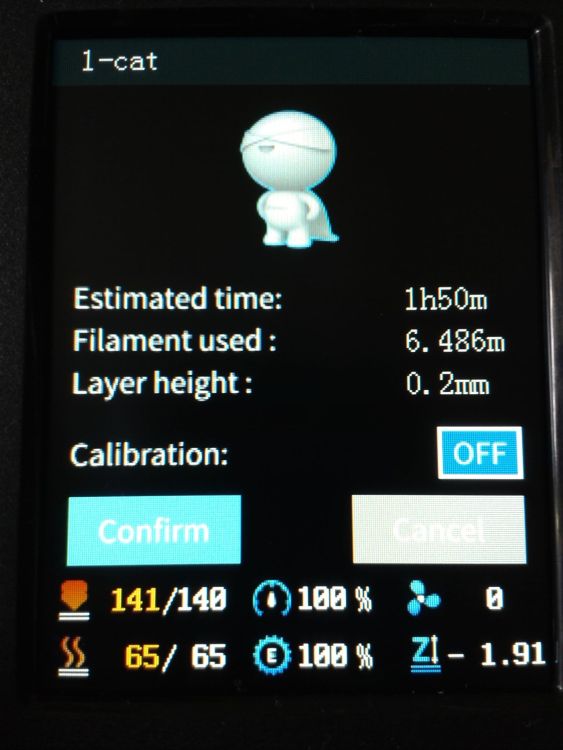
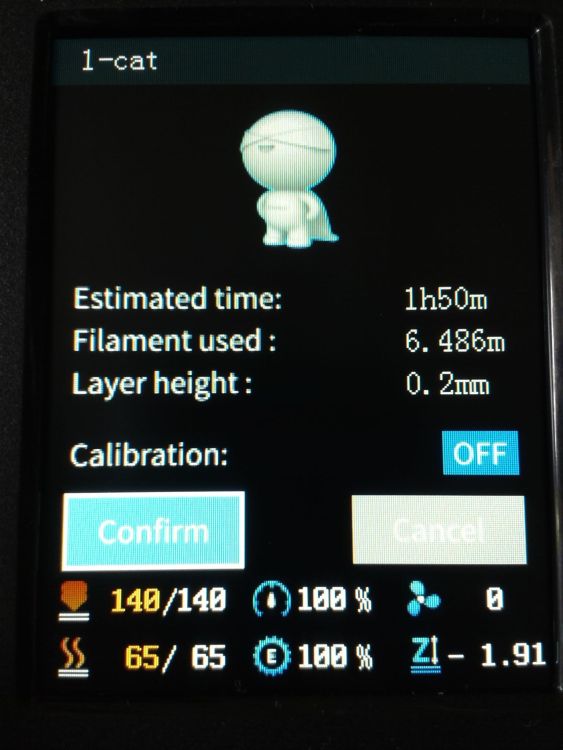
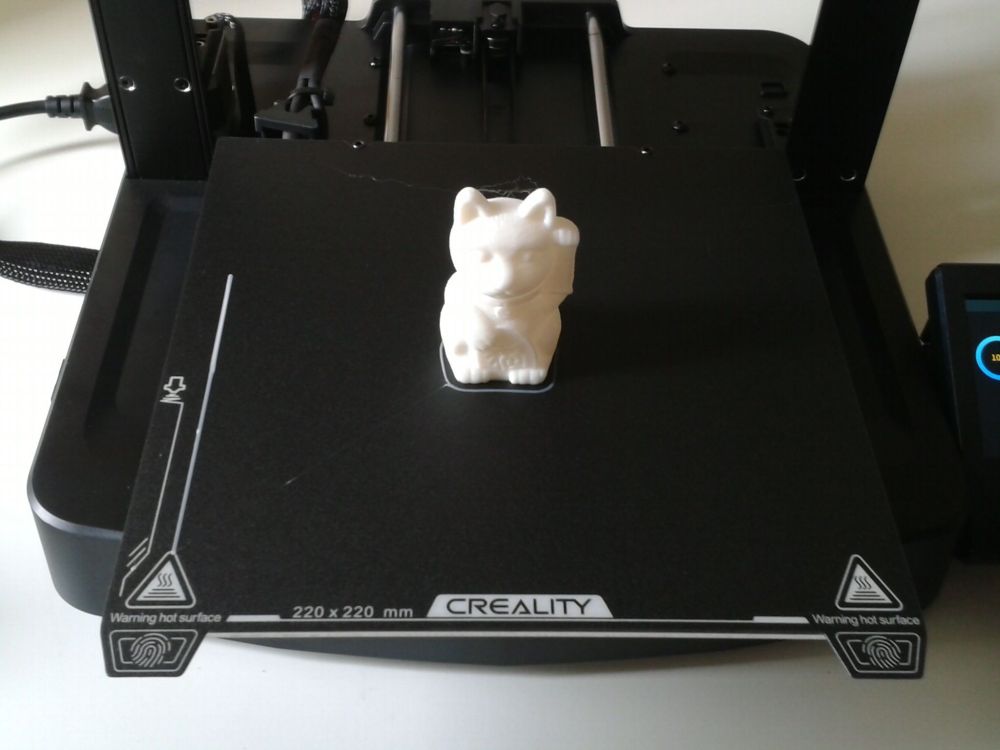
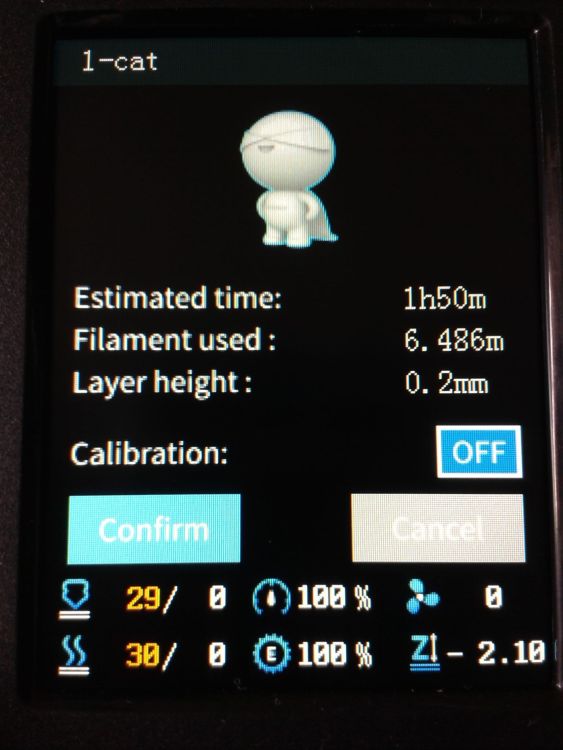
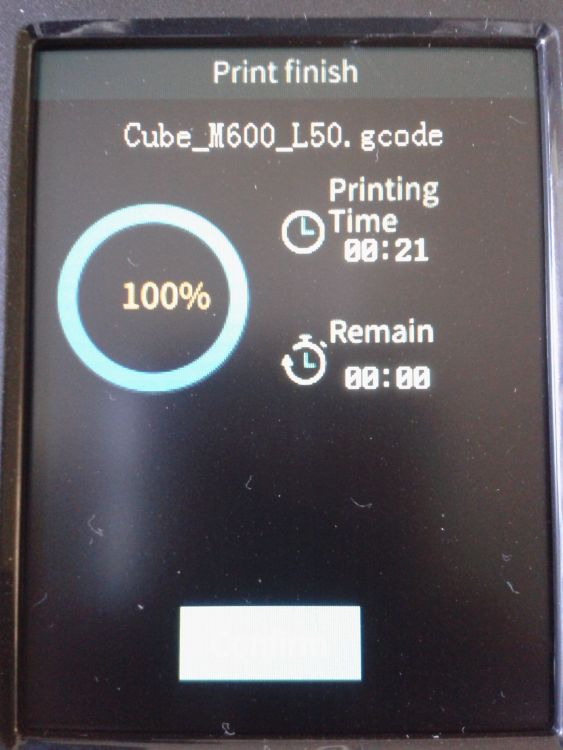
Impressions du fichier présent sur la carte SD fournie 1-cat.gcode extrait du début du fichier ( A FAIRE : résumés des paramètres d'impression ) Un petit tour dans le sous-menu "Tune" sans rien y changer mais juste pour regarder Et la fin de l'impression En fin d'impression, il y a un Home X et Y, puis avancé du plateau au maximum de l'axe Y, pour présenter l'impression. Le résultat me semble très bon pour une première impression sur une machine fraîchement montée, la jupe semble parfaitement écrasée sur le plateau (les trait sont bien jointifs) ... Lors de l'impression, l'imprimante fait des mouvements plutôt rapides et il faut préférer une table bien robuste et stable pour éviter que cela ne secoue trop. (Ressenti personnel qu'il me faudrait justifier avec des relevés d'un outil de mesure du volume sonore que je n'ai pas. ) Les déplacements sont silencieux quand exécutées à vitesse lente, mais a vite rapide les secousses se font entendre. L'extrudeur fait de petit "clac/clic" tout de même audible lors des rétractions rapides. Globalement elle me semble faire un peu plus de bruit que les dernières imprimantes de même volume d'impression que j'ai testée. Mais cela semble être le résultat de la vitesse des mouvements et d'impression plus rapide.






 1 point
1 point -
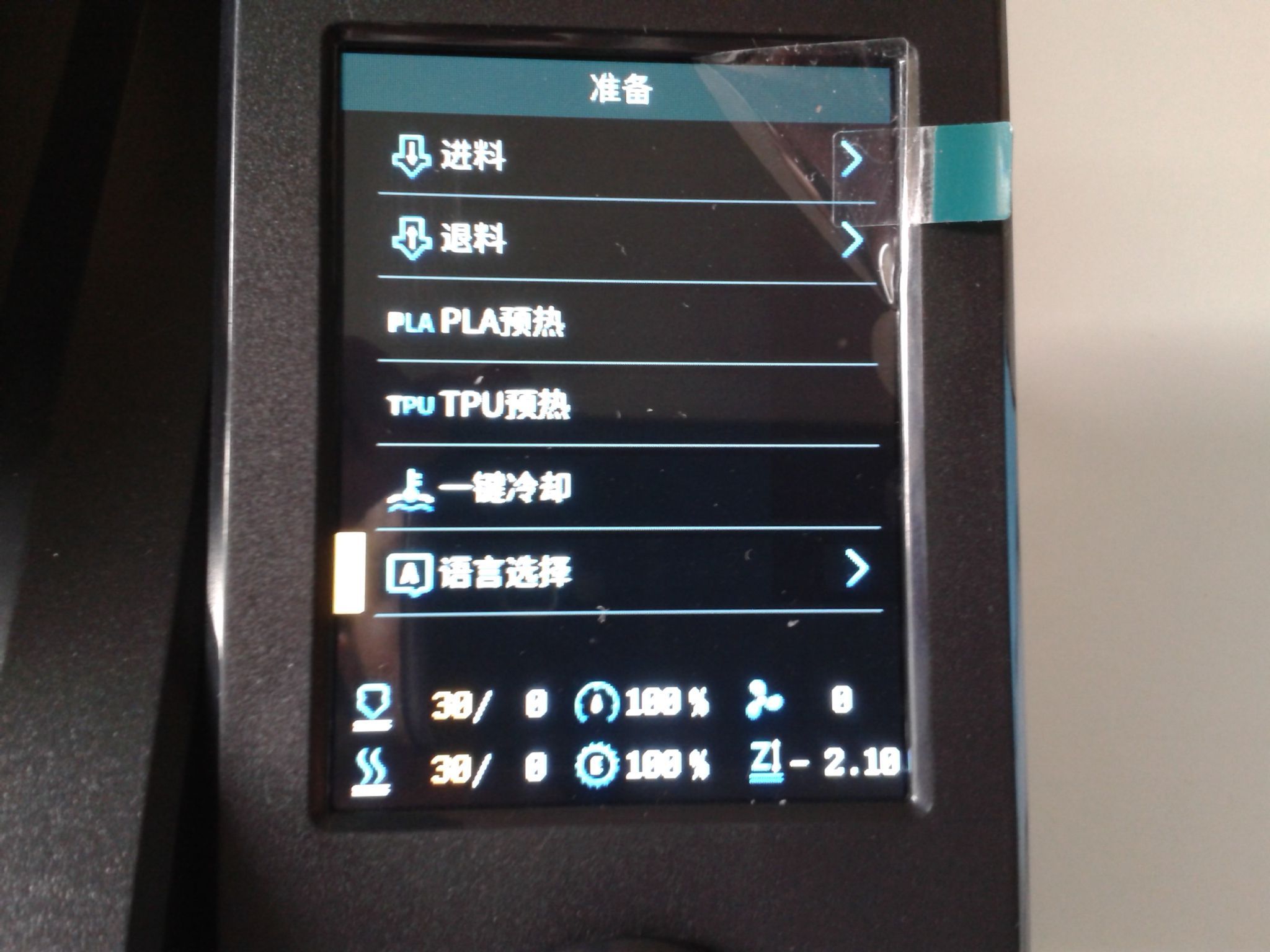
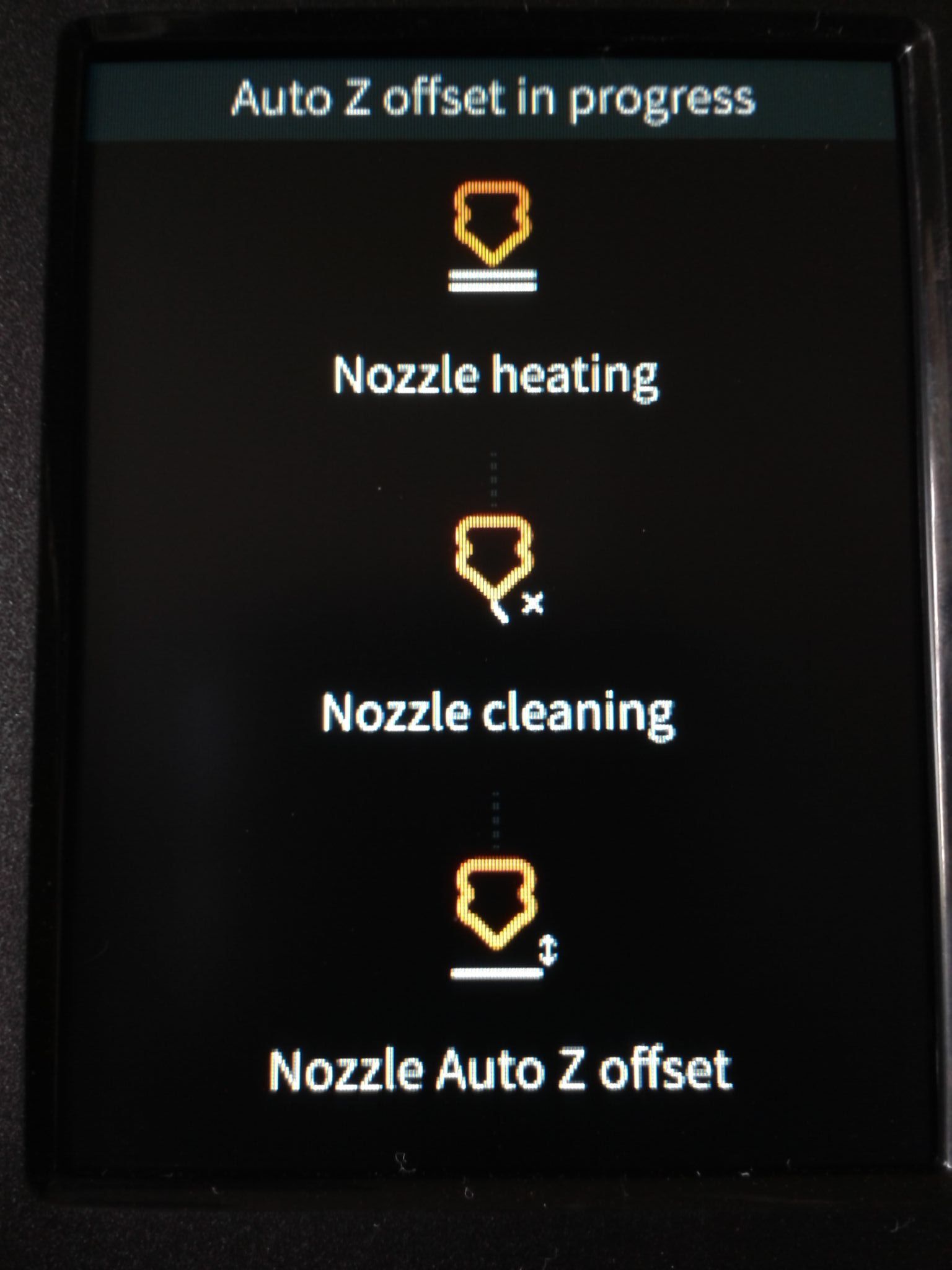
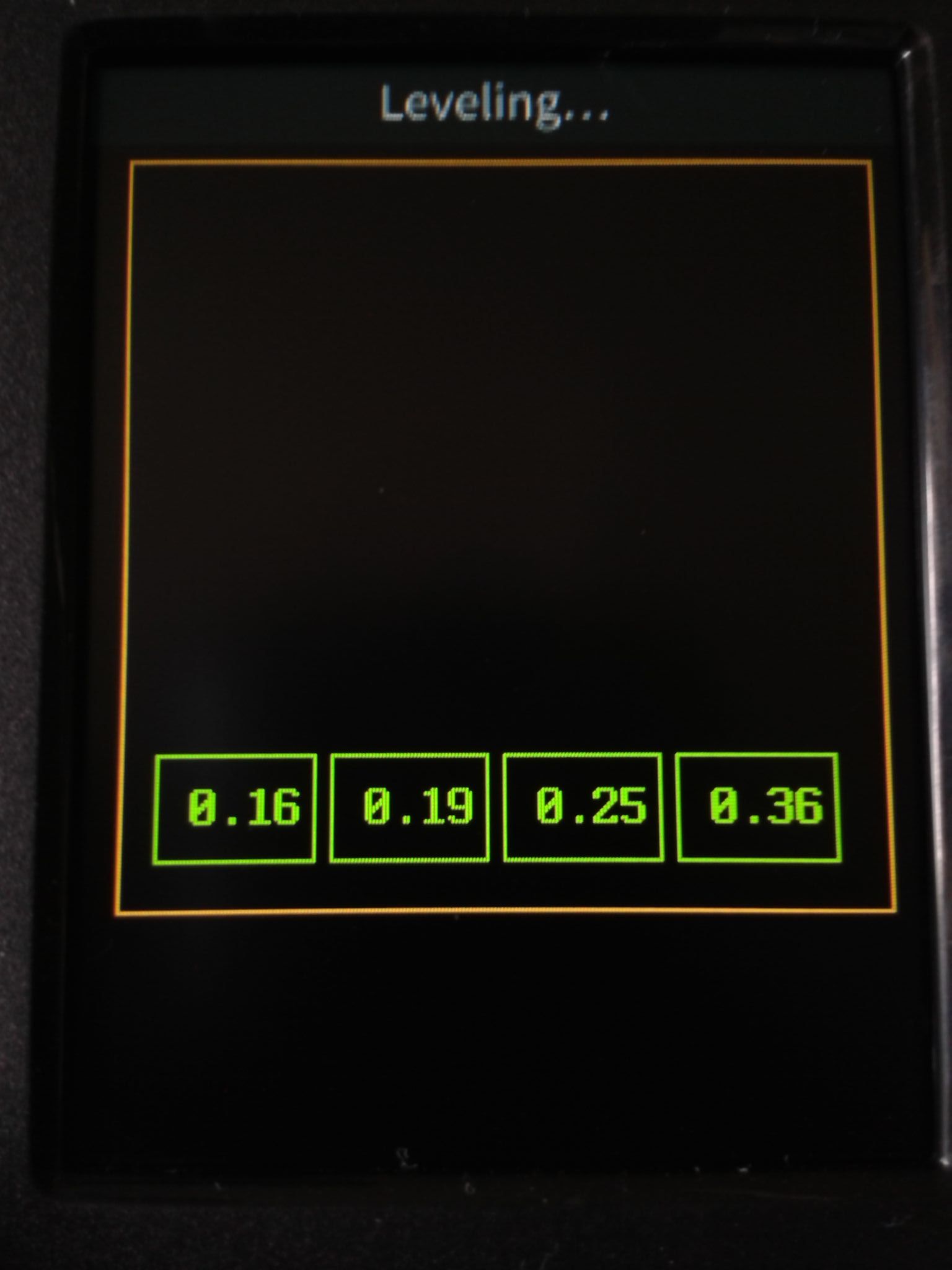
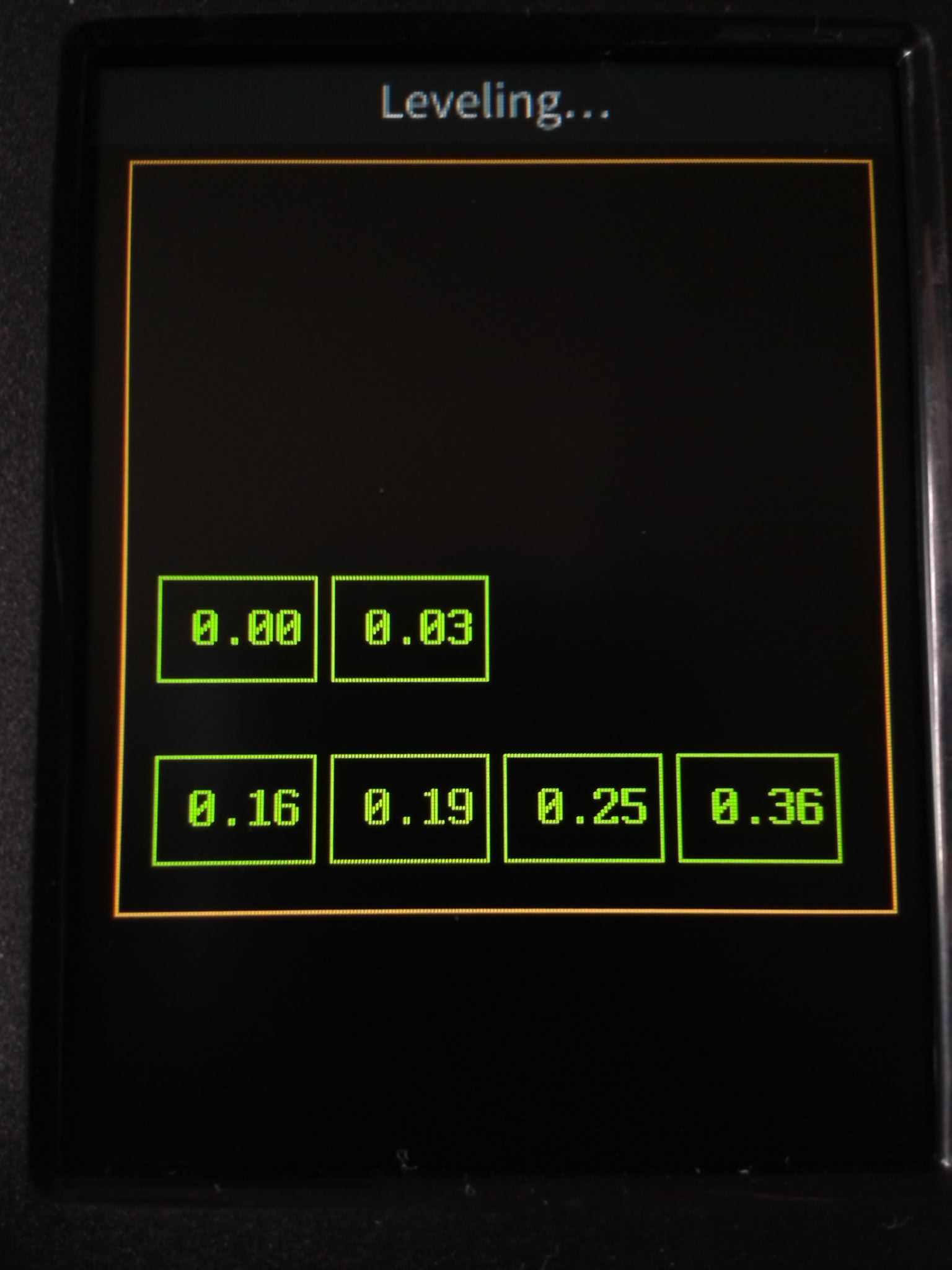
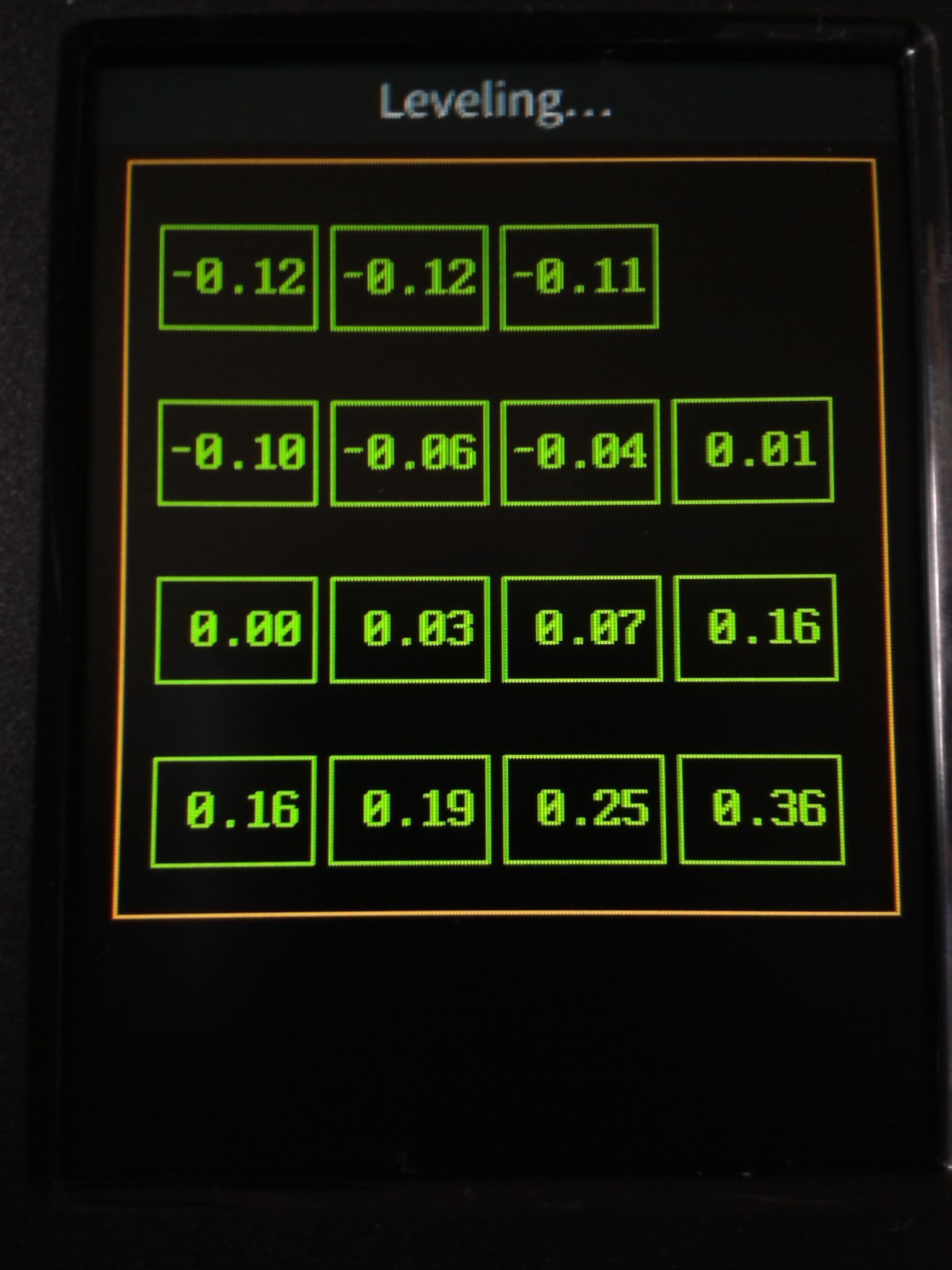
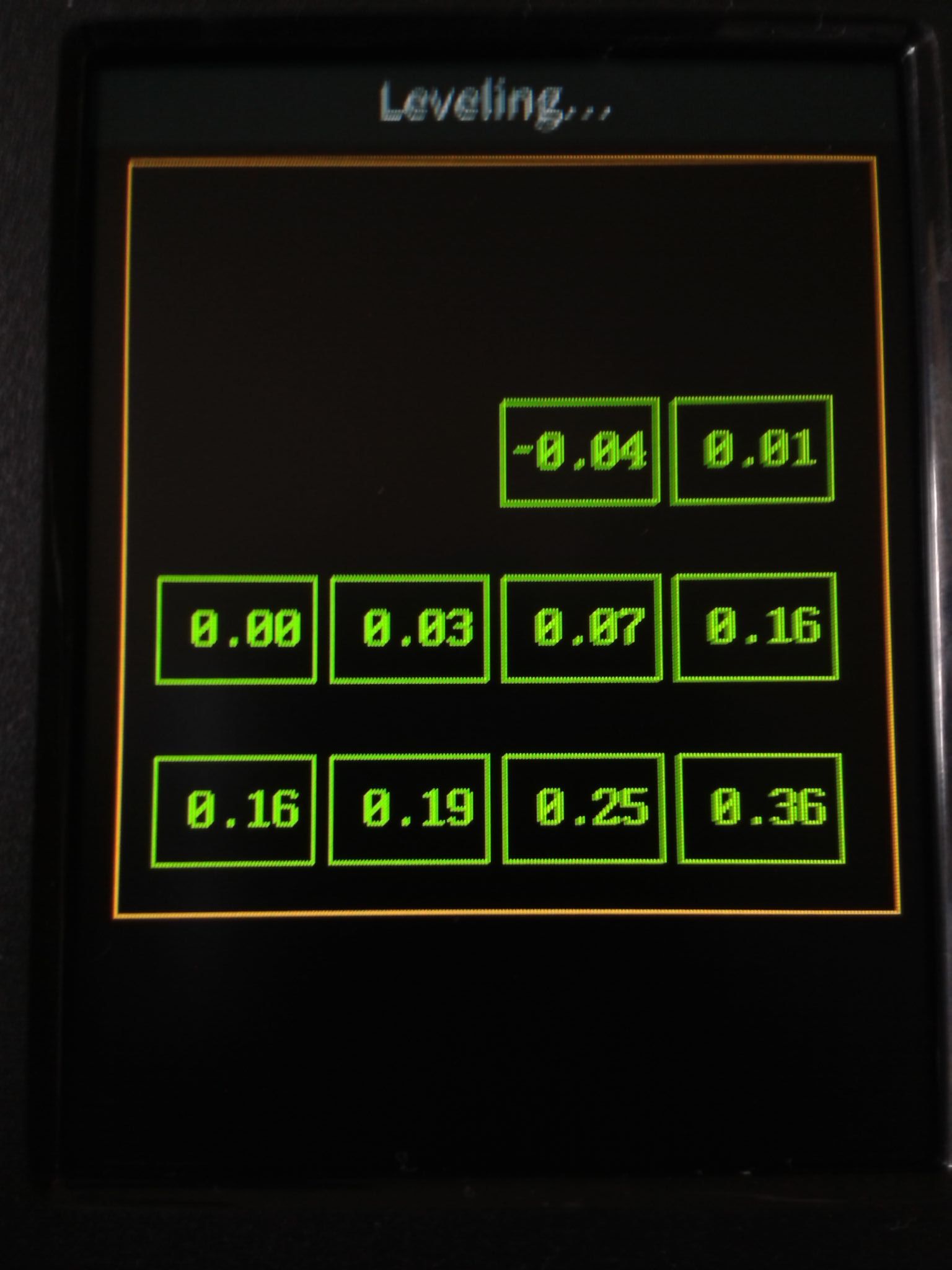
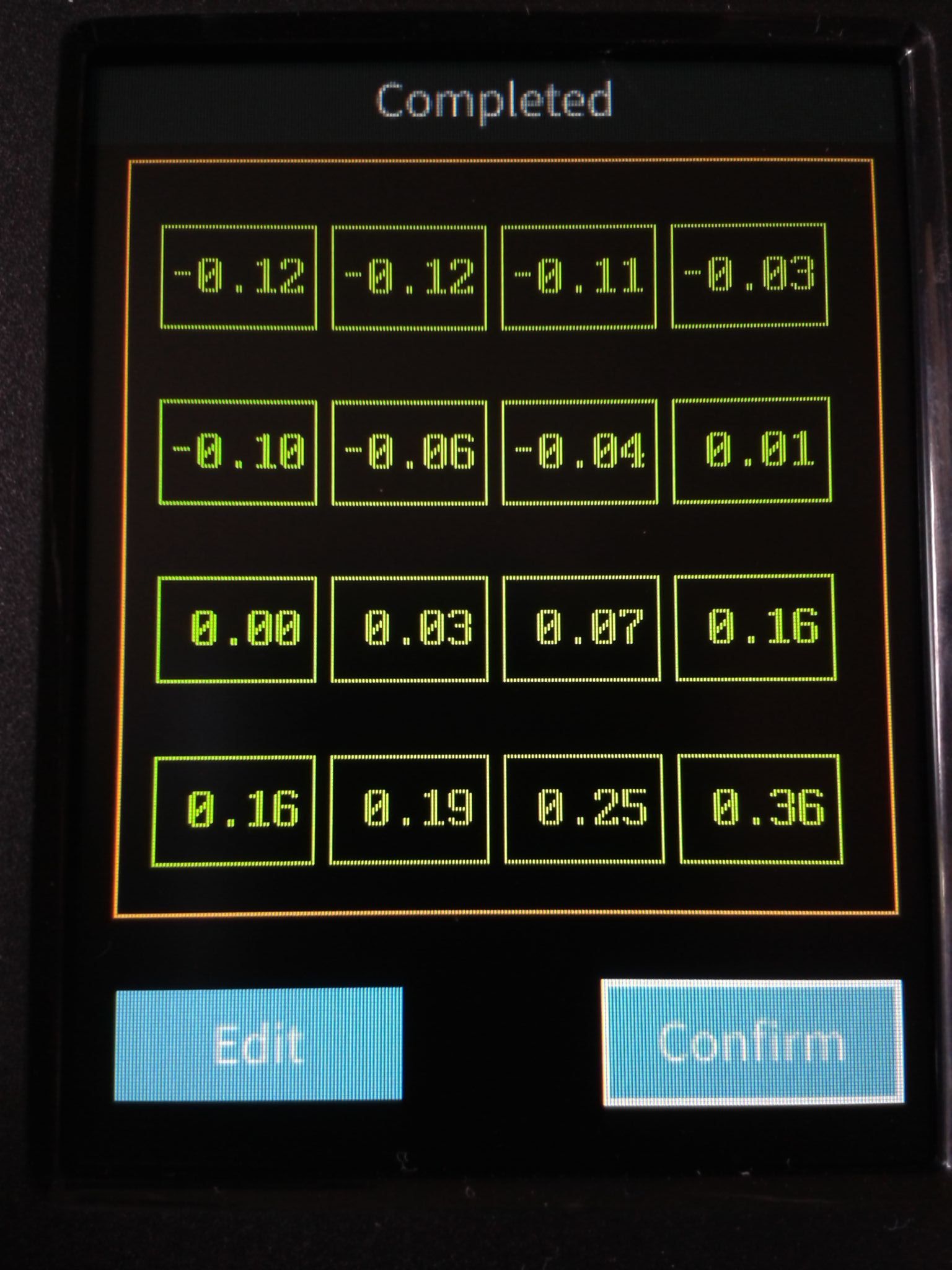
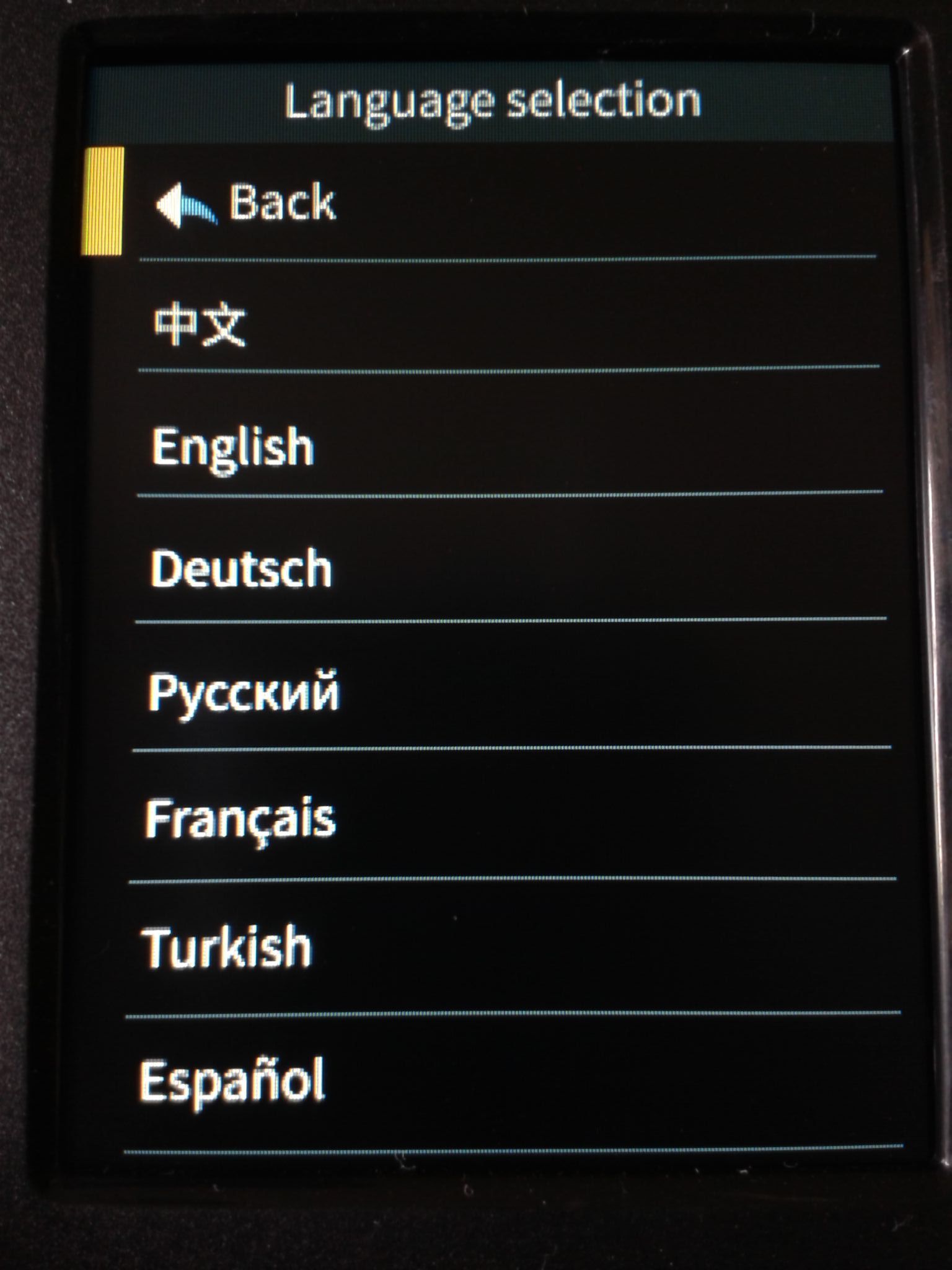
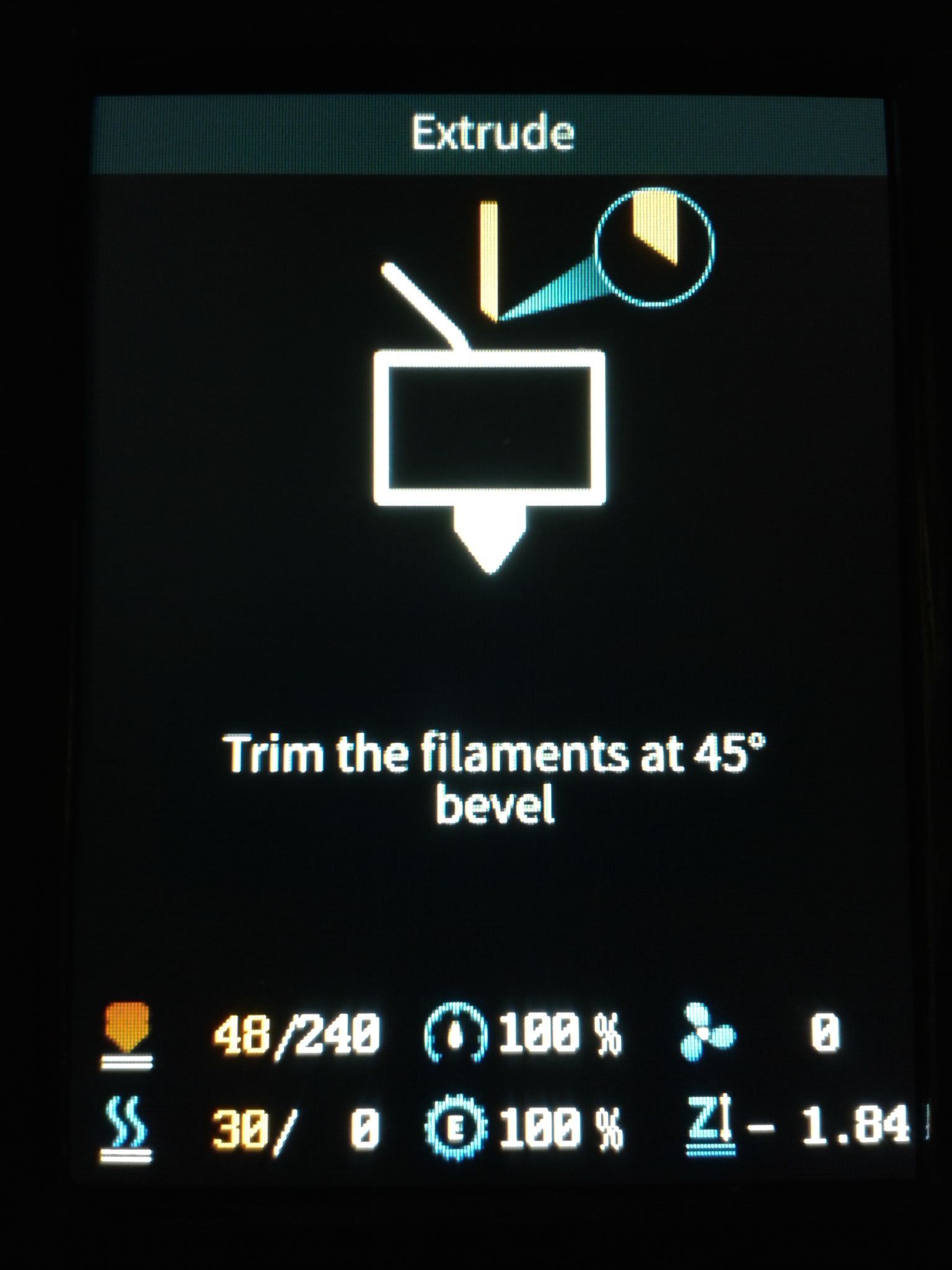
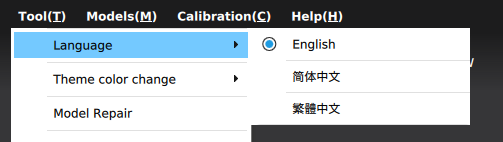
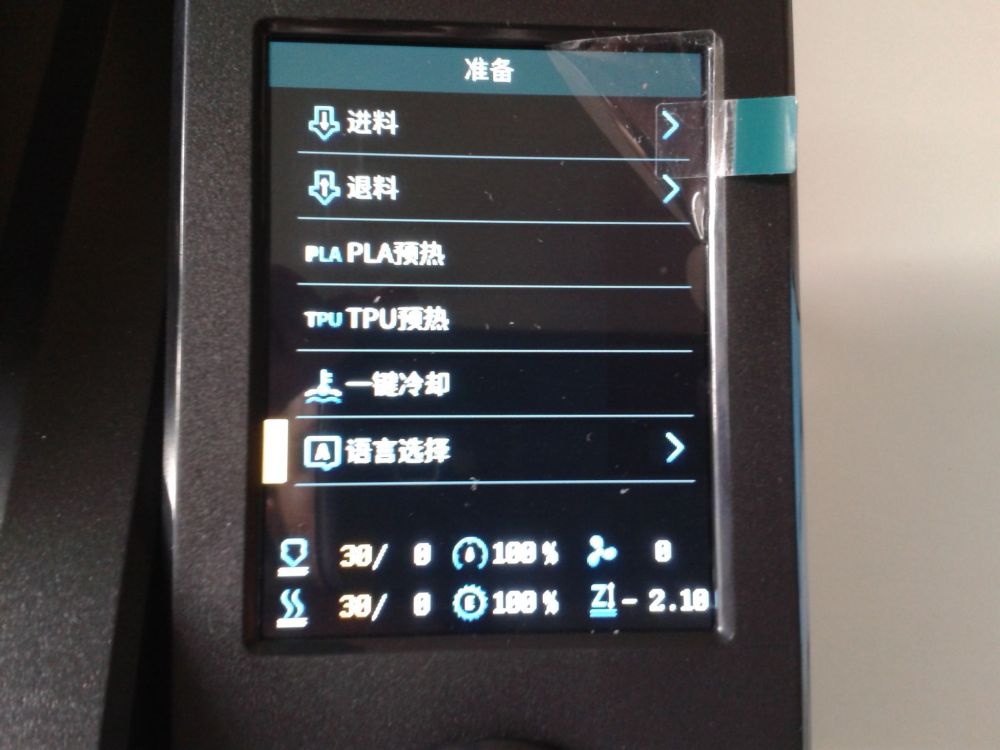
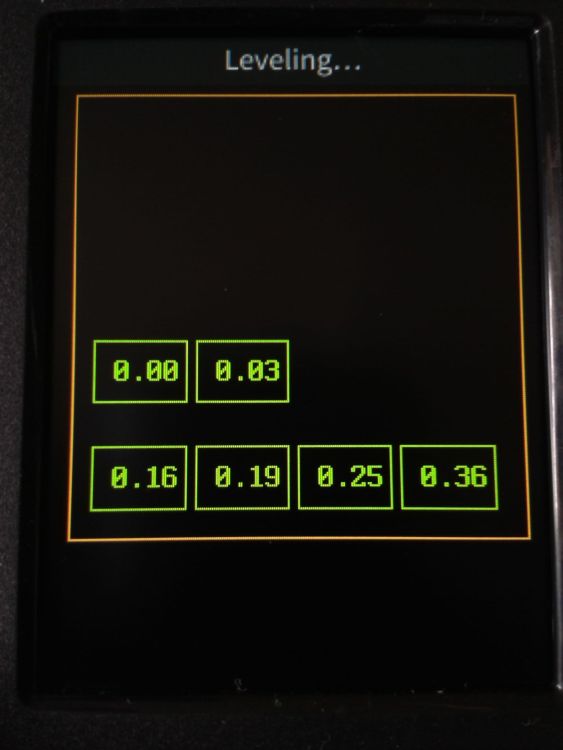
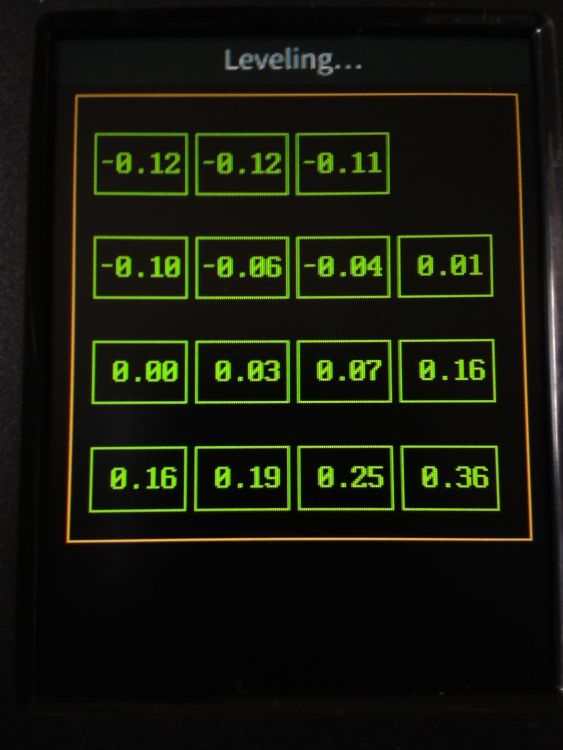
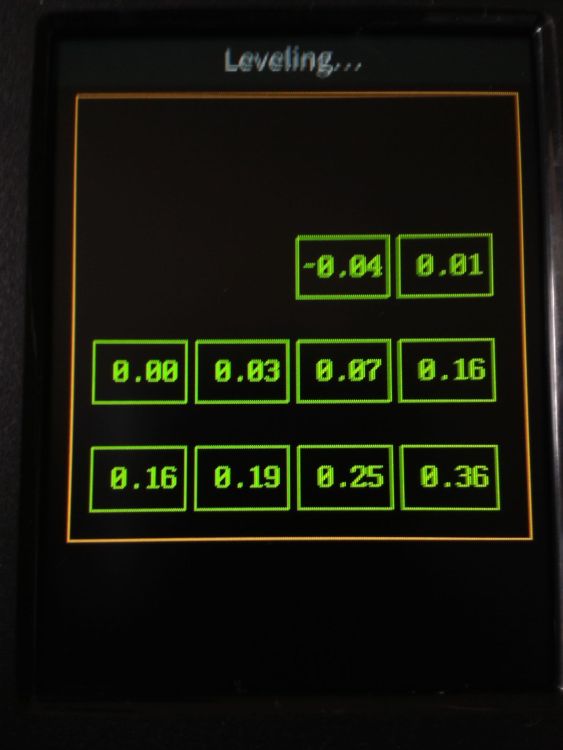
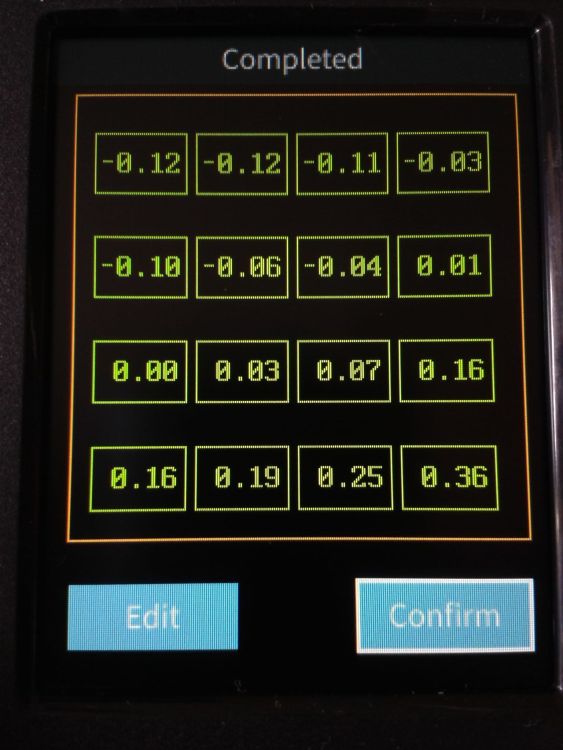
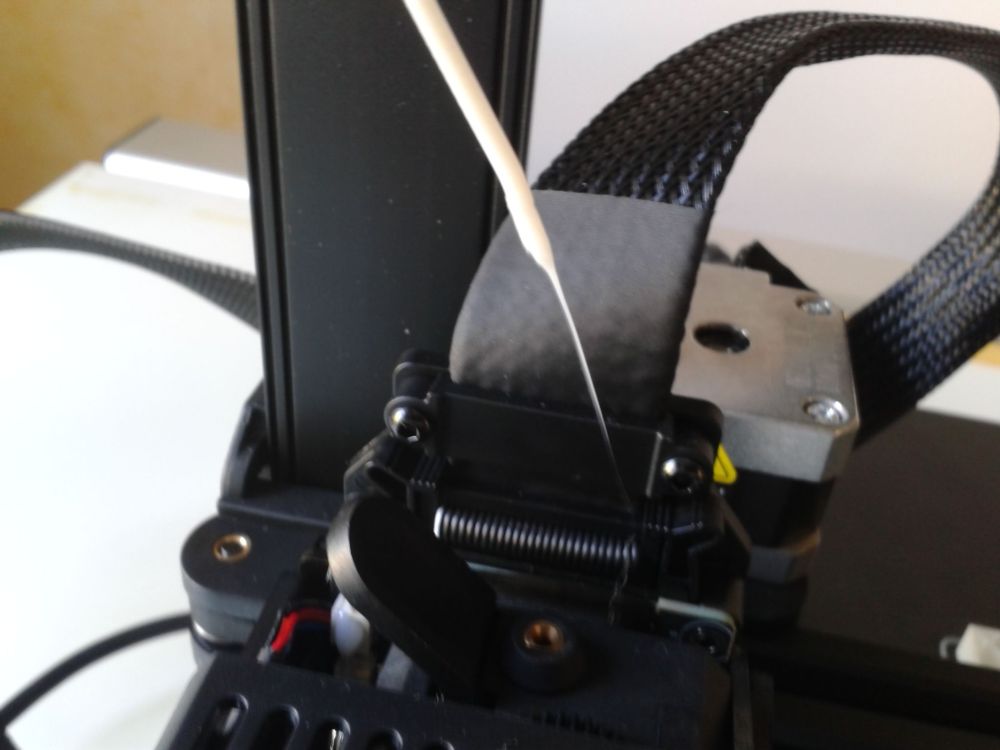
Mise en fonction Bien vérifier la position du secteur de tension du bloc d'alimentation, avant de connecter le câble d’alimentation secteur et d'allumer la machine avec le bouton à bascule "Marche/Arrêt". Le CR-Touch s'illumine et l'écran de contrôle (après avoir affiché le logo de Creality), arrive sur le menu d’accueil (je n'ai pas eu le droit à la sélection de langue, je me suis retrouvé, sur un écran d’accueil en Chinois ...) Heureusement les icônes m'ont aidé à trouver le menu, où l'on trouve tout en bas, le sous-menu pour changer la langue ( J'ai selectionner "English" car bien souvent les traductions en "Français" me sont moins claires ) La suite bientôt. (A FAIRE Insertion du filament ... Bien tailler en biseau le bout du filament que l'on va introduire, Mettre en chauffe ( ici je prend PLA ), attendre d'arriver a température ... Puis insérer le filament tout en appuyant sur le levier de l'extrudeur "Sprite" jusqu'a obtenir un début d'extrusion de filament en sortie du nez de la buse ... (A FAIRE Photo d'illustration insertion filament avec appuis sur le levier) Le "Levelling" ( Auto Leveling, ... ) Attention si l'on clic sur "Levelling", cela démarre directement ( pas de confirmation a effectuer pour continuer ) On arrive a l’écran suivant ( avec l'icone de l’étape en cours, qui clignote entre la couleur orange et bleu ) Après la chauffe terminé (aucun moyen de savoir où cela en est en température a ce moment) cela semble faire un Home X et Y, puis déplacement au centre du plateau en hauteur, sortie du palpeure du CR-Touch, descente de la tête pour palper le centre du plateau ... Ensuite, la tête semble faire un Home All car elle se rapproche du coin avant gauche du plateau, se frotte un coup sur le plateau, vient doucement "tapoter" le plateau avec le nez de la buse juste là ou se trouve en dessous le capteur de pression du support du plateau, revient en montant au centre du plateau, ressort le palpeur, descend la tête pour palper le centre du plateau, et recommence cela plusieurs fois ( il me semble 4 fois ) la une pause au centre du plateau, mise en route du ventilateur de refroidissement de l'impression, semble attendre quelque seconde ( ? nouvelle chauffe du plateau ) et commence le palpage de l'ensemble du plateau ... Pour finalement nous proposer d'éditer ou de confirmer le mesh obtenus. ( J'ai cliqué "Confirme" ) )







 1 point
1 point -
Détails sur le firmware d'origine Bien noter qu'il y a deux firmwares. Celui de la carte-mère, qui tourne sur un microcontrôleur GD32F303RET6. Qui se mettre à jour via le lecteur de cartes SD, qui se trouve à coté du port USB Type-C (sur le côté gauche de la base de l’imprimante). Et, celui de l’écran de contrôle (mise à jour via le lecteur de carte micro SD sur le côté gauche de l’écran (accessible a condition de sortir l’écran de son support). Pour la méthode de mises à jours des firmwares regarder "Service Tutorial Ender 3 V3 SE firmware flashing". Dans ce qui suit, je parle du firmware marlin qui s’exécute sur la carte-mère. Sous une Ubuntu 20.04, quand je branche le câble USB Type C (imprimante allumée) a mon ordinateur (USB Type A), j'ai la ligne suivante en plus dans le résultat d'un "lsusb" Quelques extraits, nettoyés des horodatages, des logs de Repetier-Host (connecté avec une vitesse de 115200 bauds, sur le bon port série) À la connexion M115: Firmware Info (capacité activée si "1", désactivée si "0") M111: Debug Level M503: Report Settings (Edit> La présence des valeurs de paramètres pour M906: Stepper Motor Current, M913: Set Hybrid Threshold Speed et M569: Set TMC stepping mode, indique que les pilotes TMC sont gérés en UART et donc réglables via les Gcodes idoines.) M600: Filament Change Semble fonctionner correctement mise en chauffe à 180°C de la tête suite de petit bips et de petit bip plus rapide, (après petit levage Z?) et éjection du filament demande de saisir M108 pour remettre en chauffe la tête et demande de saisir M108 une seconde fois quand a température pour reprendre. a faire après insertion du filament semble revenir en attente de commandes après le (ici second) M108. Mais donc, a re tester avec un M600 dans un fichier d'une impression M117: Set LCD Message Ne semble rien afficher ni sur le menu d’accueil, ni si dans le sous-menu "control" ( où l'on voit les températures, état des ventilations, z-Offset et valeur de Z ) (mais a re-tester lors d'une impression) Le ventilateur du Heatbreak se met automatiquement en fonction quand la température mesurée de la tête arrive à 50°C ( et arrêt auto du ventilateur quand la température passe en dessous de 50°C) Pas de modulation des fréquences du "bip" ( M300 ) M119: Endstop States ( Après un "Home" (G28) ) Donc le firmware d'origine ne semble pas correctement configuré pour permettre l'ajout d'un capteur de fin de filament. ( Il faudra probablement modifier le firmware pour permettre de prendre en compte un capteur de fin de filament. Mais Creality ne semble pas avoir, a ce jour, mis a disposition les sources du firmware sur son GitHub public. )



 1 point
1 point -
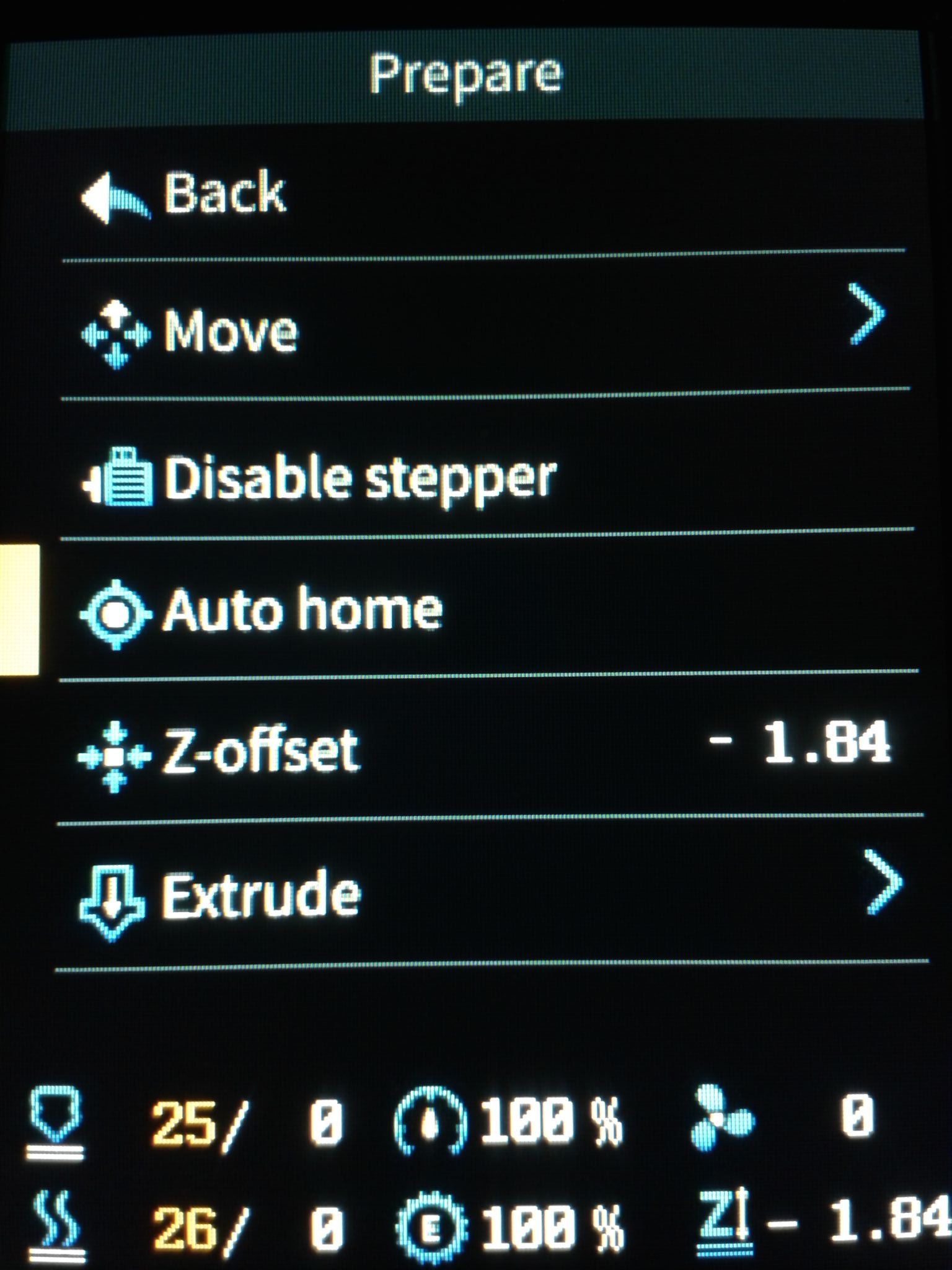
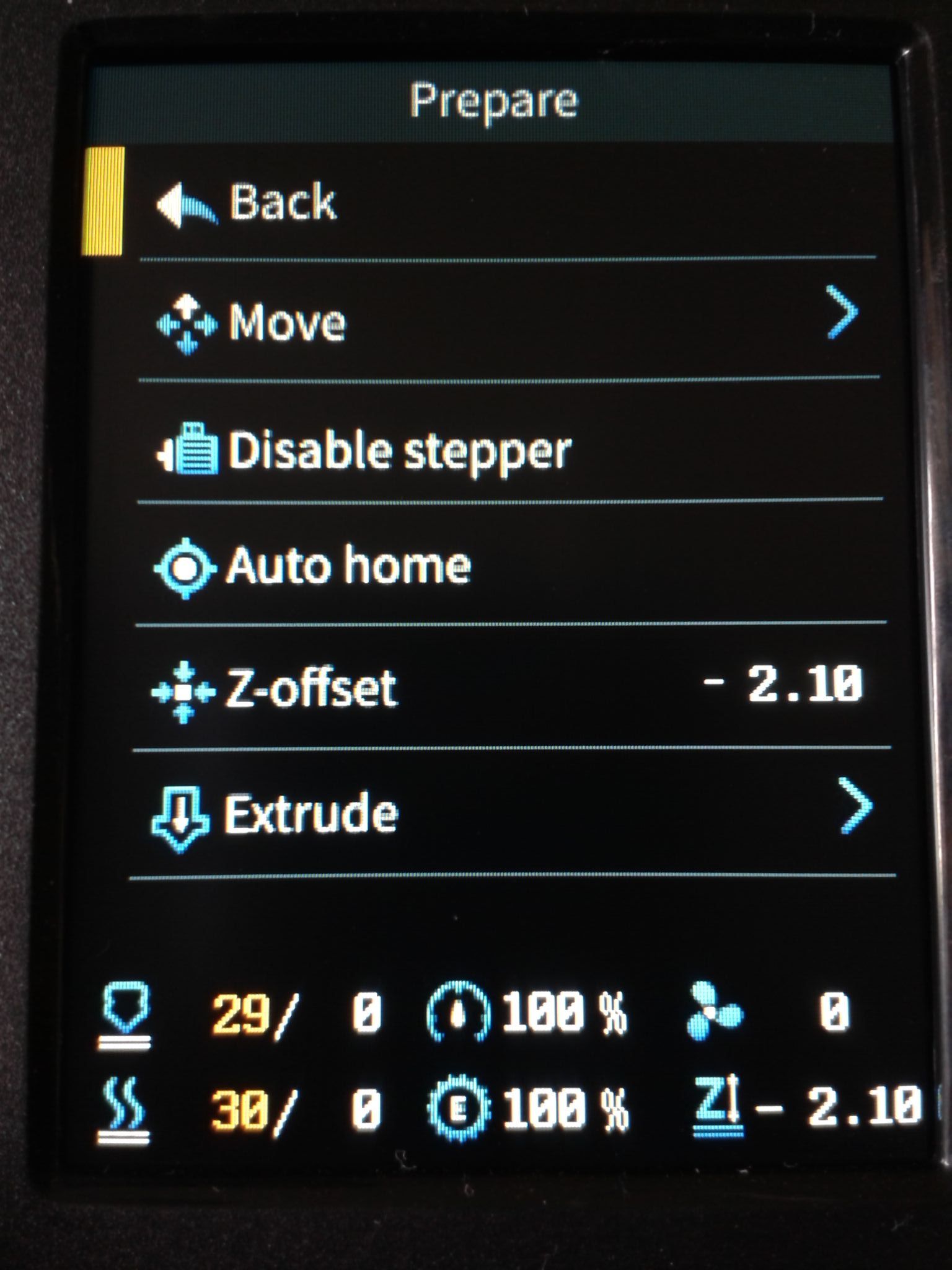
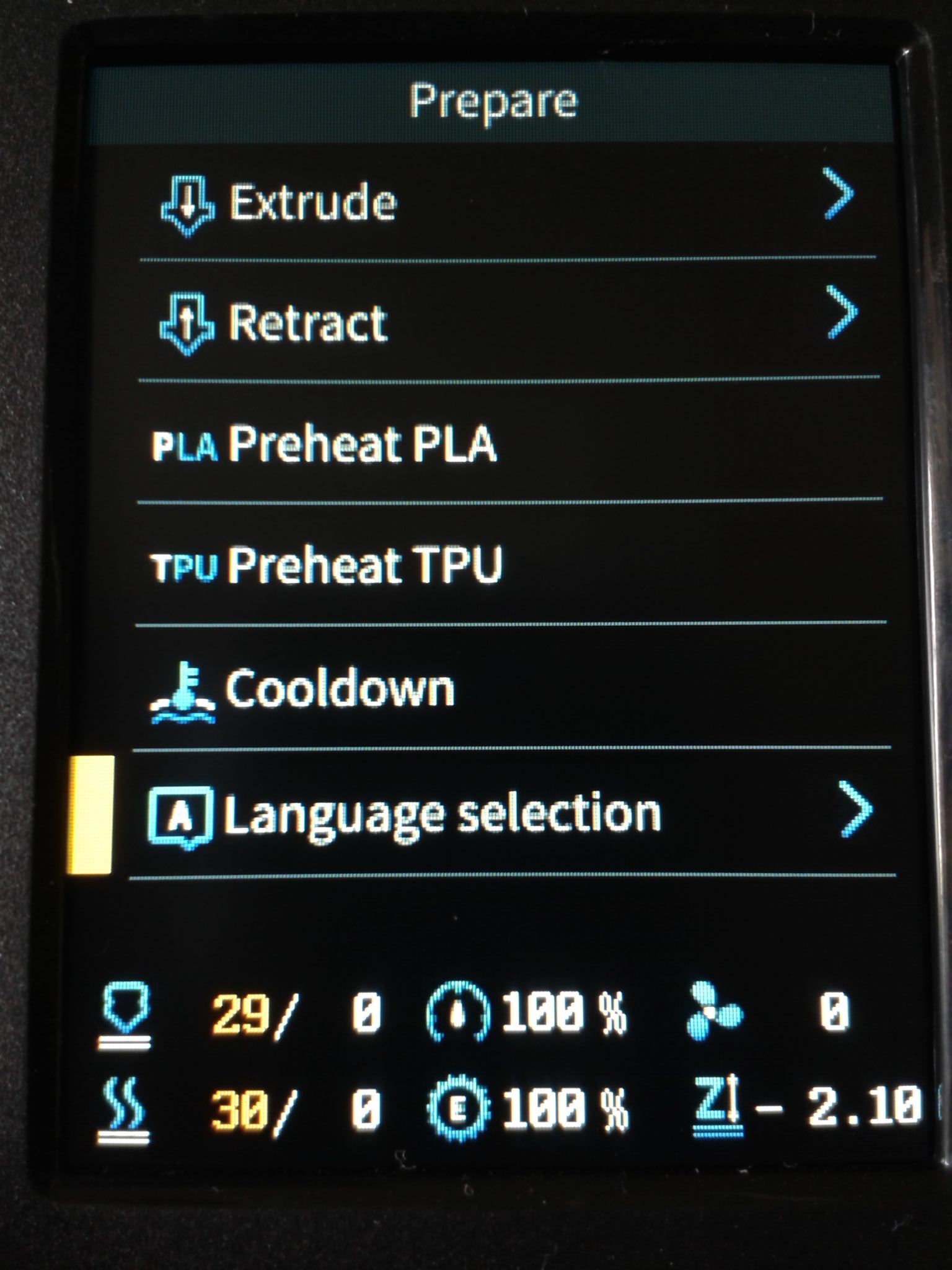
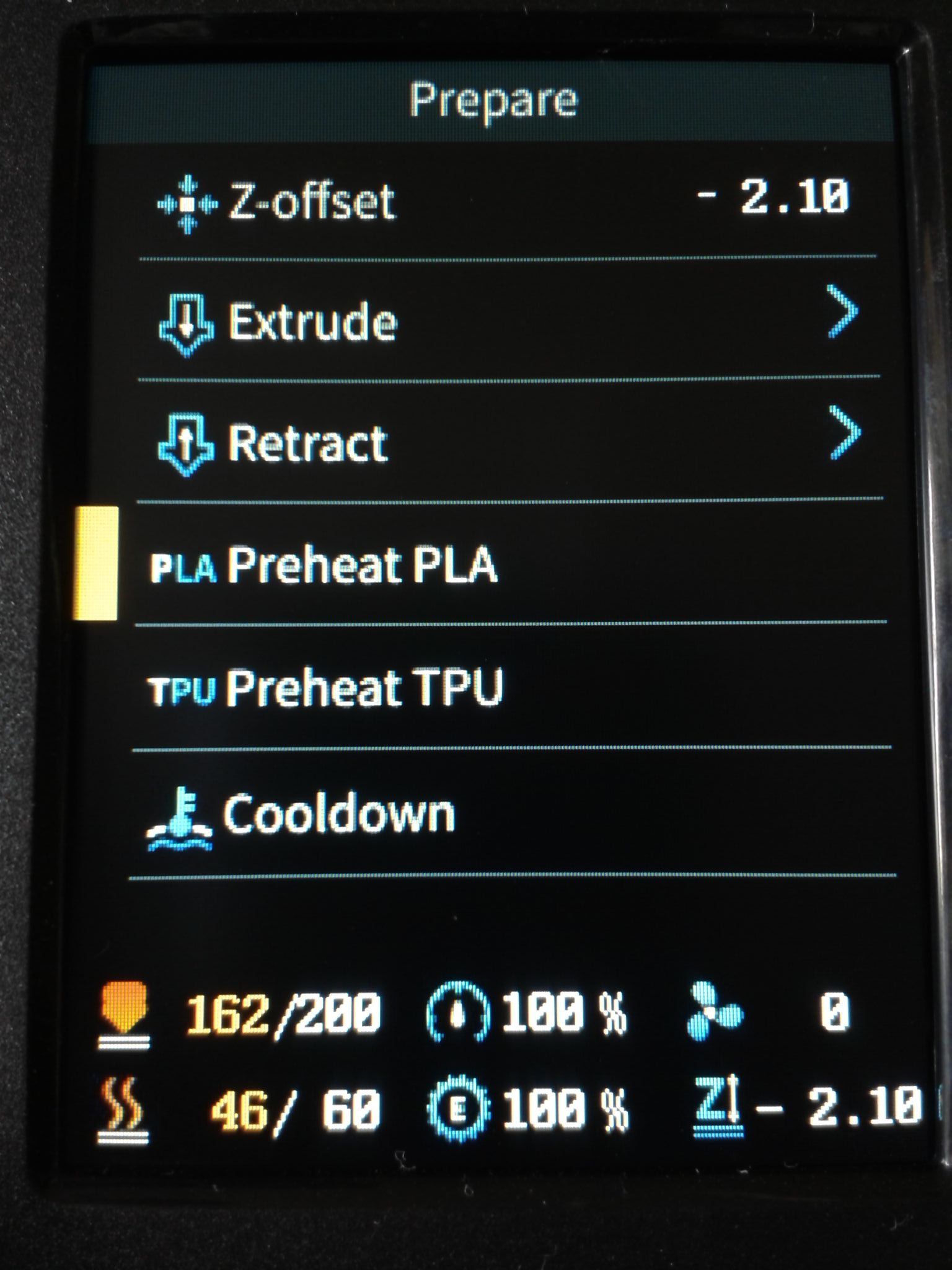
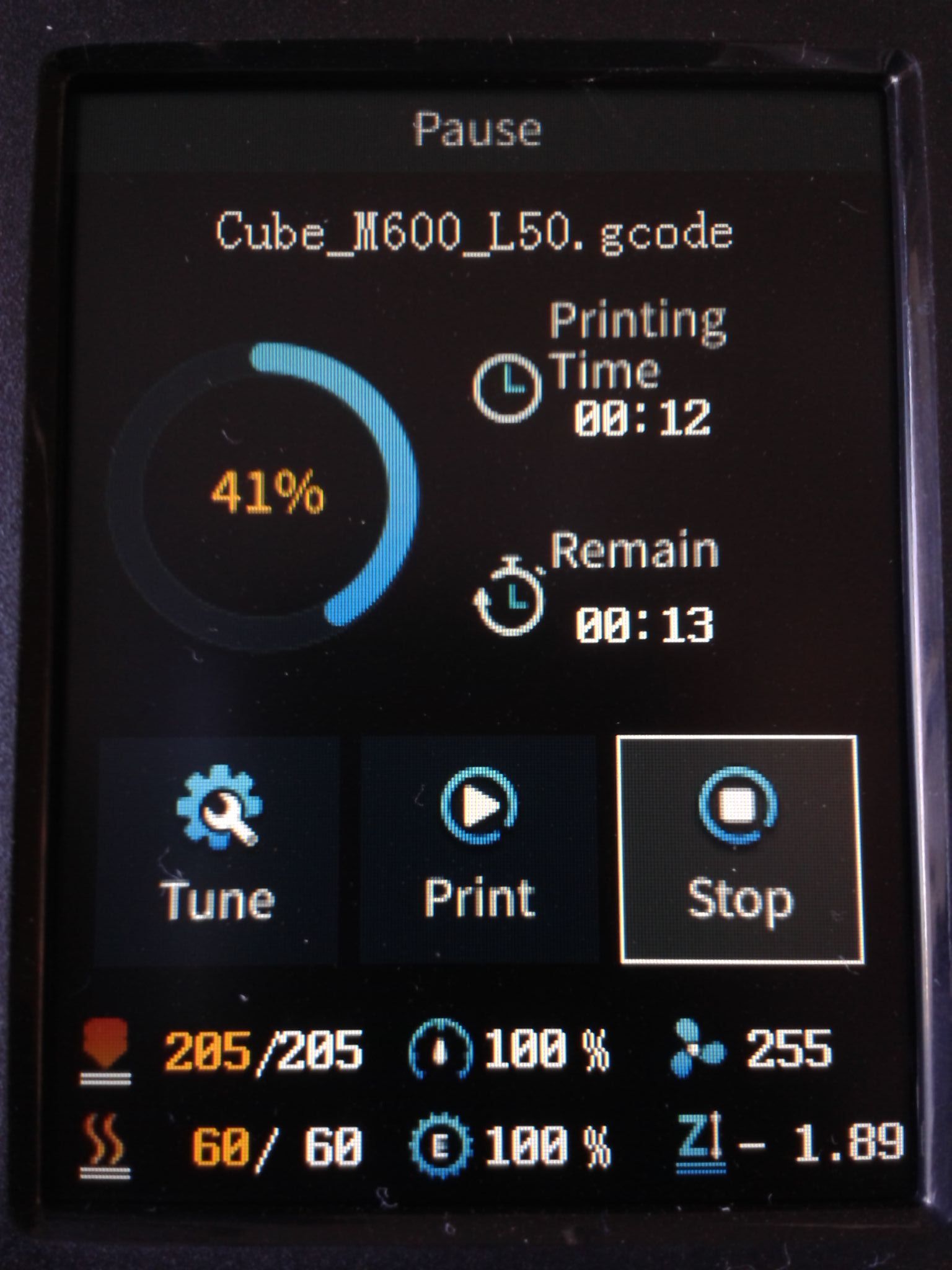
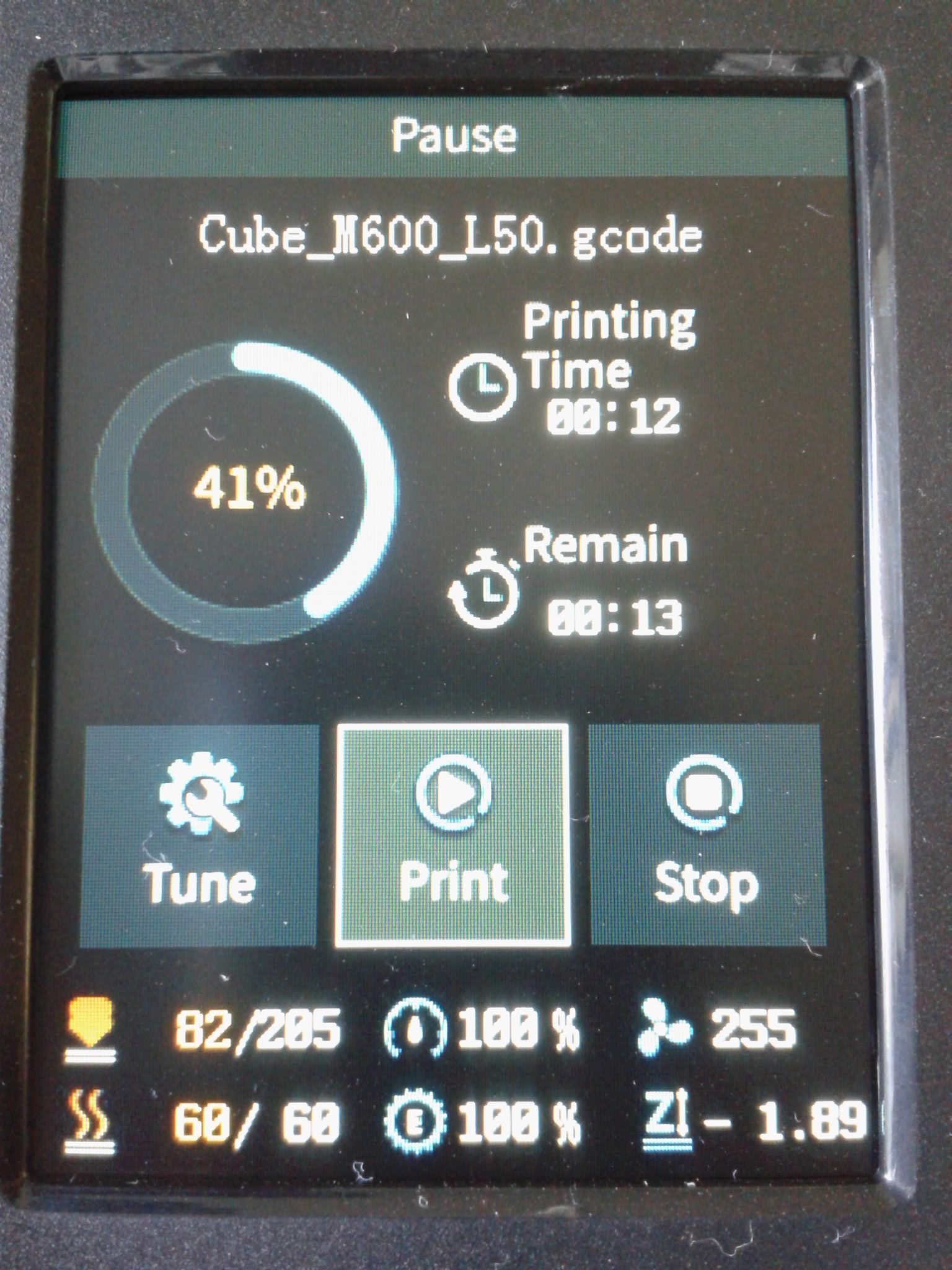
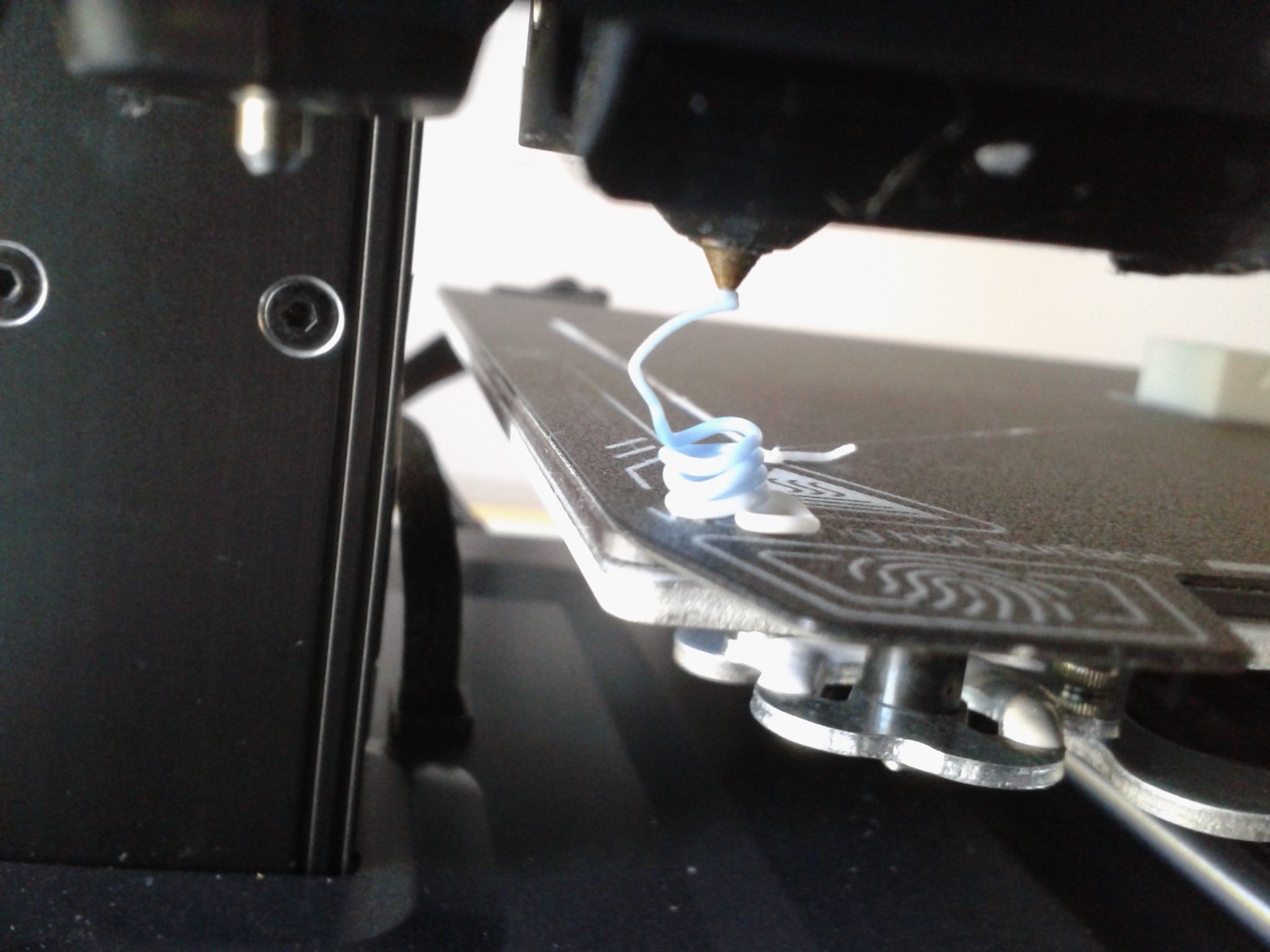
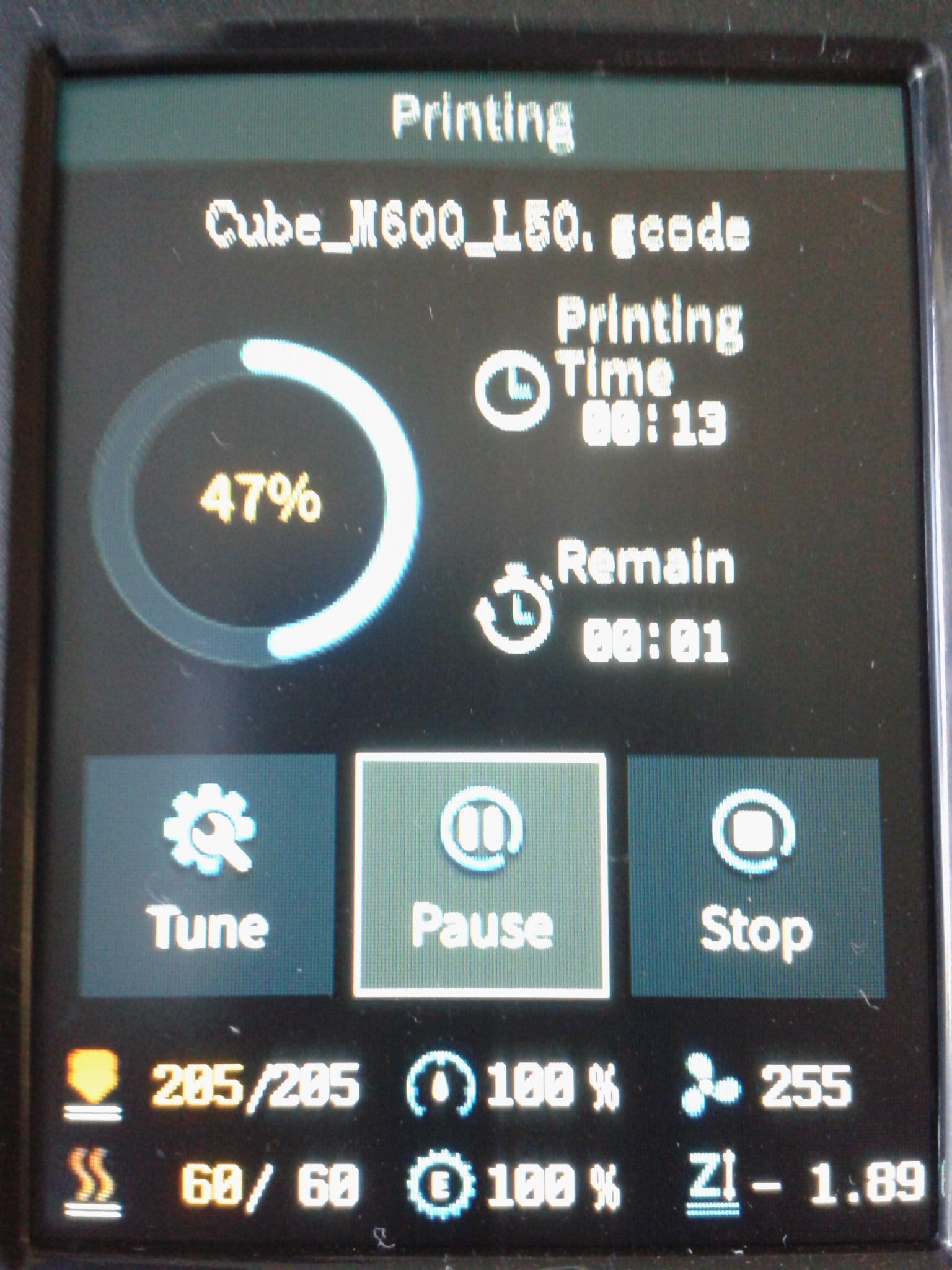
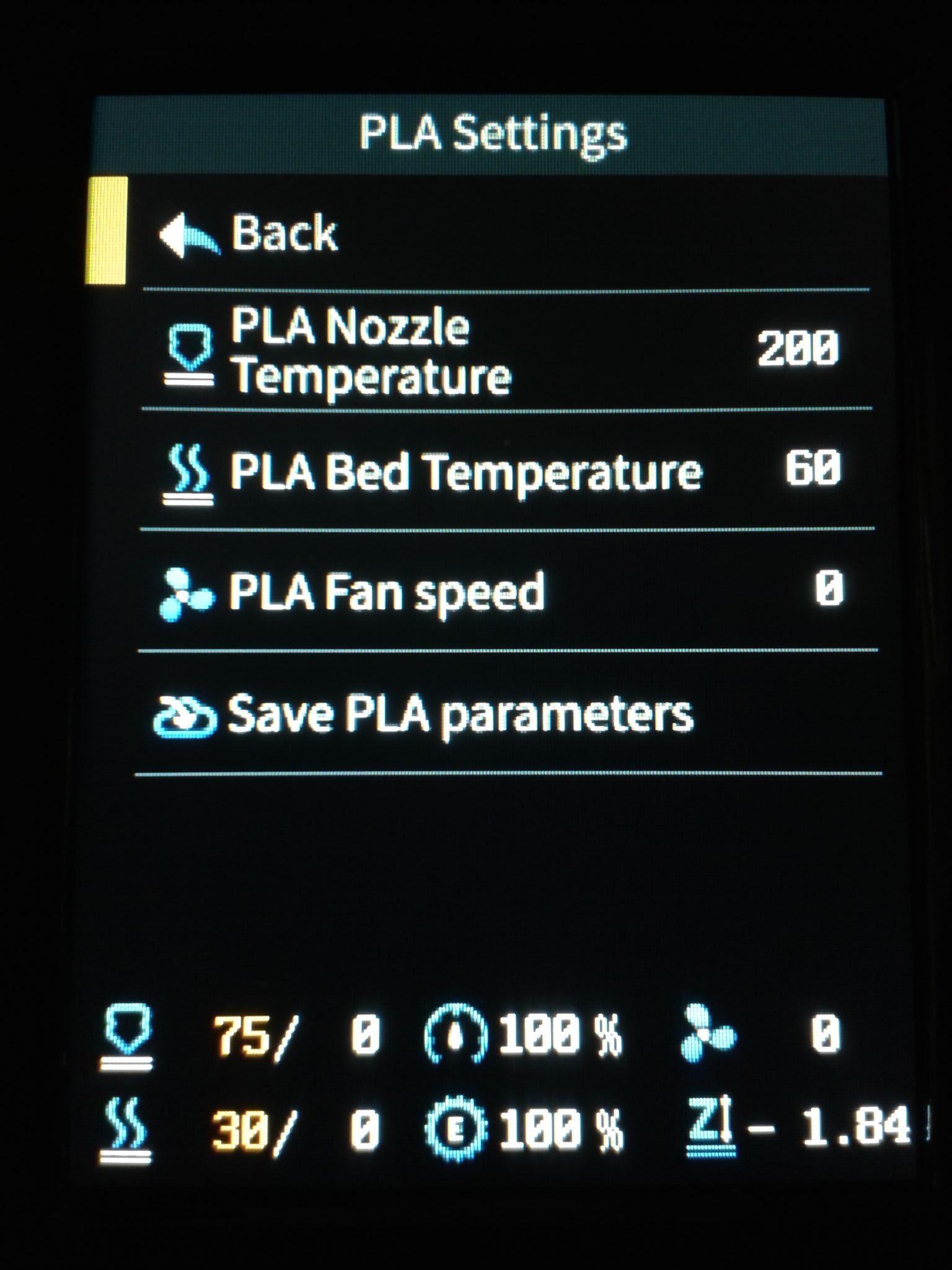
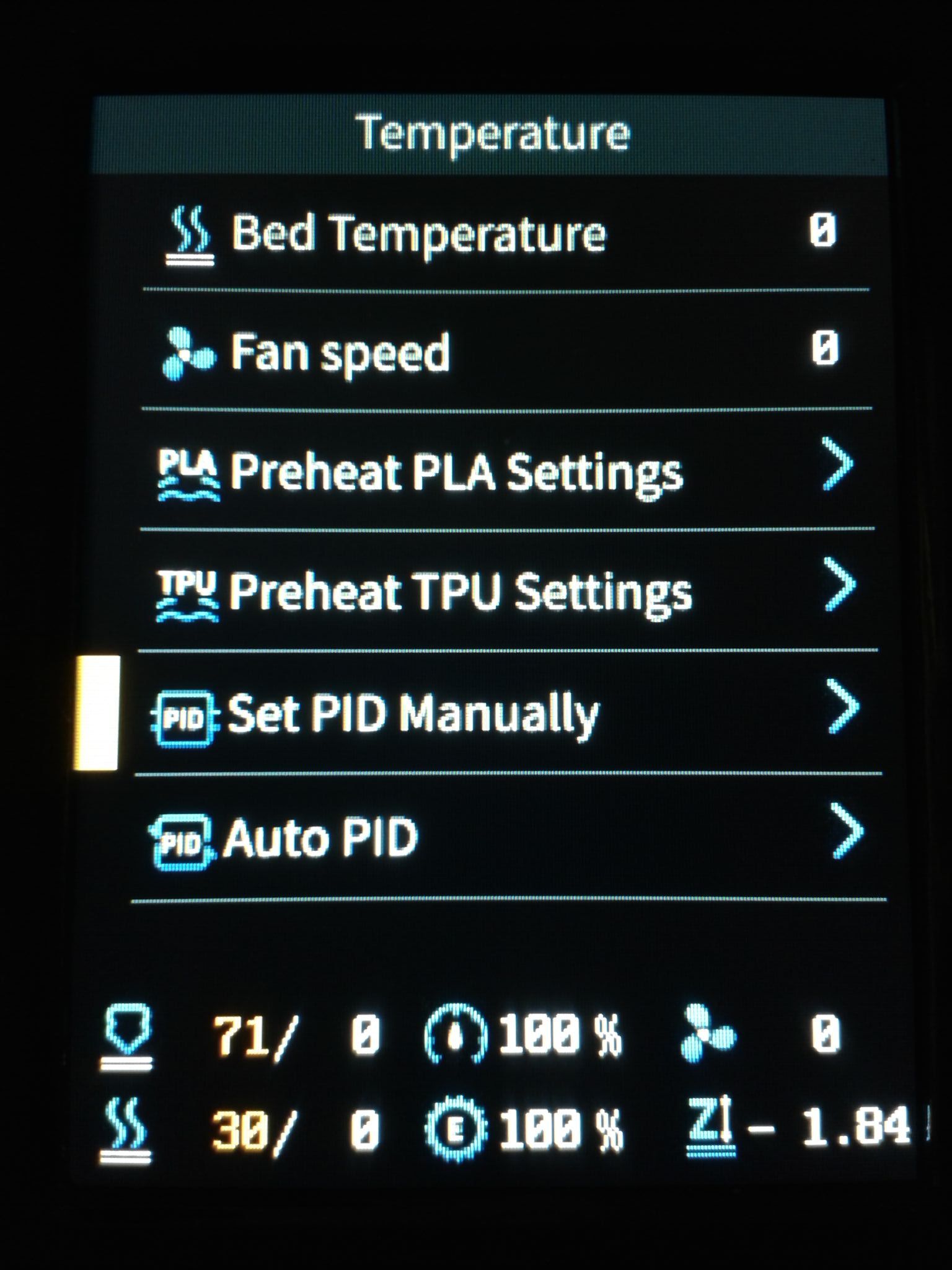
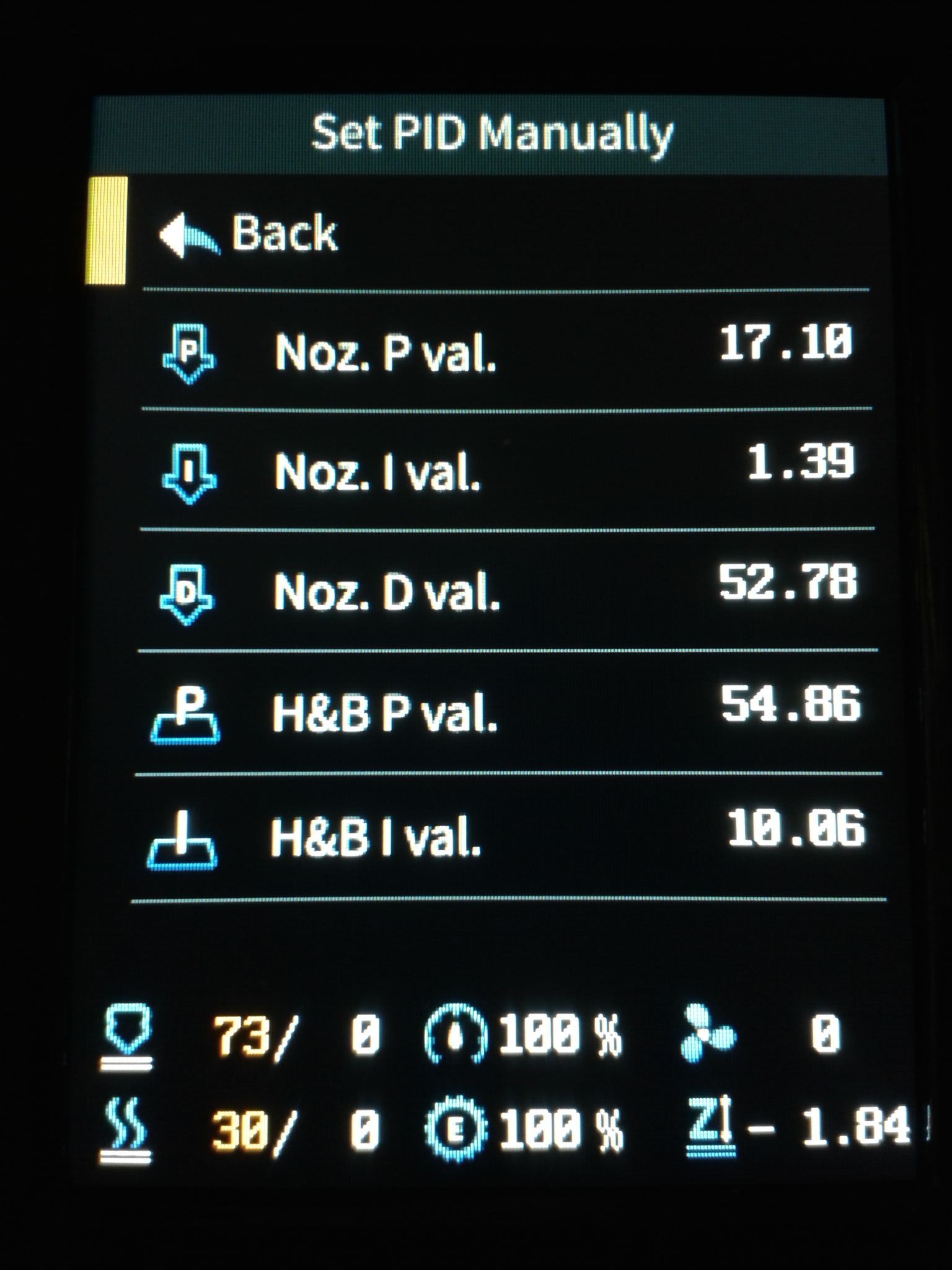
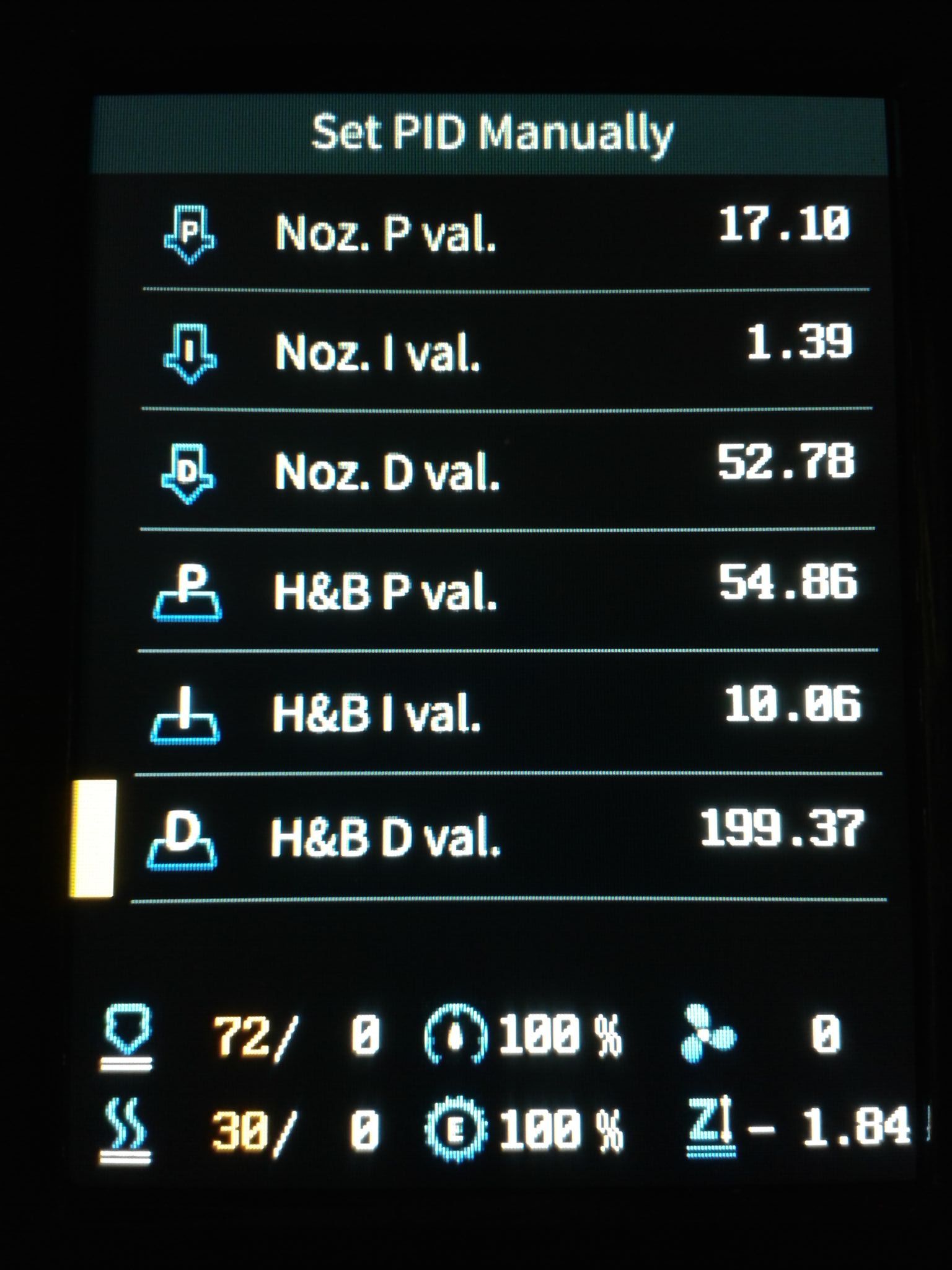
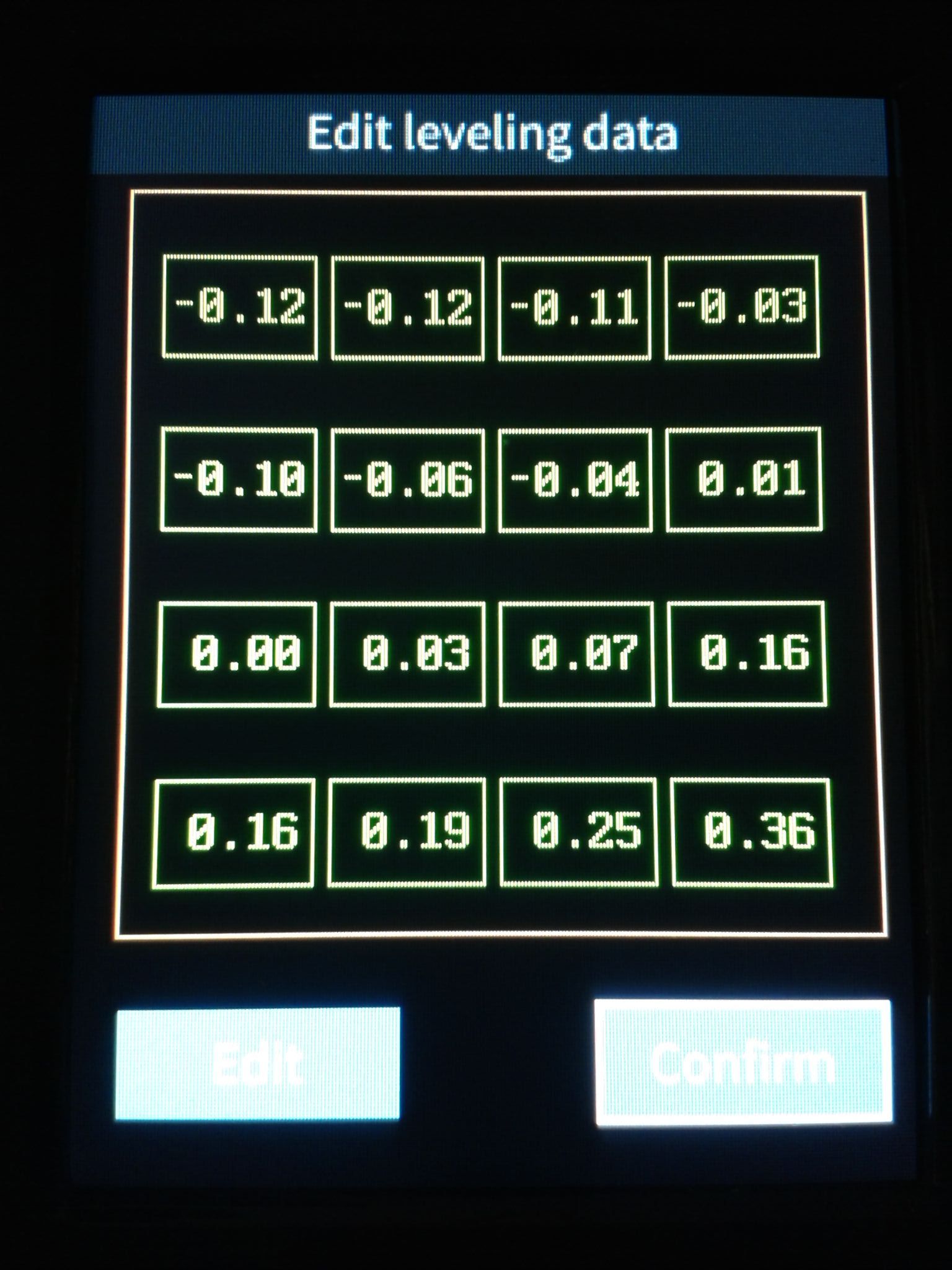
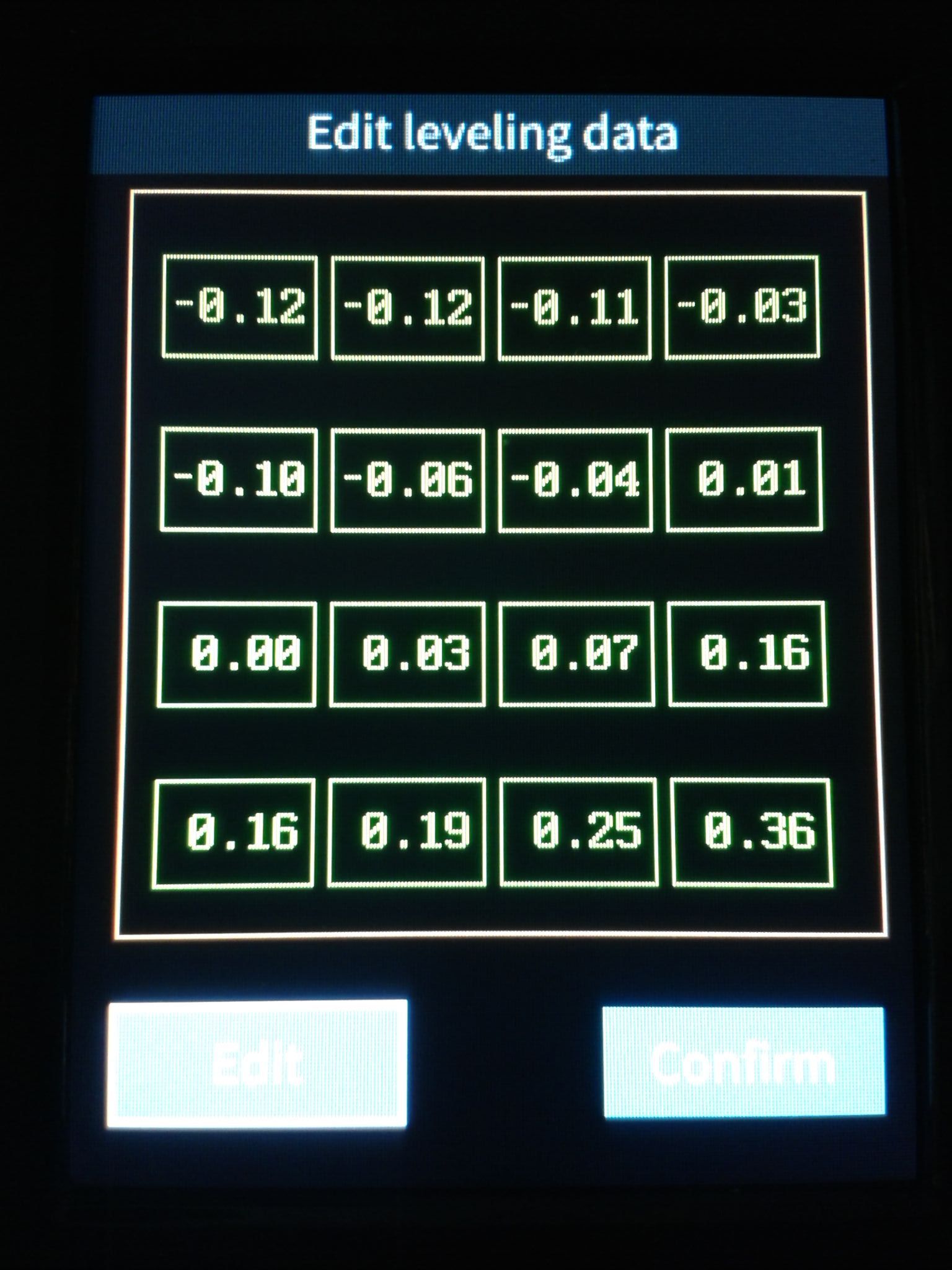
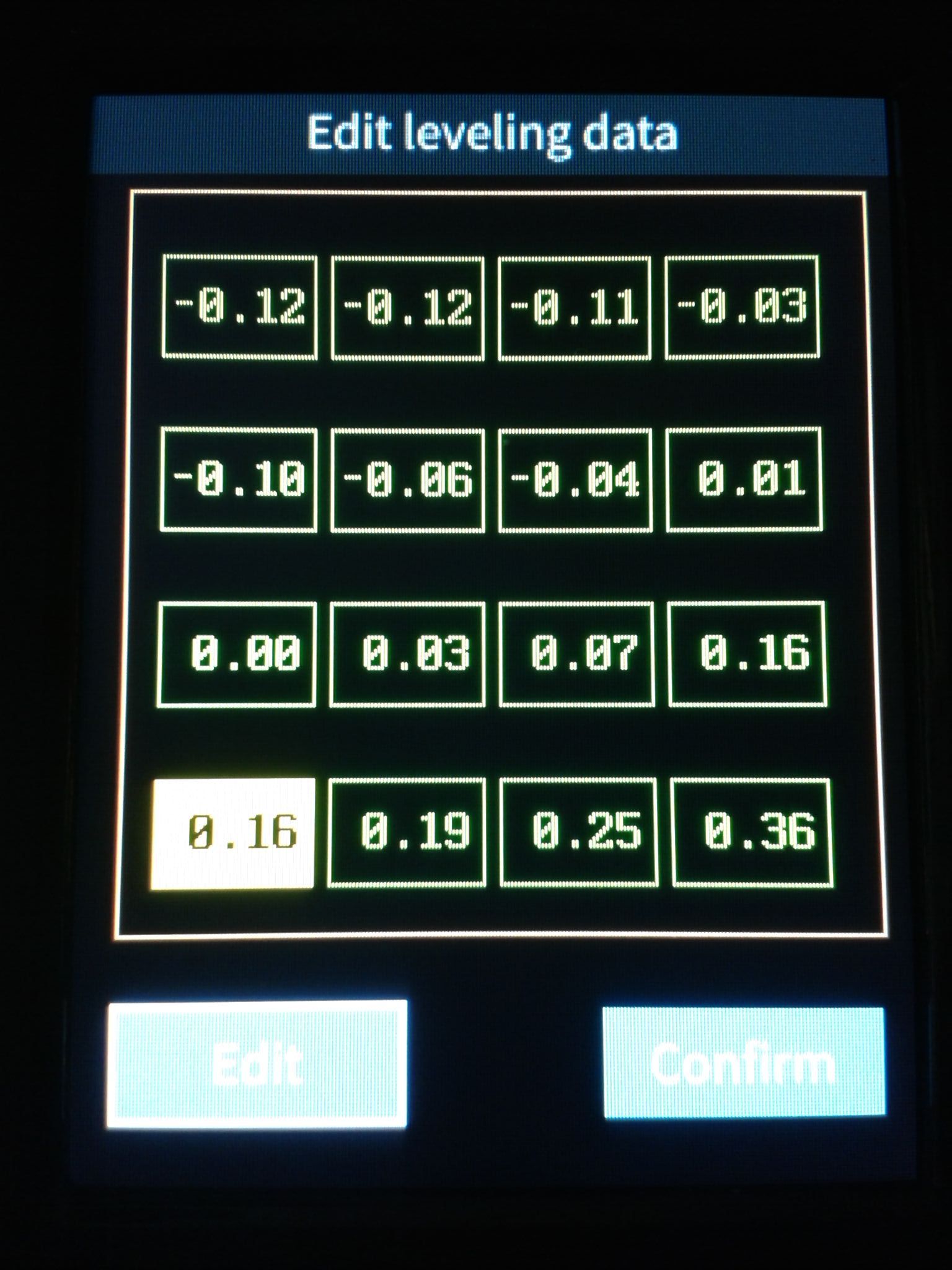
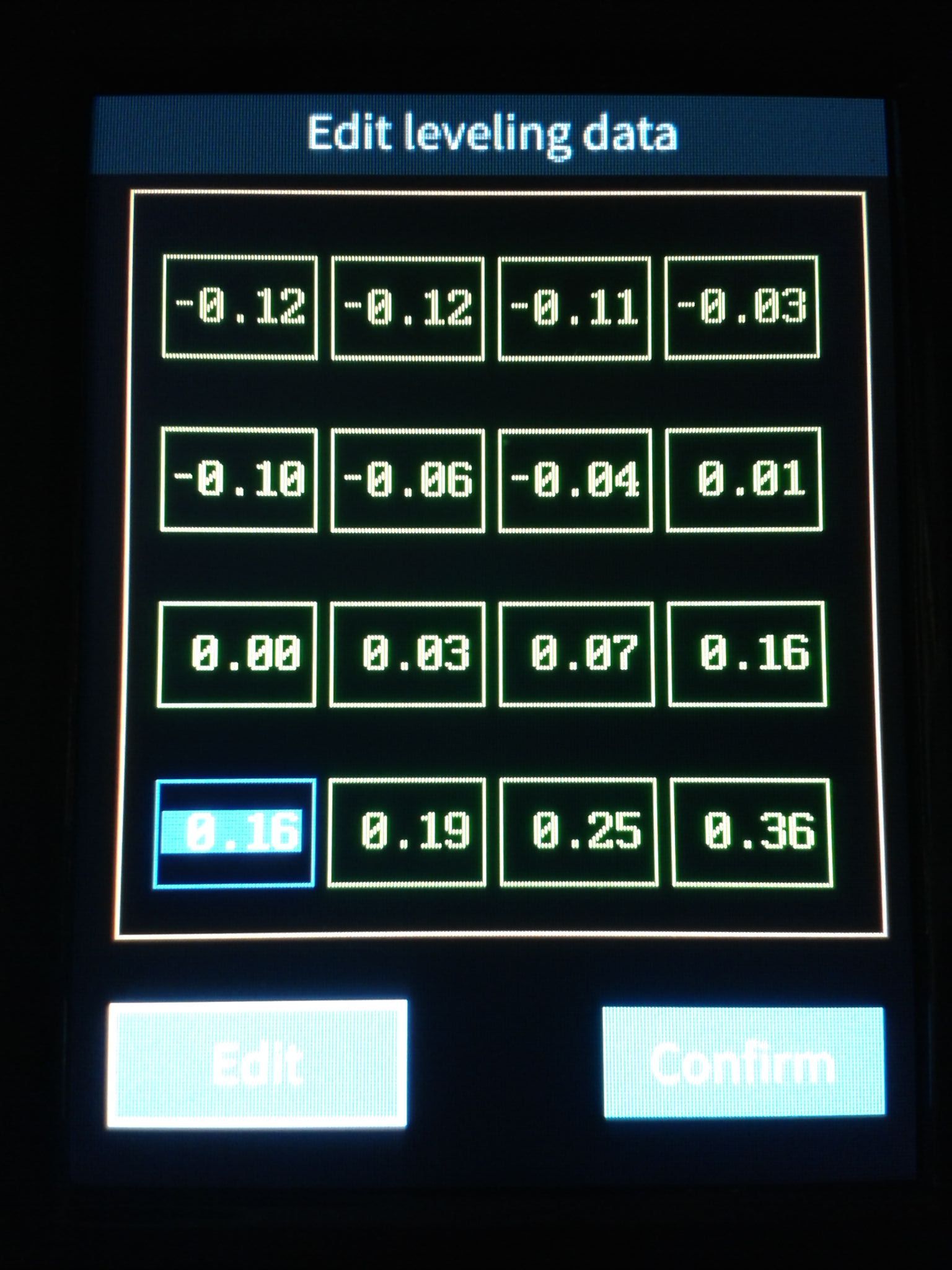
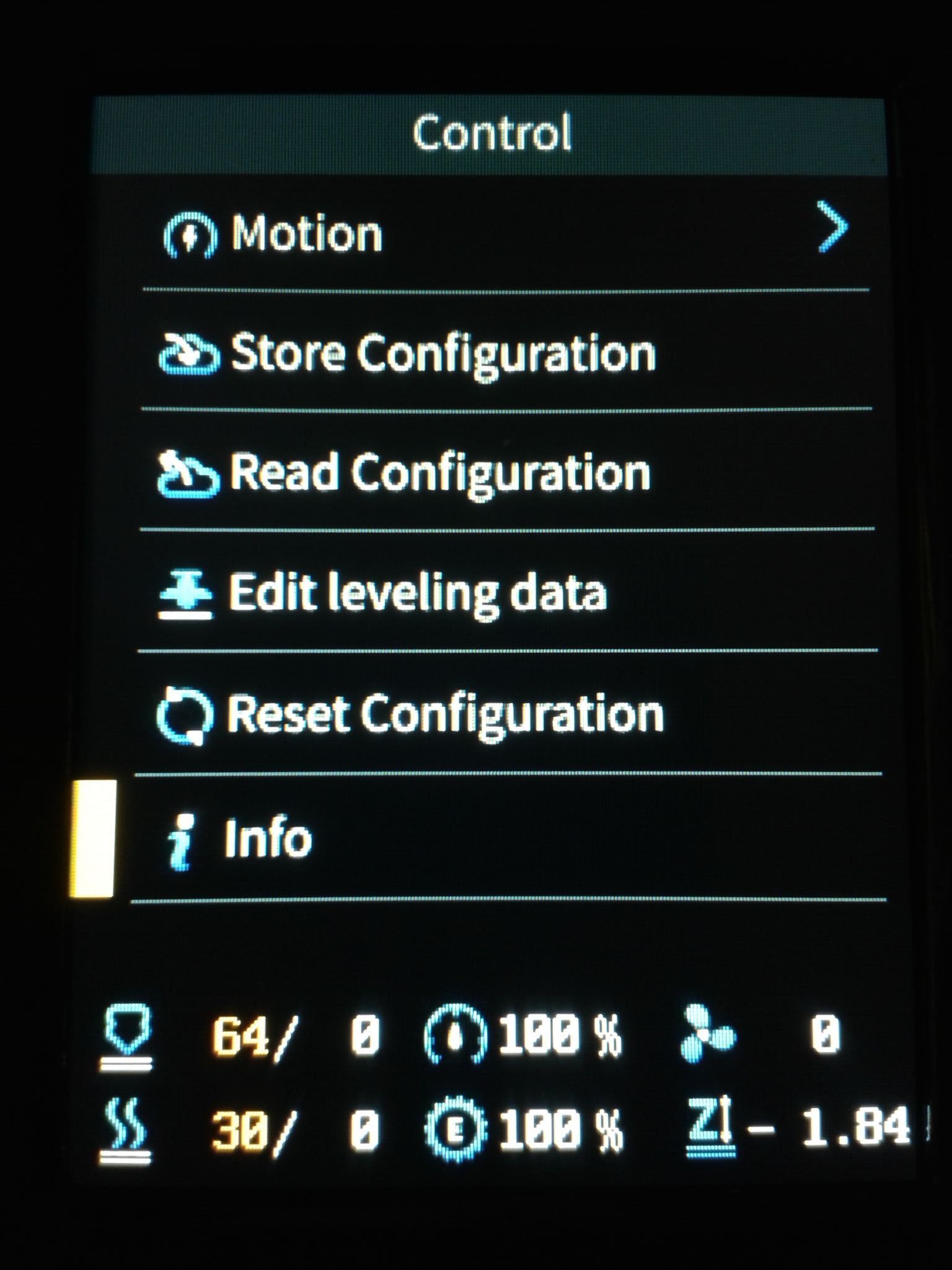
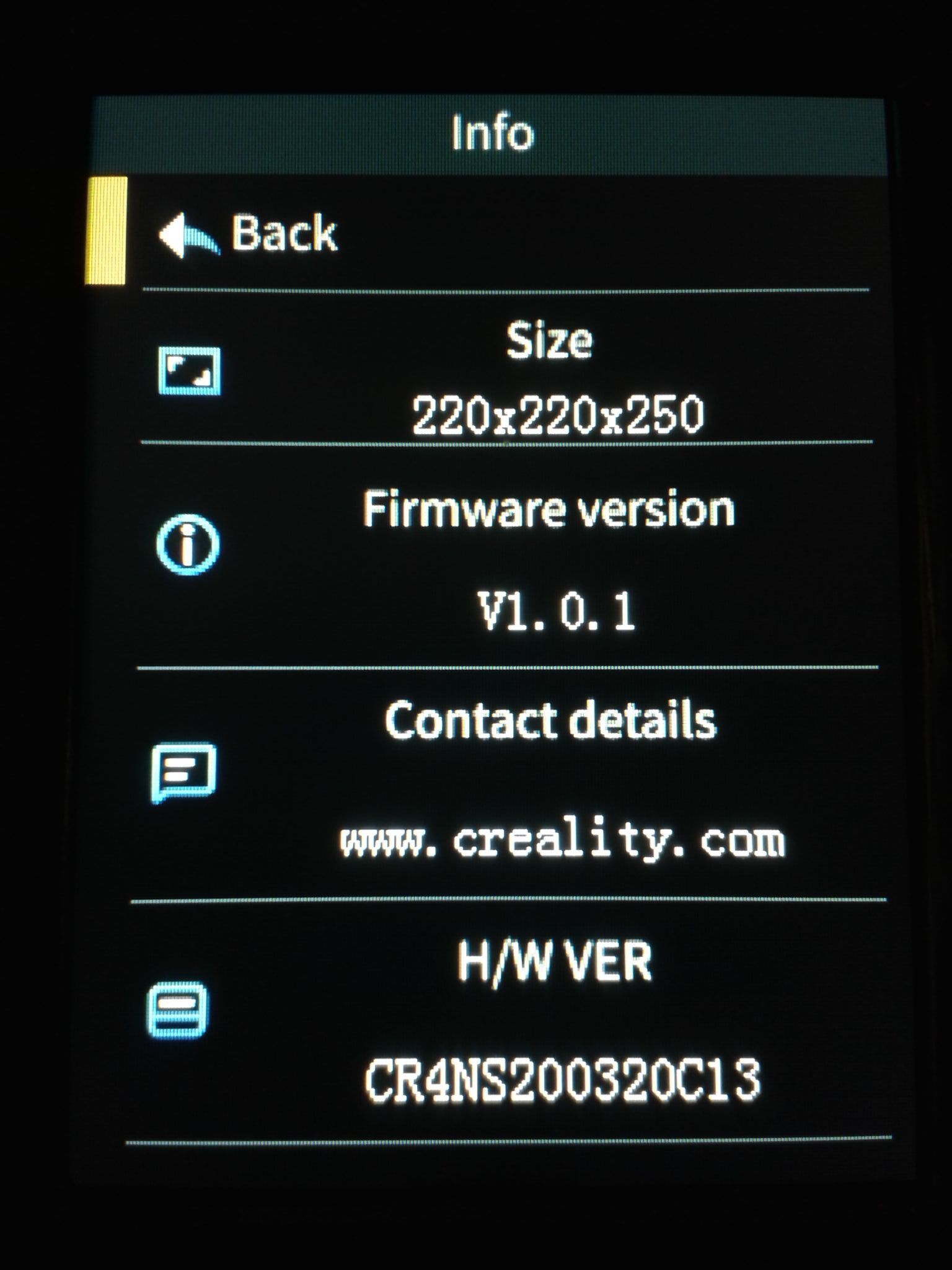
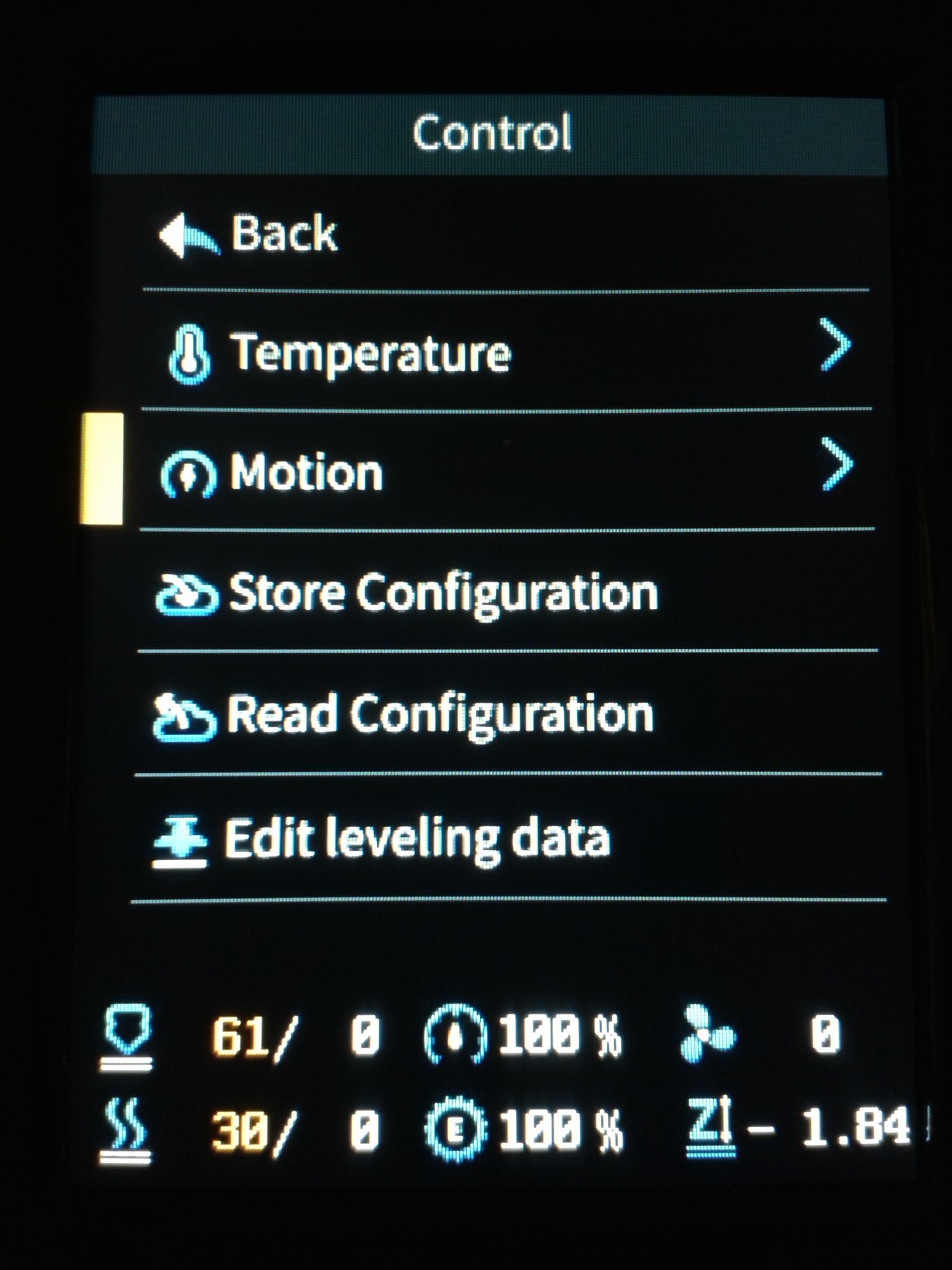
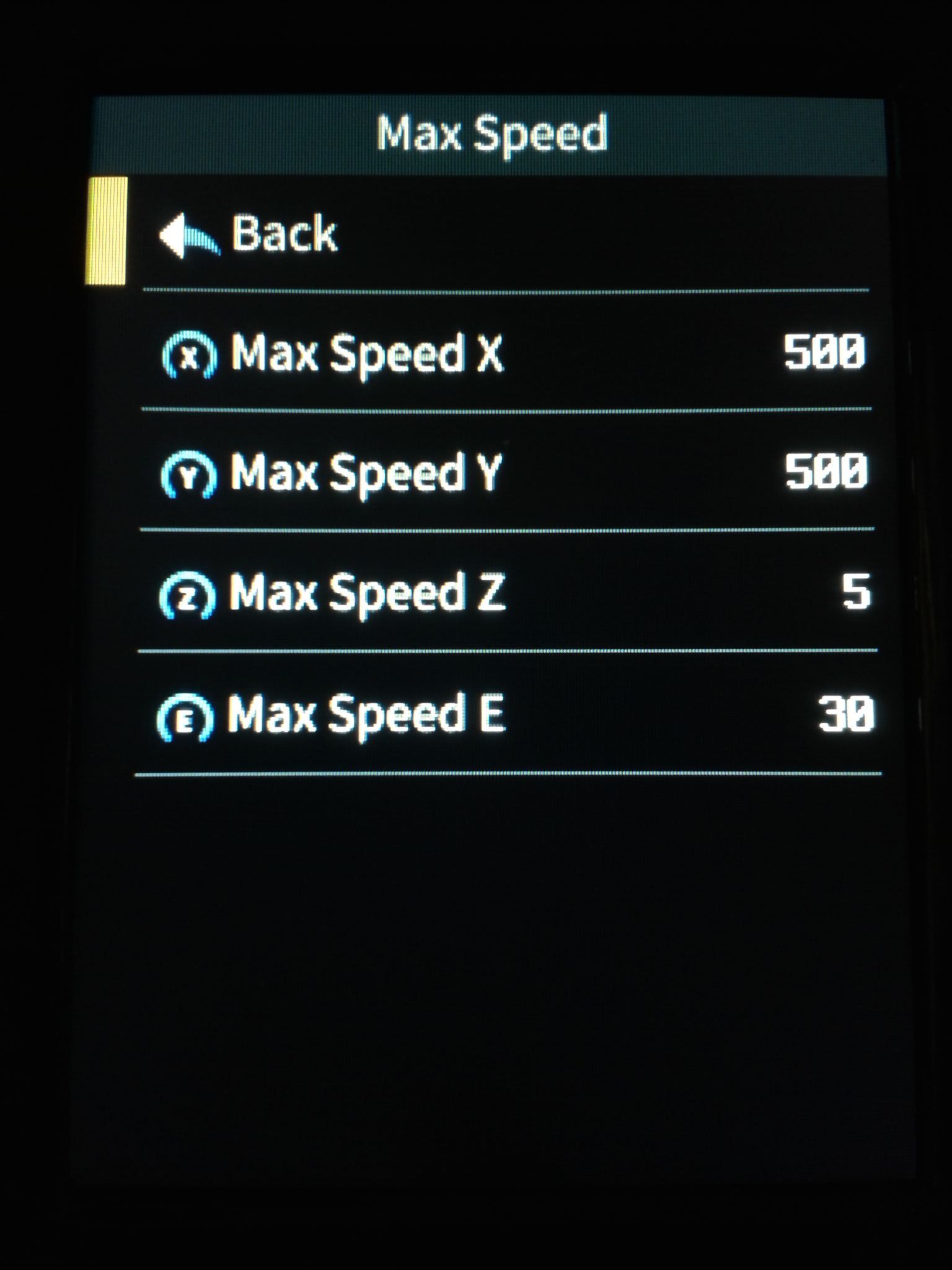
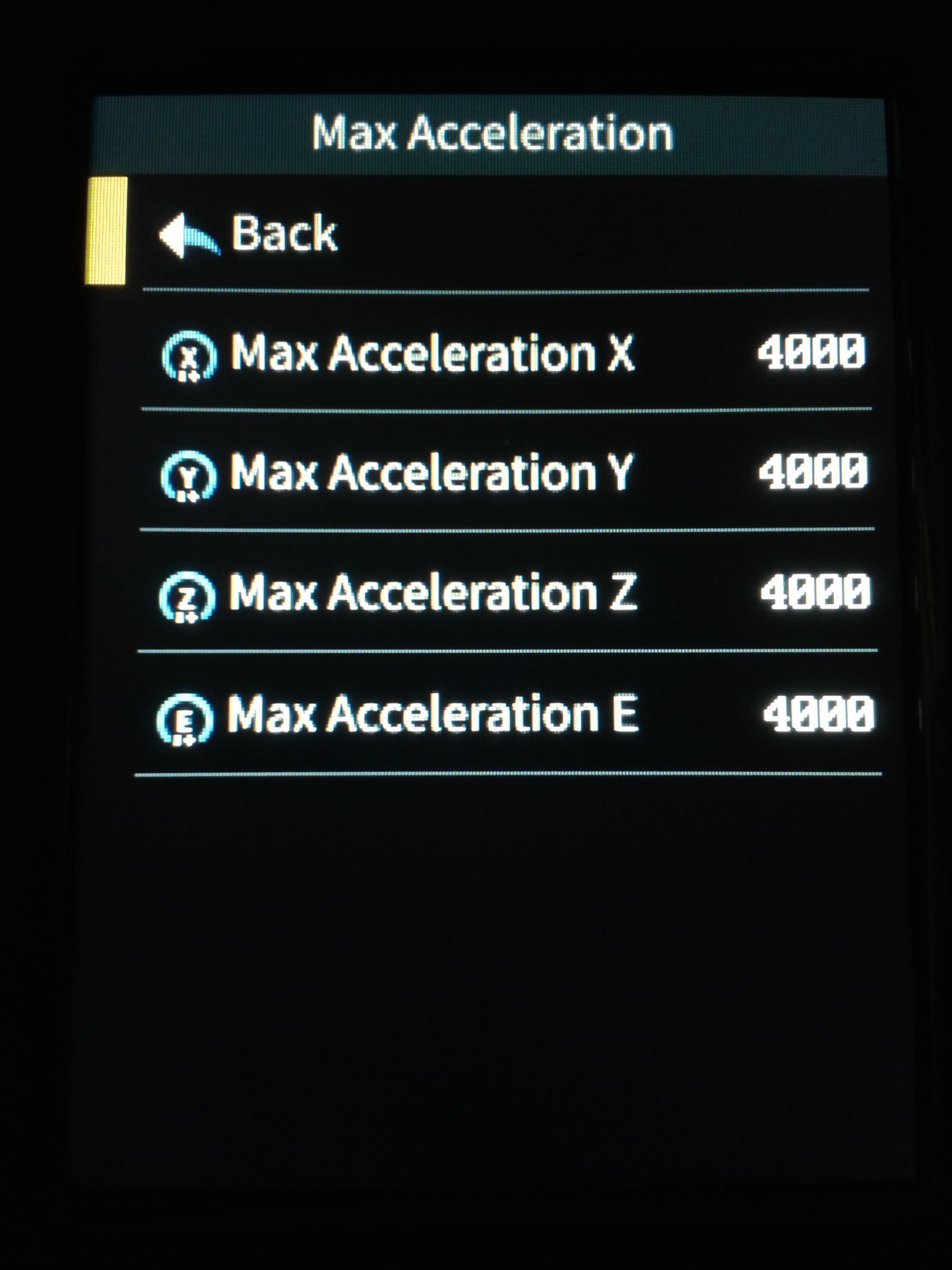
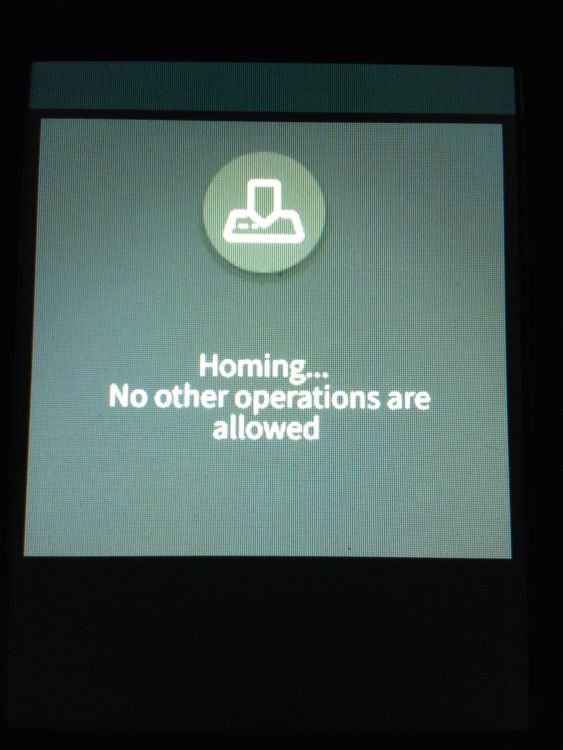
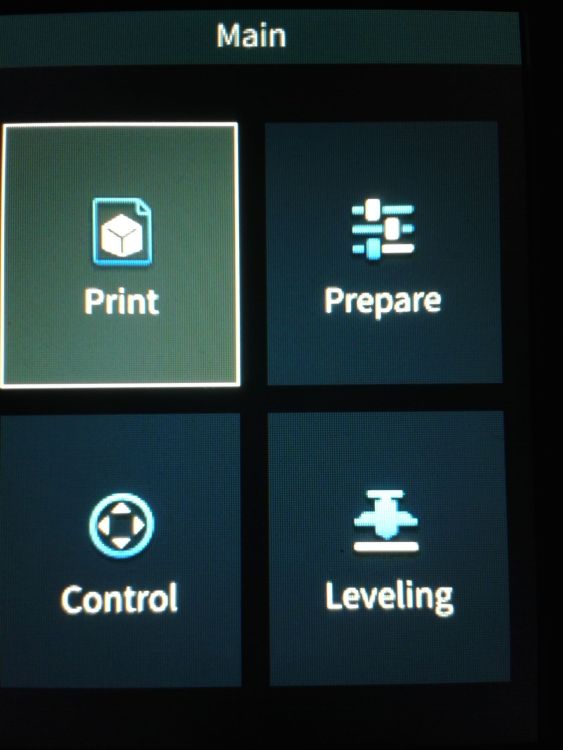
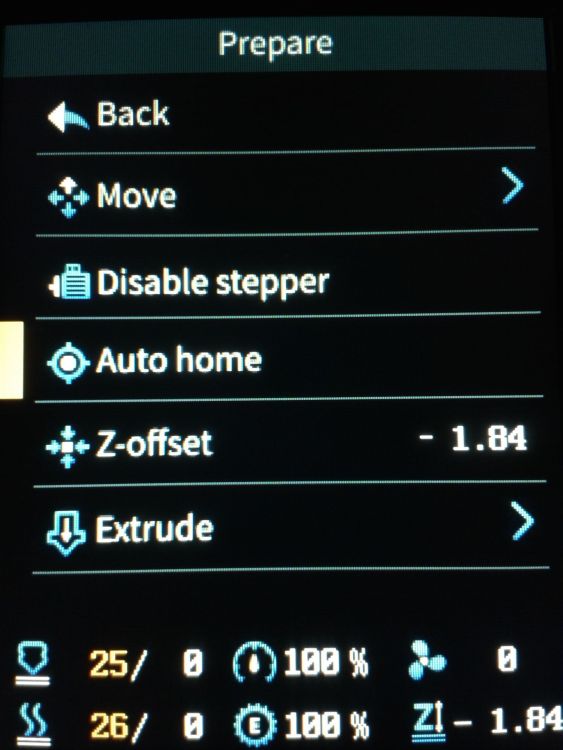
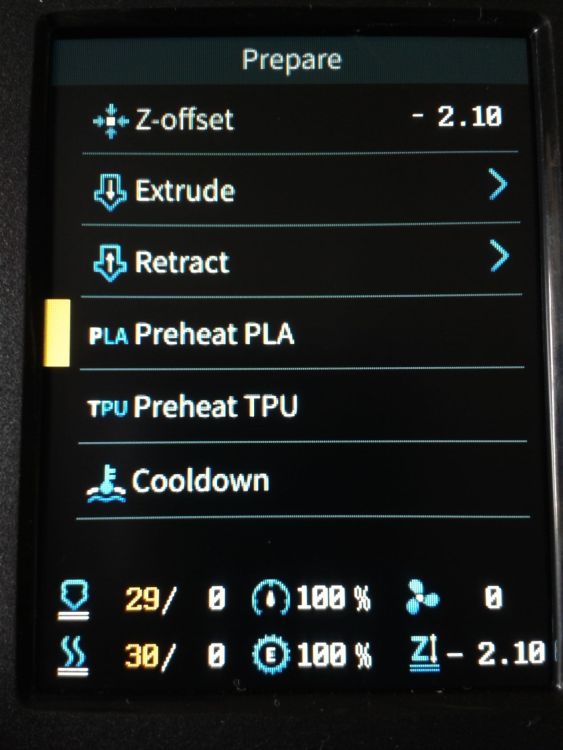
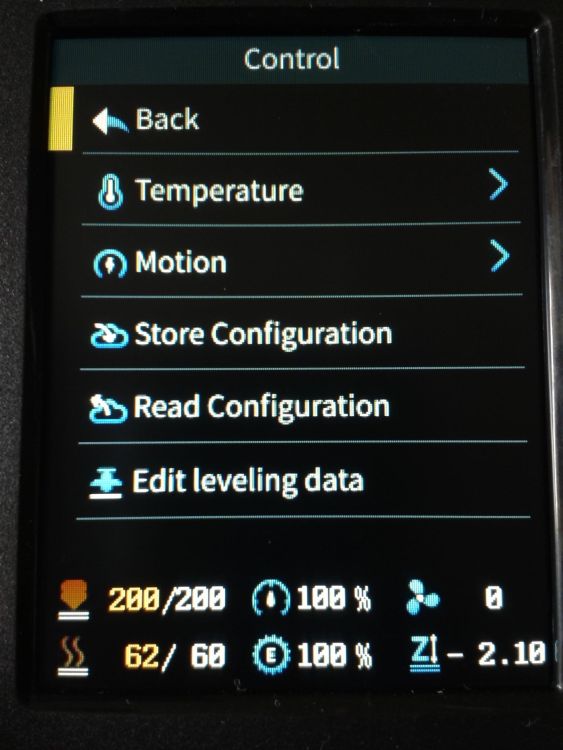
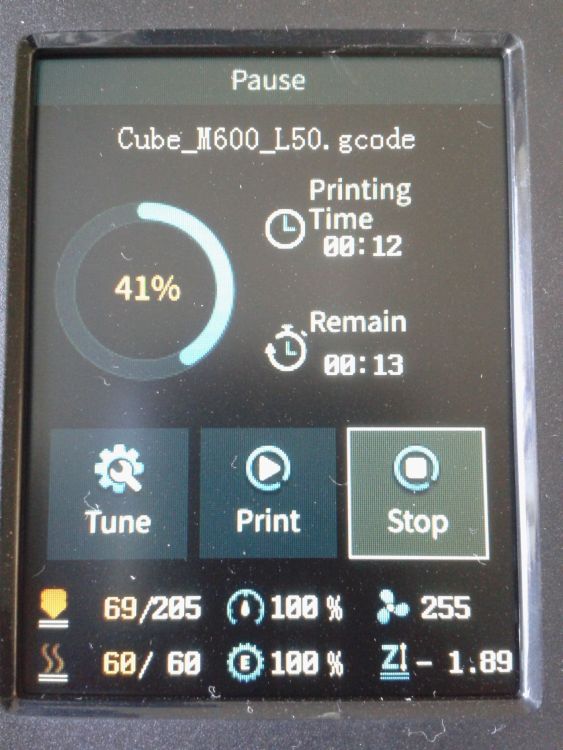
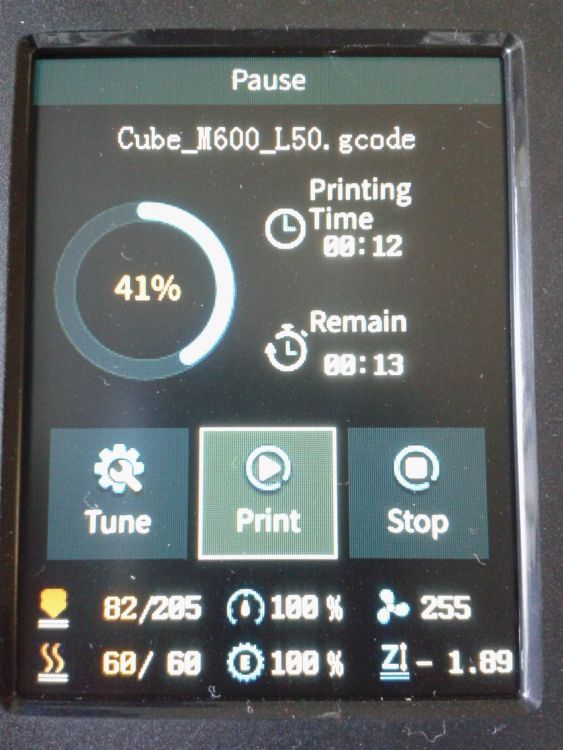
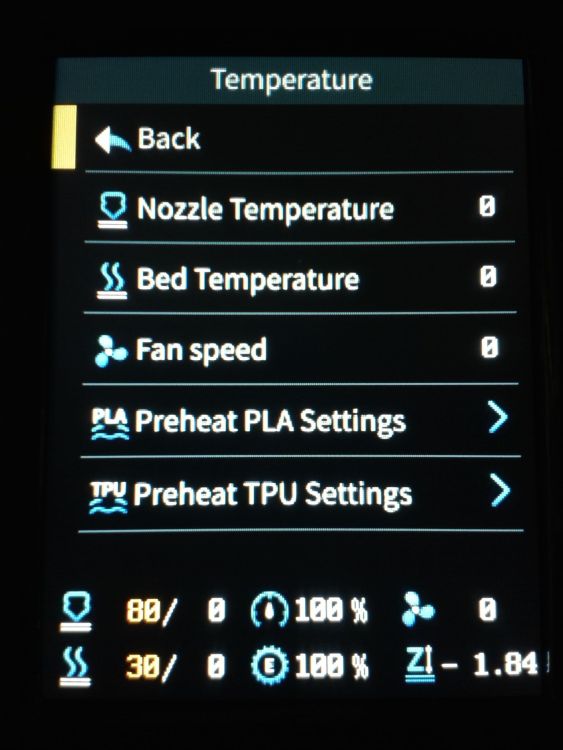
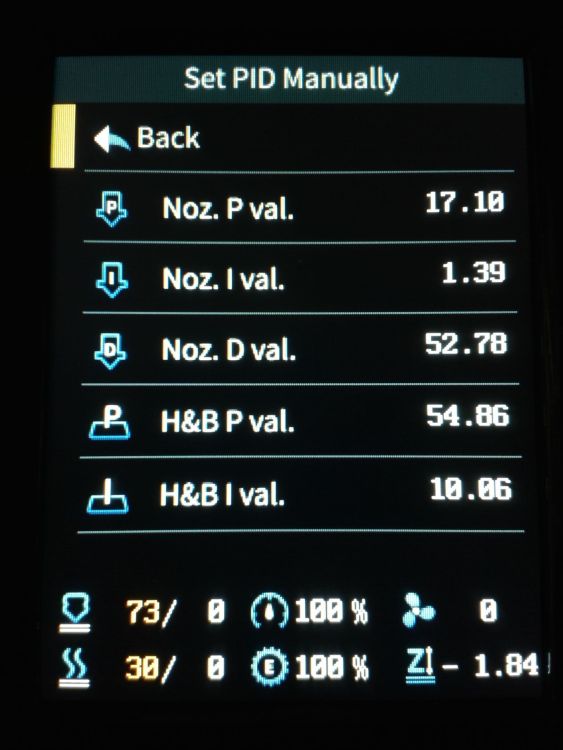
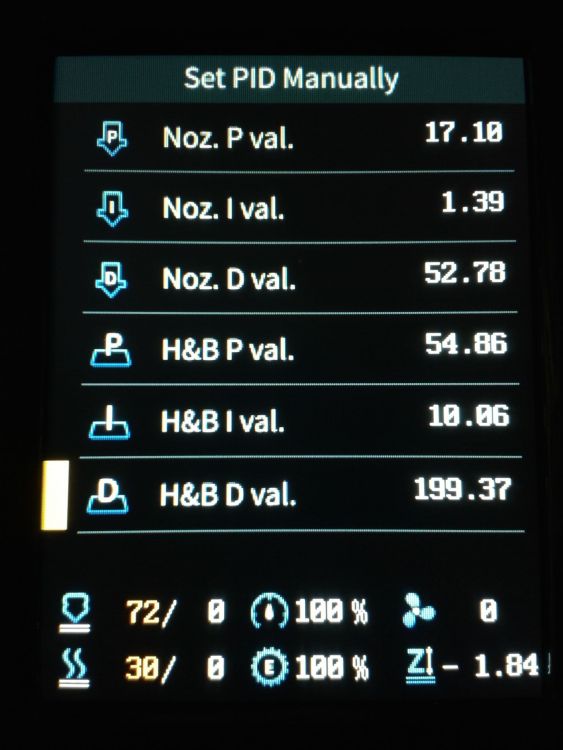
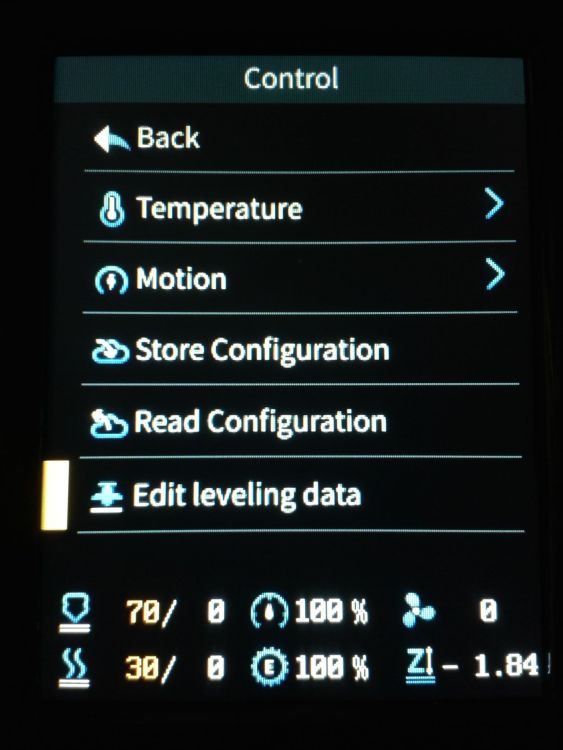
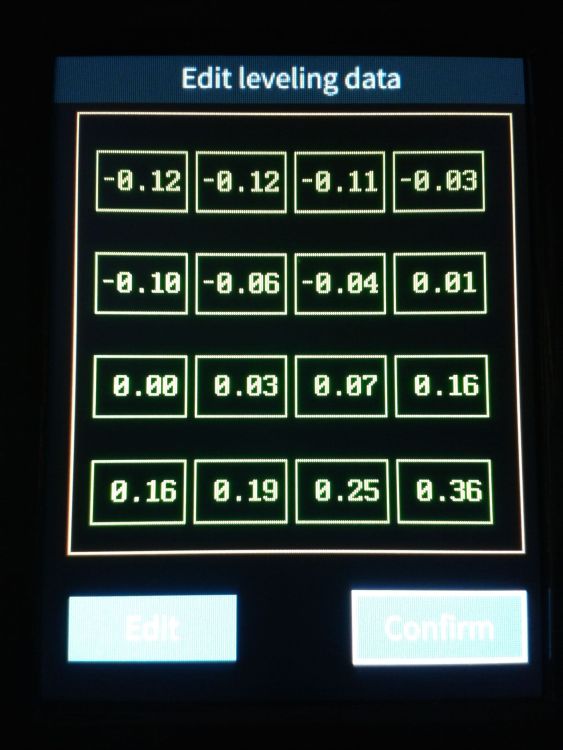
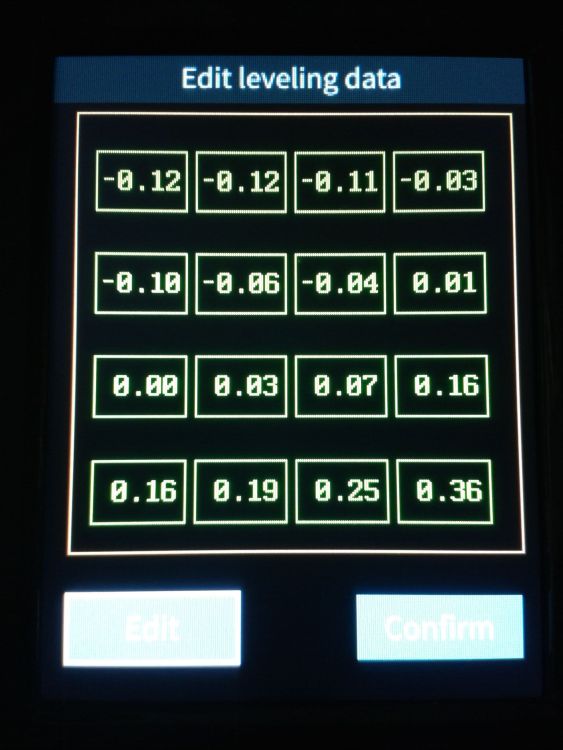
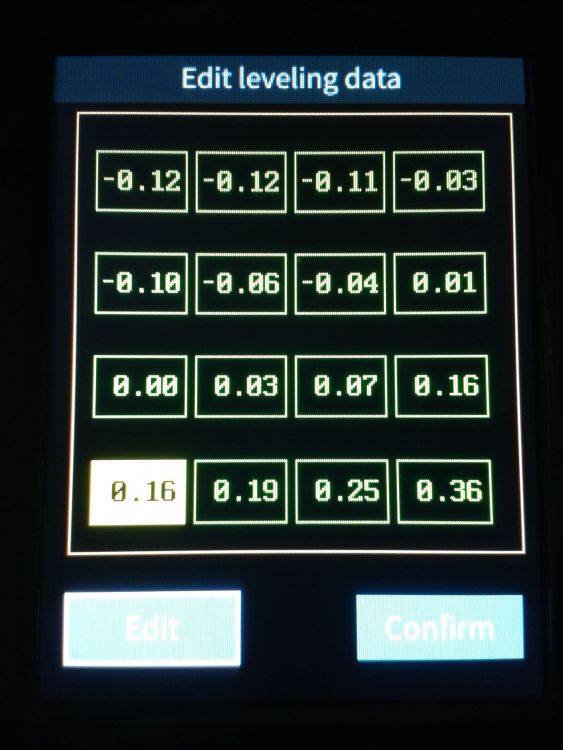
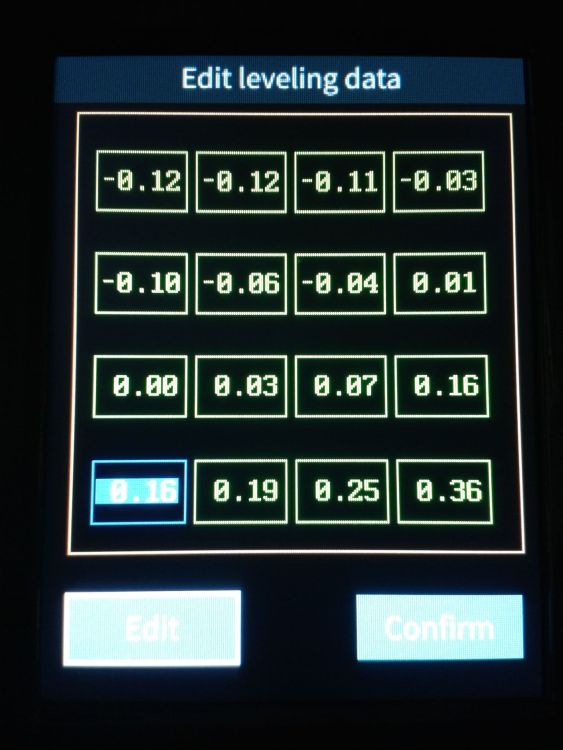
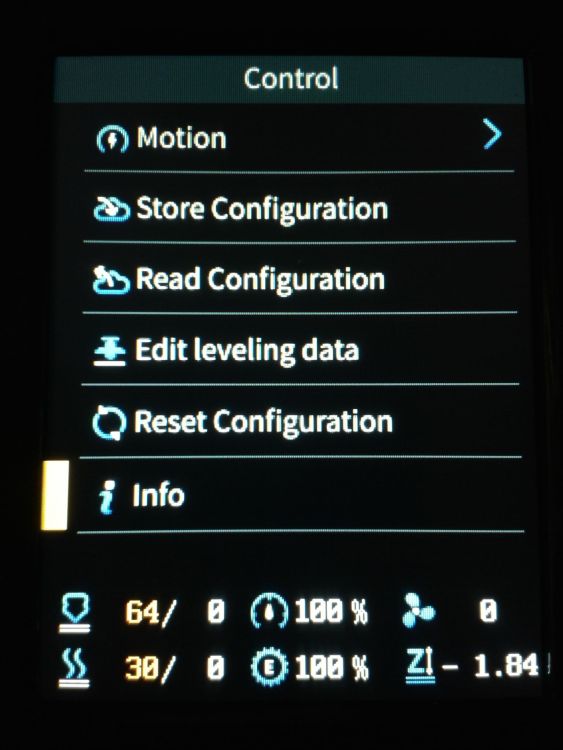
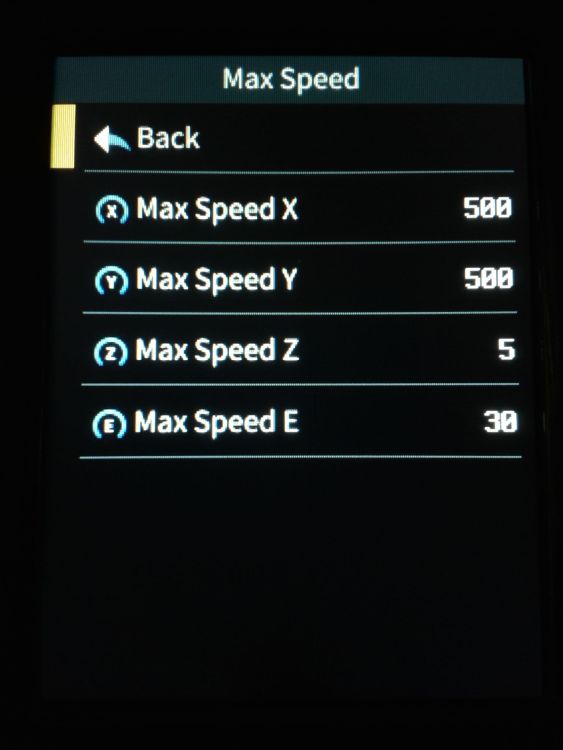
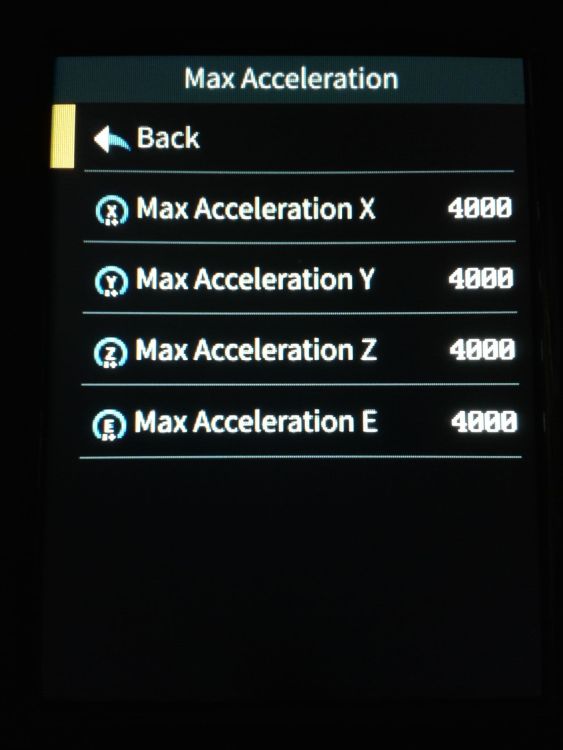
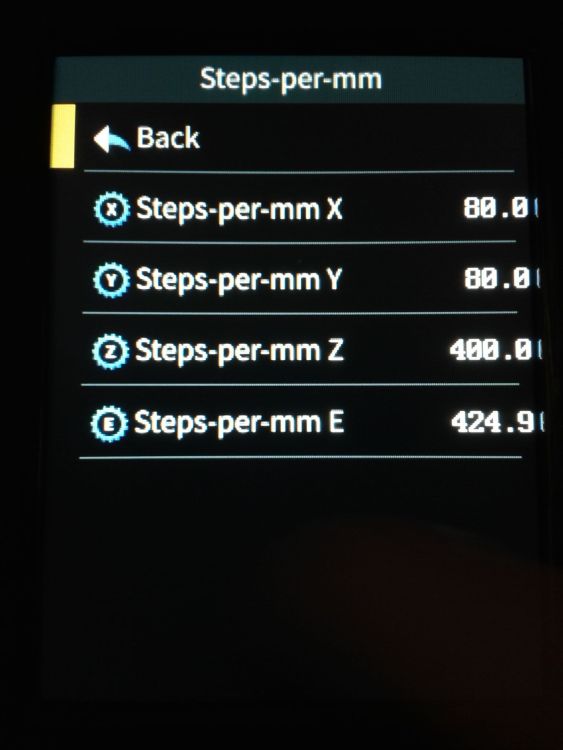
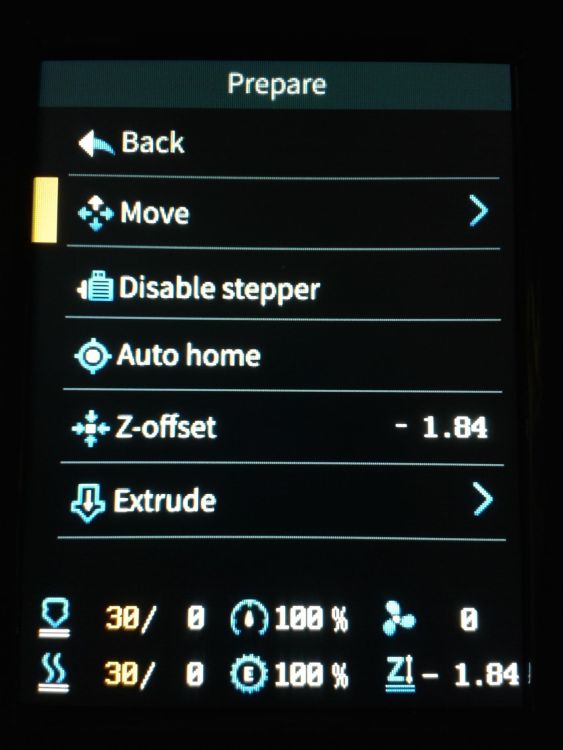
Menus de l'écran de contrôle Au démarrage Après démarrage, seulement si, après une coupure de courant lors d'une impression depuis la carte SD (et "fichier de reprise" présent sur carte SD). Ecran d'accueil Menu "Print" Ici, avec la carte SD fournie inséré, n'affiche que les fichiers d'impression (extension ".gcode", ".gco", ".gc") présents a la racine de la carte SD, je ne sais pas si l'image de la mascotte Cuva est ou non une zone d'affichage d'une éventuel image vignette / thumbnail embarqué dans le fichier d'impression Menu "Prepare" ( Si l'on veux passer dans "Move" ou "Extrude" ou "Retracte" alors on passe temporairement sur Et physiquement l'imprimante fait un Home X et Y, ce place au centre du plateau, sort le palpeur CR-Touch et vient palper le centre du plateau. Donc avoir nettoyé le plateau avant et ne pas laisser d'impression en place sur le plateau si l'on explore ses sous-menus. ) "Prepare" -> "Move" "Prepare" -> "Extrude" ( Et cela lance la chauffe de la tête ) // A FAIRE "Prepare" -> "Retracte" // A FAIRE "Prepare" -> "Language slelction" "Prepare" -> "Preheat PLA" Menu "Control" "Control" -> "Température" "Control" -> "Température" -> "Preheat PLA Settings" "Control" -> "Température" ->"Set PID Manualy" "Control" -> "Edit leveling data" "Control" -> "Info" "Control" -> "Motion" "Control" -> "Motion" -> "Max Speed" "Control" -> "Motion" -> "Max Acceleration" "Control" -> "Motion" -> "Steps-per-mm" Menu "Leveling" ( Attention pas de demande de confirmation. Lance la procédure directement ) Lors d'une impression Sous menu "Tune" lors d'une impression Lors de la lecture d'un M600 ( M600: Filament Change ) dans un fichier d'impression Cela éjecte le filament, vient se parquer, fait des suite de bips, et sur l’écran le bouton pour faire normalement "Pause" change en "Print" Cela stop la chauffe de la tête (la température chute, malgré que la température cible reste inchangé) alors, un premier clic sur "Print" remet la chauffe de la tête, (donc permet de purger en poussant manuellement le filament et en débrayent le levier de l'extrudeur, quand a température ...) puis, une fois a température cela fait de nouveau une suite de bips, et alors, un second clic sur "Print" permet de continuer l'impression En cas de reprise sur coupure de courant Fonctionne bien lors d'une impression depuis la carte SD. Mais la remise en chauffe ce fait a la position de l’arrêt et donc il y a un petit blob qui se forme, puis cela fait un Home X et Y et reprend depuis le début de la couche interrompue. Coupure de courant ( via interrupteur à bascule) lors de l'impression Puis quand l'on remet en fonction la machine, et si l'on clic "Continue", cela remet en chauffe le plateau, puis la tête, et seulement après les températures atteintes, cela faite un Home X et Y et recommence la couche interrompue.







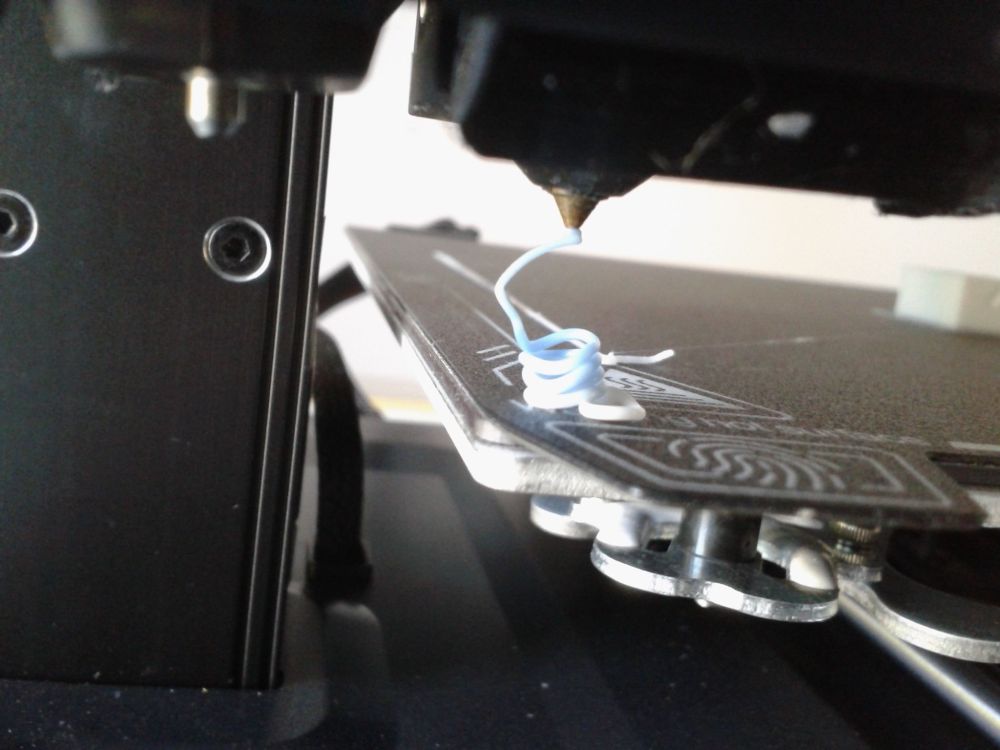
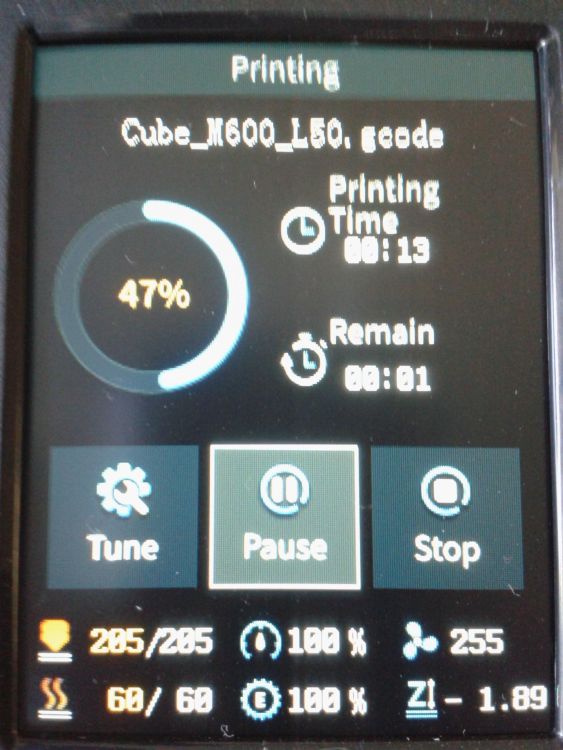
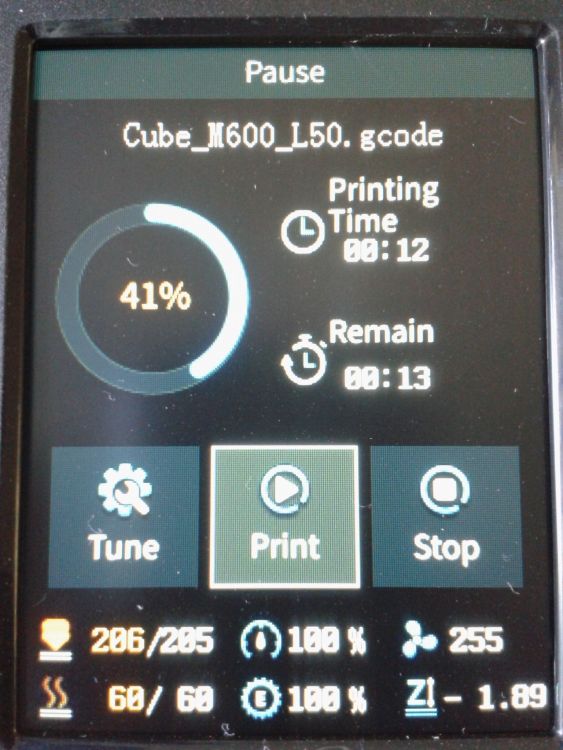

 1 point
1 point -
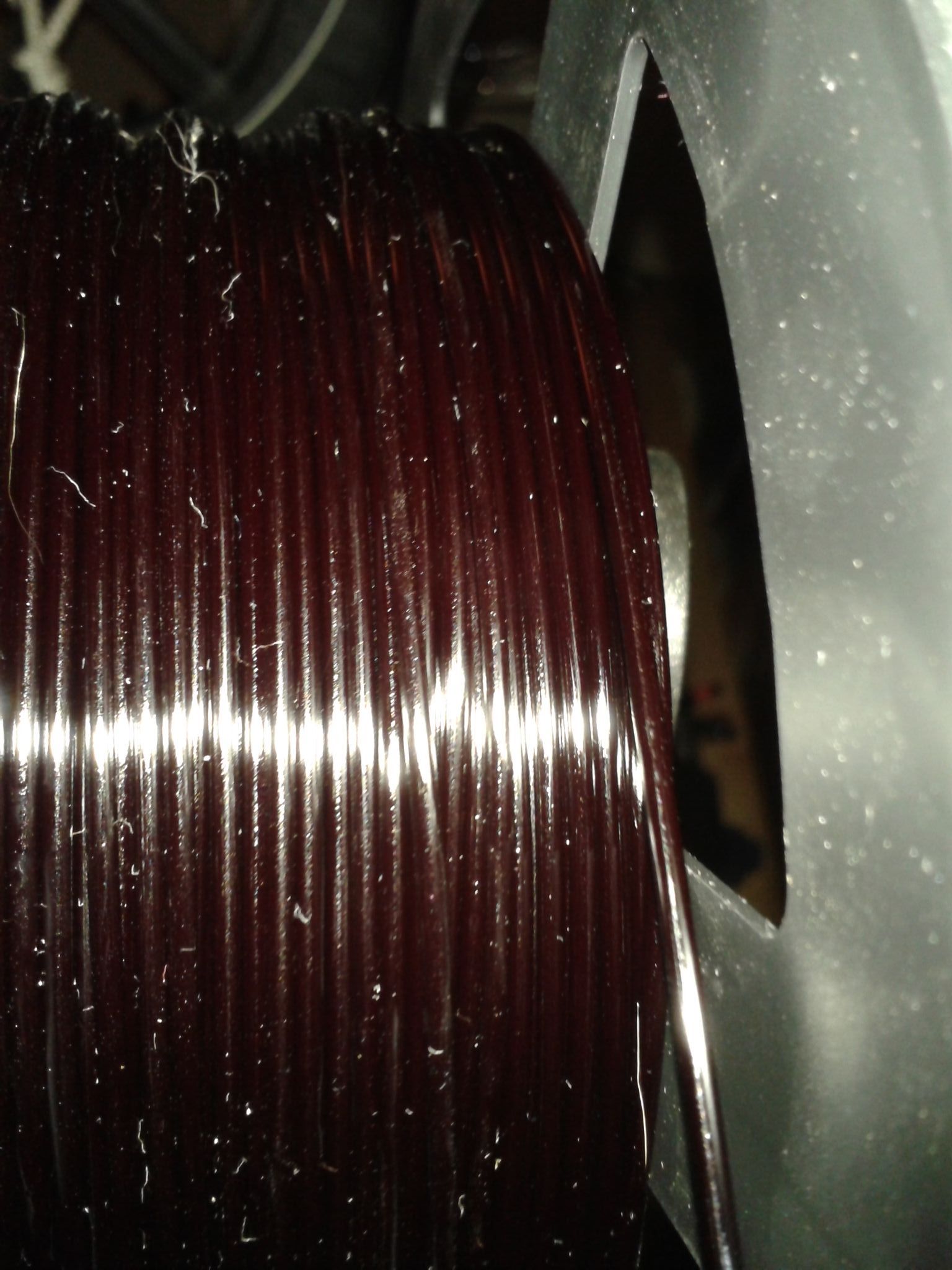
Bonjour à tous, Merci pour ces conseils. J'ai résolu mon problème. Concernant l'humidité, j'étais bien persuadé qu'elle n'intervenait pas dans mon problème. L'imprimante est dans un bureau climatisé jour et nuit, 24/24 avec une excellente aération. Très peu d'humidité dans cet environnement. Concernant la marque de TPU, j'aurais opté pour le TPU Bambu dès le 1er échec...si cela n'avait jamais fonctionné. Or j'ai pu faire 4 impressions de plus de 15h sans difficultés. Cela aurait pu être un coup de bol 1fois...mais pas 4 !!! Les bobines Sunlu (que j'utilise également pour la fibre de carbone et le PLA basic et Silk) ne pose aucun pb de compatibilité. Je me suis donc penché sur la tension du filament constatant qu'il était très tendu lorsque je revenais sur l'imprimante après chaque échec d'impression. Il m'a alors semblé que ce même filament était particulièrement bien enroulé mais les filaments semblaient "coller" un peu entre eux sur la bobine (qui est pourtant neuve). J'ai donc déroulé toute la bobine et l'ai enroulé (un peu lache) de nouveau sans trop serrer les filaments. Miracle : impression de 28h nickel sans échec. Clairement le filament devait être trop tendu. Le TPu étant très flexible, il ne cassait pas mais s'étirait beaucoup trop. D'où la dernière couche imprimée avec des fils trop fins jusqu'à ne plus extruder de fils du tout. J'imagine, qu'étant très flexible, il devait rester une partie du filament dans l'extrudeuse qui ne détectait donc pas de filament cassé. Bref, tout est rentré dans l'ordre....avec cependant une contrainte forte : dérouler et réenrouler le filament (assez pénible je l'avoue mais tellement content que cela fonctionne de nouveau que je m'en accommoderai). En conclusion, il est possible que le TPU de Bambu ne pose pas ce genre de pb (même si je pense que cela aurait pu arriver également). Le pb du filament de Bambu est que je mets une semaine à le recevoir (contre 24h pour Sunlu) et qu'il faut ensuite le sécher pendant plusieurs heures. Bcp trop long pour le nombre de pièces que j'ai à faire! Voila, je vous remercie pour les idées et les pistes que vous m'avez tous données. Je vous souhaite un bon 15aout !1 point
-
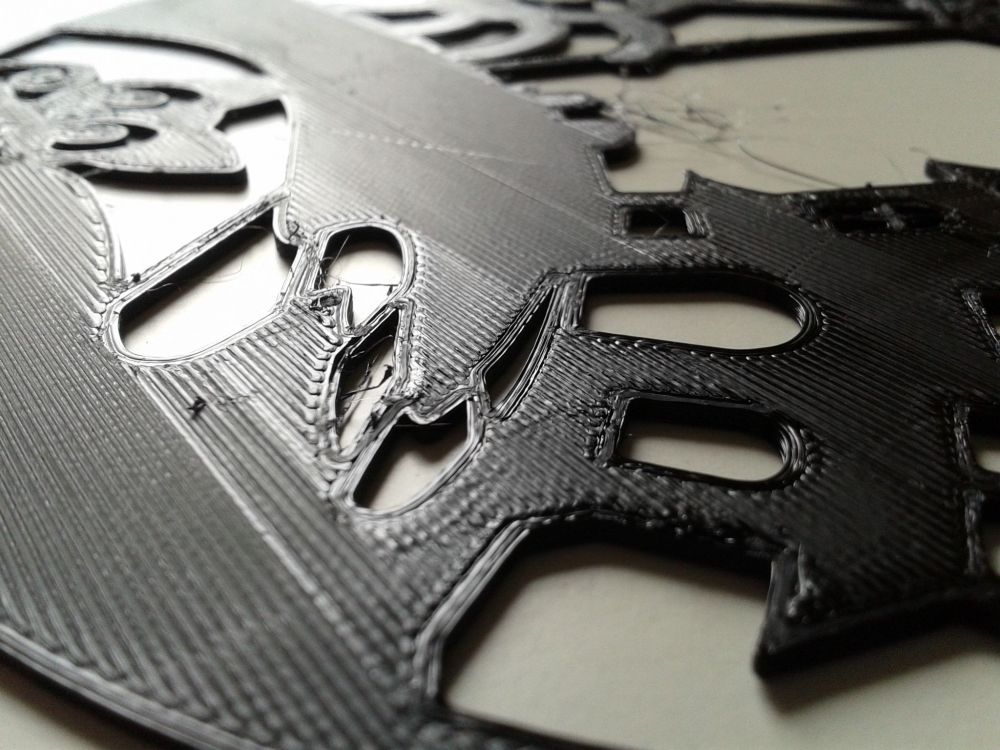
L'inévitable ...
 1 point
1 point -
En meme temps vu les prix on va partir sur du PLA noir pour comparer 30€ avec spool 28€ en refill et le plus beau spool nu 14€ si le refill était a 16€ (30 -14) et ben je prendrai chez eux, c'est d'ailleurs a ce prix là que je touche le PLA rosa3D en refill, toujours en stock et avec plein de couleurs Bref.... et qu'on vienne pas me chanter le prix de la pastille NFC hein, ca coute peanuts1 point
-
Fermeture effectué ce matin . Niveau esthétique c'est plutôt classe . Les deux trois print que j'ai fait en comparaison quand elle était ouverte, me paraisses mieux en pla . Par contre niveau bruit je pensai atténué , et bien sur les déplacements rapide , aille sa fait caisse de résonance . Dommage quand l'imprimante est a coté de la chambre . La carte mère monte à 48° je surveillerai sur un gros print voir si sa continu de monté .

 1 point
1 point











.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)