Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/10/2023 dans Messages
-
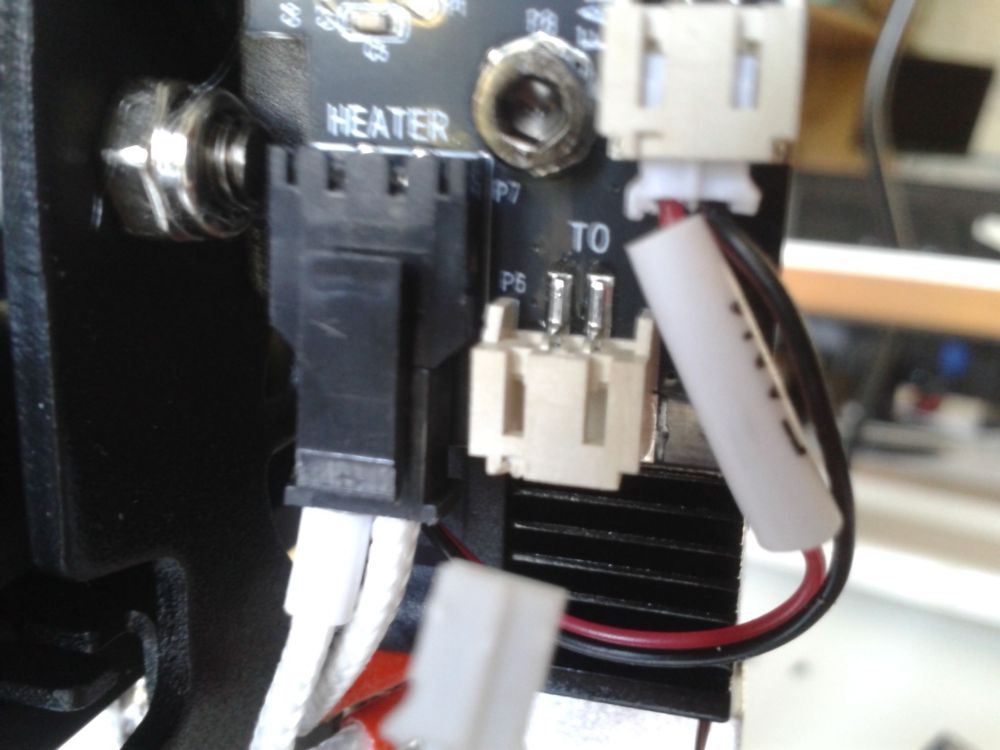
Oui c'est une piste. Surtout si tu nous dit que tu a changé les câbles. Éventuellement avant, regarder de prés les composants et soudure que tu trouve entre le port et le microcontrôleur en suivant les piste sur le PCB de la carte-mère d'où part les pins du port de la thermistance en question. ( genre les soudures a refaire pour les pin du port de la thermistance ? ) Sauf si il y a un défaut de sertissage (sensible au vibration ou températures) ... ou des faux-contactes (entre les pin du port et les contactes dans le connecteur ...2 points
-
Petite mise à jour pour dire qu'il ne reste plus que 7 jours avant la fin du Kickstarter. Il n'y a plus d'offre avec la machine seule, par contre il reste des packs avec une bobine de filament (pour environ 99$, ça reste moins cher que les 129$ du prix final). Ils ont également écouté les retours des utilisateurs en ajoutant une option pour modifier le seuil d'humidité qui permet le déclenchement automatique de la machine (il sera modifiable de 30% à 50% d'humidité). Ils vont également fournir des bouchons en silicone pour pouvoir boucher les trous de sortie du filament des emplacements non utilisés.2 points
-
Vive les Shadoks ! Et vive l'Open Source pour faciliter le pompage niveau développement d'applications.
 2 points
2 points -
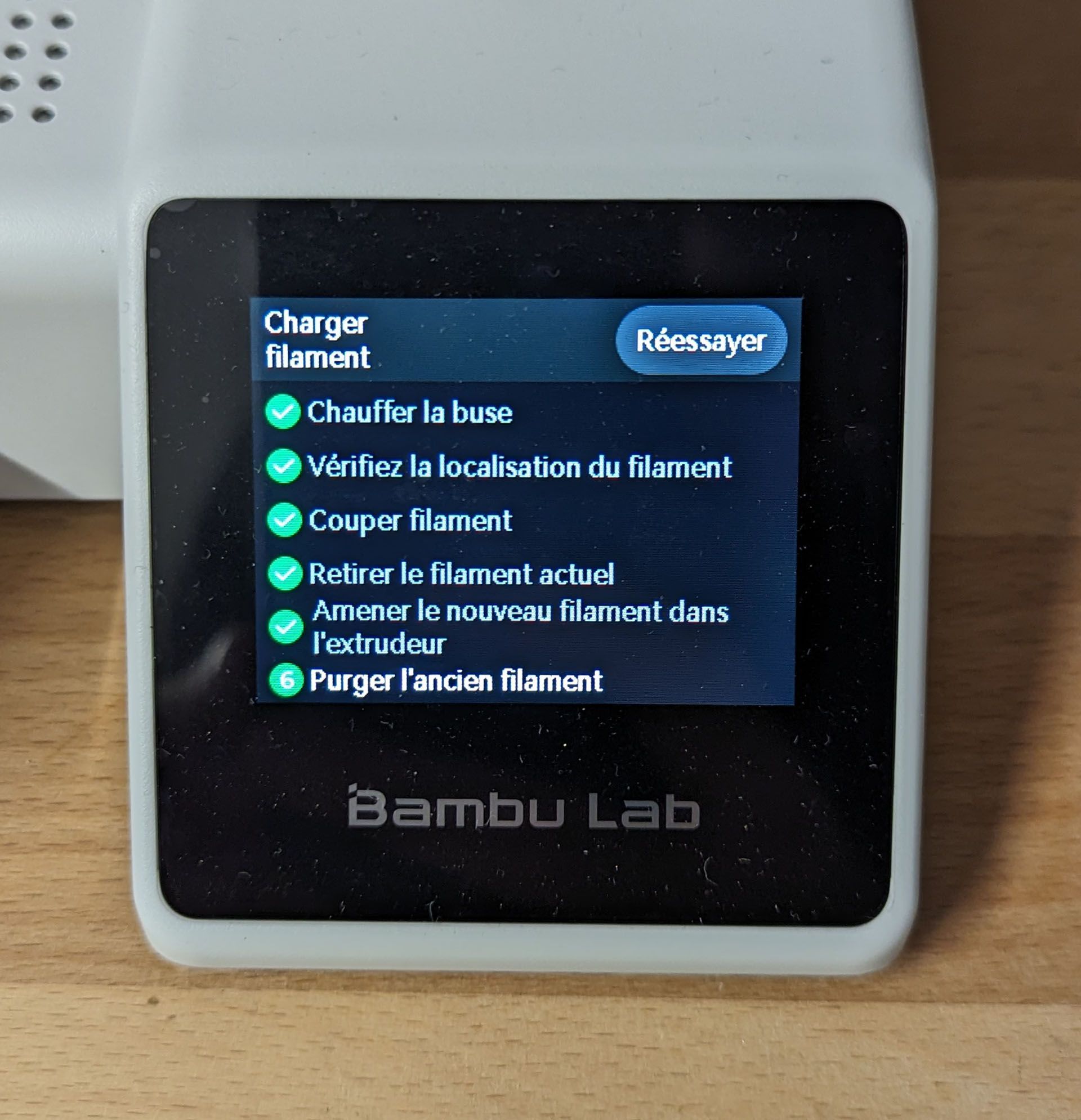
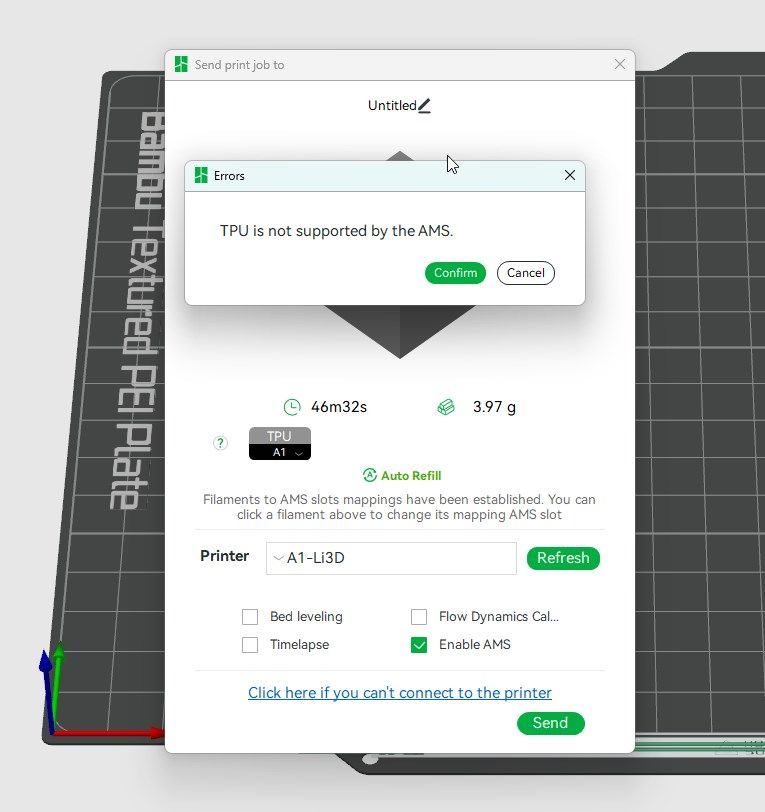
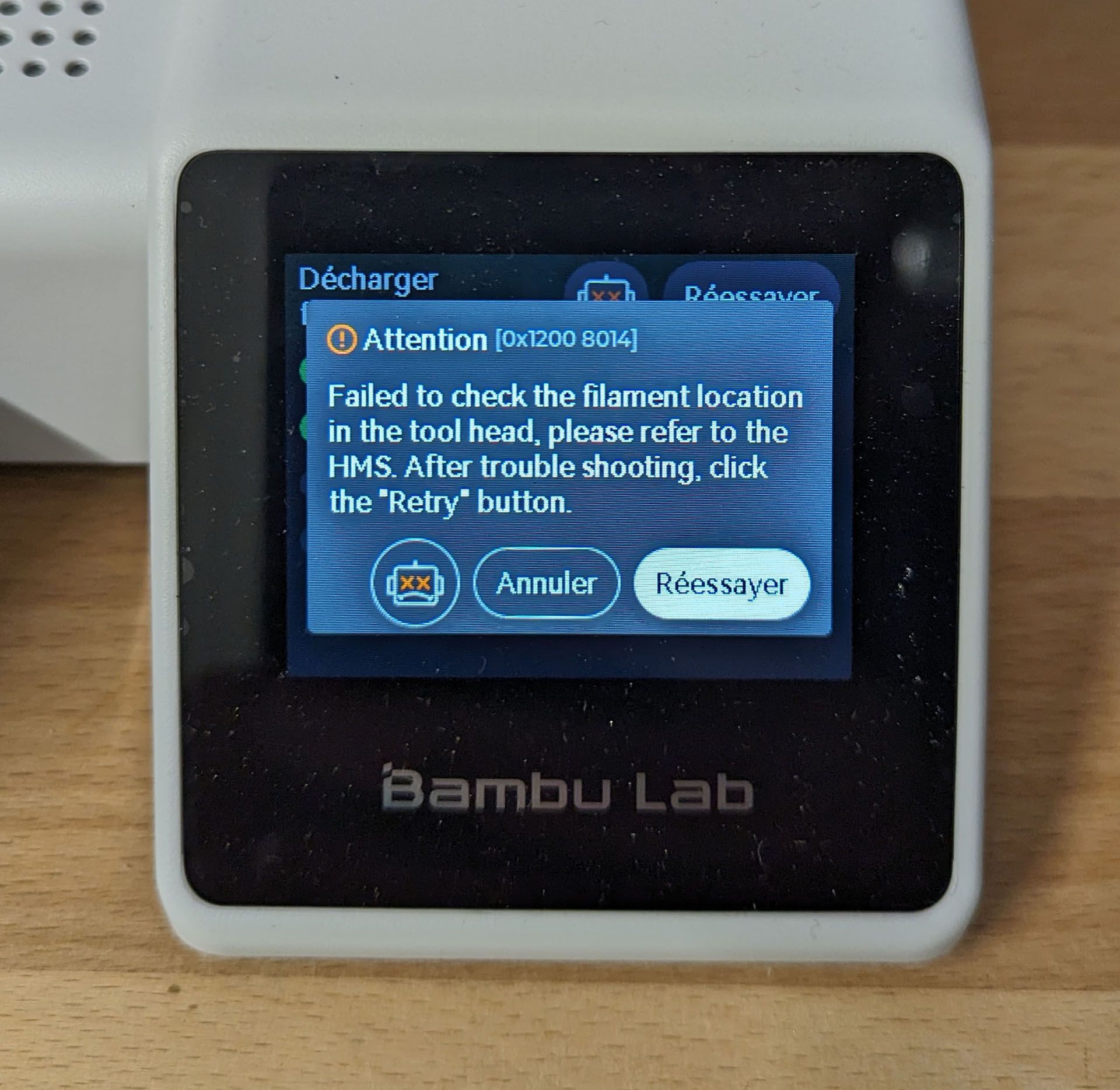
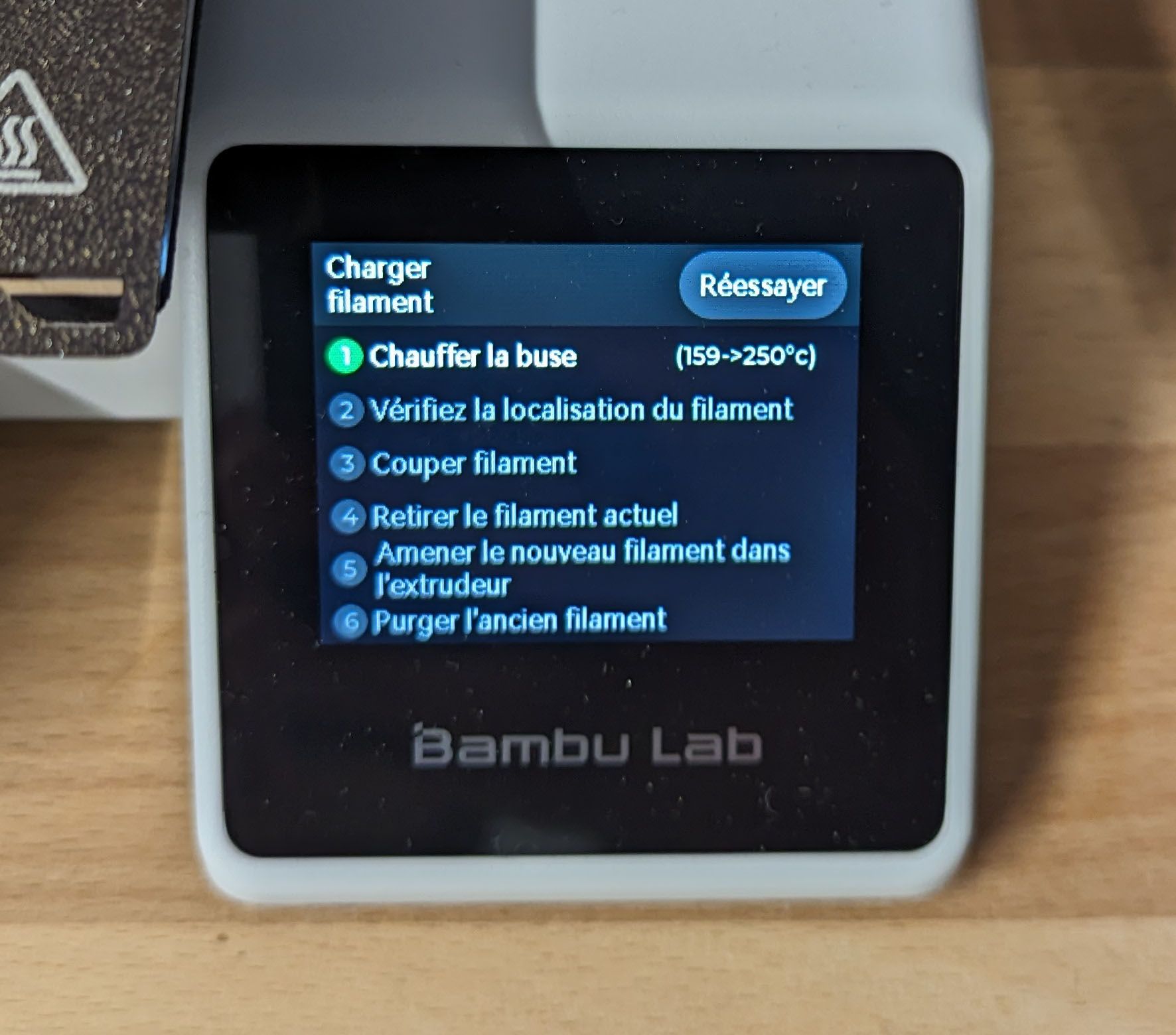
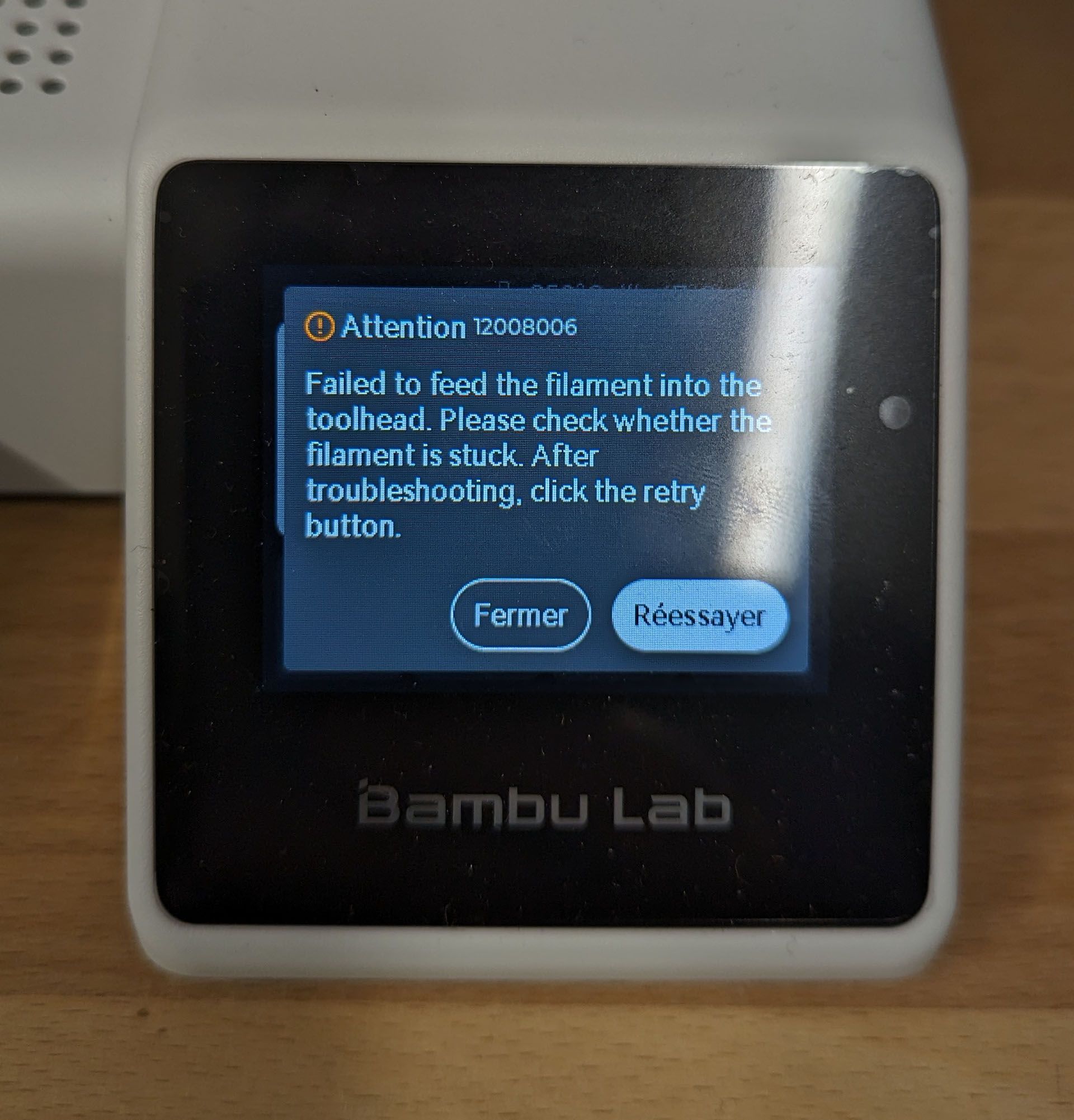
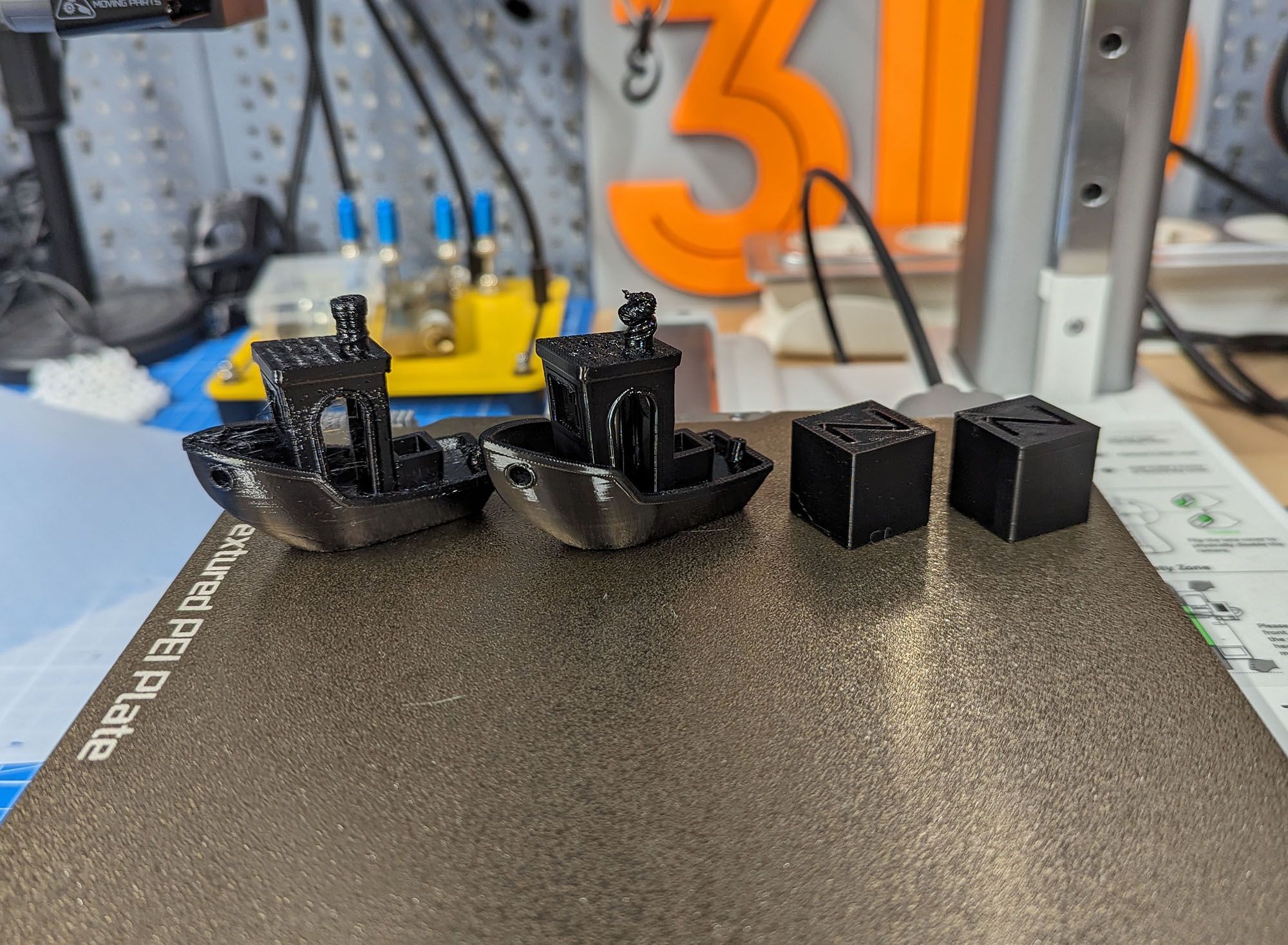
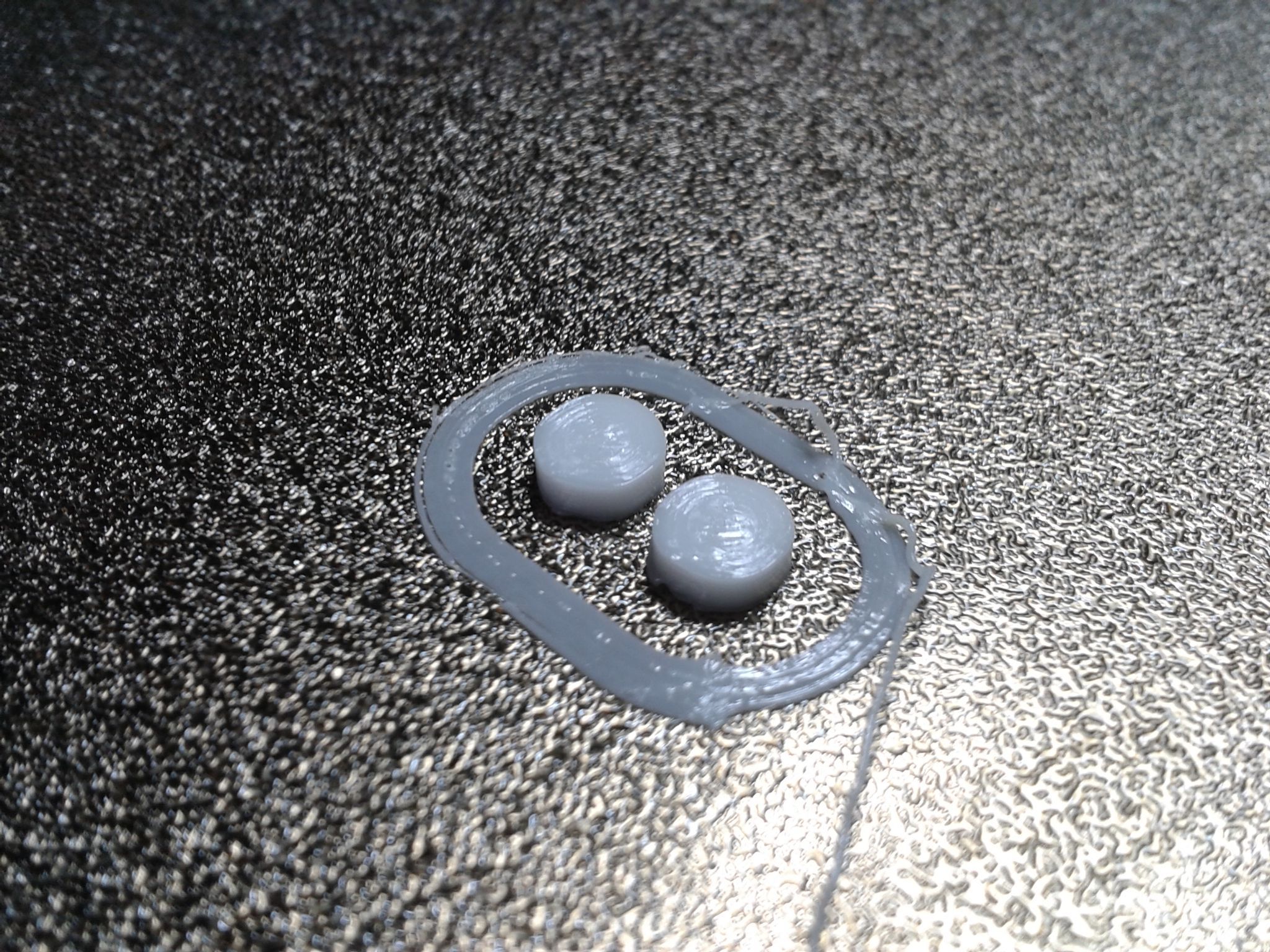
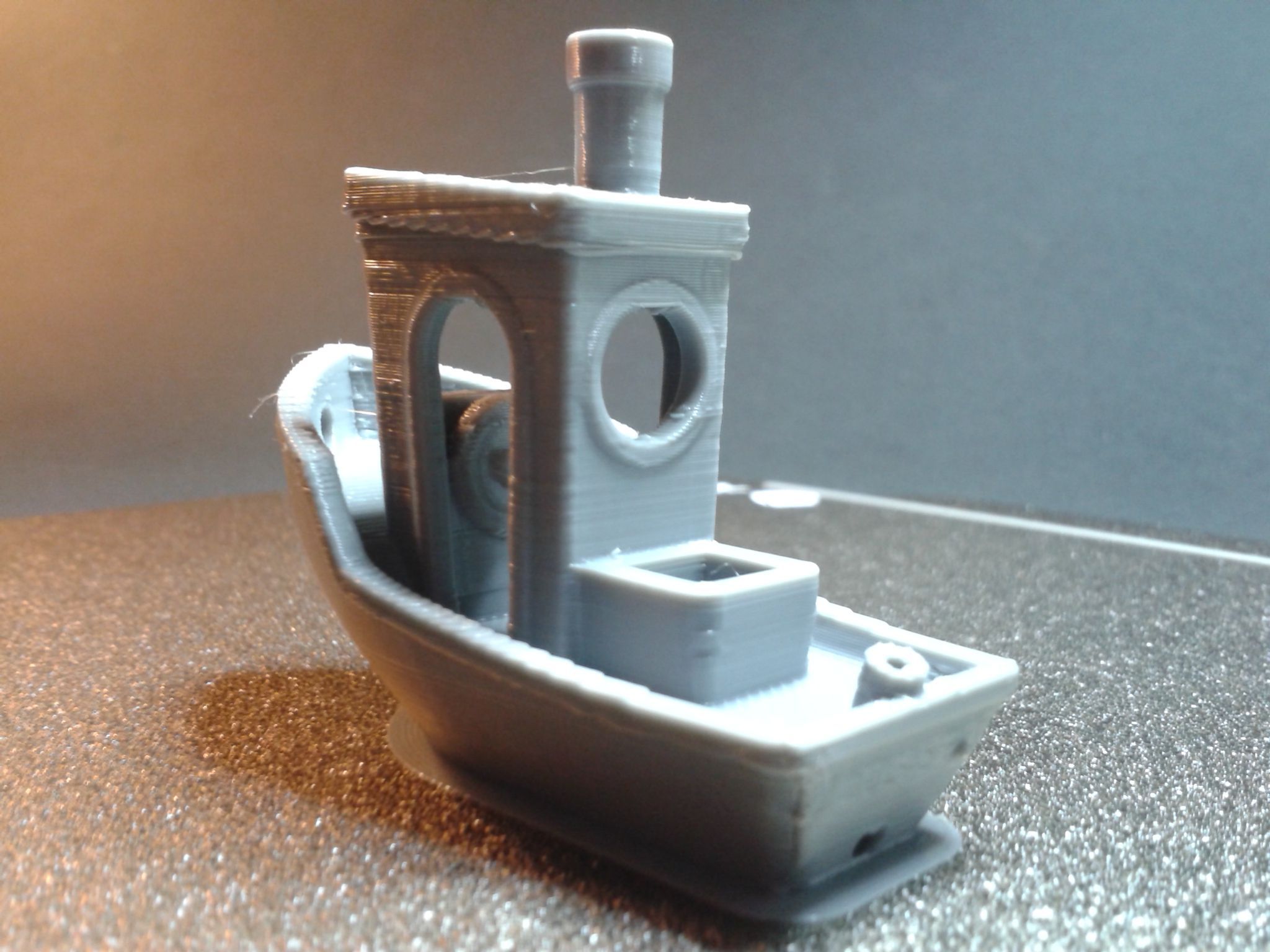
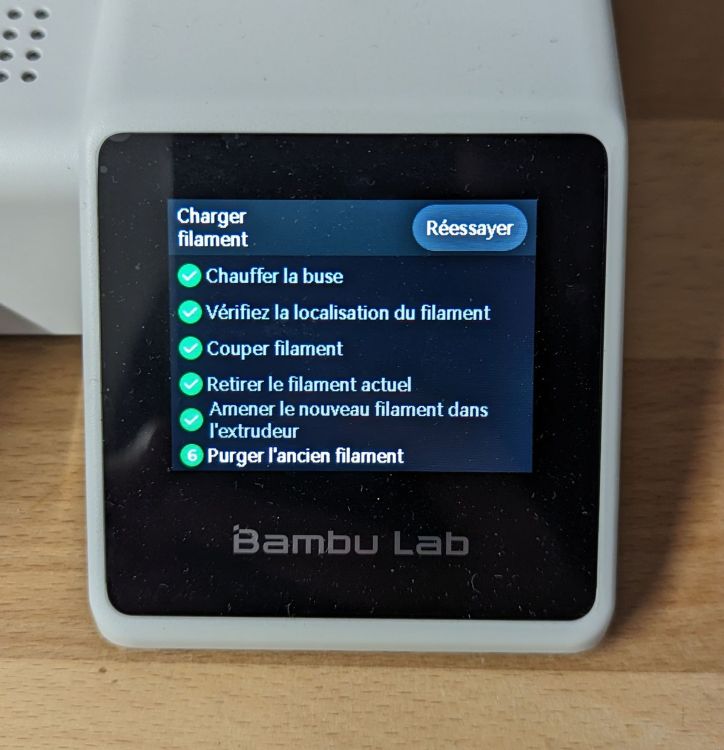
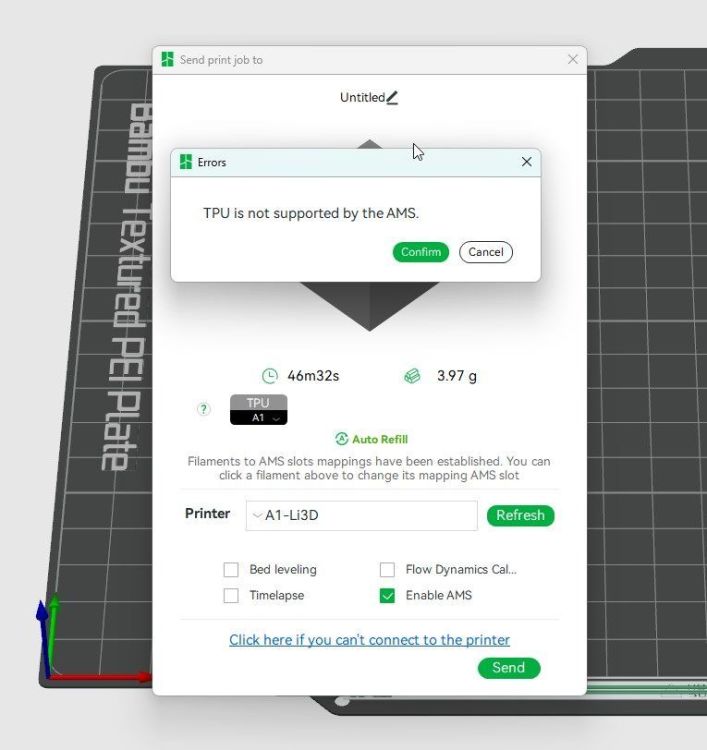
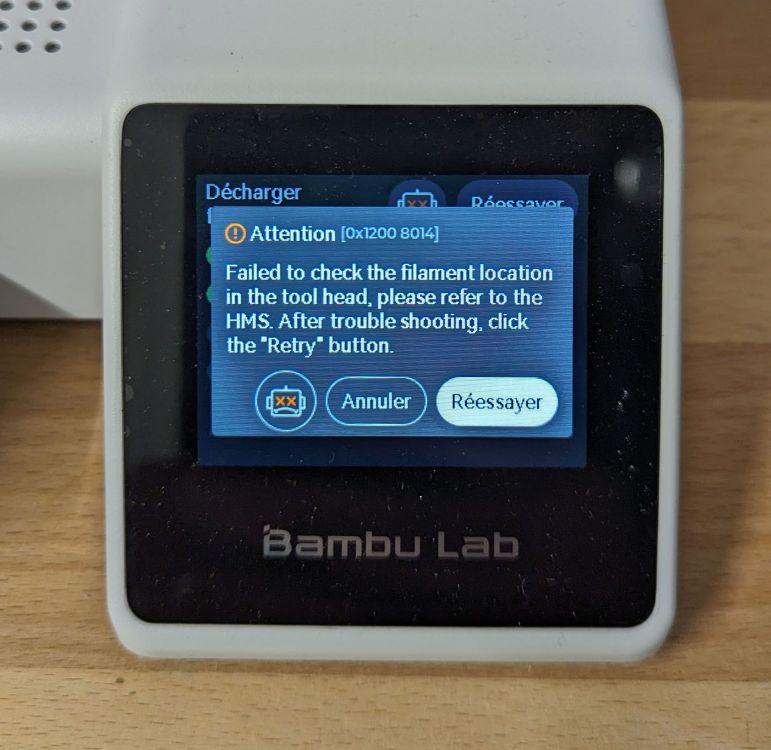
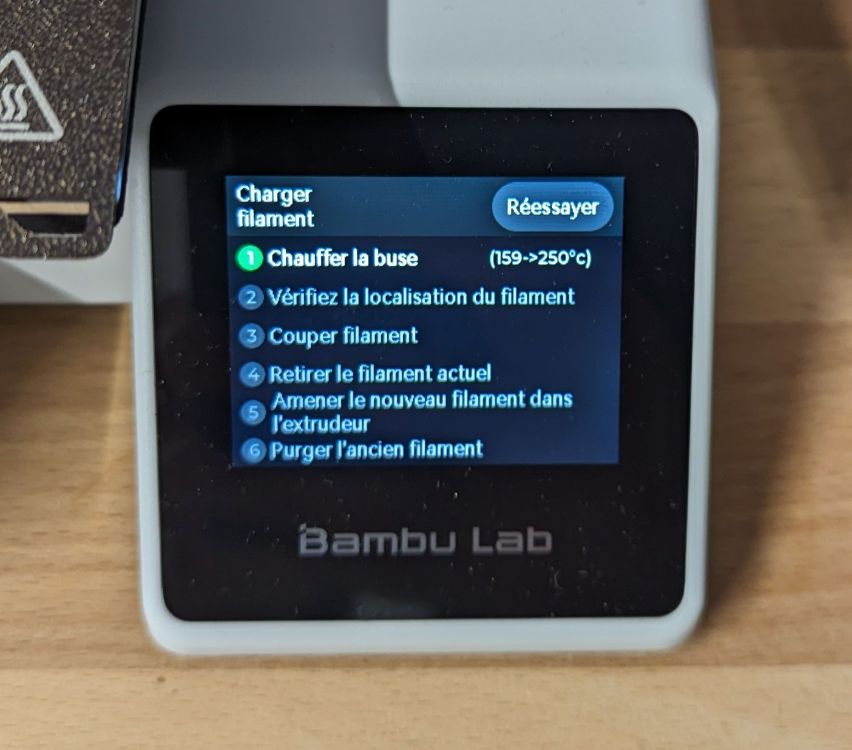
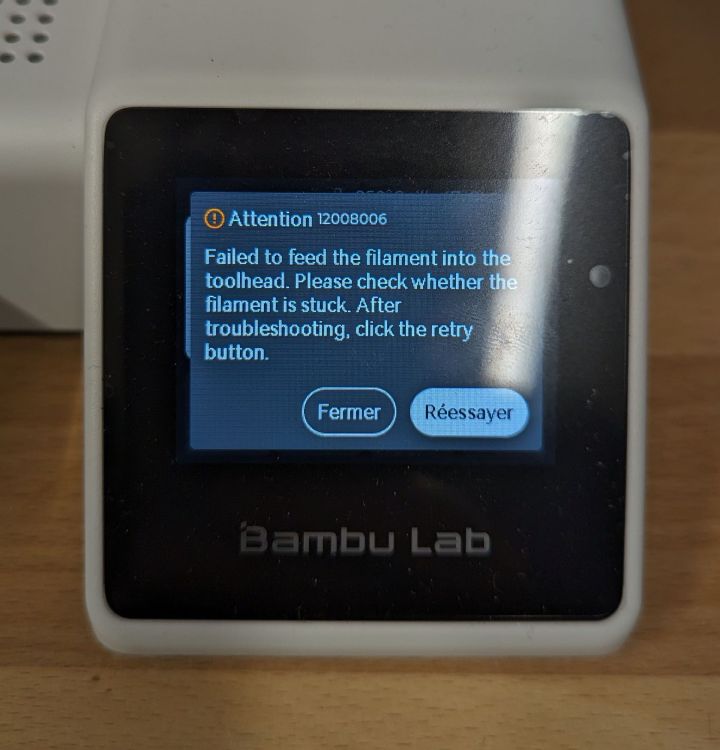
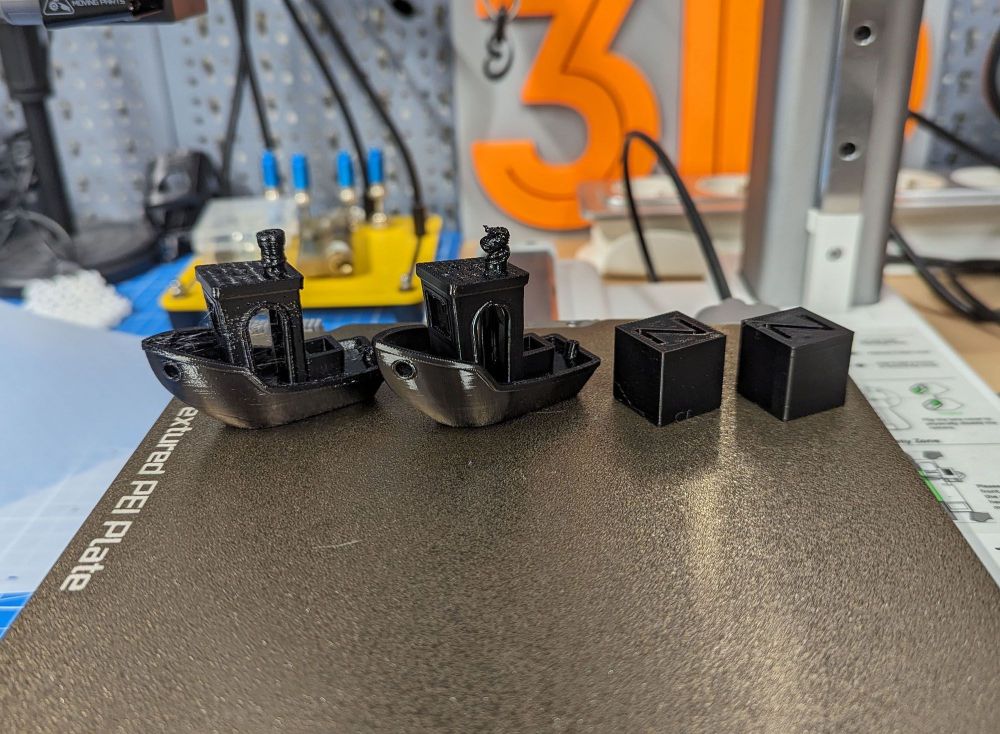
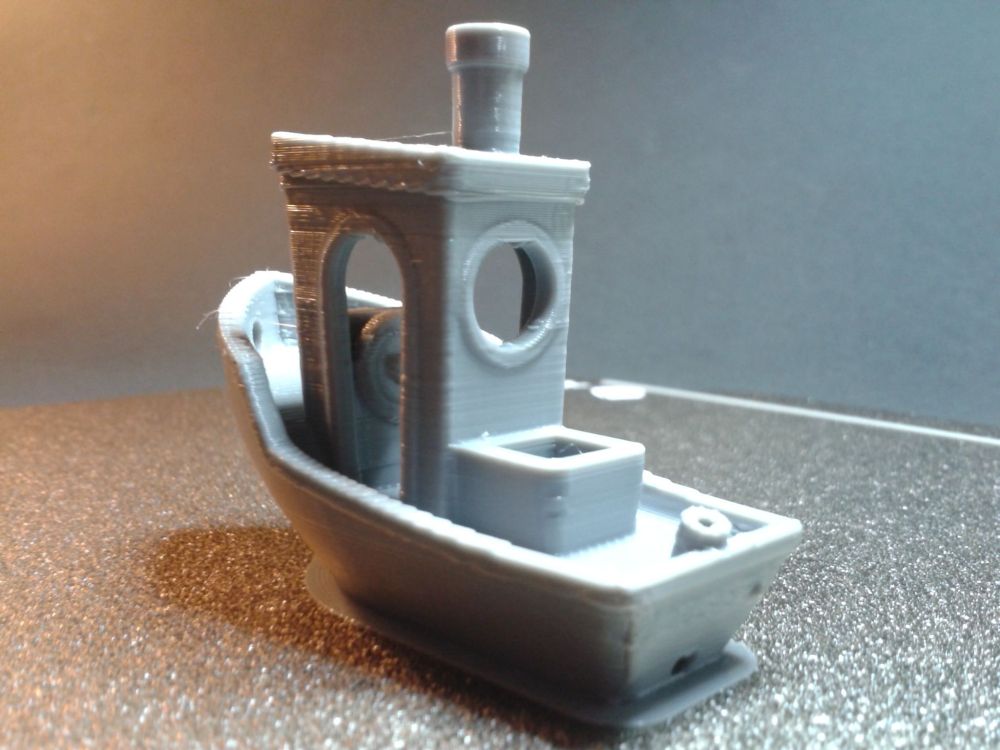
Ce soir j'ai voulu tester le TPU via l'AMS Lite avec mon filament Eryone mais le diamètre interne de la bobine était trop petit alors que celui de SainSmart trop grand J'ai calé celui de SainSmart avec un bout de chambre à air et j'ai pu le rentrer dans le guide motorisé sans problème jusqu'à la tête. Par contre, le logiciel ne voulait pas l'utiliser ! J'ai fait un profil PLA avec les paramètres TPU afin de pouvoir lancer l'impression Malheureusement, ça a vite coincé : Et ce fut un peu galère pour le retirer aussi Après quelques essais j'ai pu le sortir et l'insérer en bobine externe. L'interface via l'écran est superbe et j'ai même manqué le message entre les étapes 5 et 6 qui demande de vérifier que le filament a bien été attrapé En bobine externe, sans surprise, ça print Le profil TPU par défaut est loin d'être parfait comme pour les P1 et X1 mais celui que j'ai fait pour ces 2 dernières, en plus d'être 2 fois plus lent n'est pas parfait non plus : A gauche full stock à droite mon profil. Le cube est nickel avec mon profil alors qu'à droite les faces ne sont pas lisses, la ventilation est trop forte à mon avis (je print le TPU sans). Mon benchy était quasi parfait jusqu'au toit et à la cheminée qui a pris feu on dirait


 2 points
2 points -
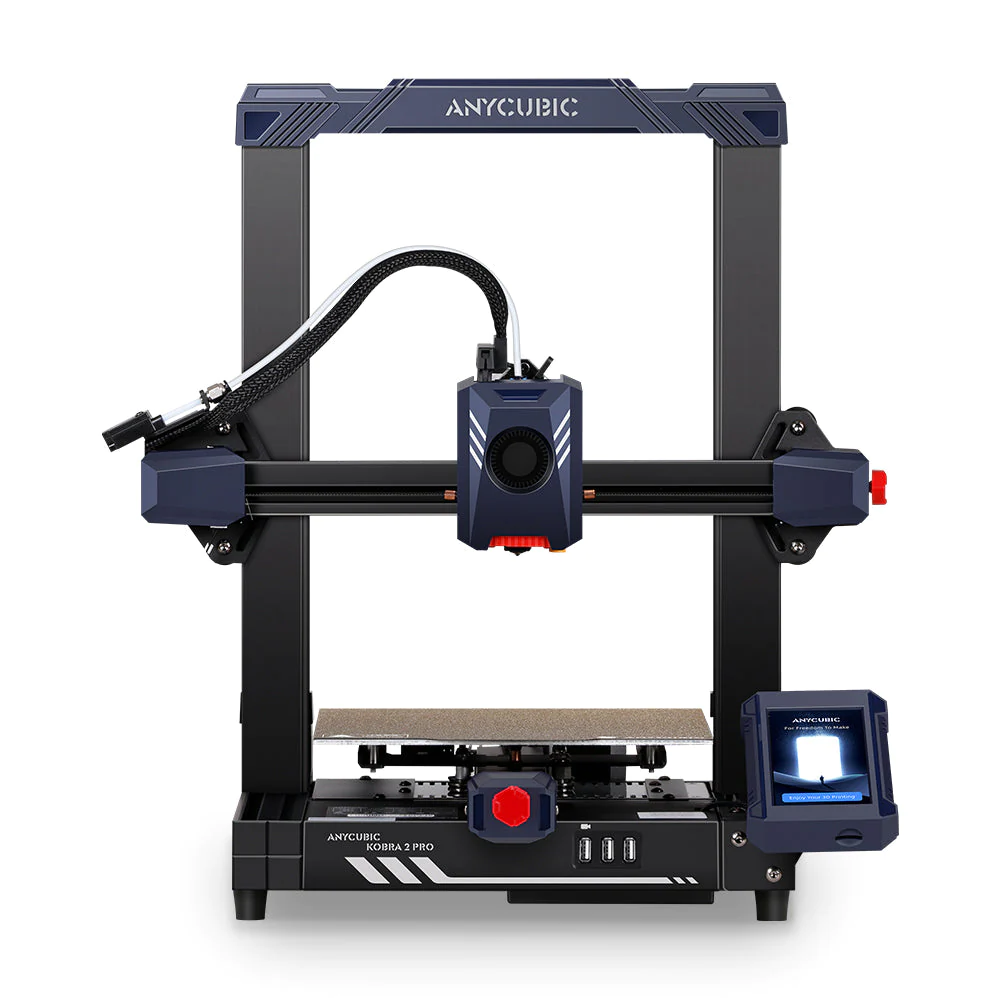
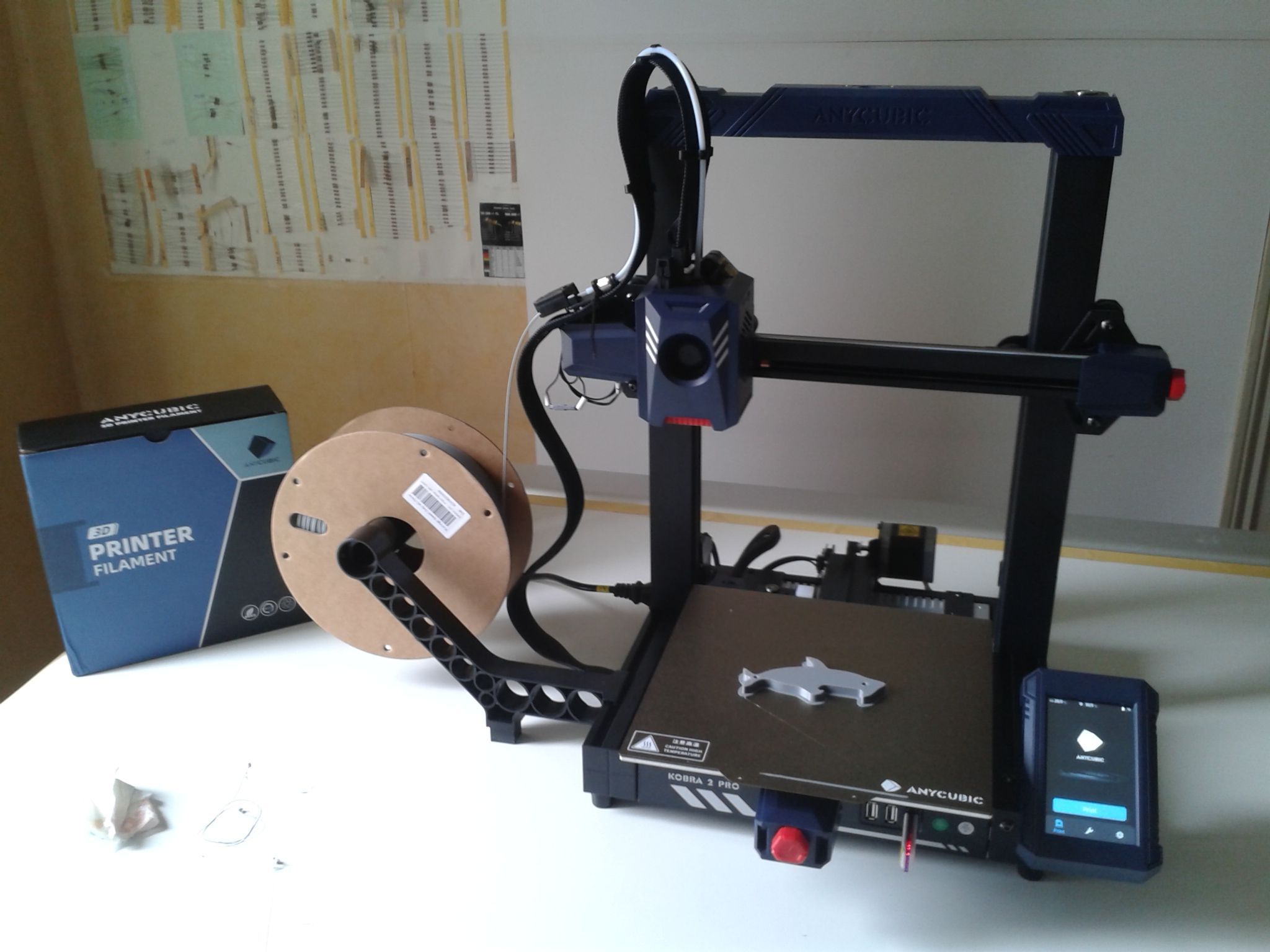
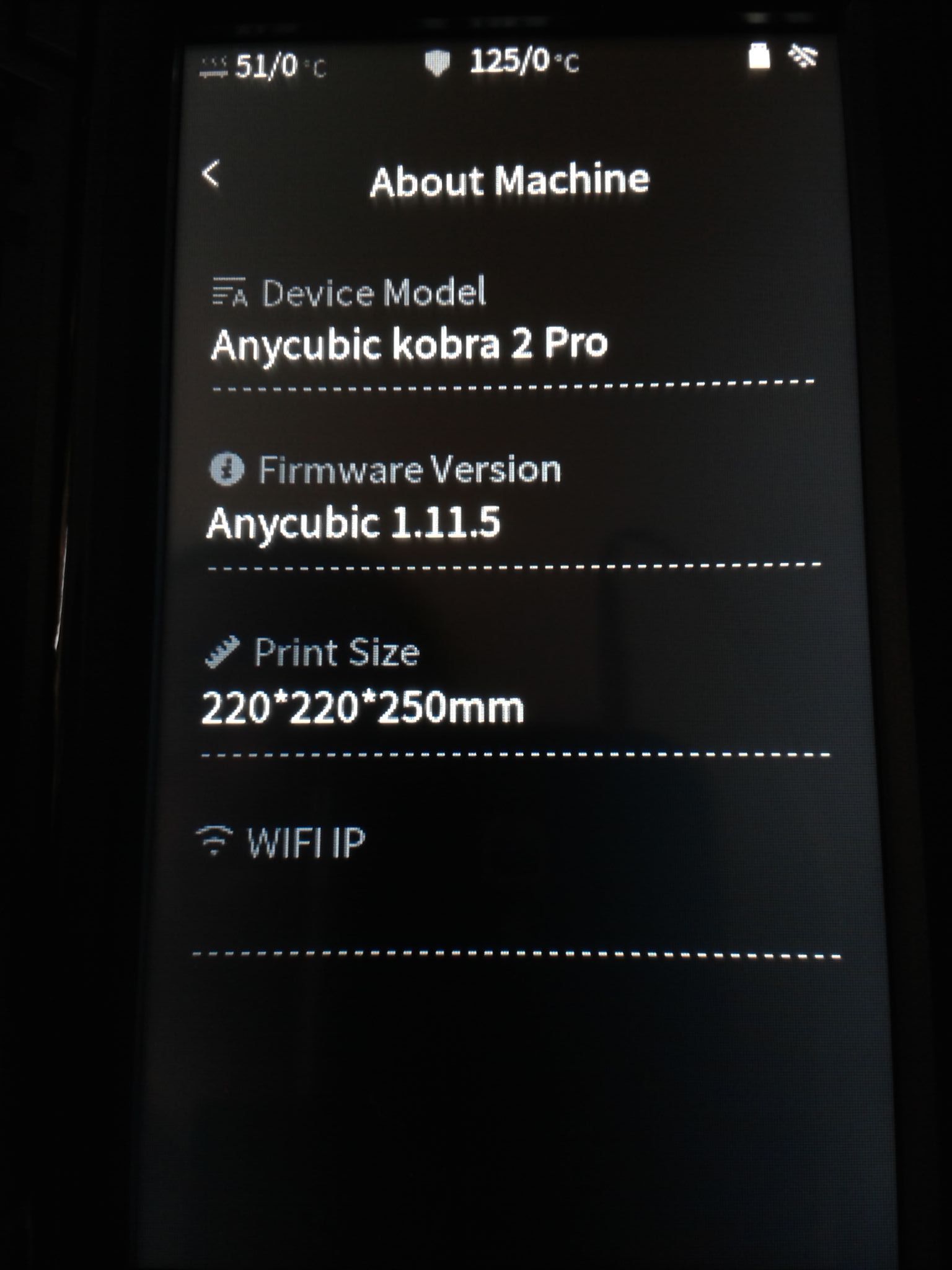
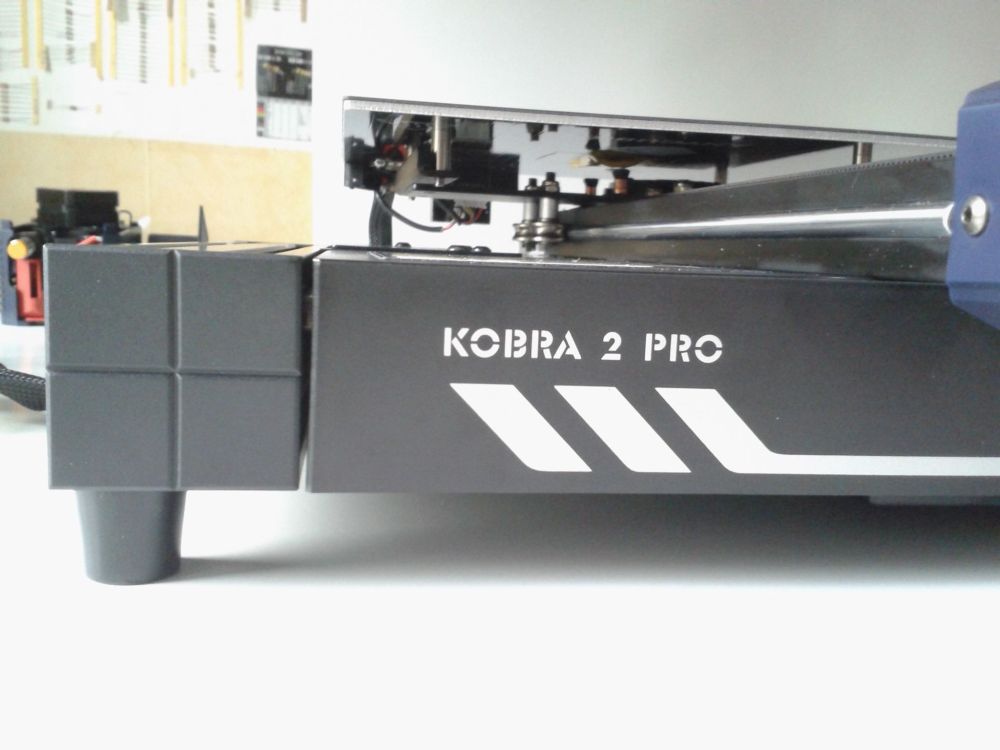
Salutation ! J'ai le plaisir d'avoir à tester une imprimante "Kobra 2 Pro" d'Anycubic. Félicitation à @RFN_31 pour l'avoir identifié lors du "Quoi qu'est-ce ?". Une imprimante FDM pour filament de 1.75 mm de diamètre ayant un volume d'impression de 220 x 220 x 250 mm ( L x P x H ) qui pourrait atteindre des pointes de vitesse d'impression de 500 mm/s. avec un extrudeur direct à double engrenage, un leveling et une détection du Z-Offset automatique ("LeviQ 2.0 amélioré"), compensation des vibrations, surface d'impression plaque flexible PEI texturé avec base magnétique, détecteur de fin de filament, ... qui devrait être contrôlable, depuis son smartphone, via Wi-Fi, avec l'application "Anycubic" ( "L'application Anycubic devrait être lancée au 4e trimestre de 2023." ) Liens Fiche produit sur le site du constructeur (fr) https://www.anycubic.fr/products/kobra-2-pro (en) https://www.anycubic.com/products/kobra-2-pro Anycubic Wiki (Manuel utilisateur, maintenance, dépannage très détaillé et centre de téléchargement) (en) https://wiki.anycubic.com/en/fdm-3d-printer/kobra-2-pro Documentation (en) https://www.anycubic.com/pages/firmware-software (en cliquant "Kobra 2 serie" puis "Kobra 2 Pro") L'application (smartphone) Anycubic https://cloud-universe.anycubic.com/download/ (Google Play Store) https://play.google.com/store/apps/details?id=ac.cloud.com (Apple App Store) https://apps.apple.com/us/app/anycubic/id1662443263 "Anycubic Kobra 2 Pro, la présentation | Les Imprimantes 3D .fr" https://www.lesimprimantes3d.fr/anycubic-kobra-2-pro-presentation-20230927/ l'article de test sur le blog https://www.lesimprimantes3d.fr/ https://www.lesimprimantes3d.fr/test-anycubic-kobra-2-pro-20231020/
 1 point
1 point -
Bonjour, Si comme moi ça vous regrettez qu' Elegoo n'a pas fourni un support pour égoutter le plateau de la Saturne 3 Ultra. j'ai réglé ce problème. J'ai honteusement pompé sur celui fourni avec la Mars 2. impression légèrement foiré en ABS mais il fait le taf ^^. Si vous êtes intéressé, voila un petit STL. ATTENTION: n'hésitez pas a rajouter de l'épaisseur aux murs et à faire un remplissage conséquent, ça serai dommage que le l'impression casse, avec toute les conséquences que cela entrainerai. Je n'en serait pas responsable. Bon Print a vous tous. JMG support_plateau_egoutage.STL
 1 point
1 point -
Nouvelle production écrite et vidéo d'@isidon avec le test de l'imprimante 3D résine UniFormation GK2 https://www.lesimprimantes3d.fr/test-uniformation-gk2-20231006/ Faites péter les pouces bleus1 point
-
Oui, l'idée de couper le cable de la sonde m'a effleurée. C'est vrai aussi que lors du dernier plantage, j'avais vu que la température du bed oscillait à la baisse. Oui, j'ai changé la CM pour une qui m'avait été donnée "comme neuve" Je n'ai fait aucune modif, je trouve la X1 très bien à l'état Stock. Ce qui est énervant, c'est que cette panne est aléatoire: je viens de réimprimer le même fichier sans problème cette fois. Demain je vais couper ce cable de sonde et je veux bien tenter un flashage avec ton firmware spécial Magounet. Là, maintenant, j'ai apéro! Bonne soirée à vous deux, mes super soutiens!1 point
-
Je viens d'acheter les chalets Ikéa alimentaires (6 par sachet)avec une boite de déco alimentaire. Nettement plus facile à gérer avec ma petite fille de trois ans.1 point
-
Salutation ! Merci pour le test et très beau rendu et photos magnifiques pour le Lucifer par Atlas 3D ! J'ai décidément encore beaucoup à apprendre pour obtenir les mêmes résultats d'impression (choix résine) et pour faire d'aussi belles photos (qualité matériel photo, choix éclairage) que toi. ( Je vais donc aller me cacher ) Bien joué @isidon !1 point
-
Hum ok donc la clairement marlin d'indique une mise en sécurité pour anomalie thermique sur le bed, généralement cela ce fait quand un a soit la sonde HS, ou la température qui met trop de temps a arriver a la température ciblé, ou encore si la température oscille de + ou - 4°c par rapport a ce qui est demandé. Après en effet il peu y avoir un loup côté firmware, au pire je peux te compiler un firmware Marlin 2.1.2 pour X1 quels que je les configures pour les machine artillery suffit de me dire si elle a des modifications par contre dans ce cas que j'adapte la config.1 point
-
Merci @pommeverte Non, j'avais bien choisi et ensuite validé mais c'est ensuite, je n'ai pas ce choix STM32 F407 Edit: OK ça marche enfin pour l'instant ! La poule a su se dépatouiller du couteau et de la brosse à dents ... Je reviendrais quand ça coincera de nouveau. Alleluia! to-wrapper: note: see the '-flto' option documentation for more information Creating hex file out/klipper.bin [✓ OK] Firmware built!1 point
-
En soit pour Commencé a s'amuser a pas chers et te laisser du budget pour les consommable voir adjoindre un imprimante filament par la suite. Je pense qu'une Photon Mono X 6k serait un choix intéressant, ma Photon M3 n'etait plus disponible et la Mono X 2 etant a peine 20€ moins chers pour du 4K, ici tu aurais un compromis interessant a 458€ qui inclus l'imprimante avec ecran 9,1" 6K et le Wash & Cure plus qui est le modèle adapter a cette machine. A voir les filtres purificateurs mais bon. Pour la résine perso j'utilise pas de résine lavable a l'eau je trouve cela pas terrible et faut surtout pas jeter l'eau dans ce cas dans l'évier donc bon, la résine standard perso je la trouve trop cassante le nombre de fois que j'ai casser des zone en manipulant une figurine et la faisant juste tomber sur la table de 5 a 10cm, Le meilleur compris que j'utilise actuellement c'est la Résine Sunlu ABS Like, mais j'ai recu il y a peu en test de la Sunlu Standard Plus qui et moins cassante que la standard cela peut être une bonne solution. Après y a des résines hig temperature, Nylon like, tough qui sont ds résine plus chers et plsu technique dont tu auras pas trop d'intérêt je pense. Si c'est pas fait abonne toi a la chaine de l'amis @isidon sur Youtube il test pas mal de chose cela peut t'inspirer1 point
-
@PPAC mon projet progresse mais j attends une livraison de fil. Pas envie et surtout une meconnaissance des techniques pour peinturlurer. du montage et des supports a enlever en perspective ...Vu la chaleur , j aurais peut etre du imprimer une paillotte avec un decor cocotier? Photo promise bientot....et un pain d epice si adresse en MP...Ben quoi, le virtuel a ses limites!1 point
-
En tout cas, merci pour le temps que tu me consacres.1 point
-
A vérifier, mais comme il me semble que cette carte-mère se retrouve utilisée par d'autre machine d'Anycubic, il y aura probablement à mettre le bon firmware ( a télécharger sur le site d'Anycubic https://www.anycubic.com/pages/firmware-software ) Enfin, je n'ai aucune certitude que ce soit vraiment la carte-mère le problème. Il se pourrait que ce soit juste le plateau chauffant à changer dans ton cas. (mais sans tester de changer l'un ou l'autre pas simple de savoir ... ) Edit > Prend le temps de bien explorer https://wiki.anycubic.com/en/fdm-3d-printer/kobra-neo on ne sais jamais il y a peut être un truc a tester que je n'ai pas pensé a te faire faire.1 point
-
Salut, as-tu au moins fait l'effort de lire les messages dans le sujet reddit? notamment, celui-ci: Sinon, Anycubic est généralement réactif pour répondre à ses clients, est-ce que tu les as interrogés? PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
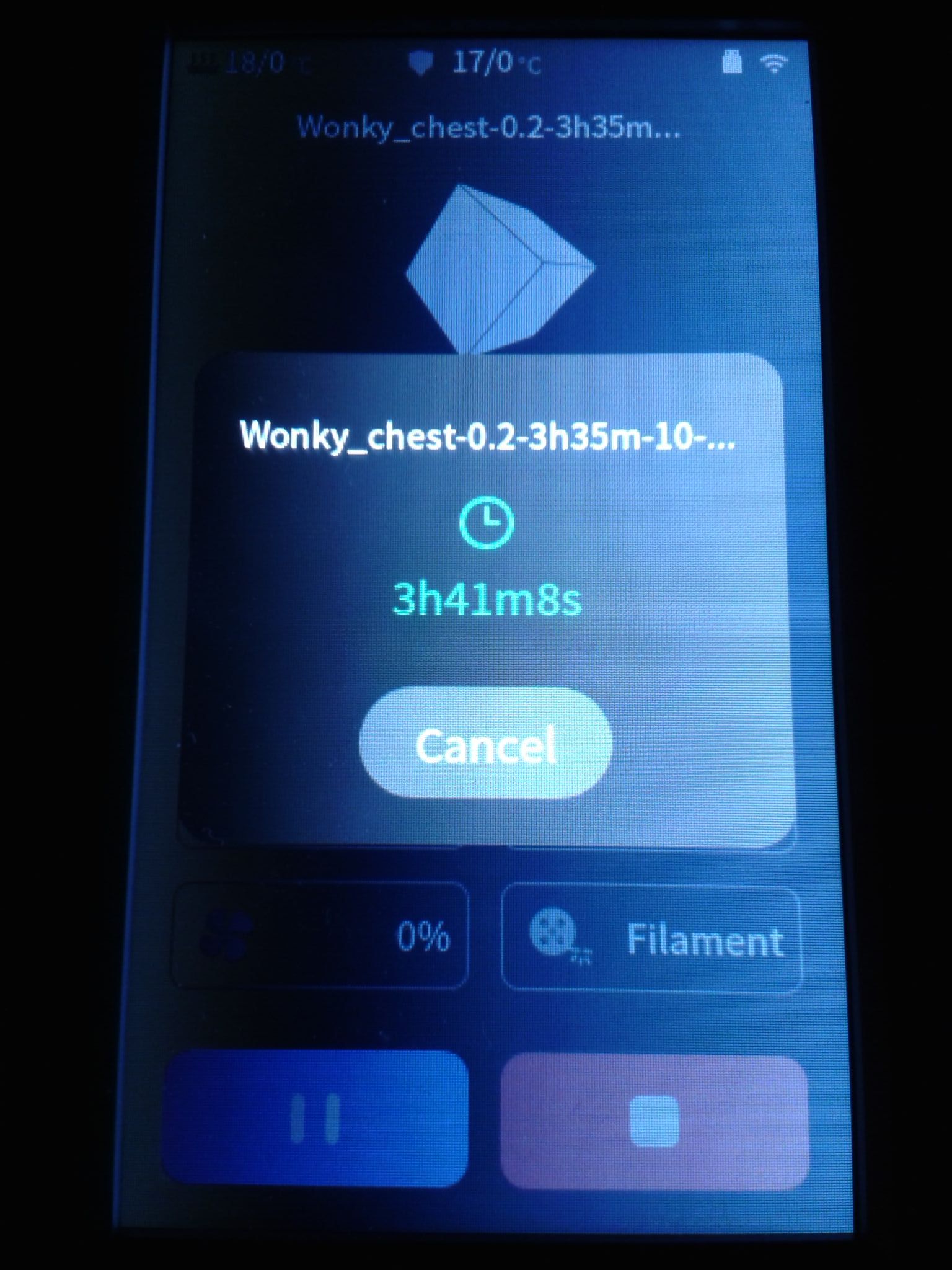
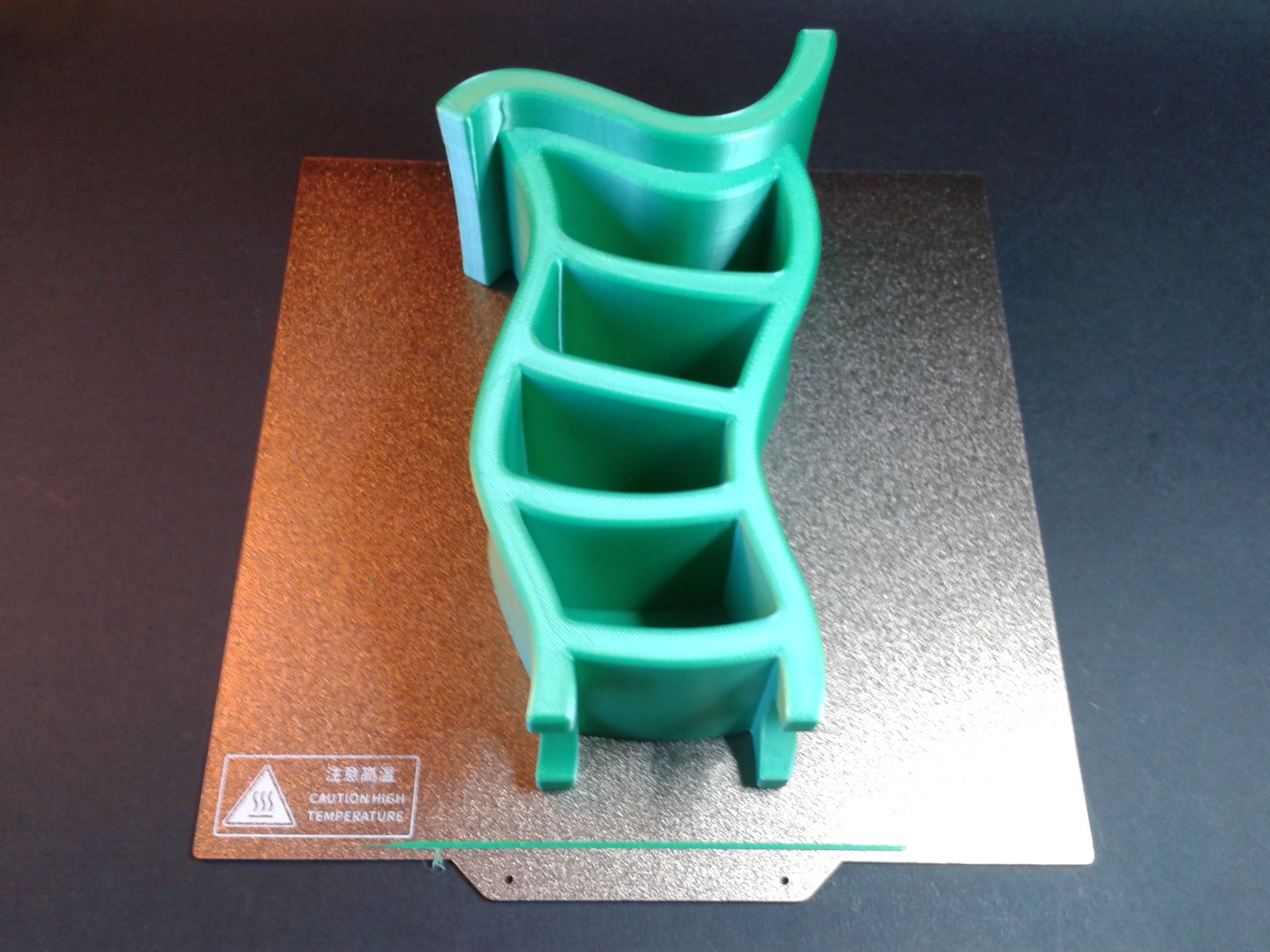
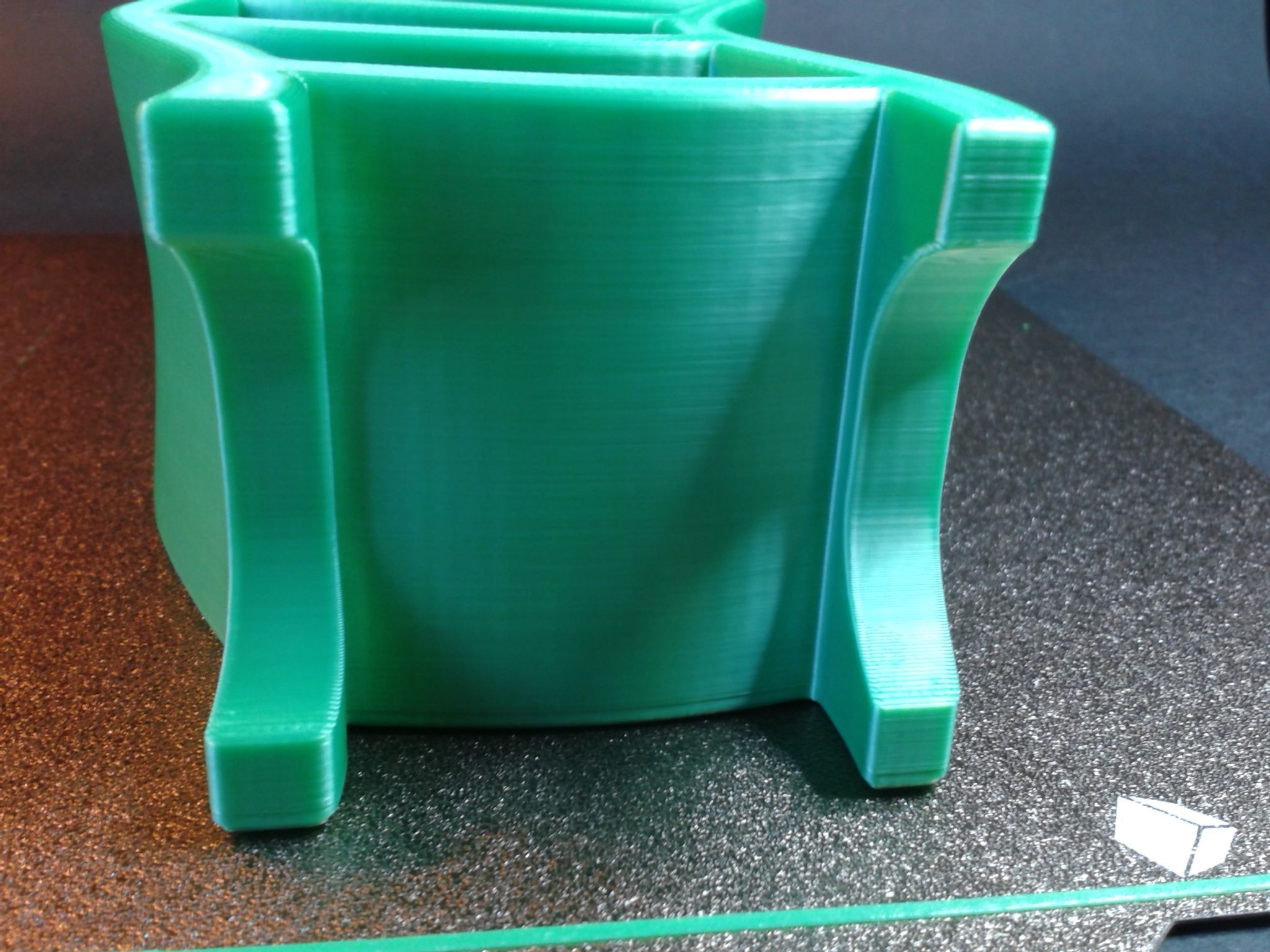
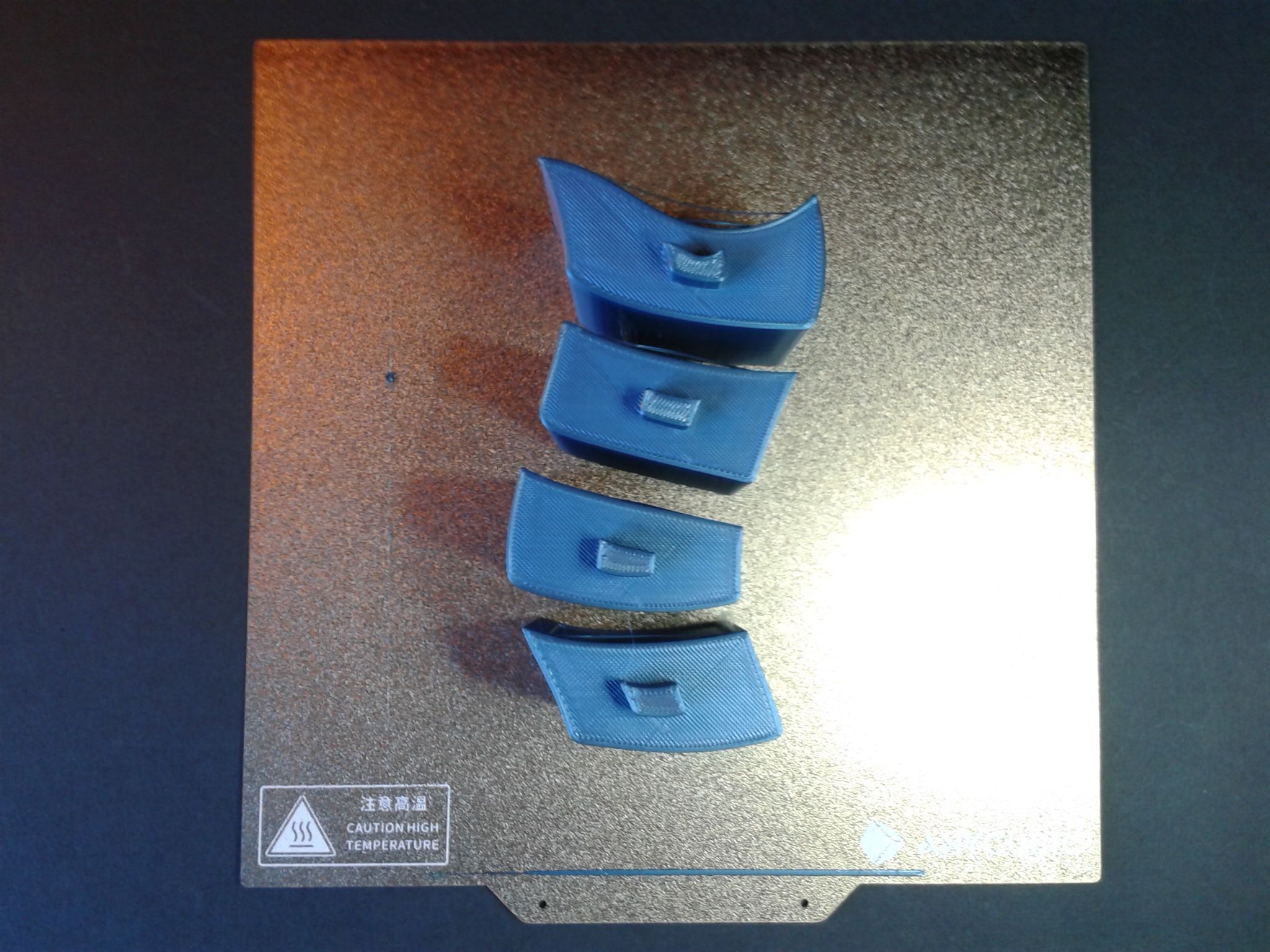
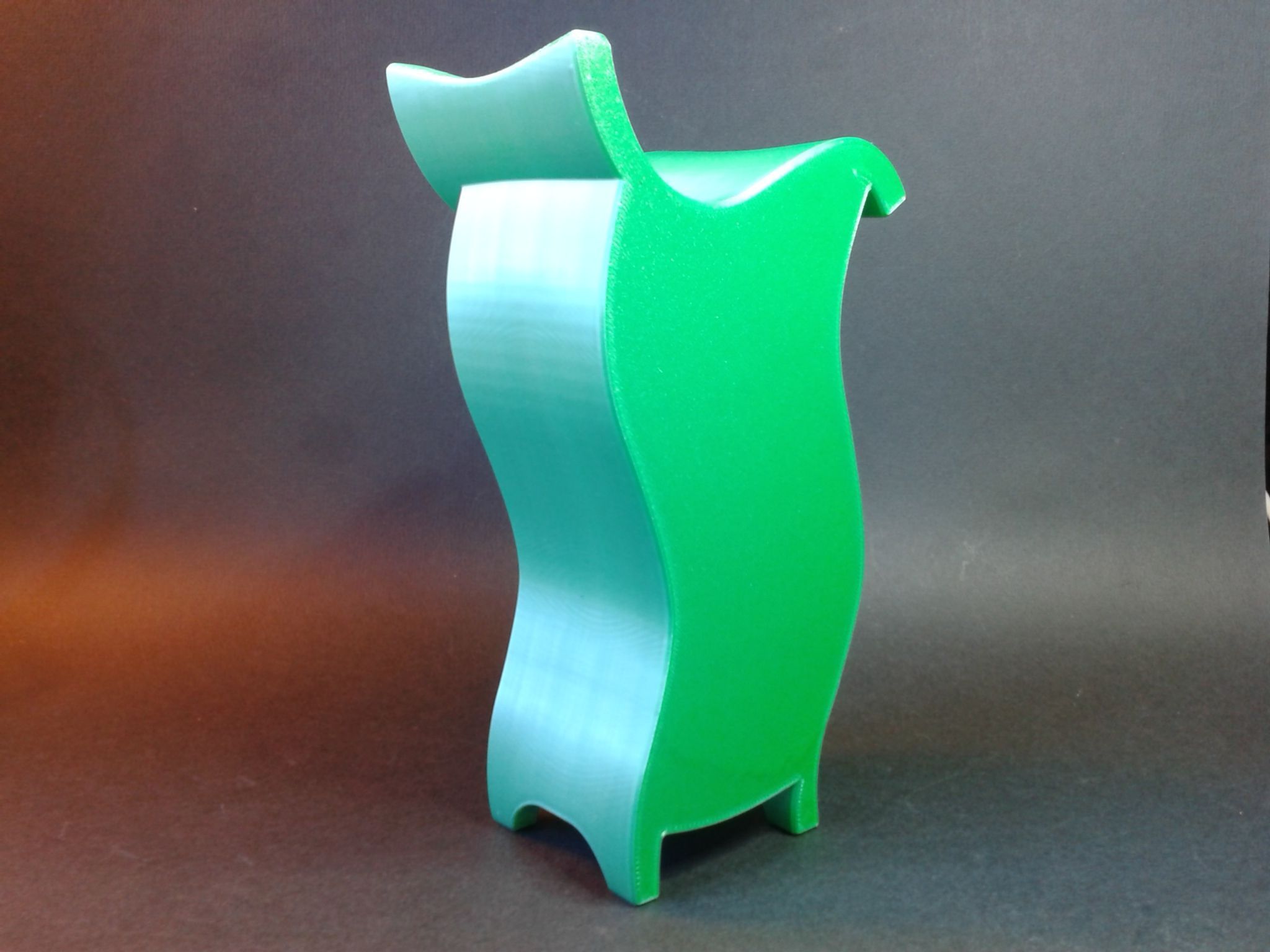
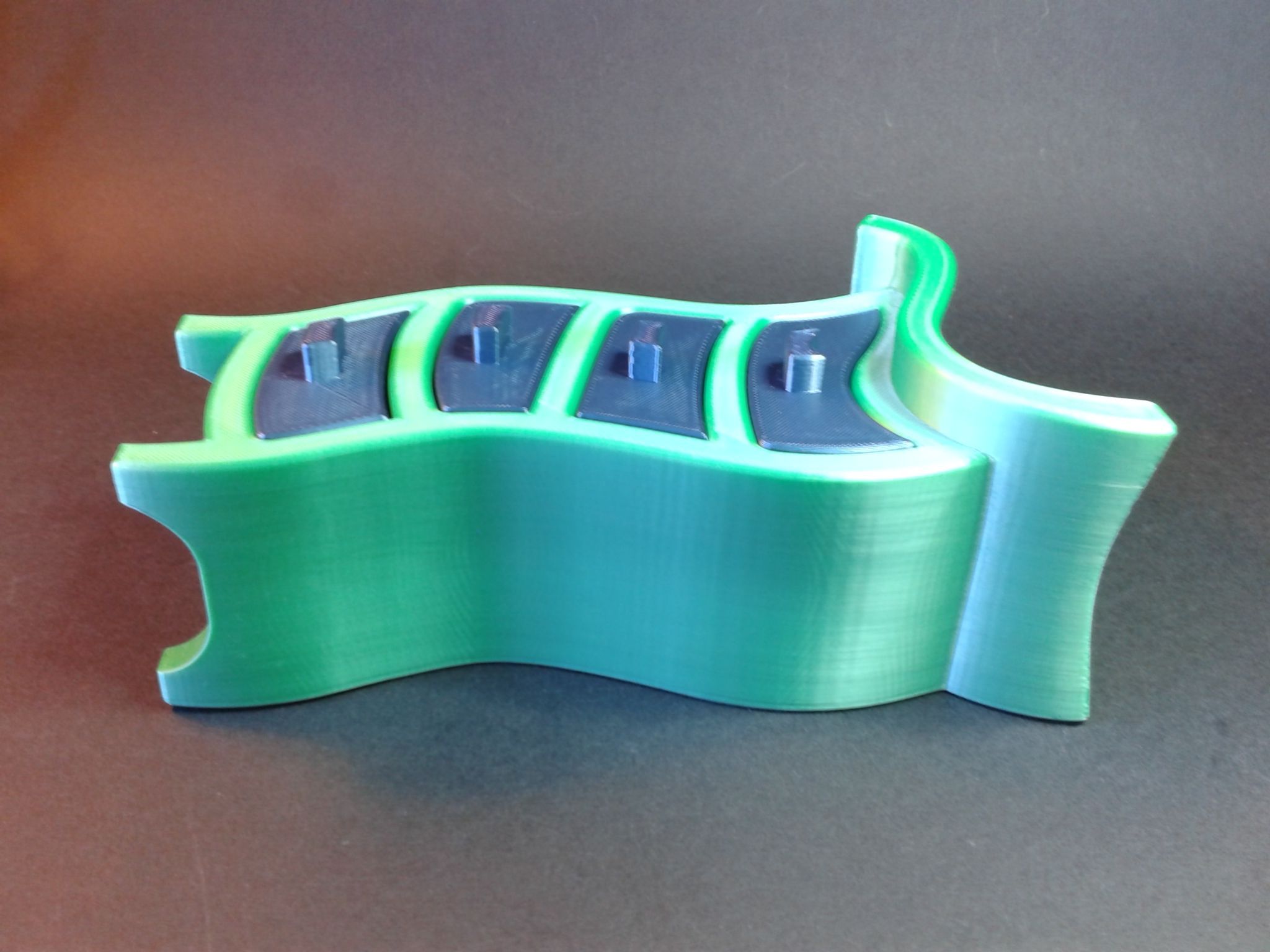
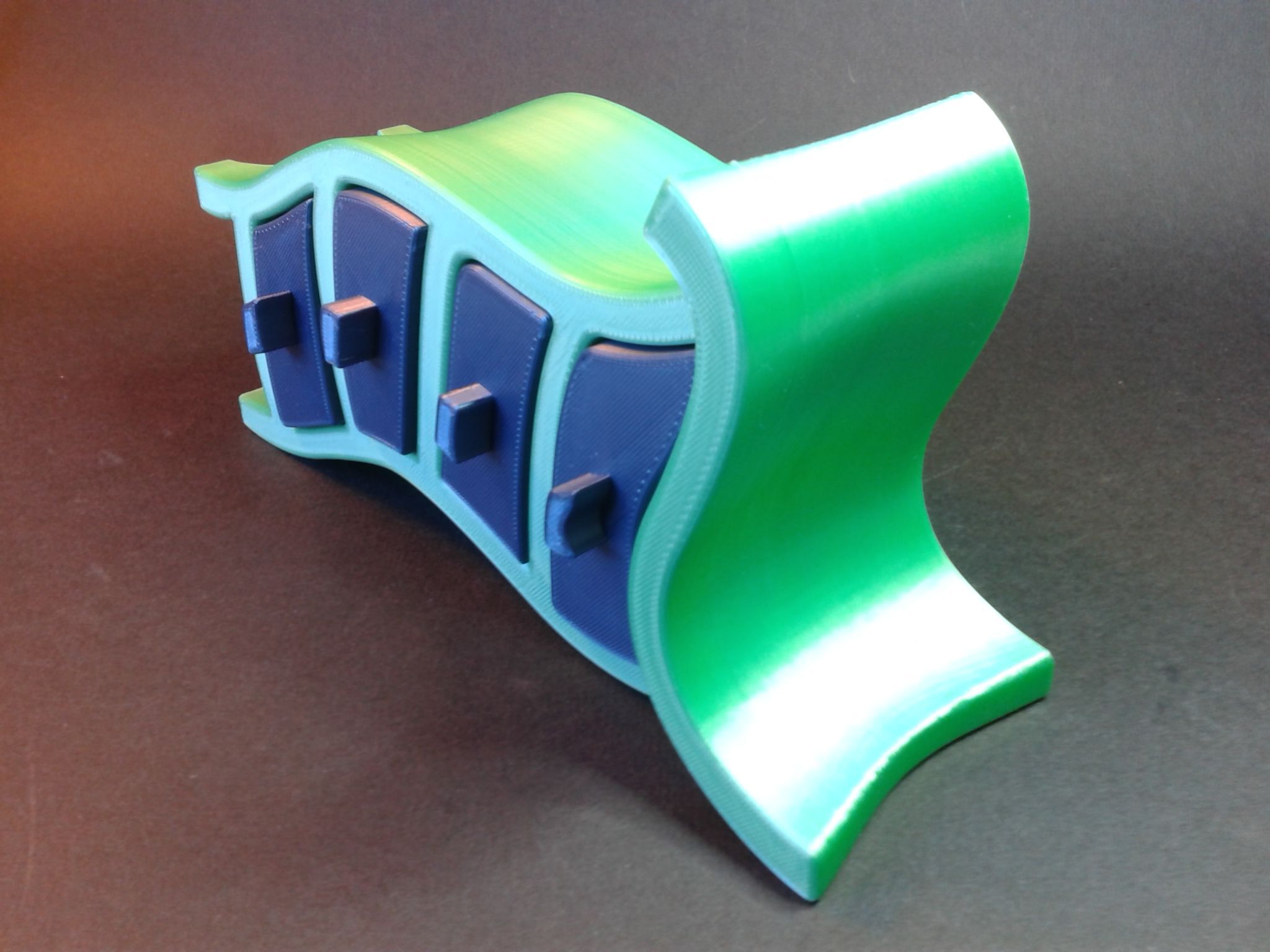
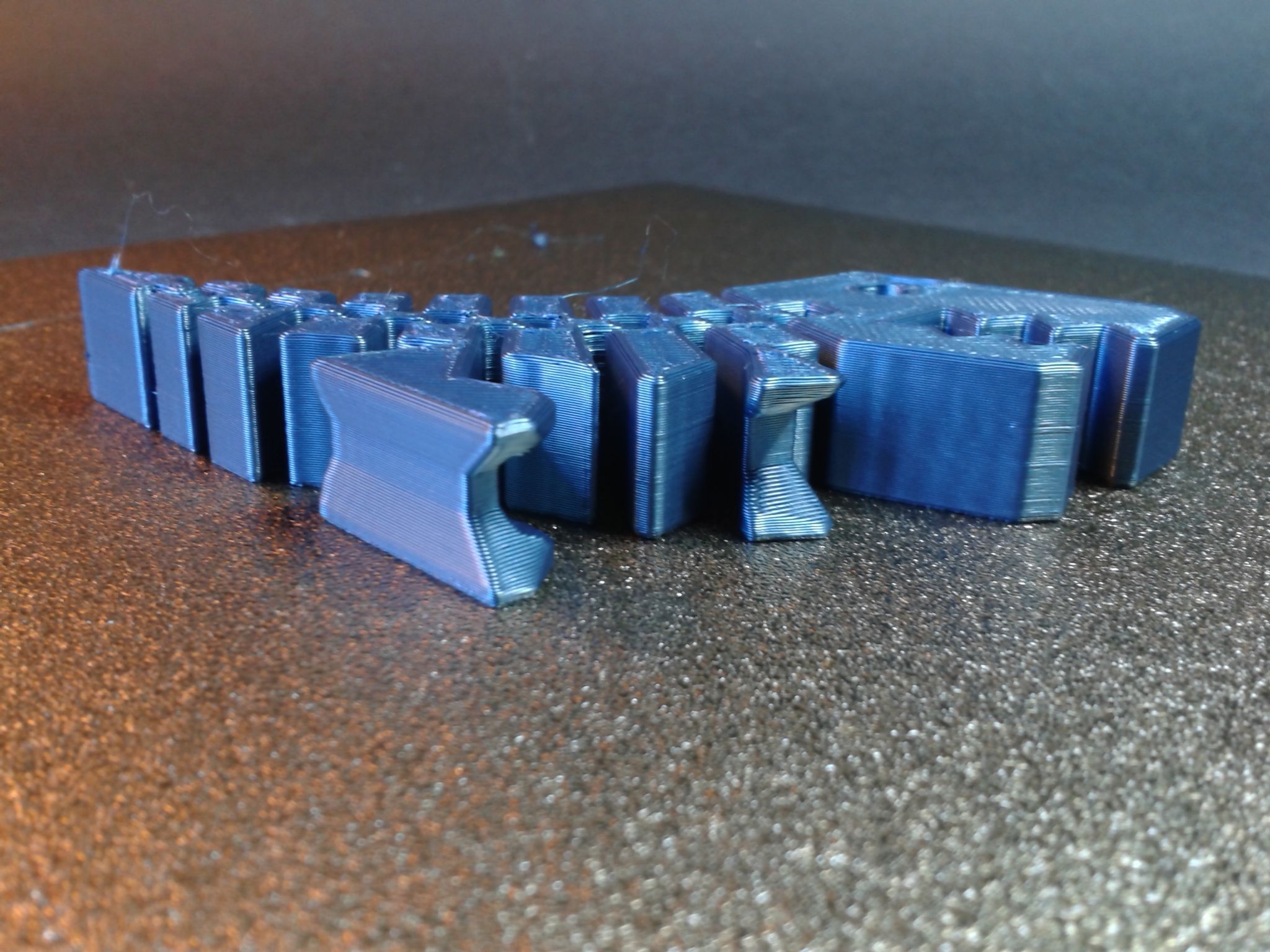
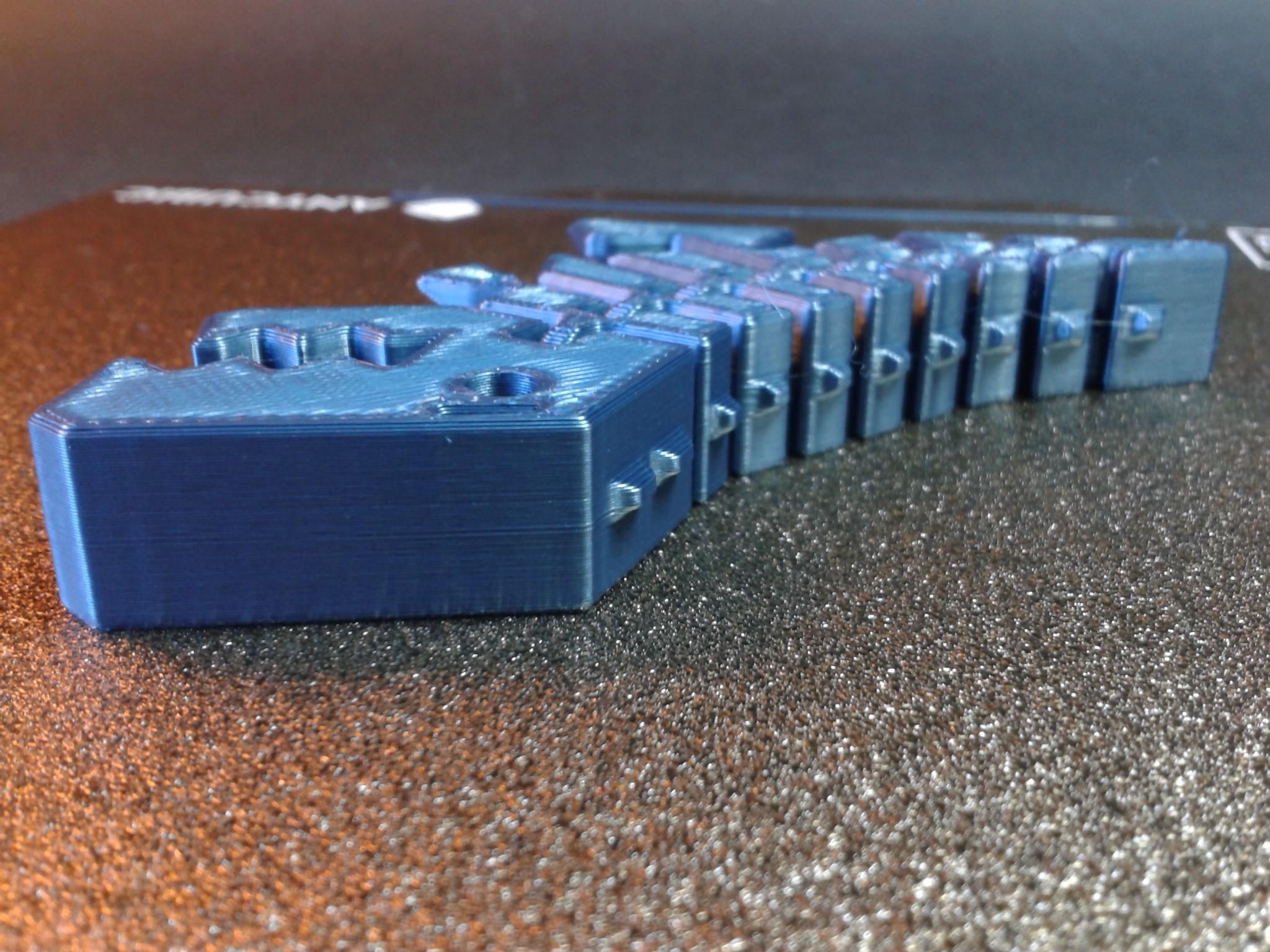
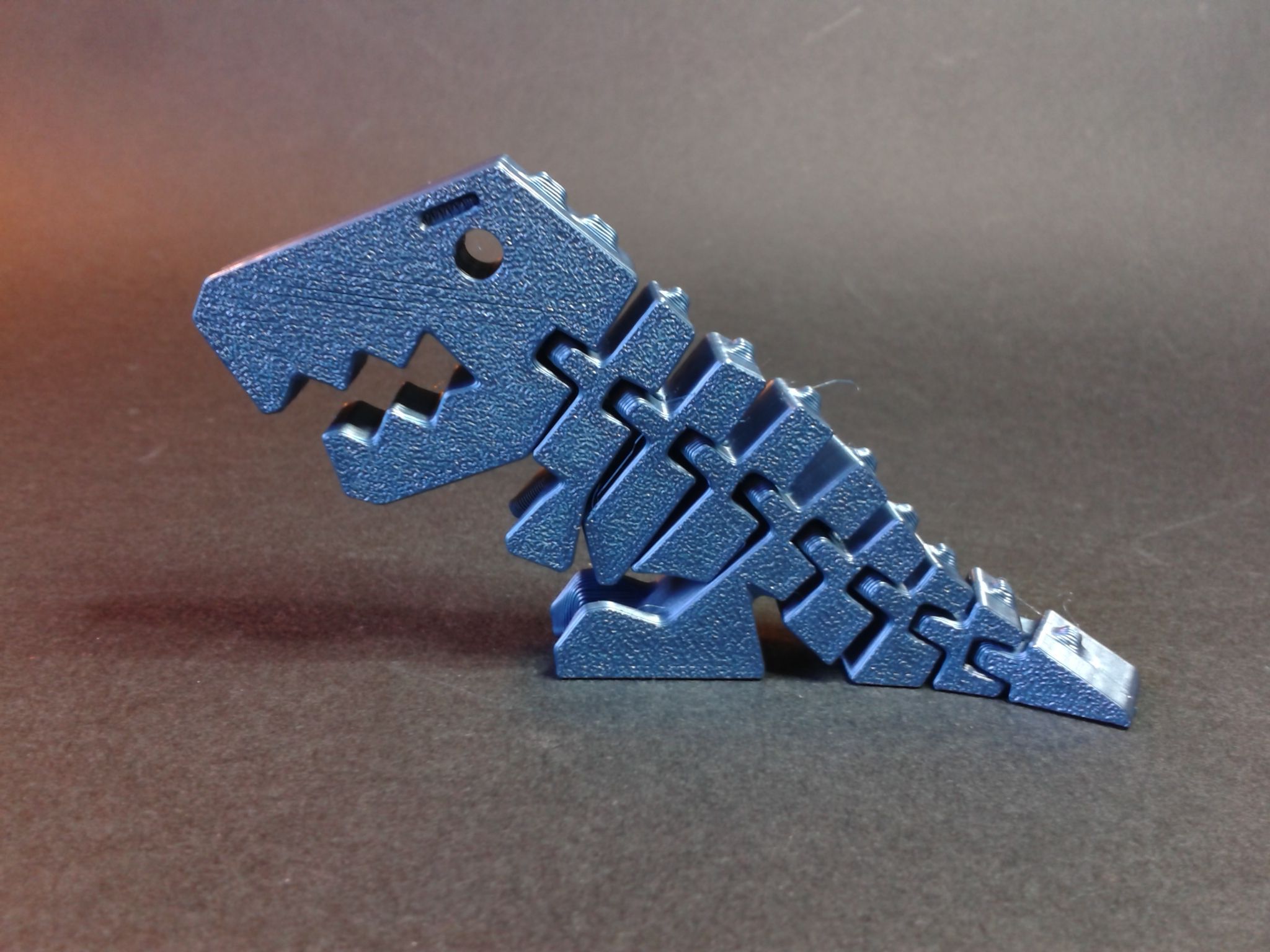
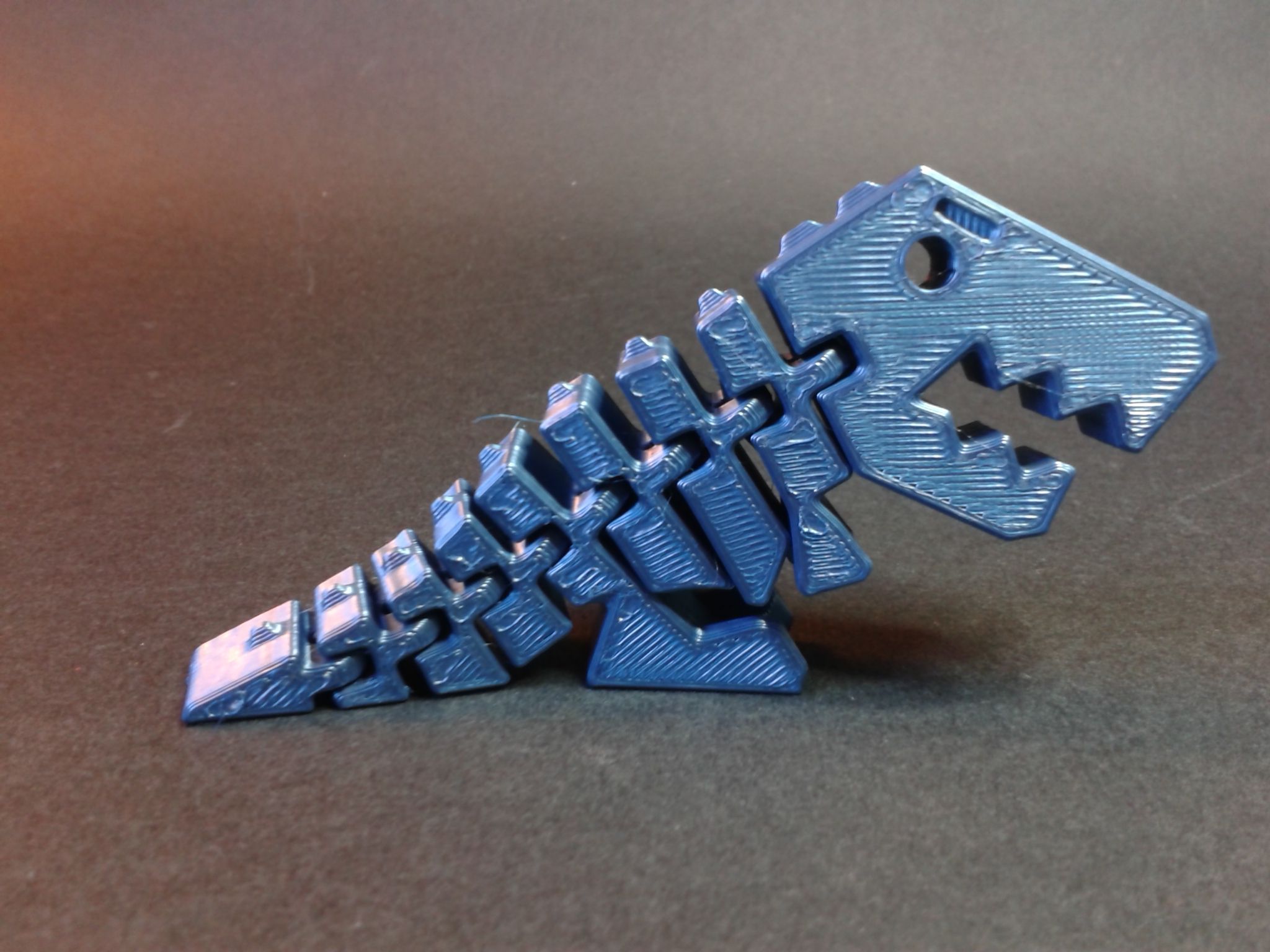
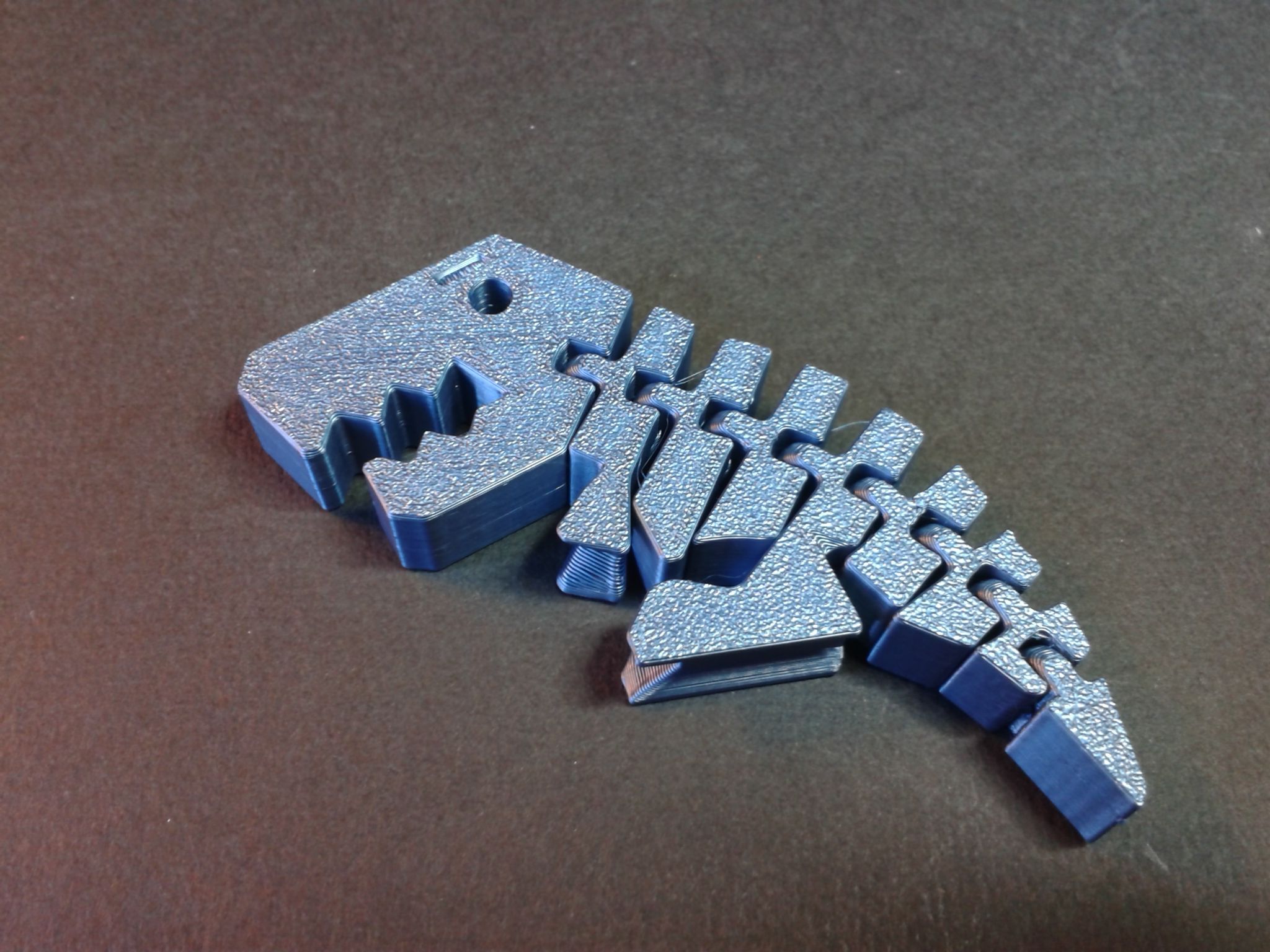
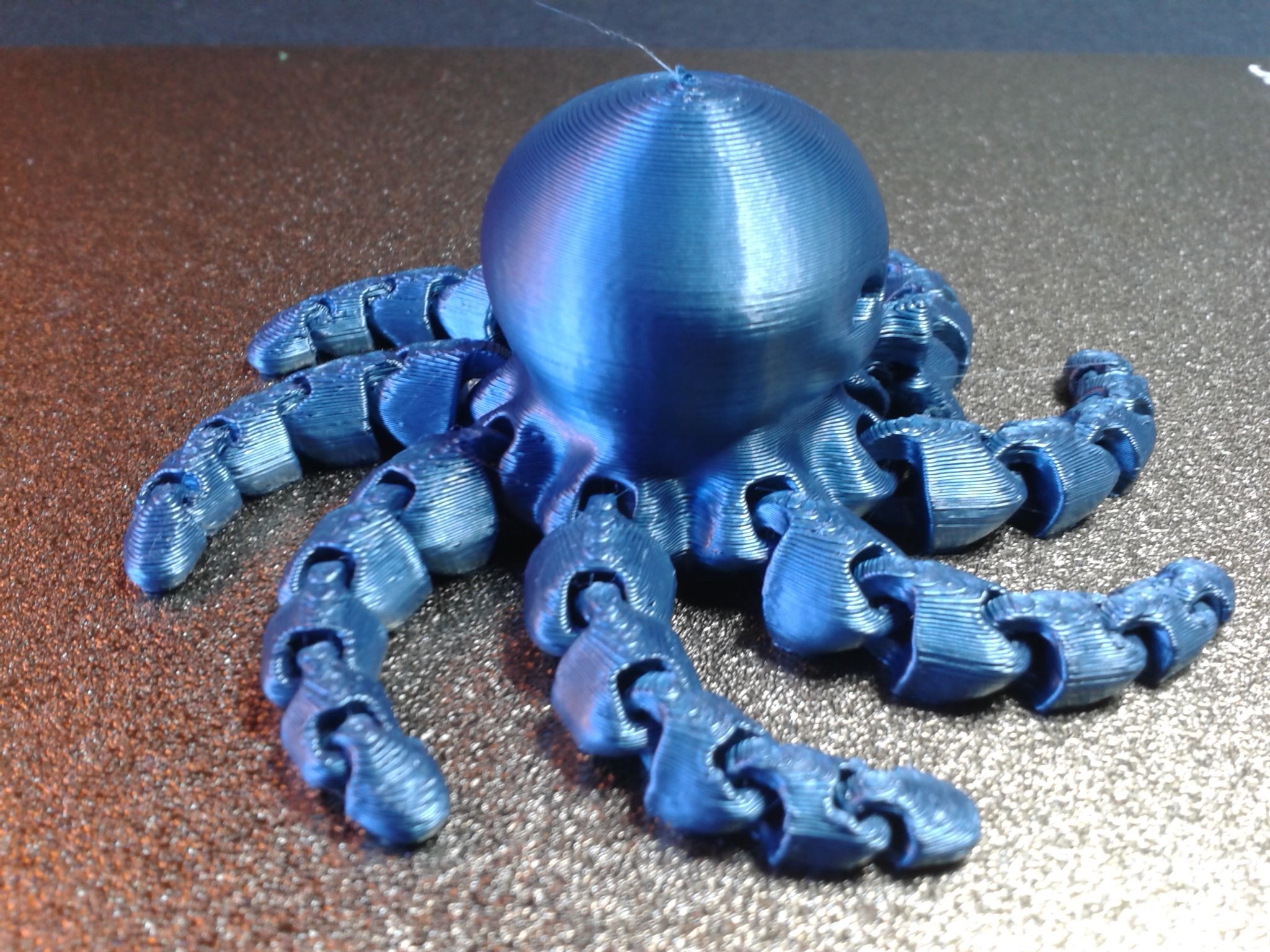
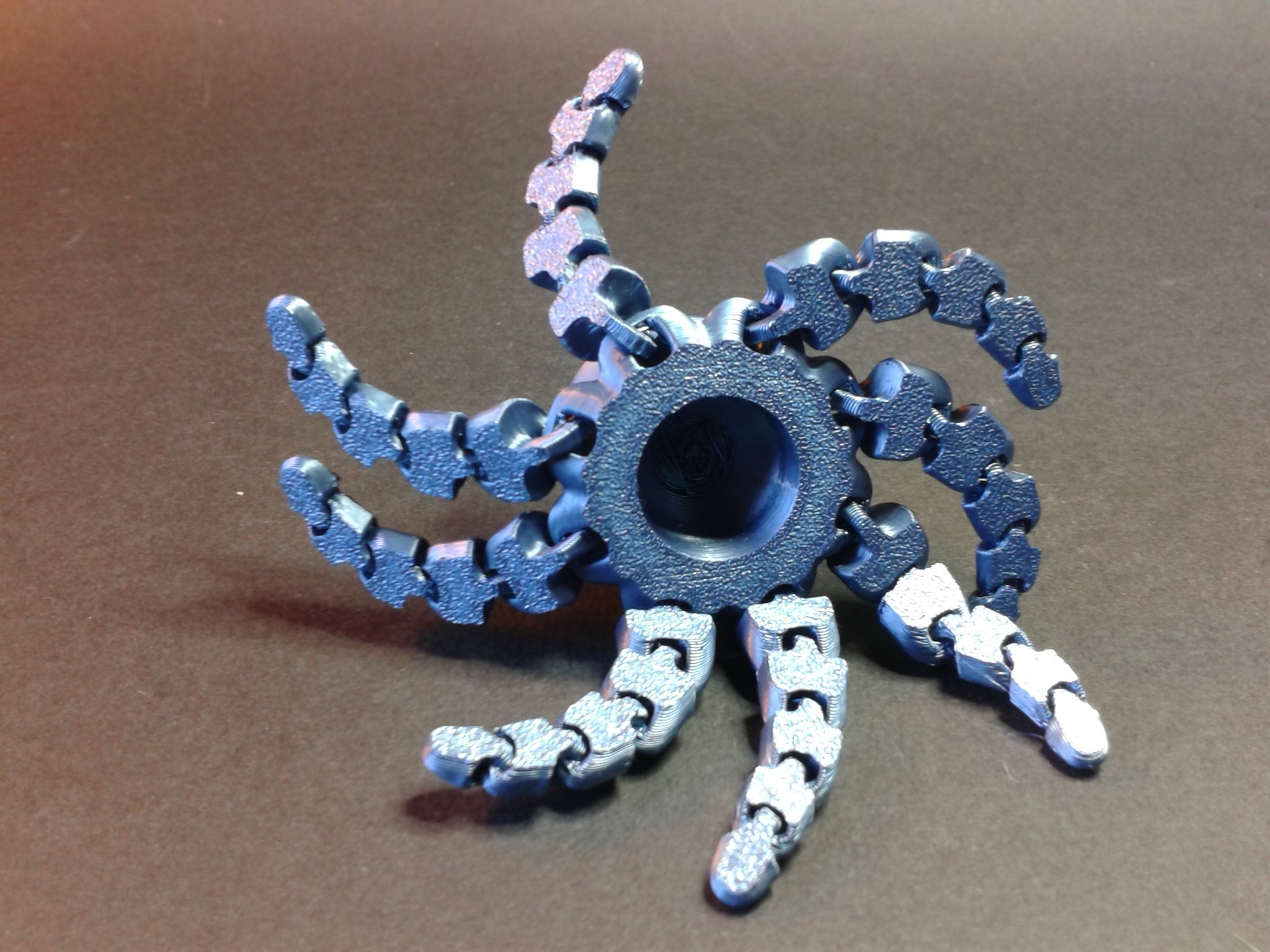
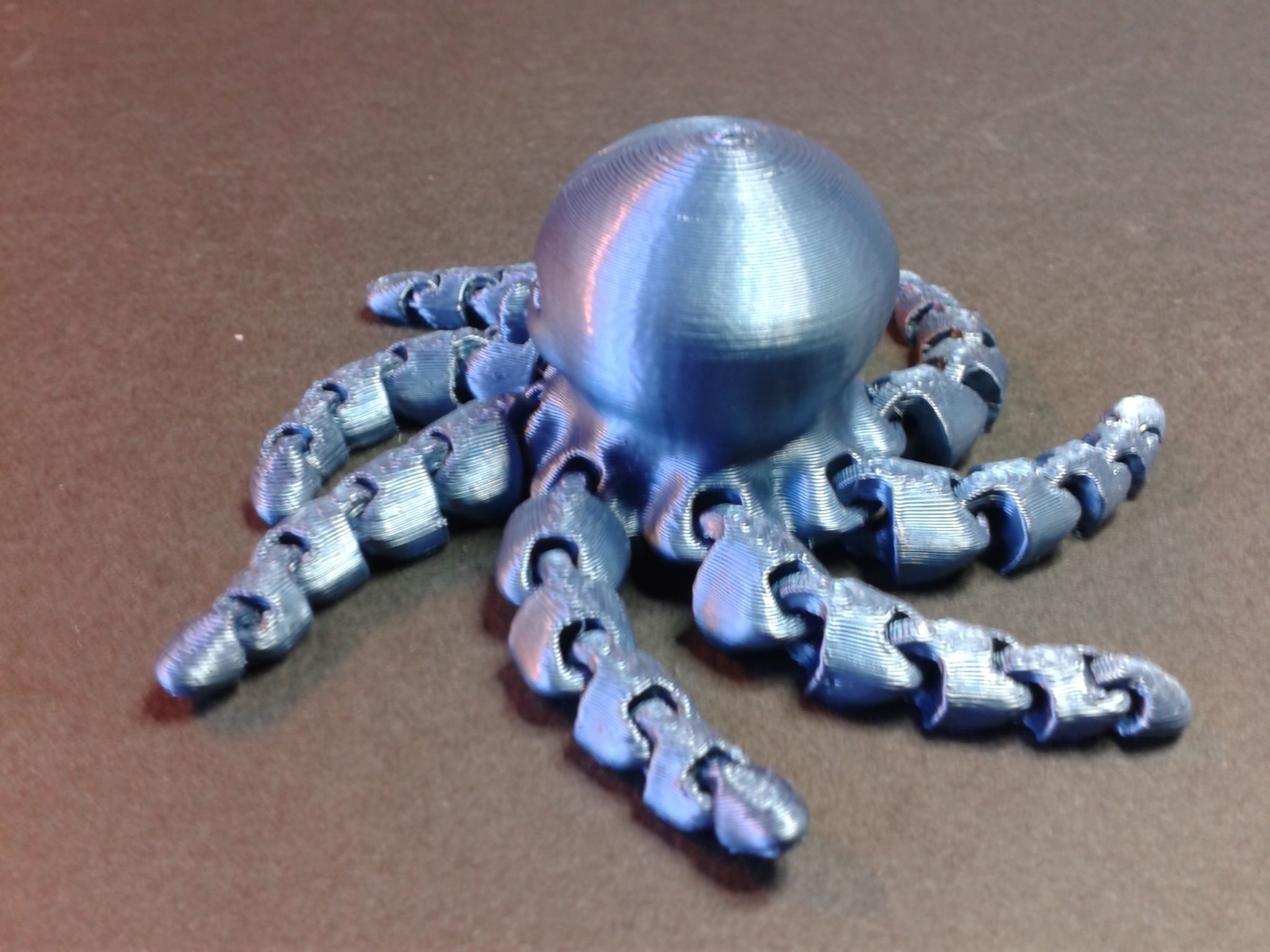
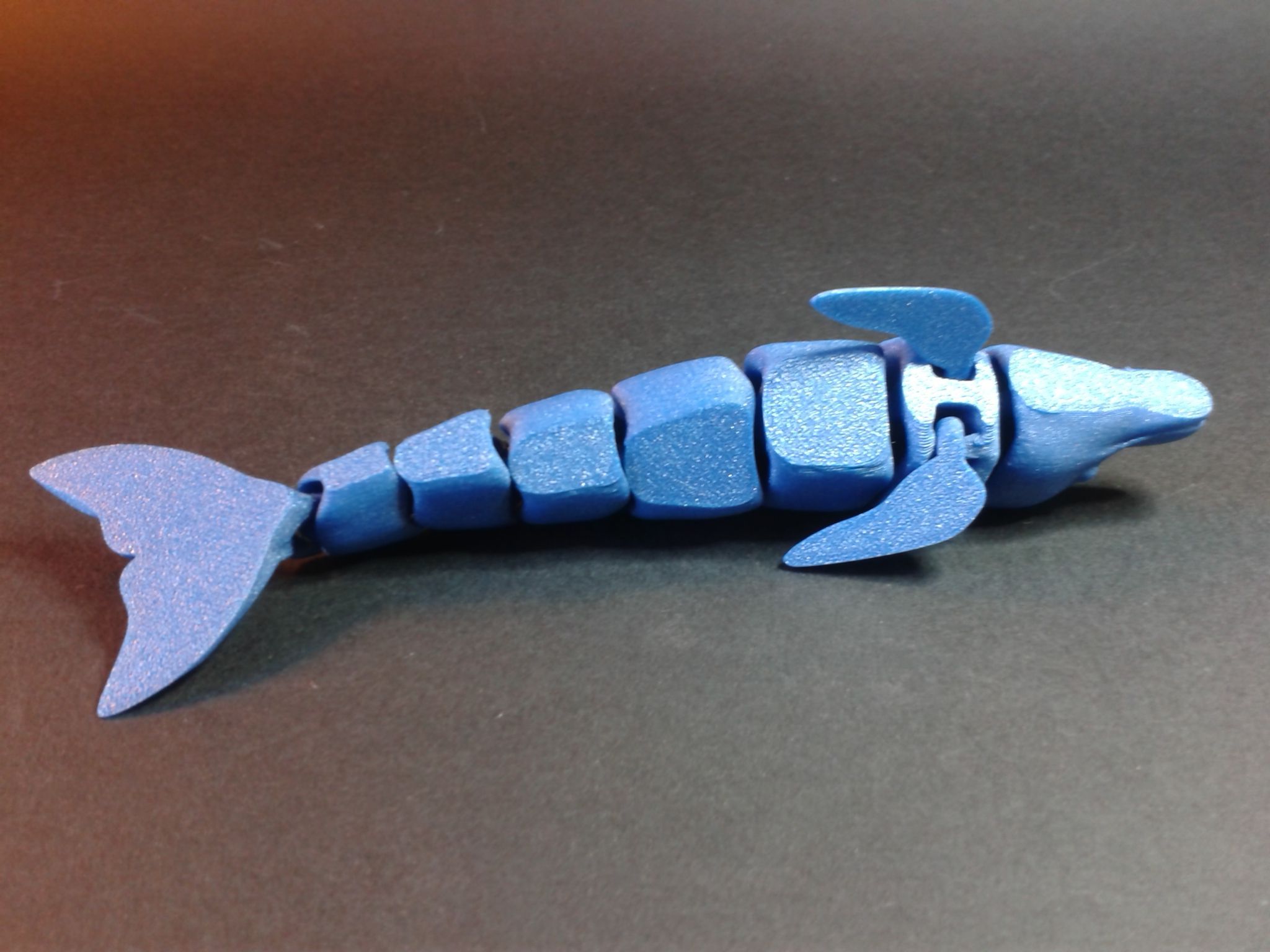
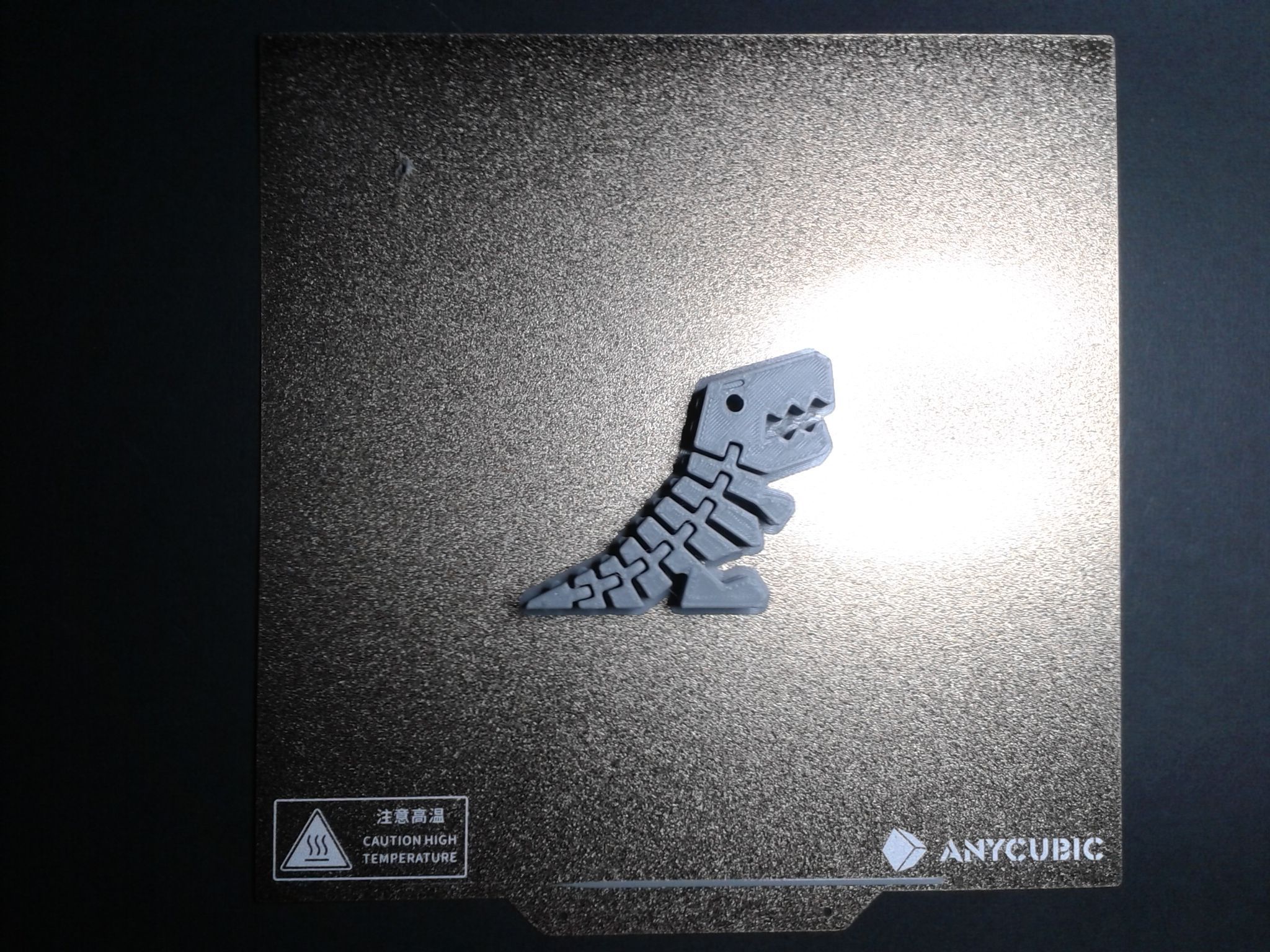
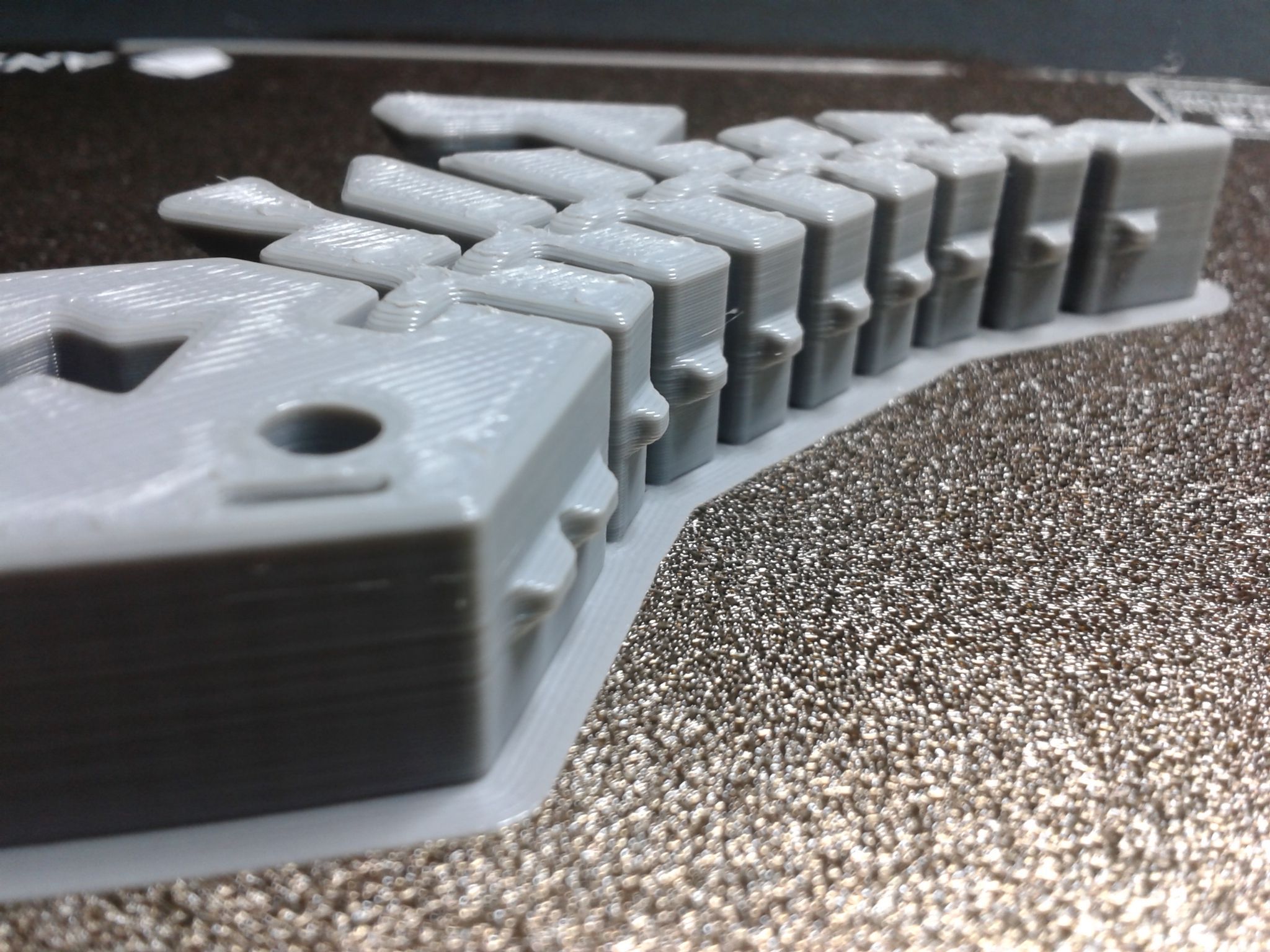
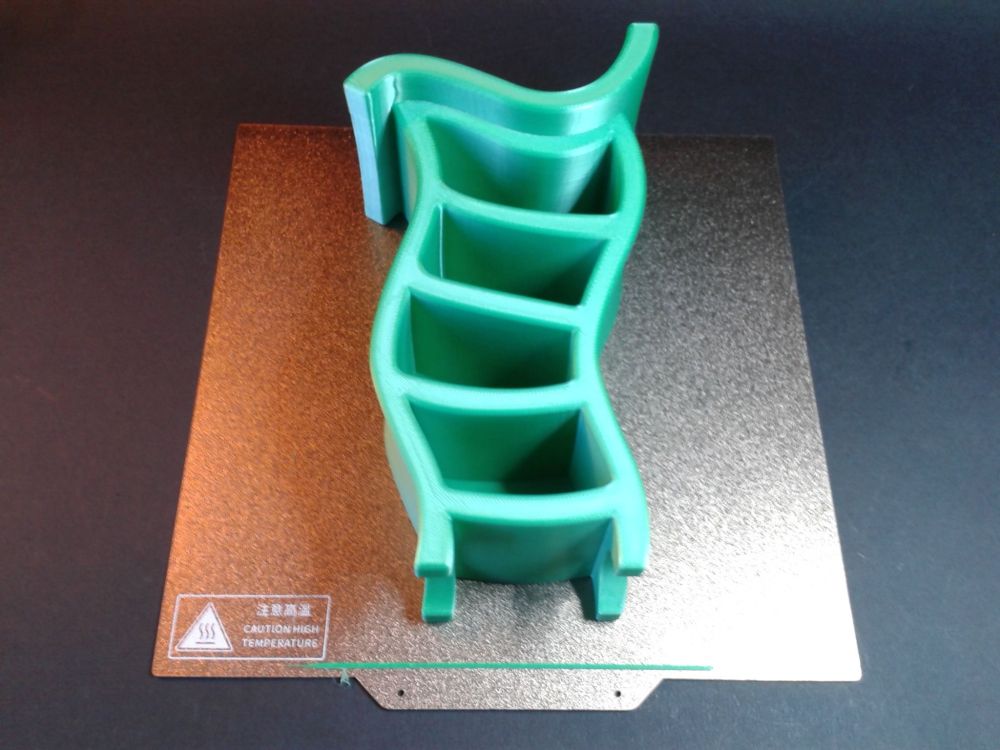
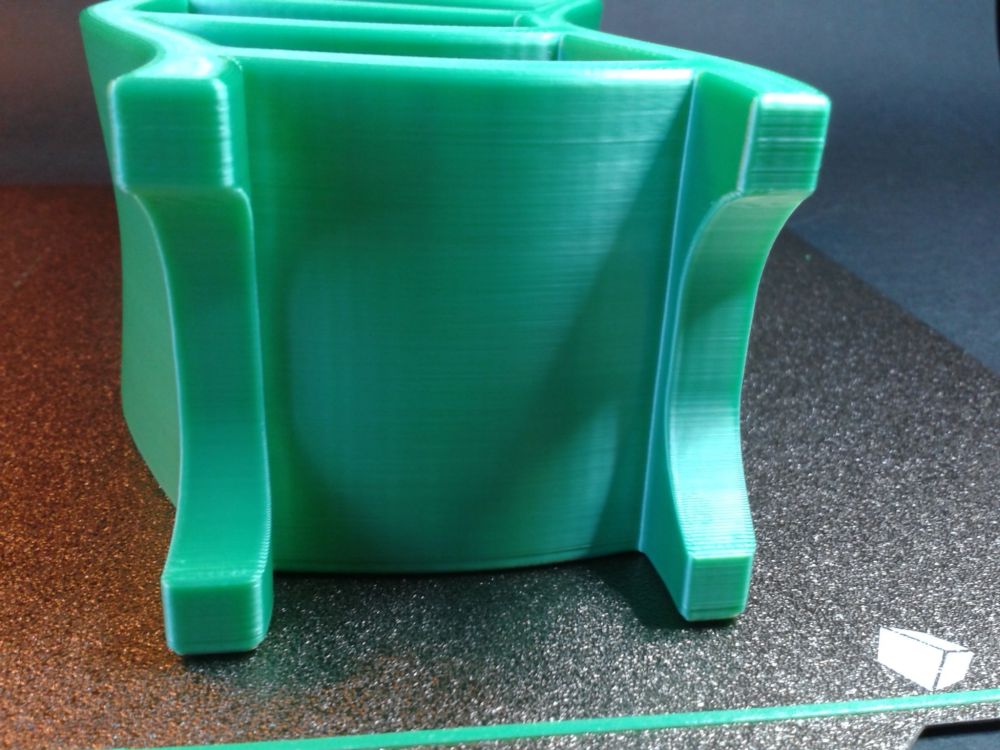
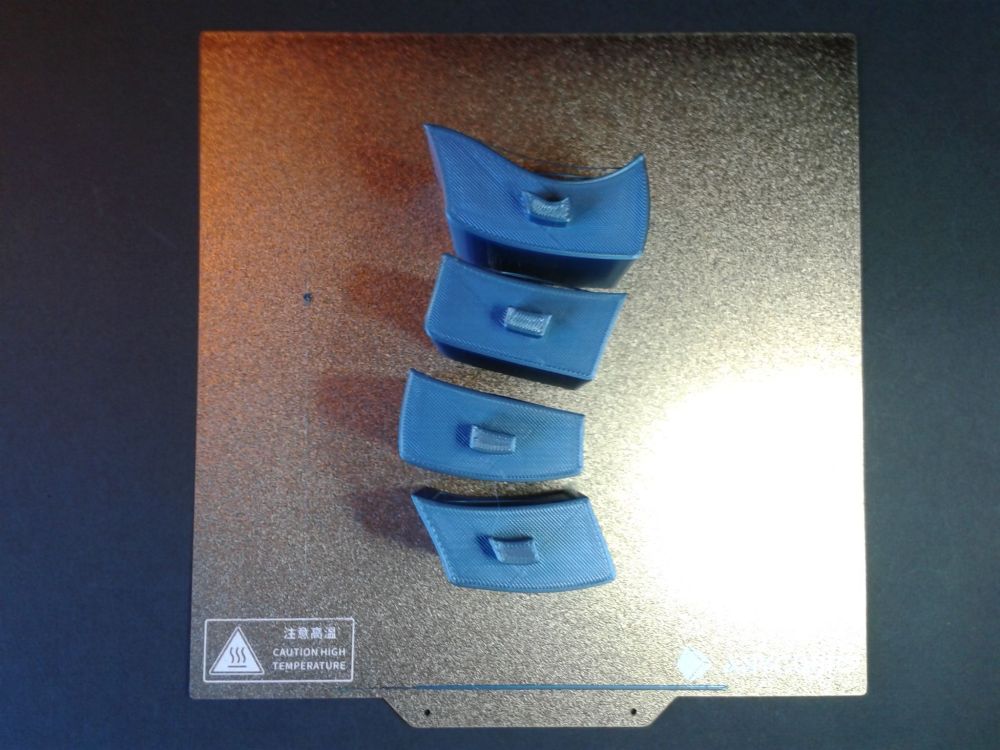
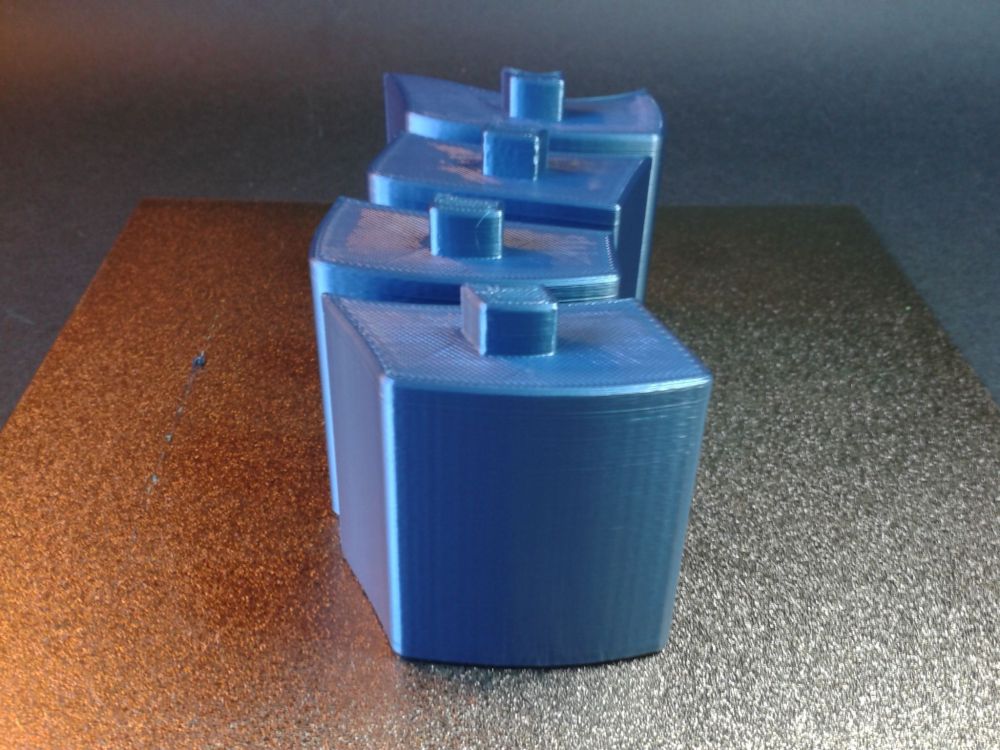
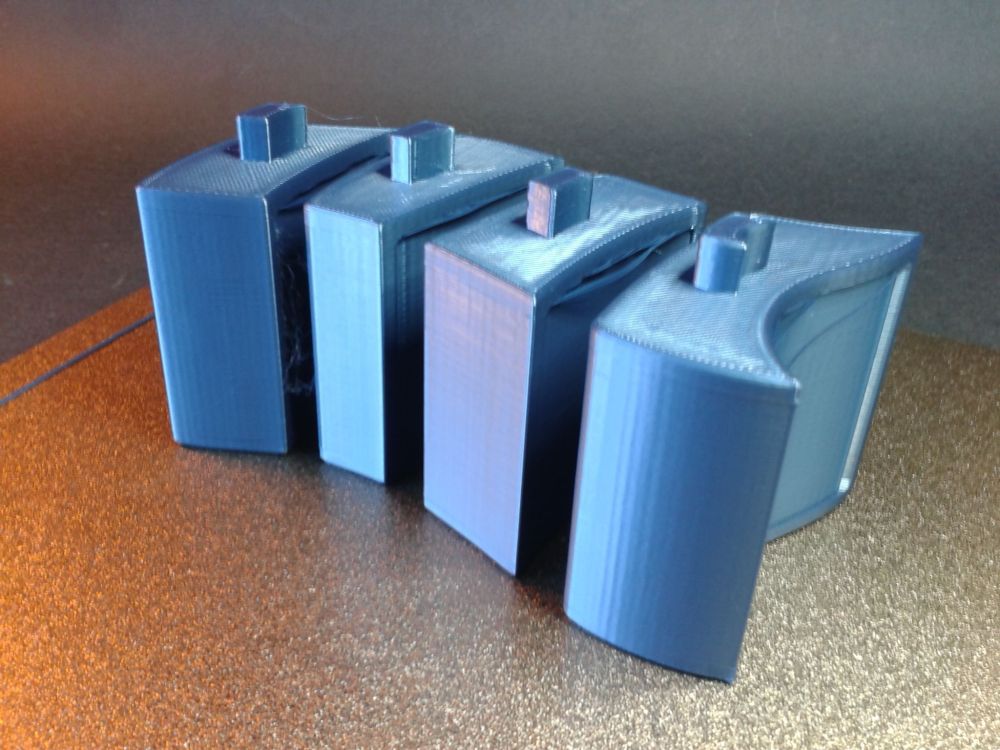
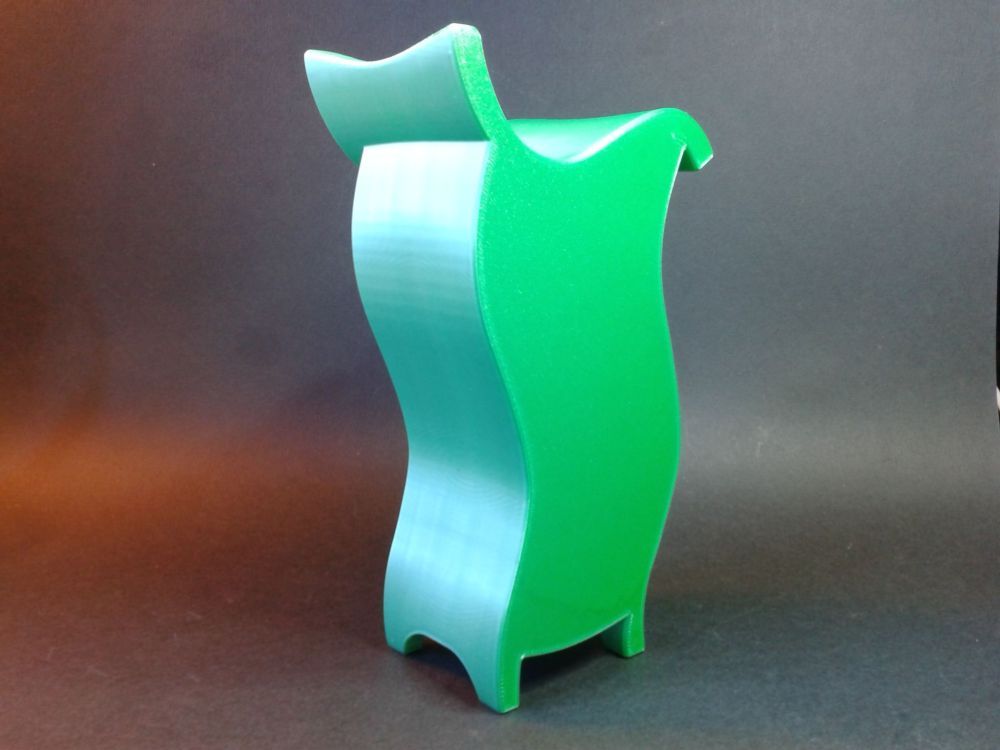
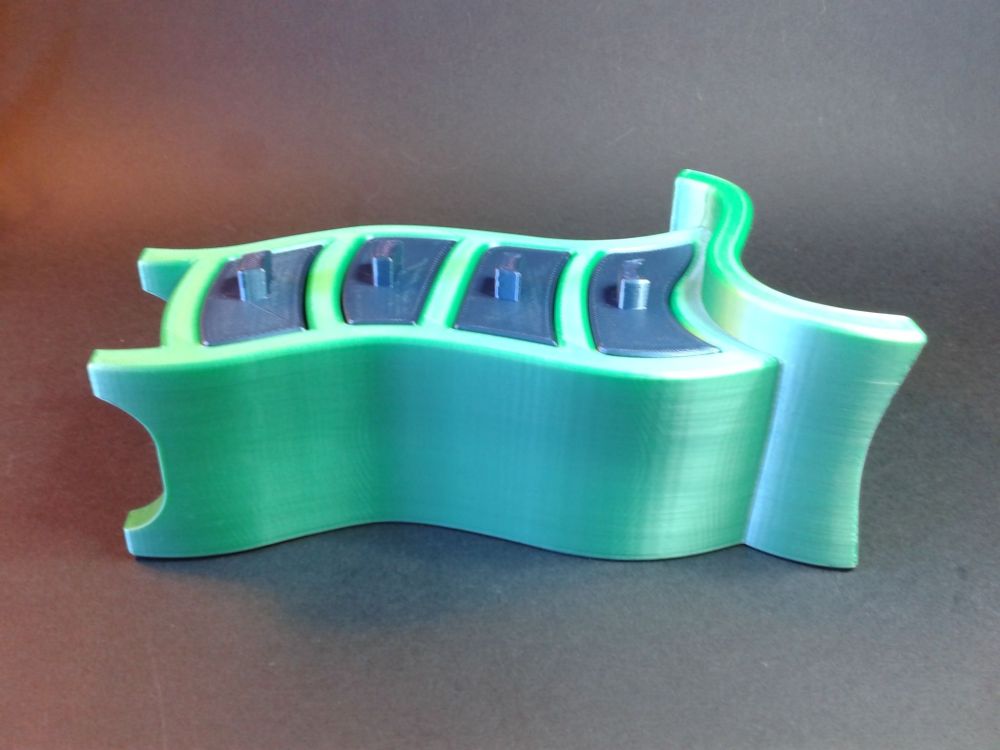
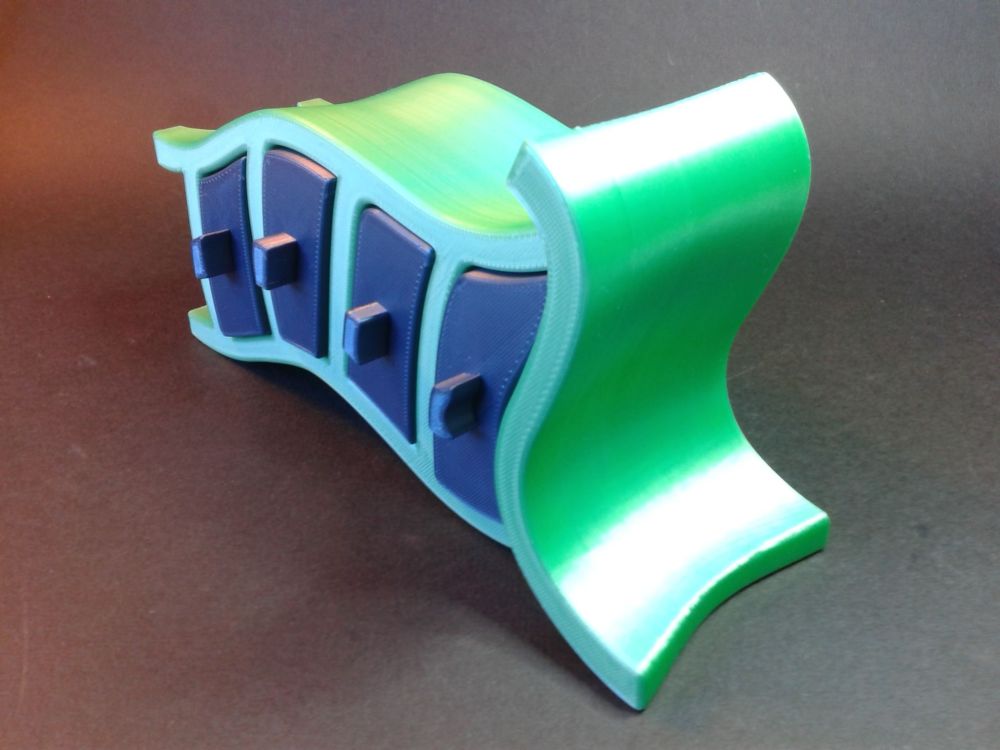
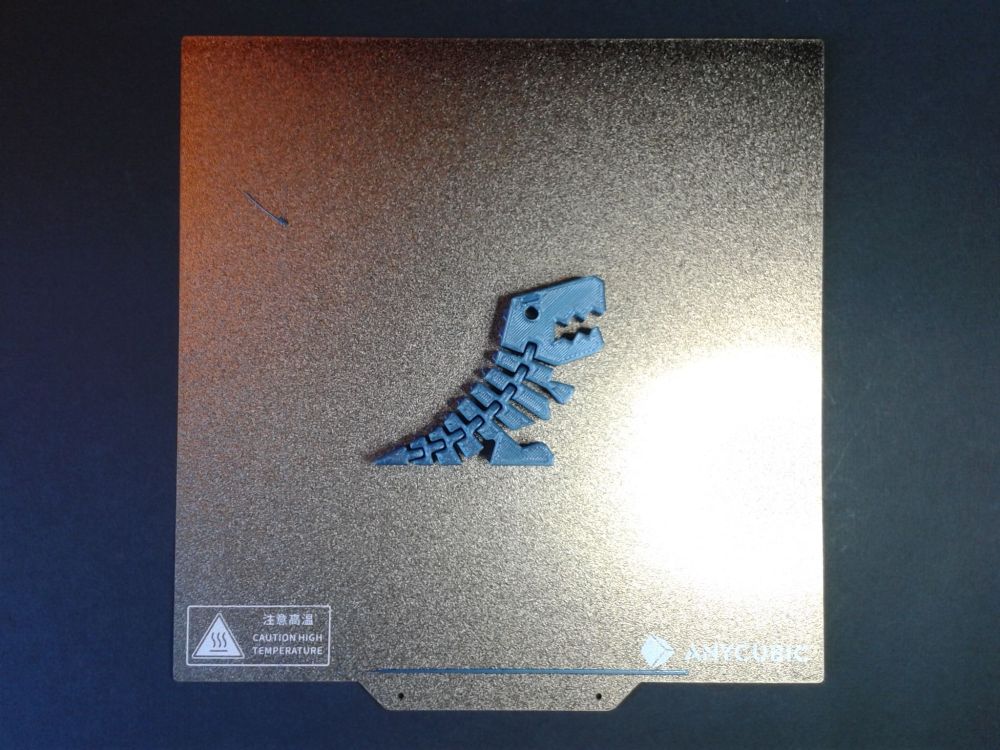
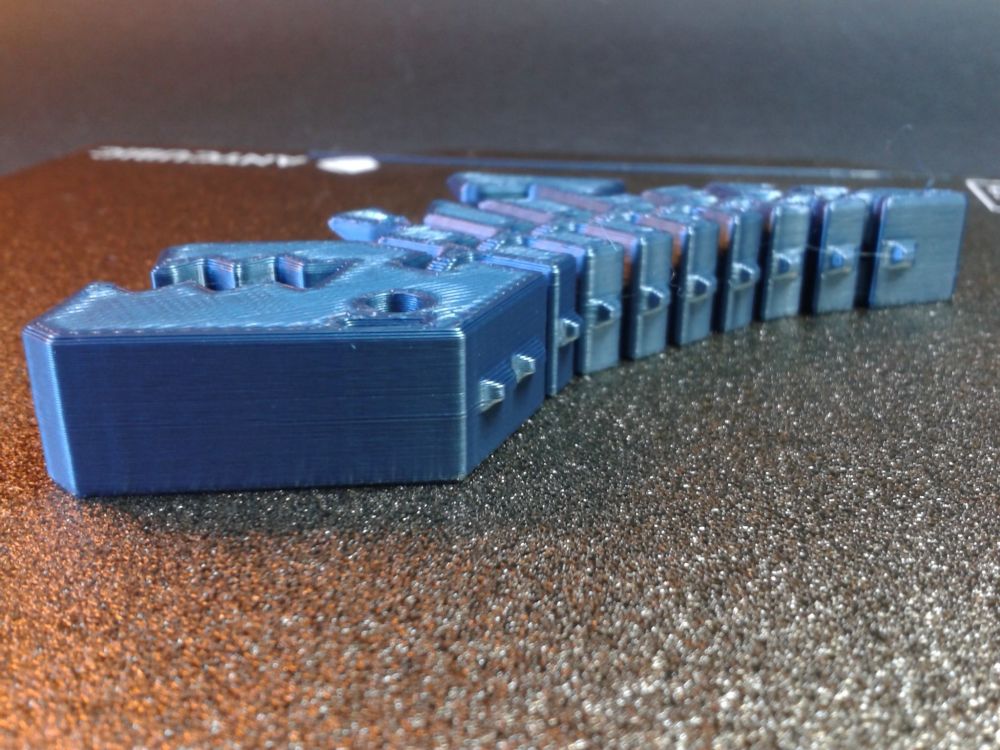
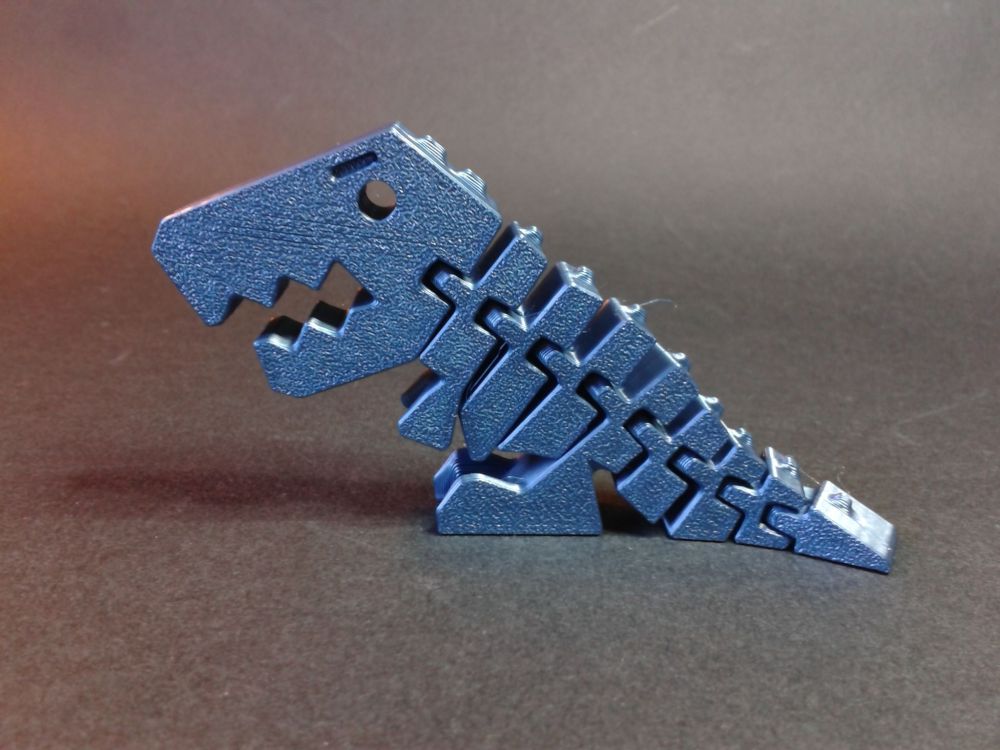
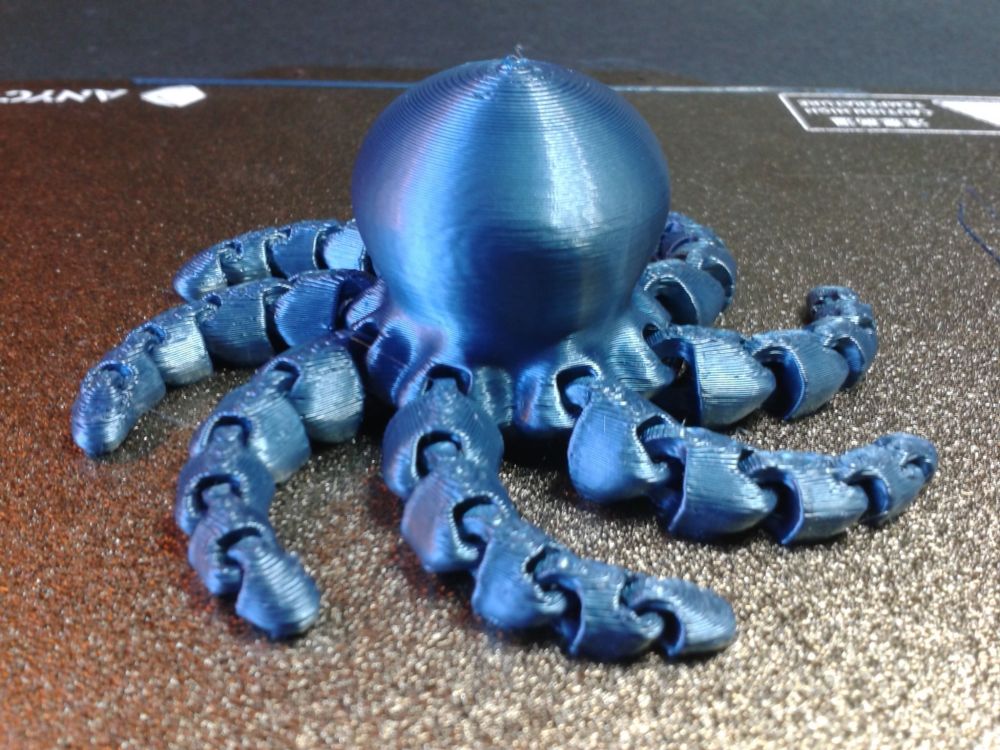
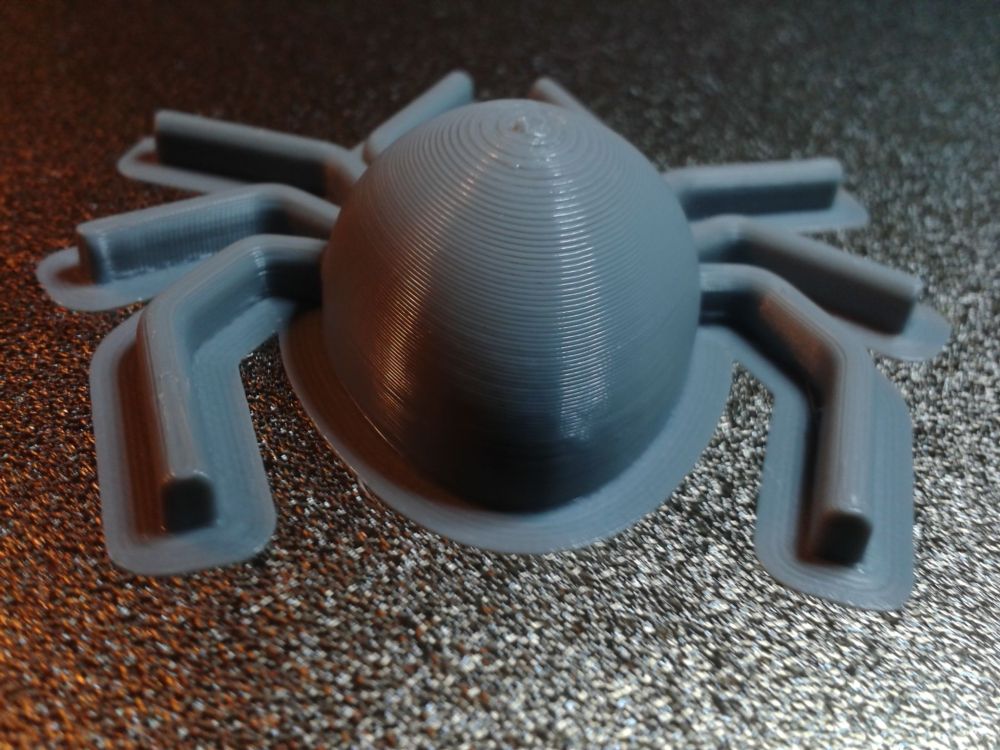
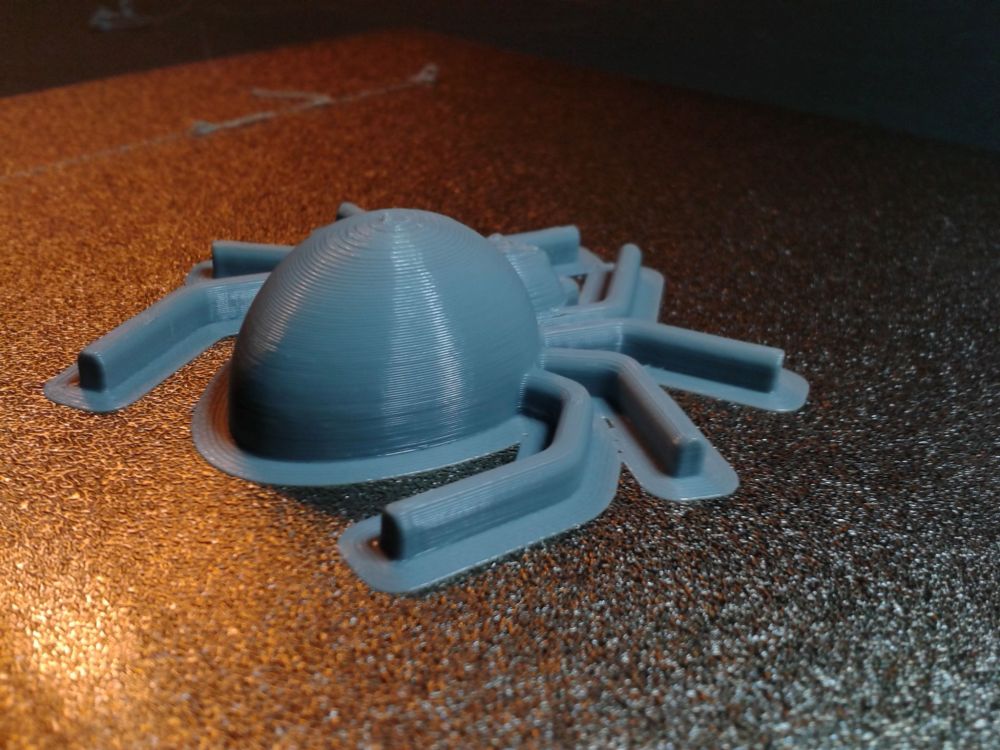
Autres impressions (Acte 2) Wonkey Chest of Drawers by francfalco - Thingiverse https://www.thingiverse.com/thing:1293330 AnycubicSlicer v1.1.5 (Windows) Filament Anycubic PLA @KOBRA2 PRO (buse 215°C, plateau 60°C) Print Settings 0.20mm QUALITY @KOBRA2 PRO (Brim décoché) Wonky_chest.stl PLA Silk Vert ArianePlast Wonky_drawers_2_v2.stl Anycubic PLA-Silk Metal Blue Flexi Rex with stronger links by DrLex - Thingiverse https://www.thingiverse.com/thing:2738211 AnycubicSlicer v1.1.5 (Windows) Filament Anycubic PLA @KOBRA2 PRO (buse 215°C, plateau 60°C) Print Settings 0.20mm QUALITY @KOBRA2 PRO (Brim décoché) Flexi-Rex-improved.stl Anycubic PLA-Silk Metal Blue Cute Mini Octopus McGybeer https://www.crealitycloud.com/model-detail/620b65286795ab36aaa1d8e9 AnycubicSlicer v1.1.5 (Windows) Filament Anycubic PLA @KOBRA2 PRO (buse 215°C, plateau 60°C) Print Settings 0.20mm QUALITY @KOBRA2 PRO (Brim décoché) Octopus_spiral_sup_v5.7.stl Anycubic PLA-Silk Metal Blue Après avoir pris le temps de délicatement "travailler" chaque articulation pour les rendre plus "souple" (J'en conclus que je suis en légère sur-extrusion pour ce filament)


















 1 point
1 point -
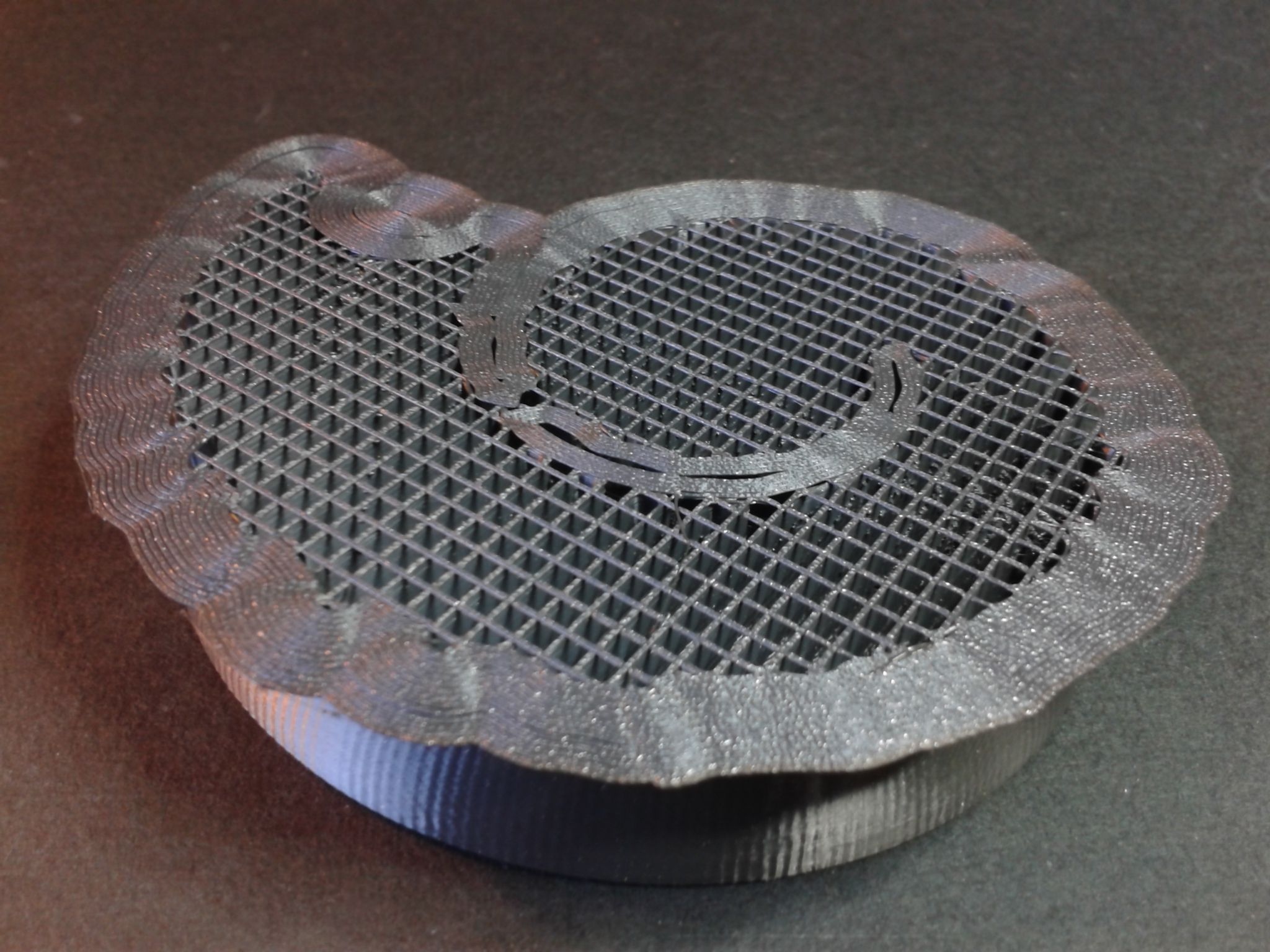
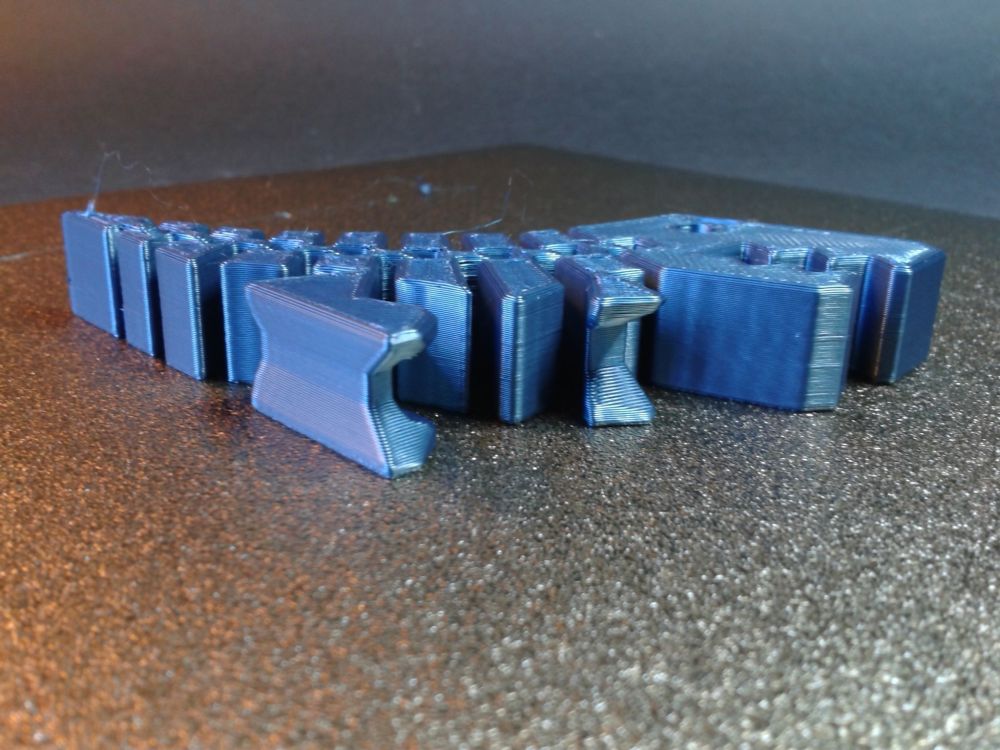
La tige à l'intérieur doit provoquer un effort de cisaillement (flèches noires) dans le plan ou ta pièce est la plus faible : plans entre deux couches d'impression. Le mieux serait d'incliner la pièce (a 45 ou même 90°) afin d'améliorer la résistance. Par contre cela exigera des supports.
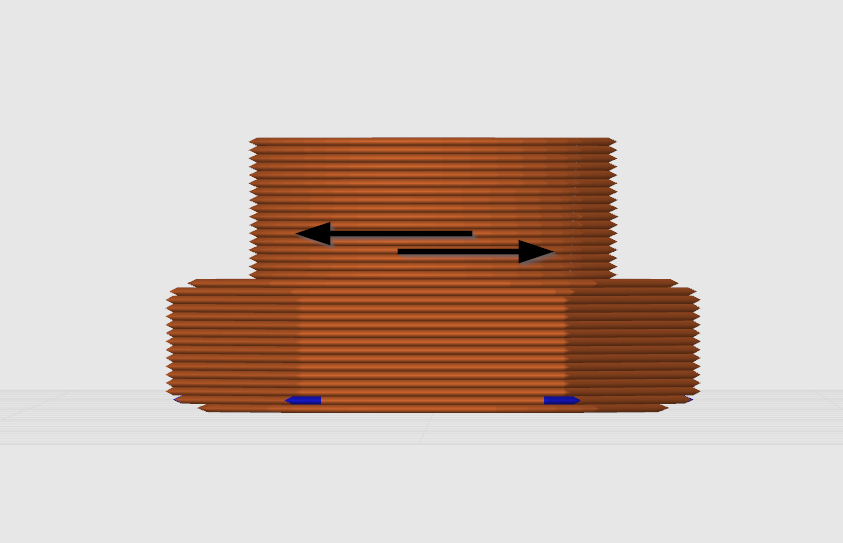
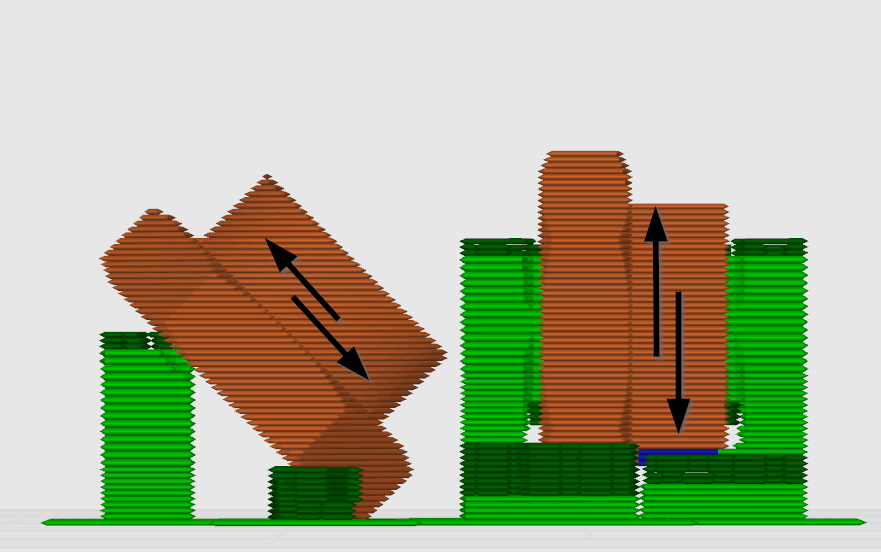 1 point
1 point -
Salut Non pas de decheterie. Vérifies le firm (la bonne déclaration types des sondes) ou sinon prends un firm de MrMagounet. (en fonction de ta conf) il doit sûrement avoir cela. Si OK reflash. Tu PID. Et retest, au pire tu met une Web am en mode enregistrement ou un caméscope pour surveiller les températures. Le relais c'est ce qu'il y a de moins cher, ensuite si cela continue remplacé le bed. Bon courage. A+ Aldo1 point
-
j'aurais plutôt vu ça :1 point
-
Je vois dans cette animation que les Shadoks étaient en avance sur leur époque. Le Prusa en orange pompe et le Bambu-Lab en jaune pompe également (le fameux Péril Jaune de la fin du XIX siècle, une prédiction qui est devenue réalité).1 point
-
Bambu a pompé sur Prusa et Prusa avait pompé sur un logiciel existant donc tout le monde pompe, Prusa comme les autres. Je ne suis pas d'accord avec toi pour le prototypage, nous réalisons des pièces dans plein de matériaux pour s'approcher des caractéristiques de la matière finale afin de réaliser de nombreux tests. Le PLA c'est uniquement pour l'aspect, l'encombrement et la montabilité.1 point
-
ben, c'est la configuration du firmware . tu appuies sur la touche espace de ton clavier pour cocher la 1ère ligne "enable extra... " tu appuies sur la touche "flèche vers le bas" puis "Entrée" pour sélectionner le "Micro-controller Architecture": STMicroelectronics STM32 tu appuies sur la touche "flèche vers le bas" puis "Entrée" pour sélectionner STM32F407 ... ainsi de suite jusqu'à la fin, comme dans la vidéo. PS: c'est marrant, j'aurai plutôt choisi cette illustration
 1 point
1 point -
@Kachidoki La copie écran du début de ce sujet date de 2021 => vieil article La copie intégrale, pour laquelle je me pose des questions sur la «légalité» , de @electroremy correspond à un des derniers magazine (là où on peut voir une MK4) Les makers cités au début sont facilement reconnaissables pour ceux fréquentant ce forum. Dans l'article, le journaliste n'a pas utilisé leurs pseudos ici mais leur patronyme (pas très difficile de faire le rapprochement) .1 point
-
t'es sur que c'est pas l'essai de scan du chat1 point
-
Cool J'attend avec impatience le scan 3D de ton chat (si tu en a un ) car il me semble que c'est un truc presque impossible a faire (sauf peut-être avec un chat empaillé, mais ne pas empailler ton chat pour cela )1 point
-
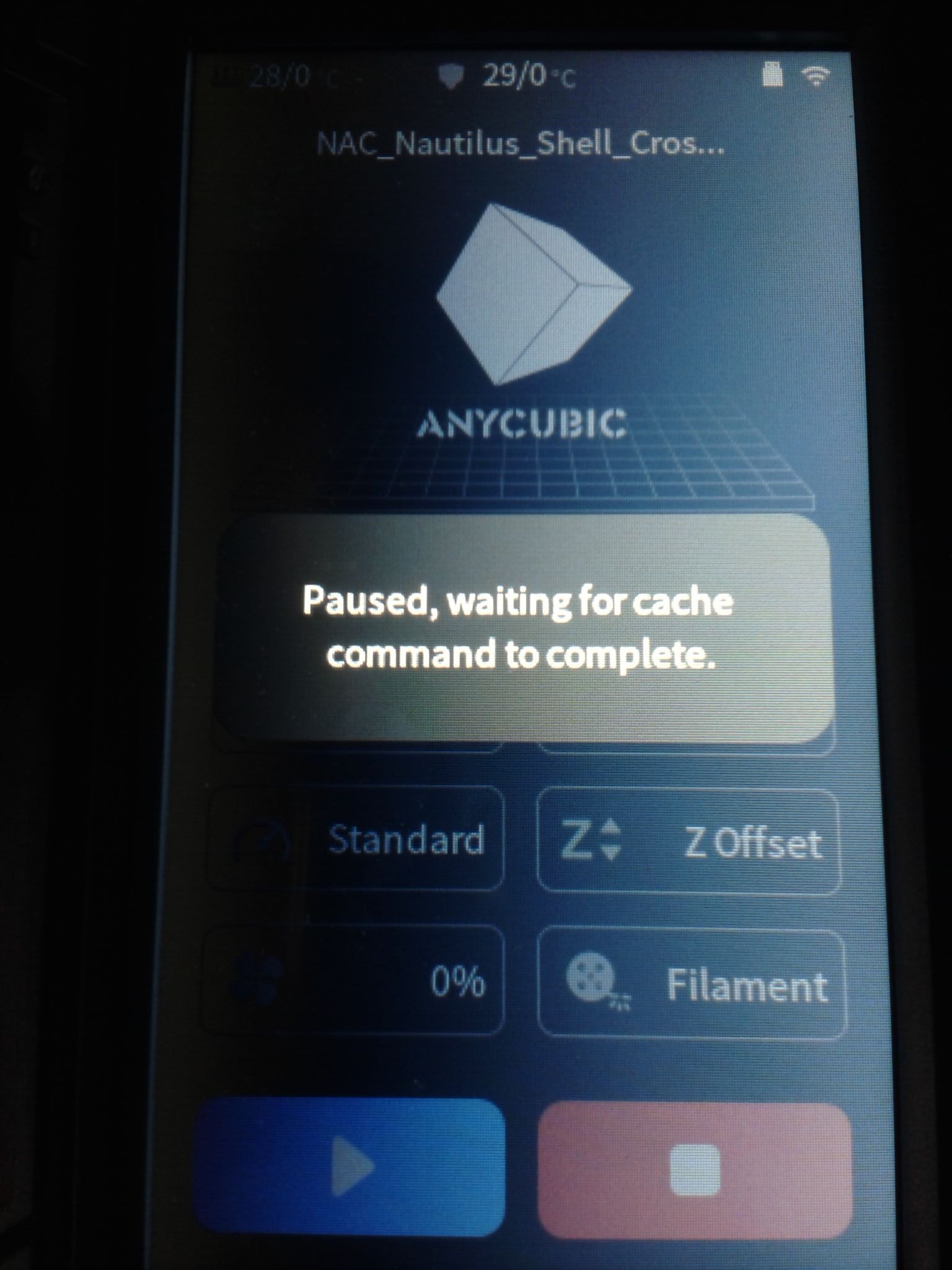
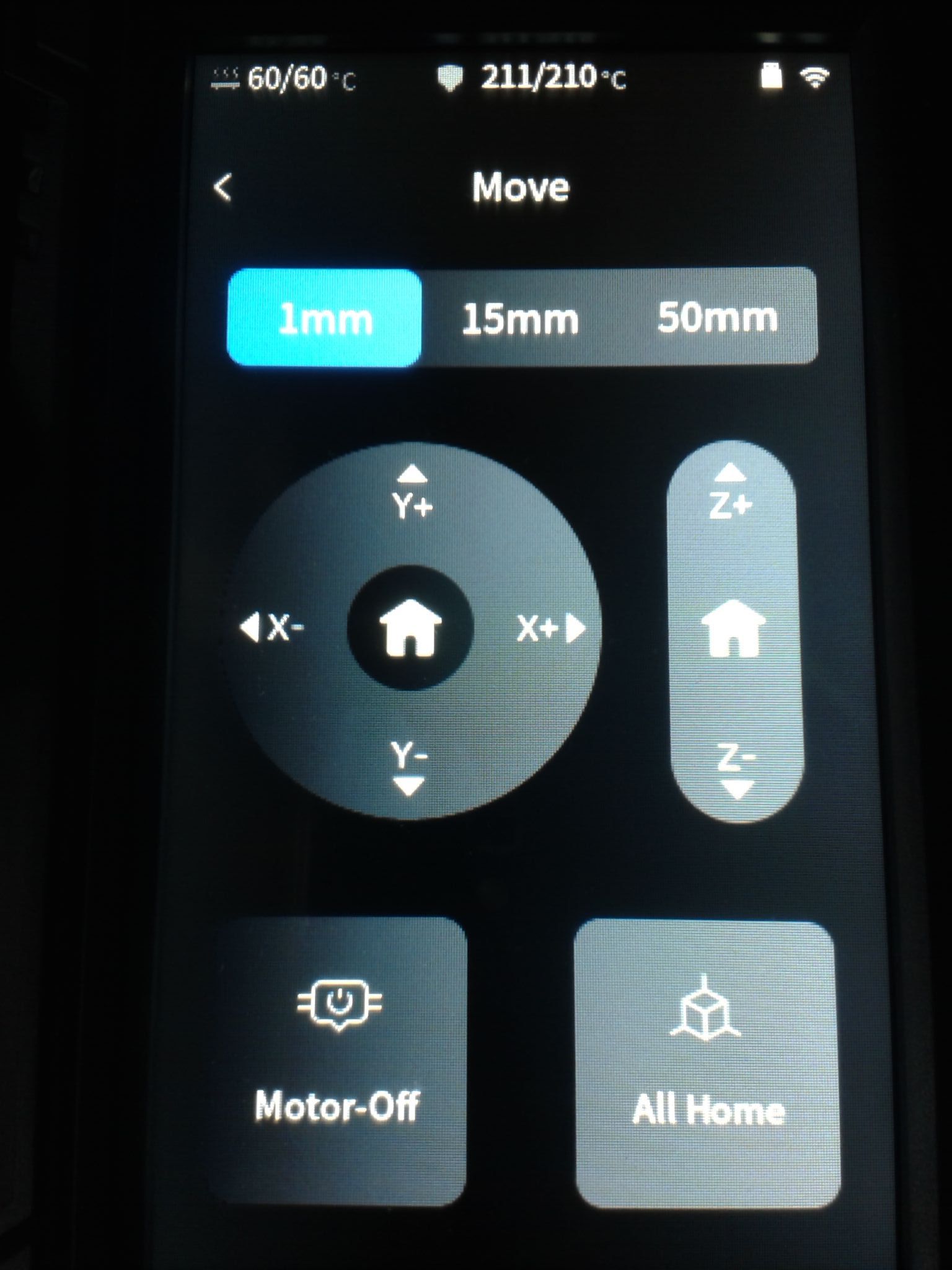
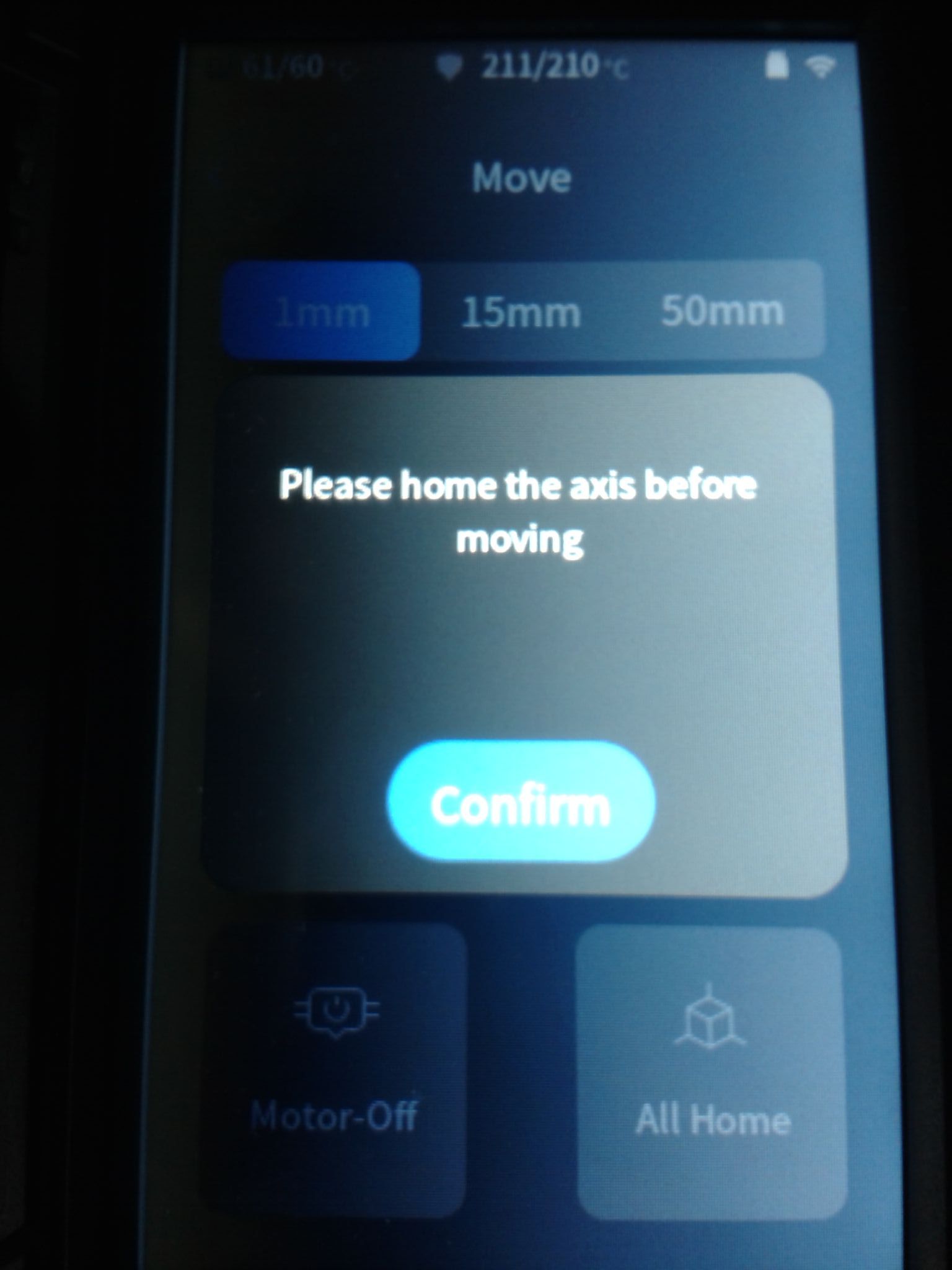
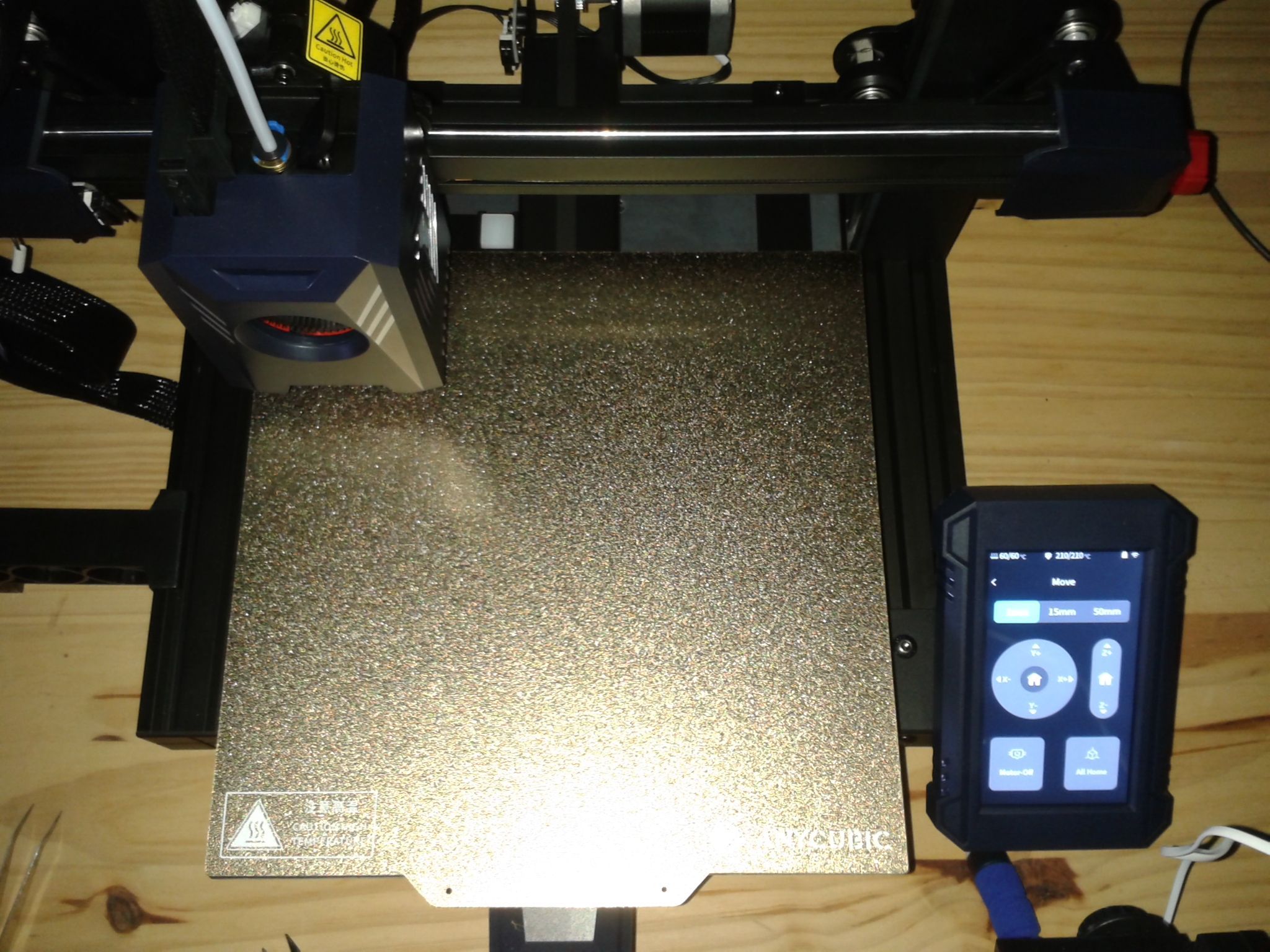
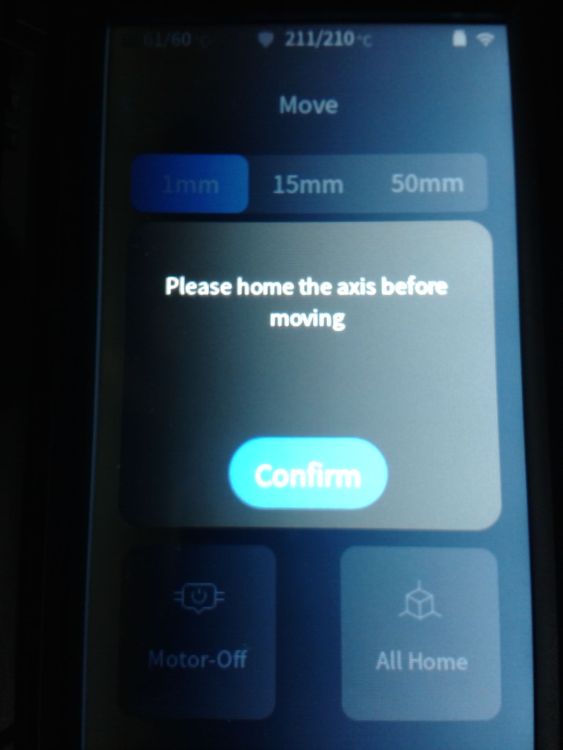
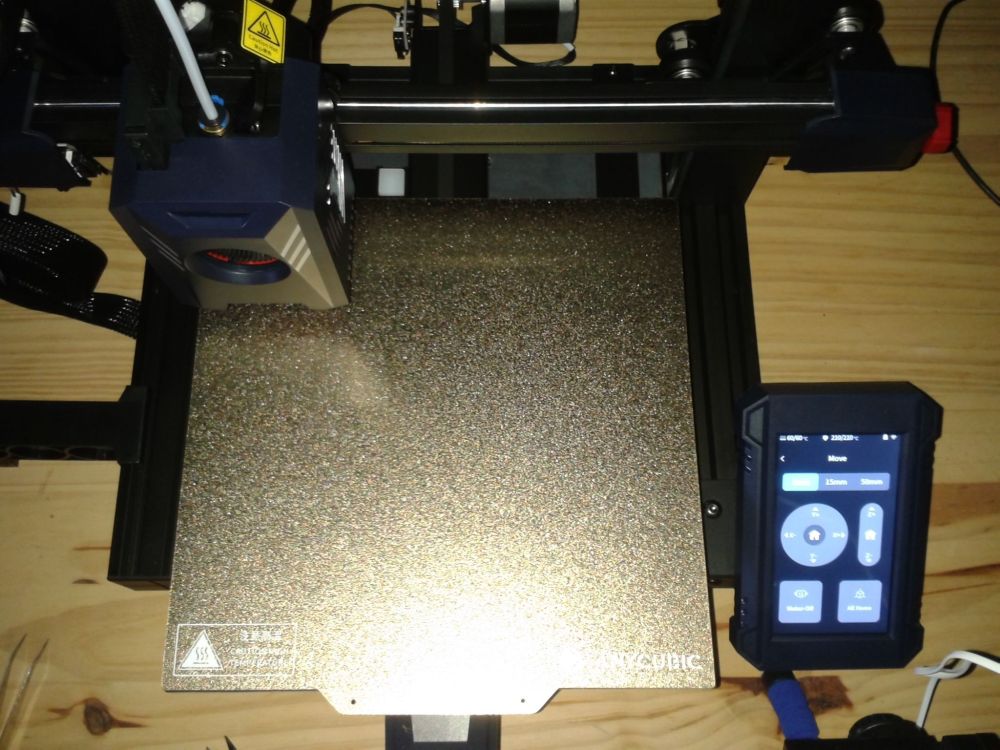
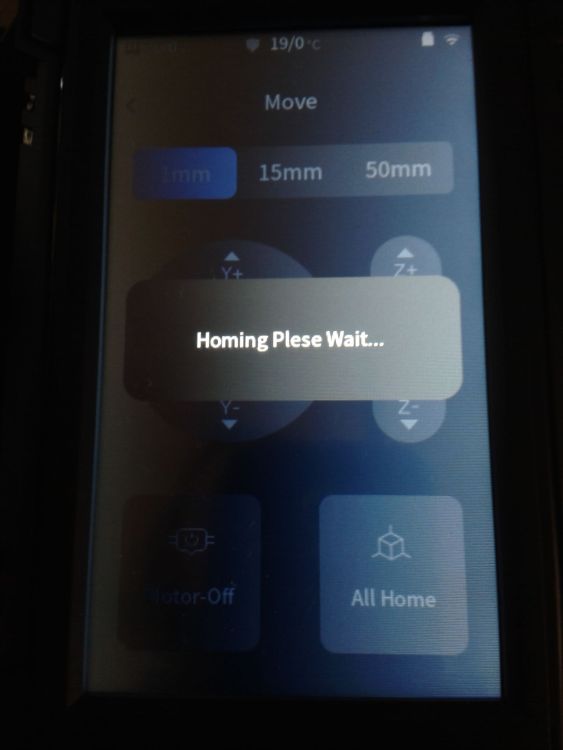
Après plusieurs impression sans difficultés et avec de bon résultats ... Je viens de retrouver la machine inactive / gelé en milieu d'une impression ( les températures cibles à 0, les ventilations sont arrêtées car les températures en dessous du seuil de leurs déclenchement. la buse ne bouge plus, mais a eu le temps de suinter sur le point où elle s'est arrêté, pas de message d'erreur, on peut toujours interagir avec l’écran comme faire "pause" mais cela dit qu'il faut attendre que la fille des commandes se vide ..., et si l'on coupe l'alimentation, puis remise sous tension, pas de proposition de reprise ... et forcement pour enlever l'impression incomplète du plateau, histoire de ne pas faciliter la chose pour un débutant (qui n'aurais pas forcement l'idée de mettre en chauffe, attendre que la buse soit a température, puis éteindre la machine pour déplacer a la main le plateau et l'axe Z en pincent et tirant la courroie de synchronisation Z,) un déplacement Z+ demande obligatoirement de faire un "Home All" avant ... ( cela pourrait être problématique sur d'autre bug ou échec d'impression ... car le "Home Z" ce fait en principe grace au capteur inductif Levi Q, sur une zone en haut a gauche du plateau ... La photo suivante, illustre la positon de la tête d'impression après un "Home All" ) ) çà ressemble vaguement a un gèle d'une impression depuis une clé USB de mauvaise qualité, mais sur cette machine le fichier d'impression est copié dans la mémoire interne avant d’être imprimé ... ou alors c'est une déco klipper mais comme j'ai aucune interface pour avoir des infos impossible de savoir. ( En même temps pour cette impression ( https://www.thingiverse.com/thing:6220555 ) j'avais désactivé de le plugin ArcWelder ce qui pourrait expliquer que j'ai fait chauffer la bestiole avec des enchaînement de lecture/interprétation de suite de commande g-code et d'envoie de pleins d'instructions de petit déplacements ... ) De plus, déception pour moi , les g-code "M600" et "M300" semblent tout simplement ignorés ... et pas moyen de savoir si on pourra ajouter les macros un jours ou non pour le moment...

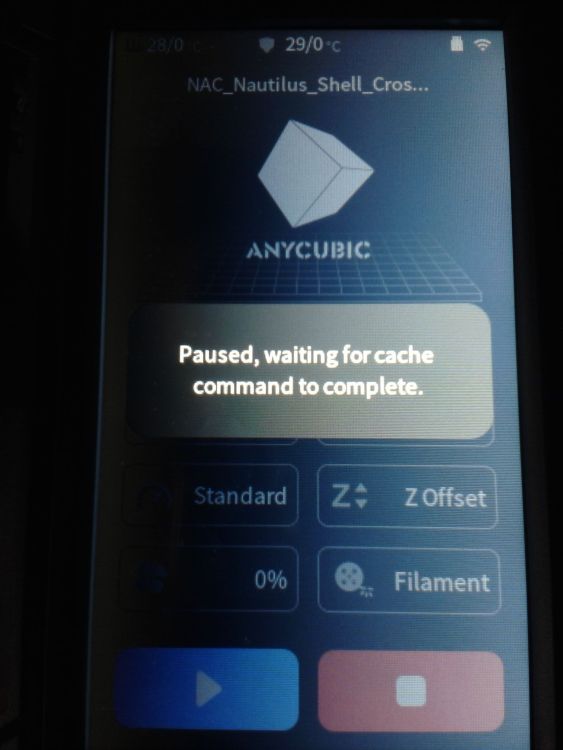
 1 point
1 point -
Salutation ! @fran6p Si le firmware de la "Kobra 2 Pro" est bien un Klipper (je n'ai encore aucune certitude, car aucun accès (seul le port 8888 ouvert mais ne répond pas a une requête http ou ssh) de plus App d'Anycubic est incompatible avec mon smartphone actuel ), pourrais tu me dire, si il me faut retenter avec seulement des "M600" au lieu de "M600 Z15" ou les macro Klipper quand elles sont là pour M600 acceptent aussi les paramètres pour un M600. Cf Merci.1 point
-
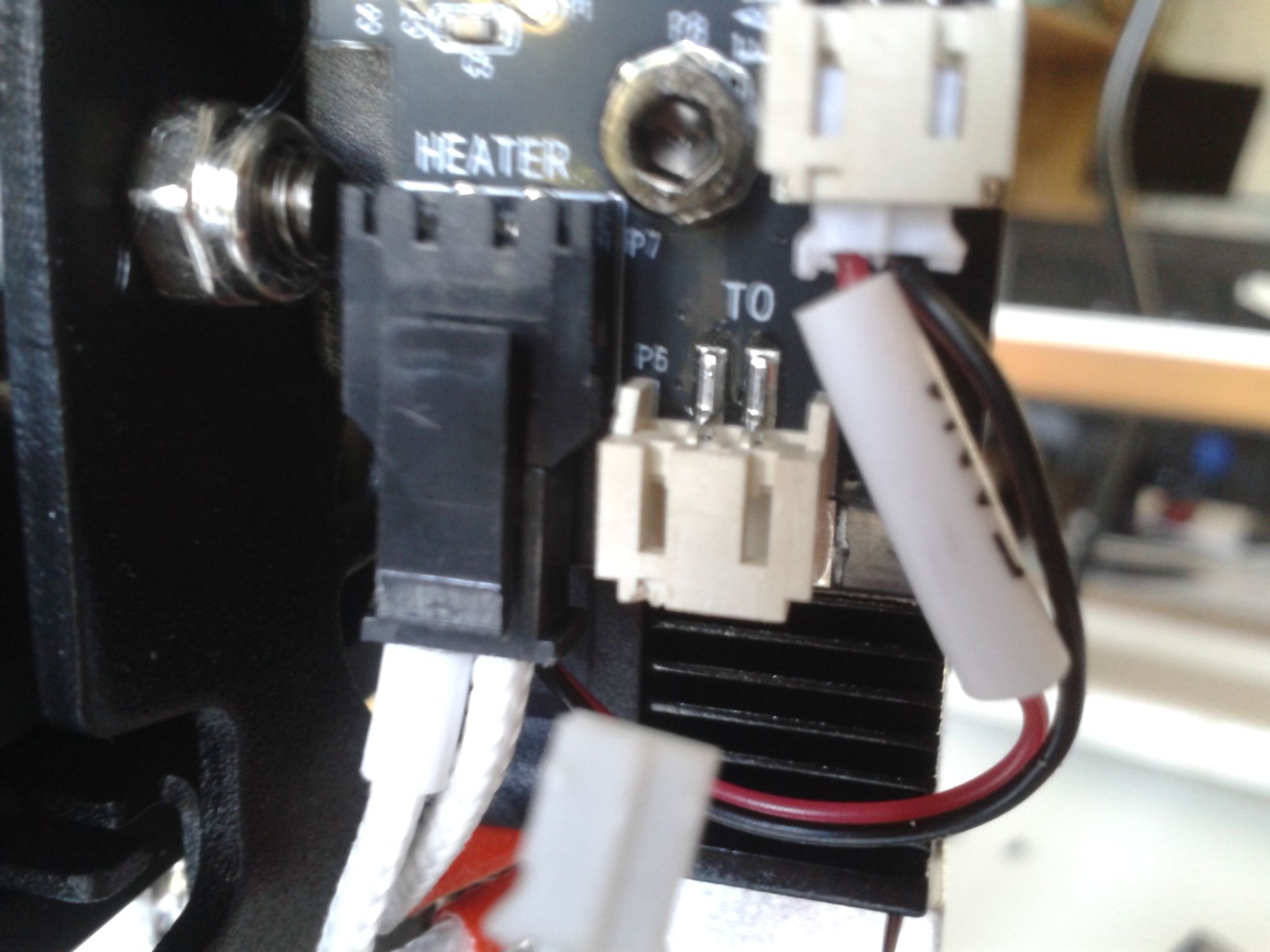
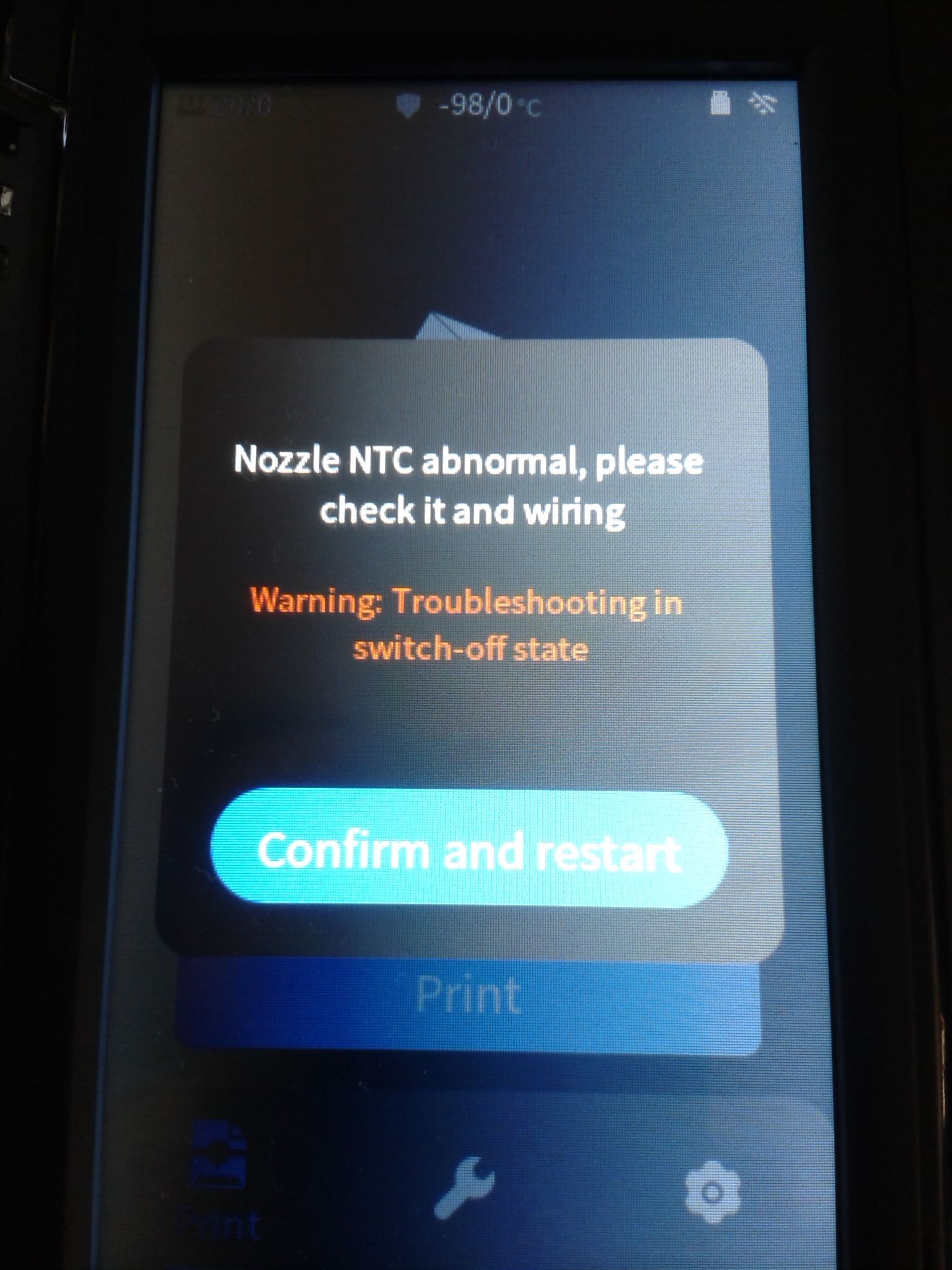
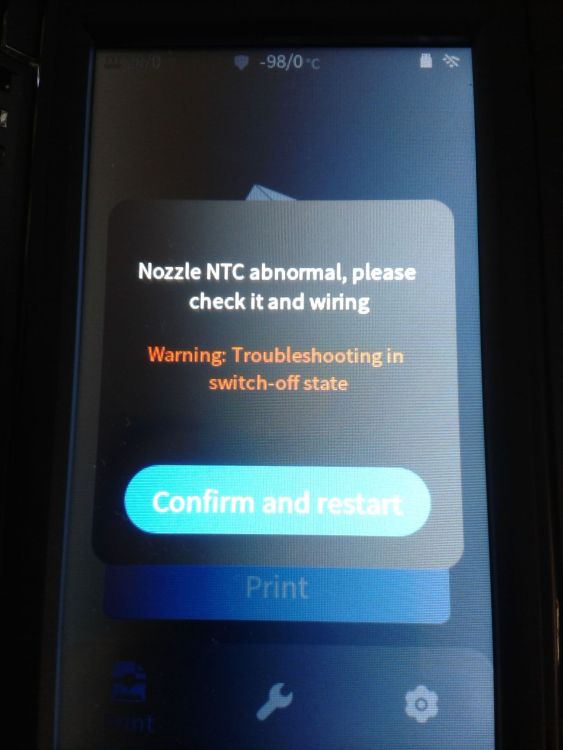
Remarques et difficultés rencontrées. Pour le moment rien de critique à signaler. Tout semble fonctionner correctement ( test en cours ) et cela imprime rapidement. Il semble (et je ne serait pas le seul) que pour certain d'objet "difficile" avec beaucoup de courbes et de rétractions (donc beaucoup de suite d'instructions g-code pour au final de petit déplacements) le firmware plante. ( Surchauffe et plantage du MCU ? défaut de refroidissent du contrôleur de moteur pas a pas de l'extrudeur ? autre ? ) Imprimante rapide veut dire, fortes accélérations des mouvements de la tête et du plateau, donc beaucoup de vibrations et de secousses. Il faut placer l'imprimante sur une table bien robuste ou a même le sol, pour éviter des effets de résonances qui pourraient impacter les résultats d'impression. ( Sans oublier de refaire la détection des résonances si l'on place l'imprimante sur un autre support/table/meuble/sol ) Et pour imprimer des objets haut et fin (imaginons la tige d'une rose imprimée a la verticale), forcement il faut réduire les vitesses d'impression. Car si l'objet en cours d'impression est structurellement flexible, forcement a haute vitesse plus l'objet devient haut, plus il risquera d'osciller sur les mouvements du plateau, et alors, les dernières couches imprimées ne seront pas de bonne qualité. Les codes sources maison adaptés par Anycubic du firmware Klipper sur cette machine ne semble pas encore disponible. ( Je ne sais pas si Anycubic pense ou non les rendre public pour le moment ) Comme je débute avec Klipper, je ne sais pas encore si il est ou non possible (ni comment. connexion série USB ? connexion ssh ou service web via Wi-Fi ? autre méthode ? ) sur cette machine, d'accéder et/ou de modifier les fichiers de configuration Klipper comme le fichier "printer.cfg". Sujet en cours de réalisation. Il sera mis a jour et complété prochainement. Pour compléter mon test, dans ce qui suit, je cherche a déclencher des message d'erreur du firmware. Si l'on déconnecte la thermistance de la tête Alors a l’allumage l'on obtient l’erreur "Nozzle NTC abnormal, please check it and wiring" Si l'on déconnecte le capteur inductif "Levi Q", aucun message d'erreur au démarrage, il y aura collision du nez de la buse avec le plateau lors d'un "Home Z" ou "All Home" et ( a vérifier ?) éventuellement après collision et forçage du moteur Z, il y aura peut être un message d’échec du Home Z. Mais j'ai éteins la machine avant la collision entre le nez de la buse et le plateau.
 1 point
1 point -
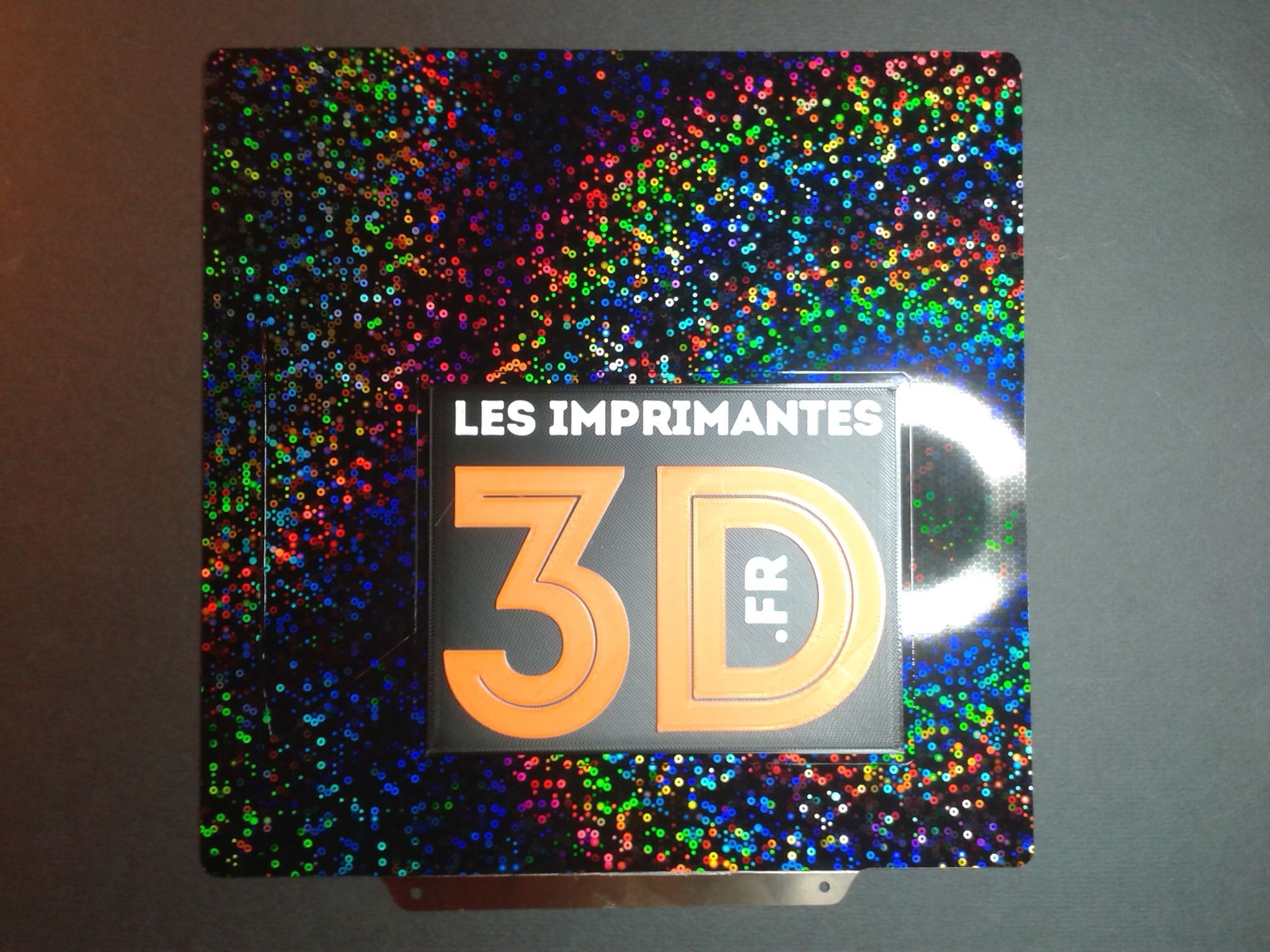
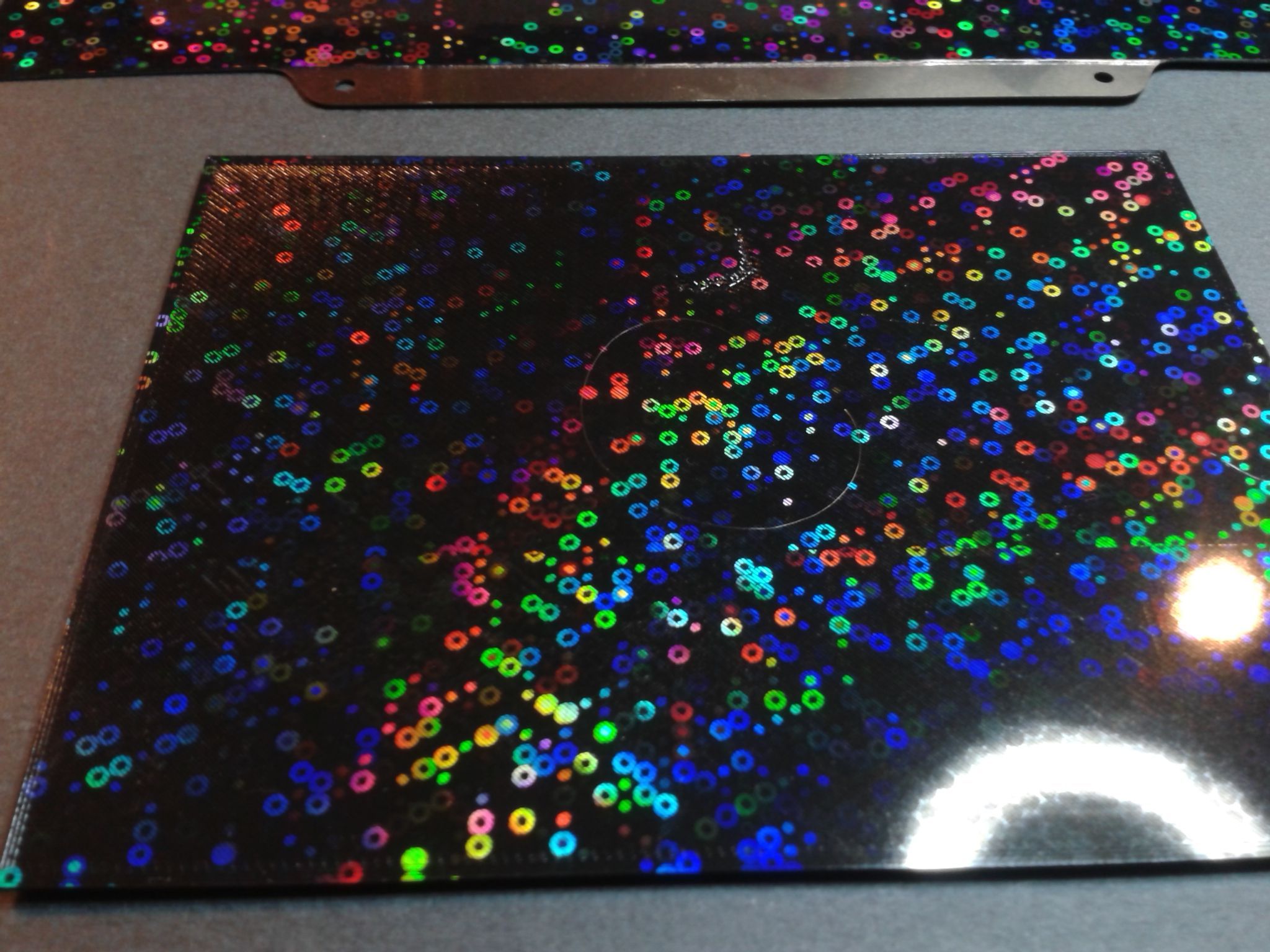
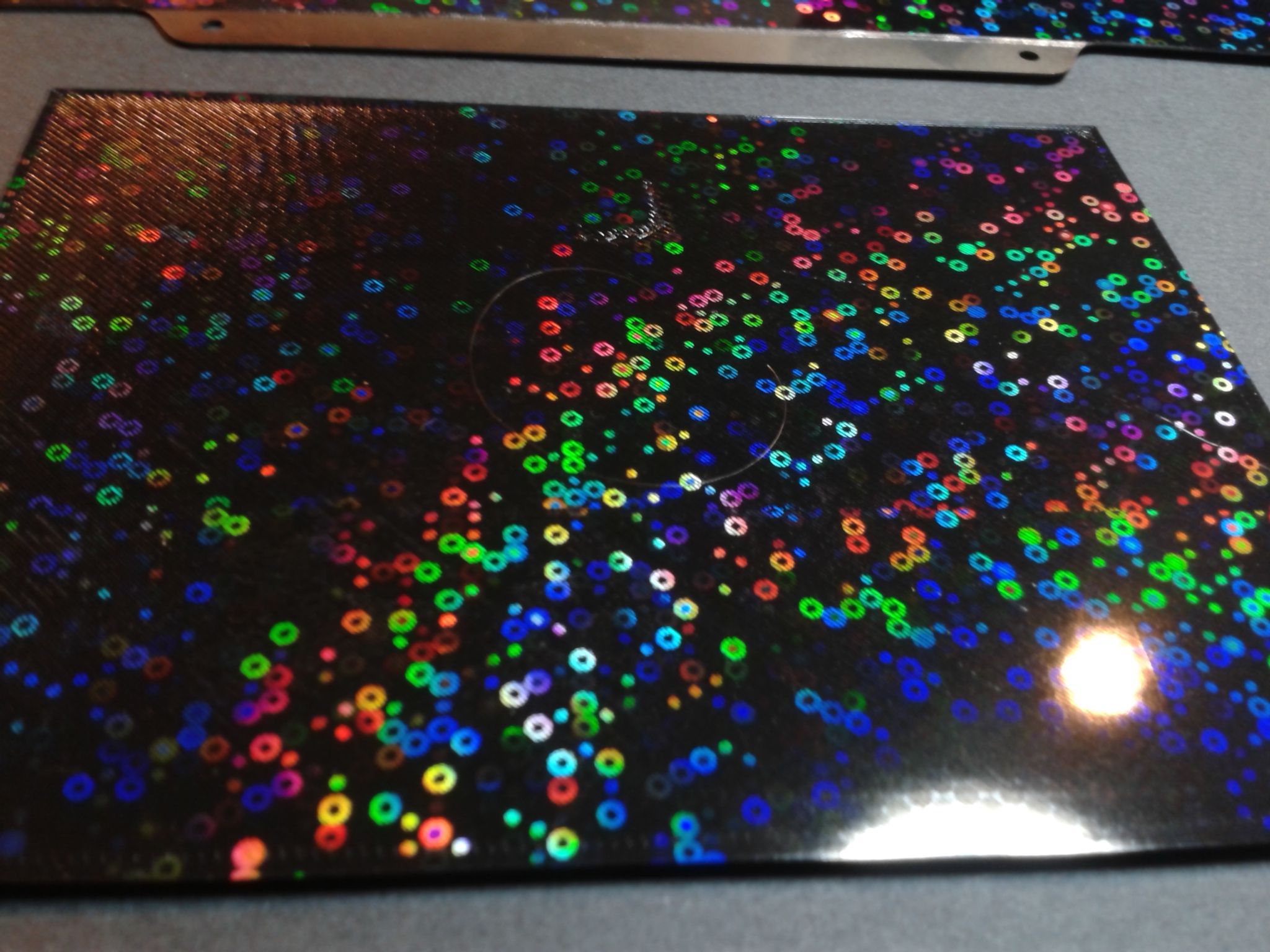
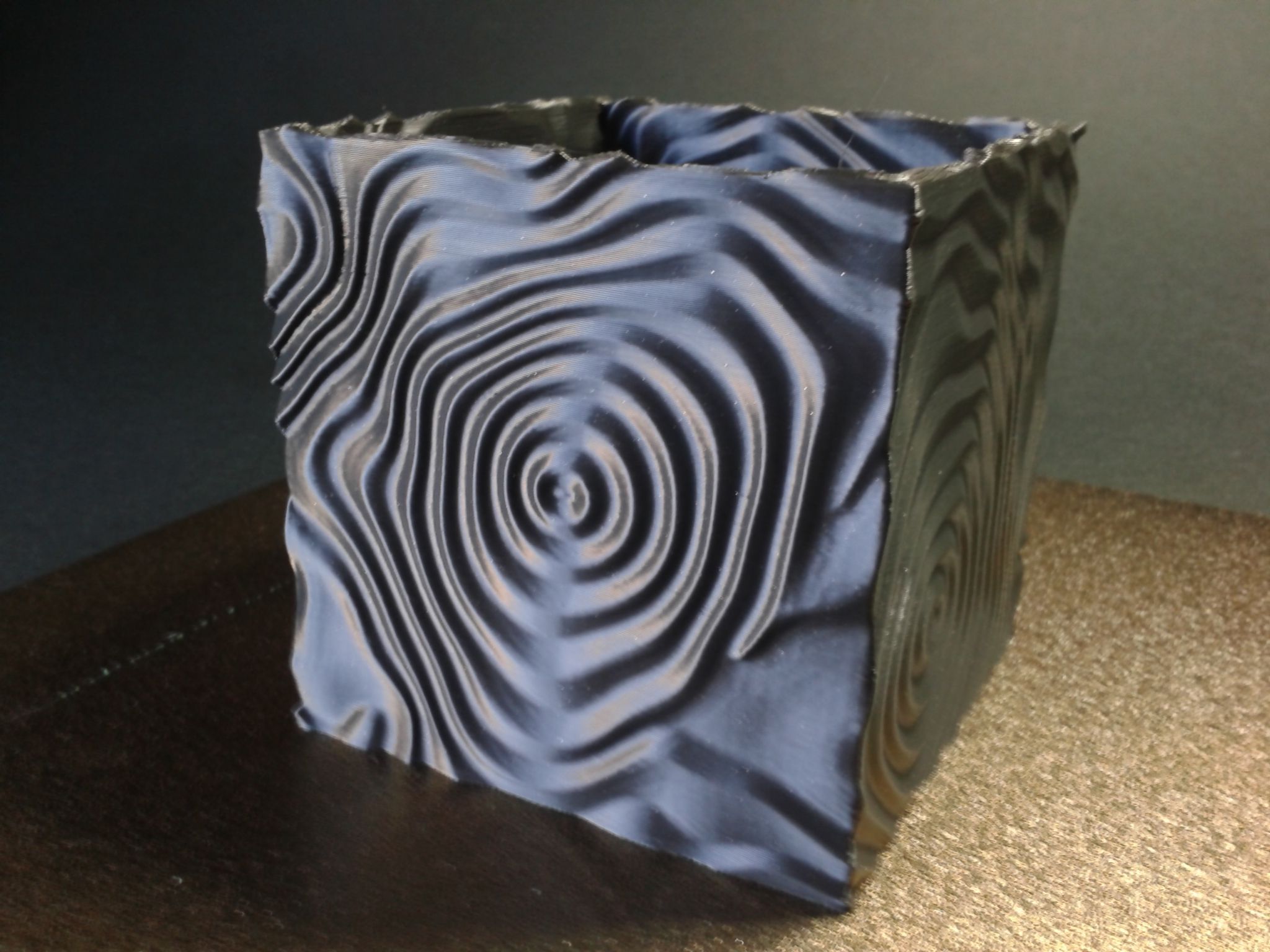
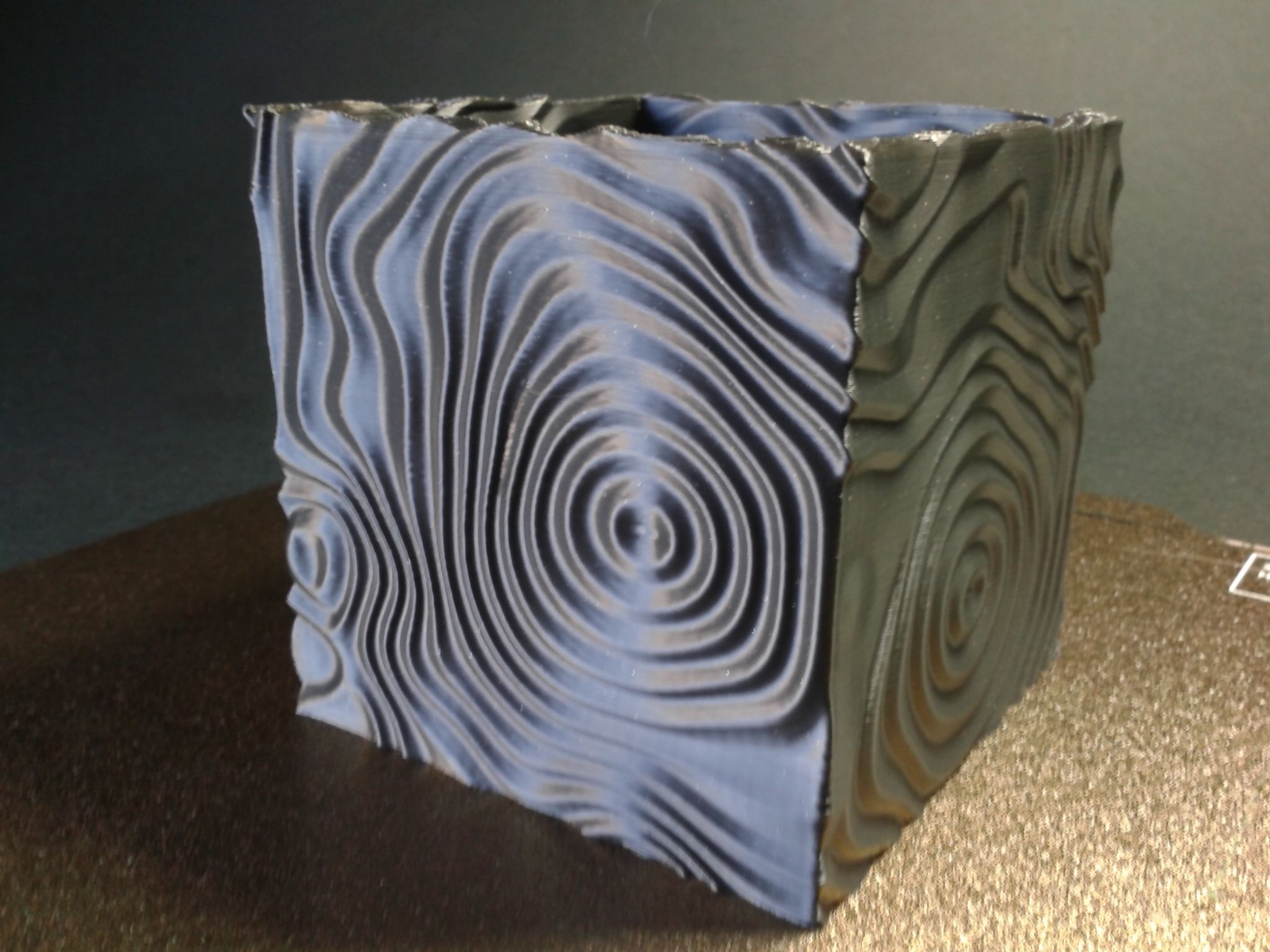
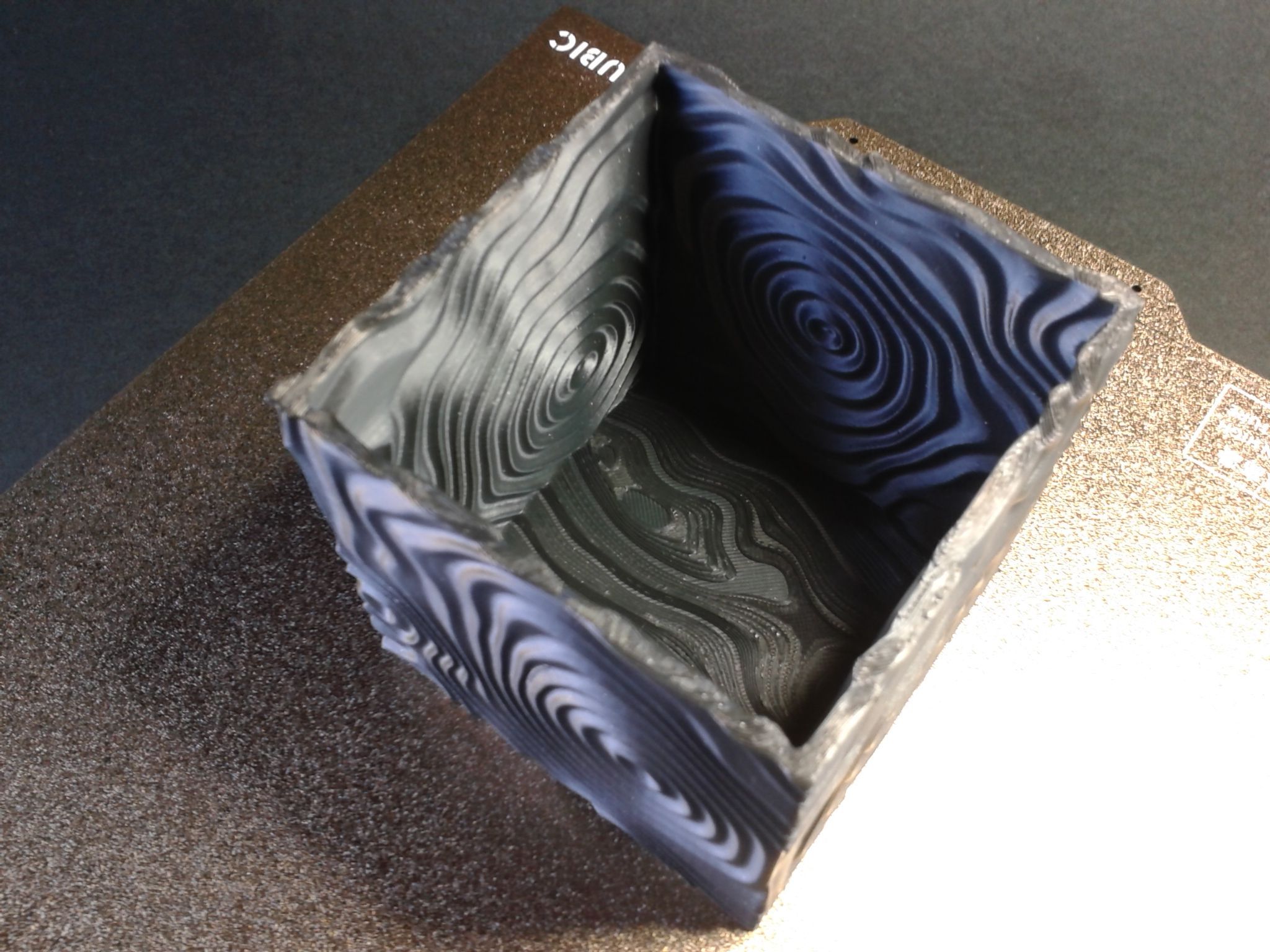
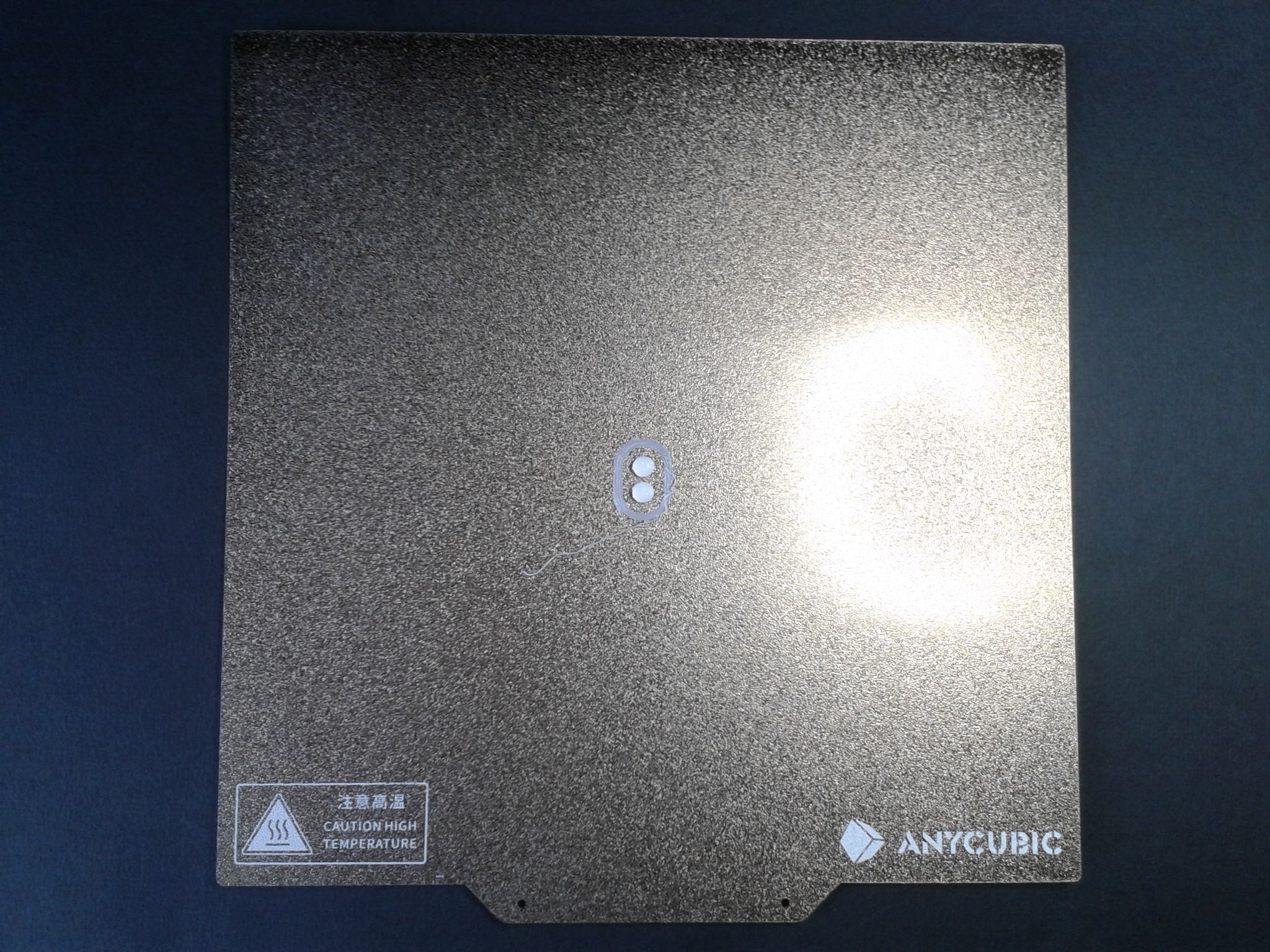
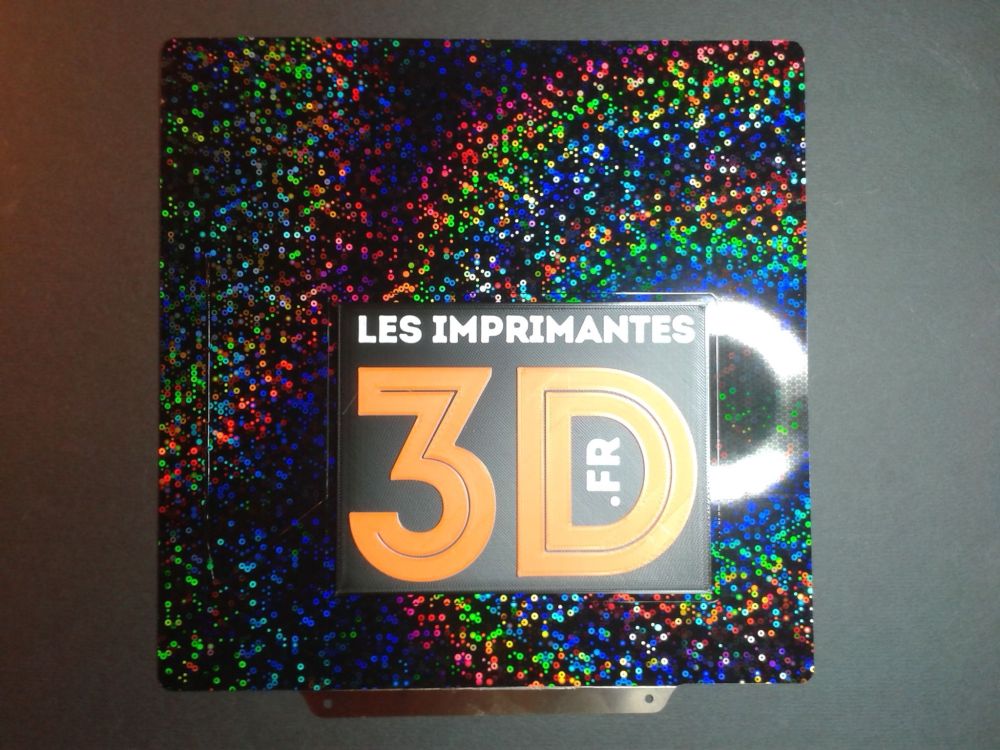
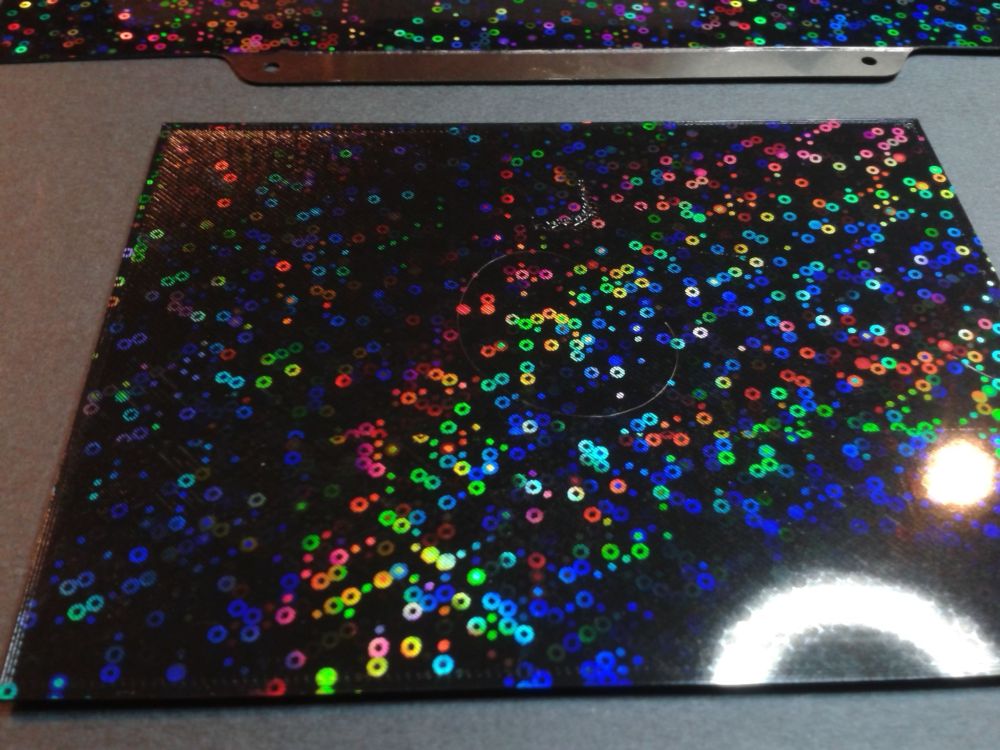
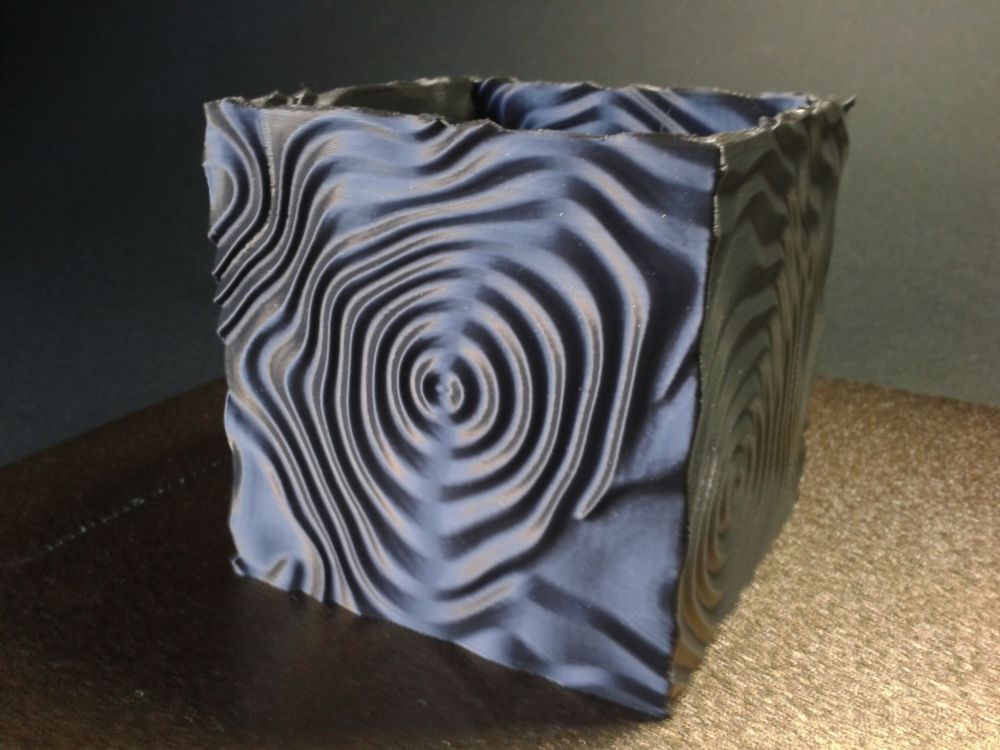
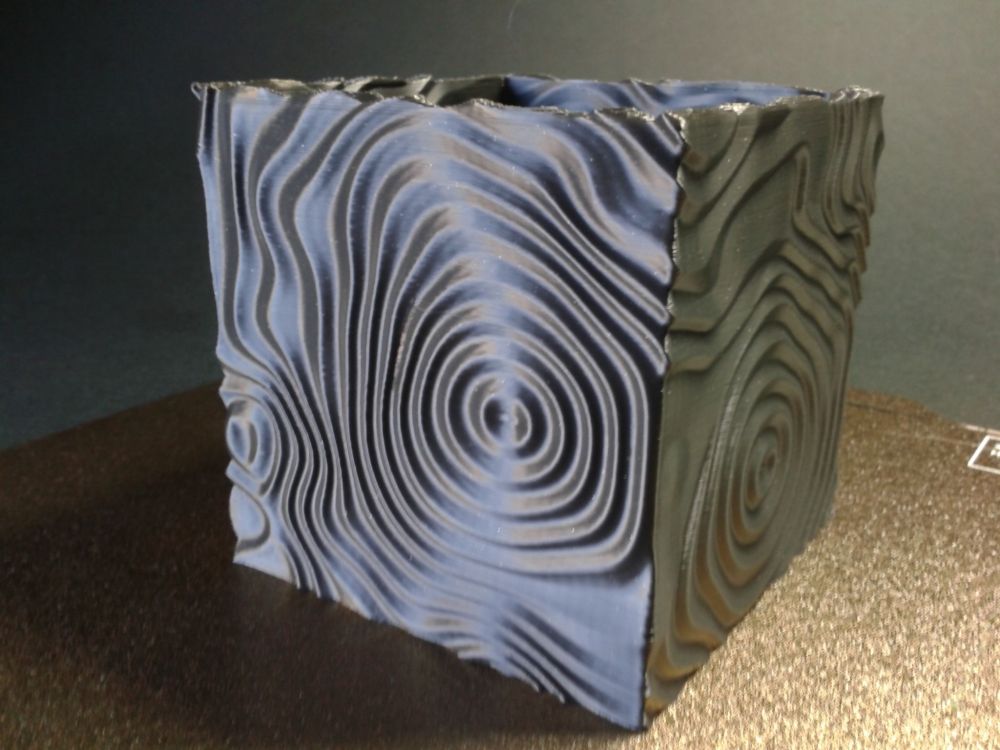
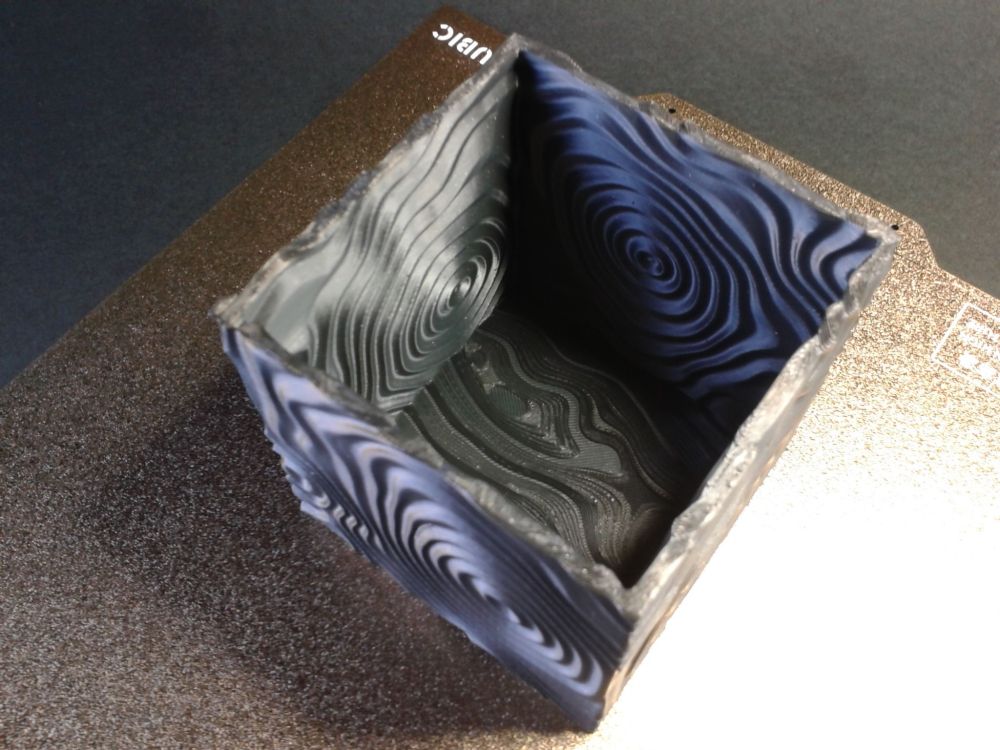
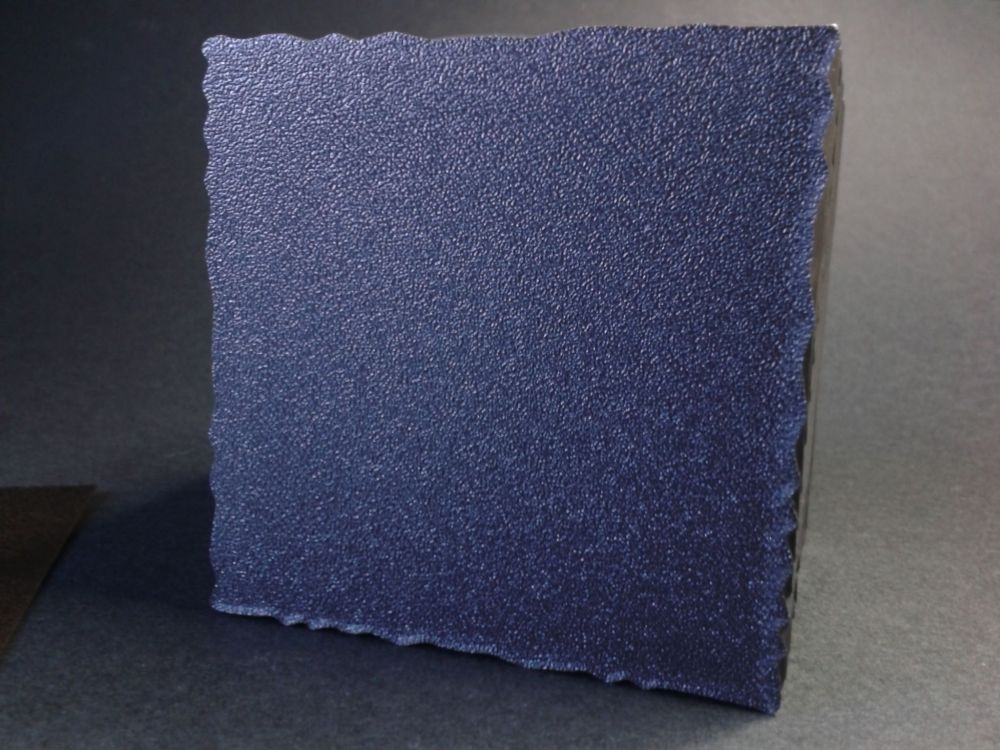
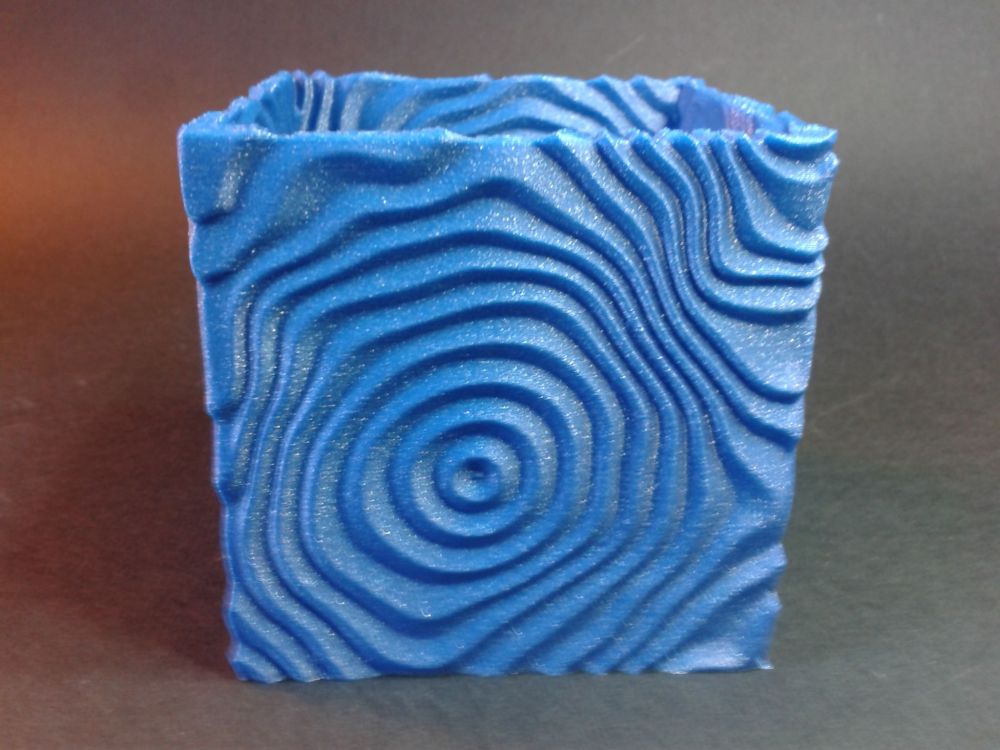
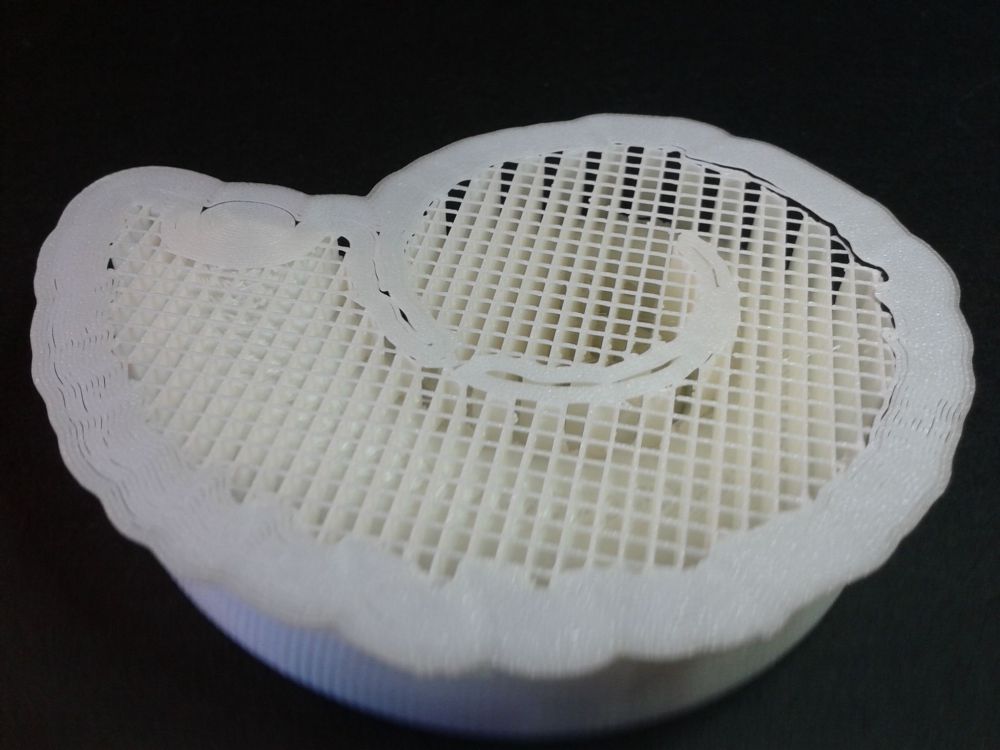
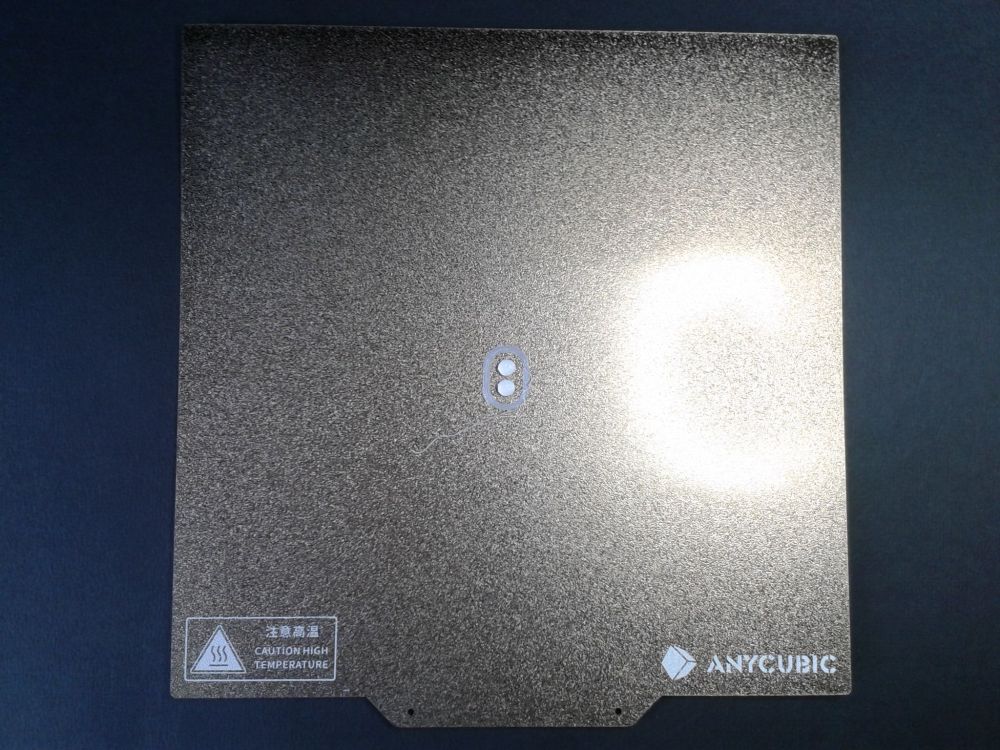
Mise en place de l'options Pas d'options ou d'upgrades officielles à ma connaissances actuellement (16/09/2023). Une purement esthétique (qui ne fonctionne pas forcément bien pour des filaments mats,) qui permet d'avoir des reflets avec des motifs colorés sur la surface en contacte avec le plateau de la couche initiale des impressions, pourrait être de compléter d'une plateau flexible "PEY". ( Les plateaux flexibles "PEY", ont une surface d'impression avec, un fin motif / fin reliefs, qui a des propriétés de diffraction de la lumière (comme un prisme) et le fait d'imprimer dessus permet si la couche initiale est de bonne qualité et suffisamment écrasée, de "transférer" ou plutôt de laisser l’emprunte, de ce fin relief de diffraction de la lumière, sur la surface de la couche initiale. ) (Mais attention là c'est imprimé avec une "Ender-3 V3 SE" qui accepte les g-code M600 ( changement de filament) contrairement a la "Kobra 2 Pro" qui semble elle ignorer les M600 ...)

 1 point
1 point -
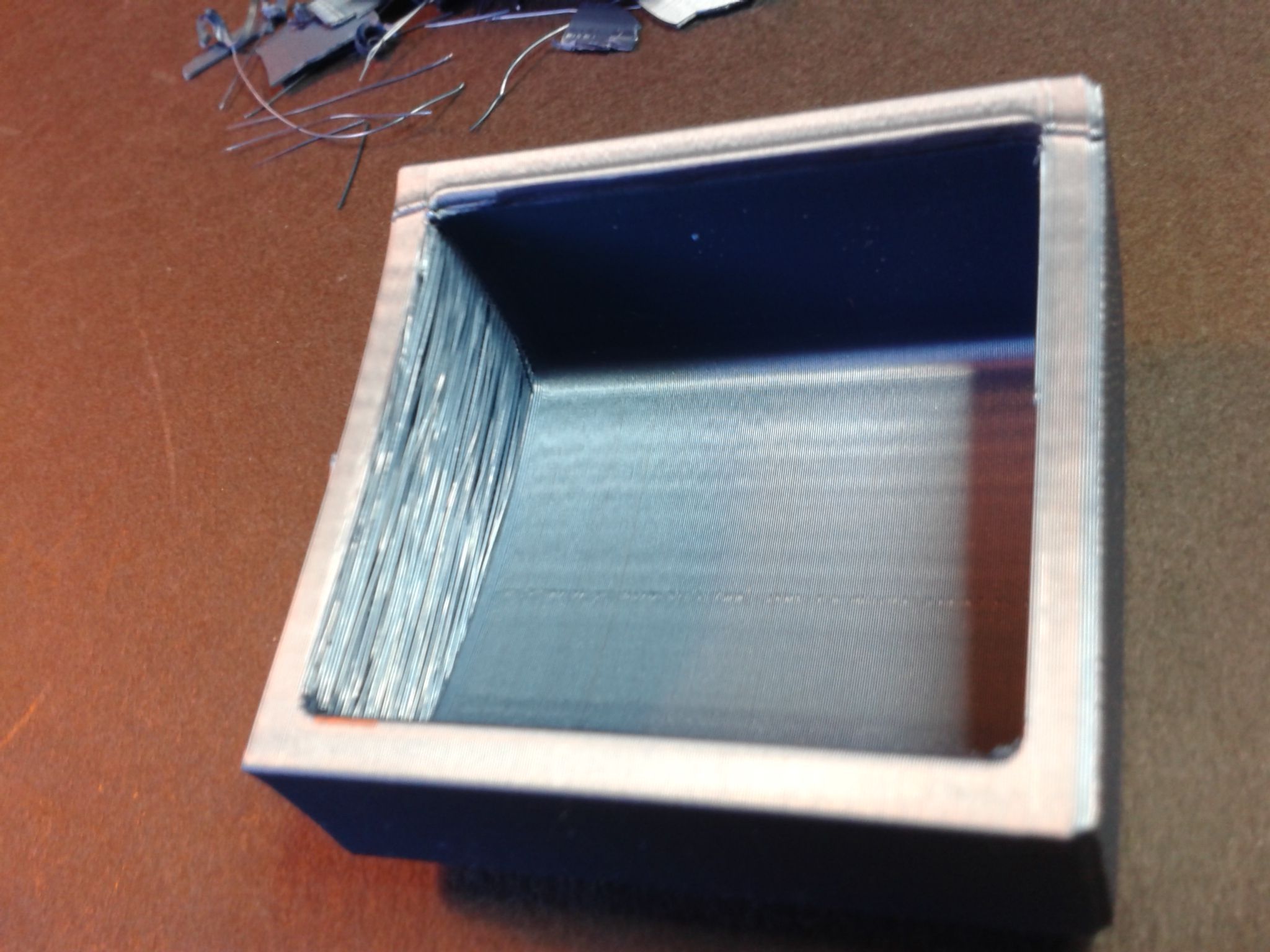
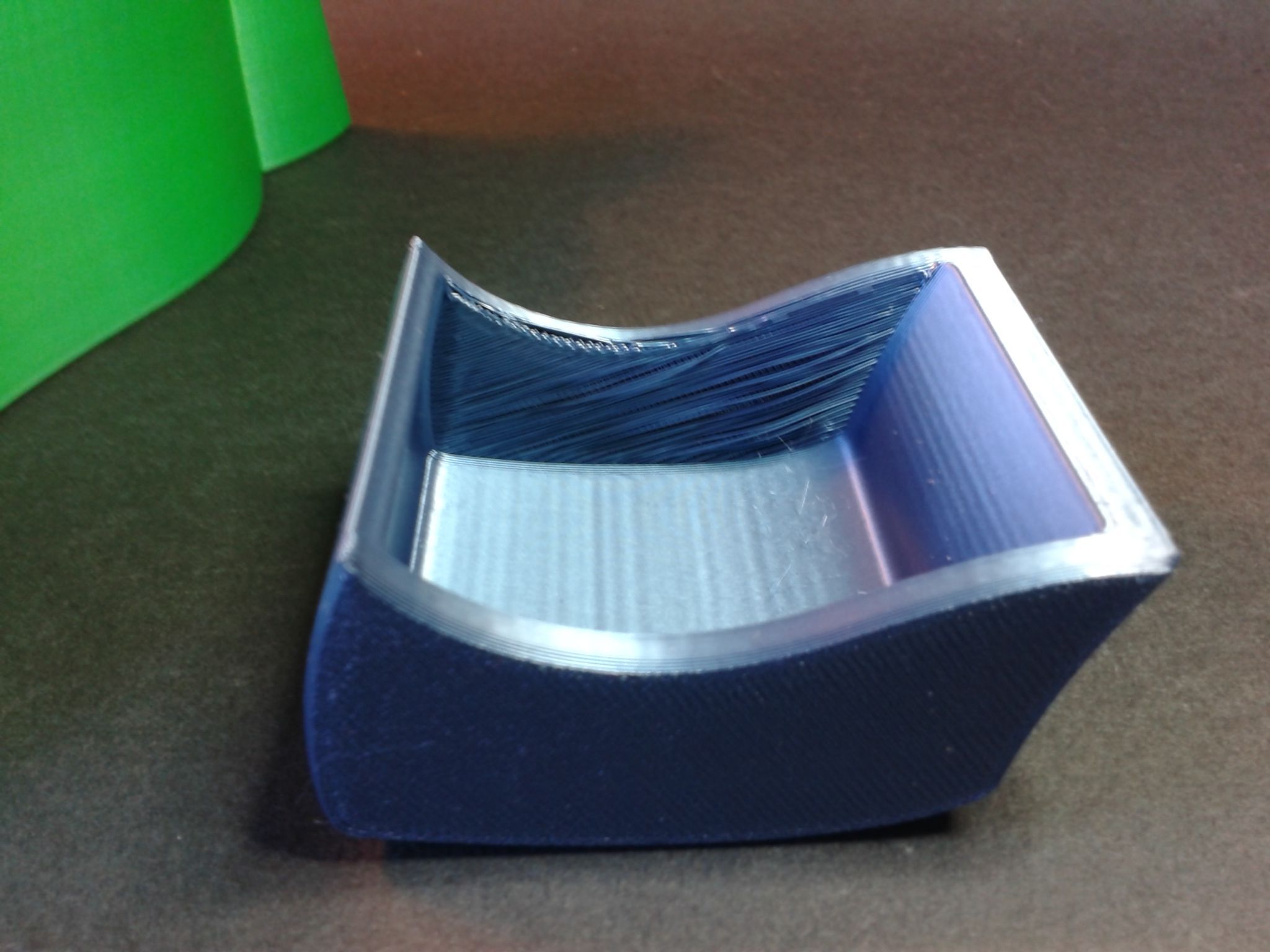
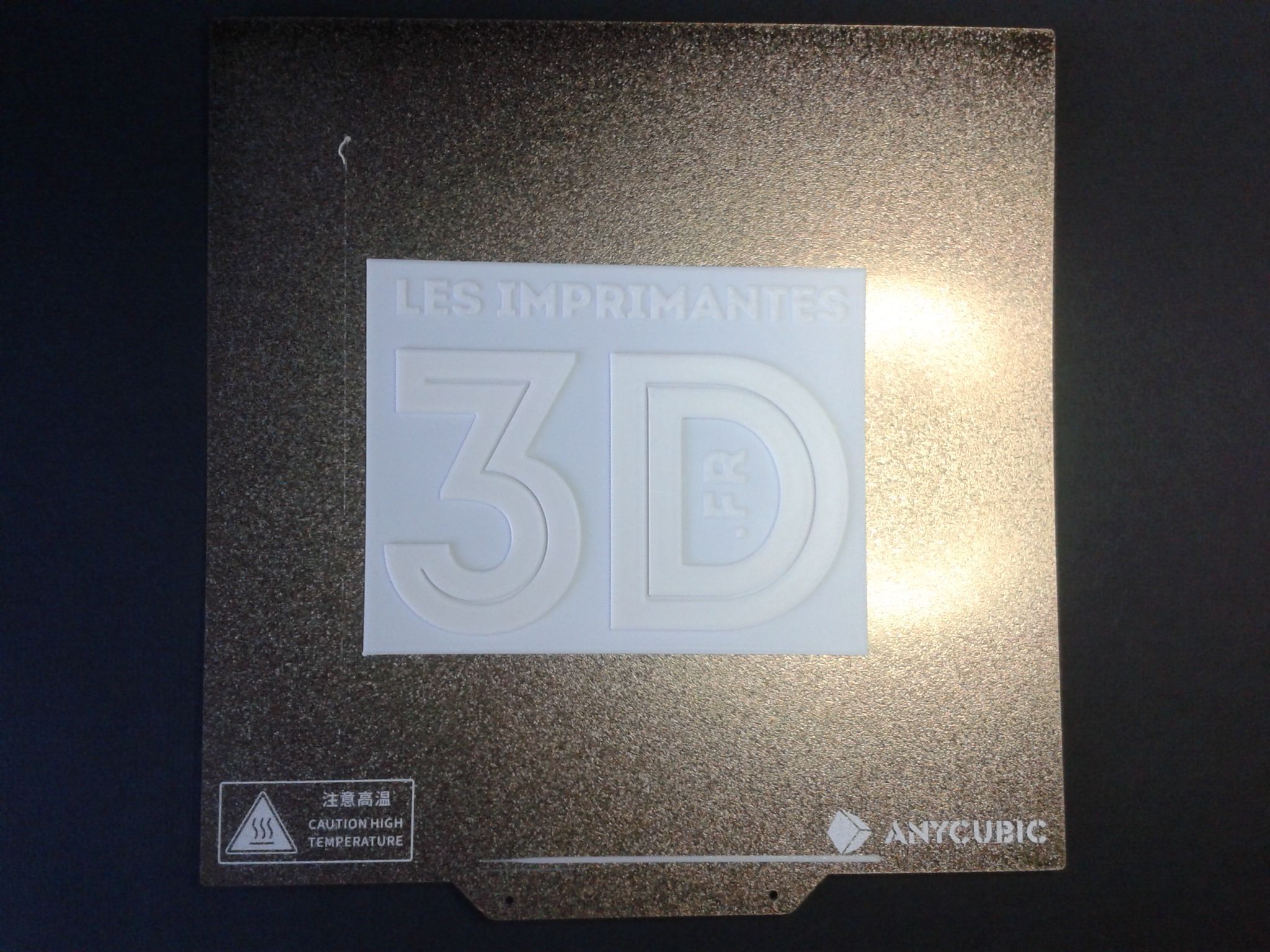
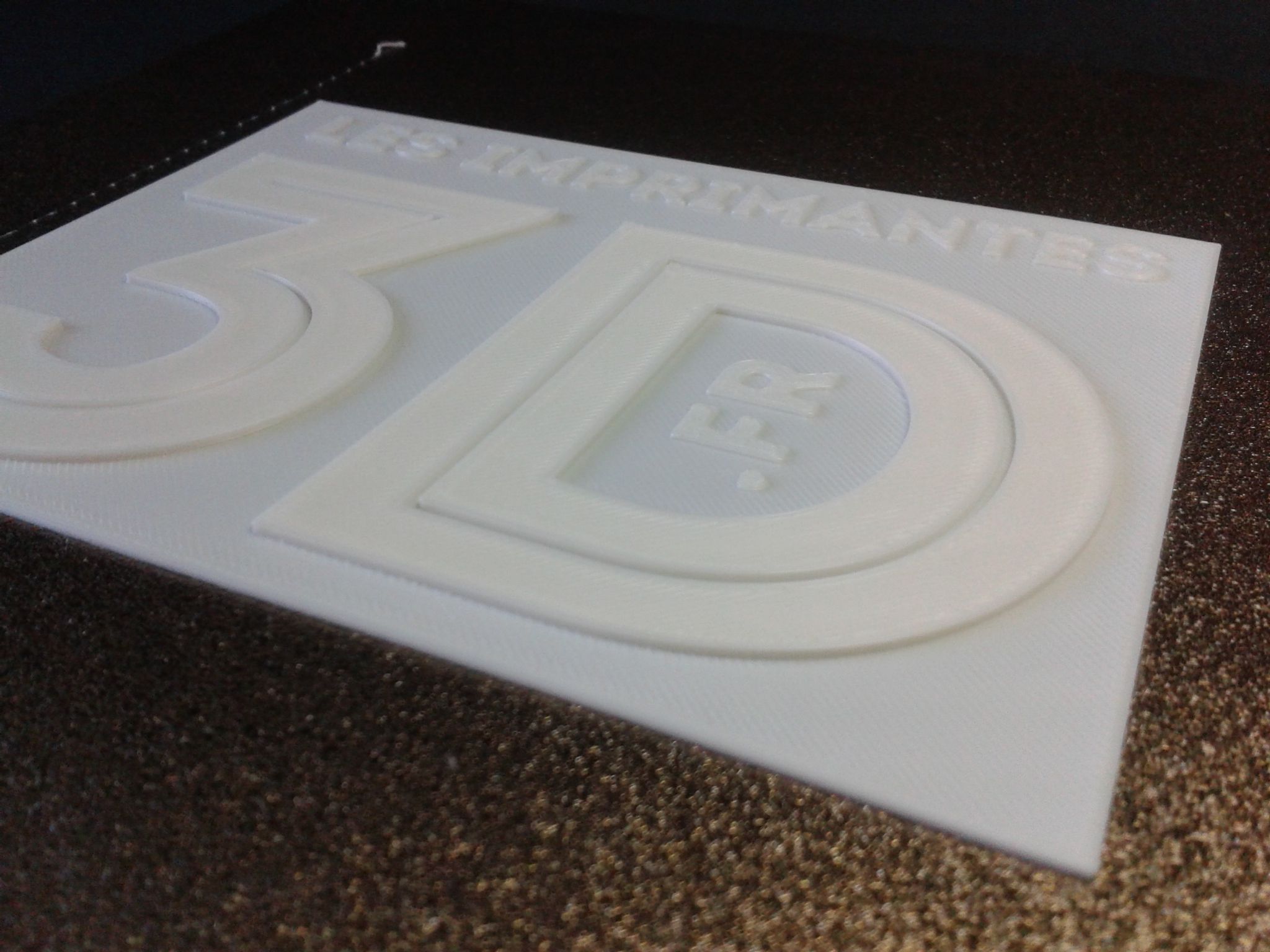
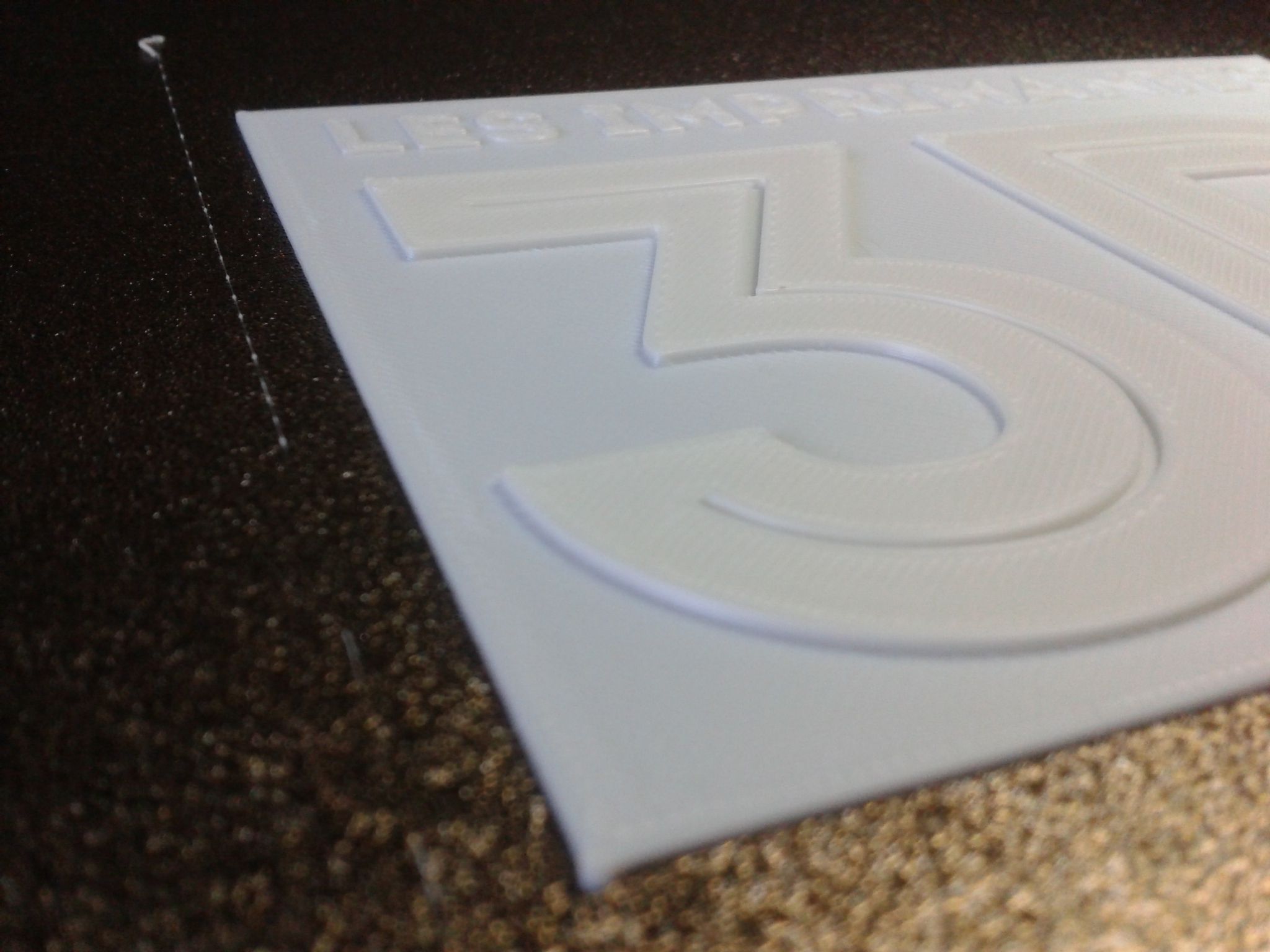
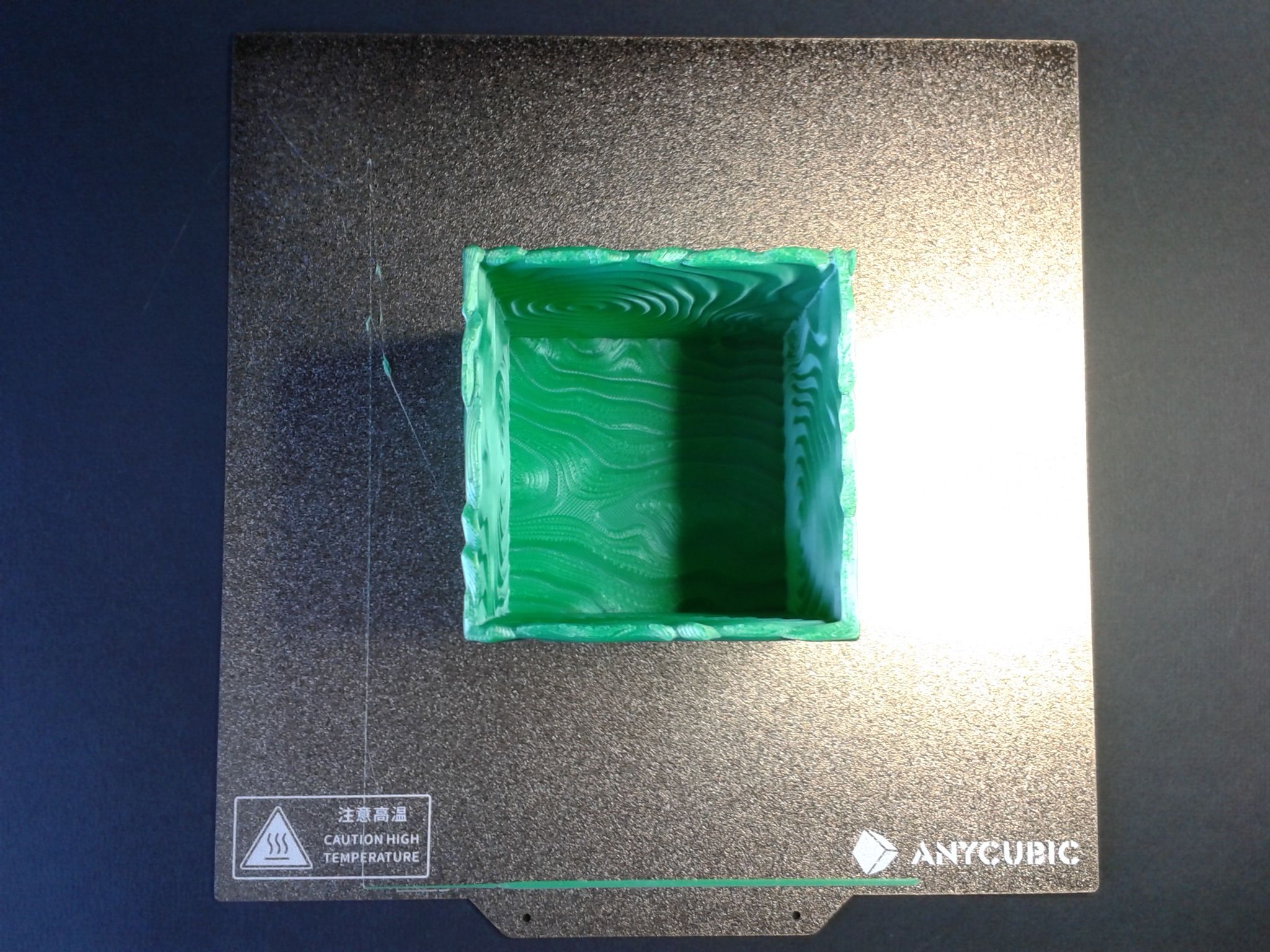
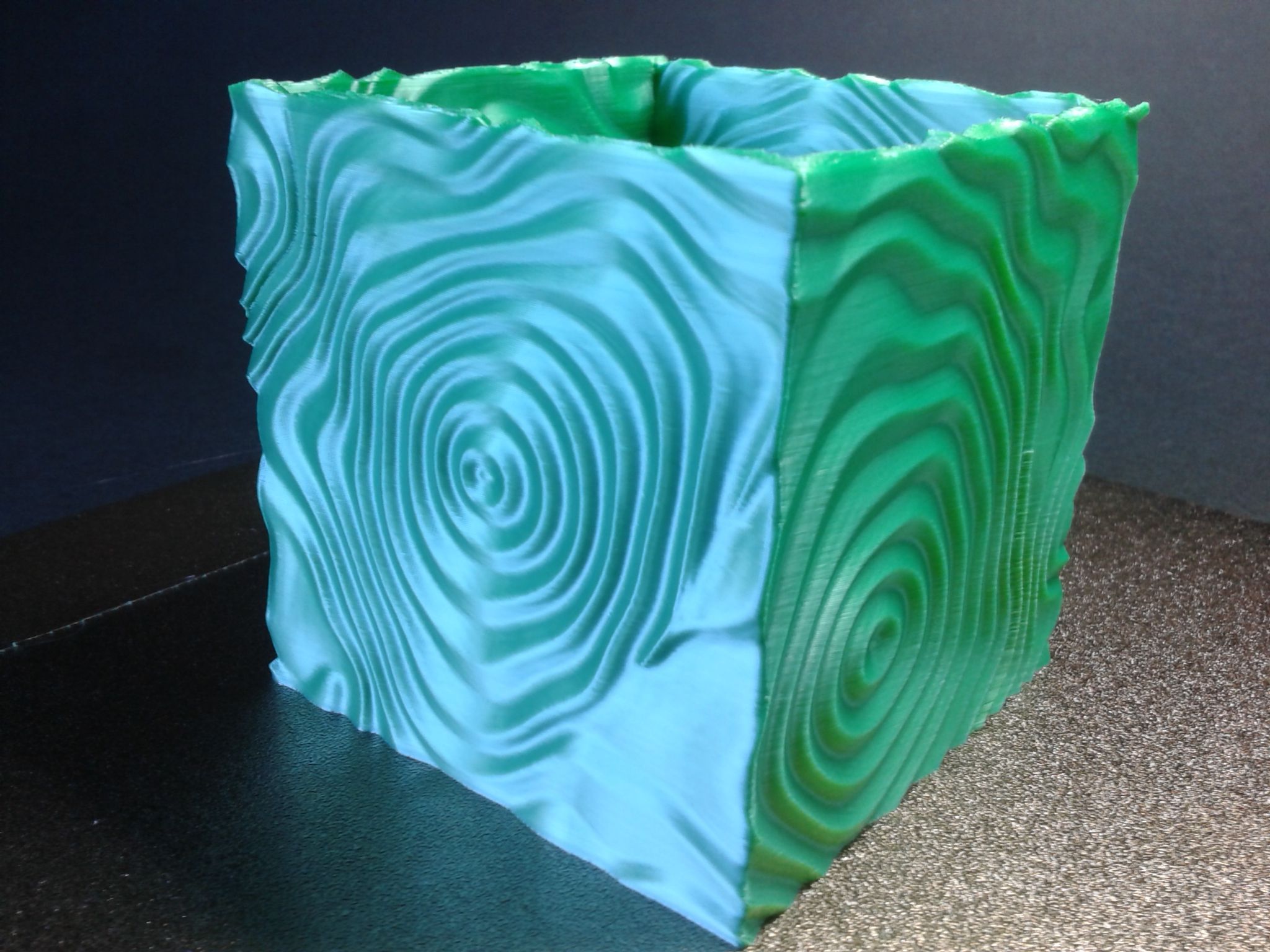
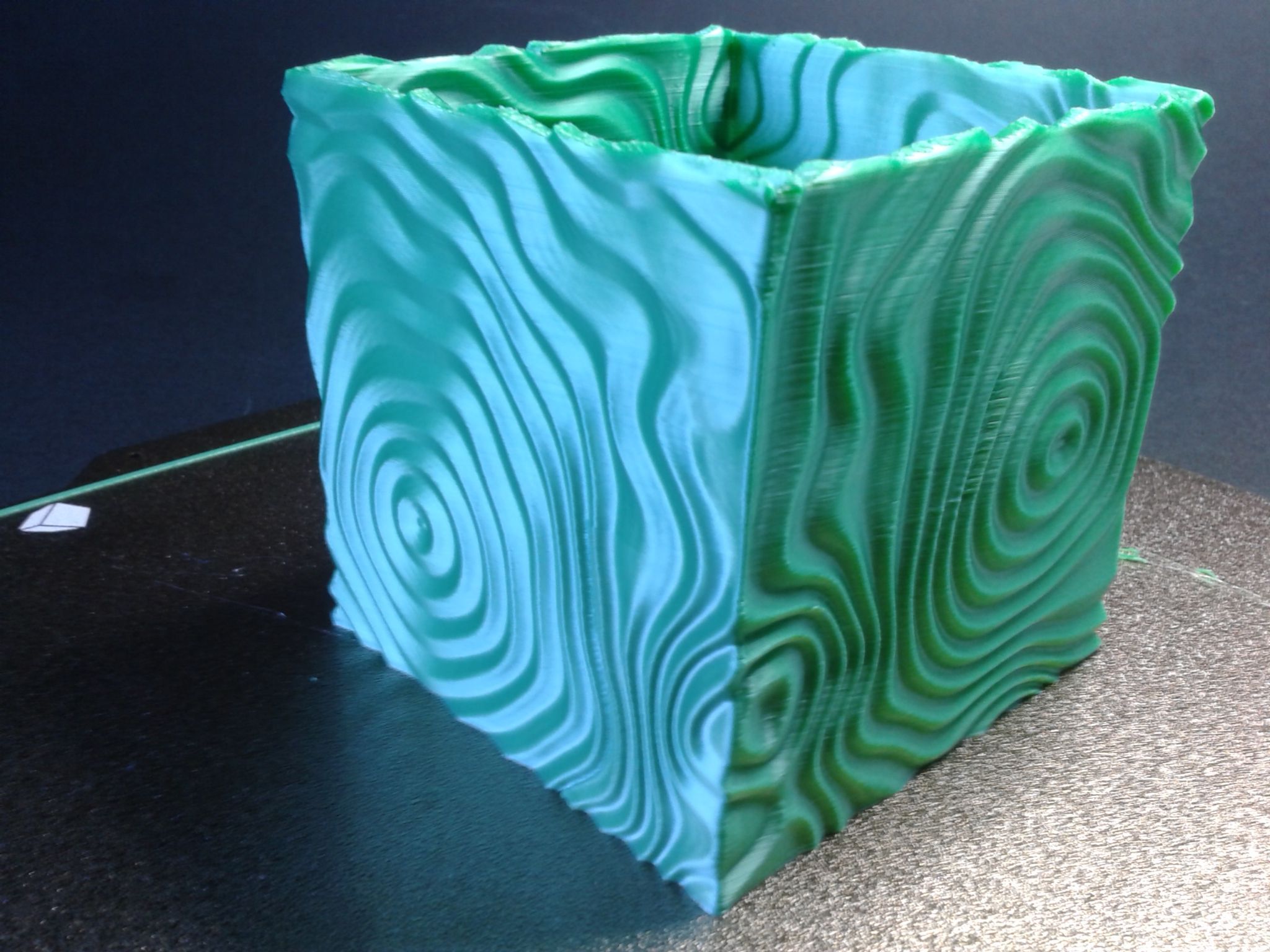
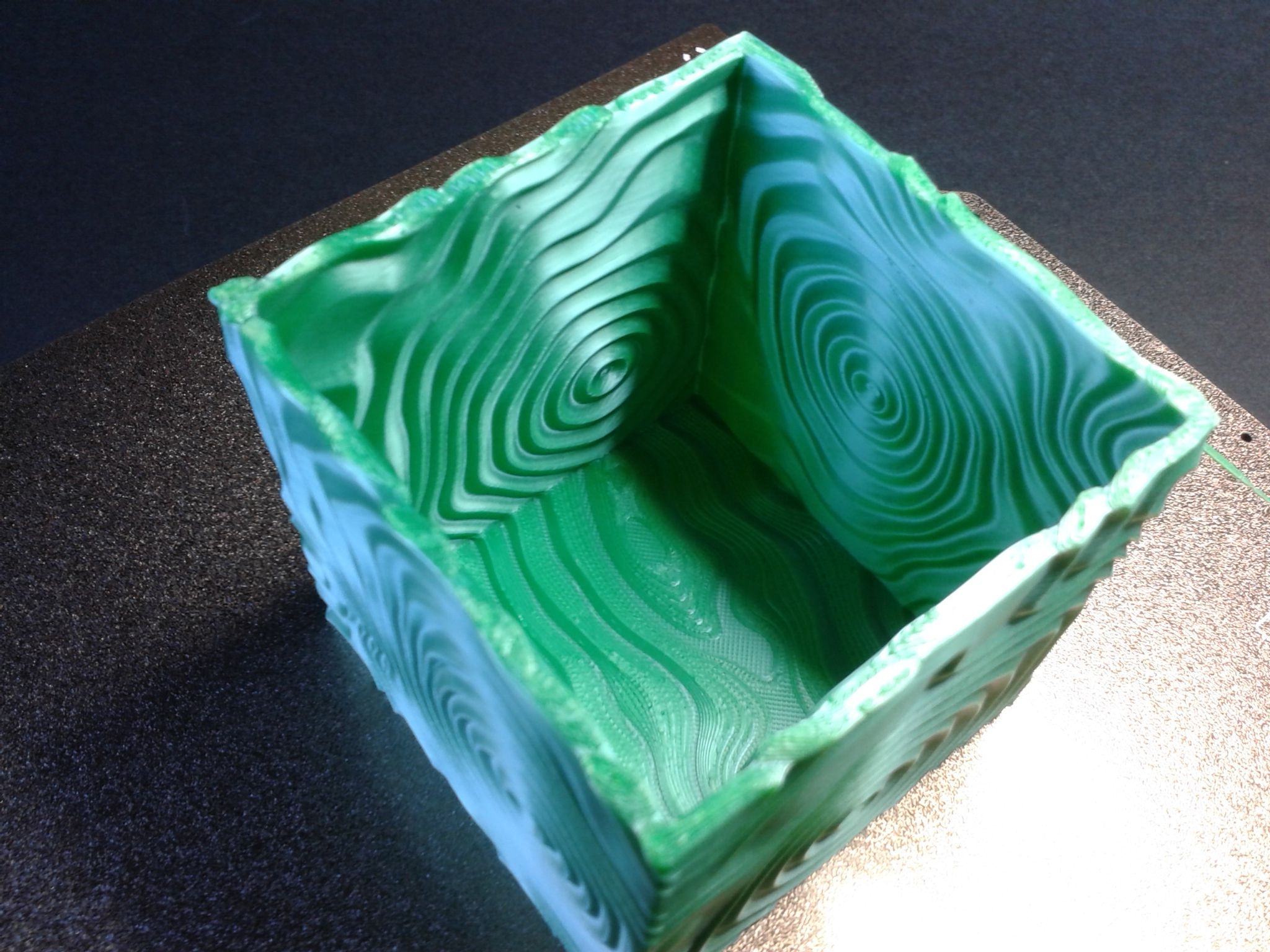
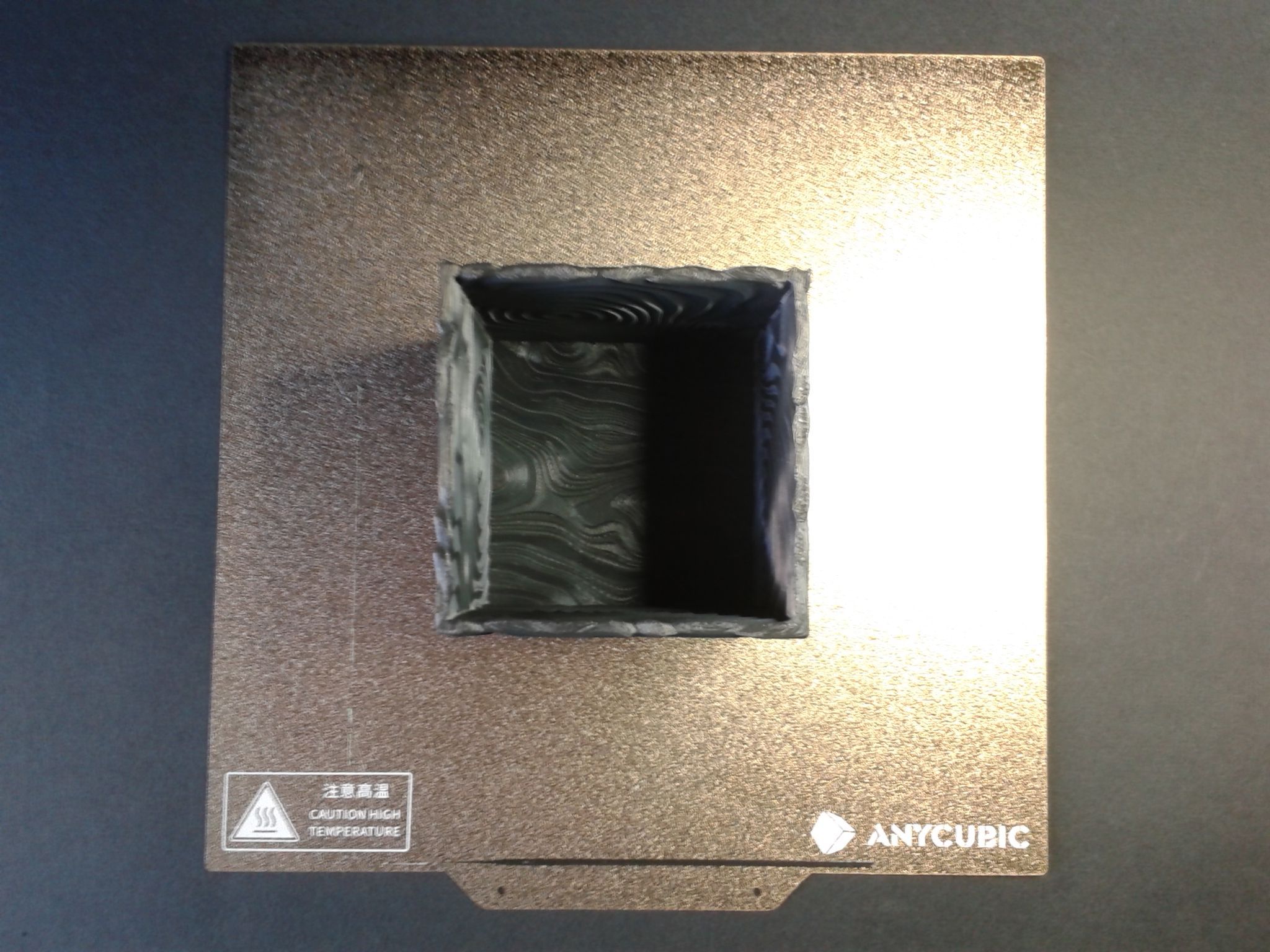
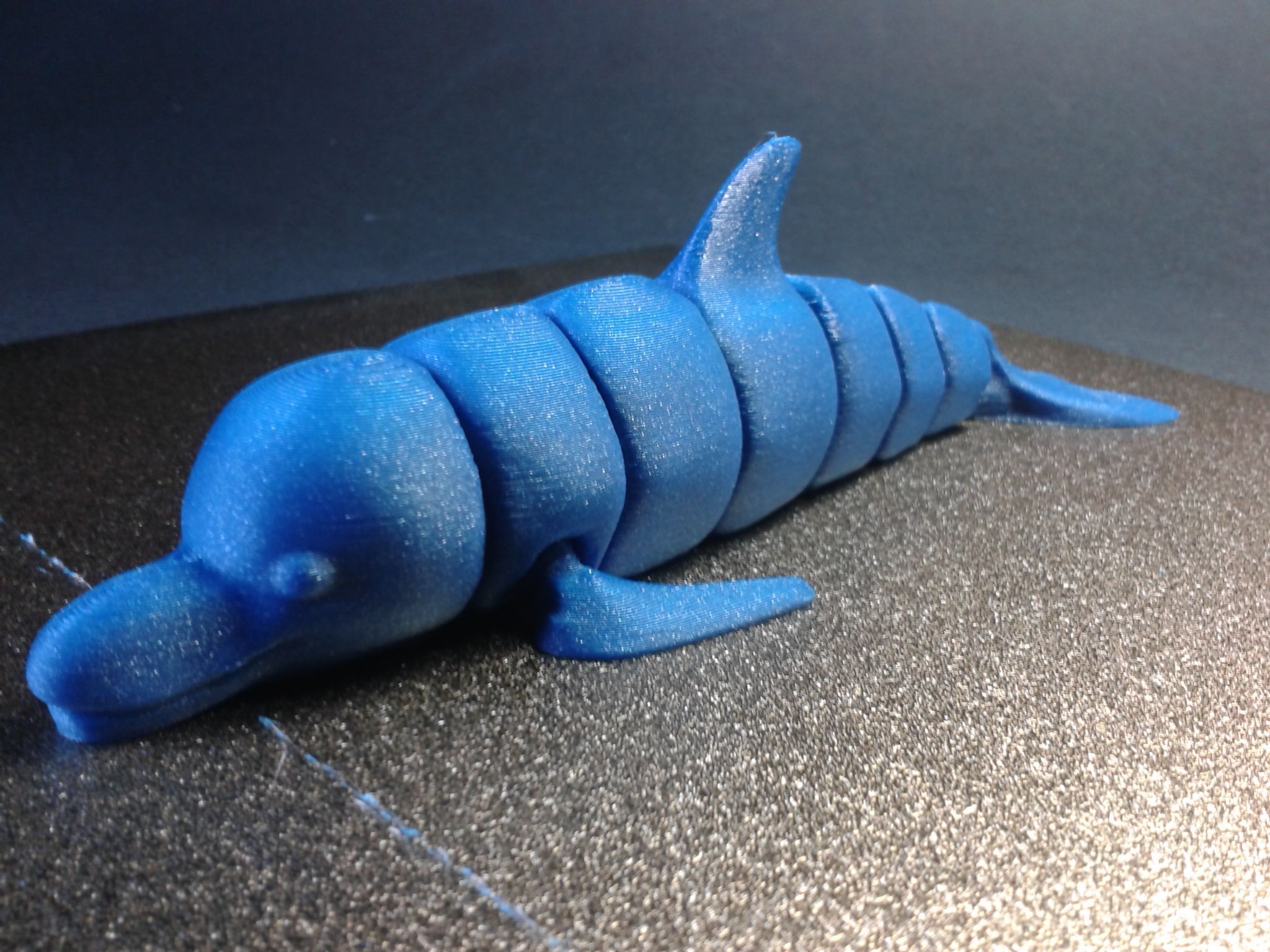
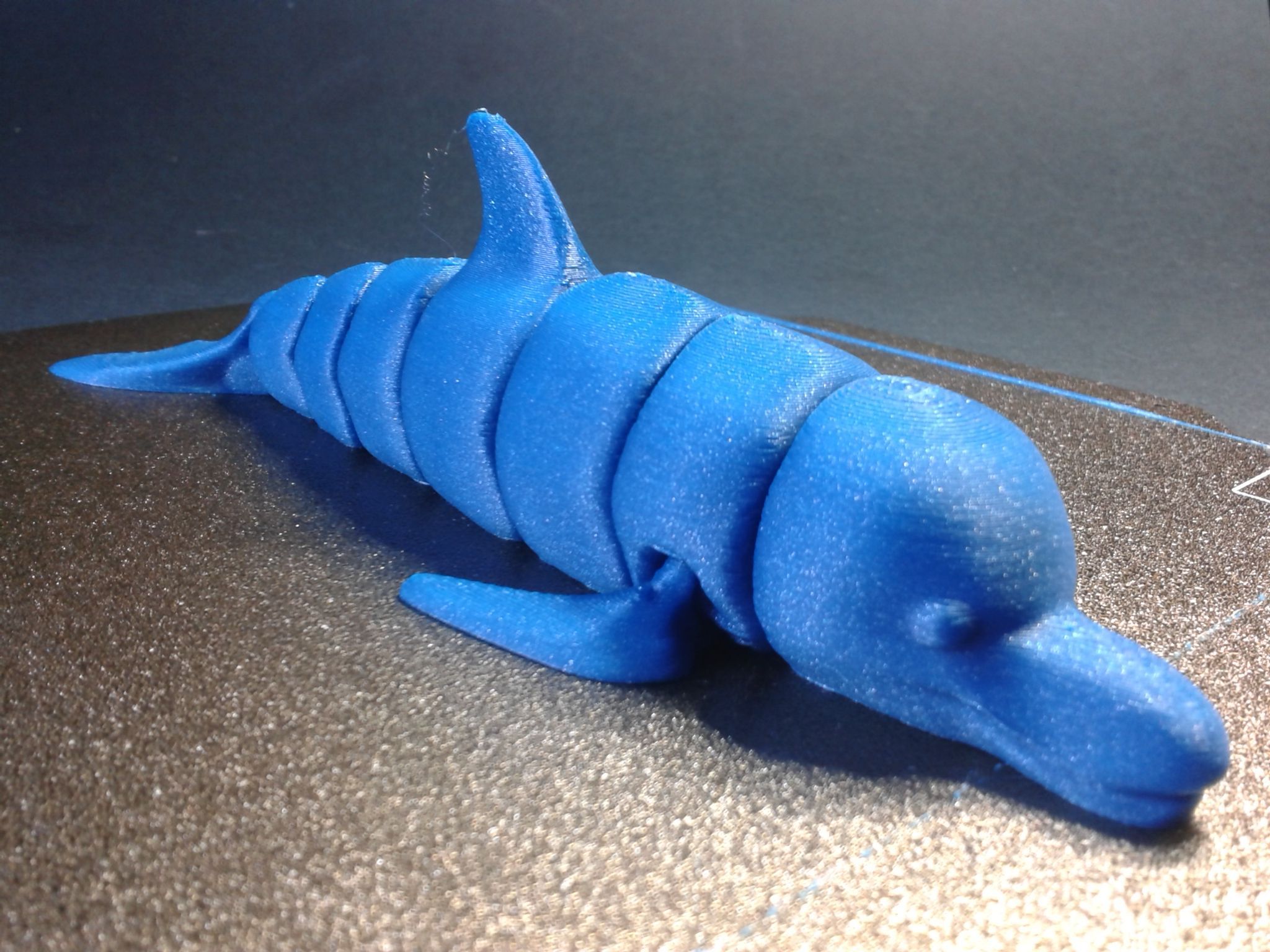
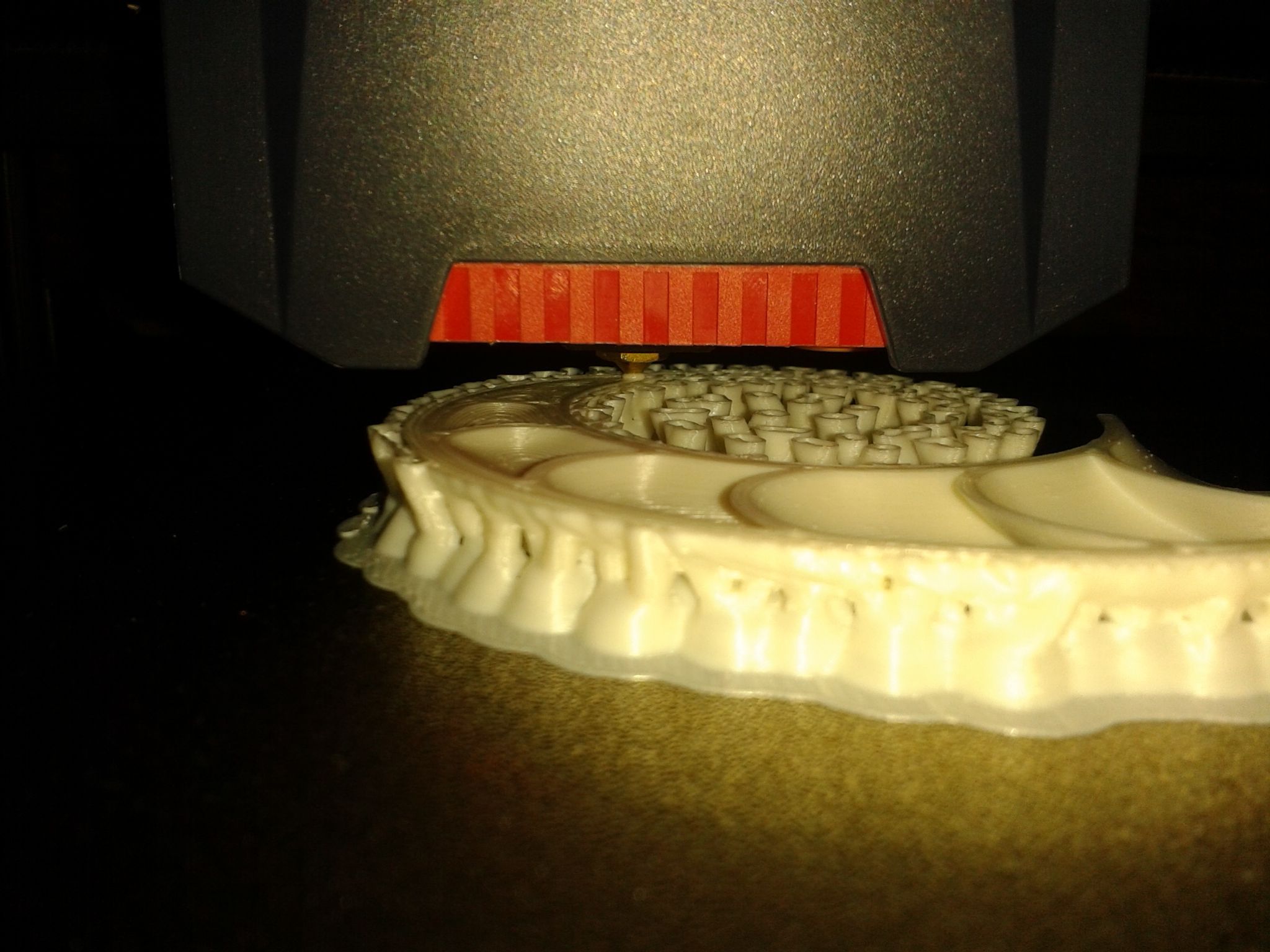
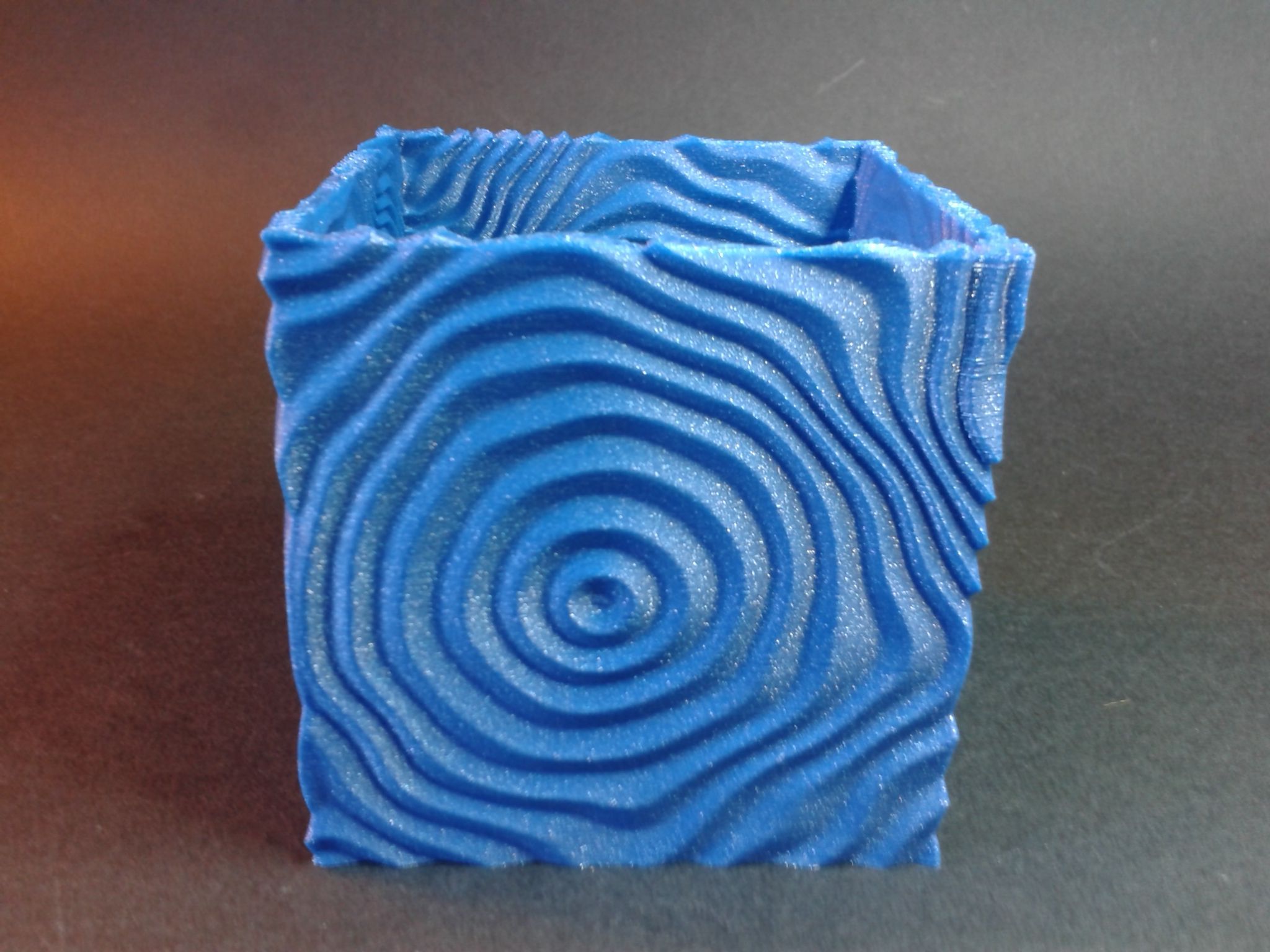
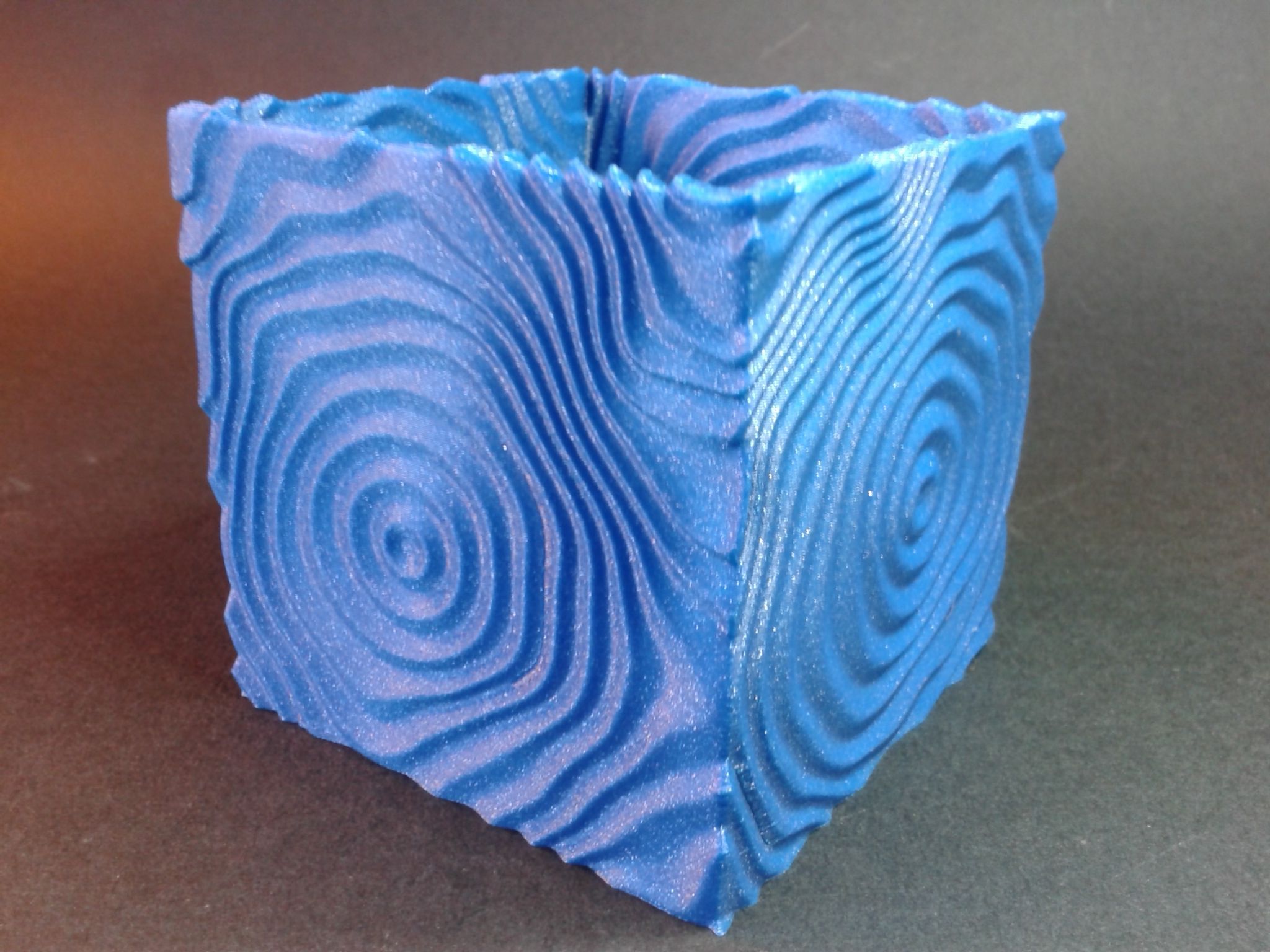
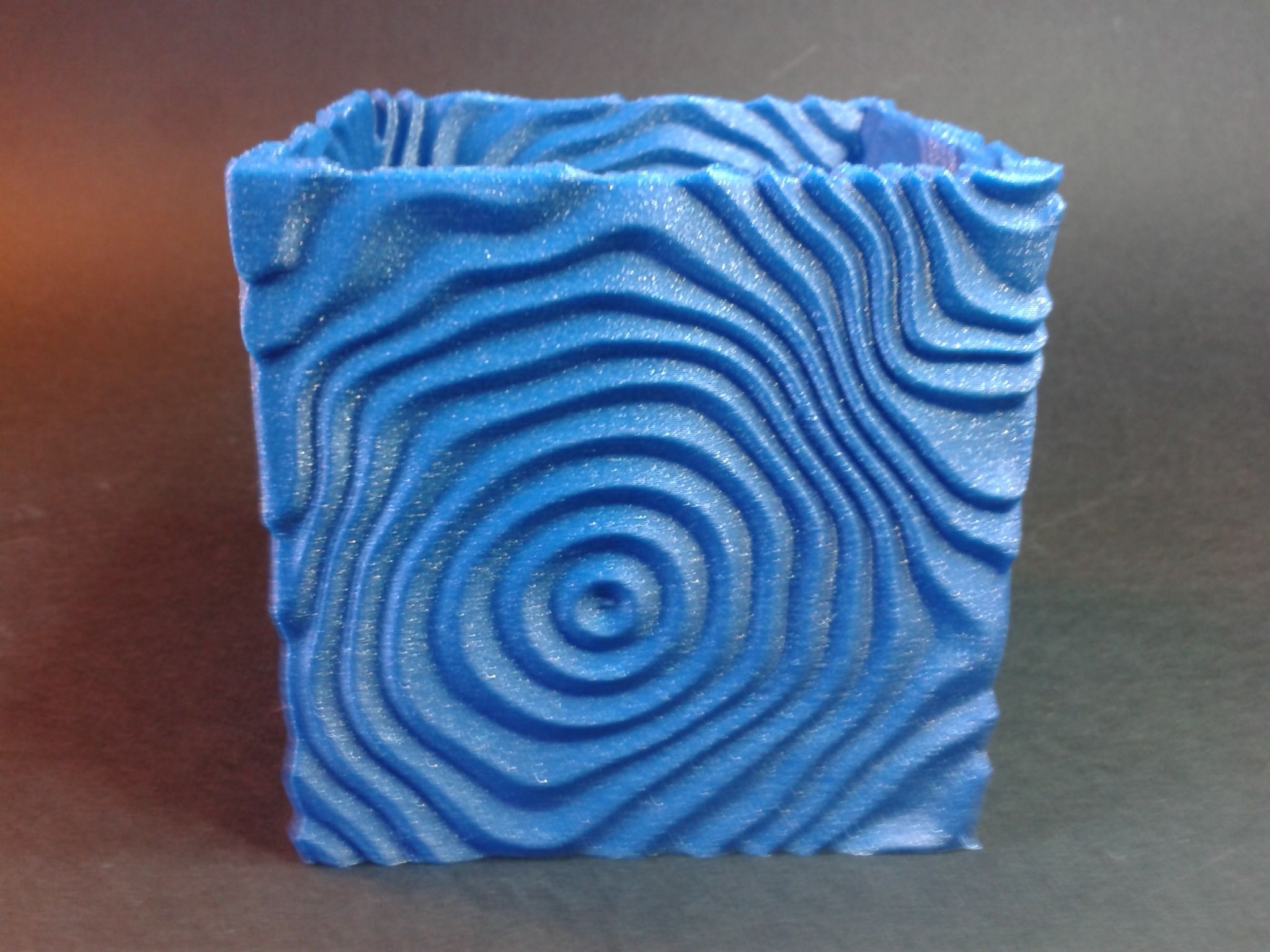
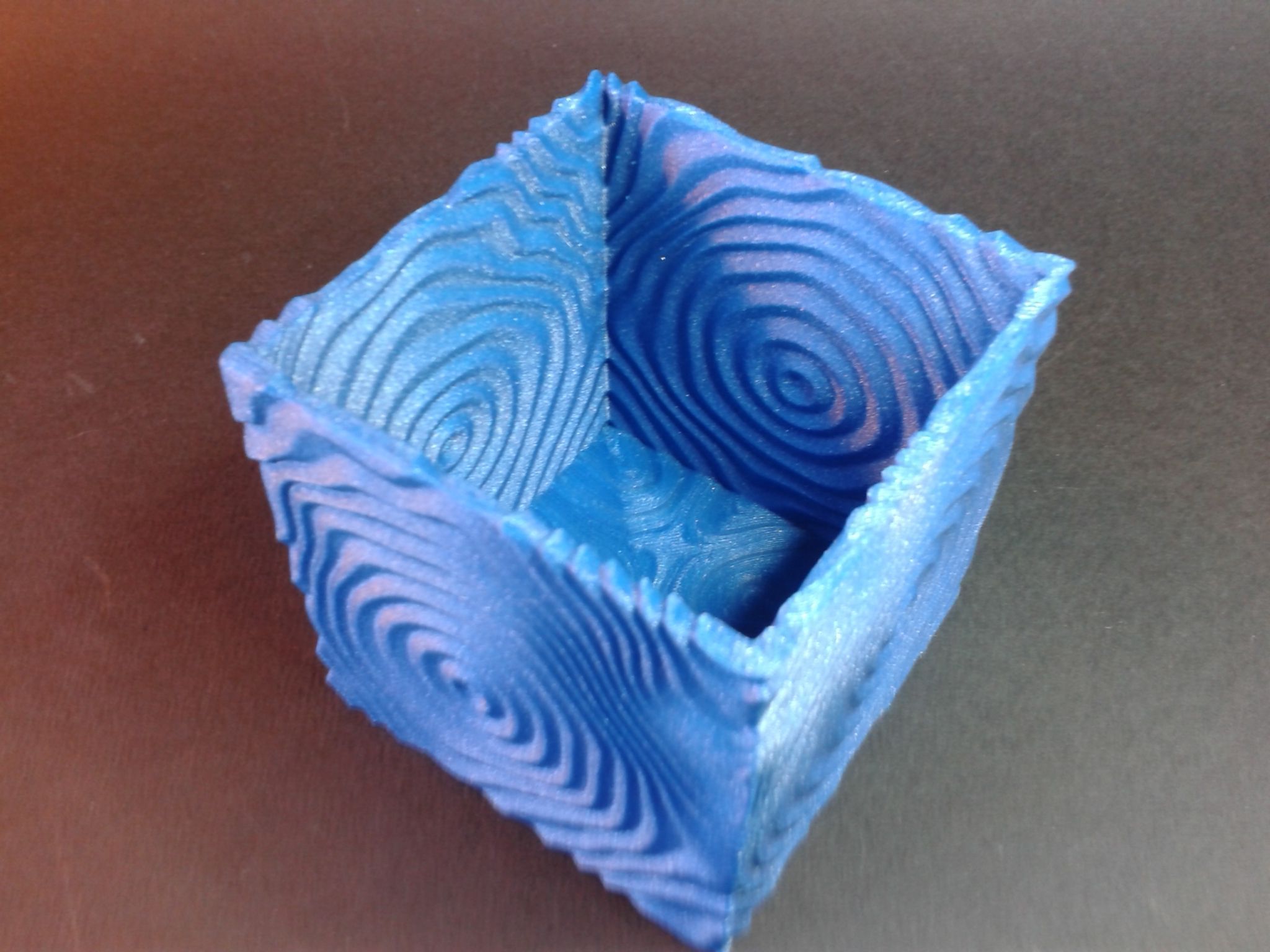
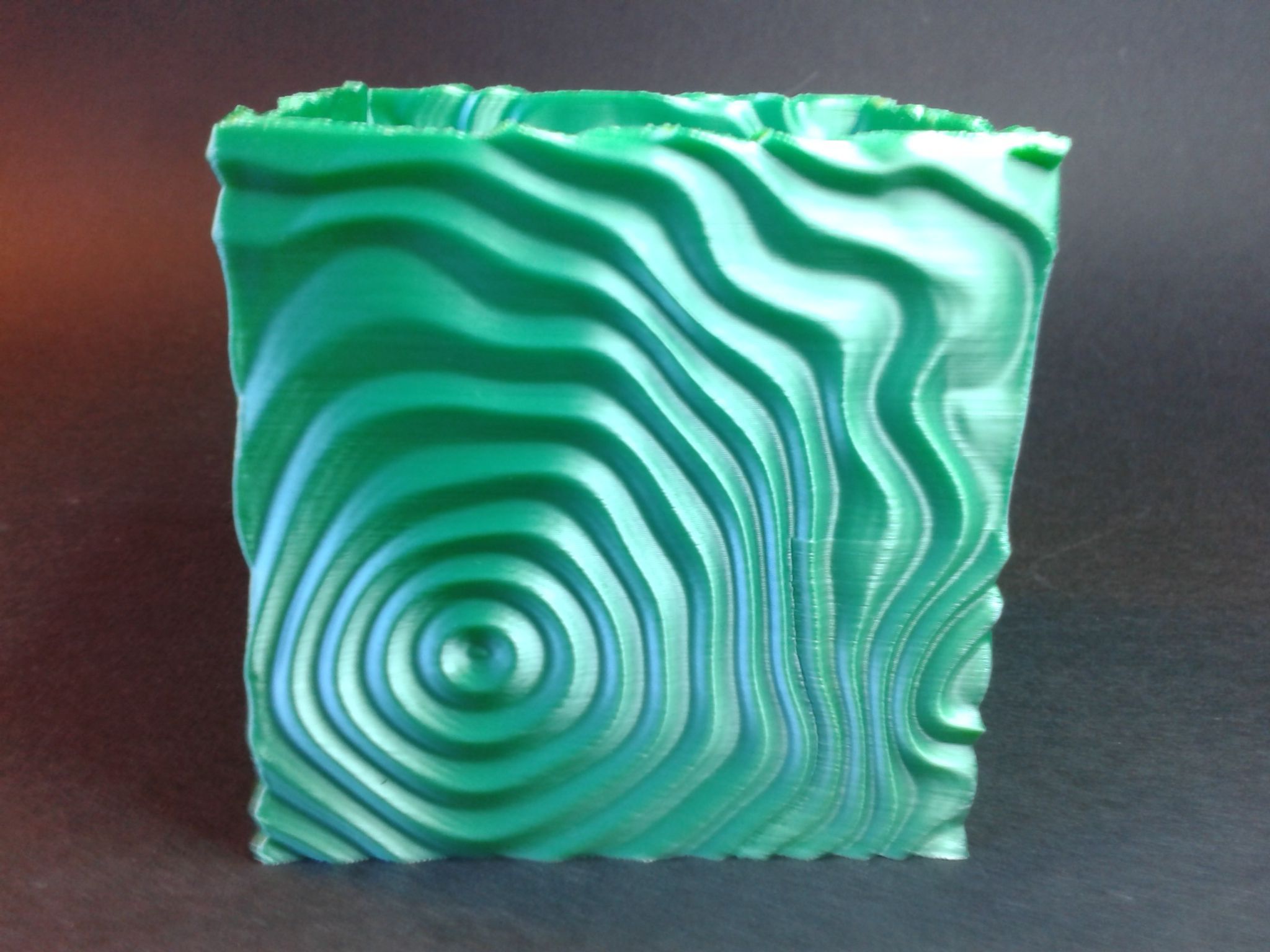
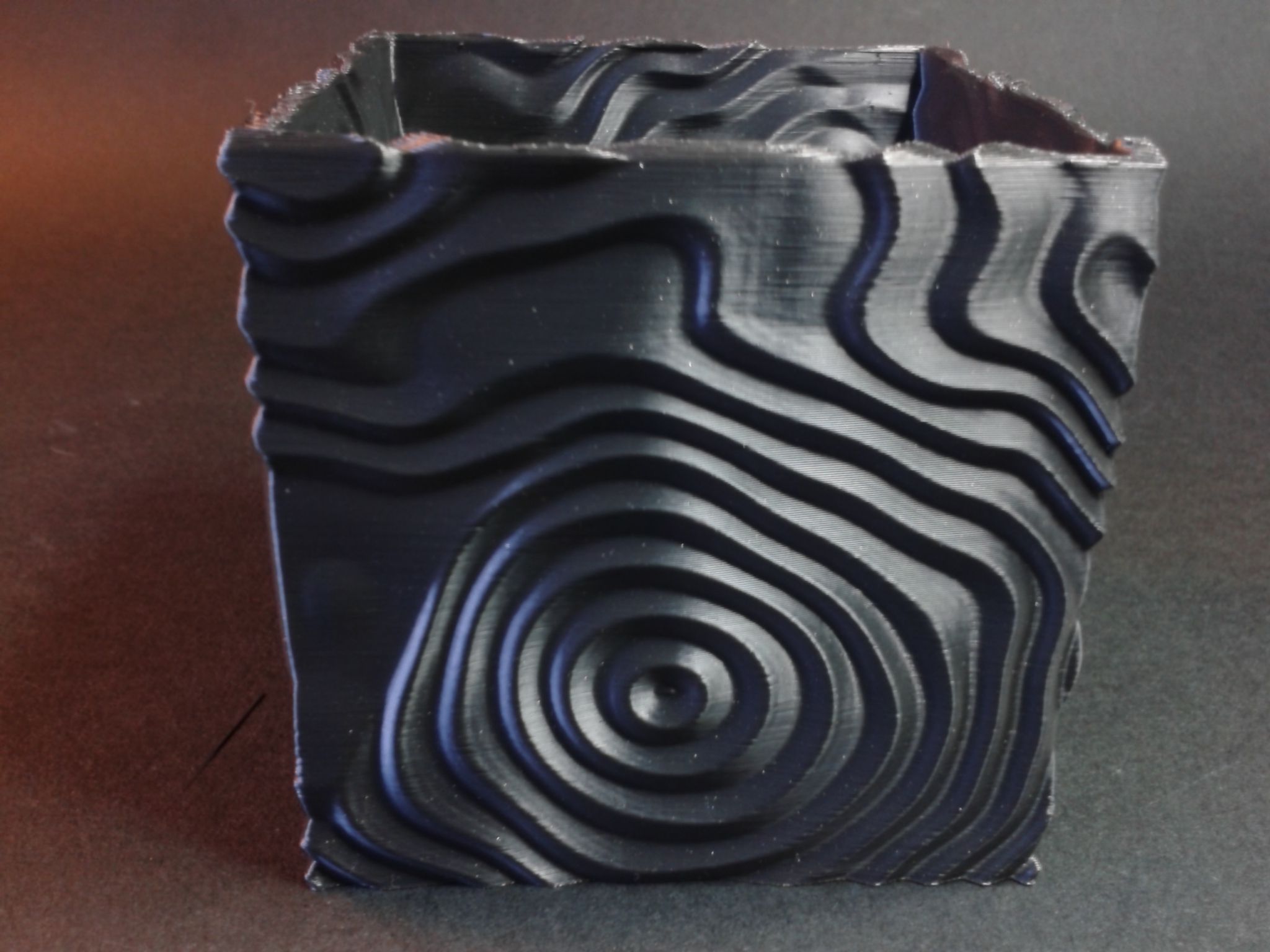
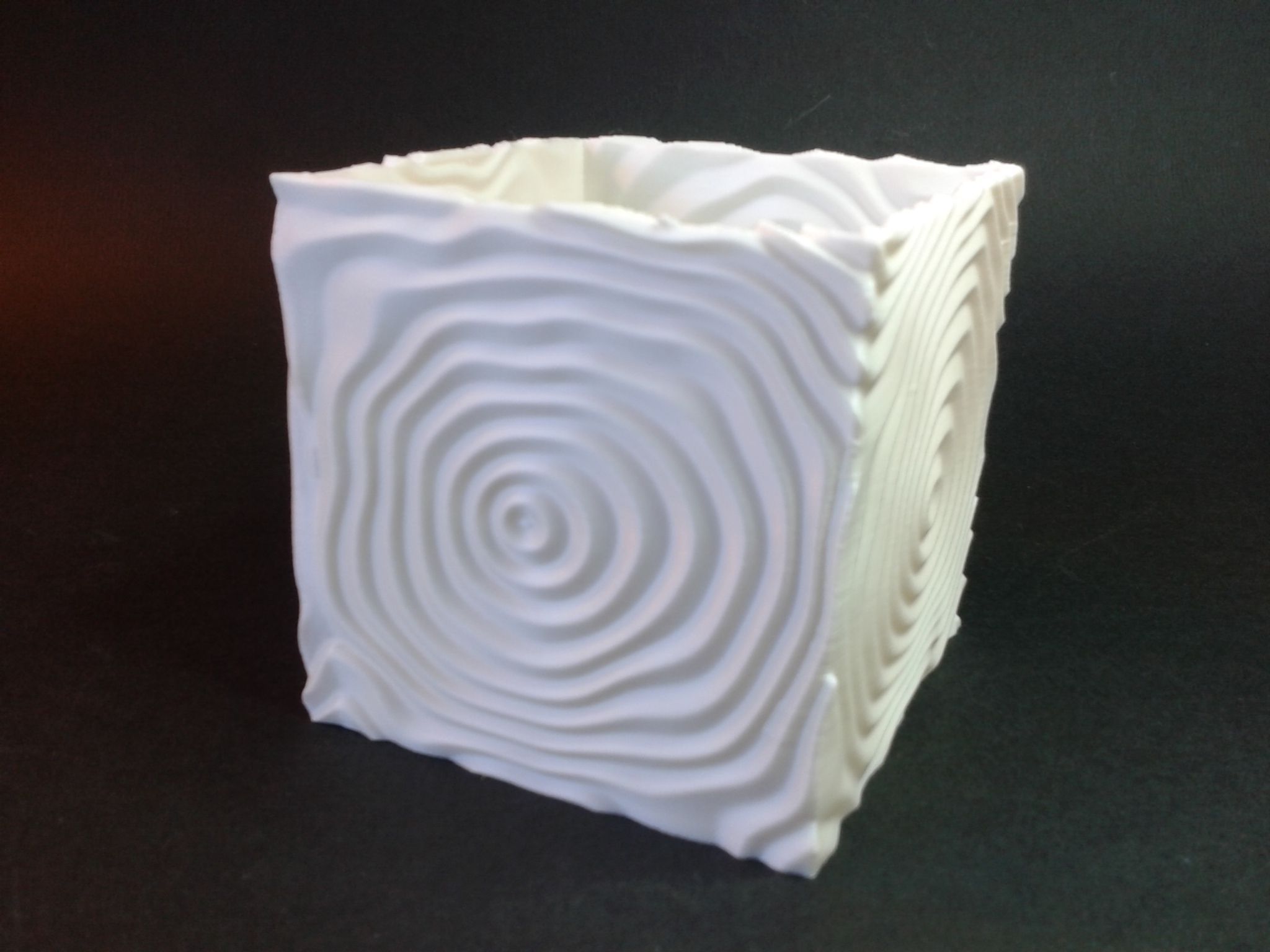
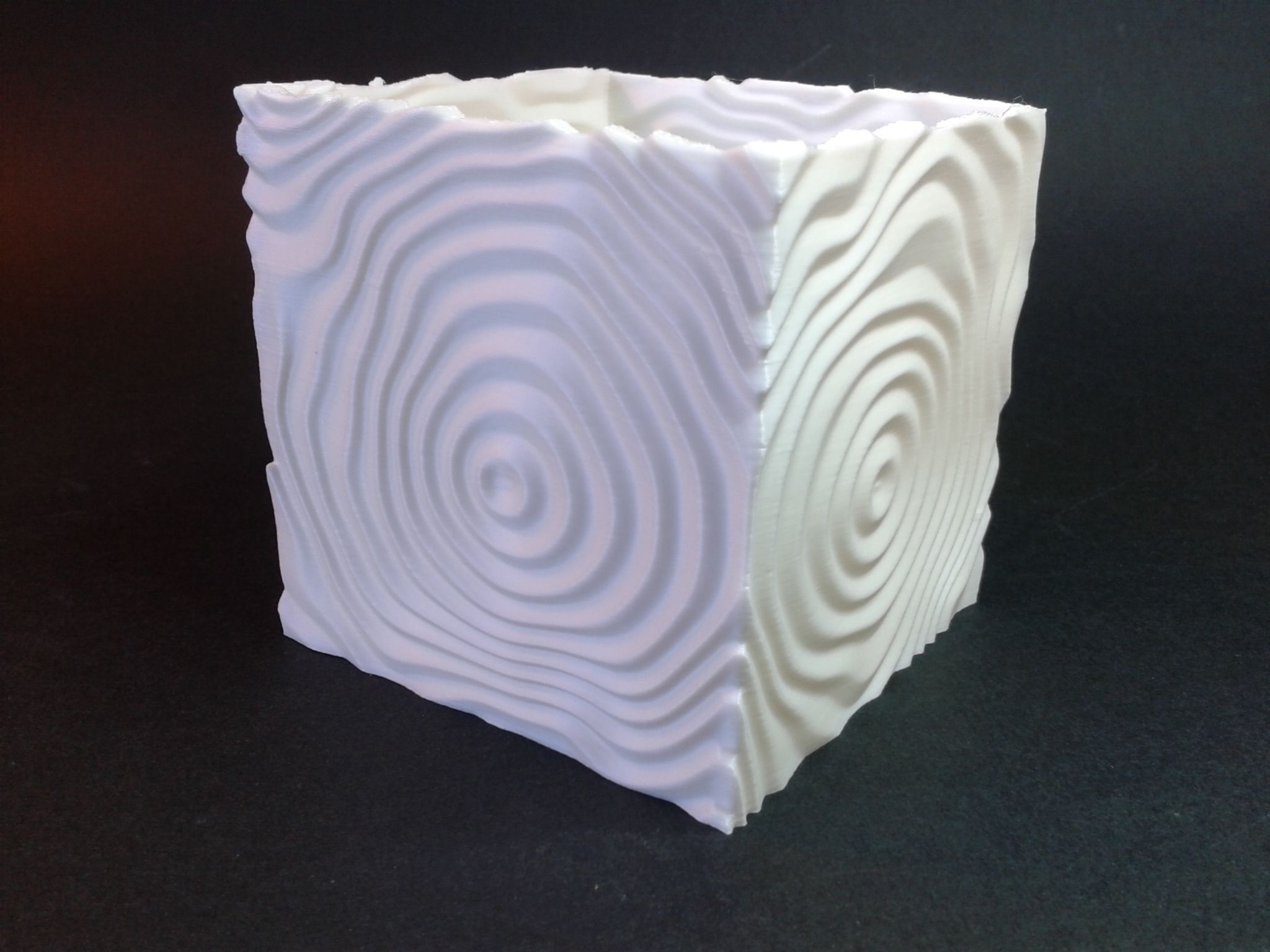
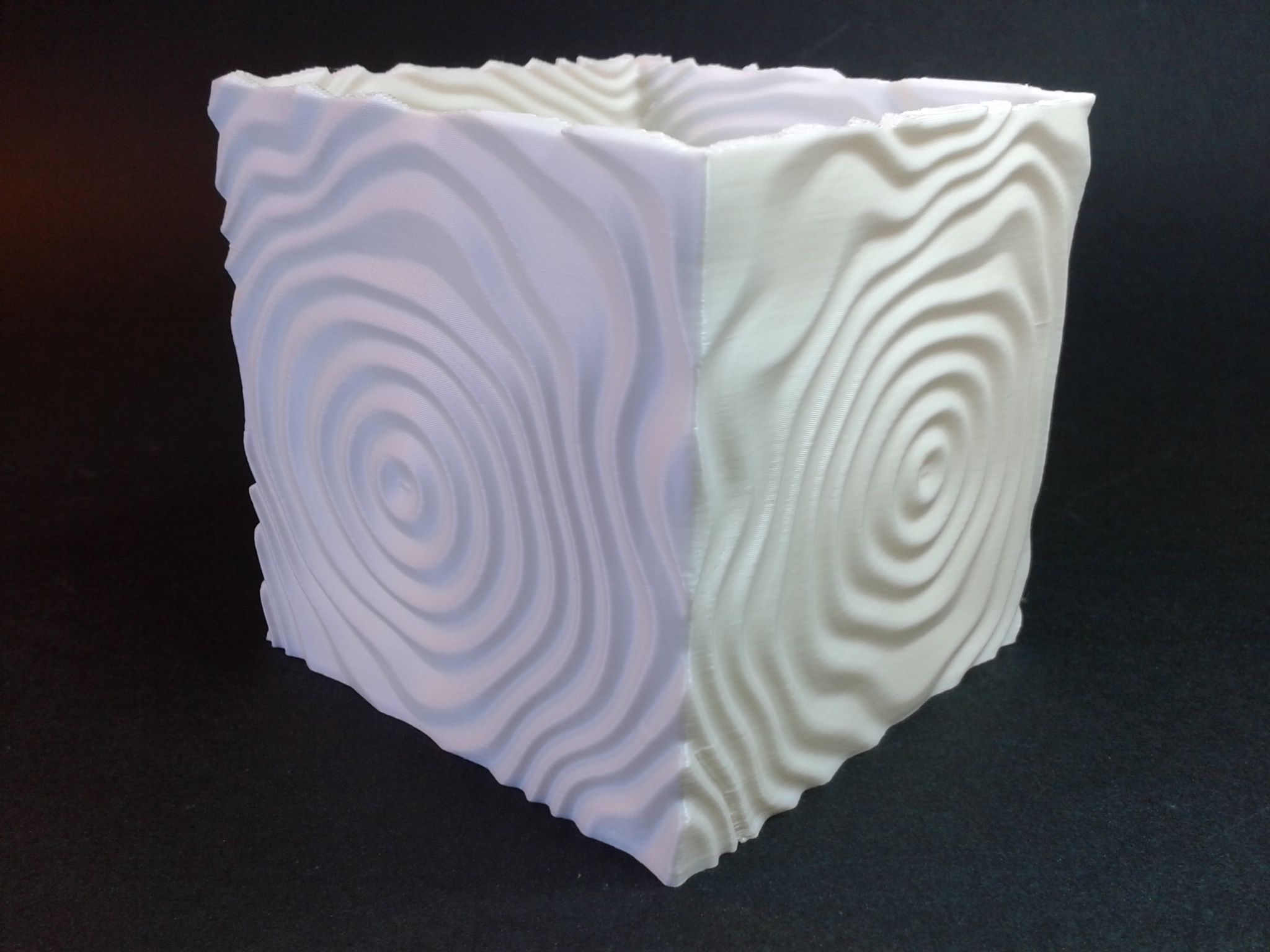
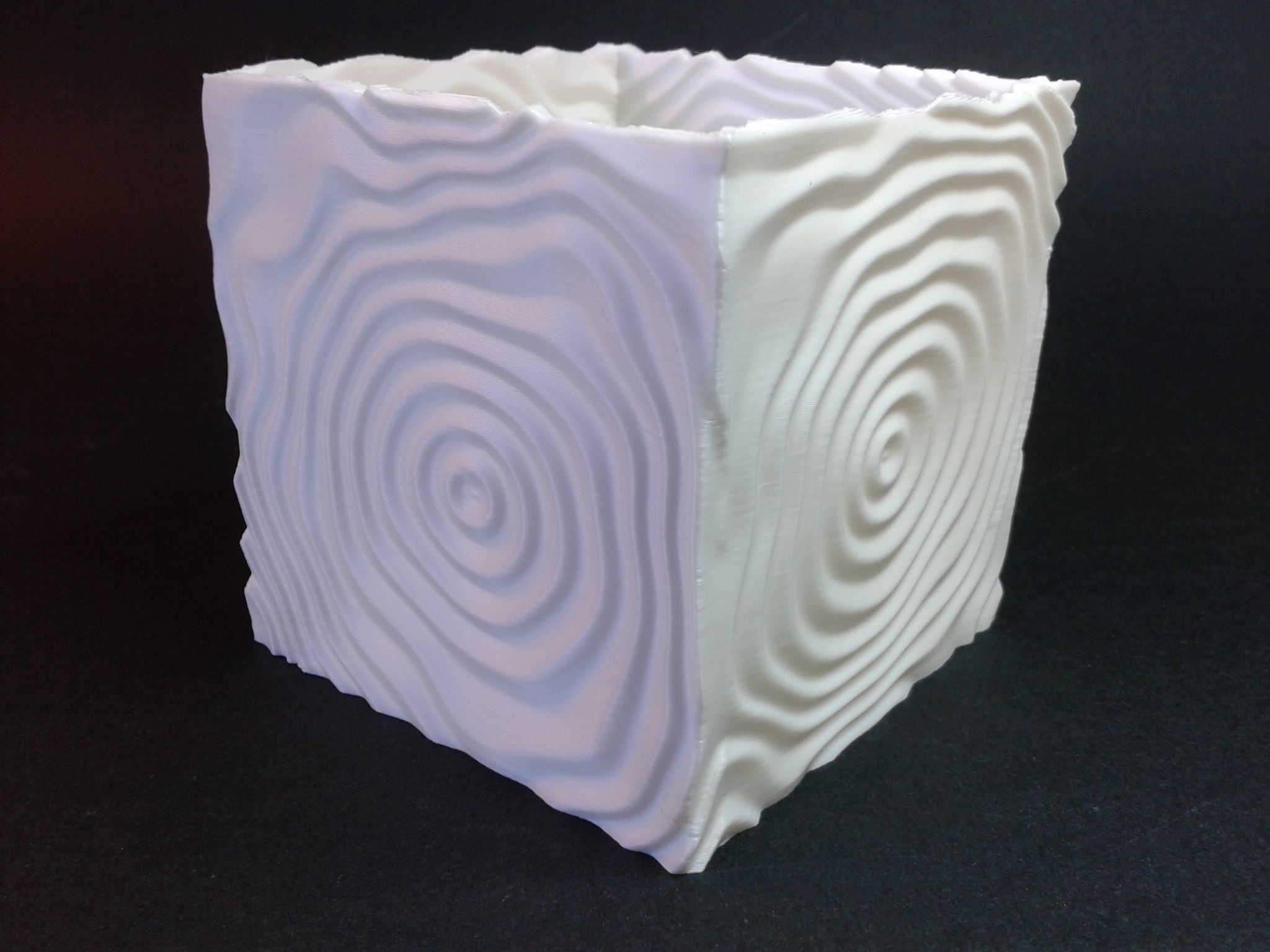
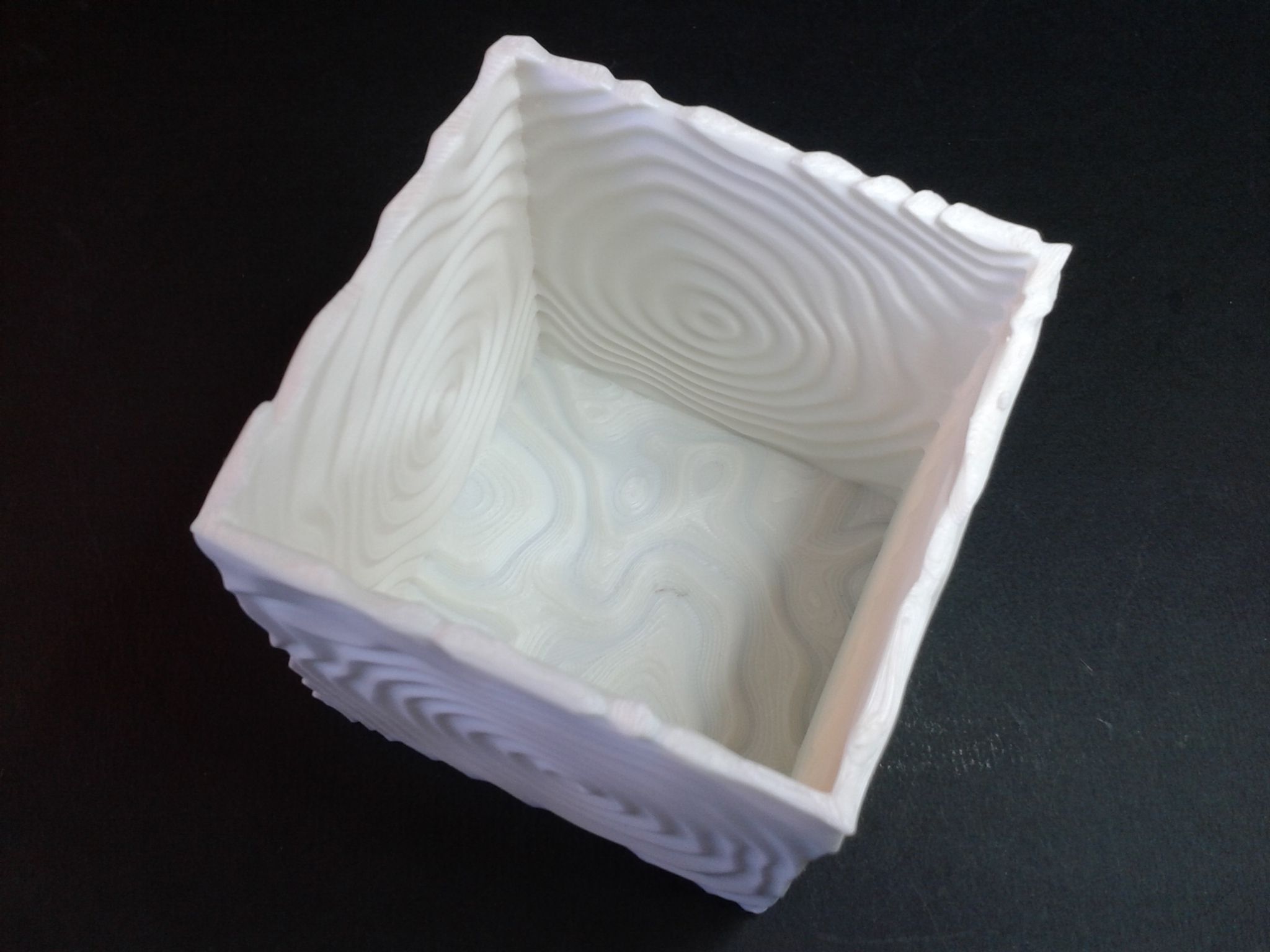
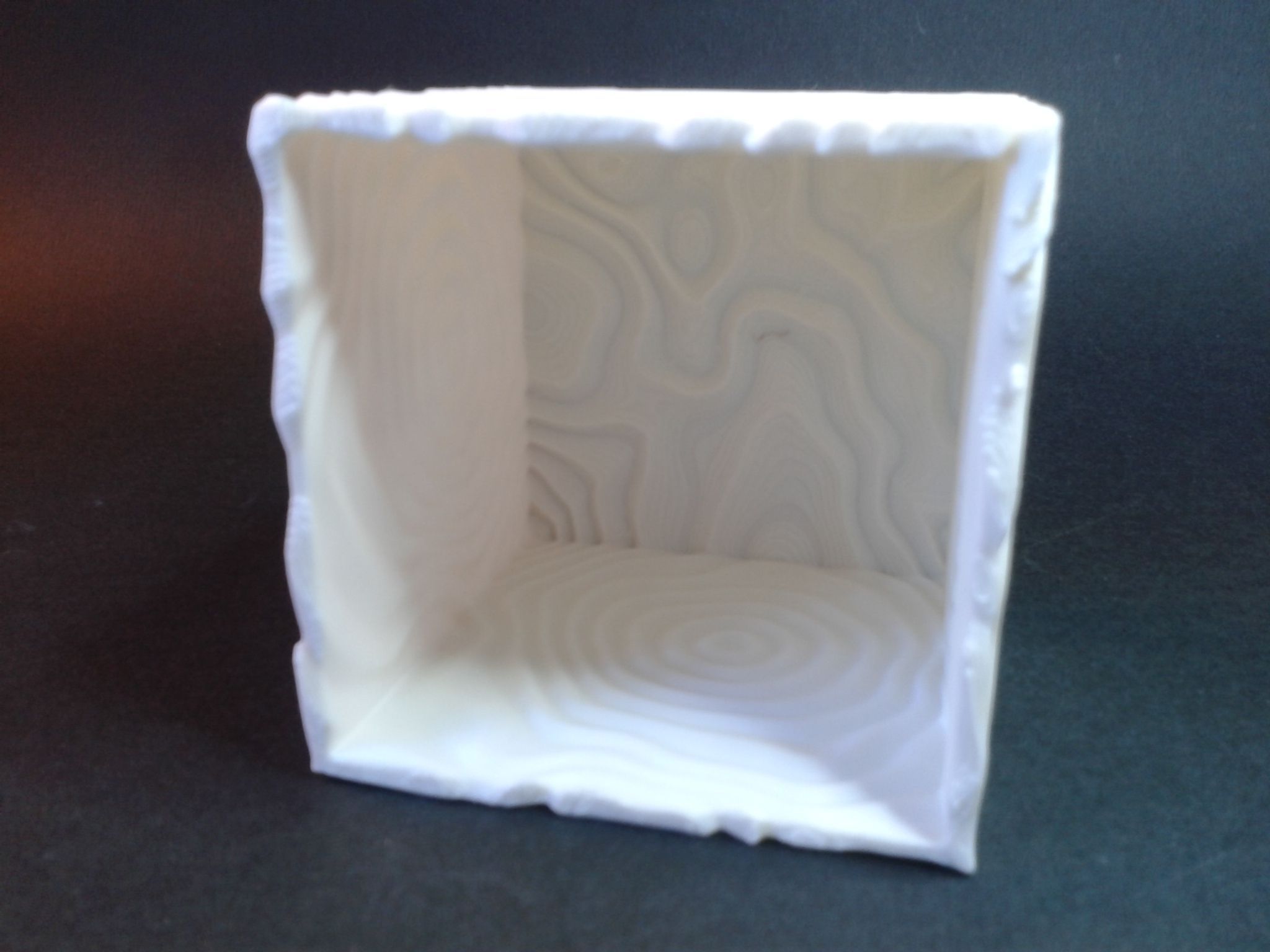
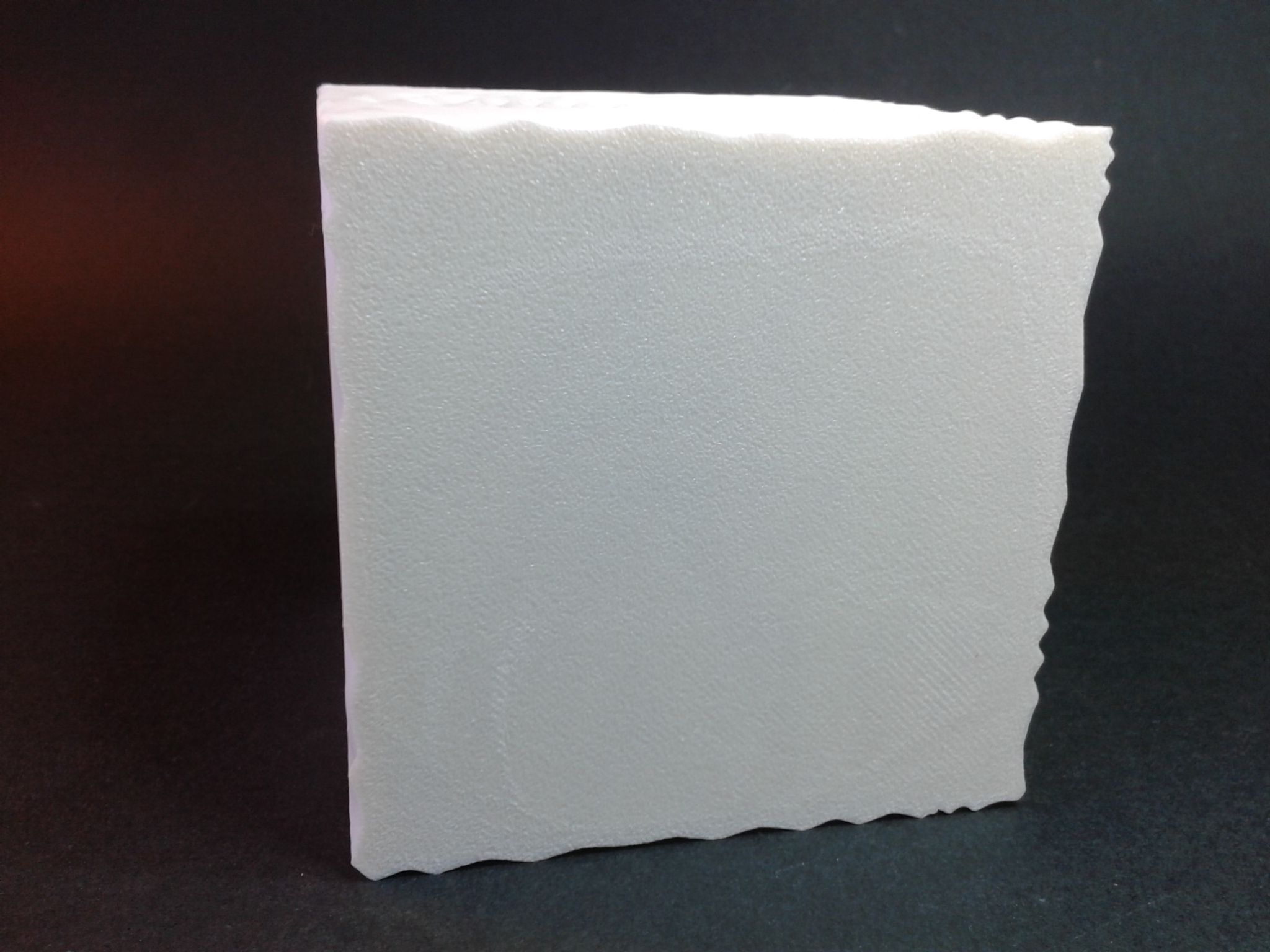
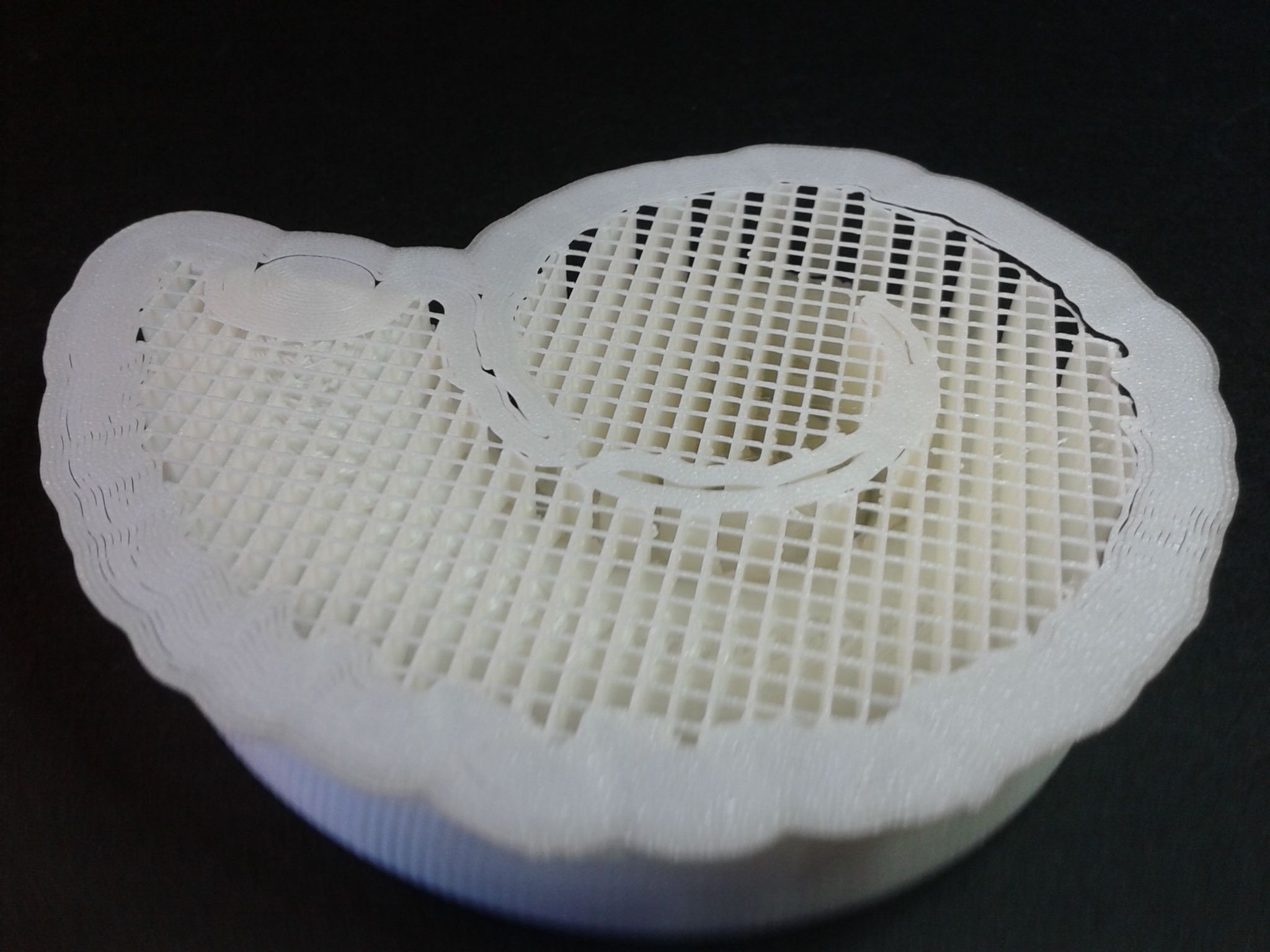
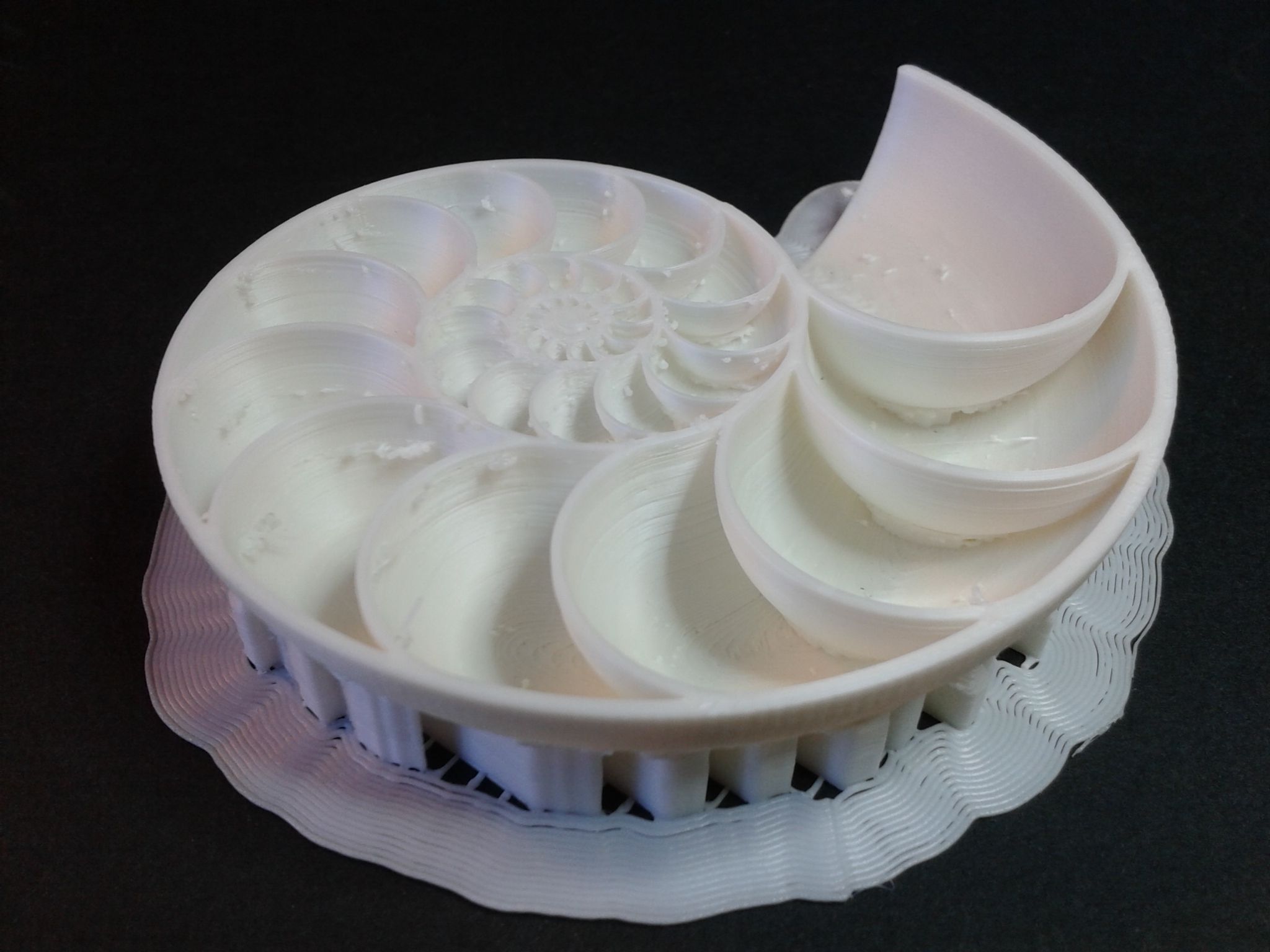
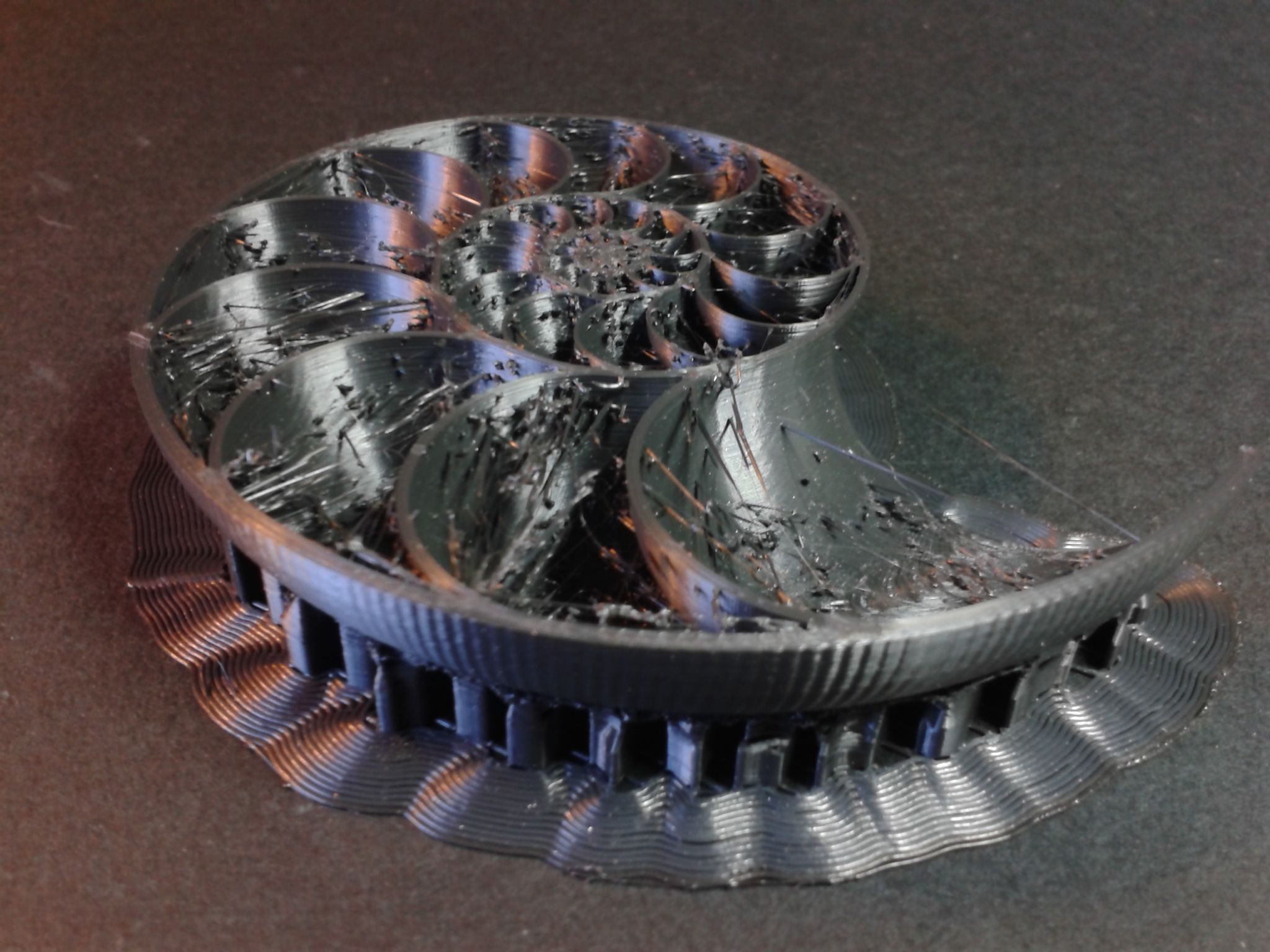
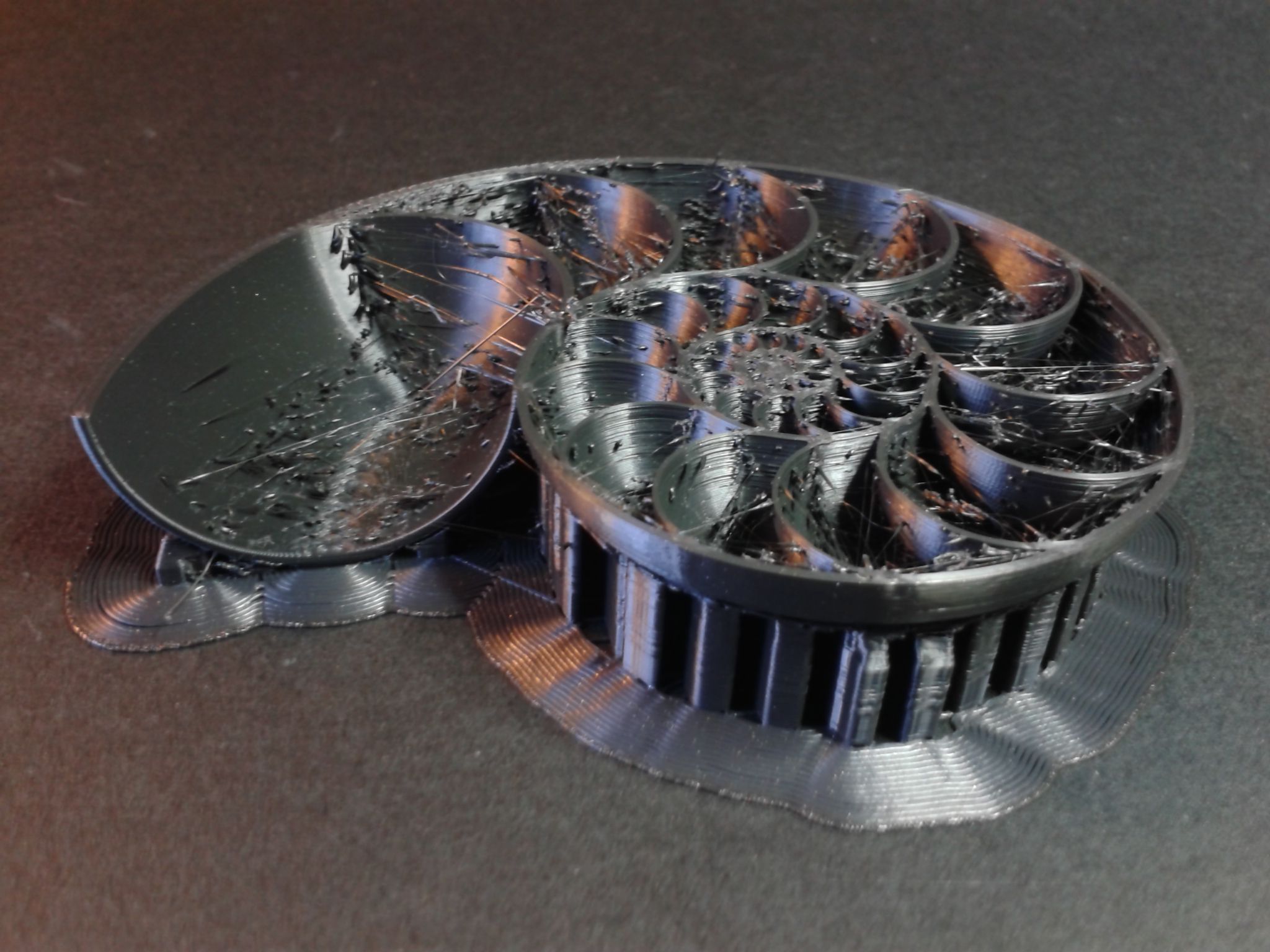
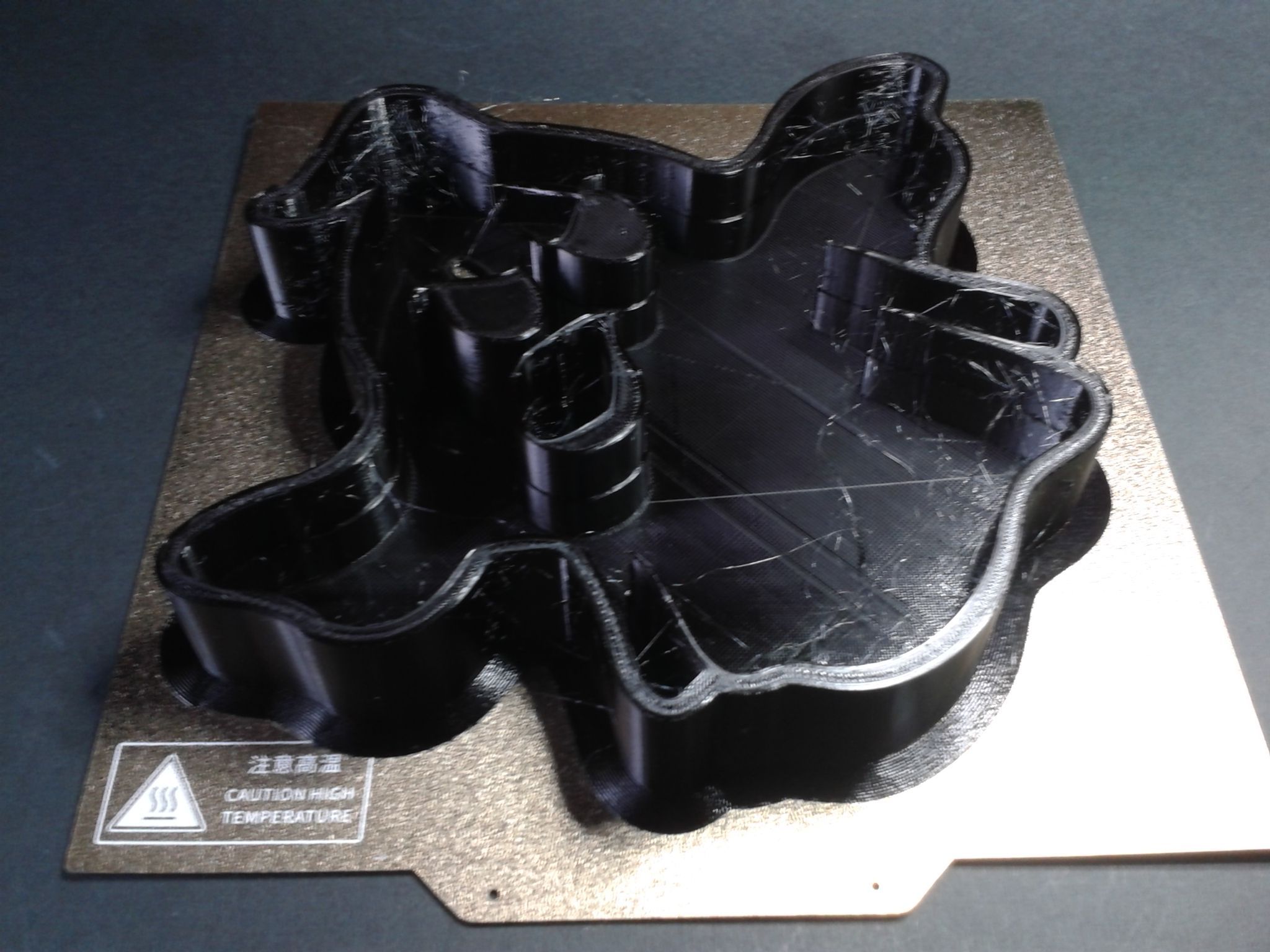
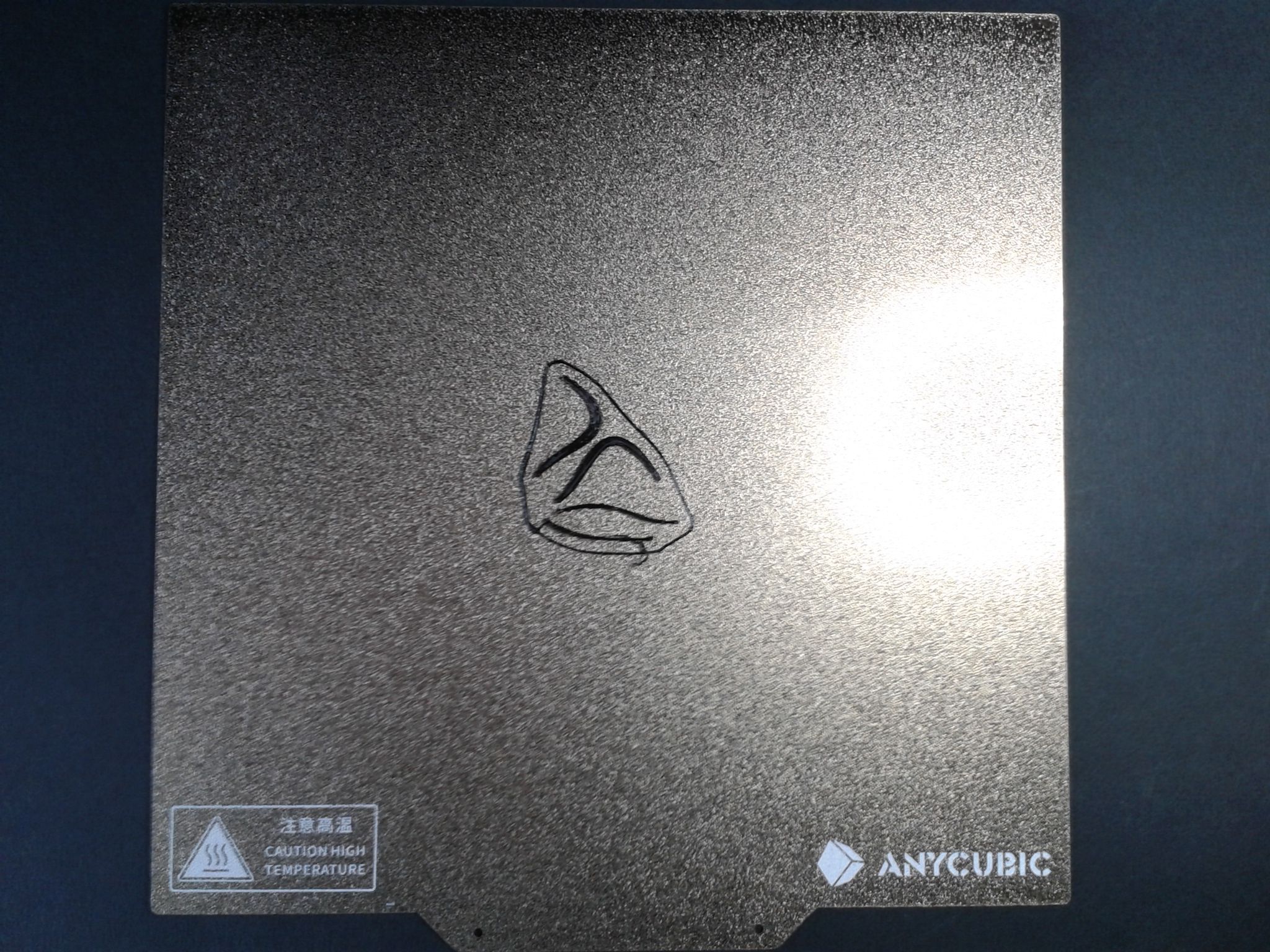
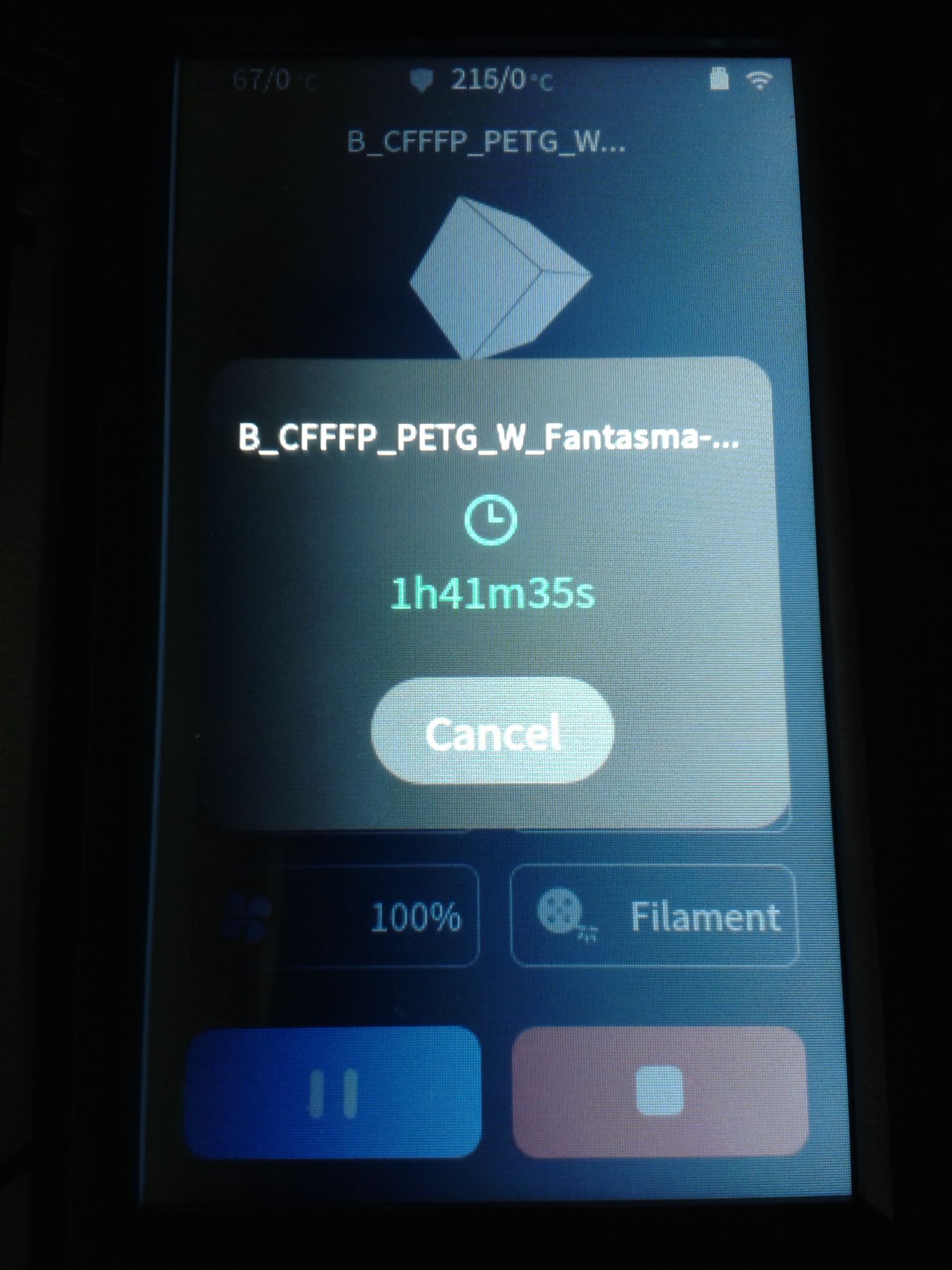
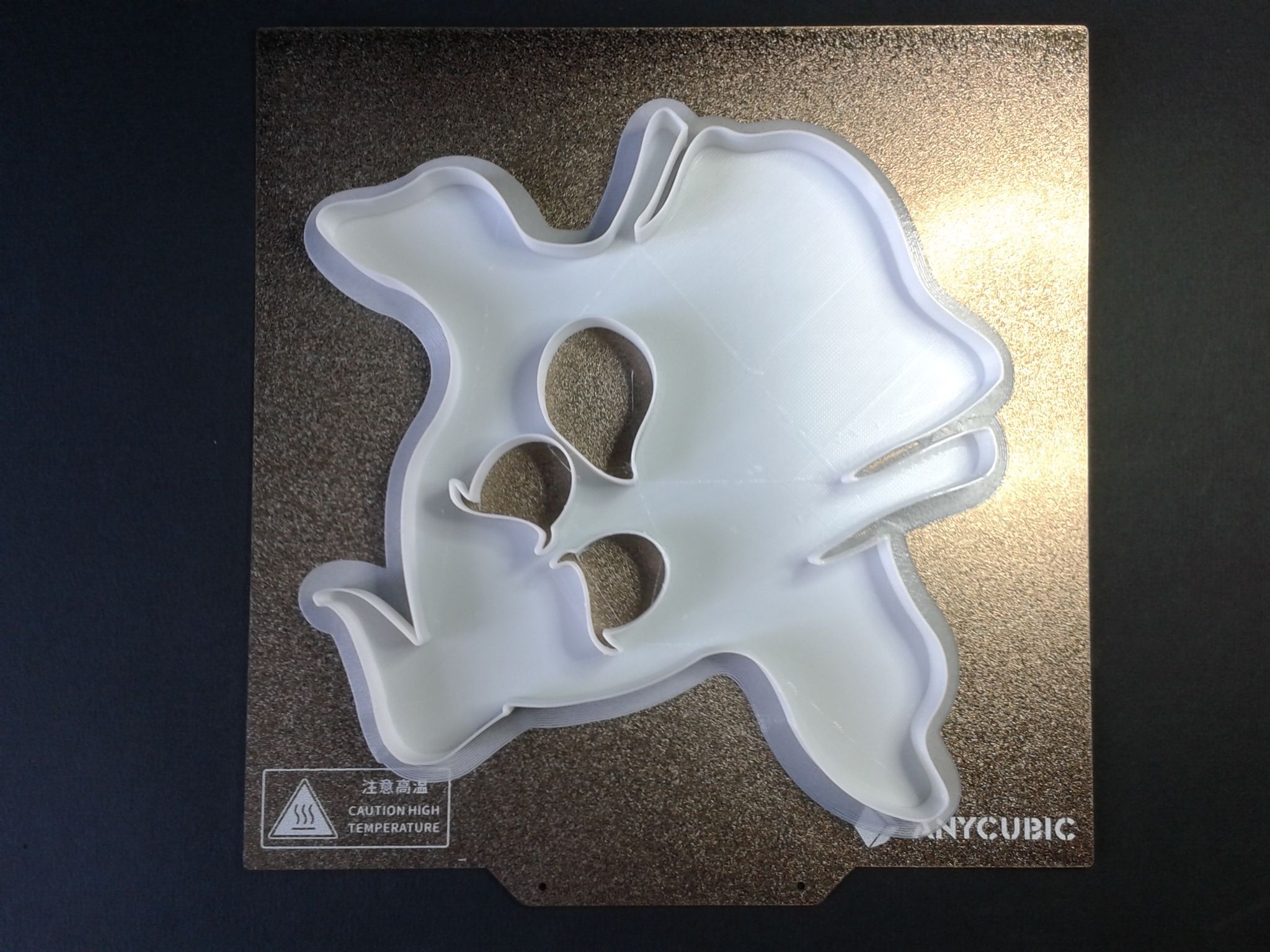
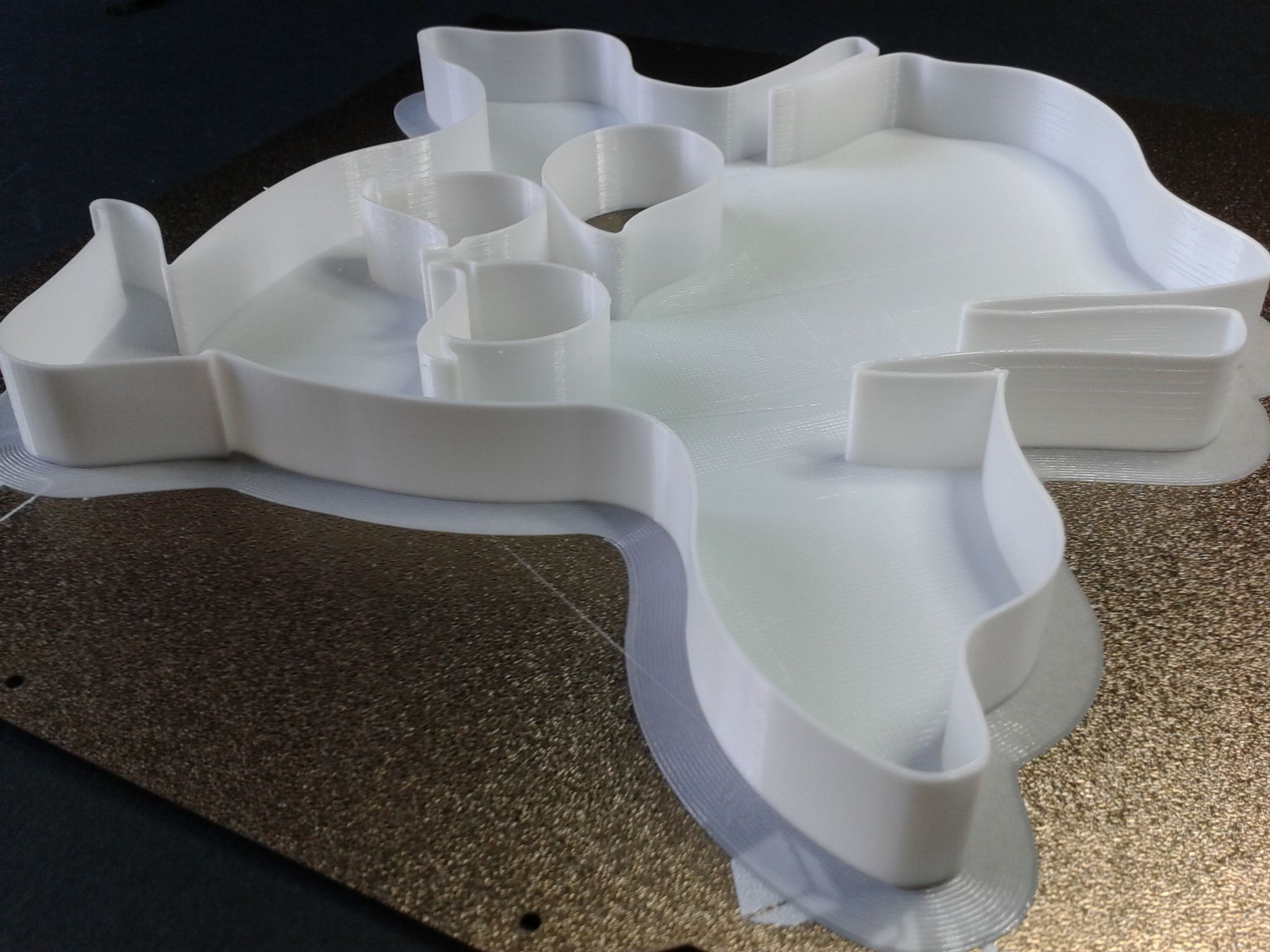
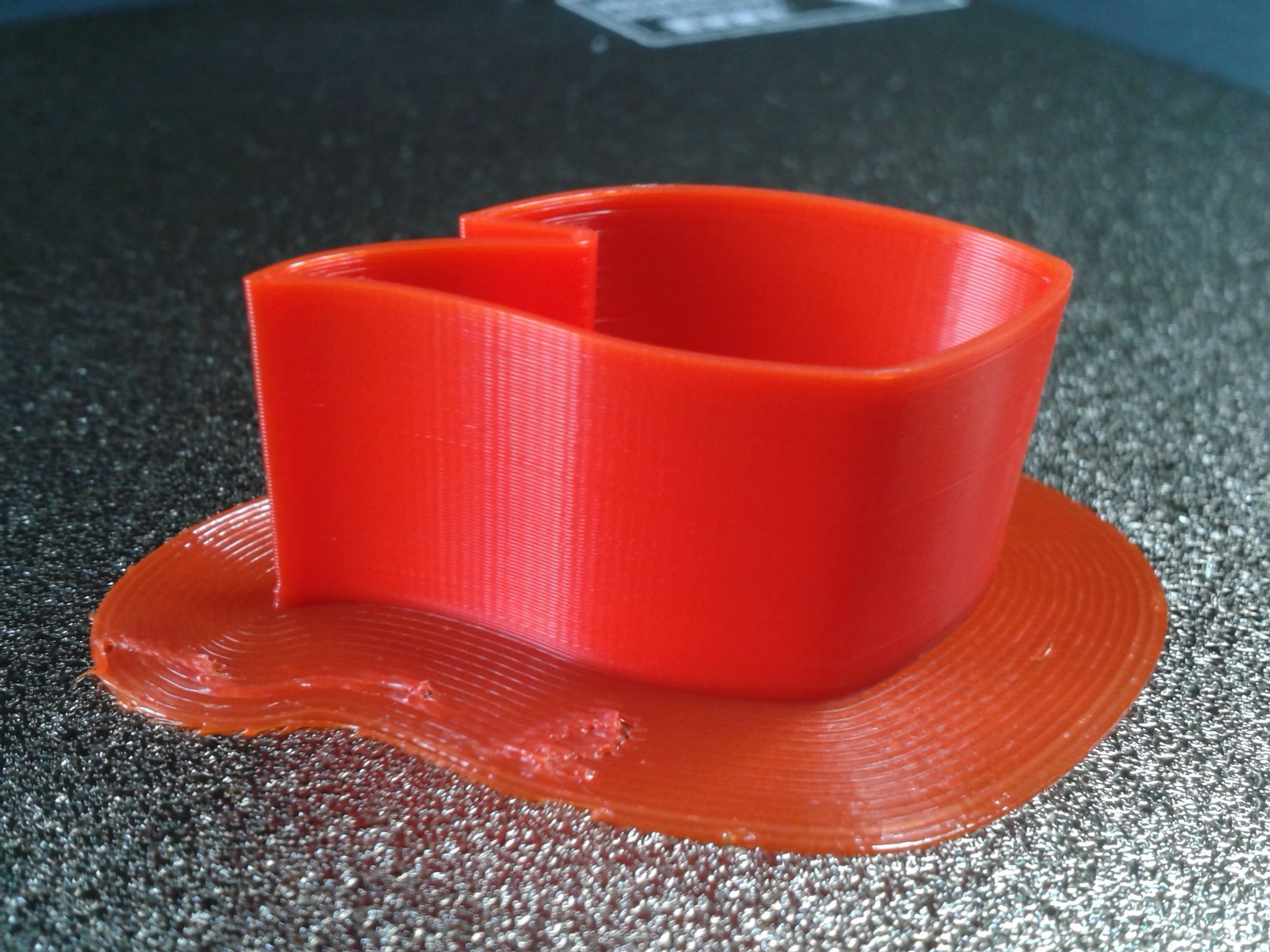
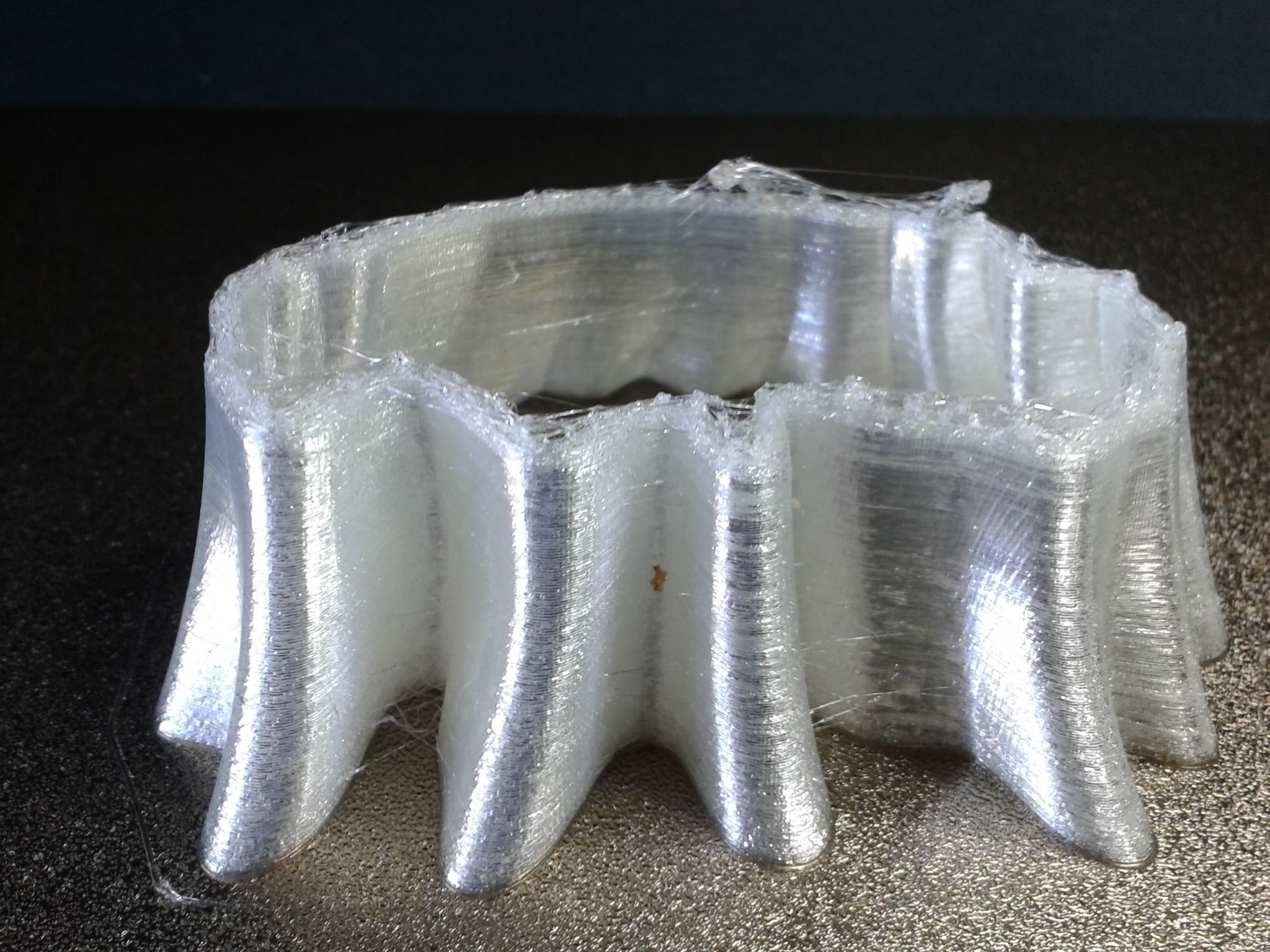
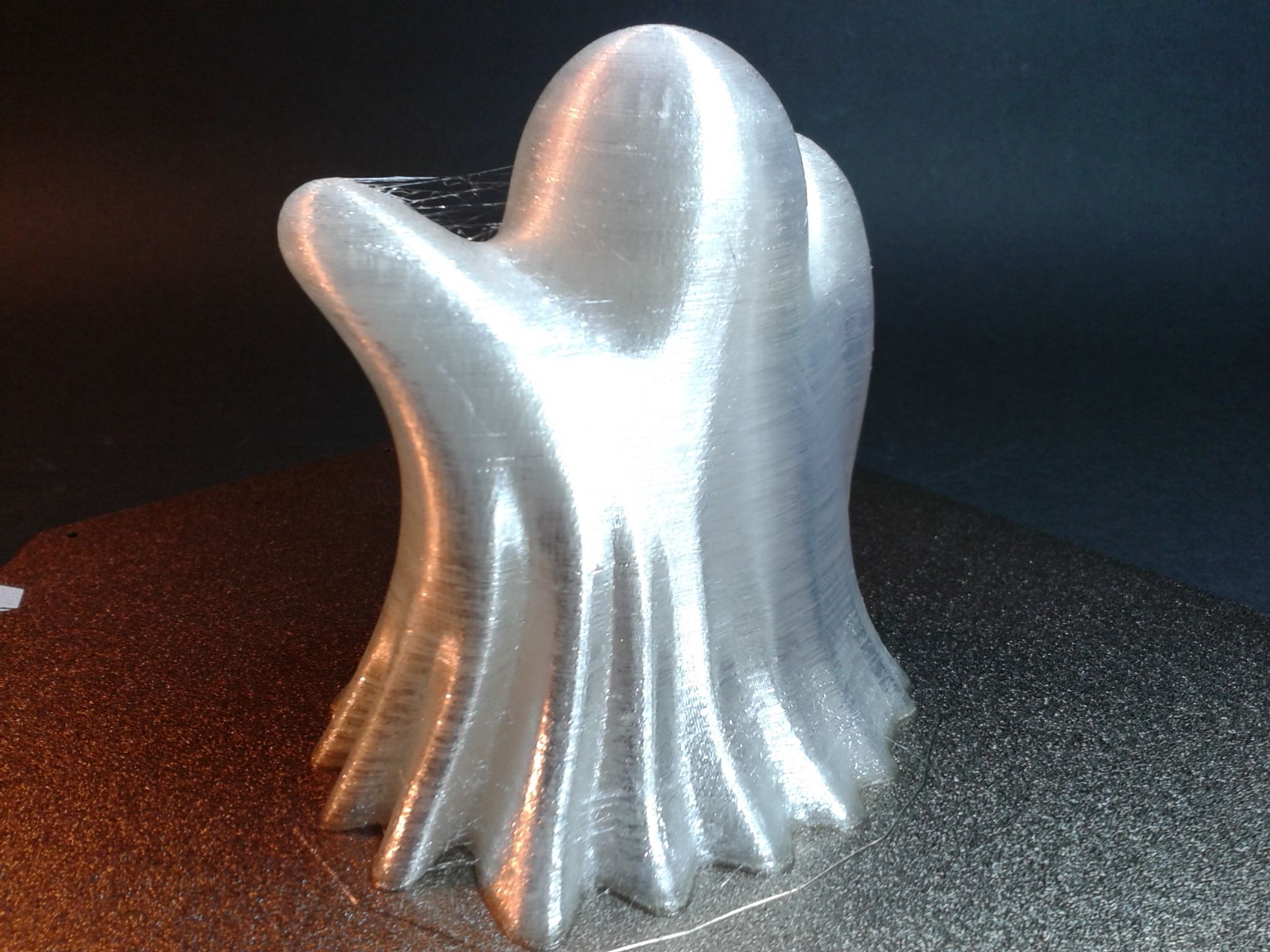
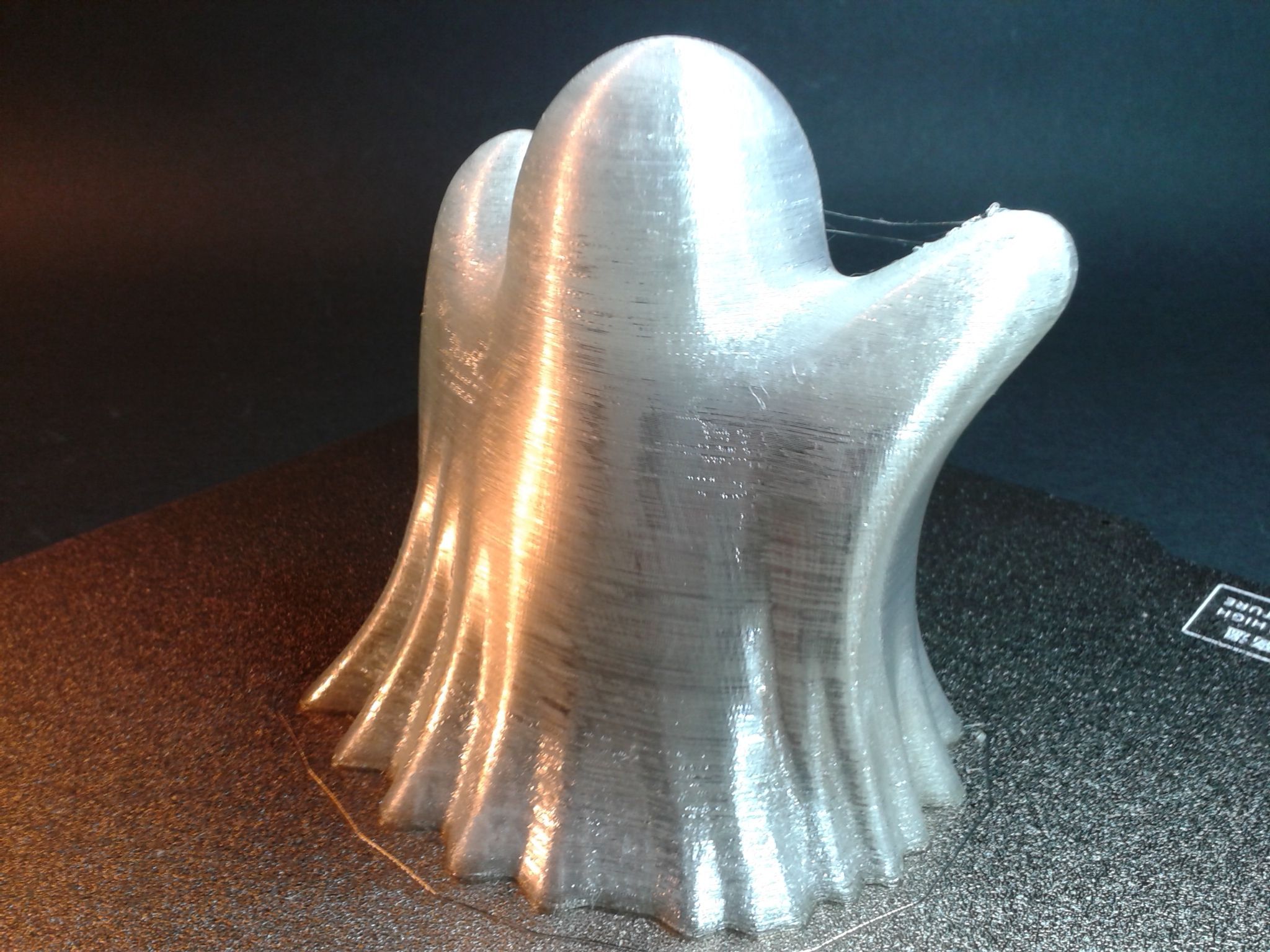
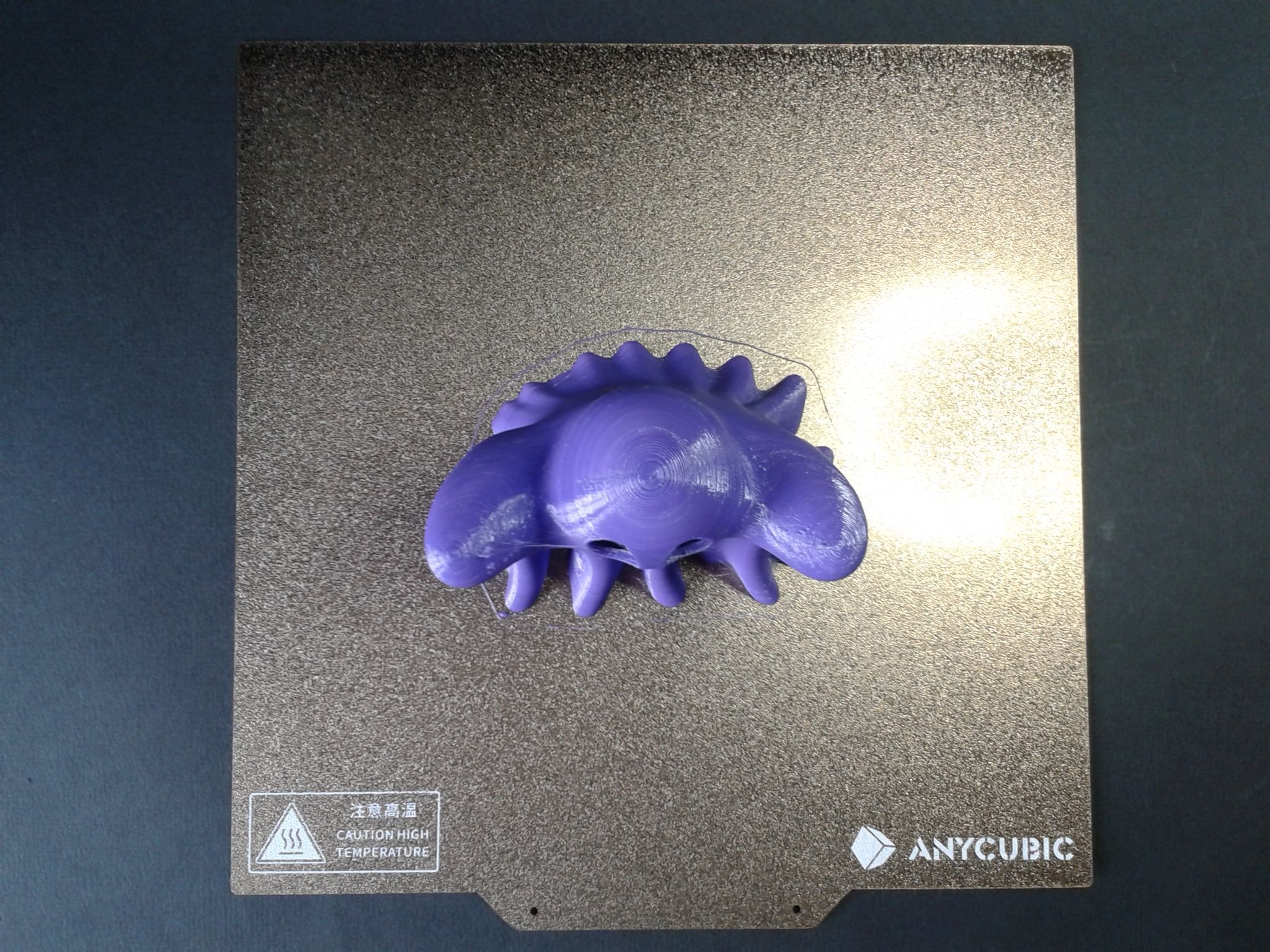
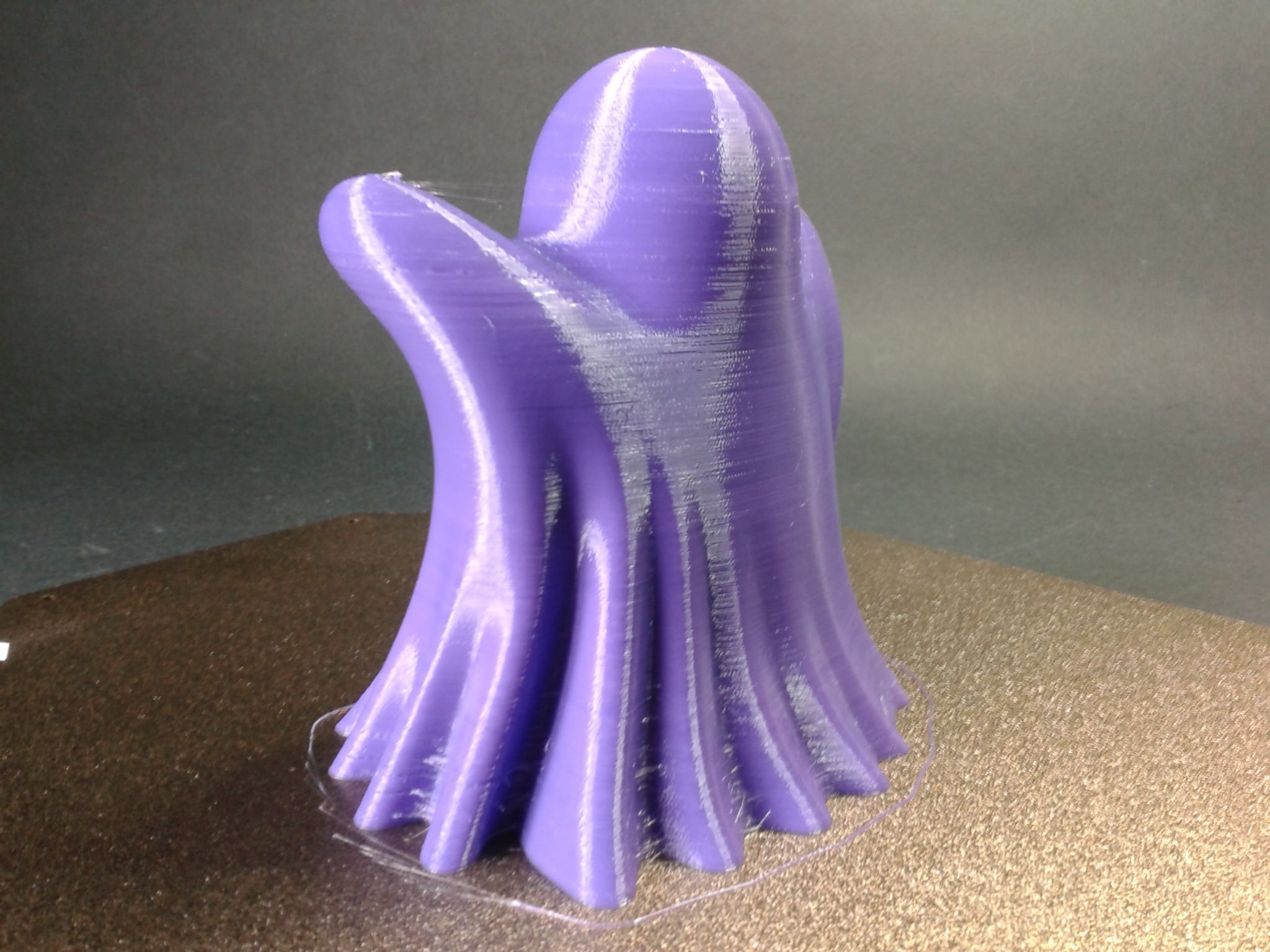
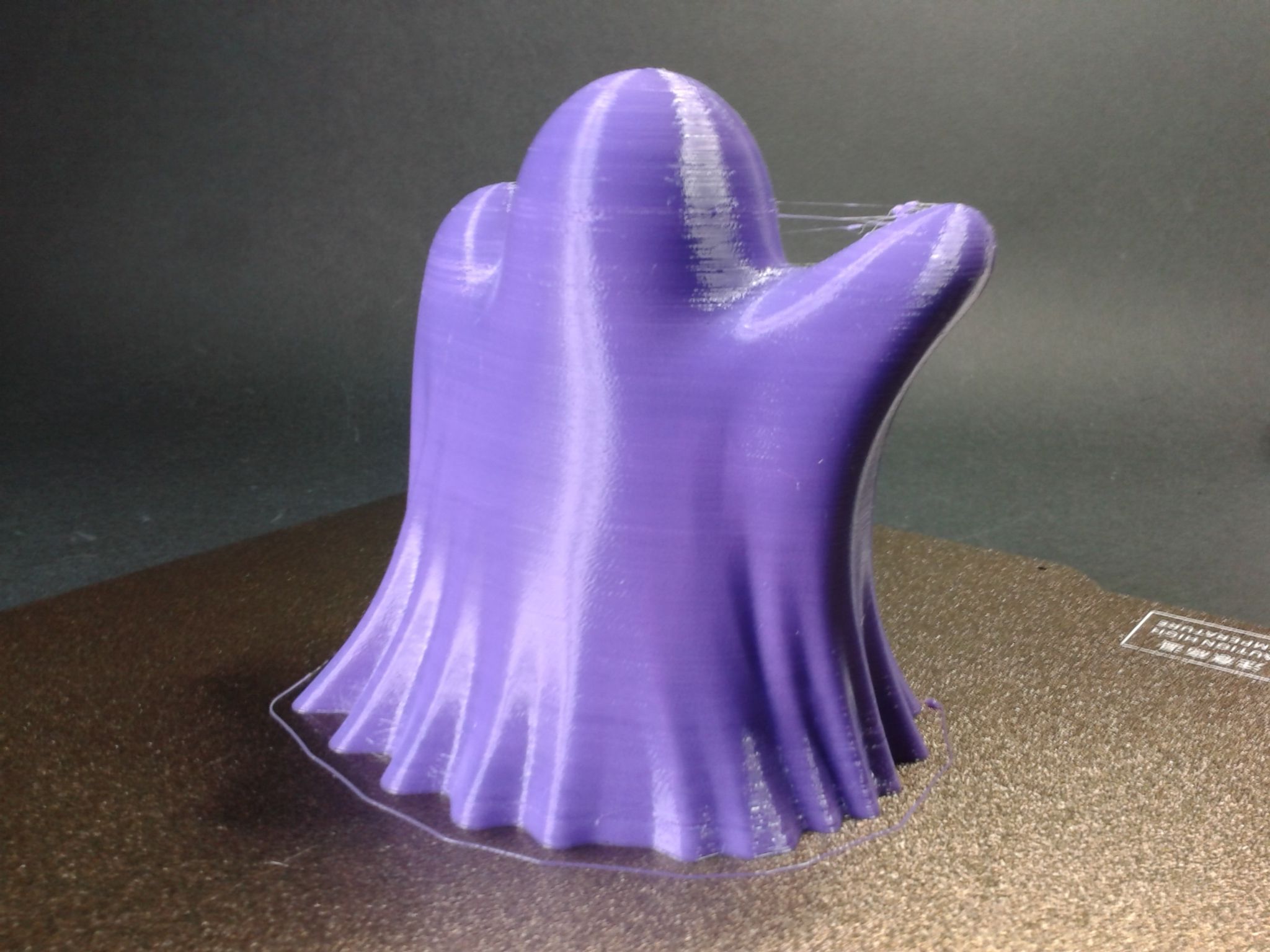
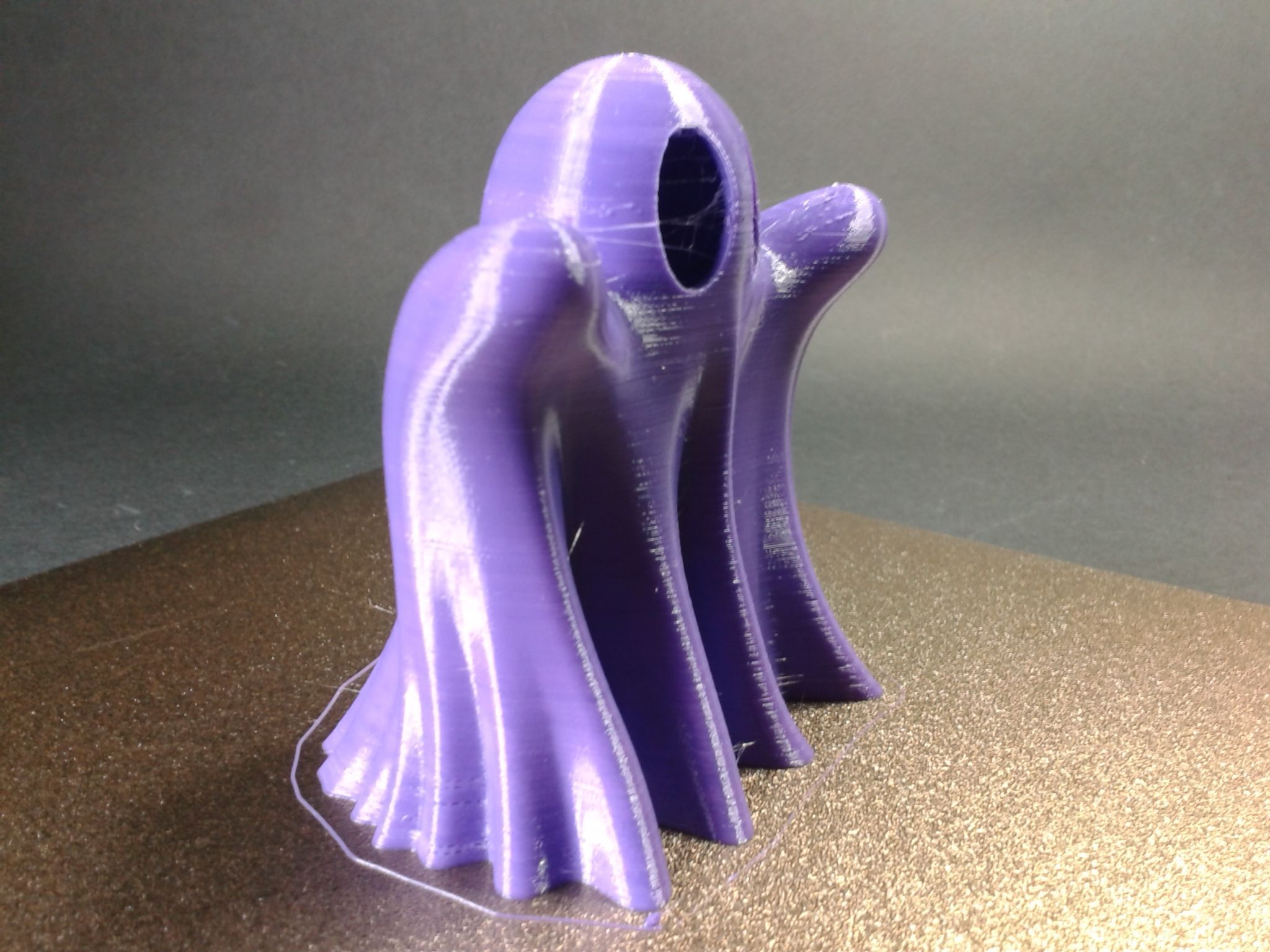
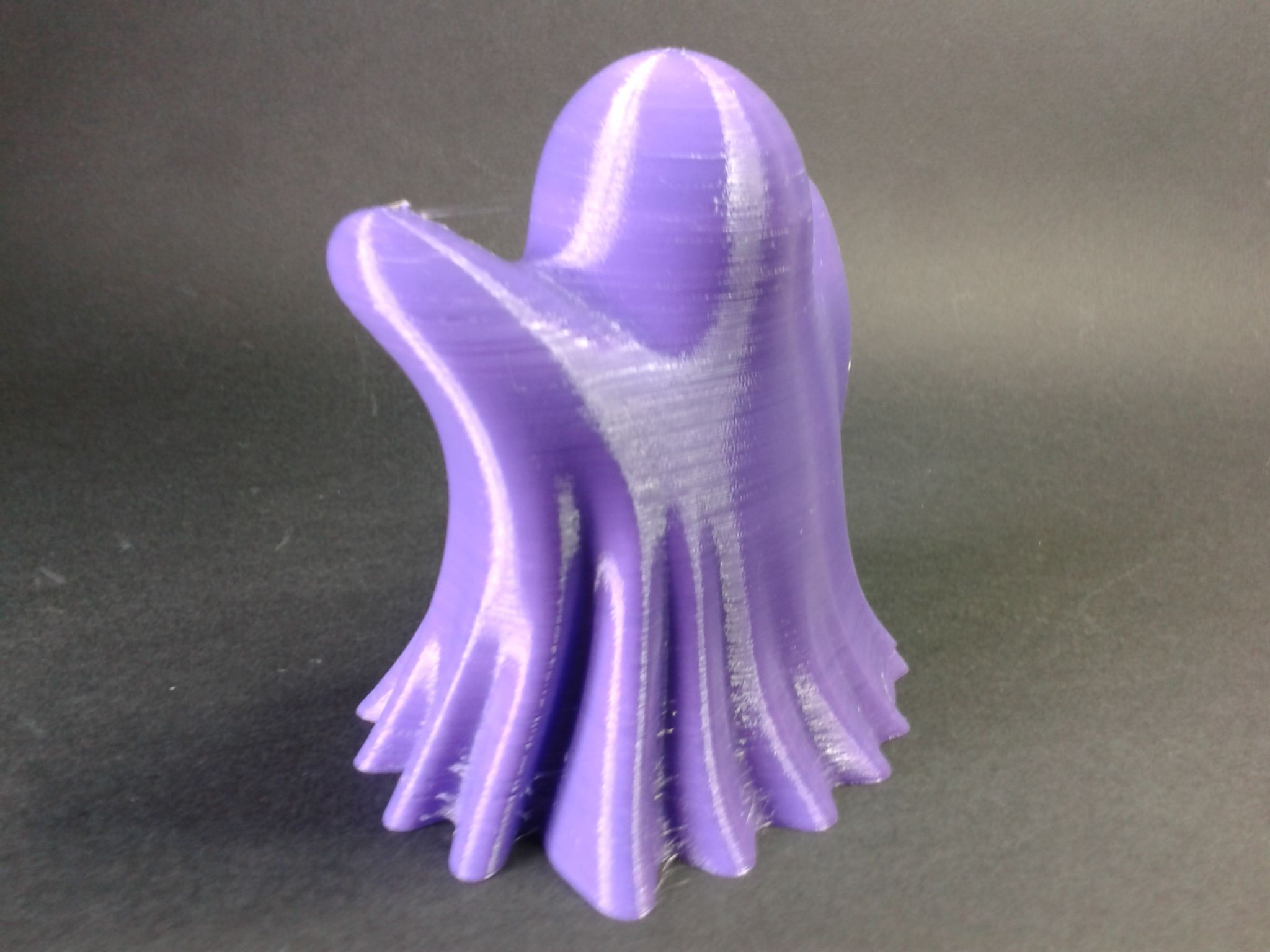
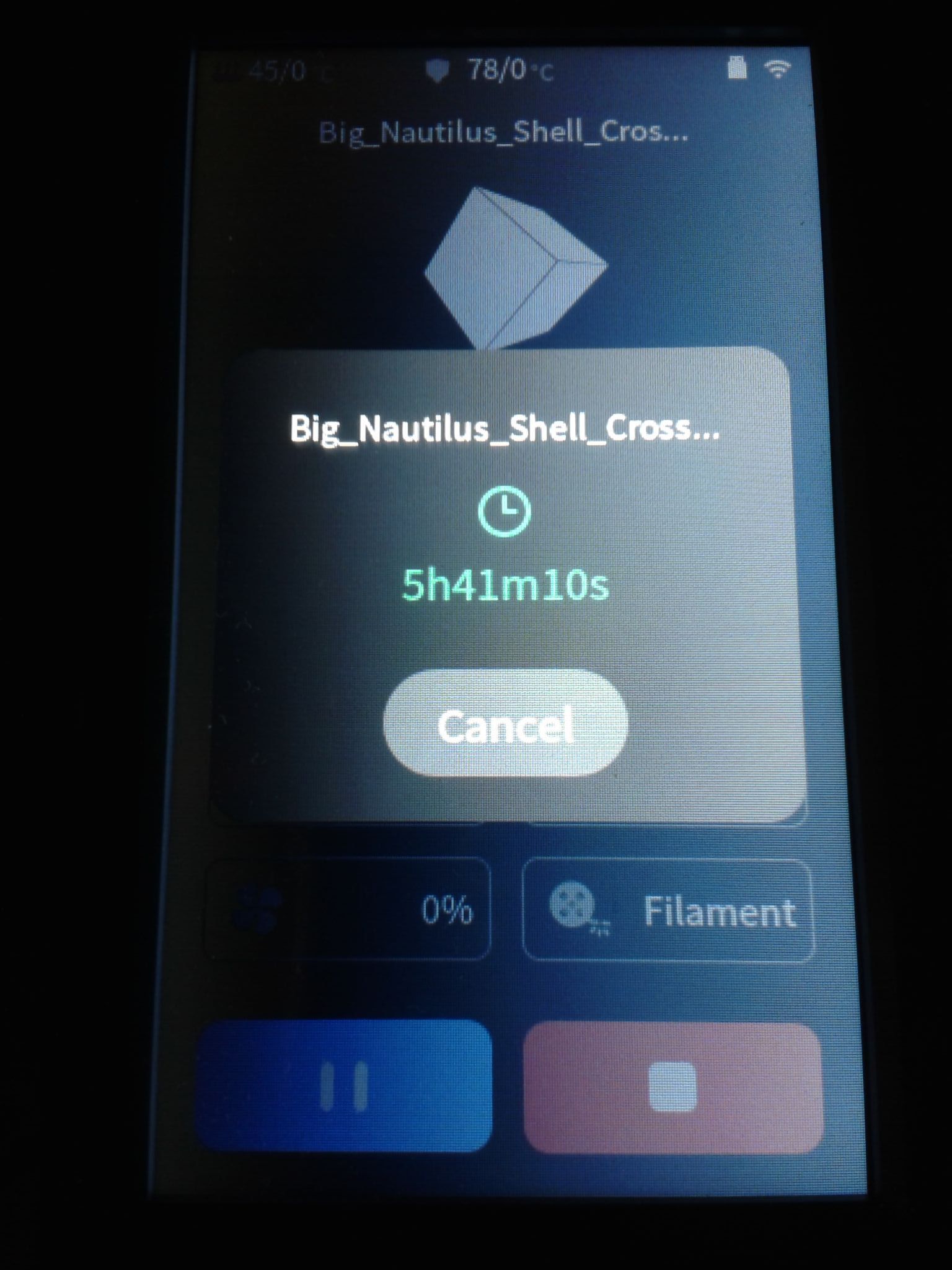
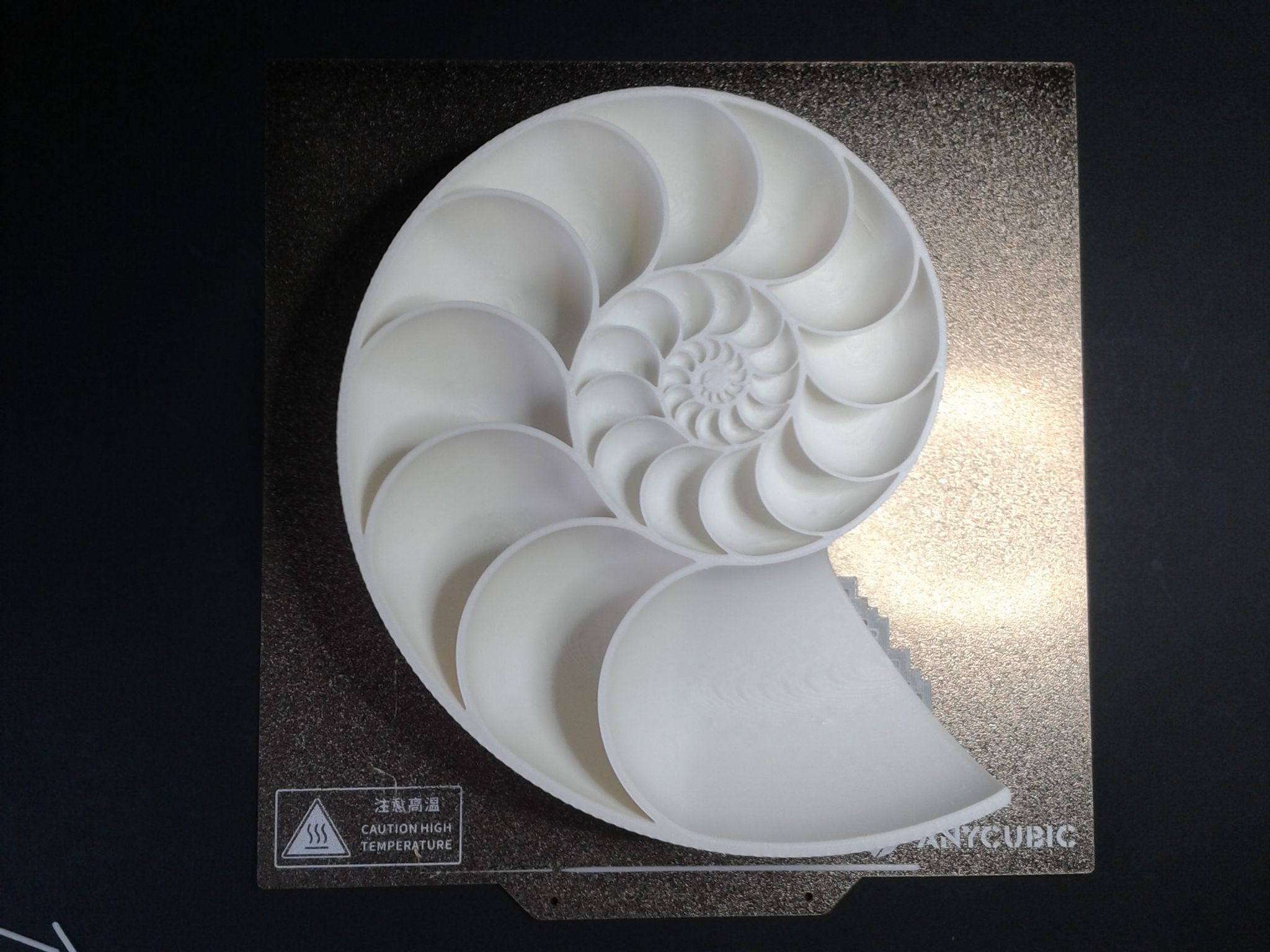
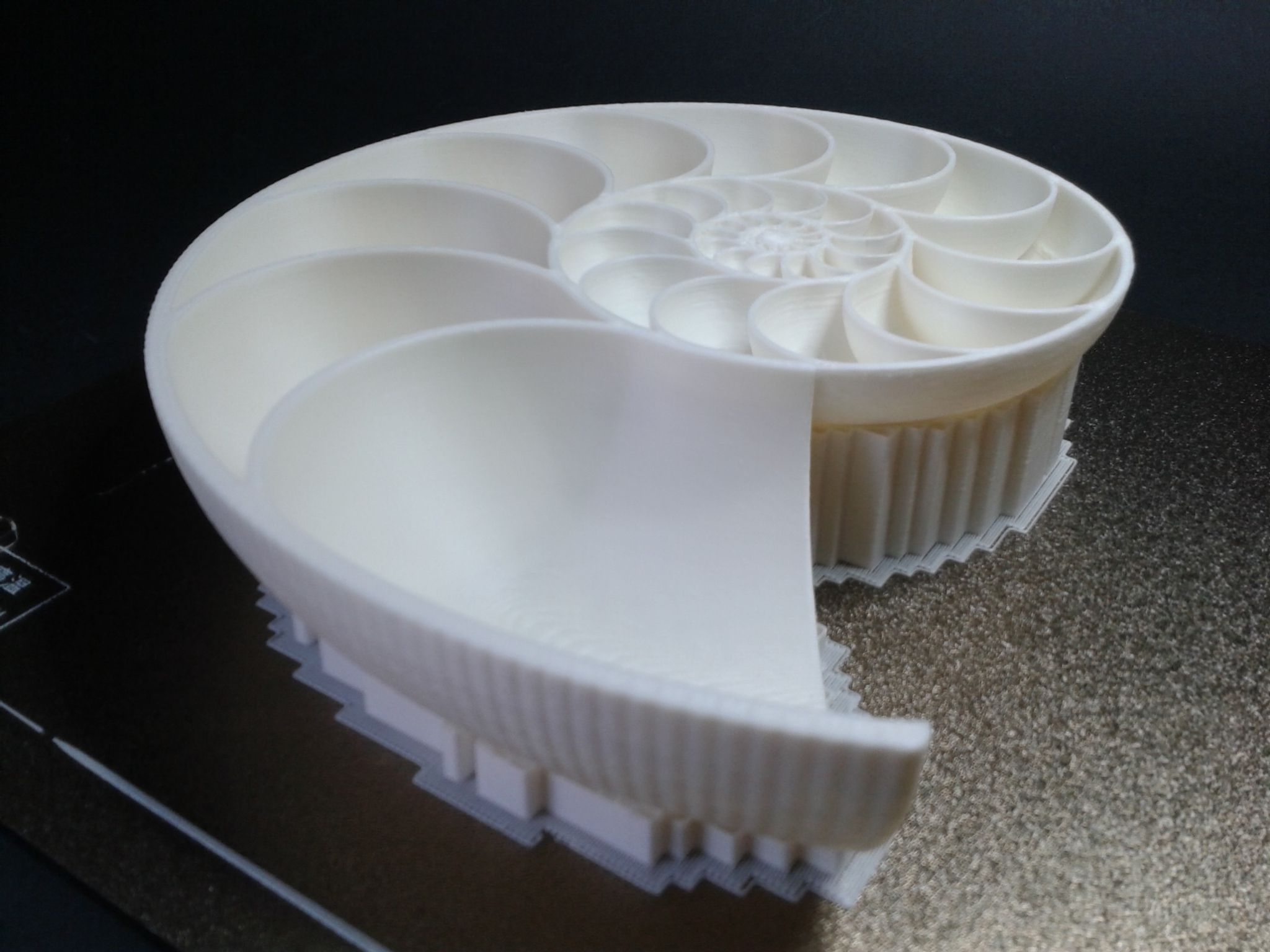
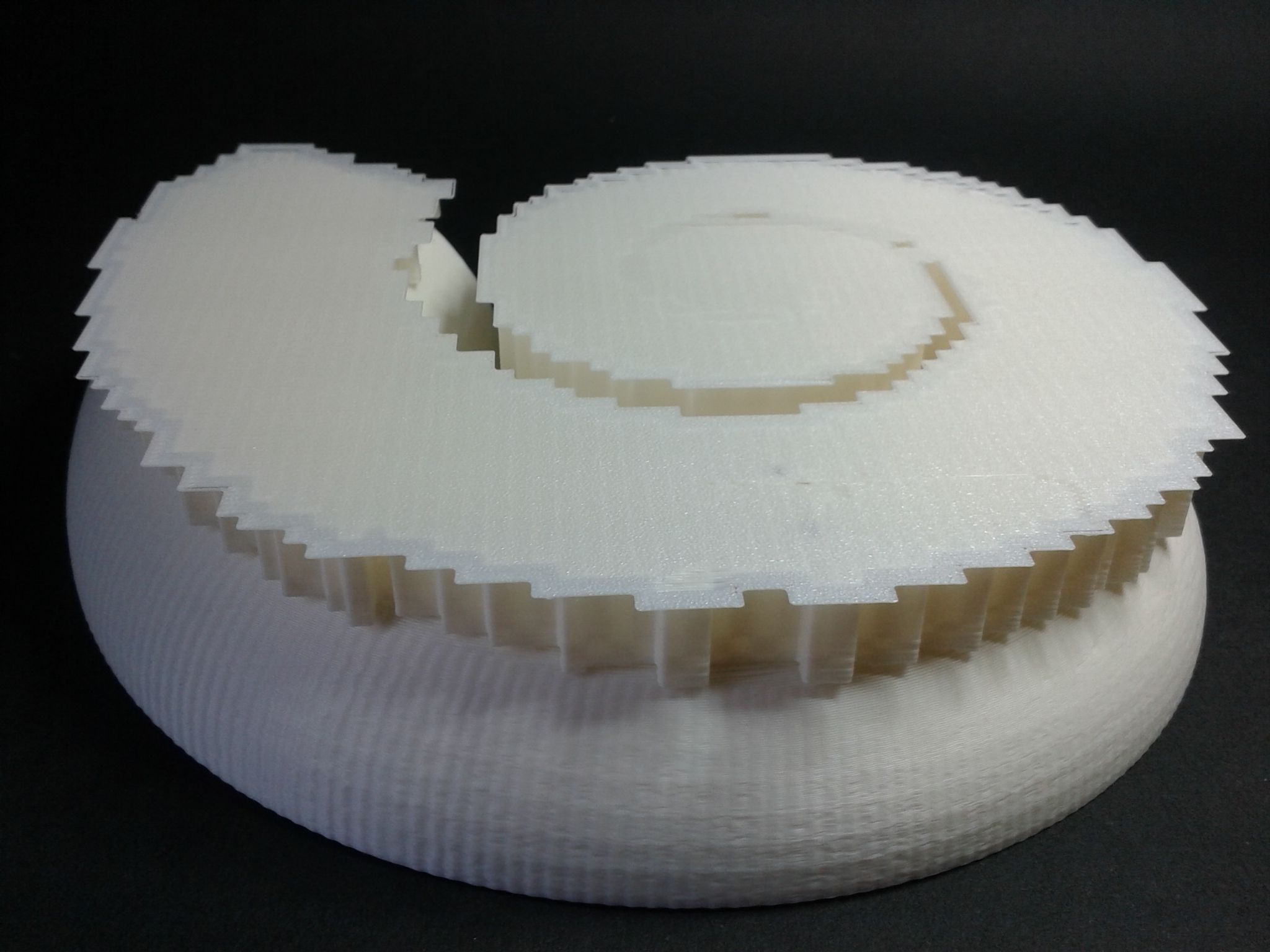
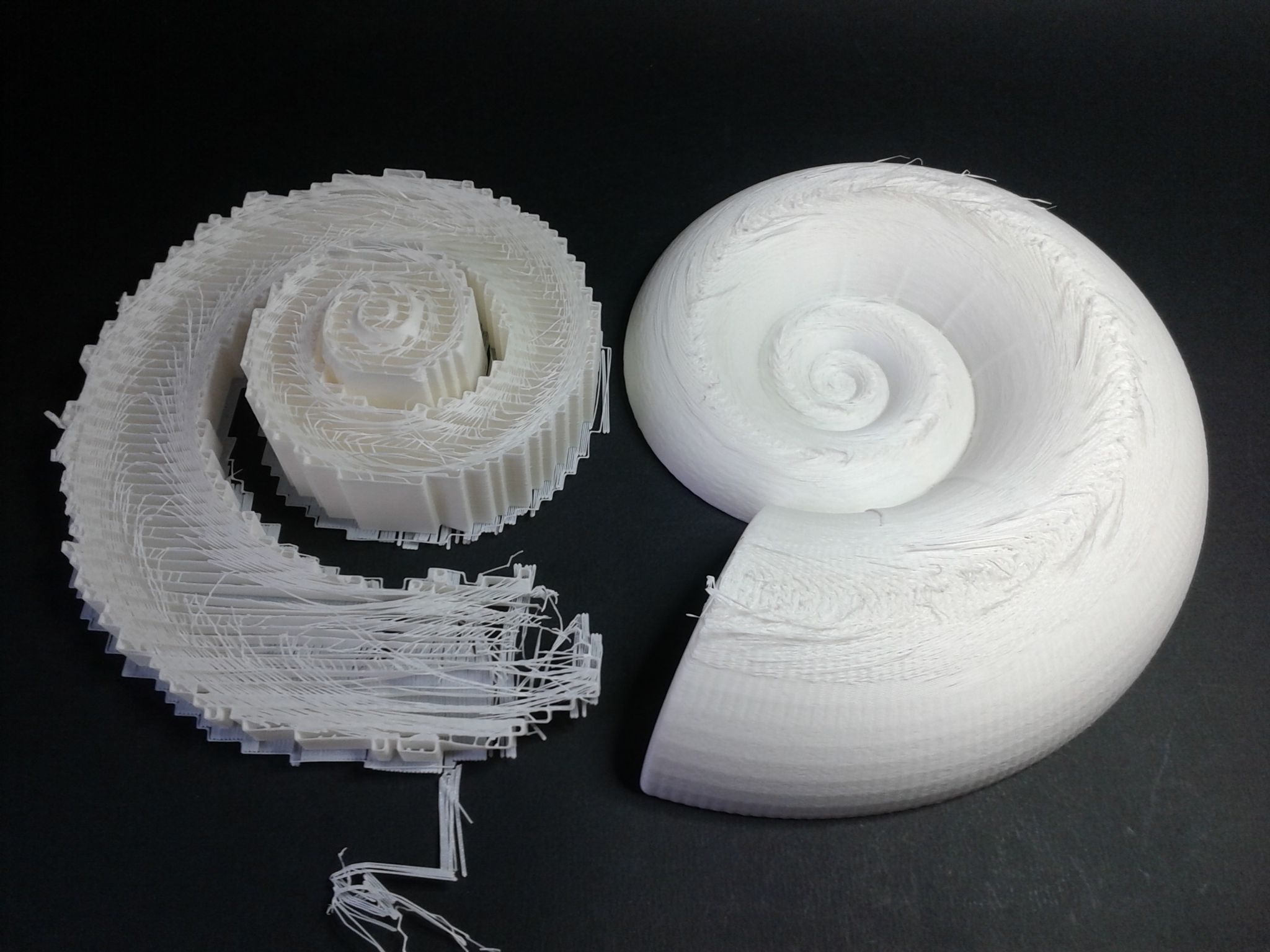
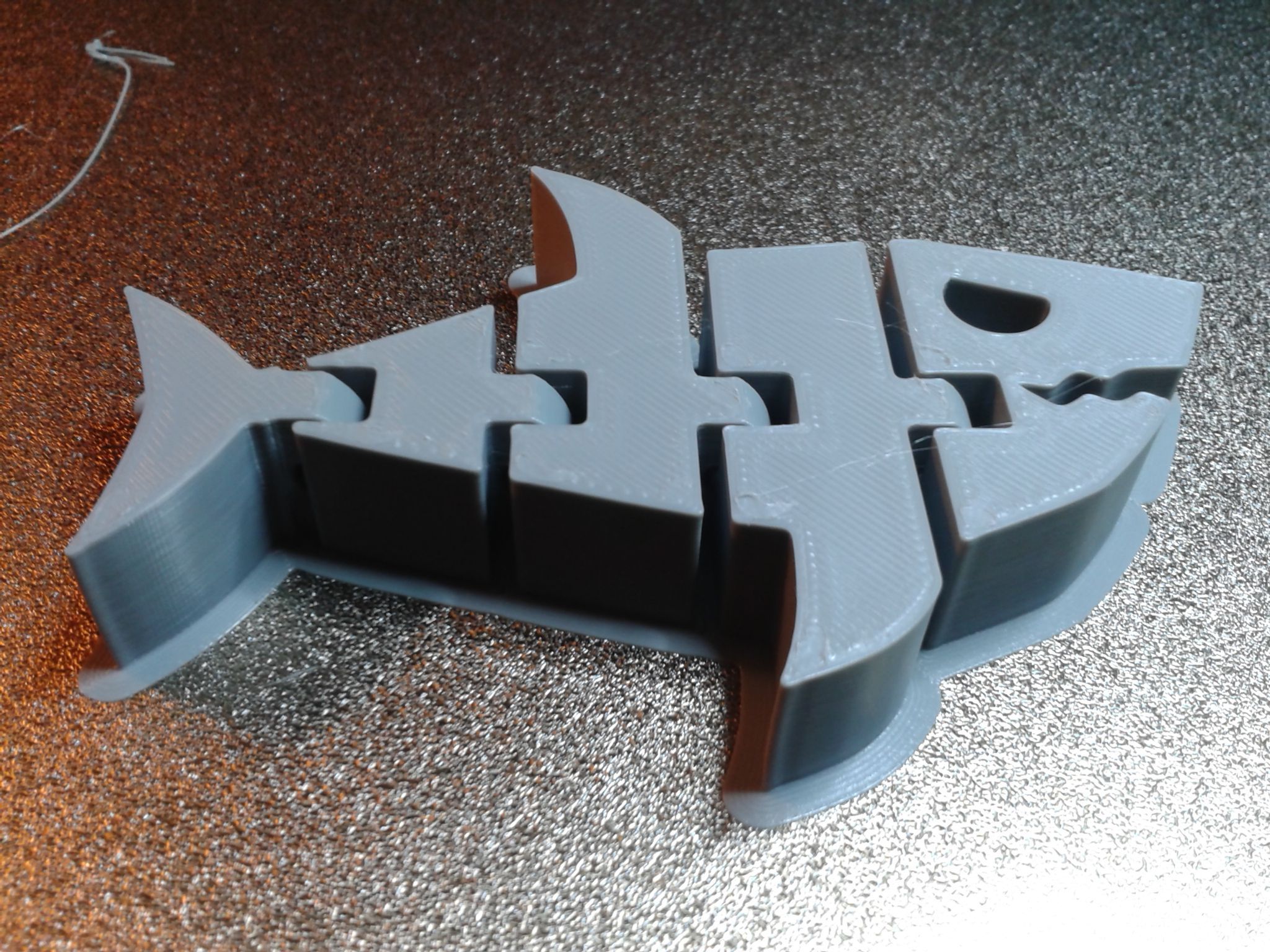
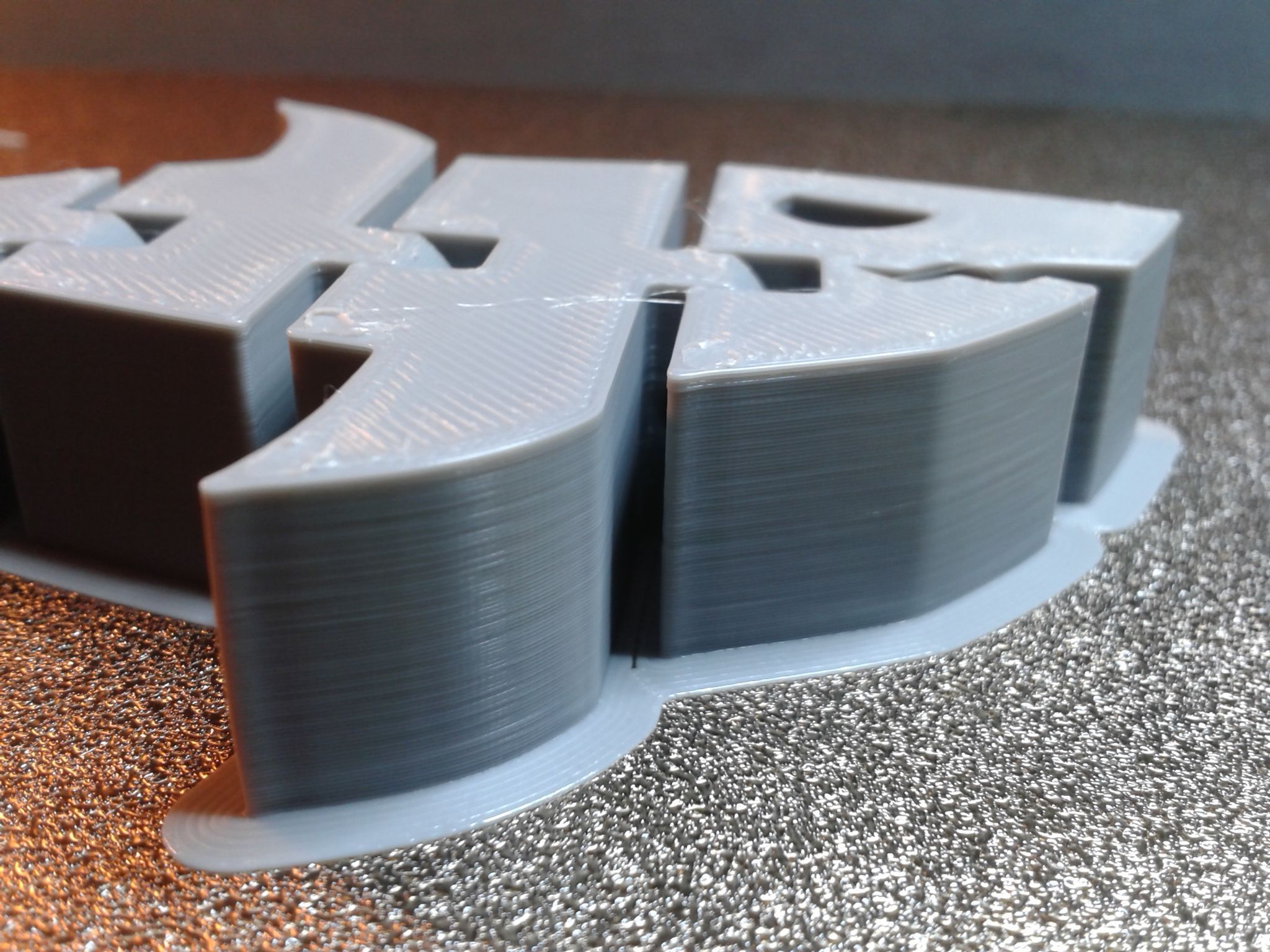
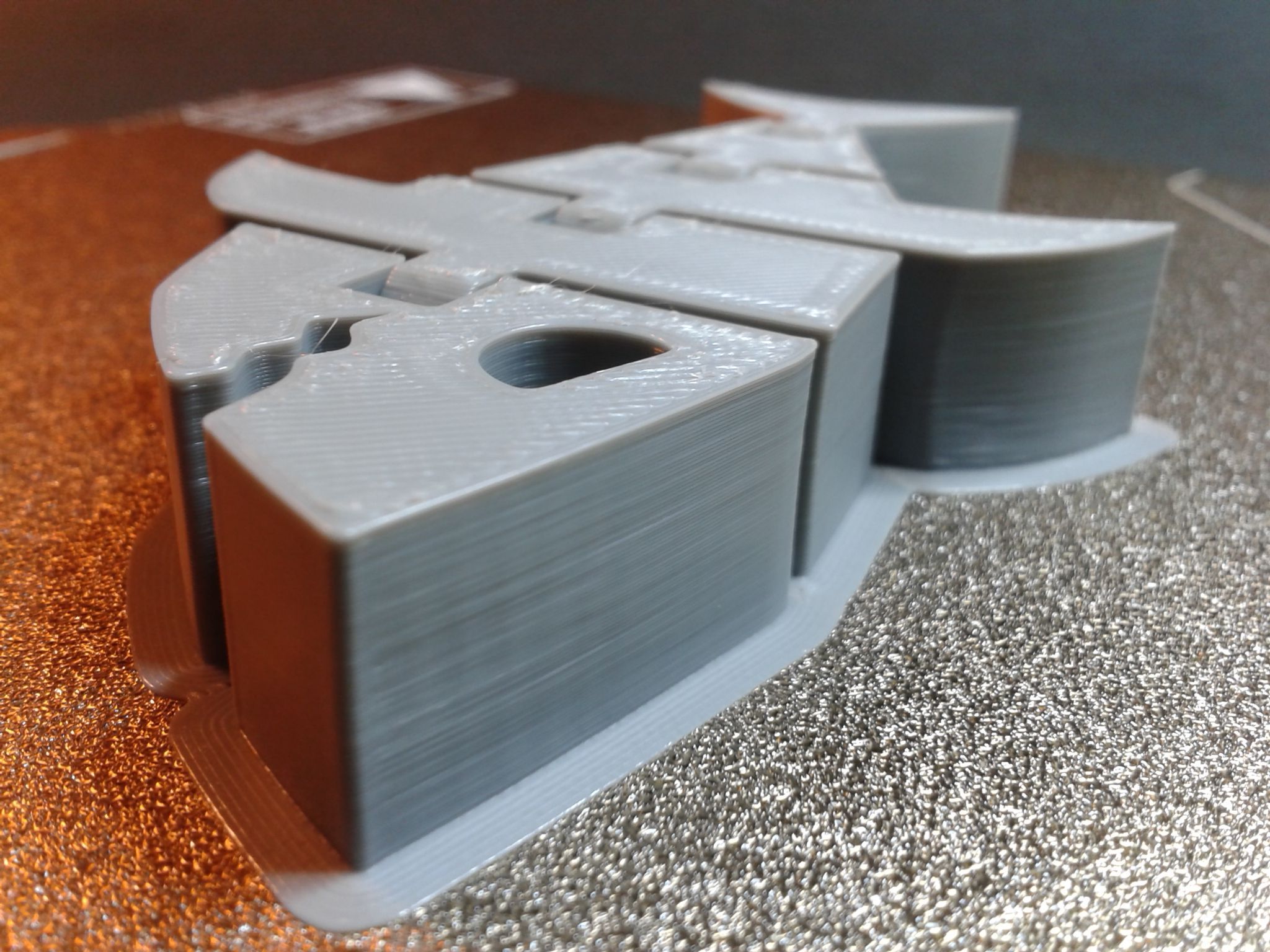
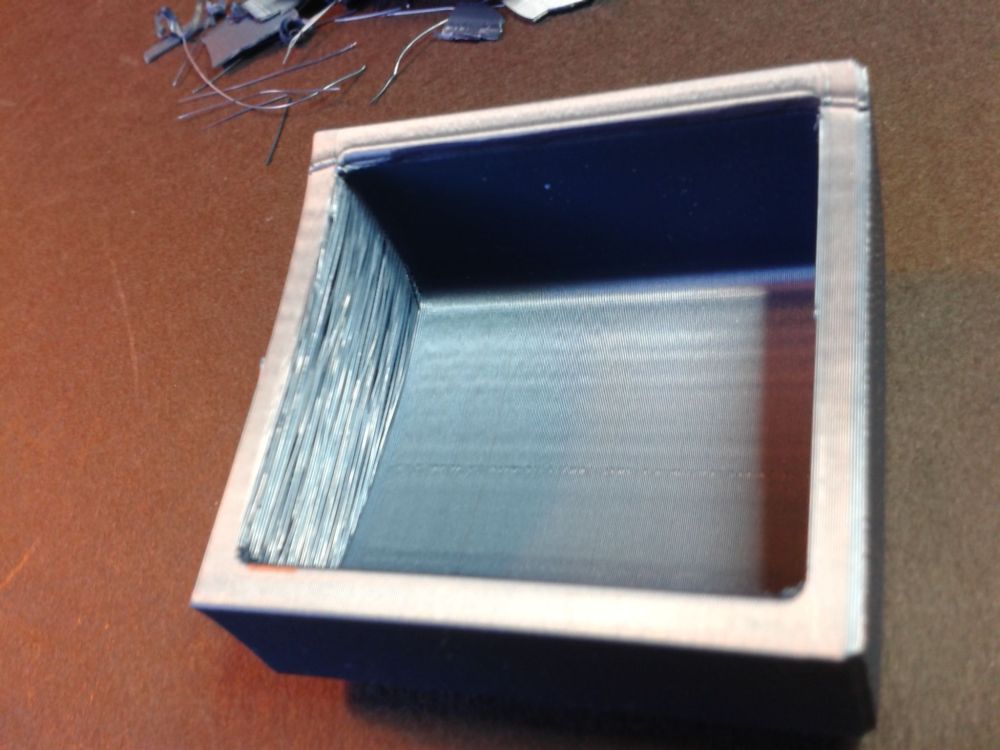
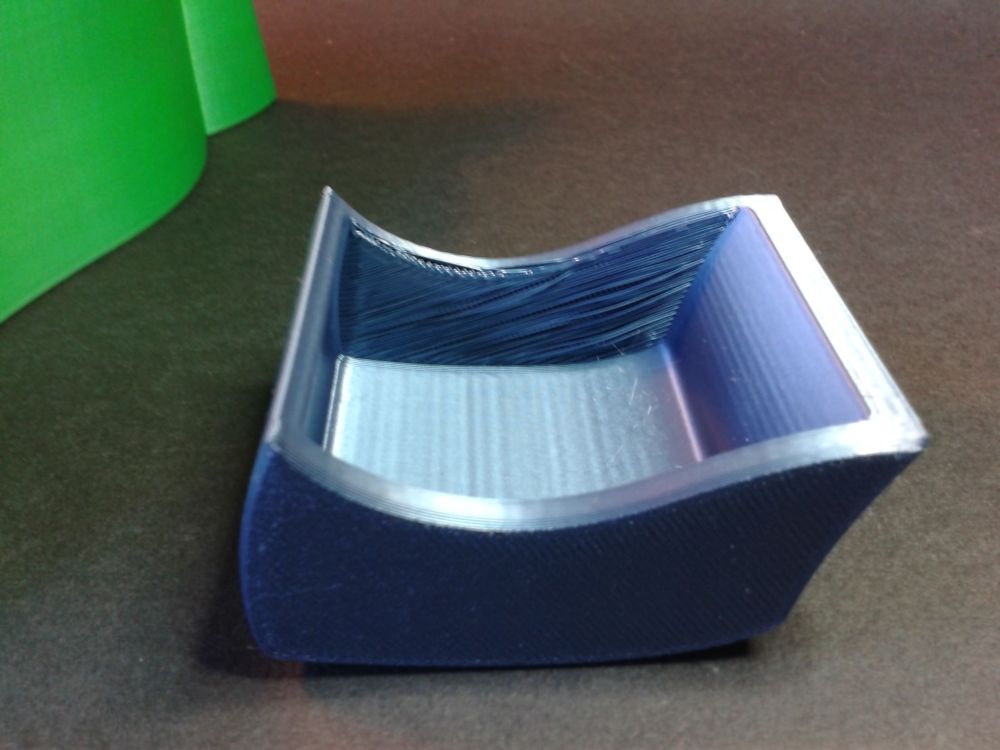
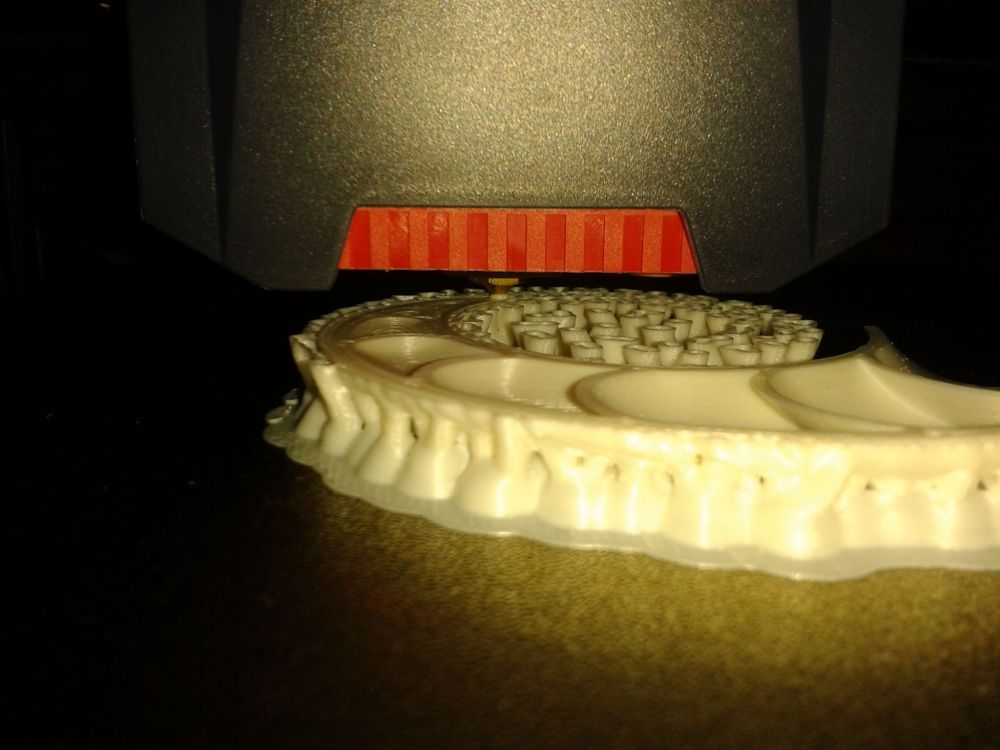
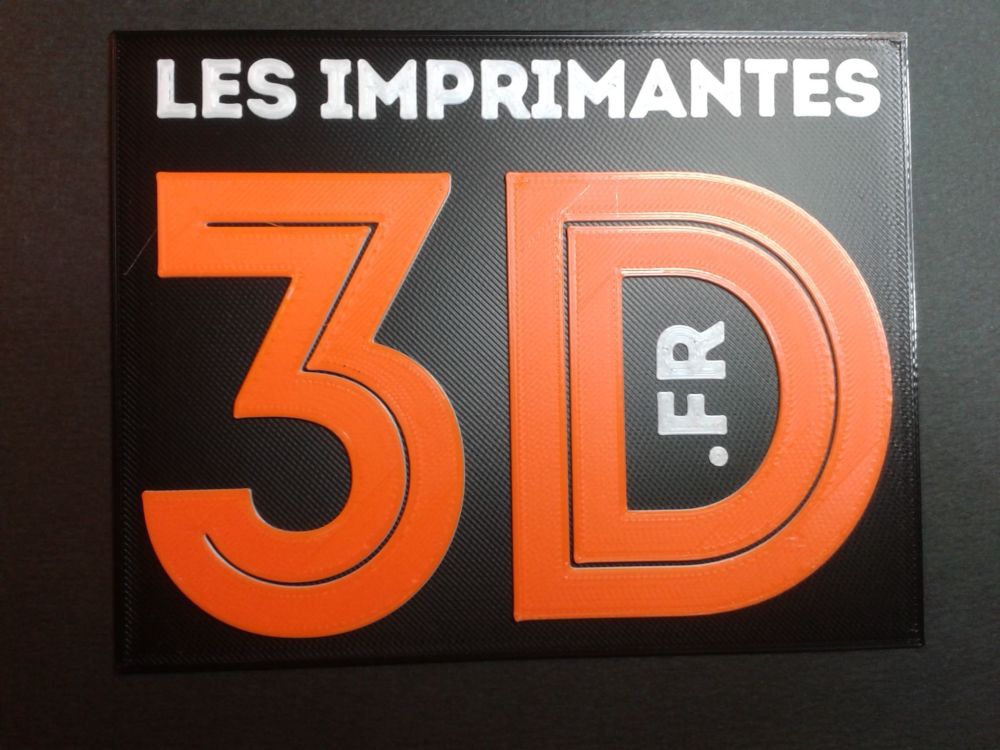
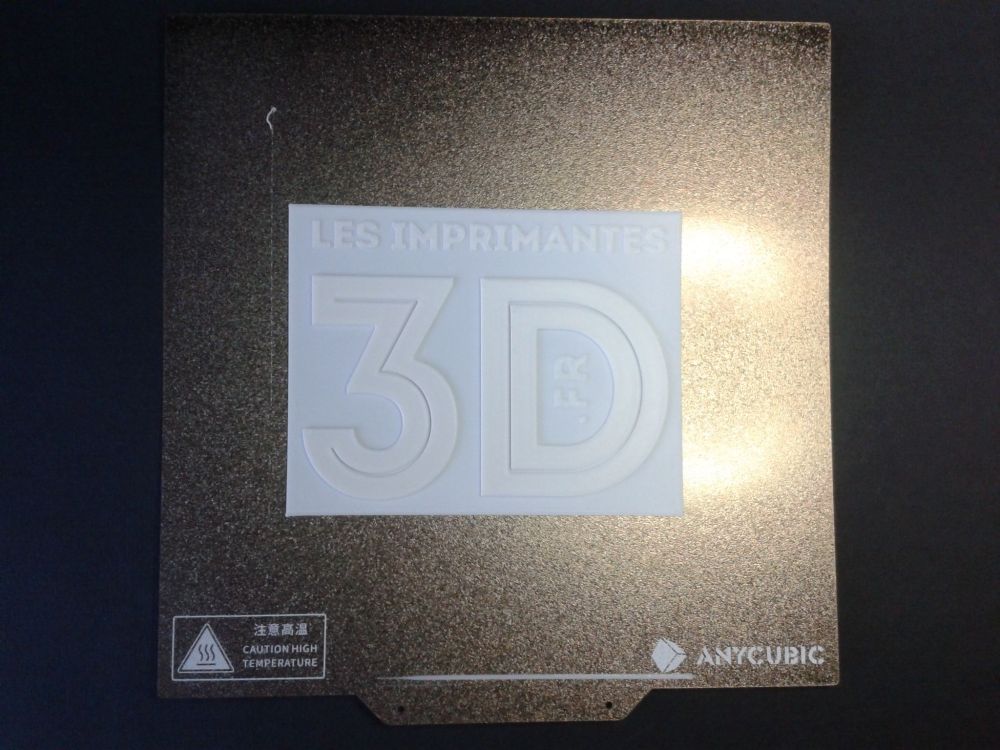
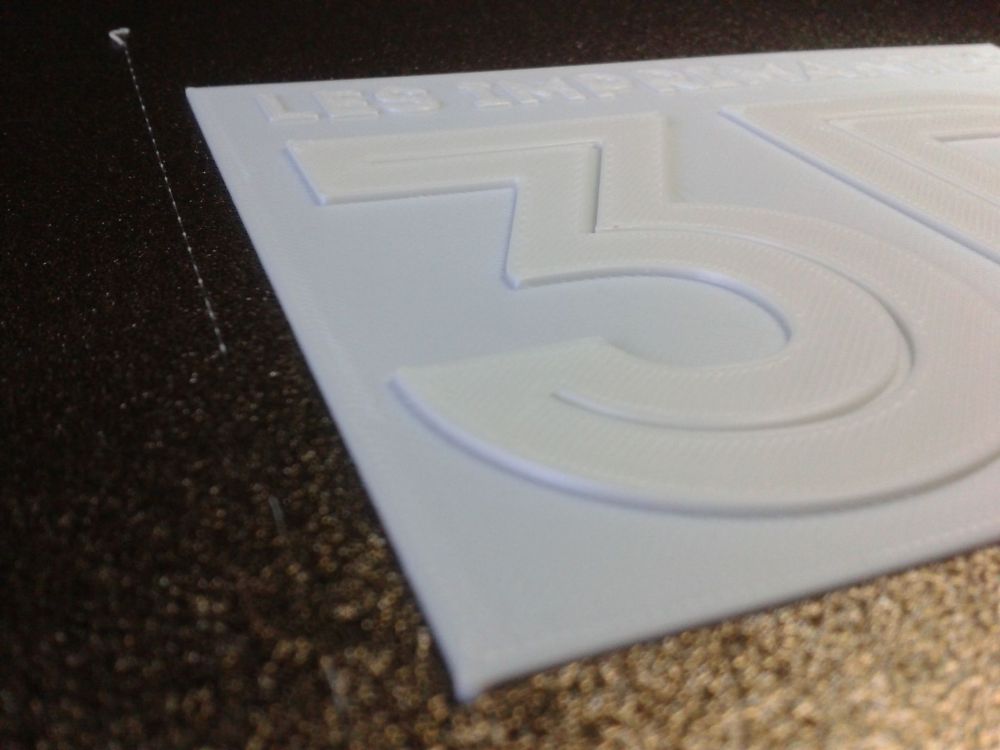
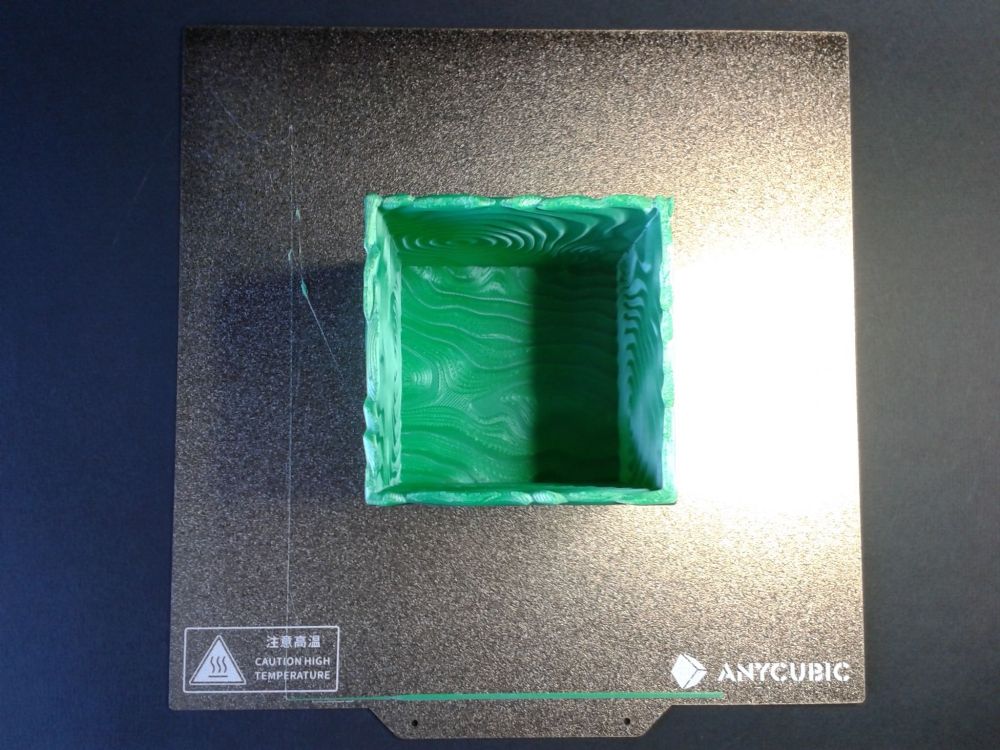
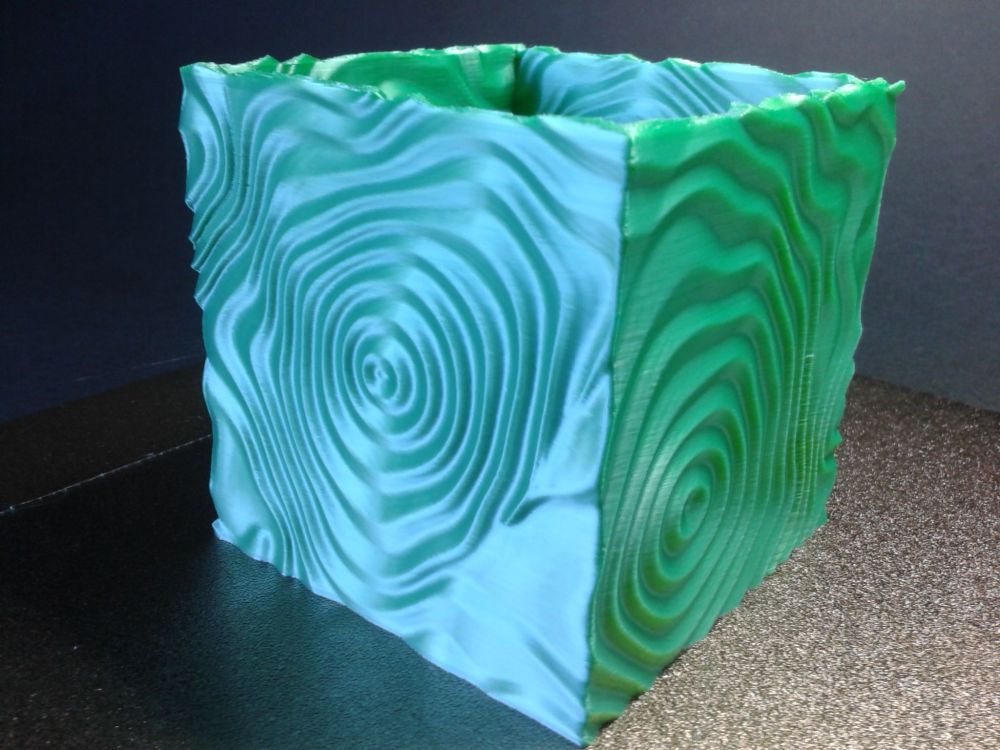
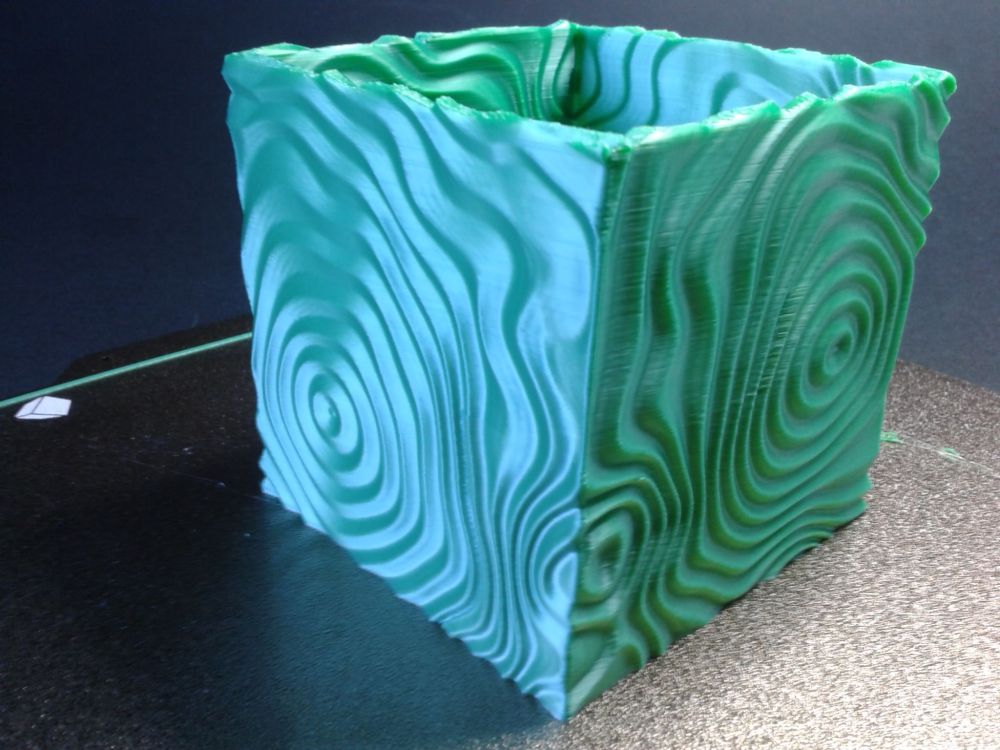
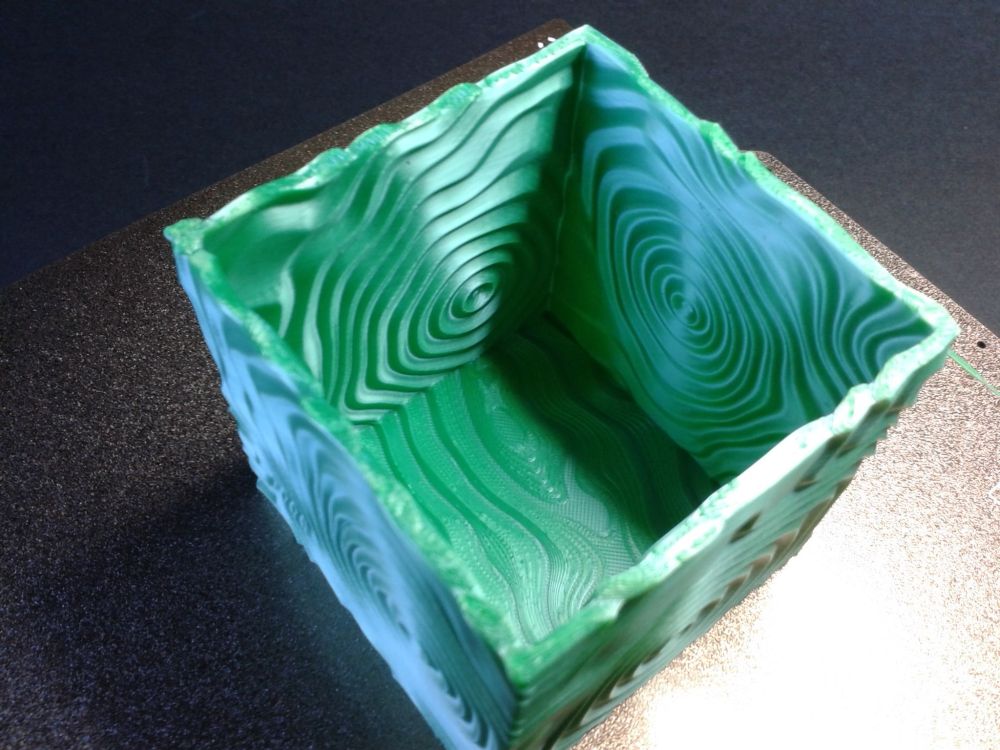
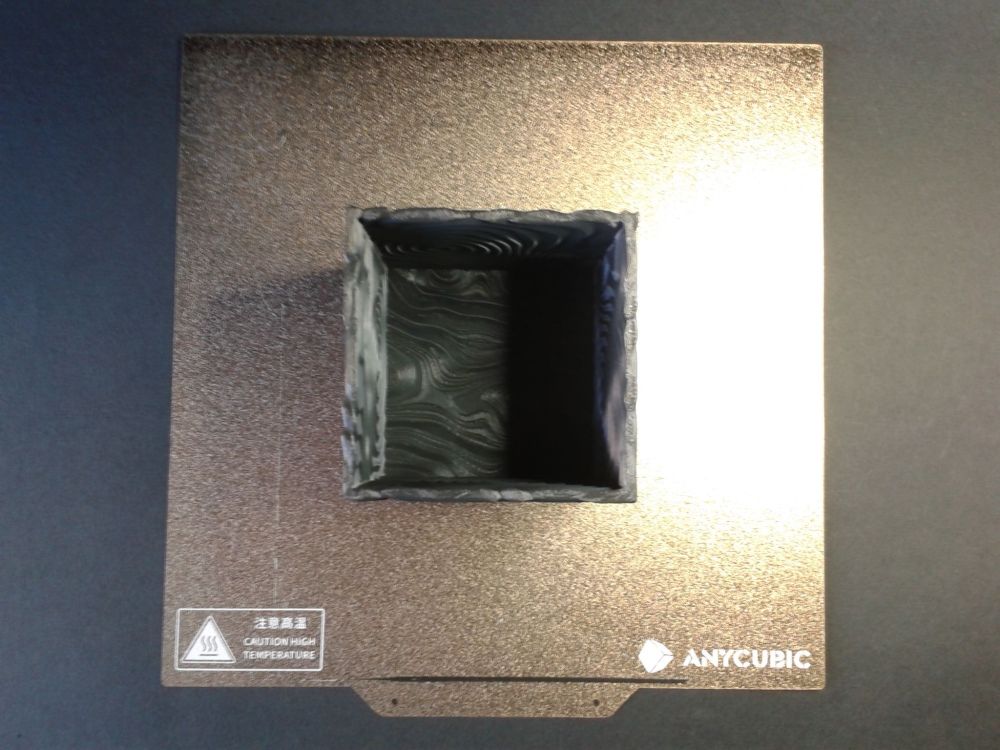
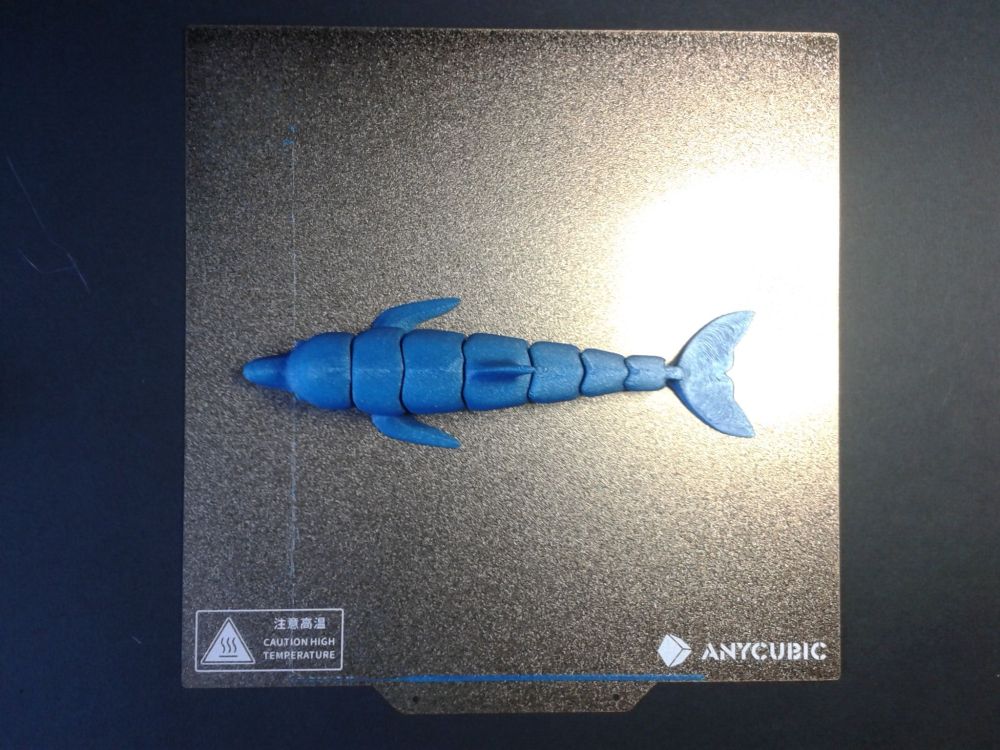
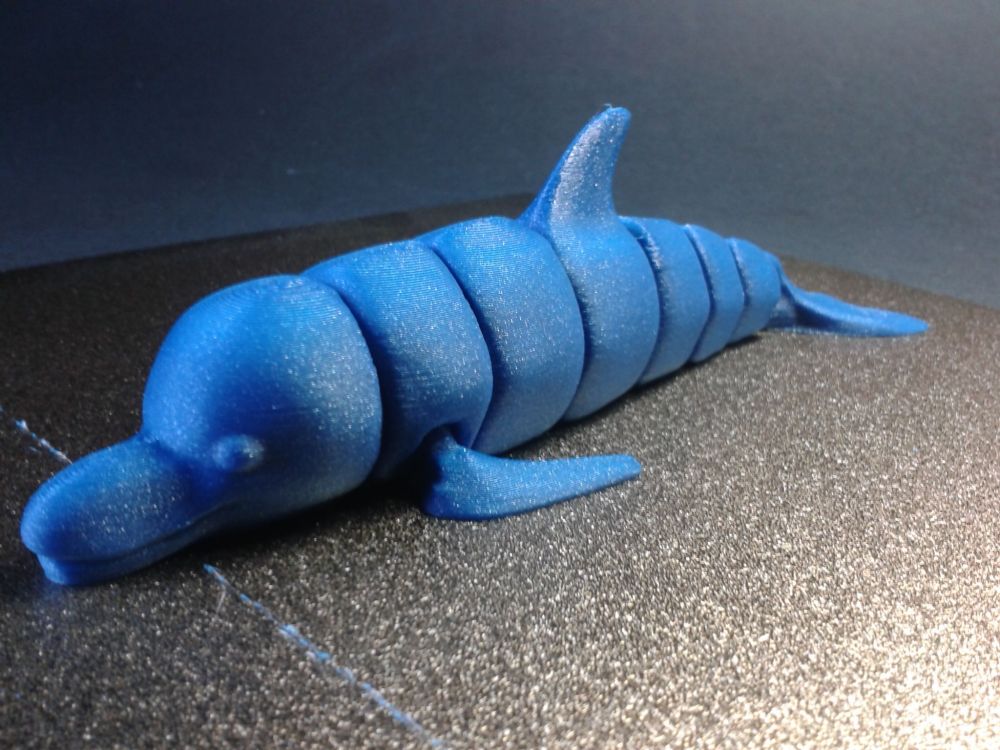
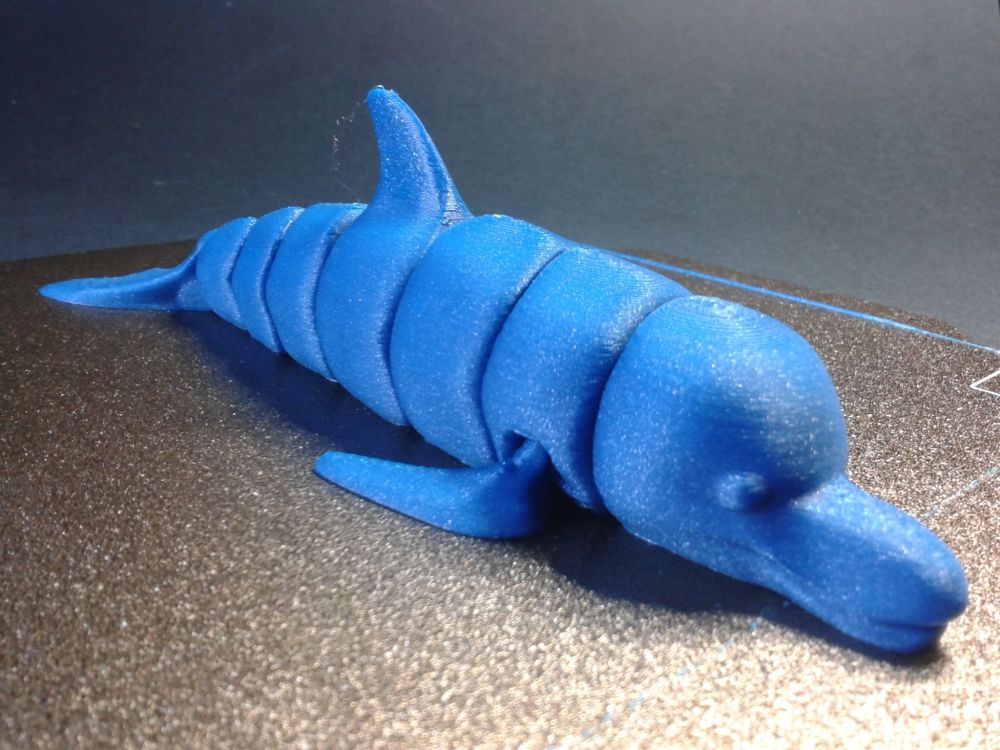
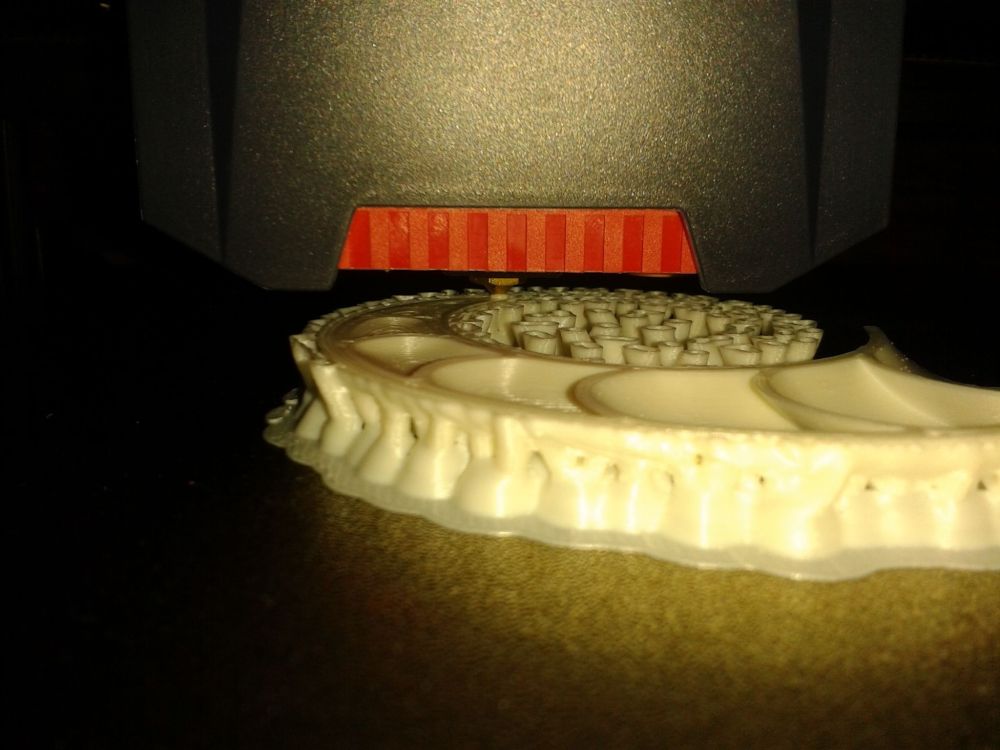
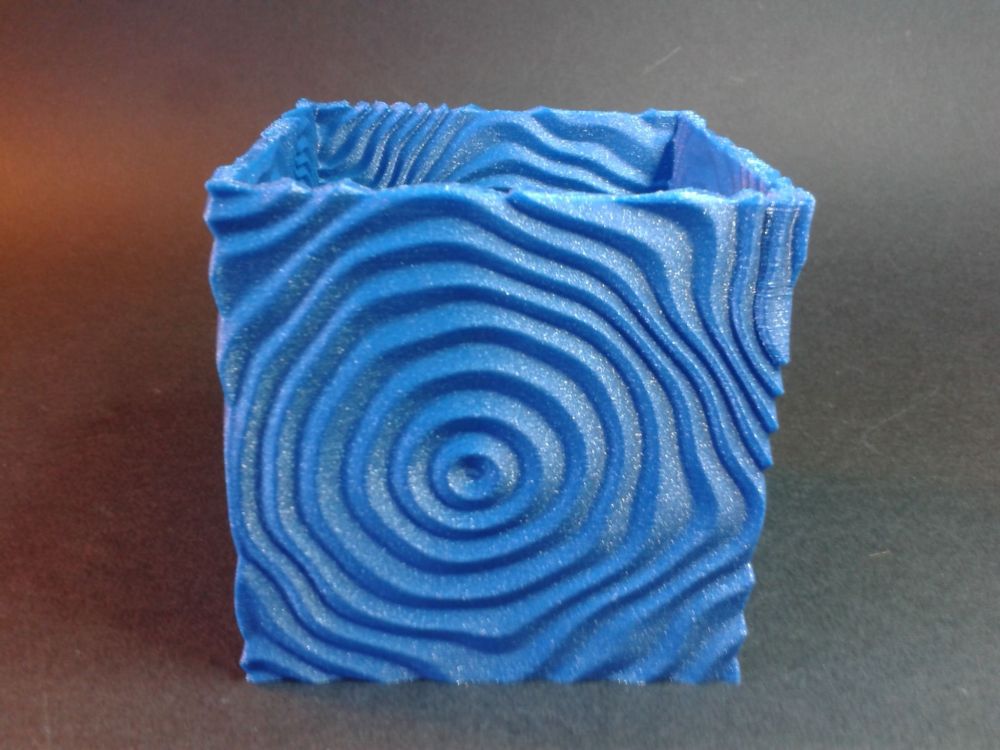
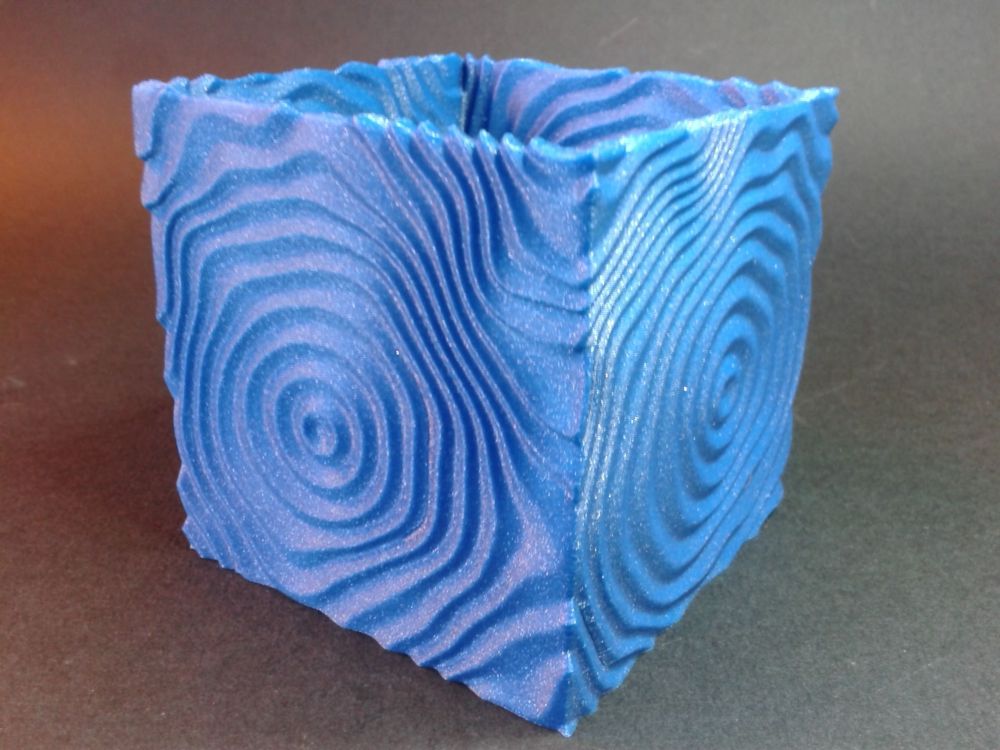
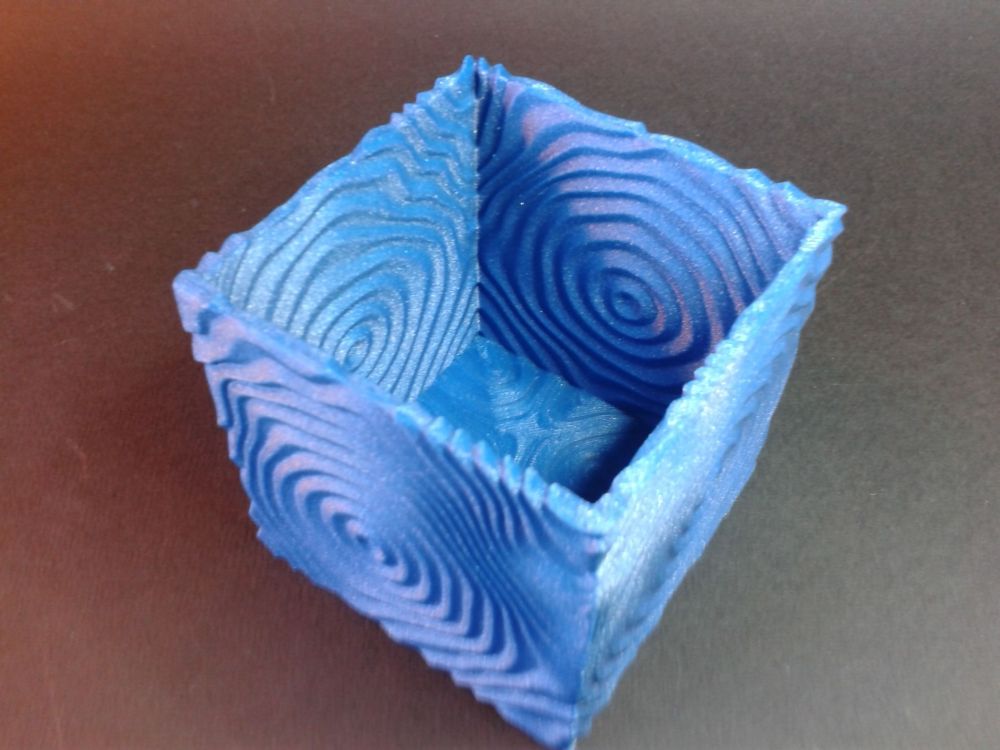
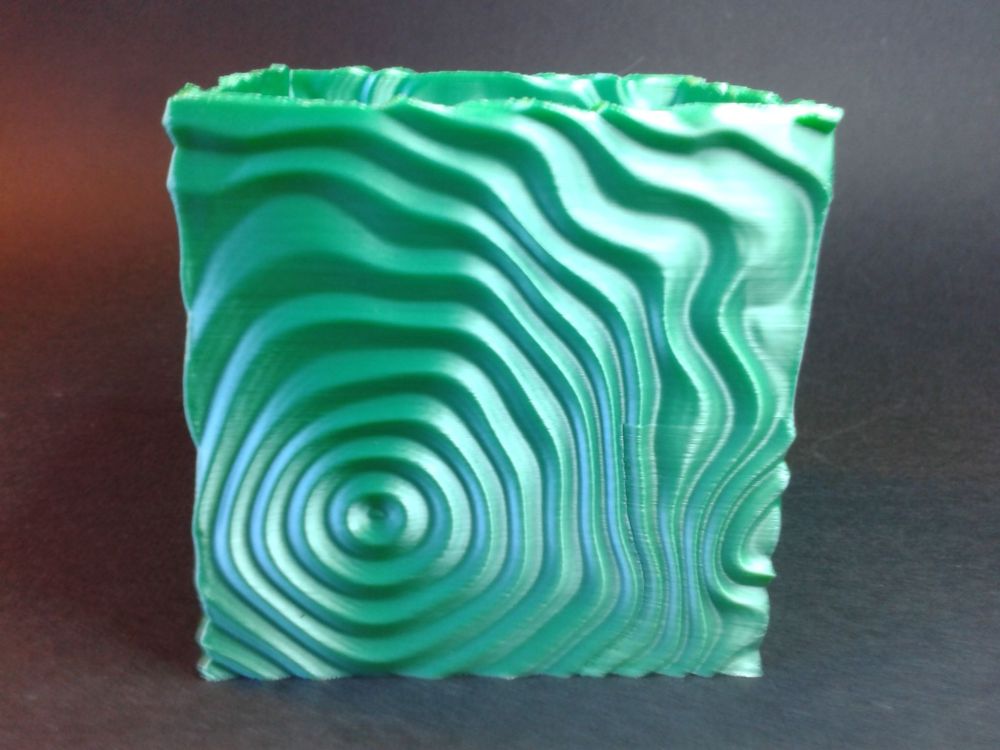
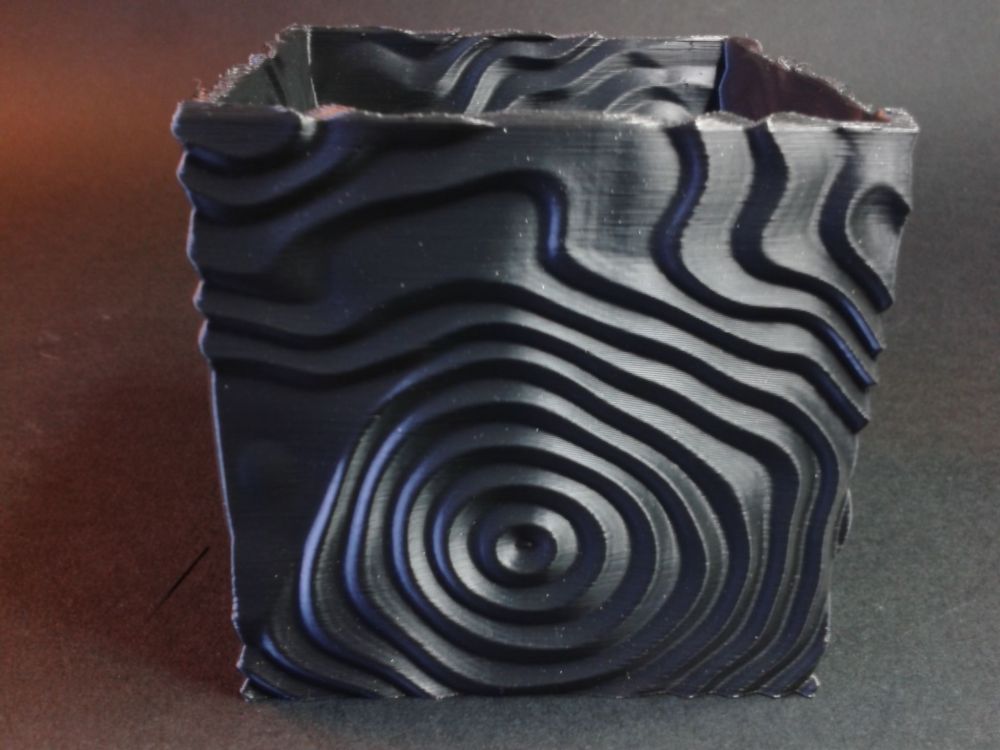
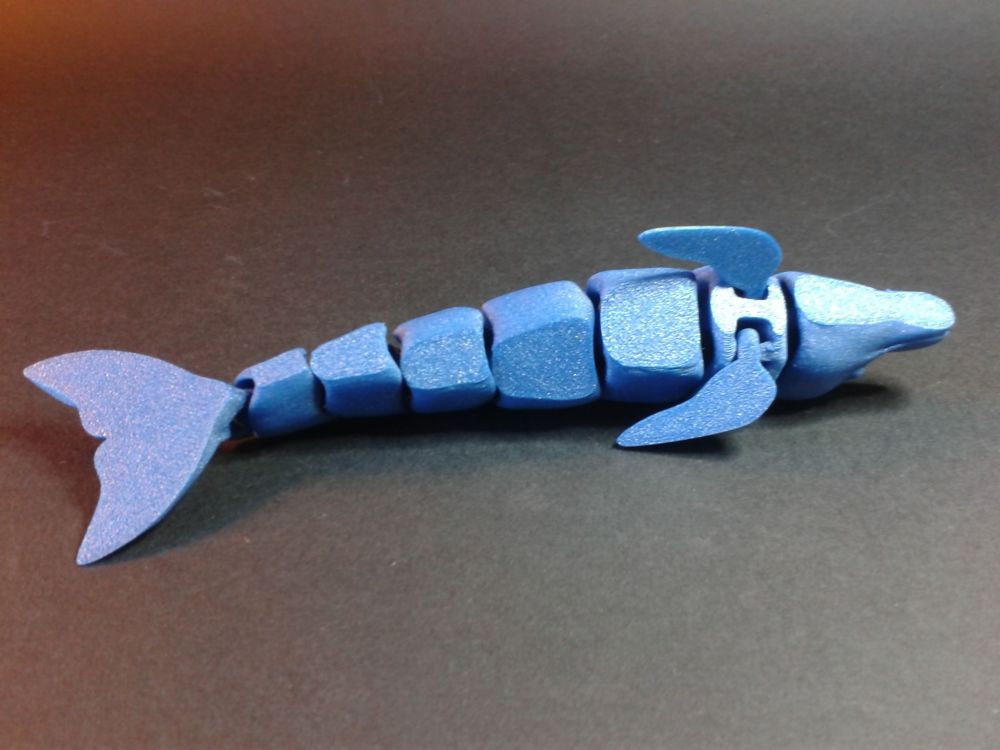
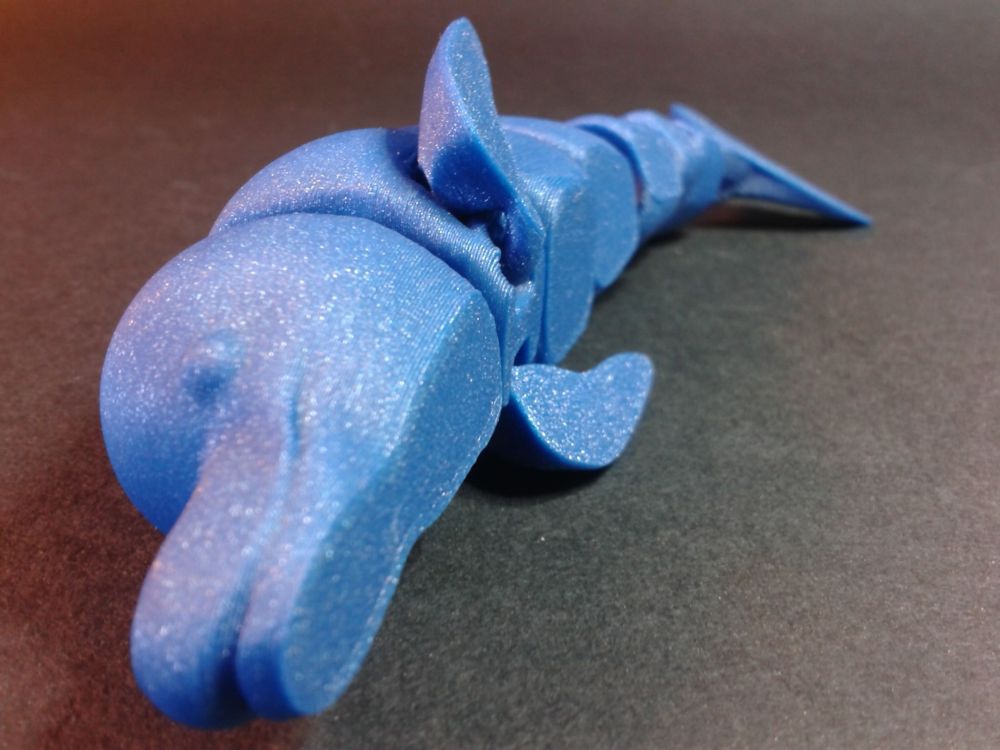
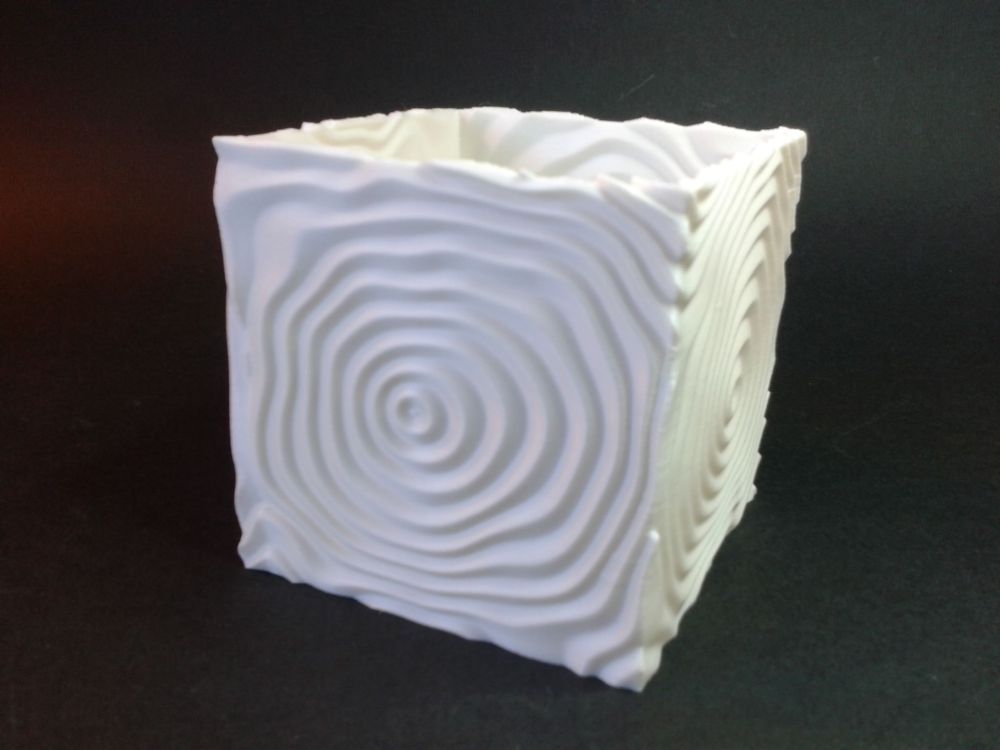
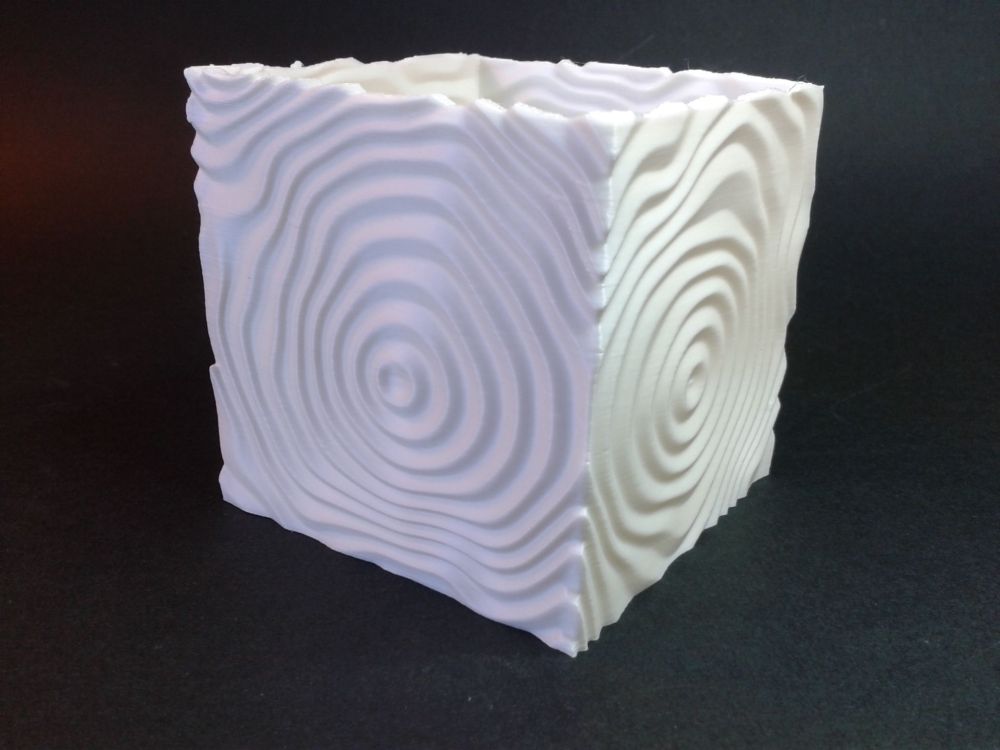
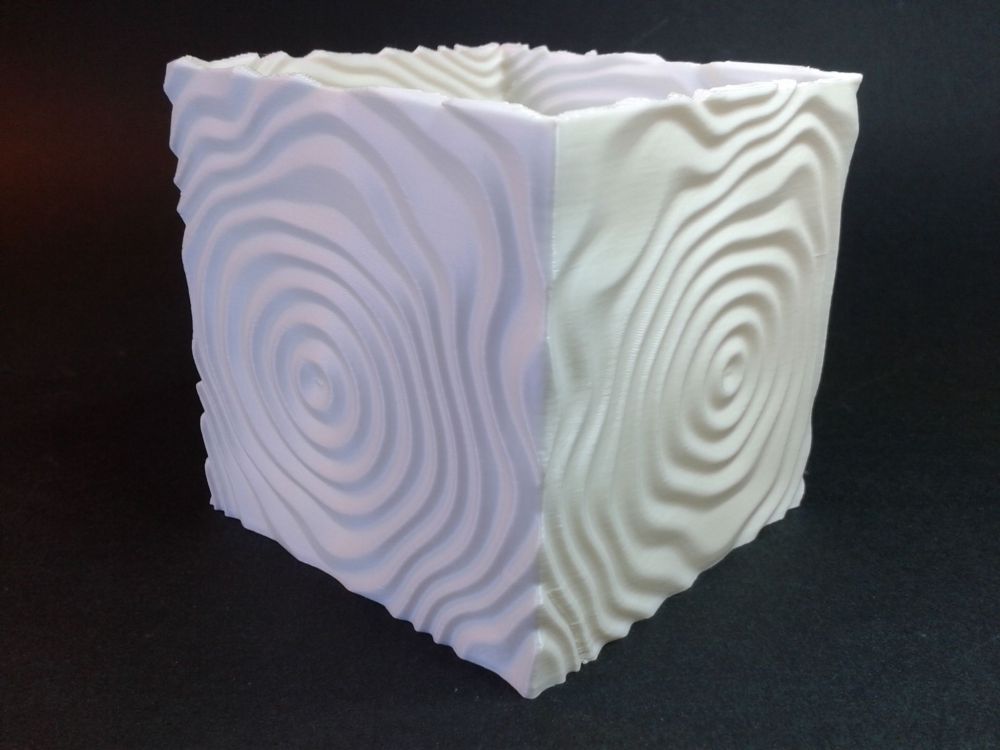
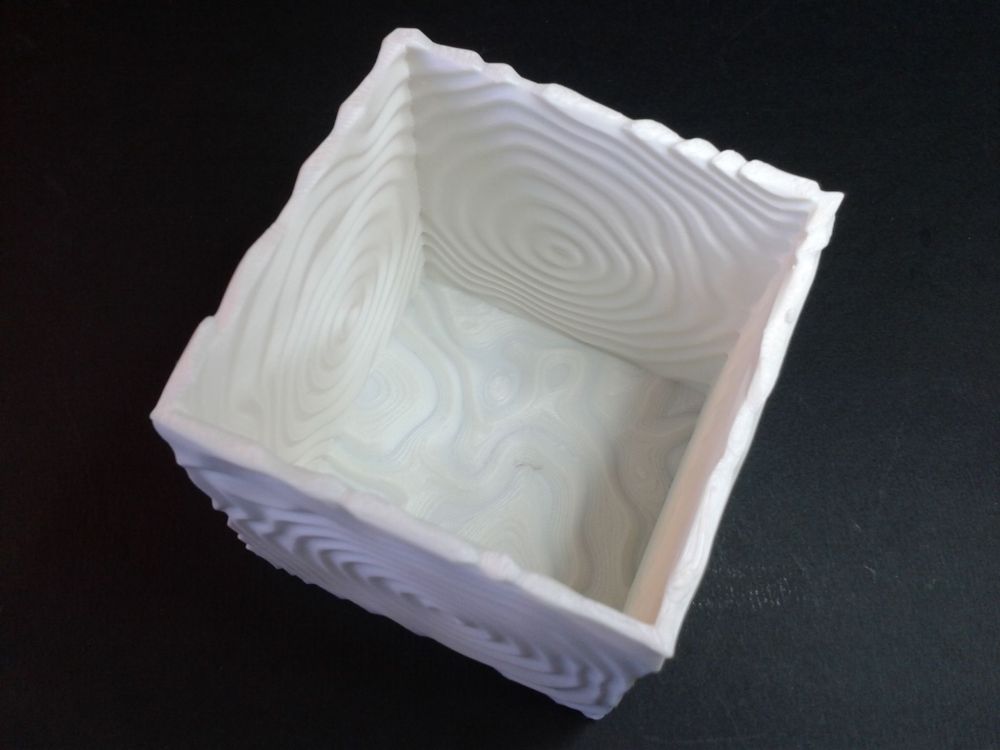
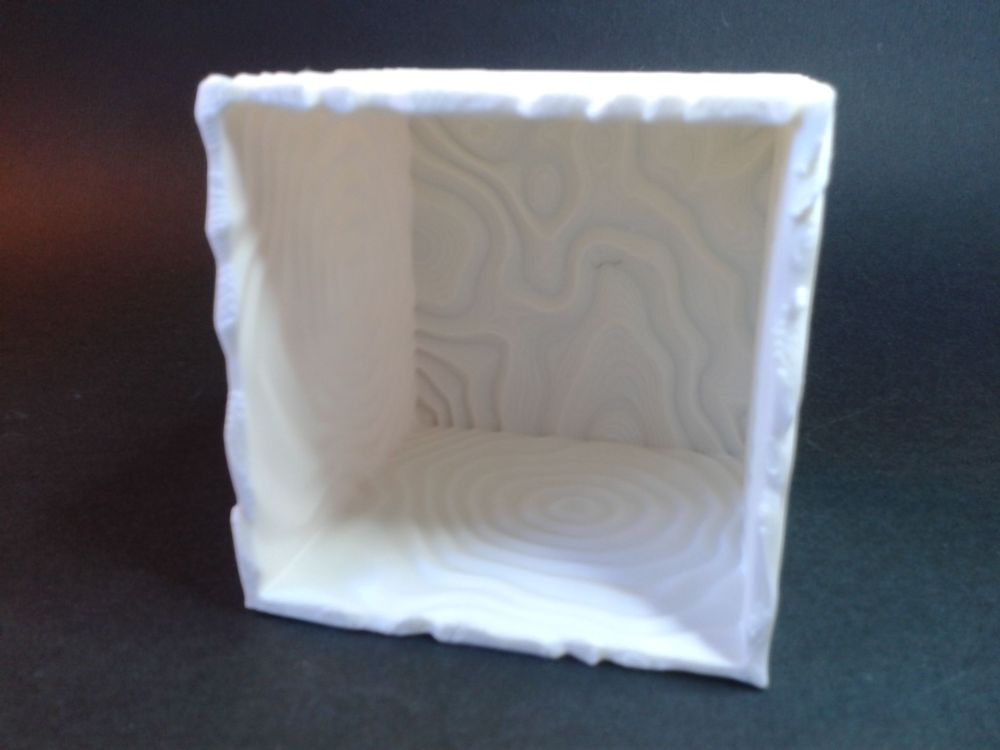
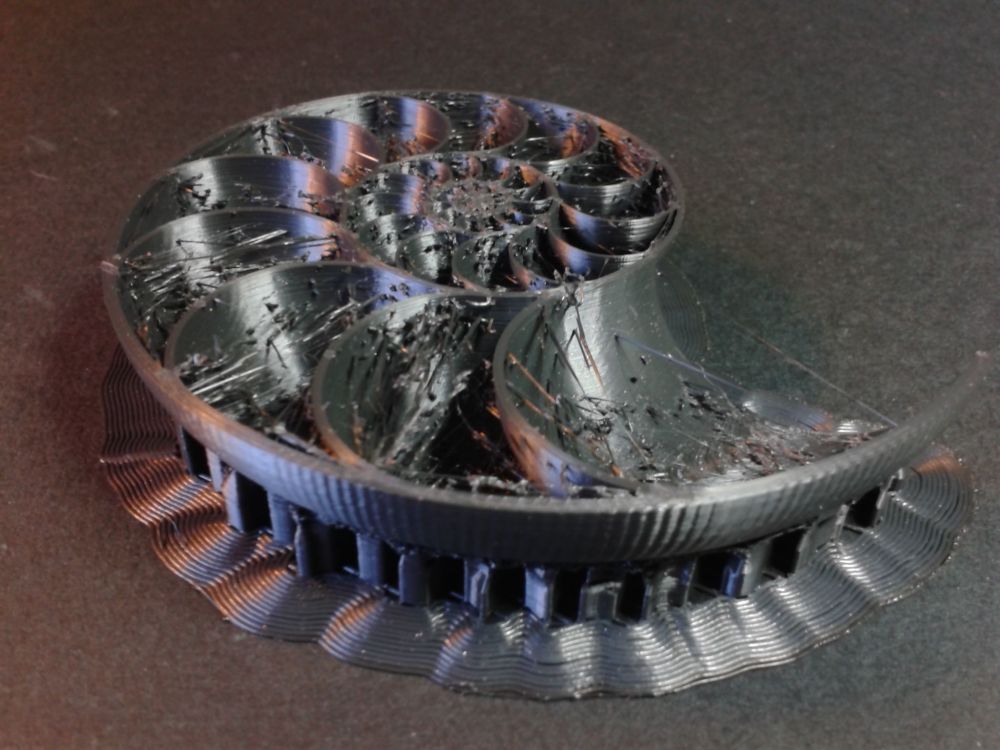
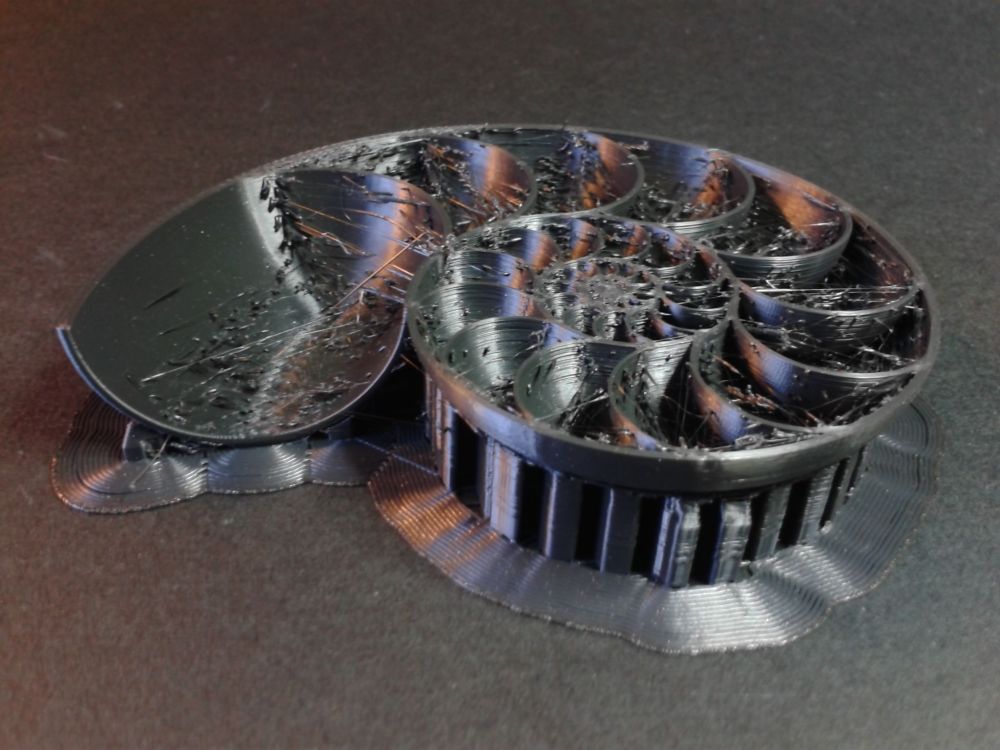
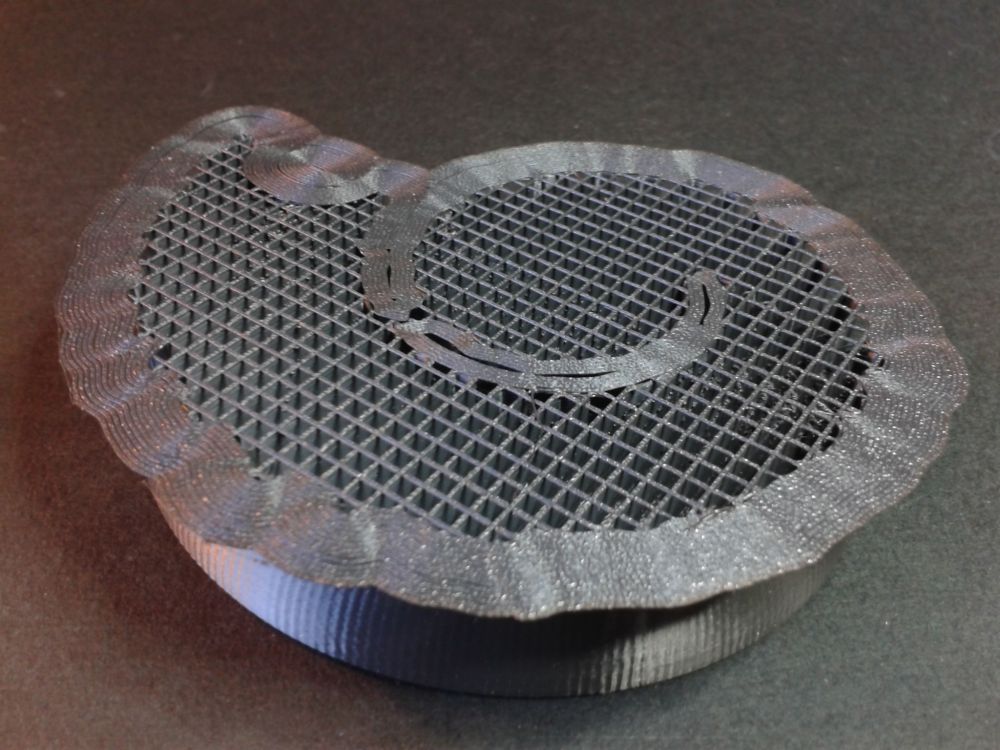
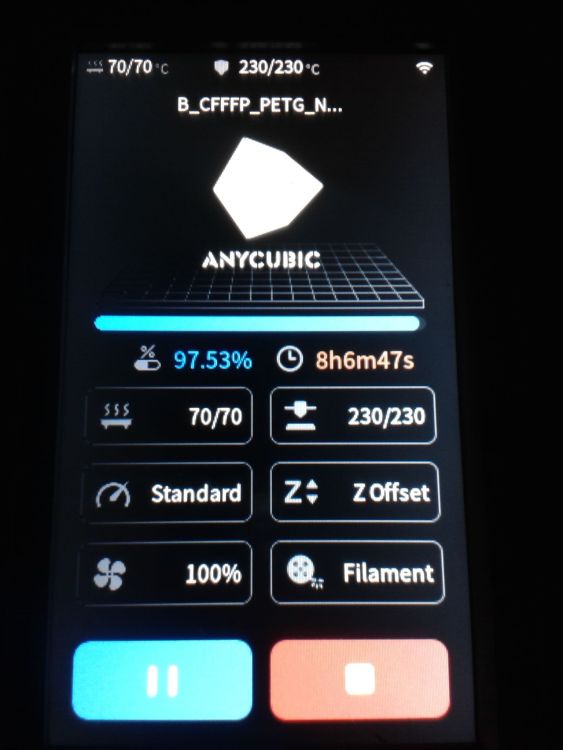
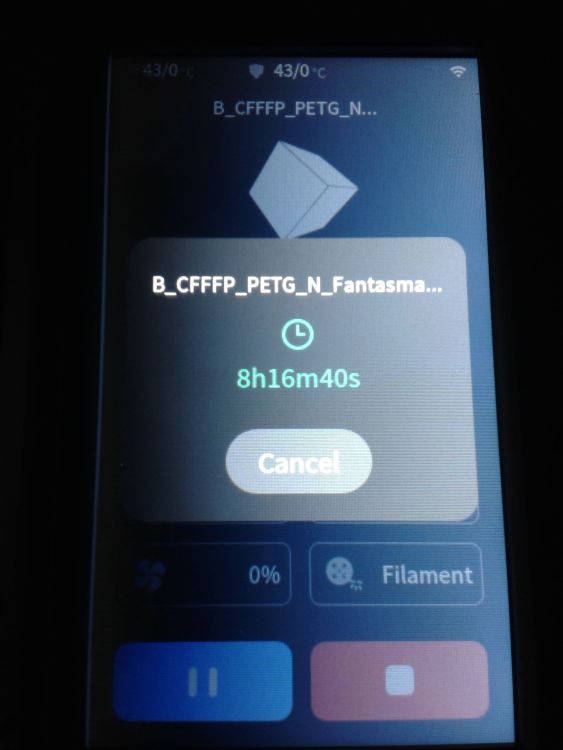
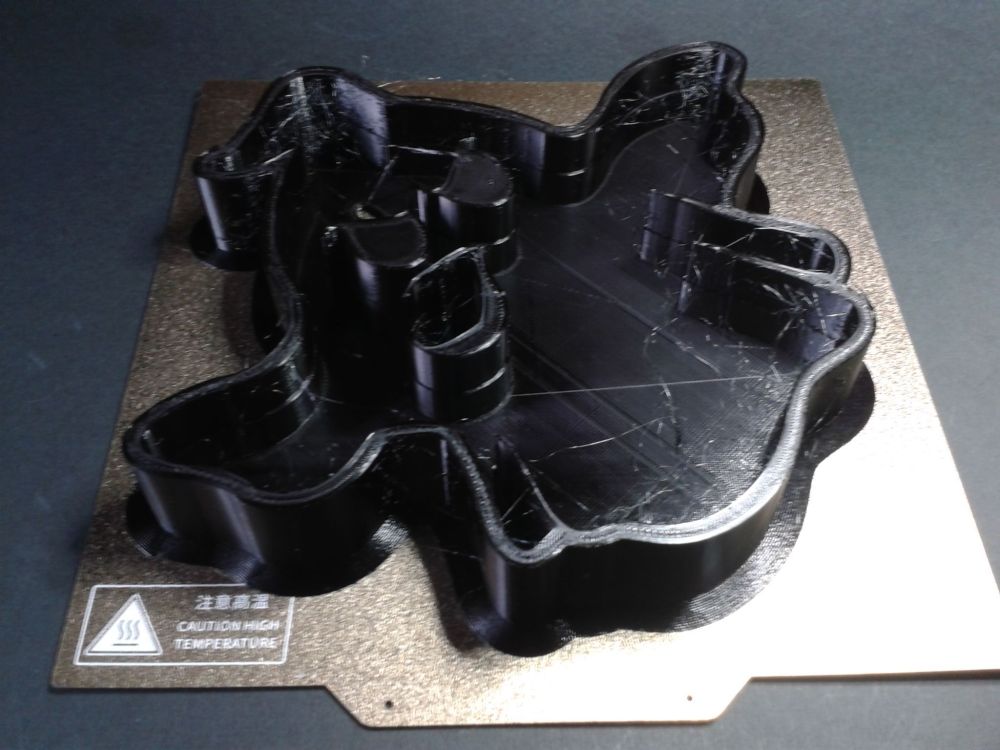
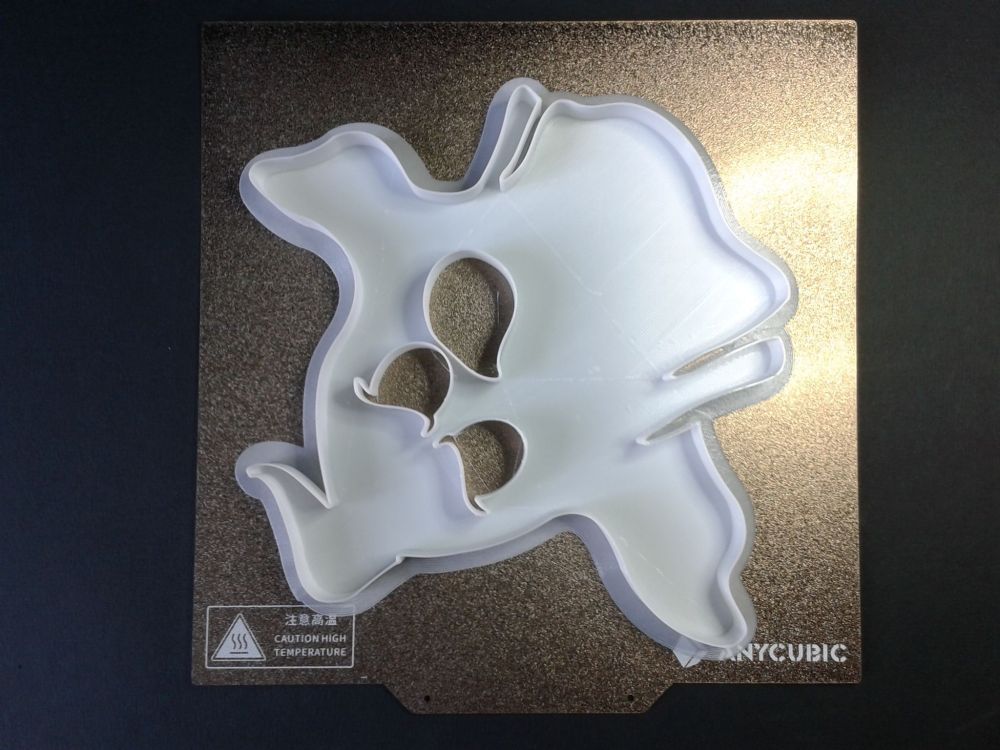
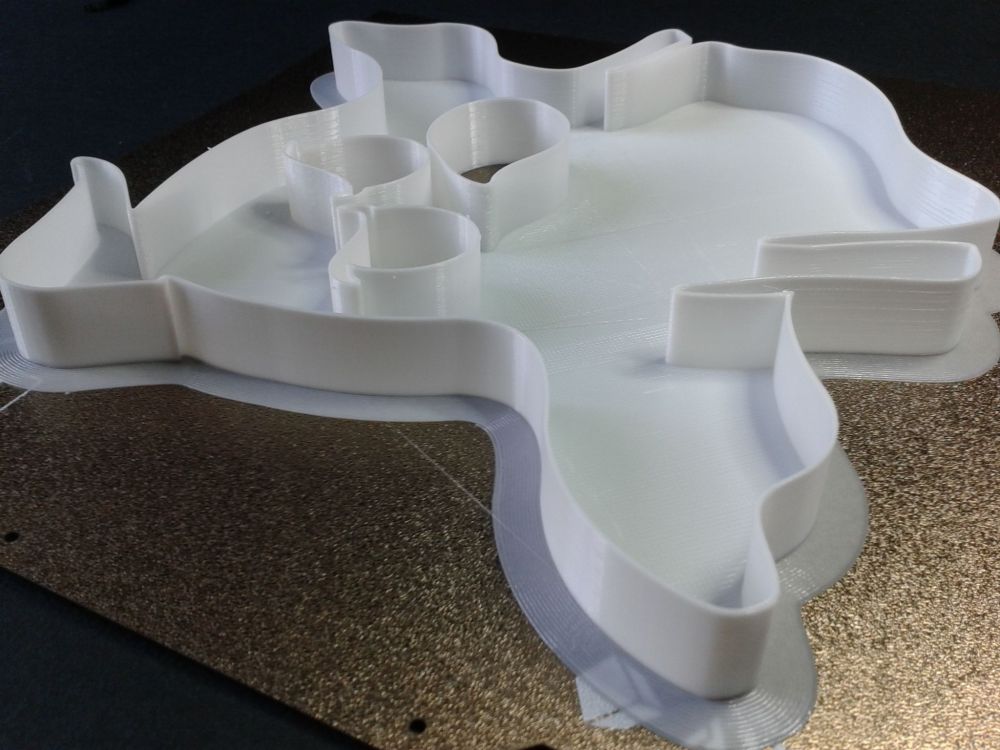
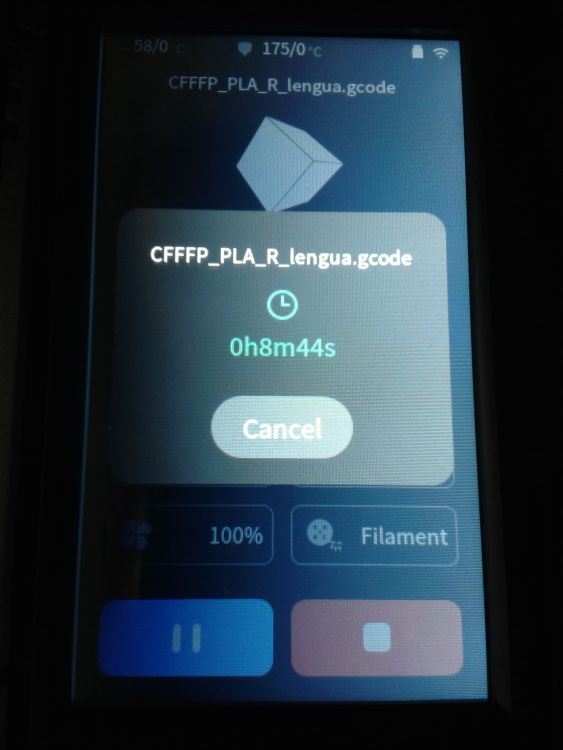
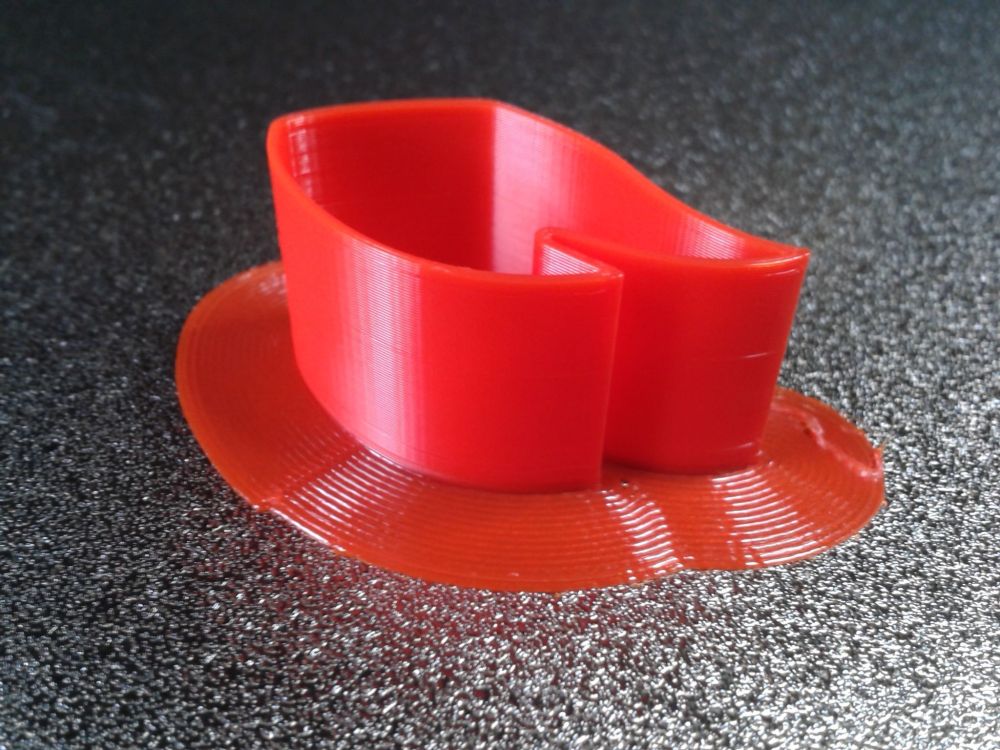
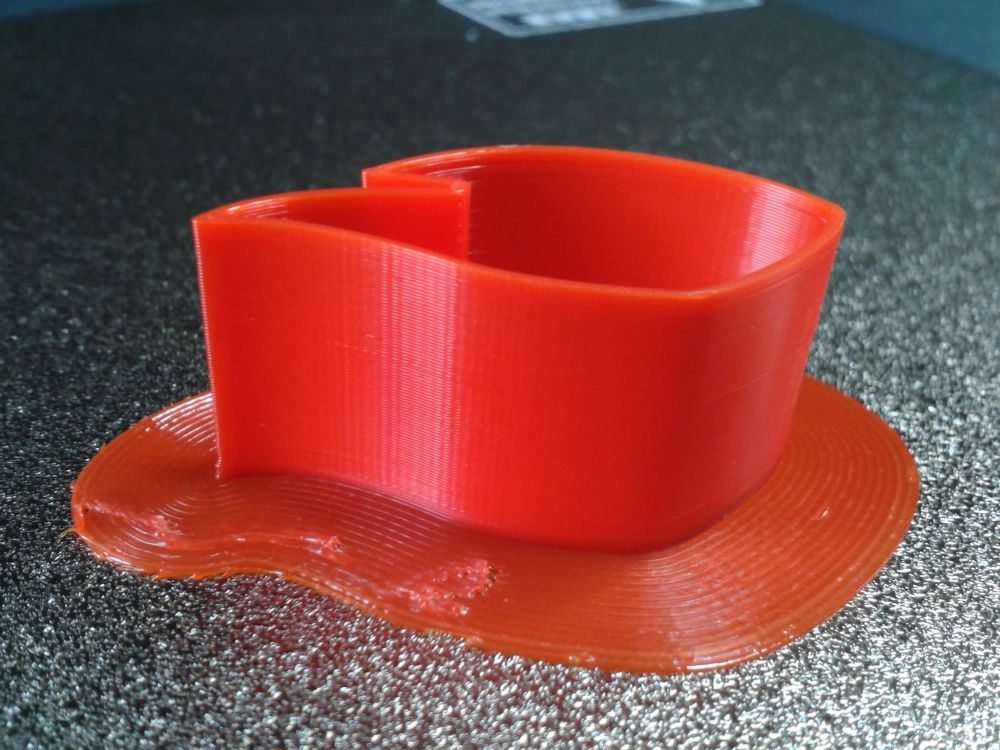
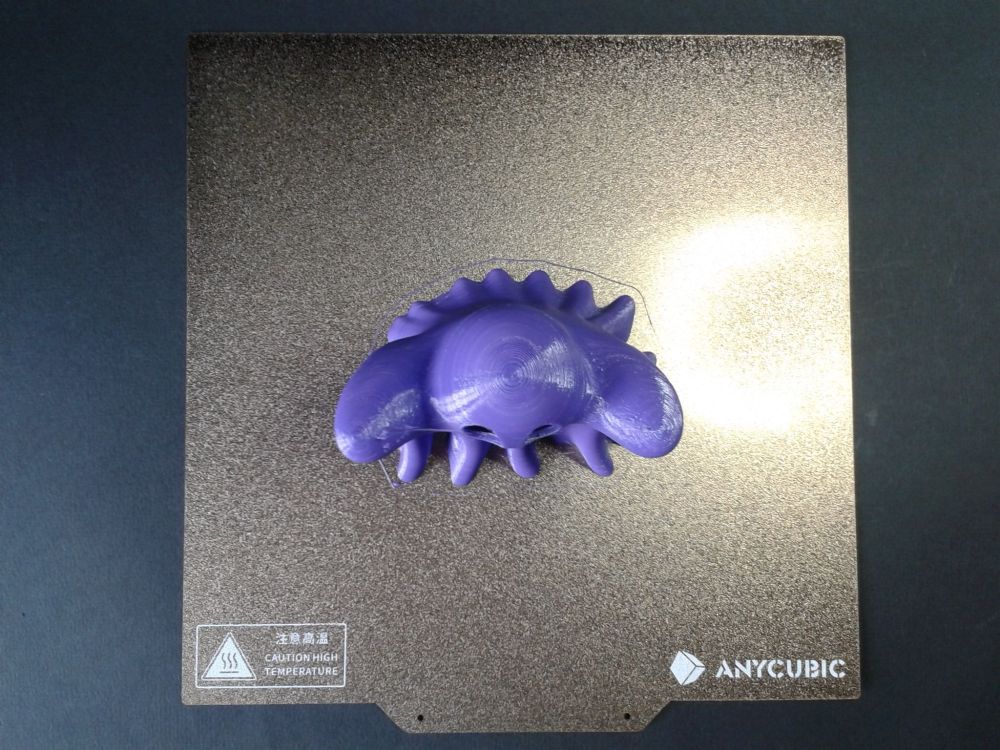
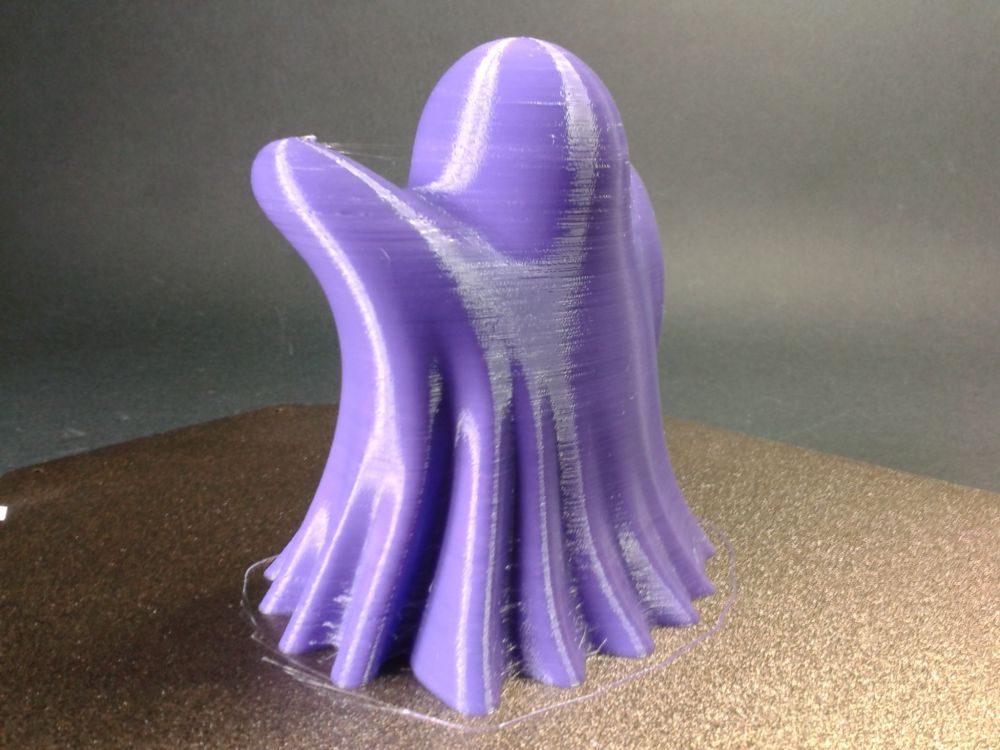
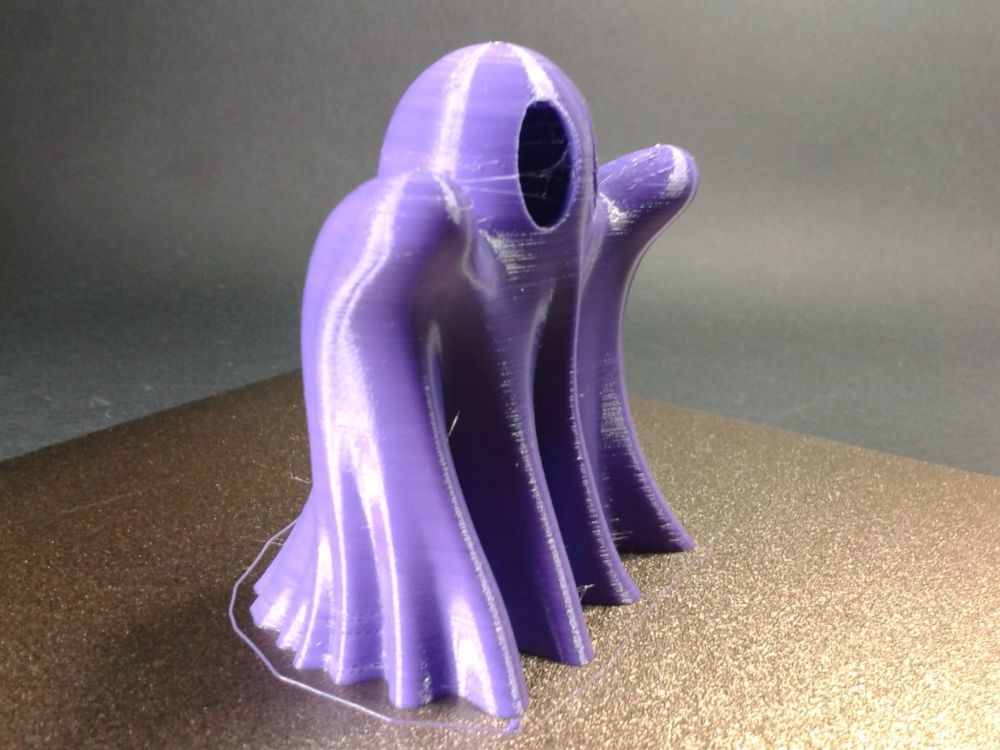
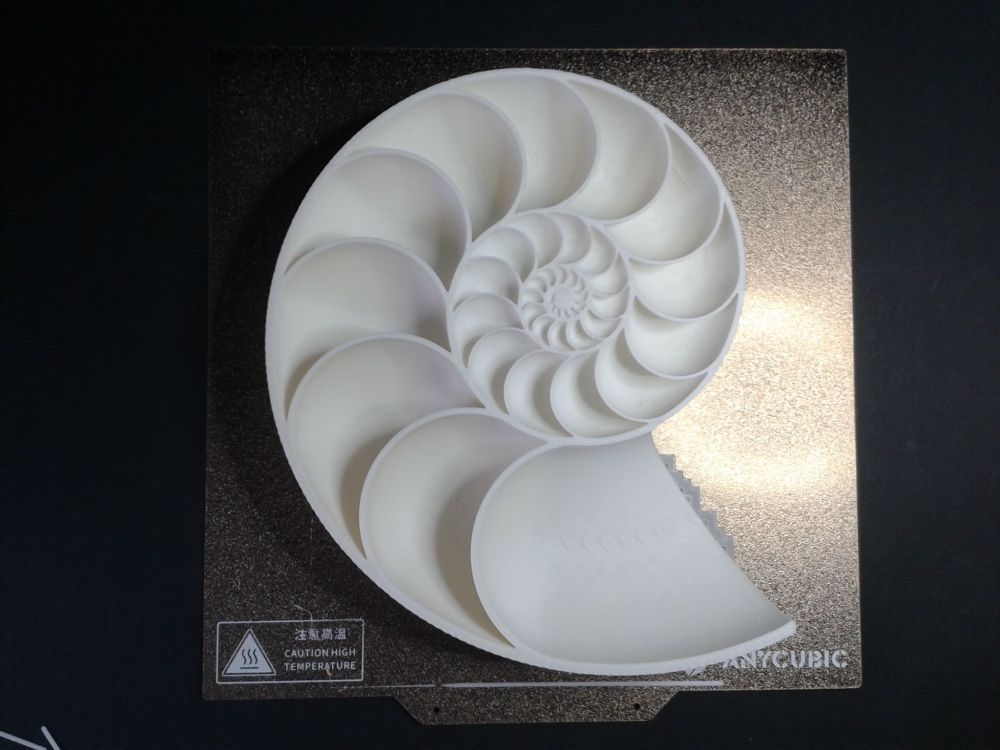
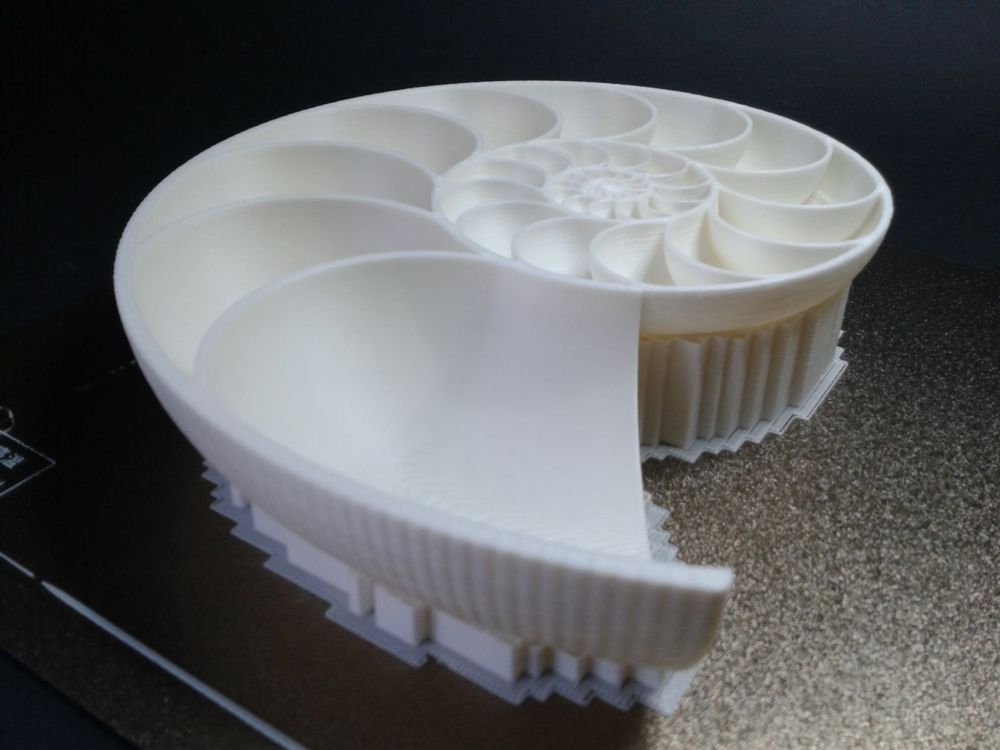
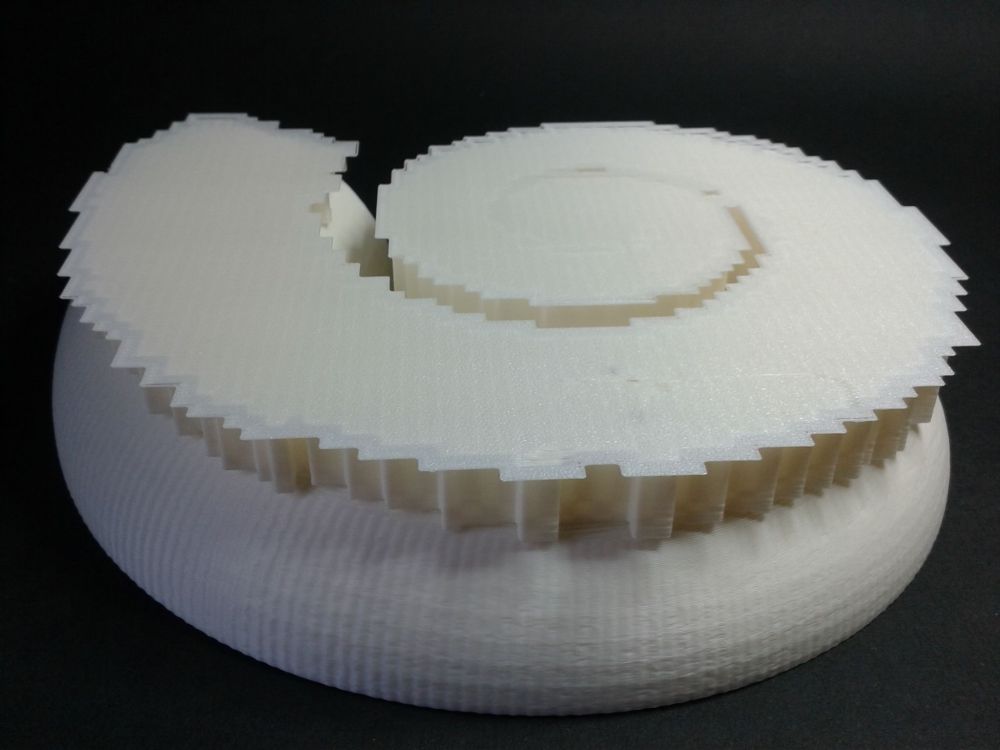
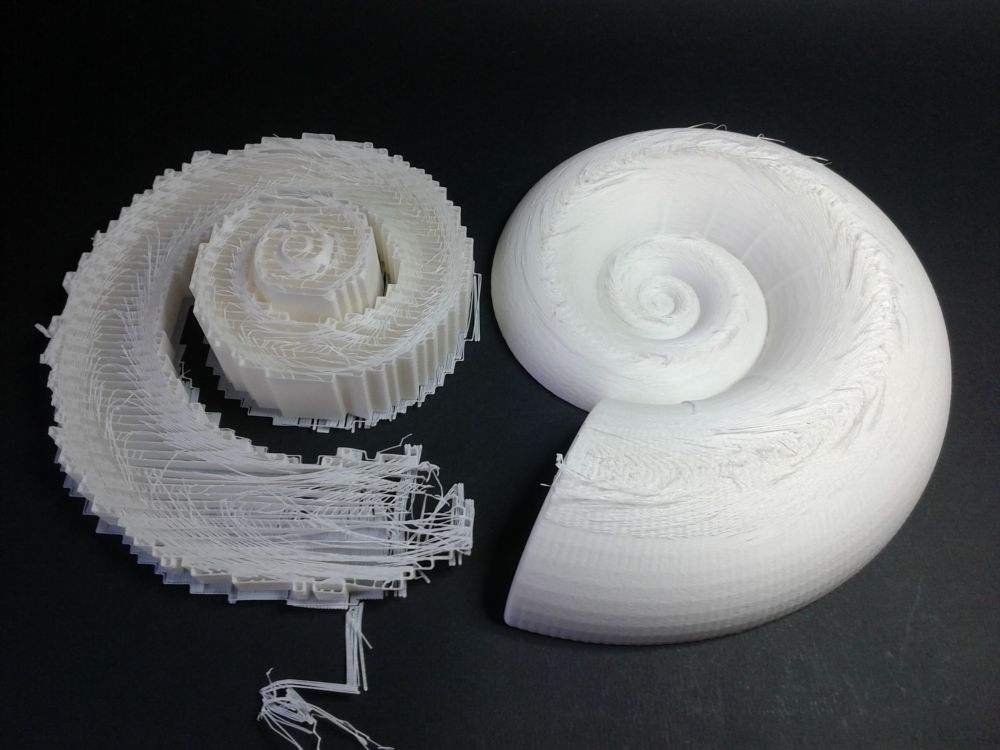
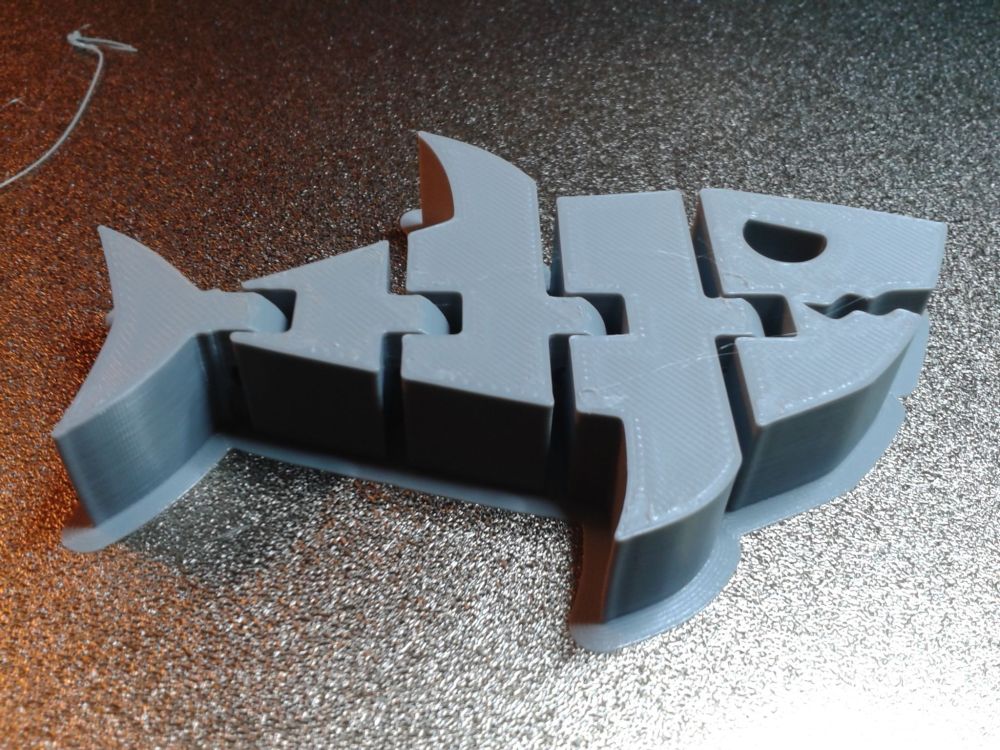
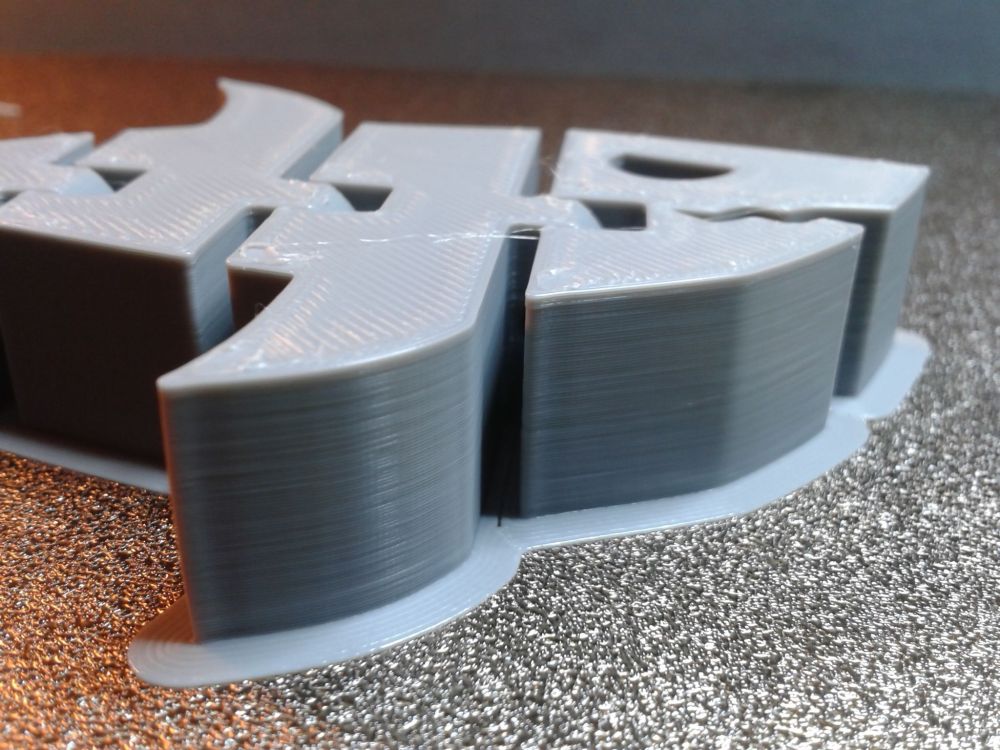
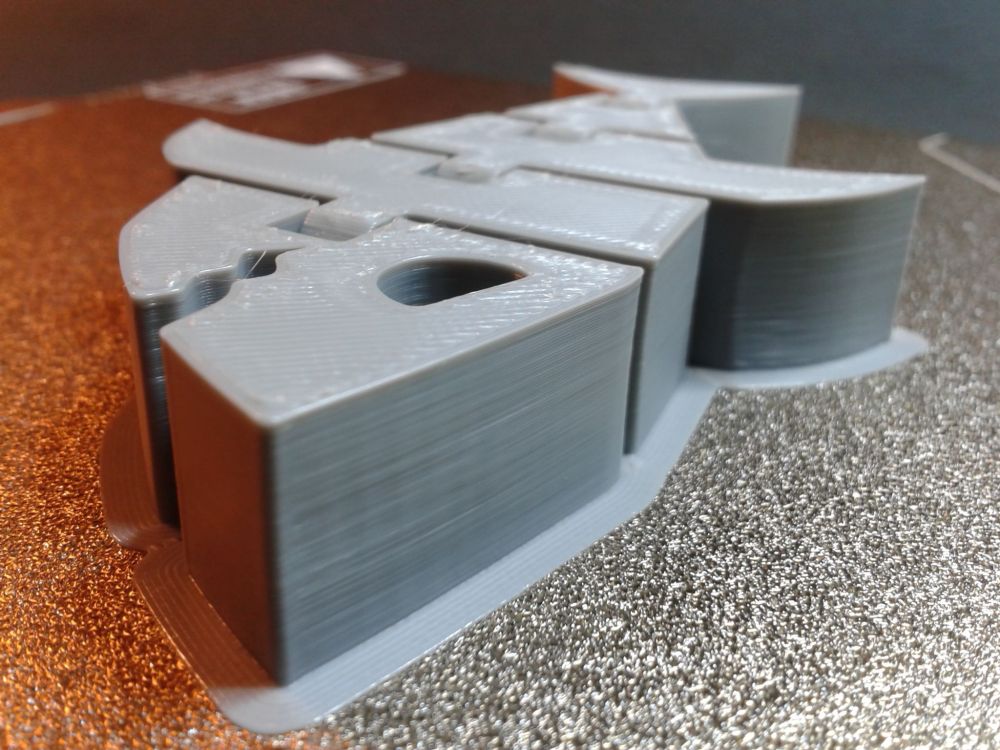
Autres impressions (Acte 1) PLA Un essai d'impression (avec changement de filament) d'une de mes versions du logo de lesimprimantes3d.fr Trancheur Anycubic Slicer v1.1.0 (Windows), profil Machine "Anycubic Kobra 2 Pro", profil Filament "Anycubic PLA @KOBRA2PRO", Print Settings "0.20mm QUALITY @KOBRA2PRO" (tête 215 °C, plateau 60 °C, "Postprocessed by [ArcWelder]", sans rien changer sauf décocher le "Brim") (Je n'ai pas trouvé/cherché comment demander un changement de filament mais dans le profil de l'imprimante il y avait "M600" comme commande de changement de filament.) (Trop sur de moi, j'ai ajouté manuellement des "M600 Z15" malheureusement tout simplement ignorés lors de l'impression.) Filament, PLA Eco blanc ArianePlast. Durée d'impression environ 0 h 30. (C'est très rapide car avec la "Ender-3 V3 SE", c'est de l'ordre de 1 h 30, mais elle n'ignore pas les "M600 Z15" ... ) https://www.thingiverse.com/thing:5461117 "Ripple Vases (Cube)" de "DaveMakesStuff" (August 13, 2022) Trancheur, AnycubicSlicer 1.1.0, Profil "0.20mm QUALITY @KOBRA2PRO" Ripple_Vase_Cube_3.stl, filament PLA Eco blanc ArianePlast Ripple_Vase_Cube_2.stl, filament PLA Bleu métallisé ArianePlast Ripple_Vase_Cube_1.stl, filament PLA Silk Vert ArianePlast Ma bobine de 2.3Kg de filament était sur un système porte bobine qui ne permet pas forcement un déroulement fluide de la bobine, j'ai retrouvé le tube PTFE bien plus enfoncé dans le pneufit que je ne l'avais fait quand j'avais mi en place le filament. Preuve que le filament a "tiré" entre la bobine et l'extrudeur. Même fichier imprimé une seconde fois ( en partant de la clé USB pour voir si il reprend, écrase ou non celui déjà dans la mémoire interne ) avec un filament PLA recyclé ArianePlast sur un porte bobine a roulement. https://thangs.com/designer/cbobo2uco/3d-model/Diamond Ripple Vase -413378 "Diamond Ripple Vase" de "cbobo2uco" Mode spiral Redimensionné pour être de 249 mm de hauteur ( a 250 mm j'ai un warning sous le trancheur Anycubic Slicer ... ) 0.2 mm, débit Périmètre externe 150% (j'aurais du plutôt saisir "0.63" et non "150%", voir "Edit>" suivant) un échec, stoppé en cour d'impression. ce modèle ne semble pas adapté a être imprimé en mode vase ou j'ai tranché avec une hauteur de couche inadapté. (Edit > Il semble que sous AnycubicSlicer v1.1.0 ou v1.1.5, mettre "150%" en "External perimeters" ne donne pas la bonne largeur de ligne pour les périmètres extérieur après tranchage. Dans mes essais, quand on part d'un "Default extrusion width" de 0.42 il faut mettre "0.63" mm dans "External perimeters" et non "150%" pour bien obtenir ( 0.42* 150% = ) 0.63 mm. ) https://www.thingiverse.com/thing:6200717 "Clipper - Articulated Dolphin" de "kosteklvp" (September 03, 2023) PLA Bleu métallisé ArianePlast "Nautilus Shell Cross Section" par "DaveMakesStuff" (September 16, 2023) https://www.thingiverse.com/thing:6220555 Filament PLA Eco blanc ArianePlast. J'ai voulus trancher en 0.1 mm de hauteur de couche avec des supports arborescent ... Résultat le firmware semble planter (se déconnecter ? sur, je me dis, une surchauffe du contrôleur de moteur pas a pas de l'extrudeur et/ou du MCU, mais sans preuves car aucun message d'erreur d'affiché et aucun accès au système d'exploitation sur la machine pour regarder les log du firmware klipper ) Car j'ai retrouvé l’imprimante gelé ( écran tactile répond mais le pourcentage d'avancement et durée n'augment plus, et les température cible sont a 0°C, et la tête a eu le temps de suinter sur le point où elle s'est arrête ... ) (on peut demander une mise en chauffe de la tête ou du plateau mais ne semble pas reprendre quand a température) et si je demande une mise en pause cela me dit qu'il faut attendre la fin de la fille d'attente des commandes en cours, mais cela reste sur le même message même après plusieurs minutes et oblige d’éteindre et de redémarrer la machine, puis de mettre en chauffe la buse, attendre quelle soir a température, pour ensuite déplacer manuellement la tête en pincent et tirant la courroie de synchronisation Z afin de pouvoir enlever le plateau flexible avec l’impression encore dessus sans risque d’abîmer la buse si elle était froide... ) ... Et a l’allumage pas de proposition de reprise ( J'ai retenter d'imprimer de nouveau le même fichier, puis de refaire un tranchage identique avec une la version 1.1.5 de Anycubic Slicer et a l'impression même problème ...) Filament PLA Eco blanc ArianePlast et PLA Recyclé ArianePlast. Ce n'est que quand j'ai tranché avec Ultimaker Cura mais cette fois sans utiliser de supports arborescent mais des normaux ( moins de rétractions ) que l'impression c'est correctement terminé. (Un essais en ayant désactivée la rétraction ) ( Un essai en ayant activé la rétraction mais une distance de rétraction de 0.6 mm avec une vitesse de rétraction de ?50 mm/s) Edit > J'ai refait un tranchage avec Anycubic Slicer v1.1.5 en ayant modifié l’échelle pour obtenir ~200 mm de largeur sur Y, avec cette fois avec des hauteurs de couches de 0.2 mm, des supports de style "Grid" ("Overhang threshold" à 30°). Et là l'impression c'est bien réalisé. PLA Haute vitesse // A FAIRE PETG Trancheur, Ultimaker Cura 5.2.2 Windows ( Profil PETG proposé par Anycubic mais dont j'ai modifié les températures d'impression ) 230°C / 70°C / 0.2 mm @ ? mm/s https://cults3d.com/fr/modèle-3d/maison/lampara-de-fantasma "LAMPE FANTÔME" de "Brightboxdesign01" ( Payant ~ 3€ ) En plusieurs impressions Filament Sunlu PETG noir (une vielle bobine qui a pris la poussière et surement de l’humidité) (mon premier essais de tranchage et d'impression sans bordure fut un échec, stoppé en cours d'impression car il y avais du "warping") le second tranchage avec une bordure (Edit > ici les cheveux d'ange sont probablement dus au fait que mon filament PETG a pris l'humidité. Mais je n'ai pas actuellement d'autre filament PETG noir pour vérifier.) Filament Creality CR-PETG blanc En Rouge "PLA Rouge Velleman" ( Je n'avais pas de PETG rouge. Donc c'est ici imprimé en PLA avec le profile PLA proposé par Anycubic ) Après ébavurage, rapide coup de flamme d'un briquet pour enlever les cheveux d'ange, rapide ponçage, mise en place d'un ruban LED et avoir collé les petits éléments (ne pas faire attention aux traces sur les yeux, j'ai mal géré l'application de super glu et c'est elle qui a blanchi). TPU(95A) Première essai stoppé sur un échec ... peut être un enroulage trop serré sur la bobine ( un genre de nœud ) car j'ai retrouvé la machine en train d'imprimer dans le vide et le filament non tendus entre la bobine et l'extrudeur (le filament n'était plus tiré par l'extrudeur car avais par magie remonté au delà des roue denté d'entrainement du filament de l'extrudeur ... ) J'ai donc légèrement lubrifié le support où l'on pose la bobine pour quelle se déroule mieux et je croise les doigts pour qu'il n'y est pas un enroulage trop serré sur la bobine, où le filament est coincé entre d'autre spire et la bobine (car un filament élastique lors d'un enroulage c'est éventuellement obtenir des enchevêtrement qui demande de tirer pour dérouler le filament ) ... Je n'ai pas regardé pour ajuster le "mordant" / le serrage des roues cranté d'entrainement du filament de l'extrudeur. Second essais d'impression (même fichier .gcode) Filament TPU 95A translucide ArianePlast TPU(85A) Filament TPU 85A Violet ArianePlast J'ai fait passer le filament dans le capteur de fin de filament et le tube PTFE ( Peut être si l'on place un porte bobine a roulement sur le portique ( quand on imprime du TPU on imprime pas trop vite donc peut de tangage du portique ) et si l'on se passe du détecteur de fin de filament et du tube PTFE pour directement insérer le filament TPU 85A dans l'extrudeur... ce serait prend moins de risques ...) J'ai eu besoins de désactiver le capteur de fin de filament sinon, comme le TPU85A est "moue", le détecteur de filament ne le détecté pas ... (même fichier .gcode que pour le TPU95A)


































































 1 point
1 point -
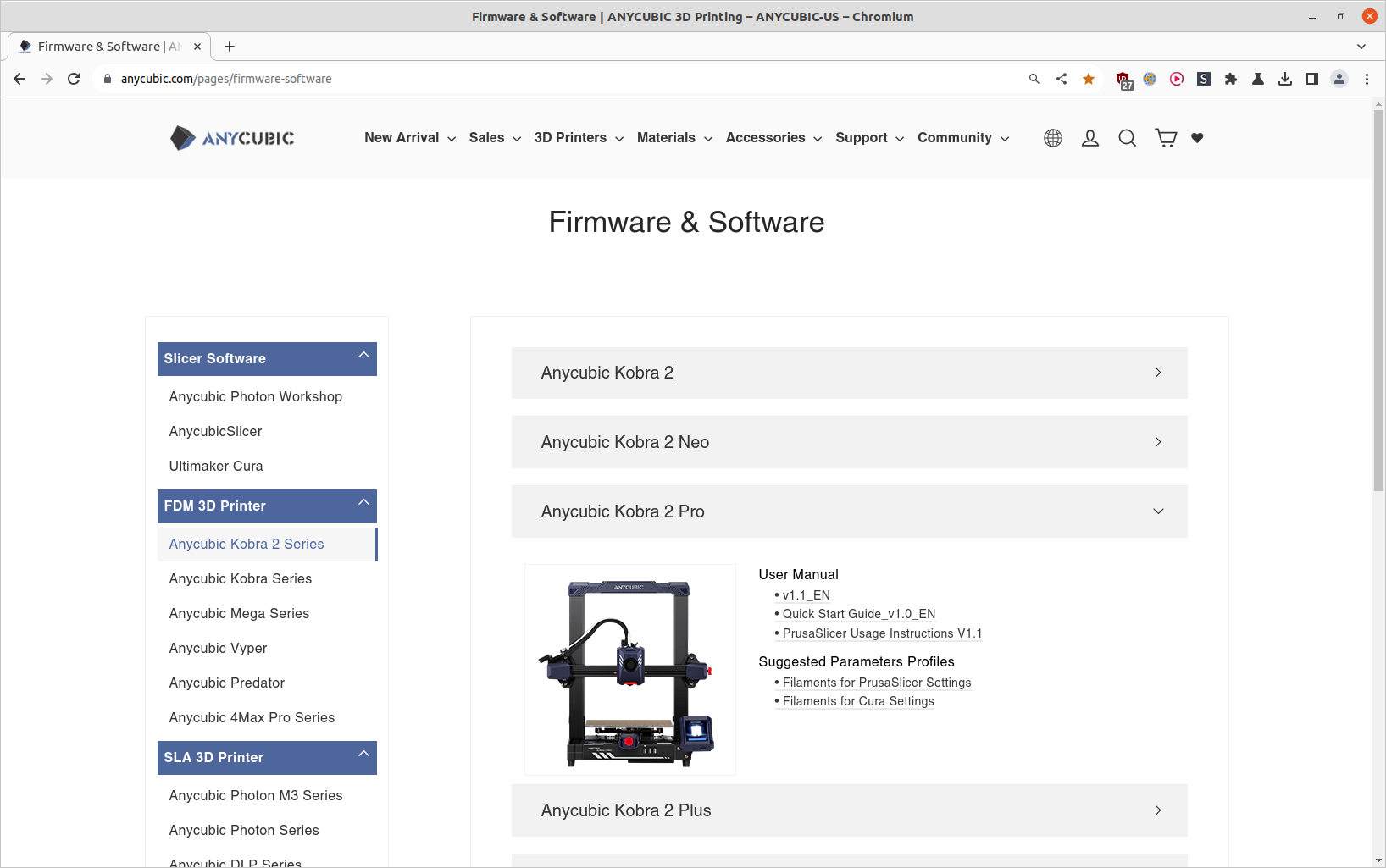
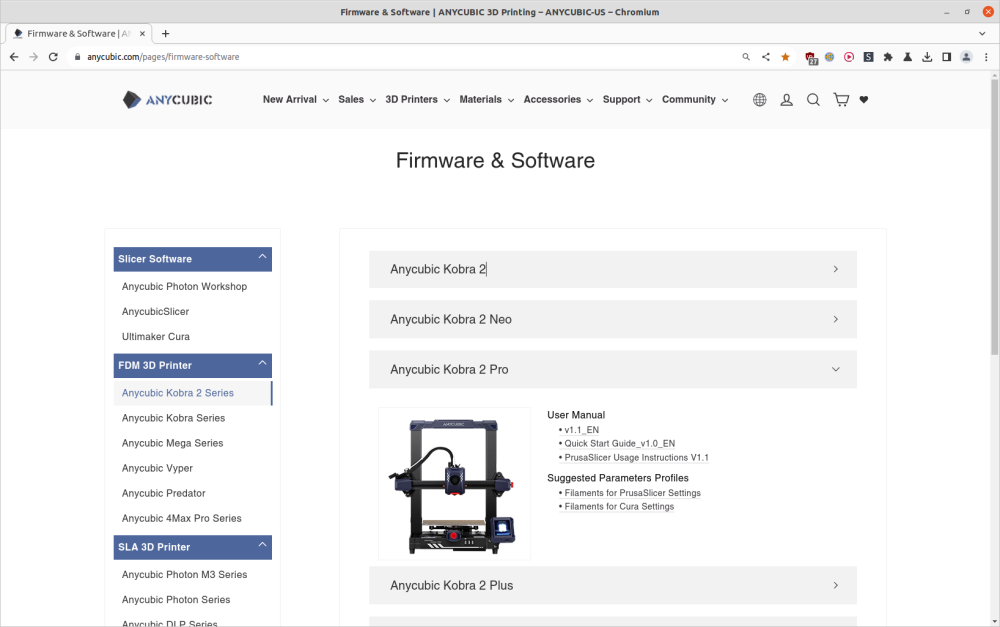
Trancheurs et leurs paramétrages Capture d'écran de la page https://www.anycubic.com/pages/firmware-software après avoir sélectionné "Anycubic Kobra Series" puis "Anycubic Kobra 2 Pro" (le 02/10/2023) Anycubic Slicer Sur la clé USB l'on trouve "Anycubic Slicer" ( https://www.anycubic.com/pages/anycubic-slicer ) v1.1.3 (Windows), A cette date ( 03/10/2023) une version v1.1.5 (Windows et Mac) est disponible au téléchargement sur le site d'Anycubic ( https://www.anycubic.com/pages/firmware-software ) Anycubic Slicer, dispose entre autre d'un profil de l'imprimante "Kobra 2 Pro" mais ce profil ne dispose actuellement que d'un seul profil de qualité "0.2 mm PLA" PrusaSlicer https://github.com/prusa3d/PrusaSlicer/releases (pas encore testé, PrusaSlicer 2.6.1 version a utiliser pour ce test ? https://github.com/prusa3d/PrusaSlicer/releases/tag/version_2.6.1 ) Sur la clé USB l'on trouve une version de Prusa Slicer (v2.6.0 pour Windows) et un fichier "Kobra 2 Pro V1.0.ini" avec, semble t'il, le profil d'une imprimante Kobra 2 Pro et les profils de qualités d'impression ( PLA, PETG, TPU et ABS. ) // A FAIRE Ultimaker Cura (version utilisé pour ce test, Ultimaker Cura 5.2.2 Windows) https://github.com/Ultimaker/Cura/releases Sur le site de Anycubic ( https://www.anycubic.com/pages/firmware-software ), on trouve une archive "Kobra 2 Pro Cura Recommended Configuration Parameters.rar" qui contient des profils de qualités pour Ultimaker Cura ( > v5.2 ) PLA, PETG, TPU, ABS. ( en cours de test ) Pour Ultimaker Cura il faudra préalablement ajouter une imprimante "Custom" la renommer en "Kobra 2 Pro", adapter le volume d'impression ( 222 x 222 x 250 ), cocher plateau chauffant, et dans l'onglet extrudeur modifier le diamètre de filament a 1.75 mm. Puis via l’écran de gestion des profil de qualité (Préférence de Ultimaker Cura) importer un a un les profils de qualité d'impression ( fichier d’extension ".curaprofile") // A FAIRE mettre les capture d’écran de la création du profil d'imprimante et d'import des profile de qualité d'impression.
 1 point
1 point -
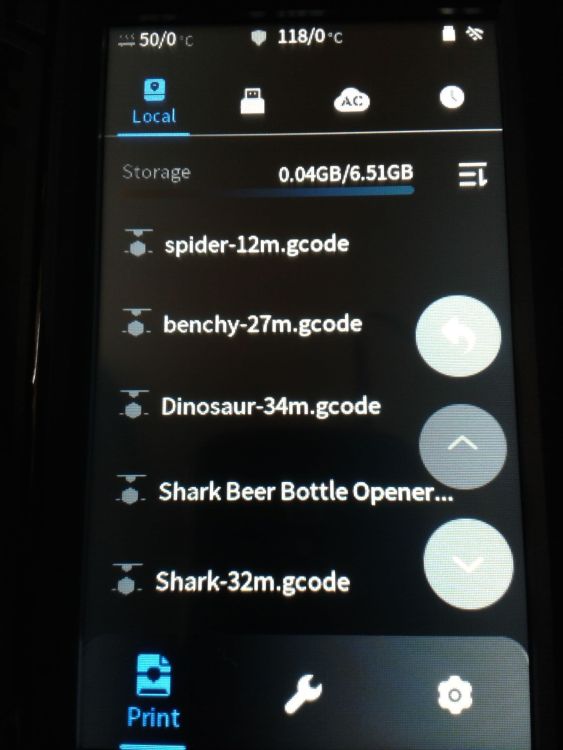
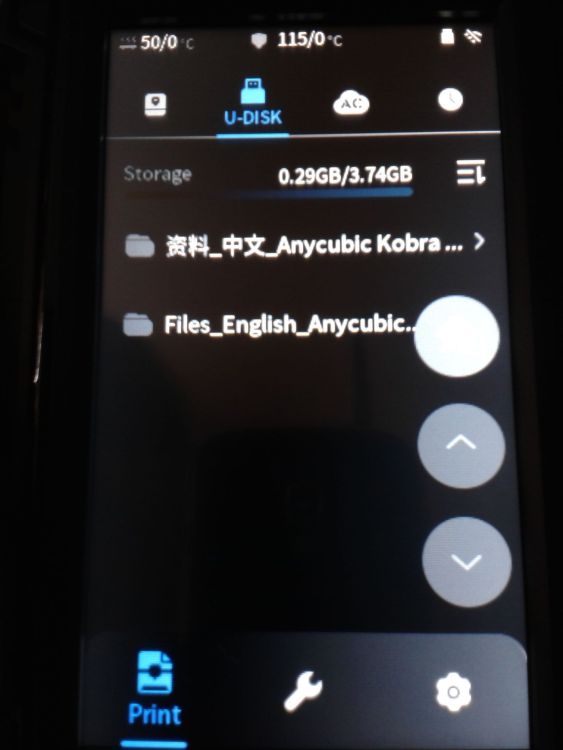
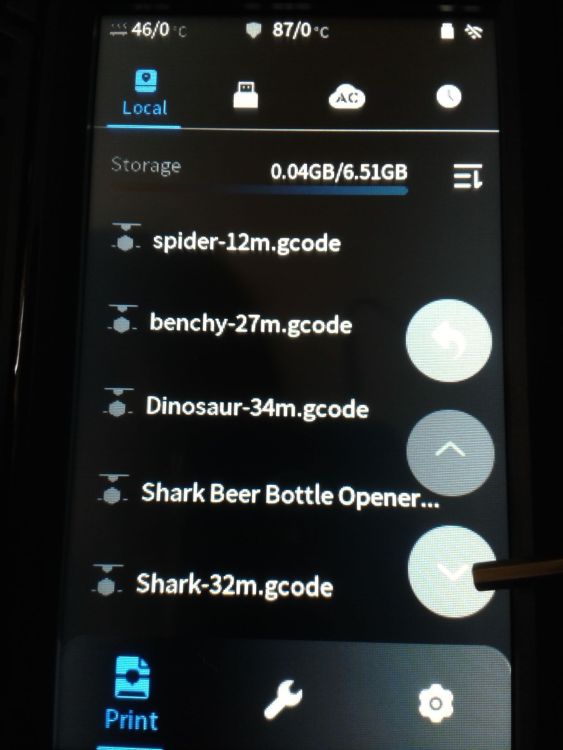
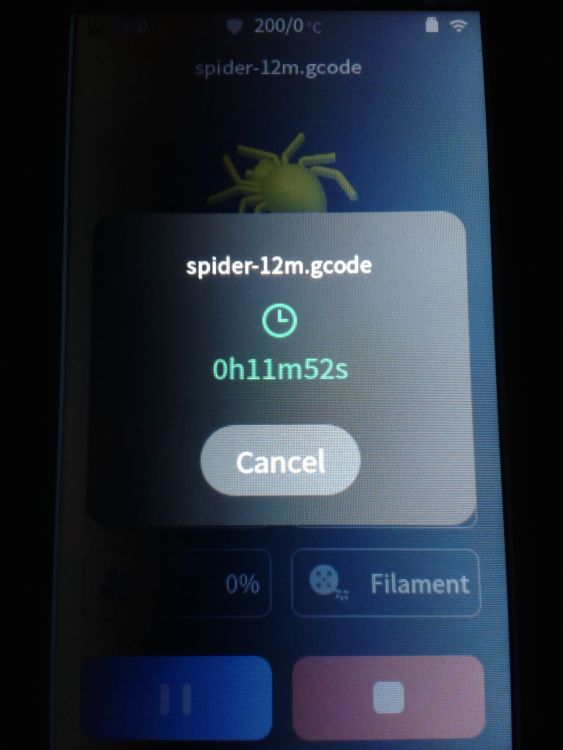
Impressions des fichiers présents sur, la clé USB fournie, ou dans la mémoire de l'imprimante. //A FAIRE Dans la mémoire de l'imprimante Sur la clé USB fournie, il semble ne pas y avoir de fichiers d'impression... Via le Cloud Anycubic. ( Là il me faut arriver a m'y connecter (Wi-Fi de ma box-internet hors de porté là où j'ai installé l'imprimante, il me faut rapprocher l'imprimante de la box-internet, ou ... ) et comme j'ai un smartphone relativement ancien, je ne peu pas installer dessus, l'App d'Anycubic, car incompatible. Donc c'est pas vraiment gagnée pour moi d'arriver a imprimer depuis le Cloud d'Anycubic.)























 1 point
1 point -
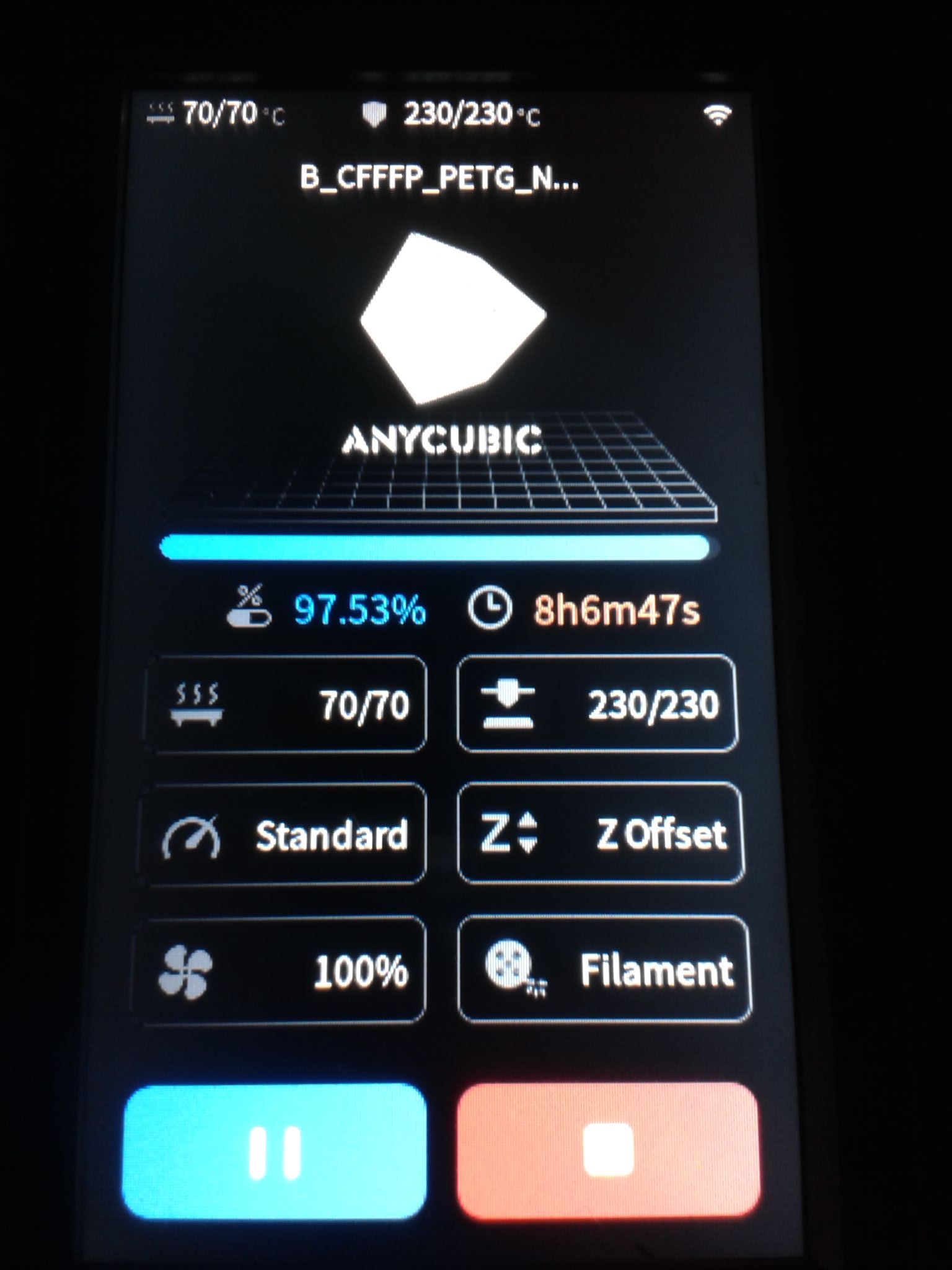
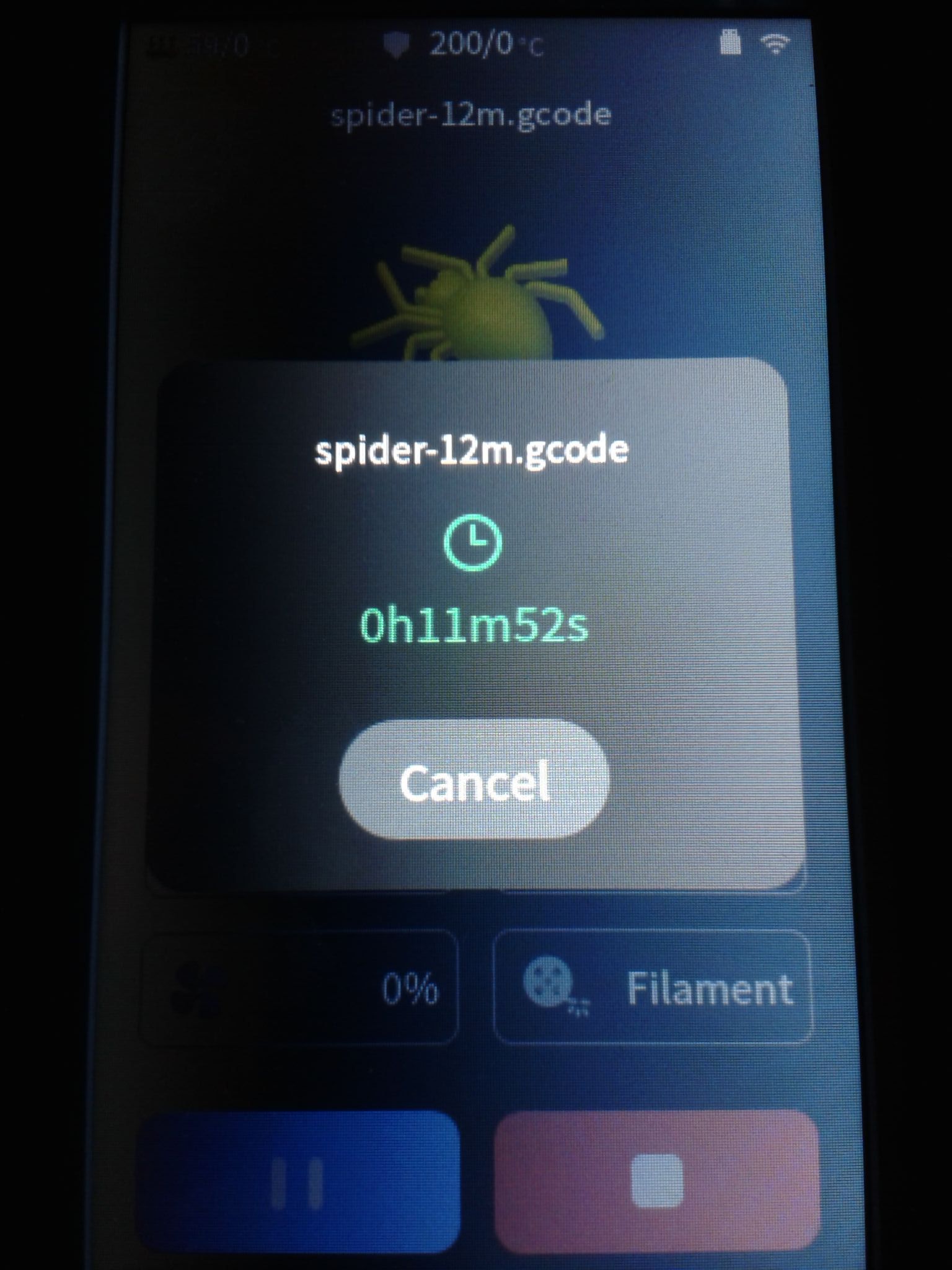
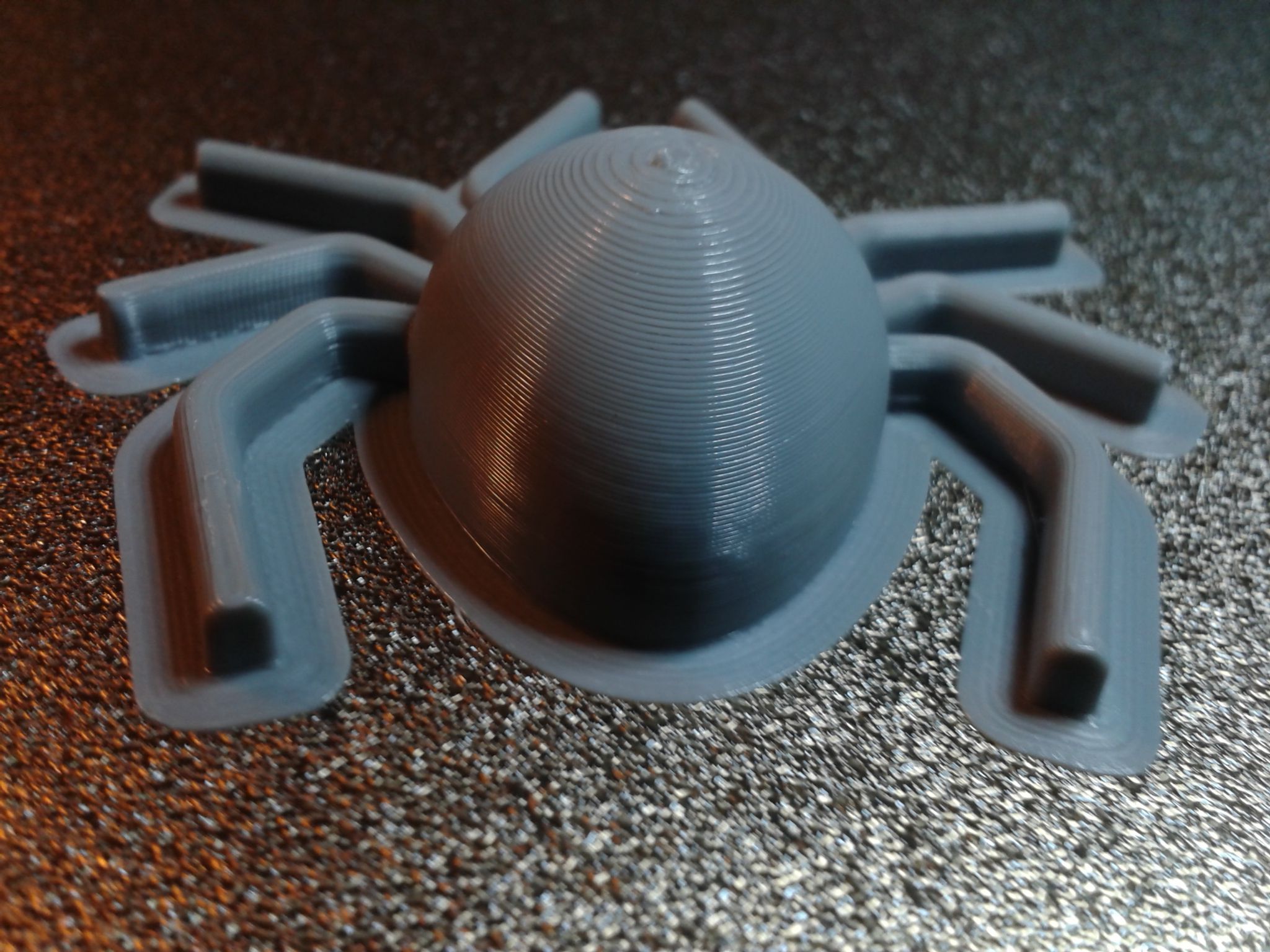
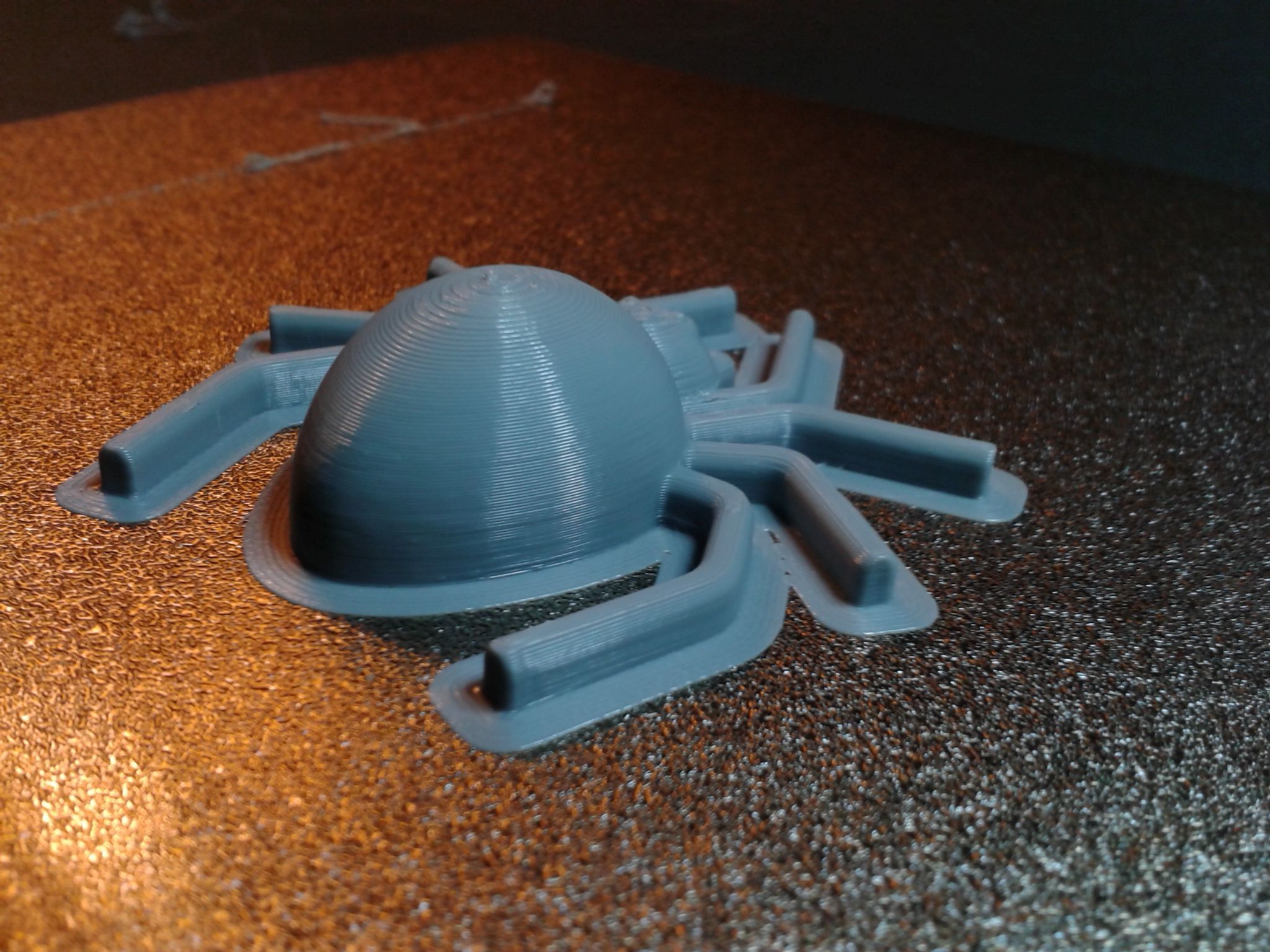
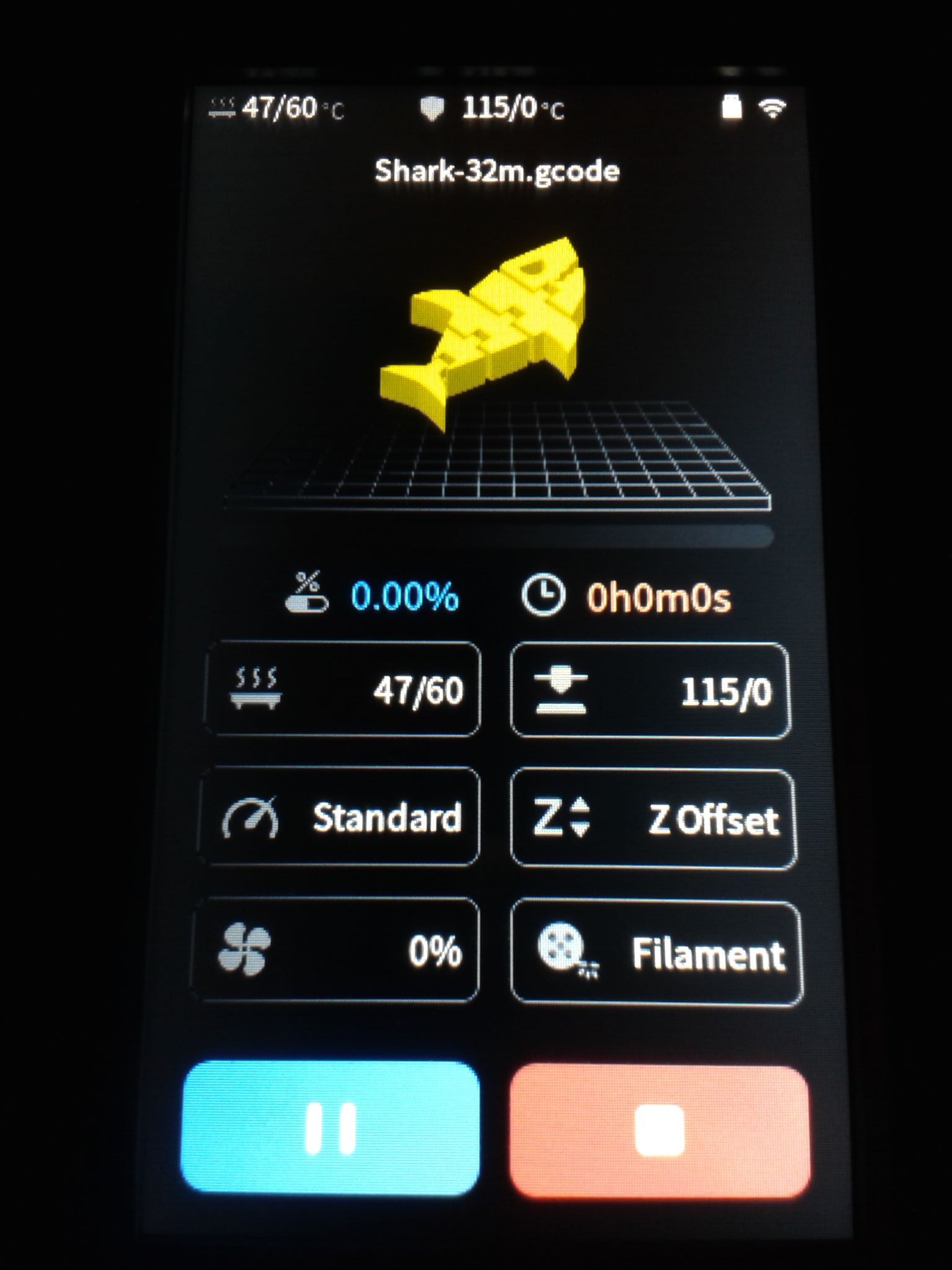
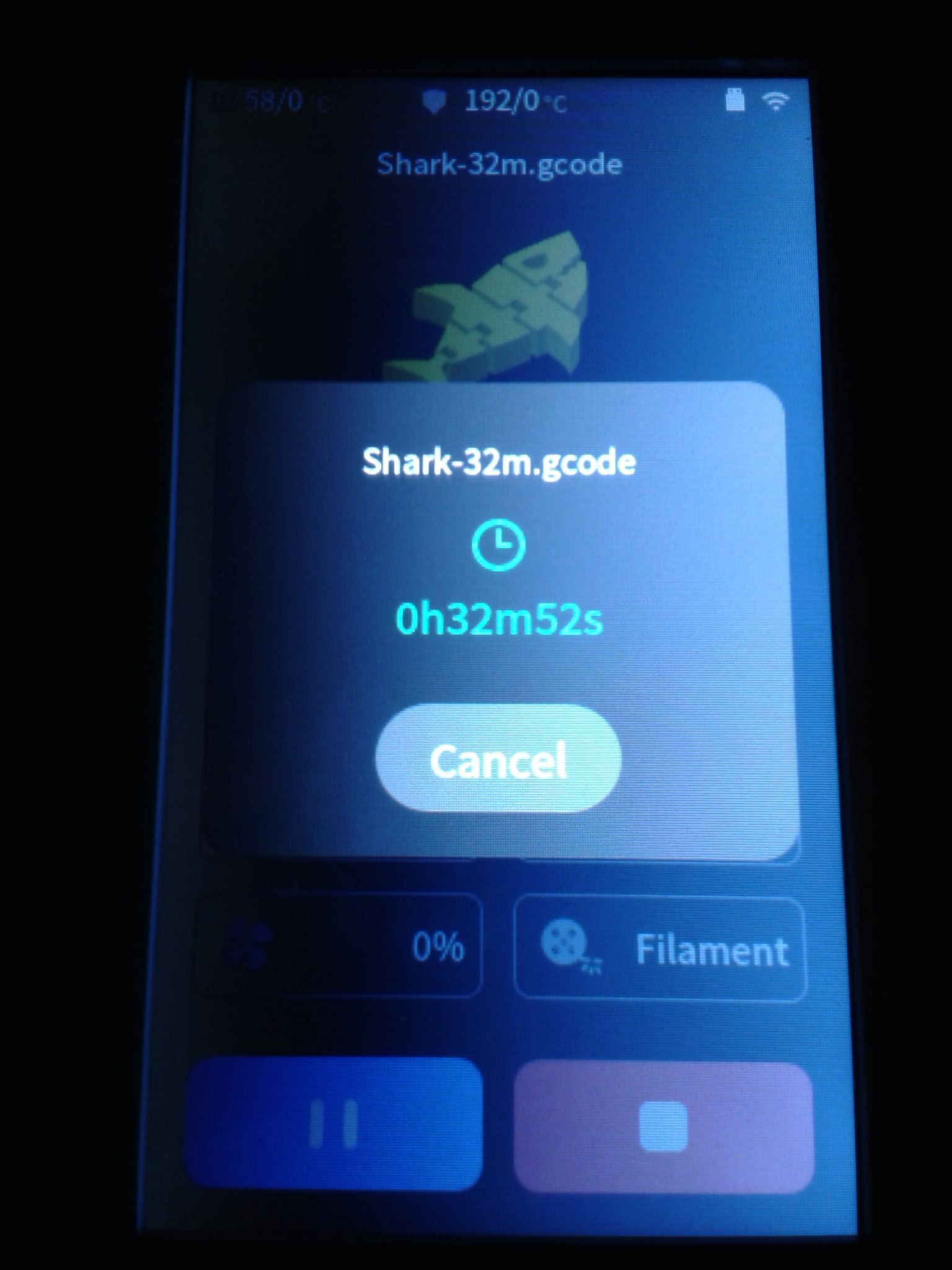
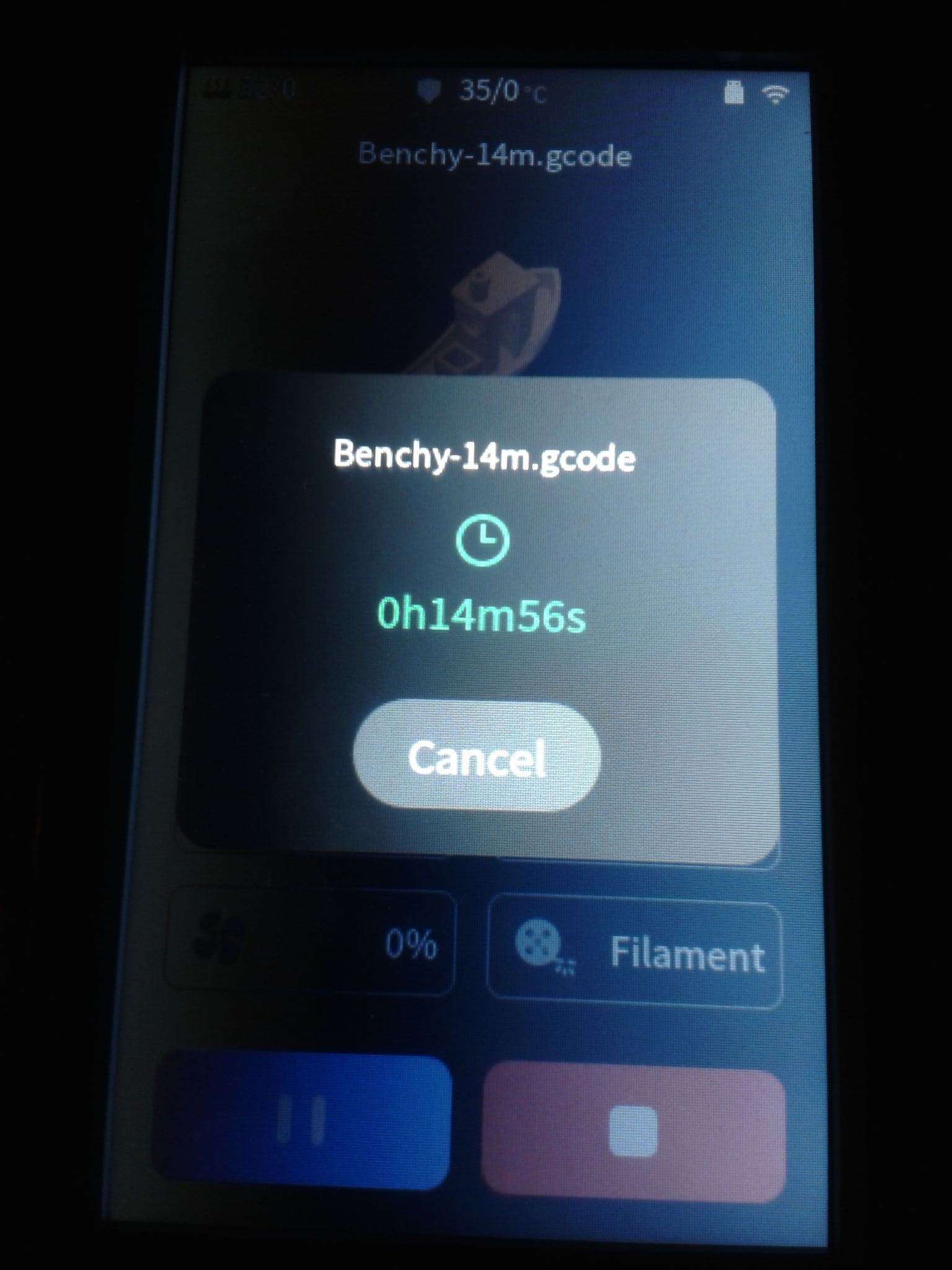
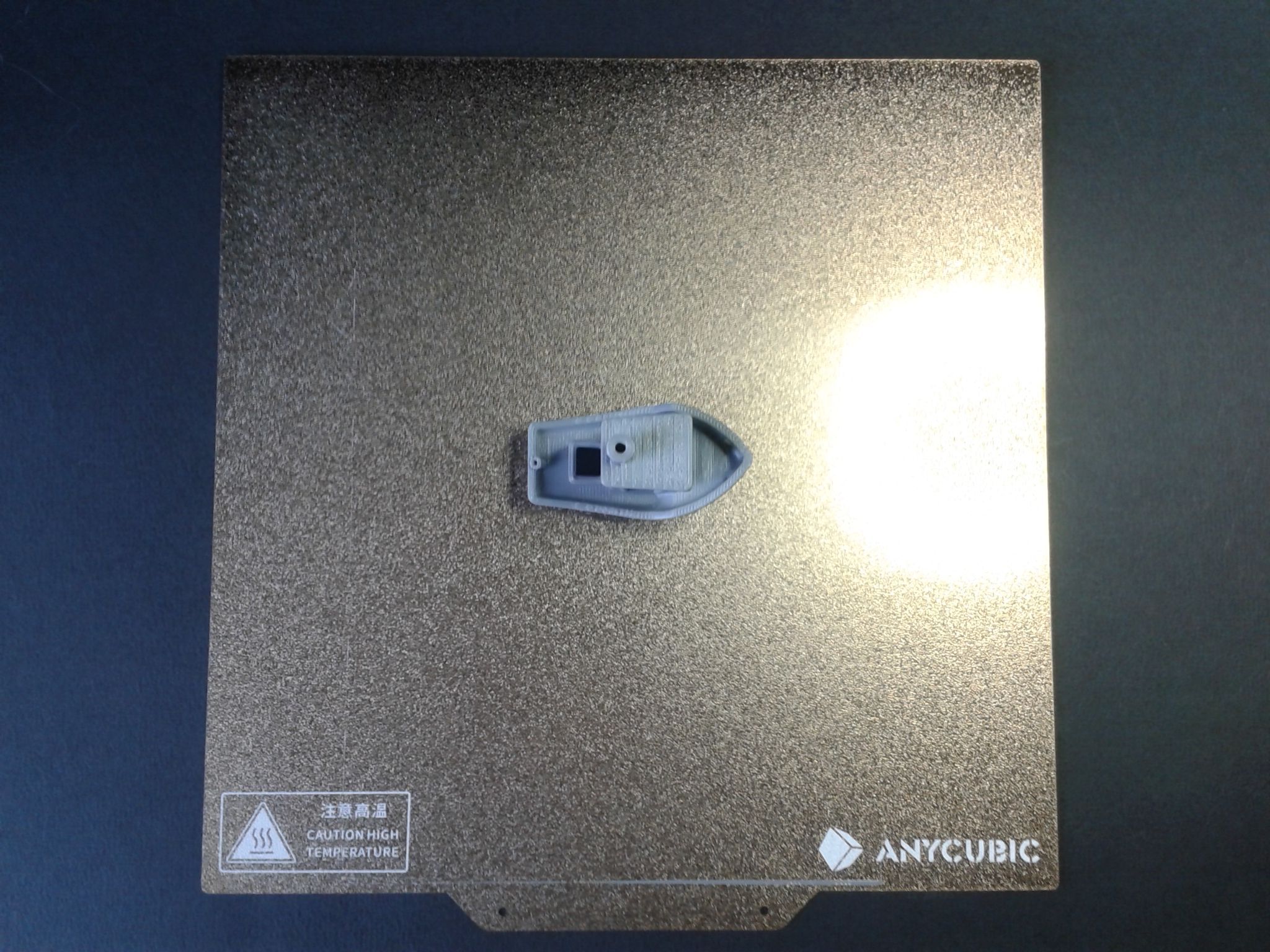
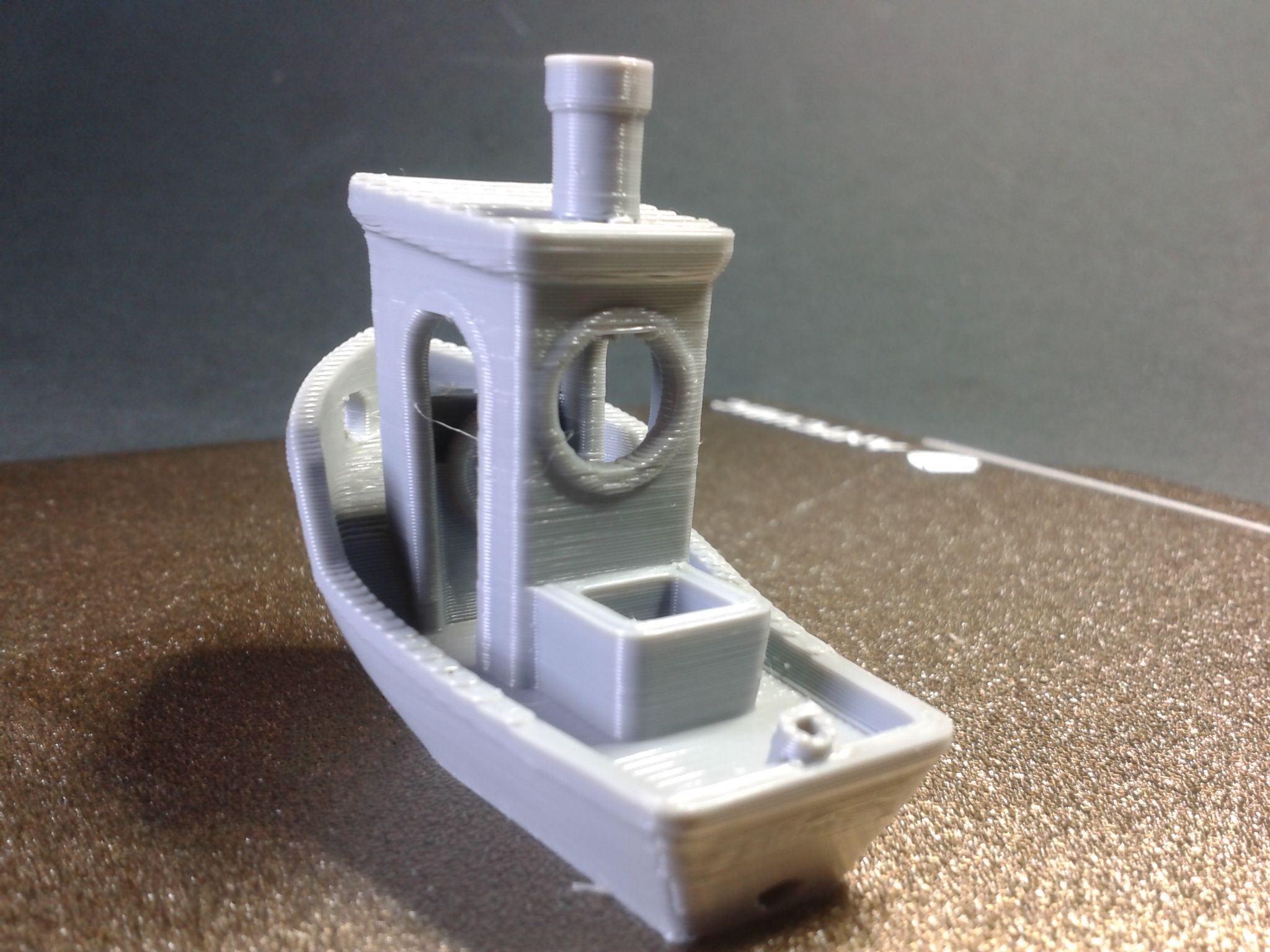
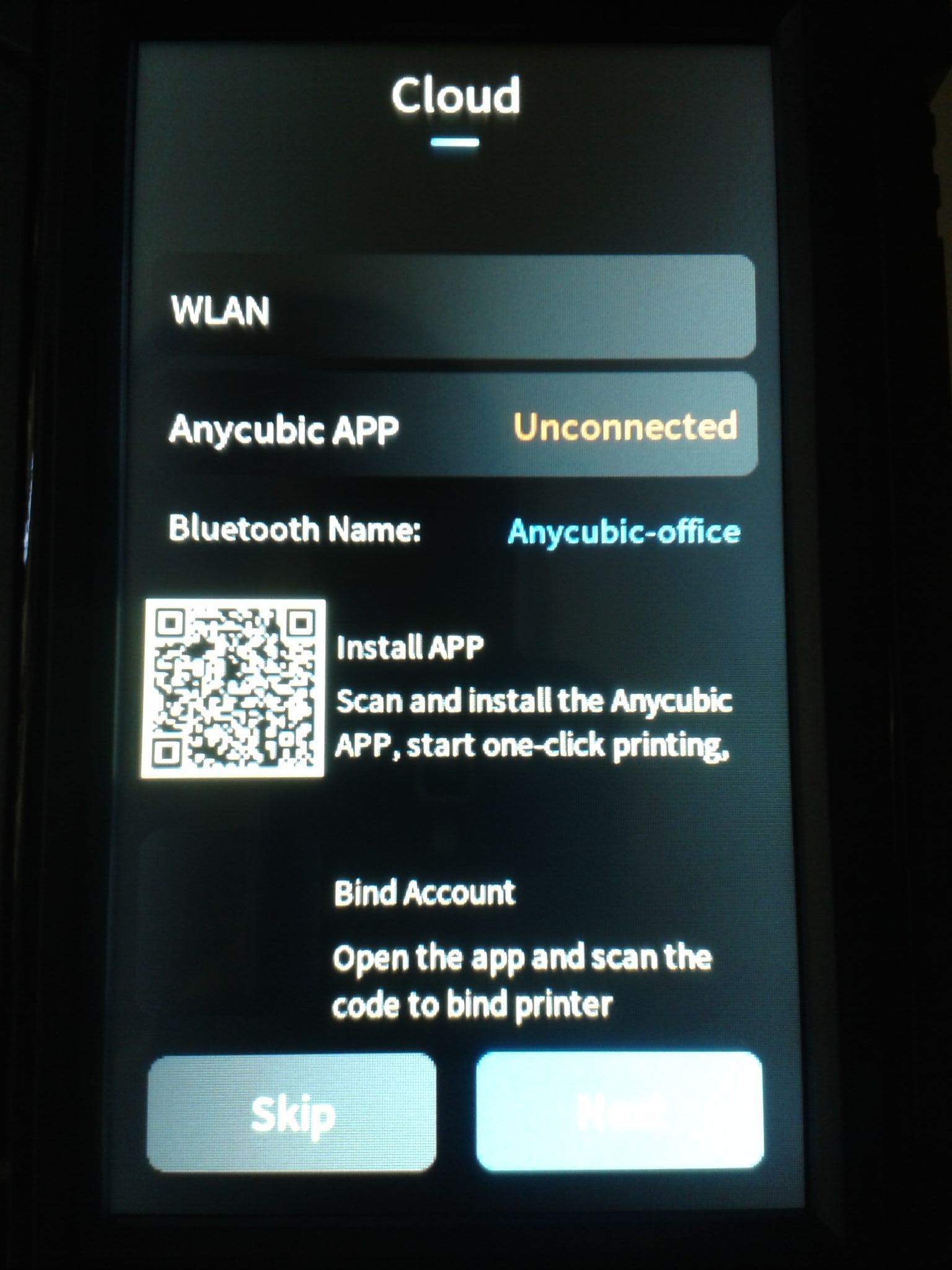
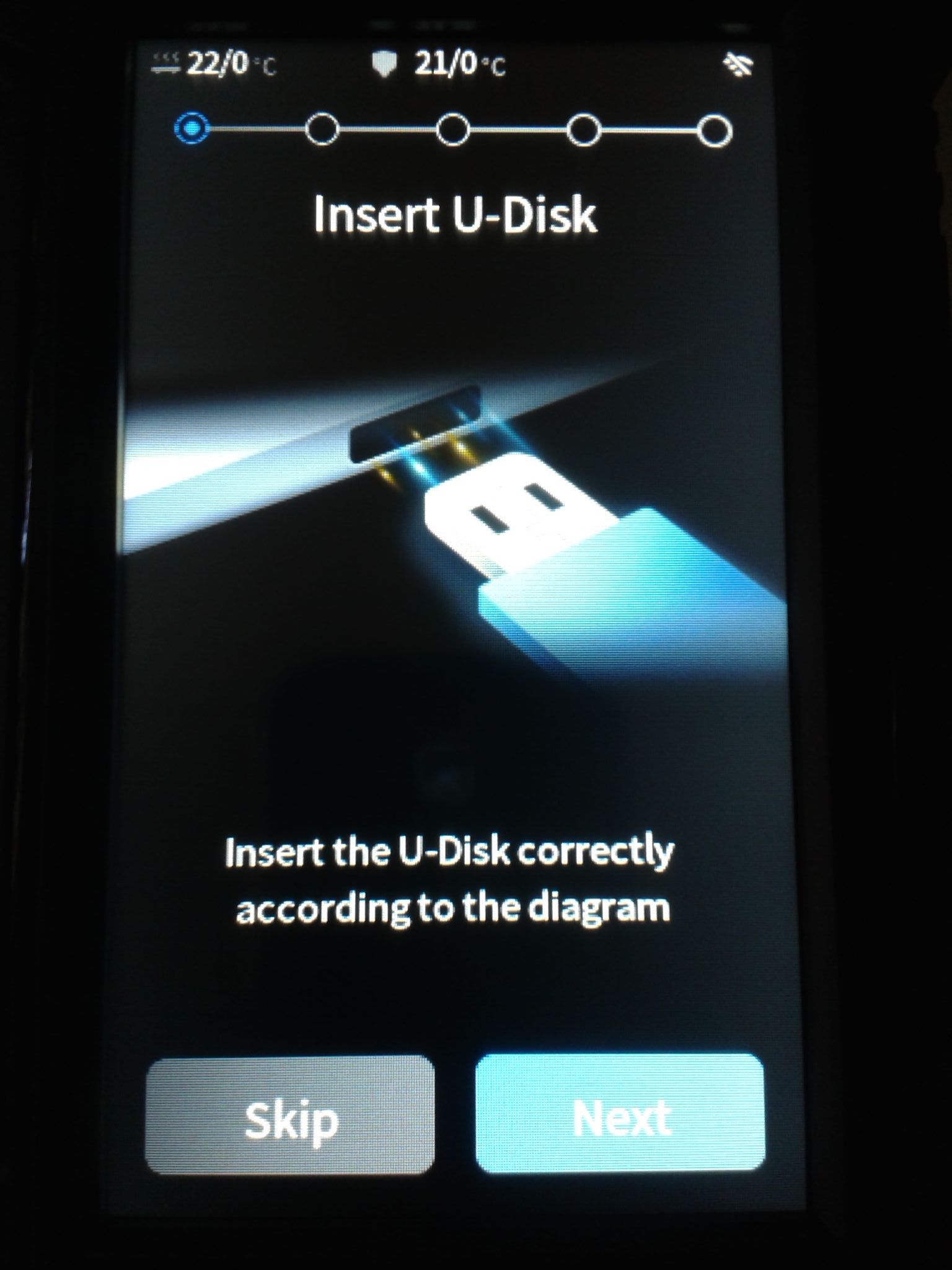
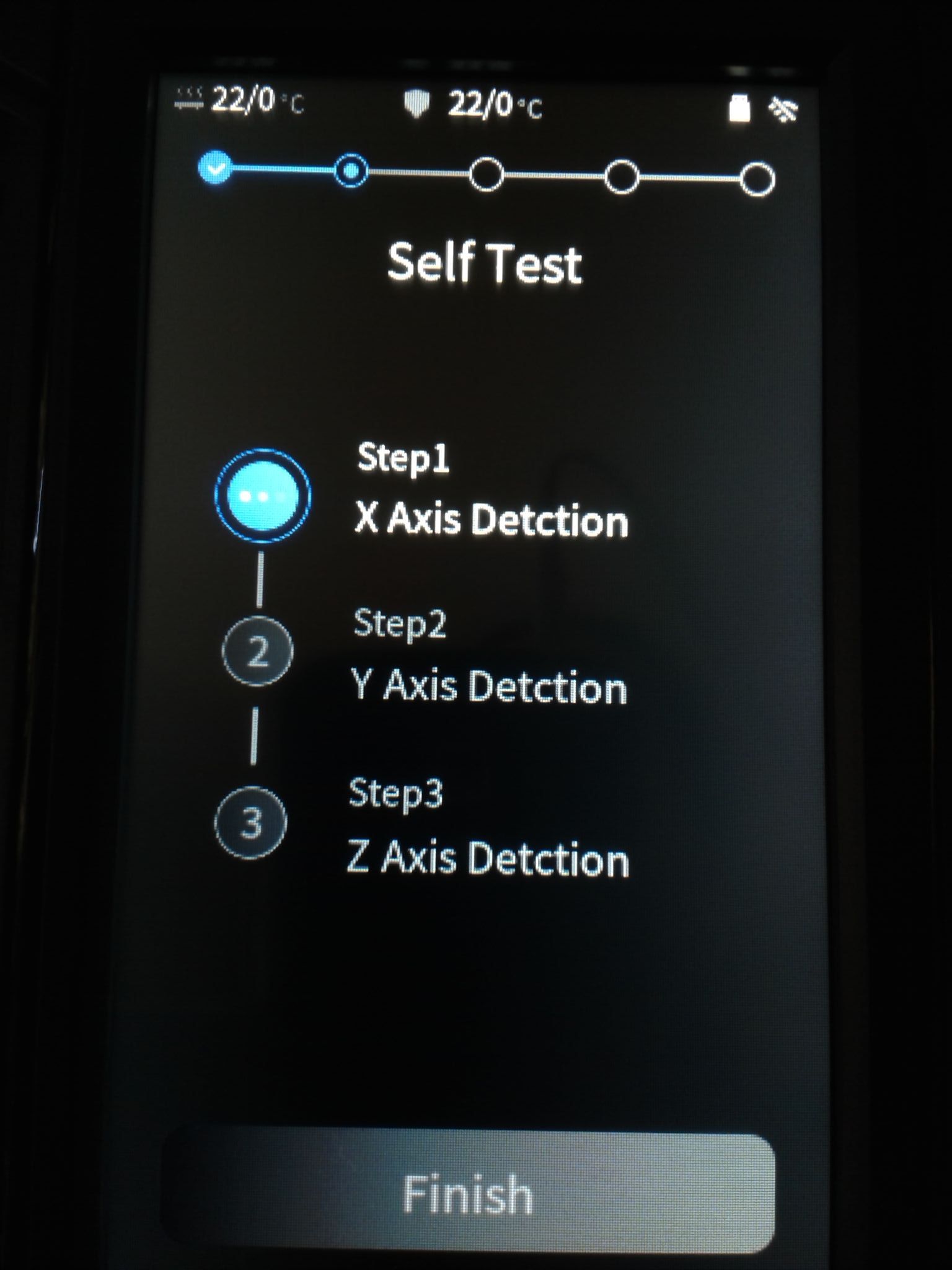
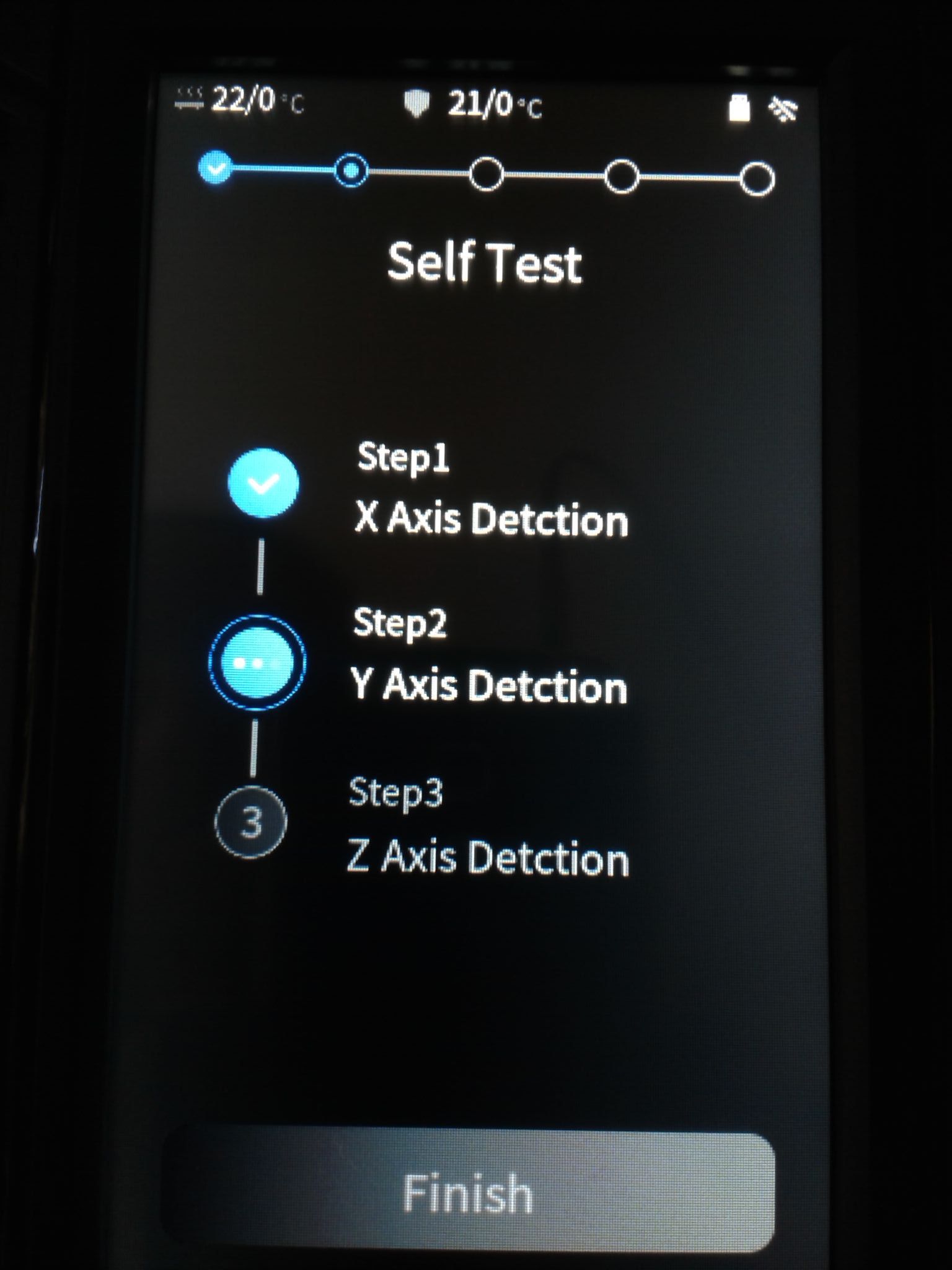
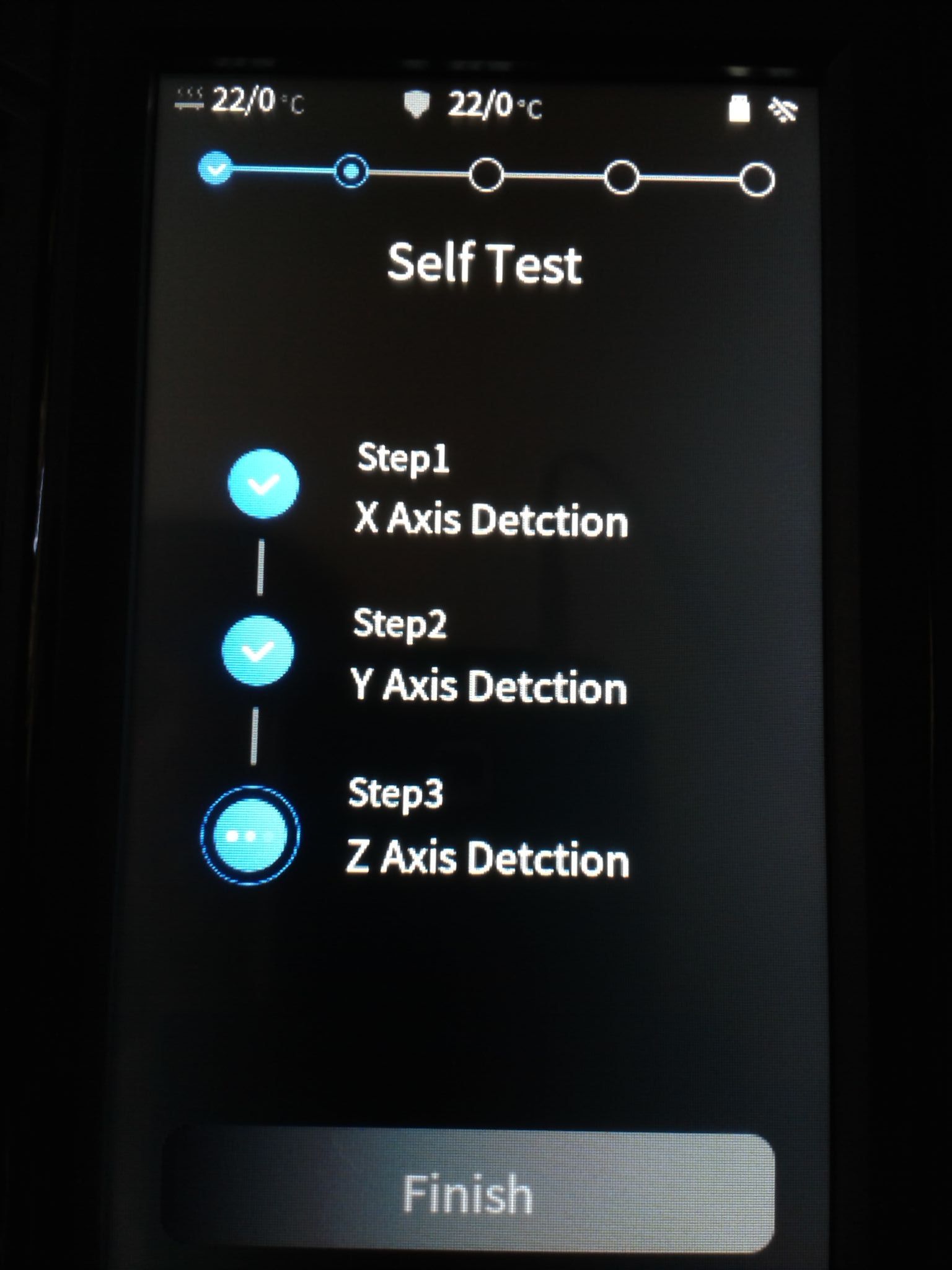
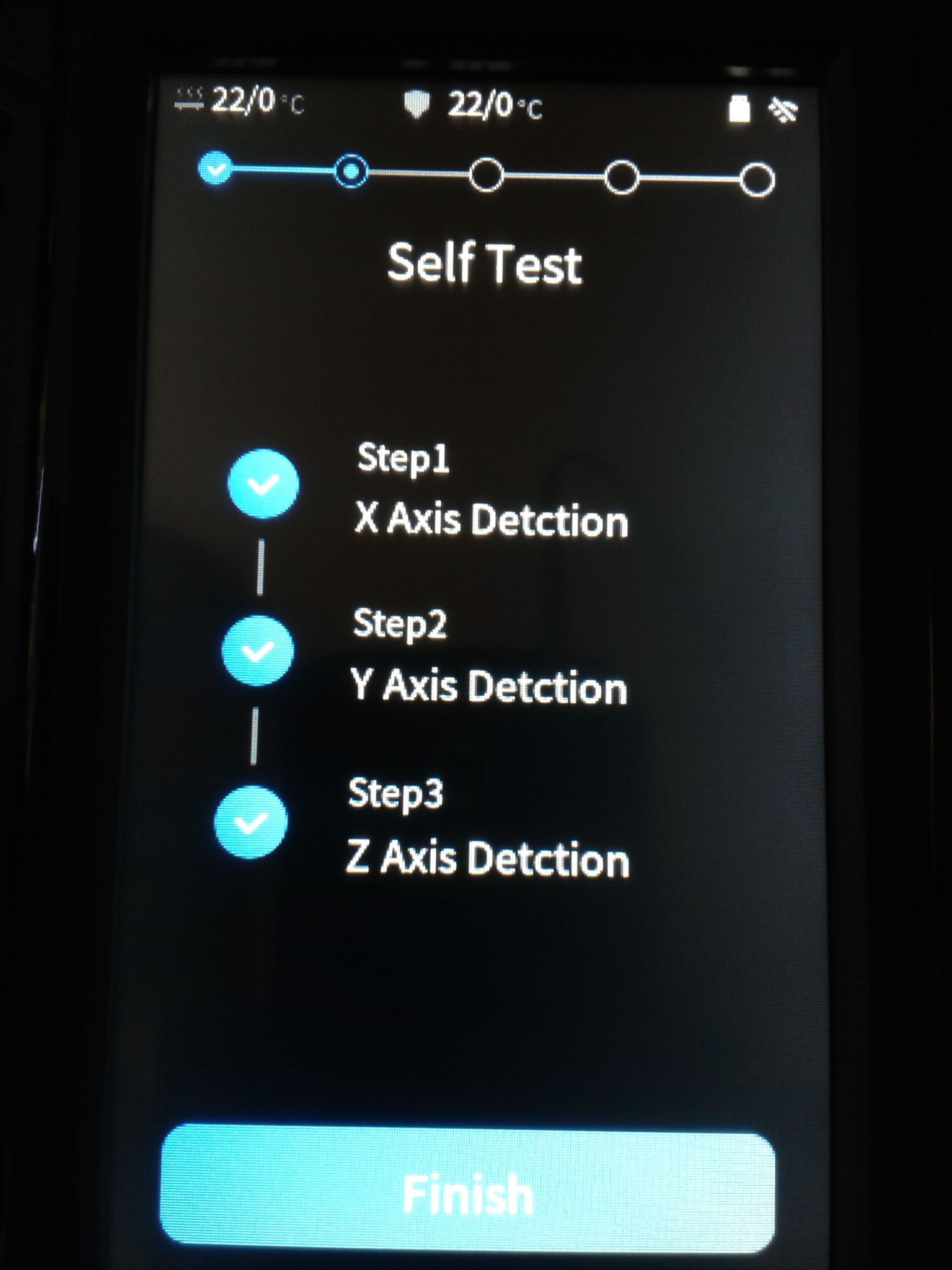
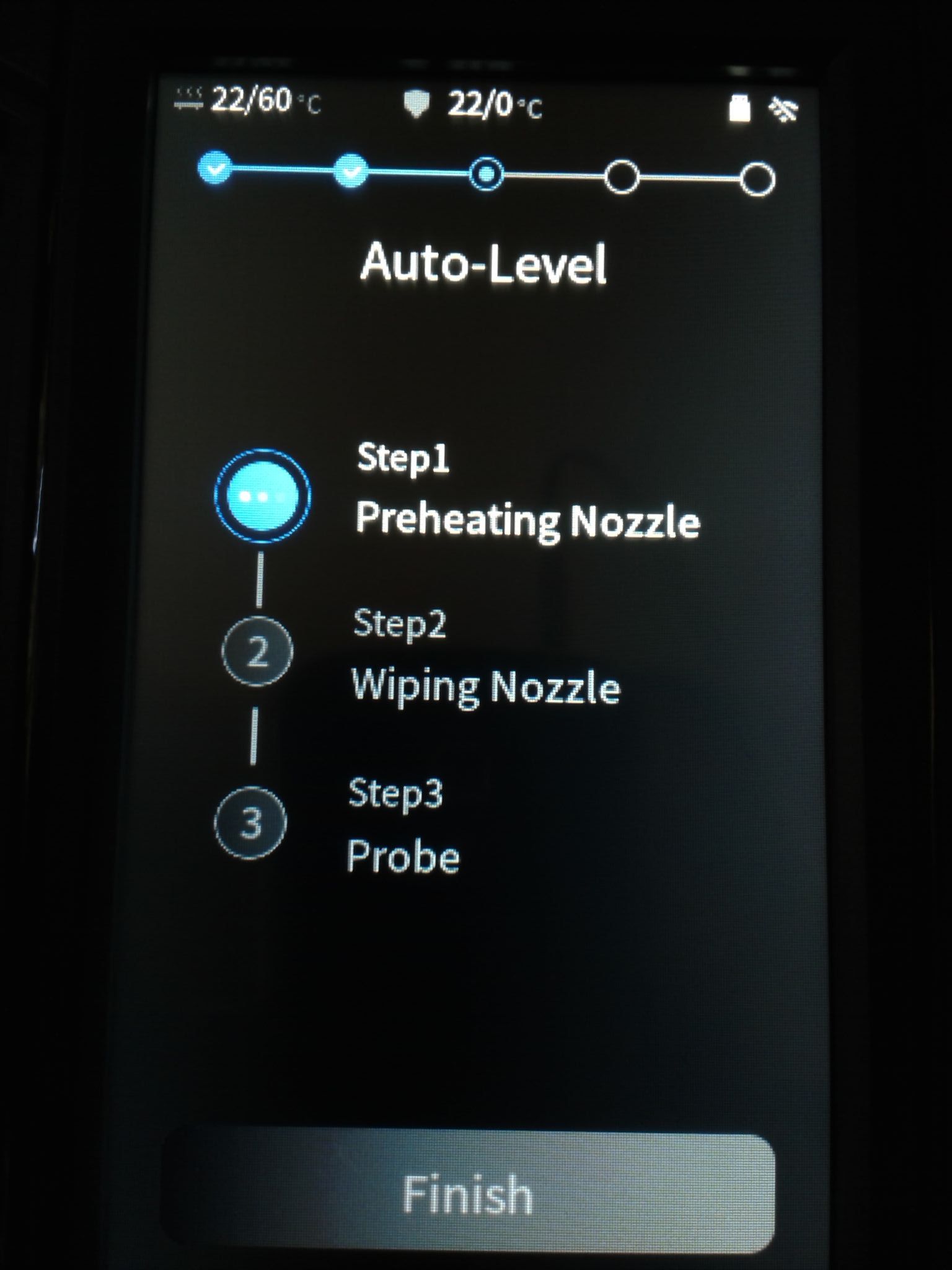
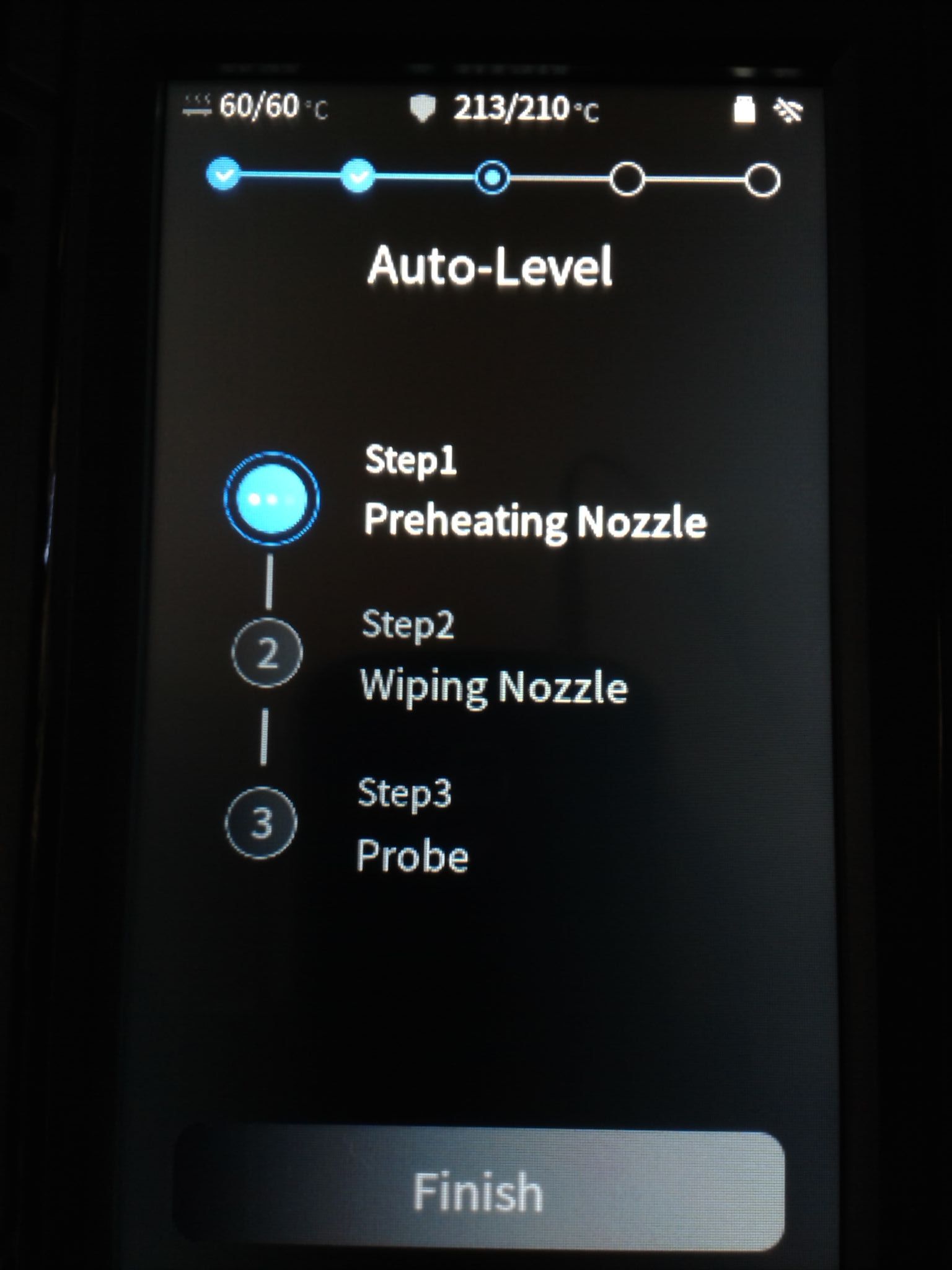
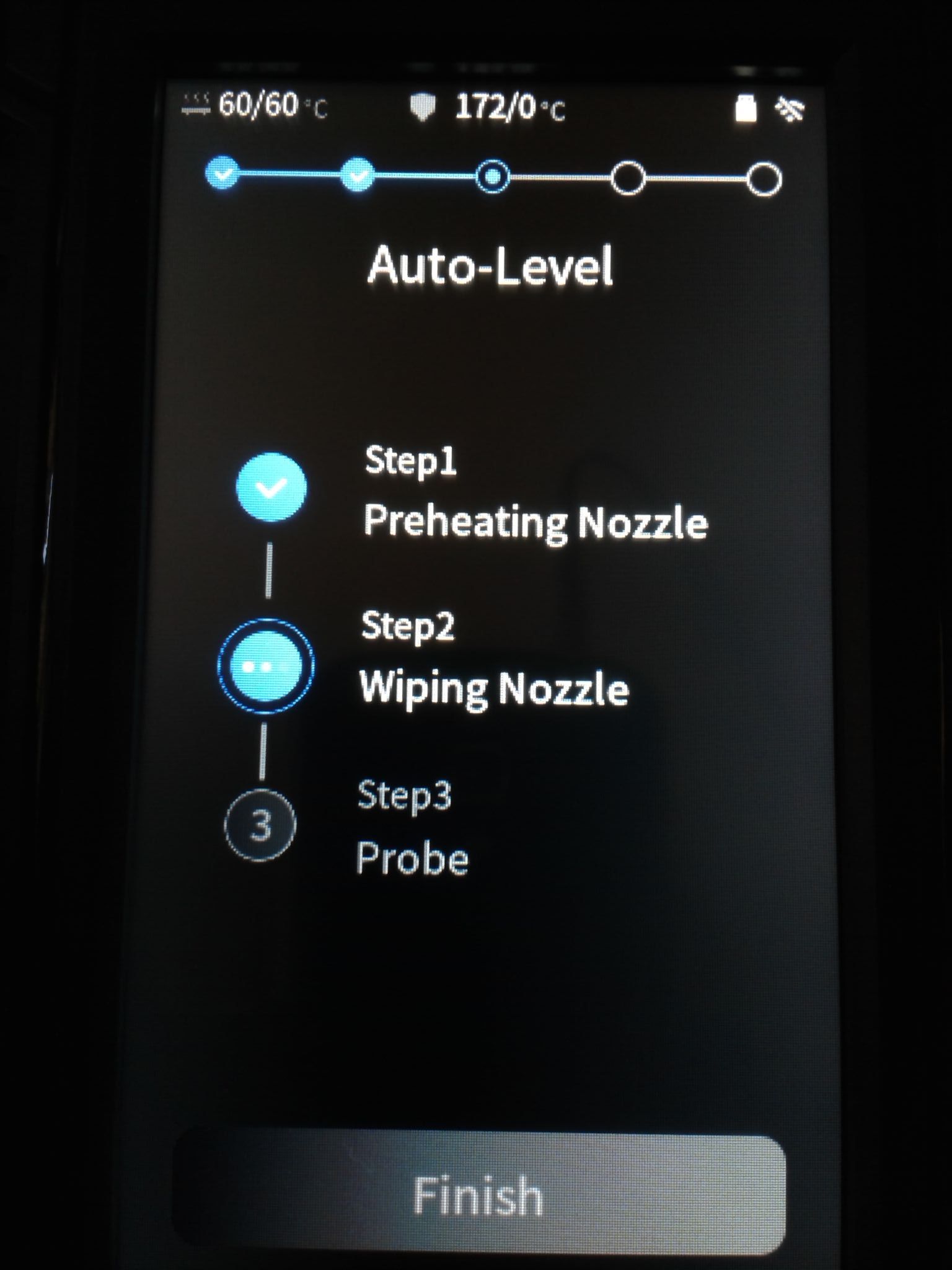
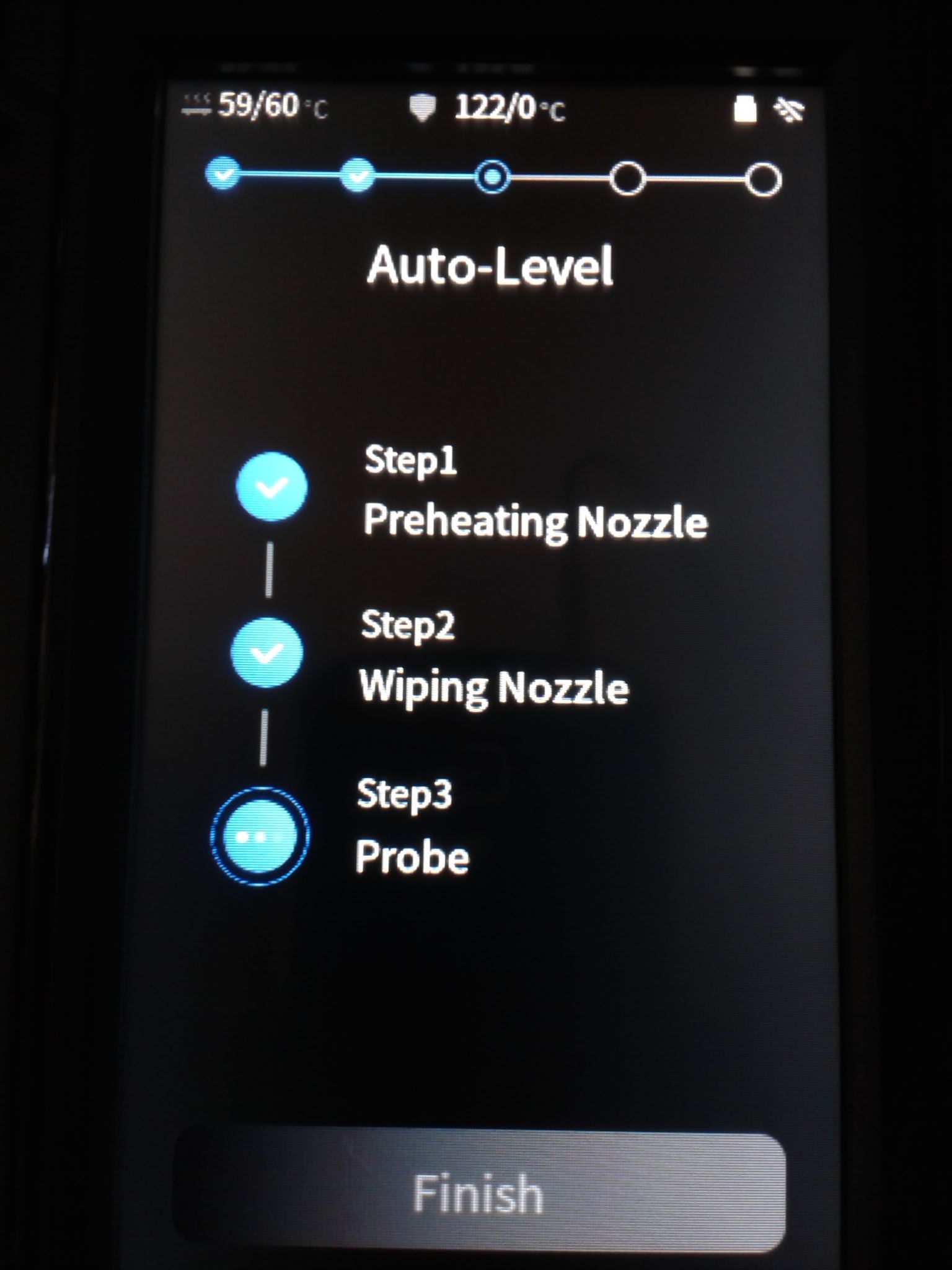
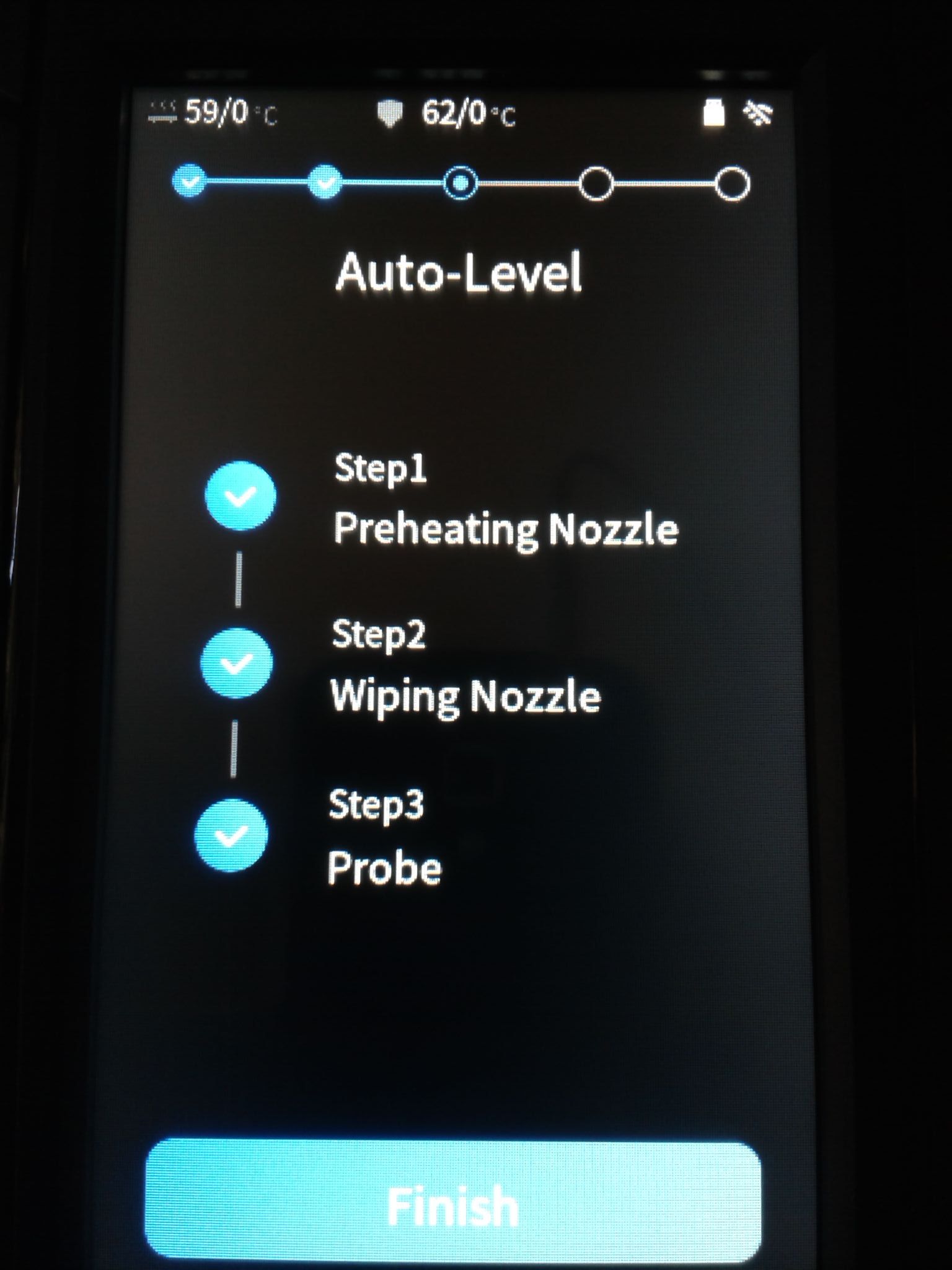
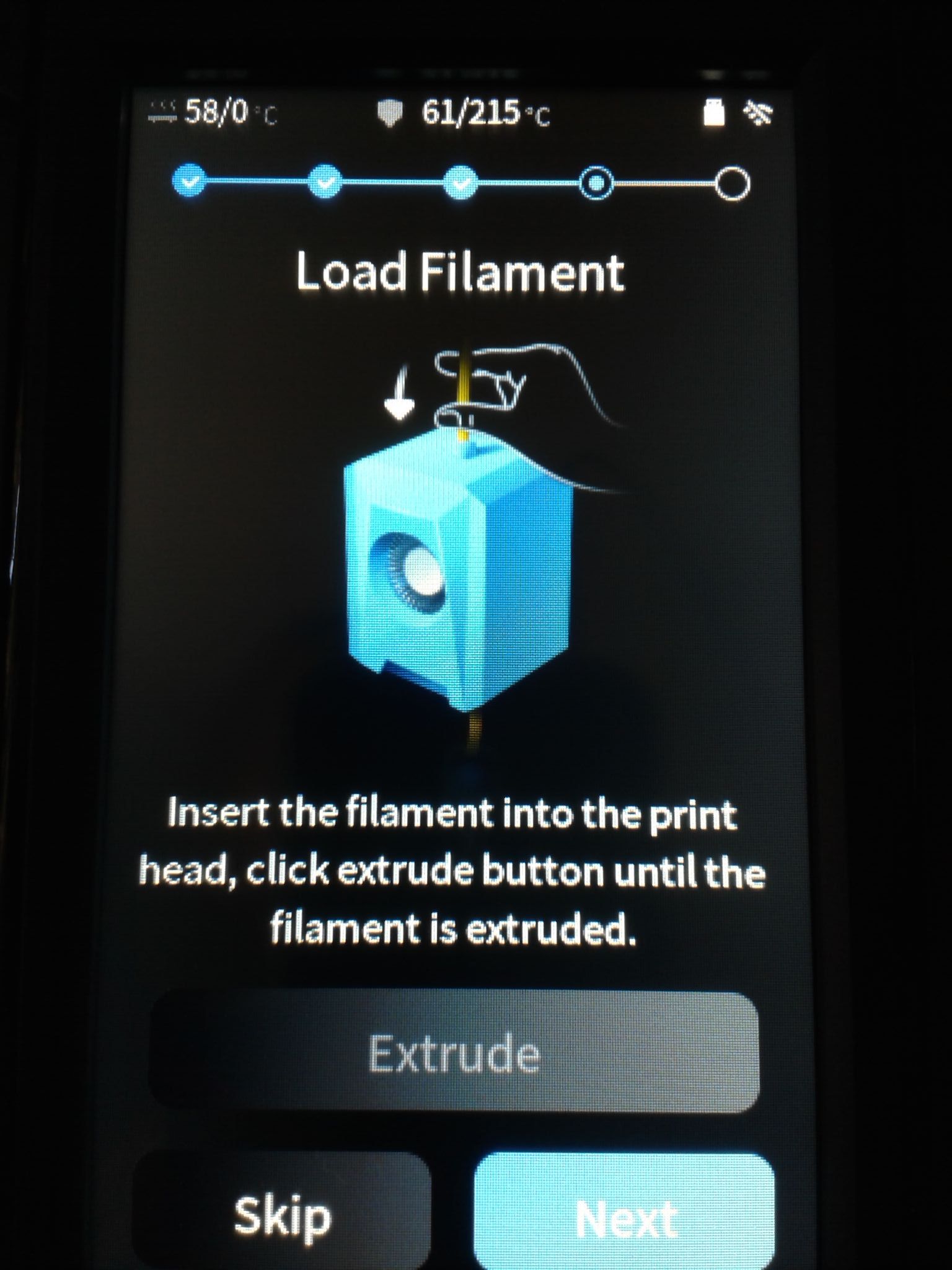
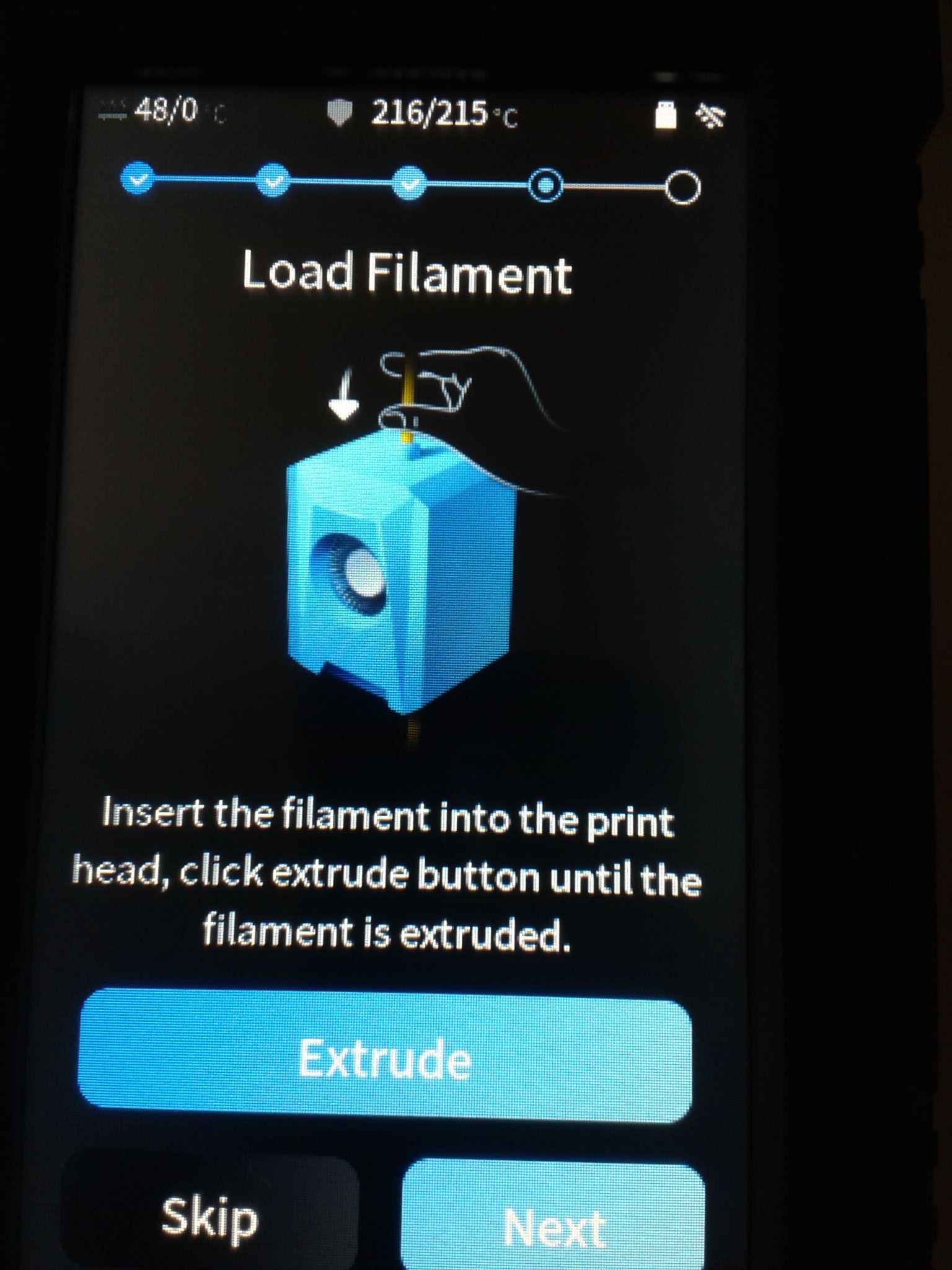
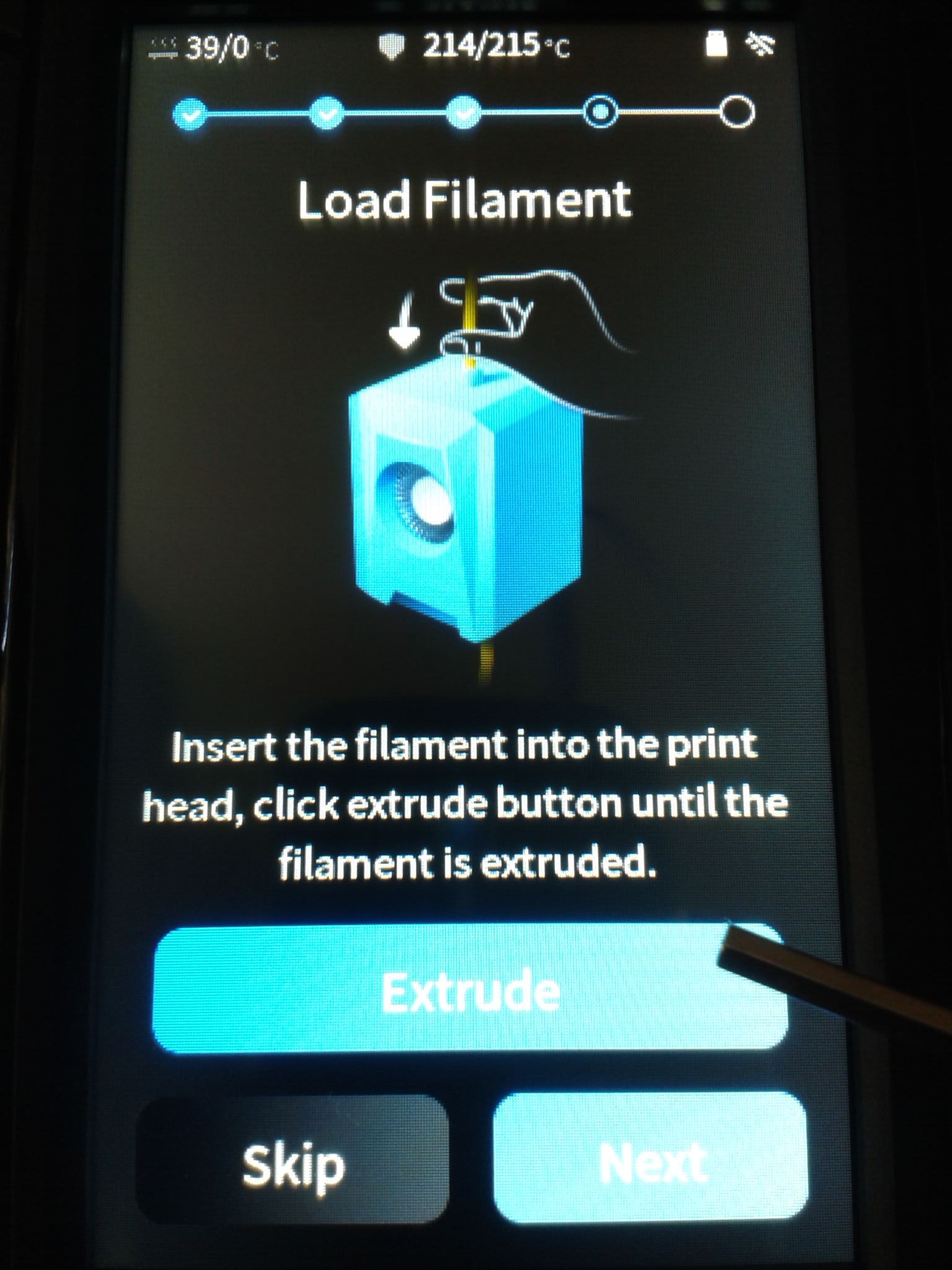
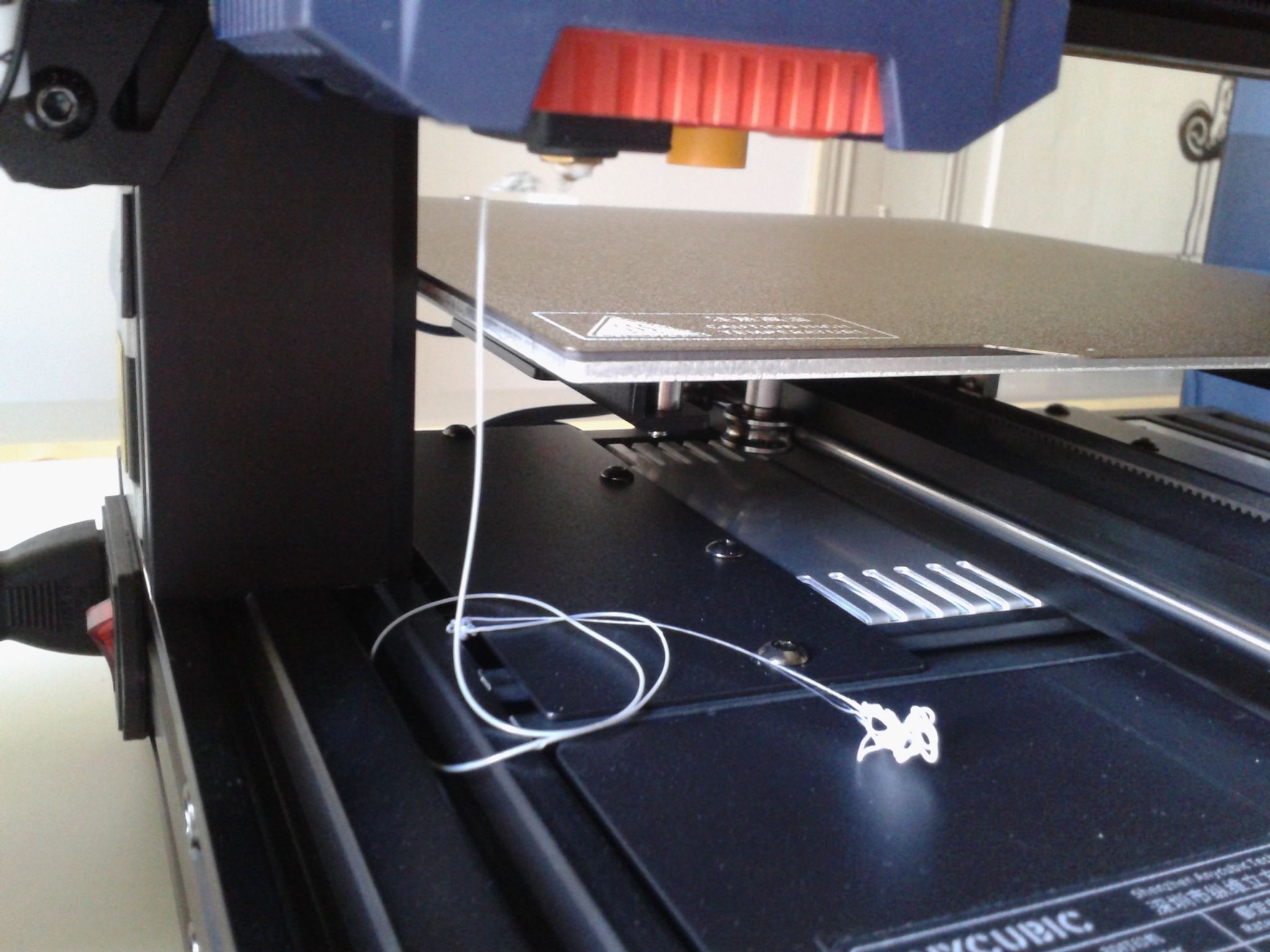
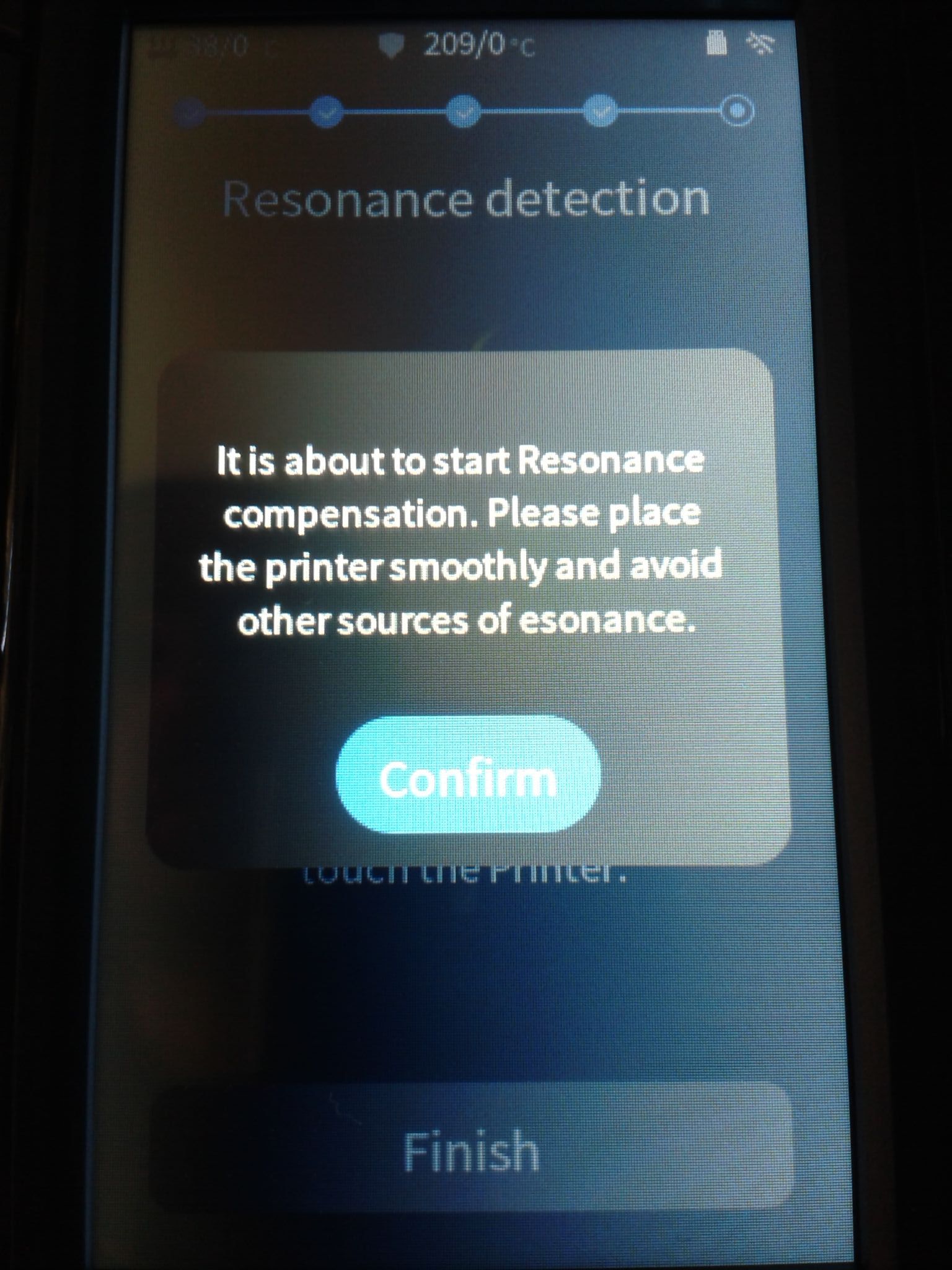
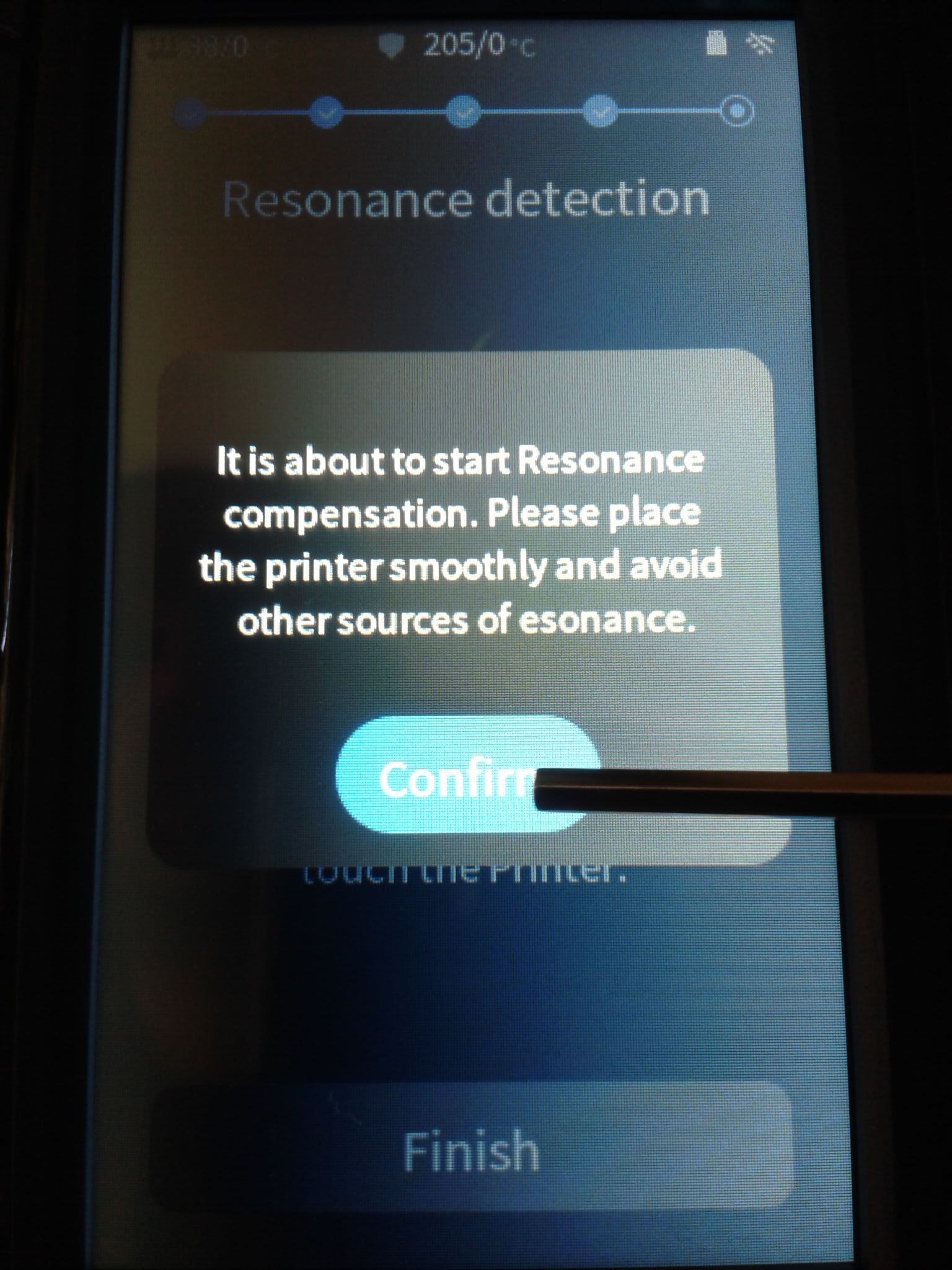
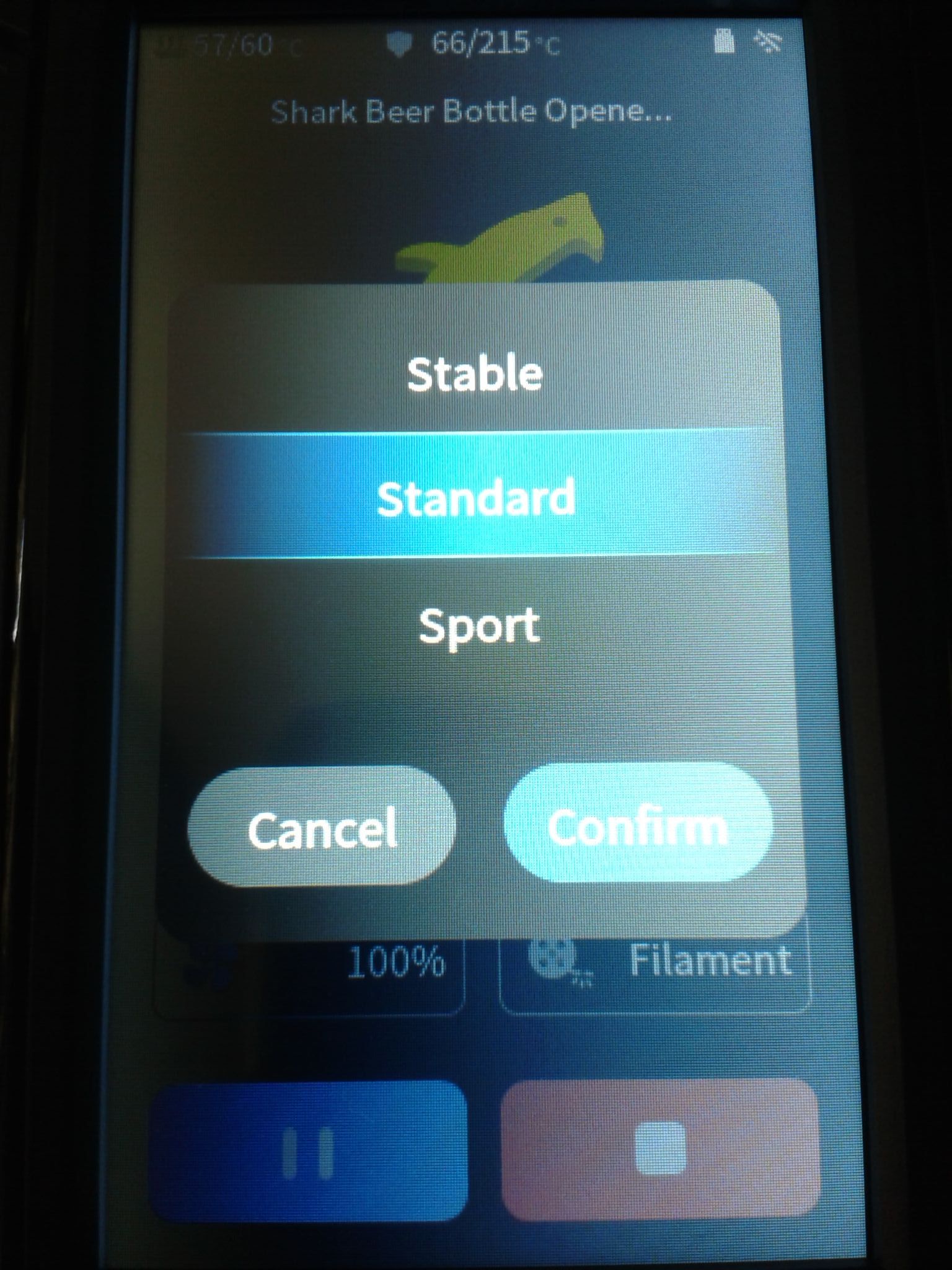
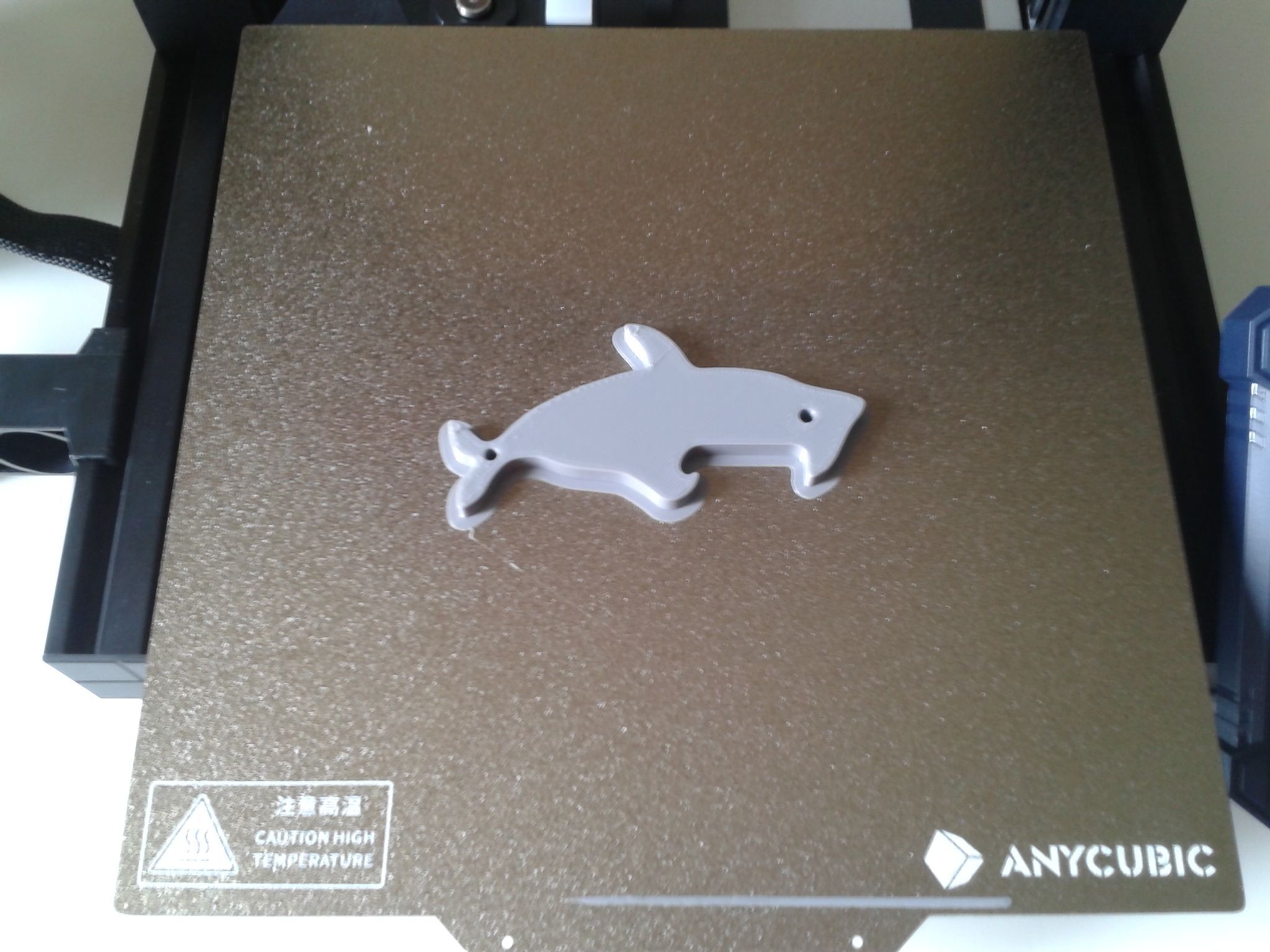
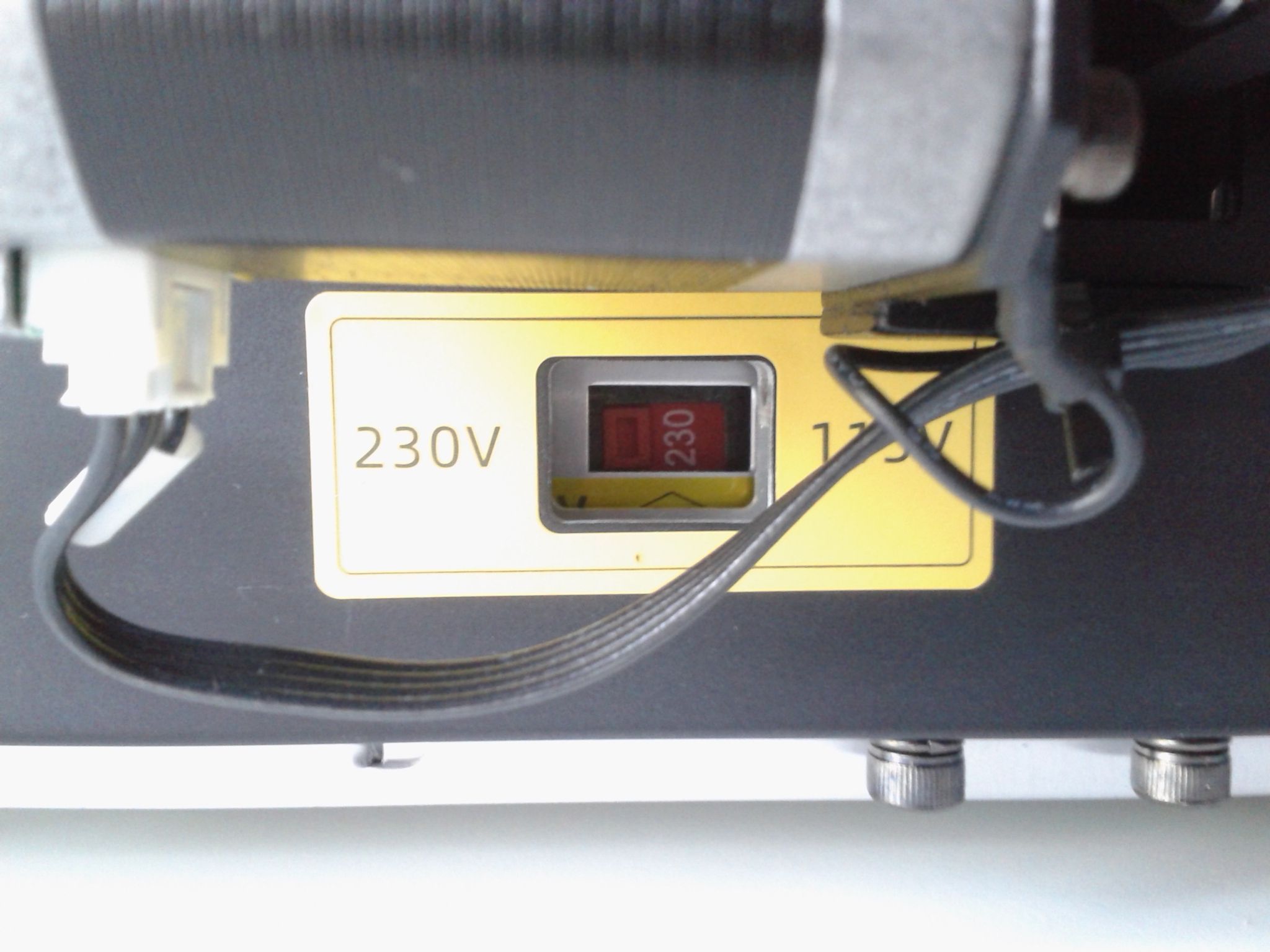
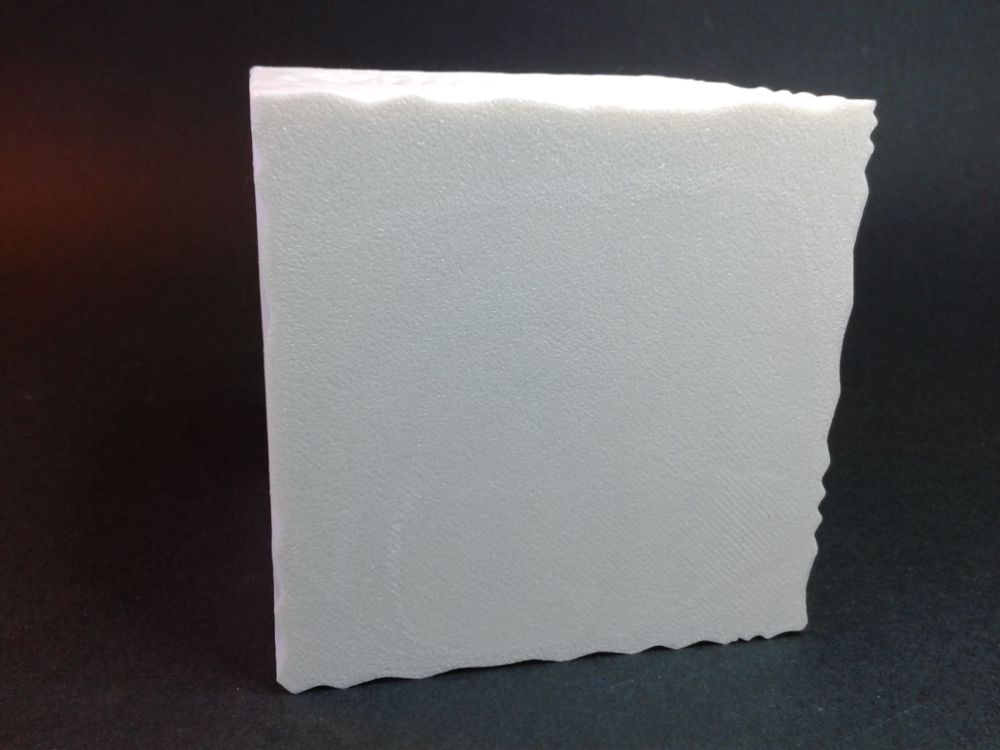
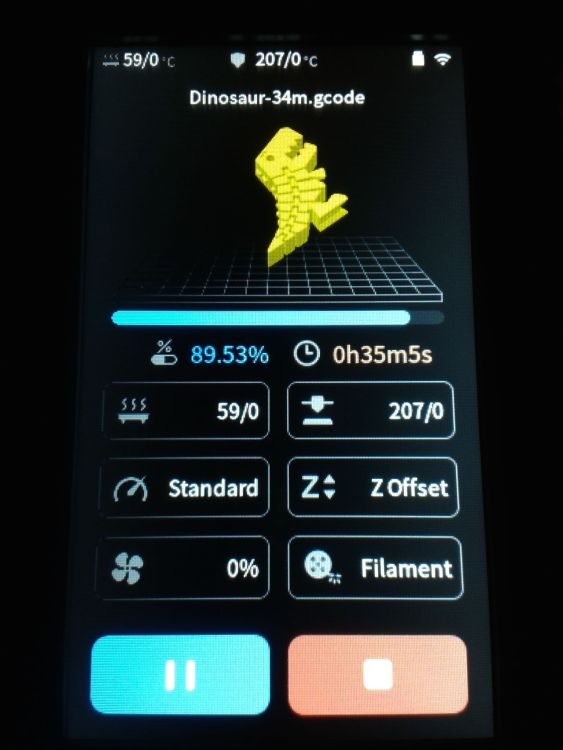
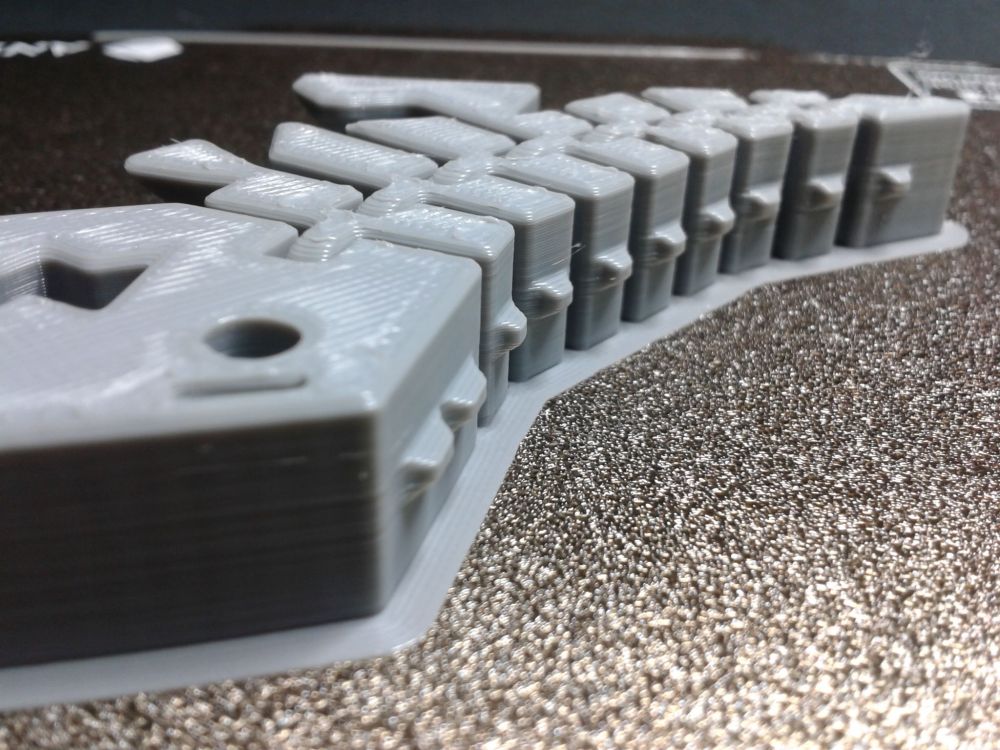
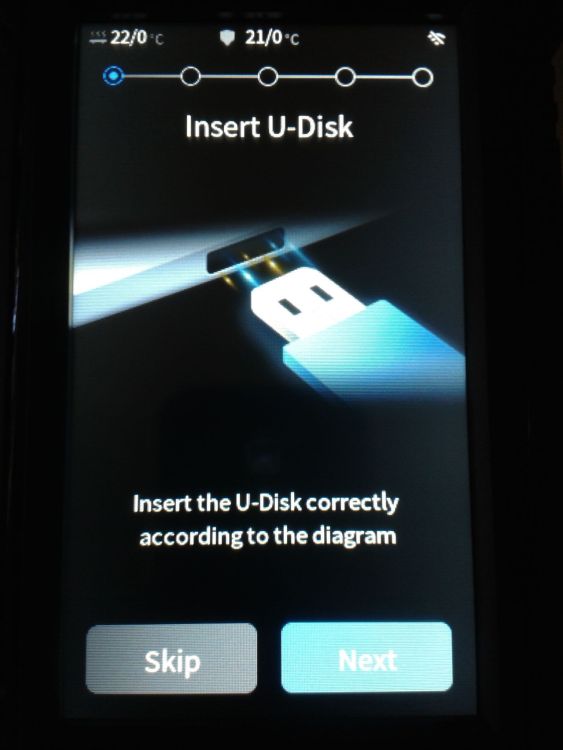
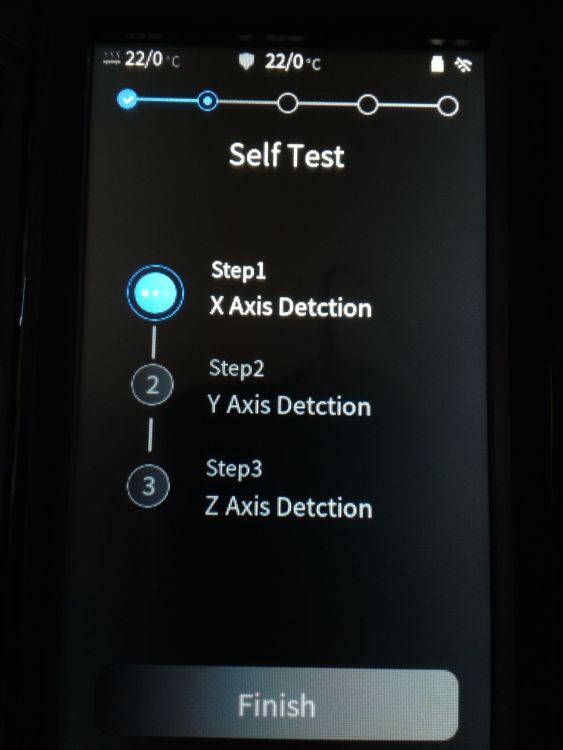
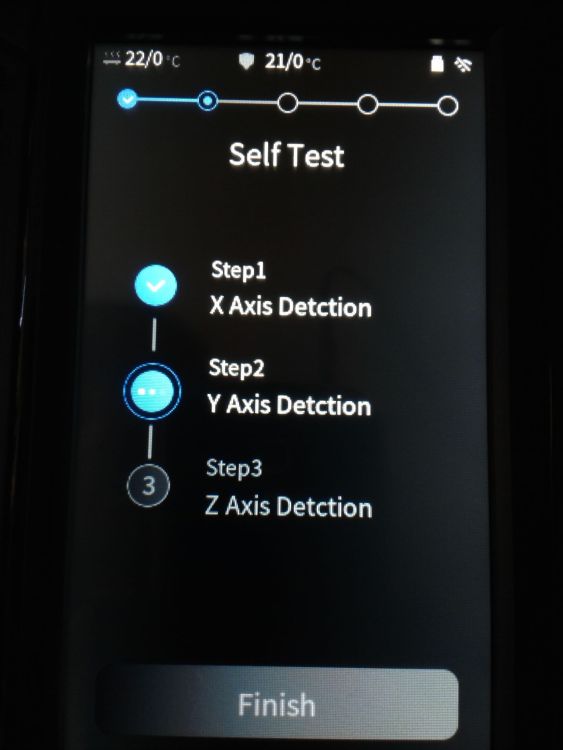
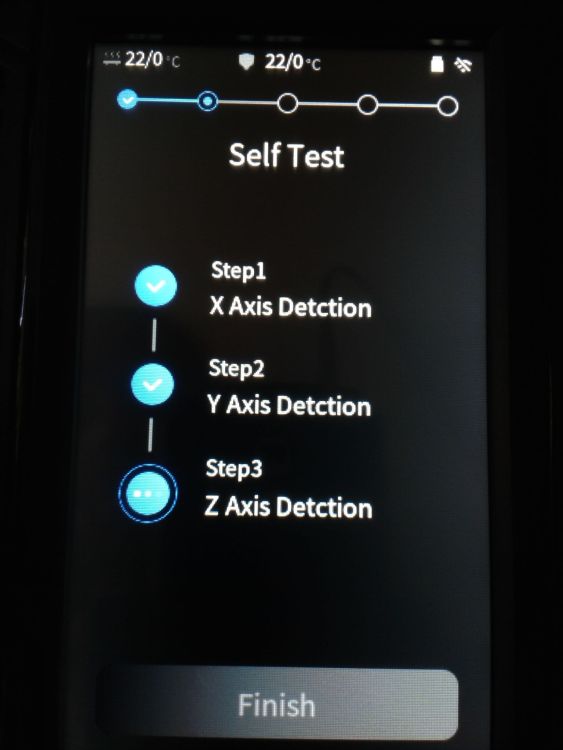
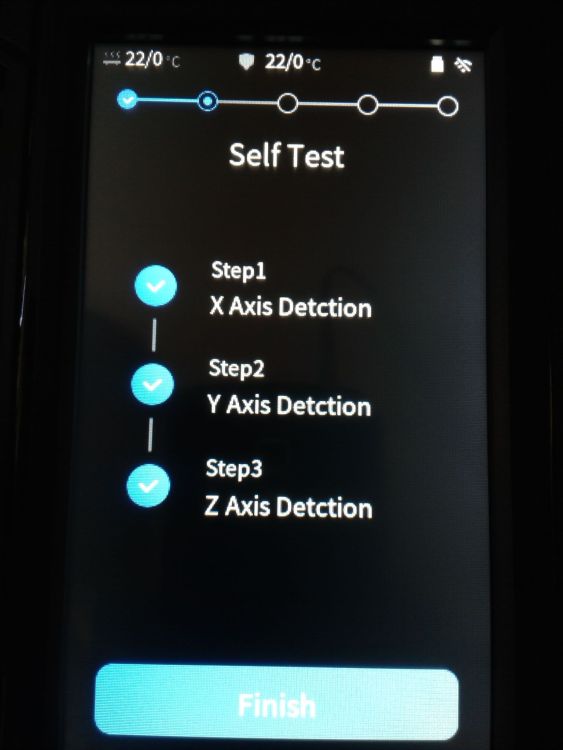
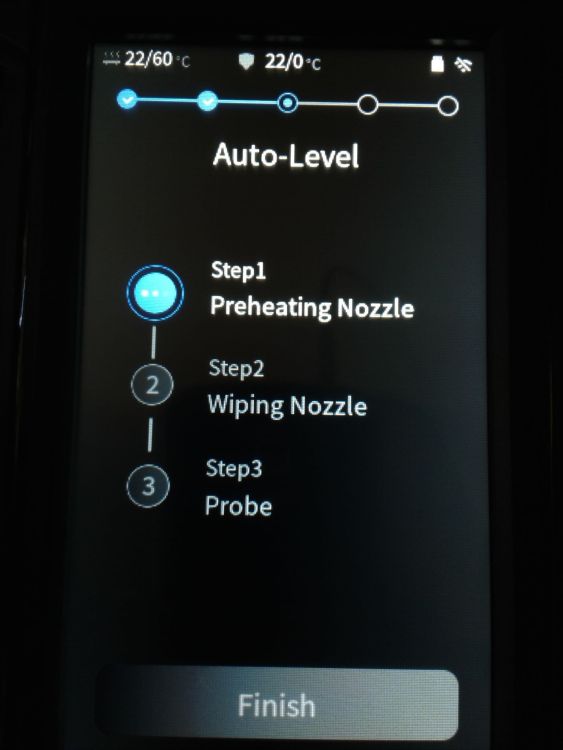
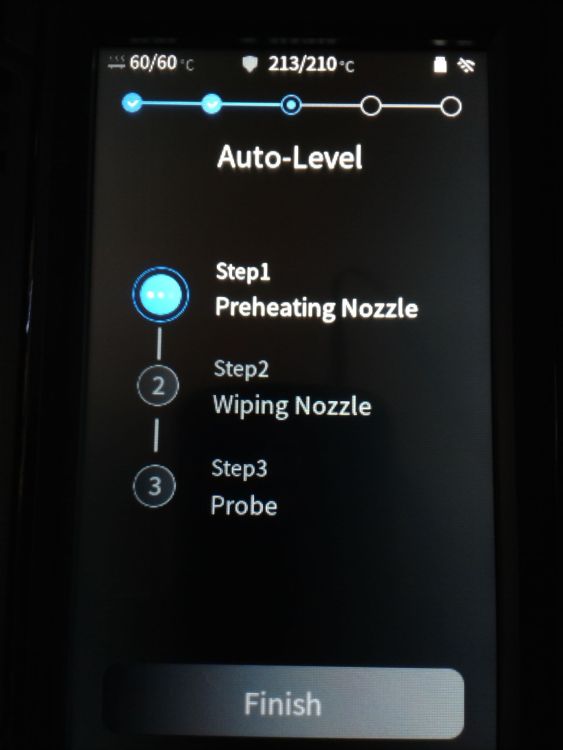
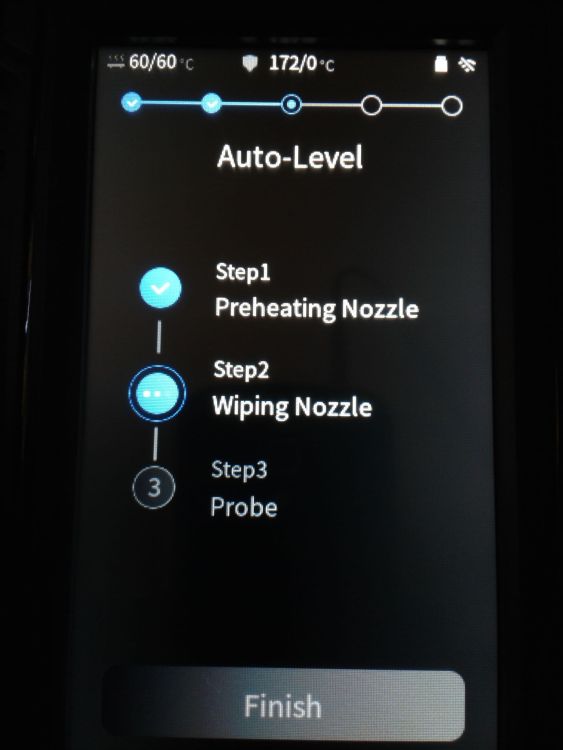
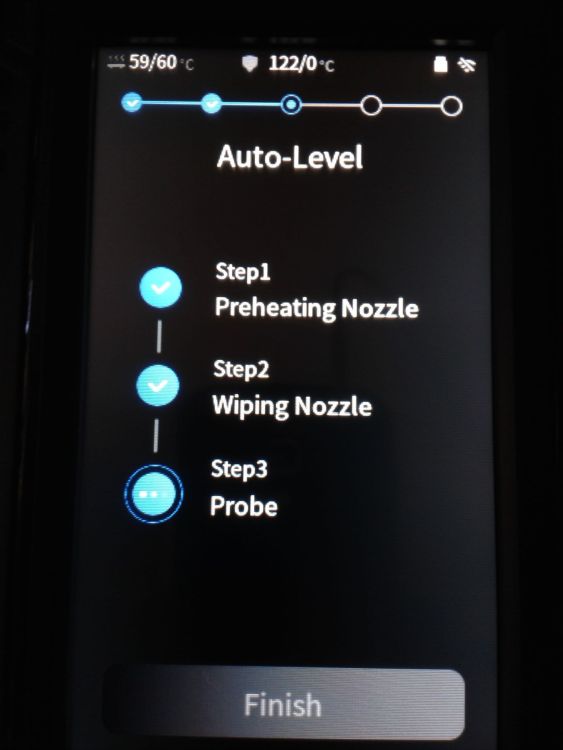
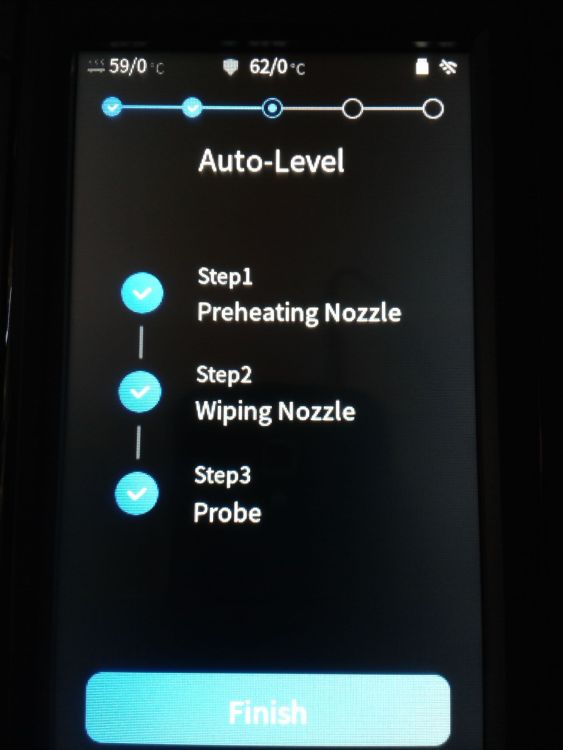
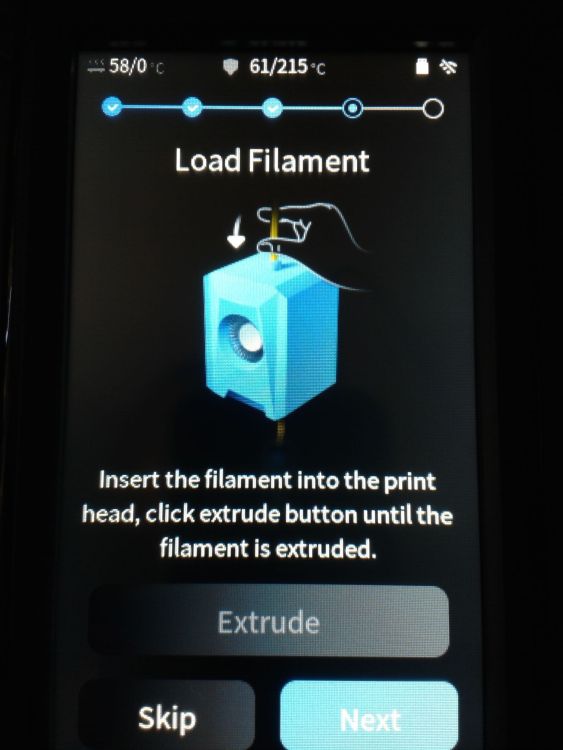
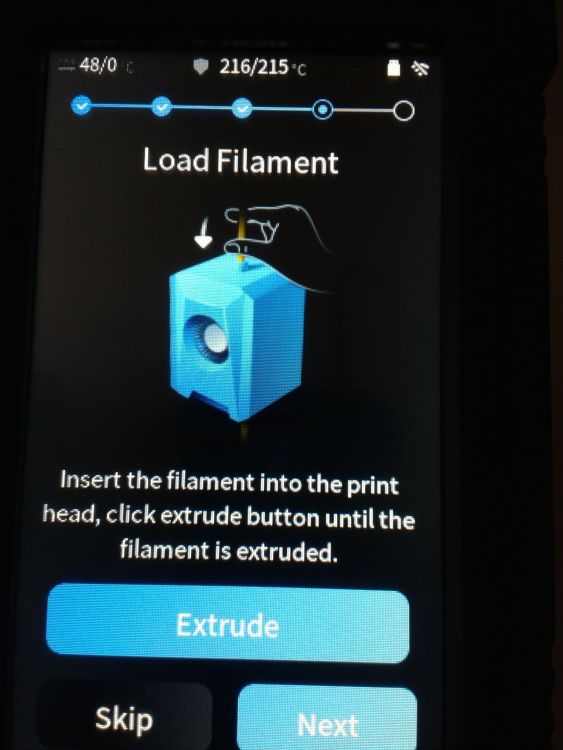
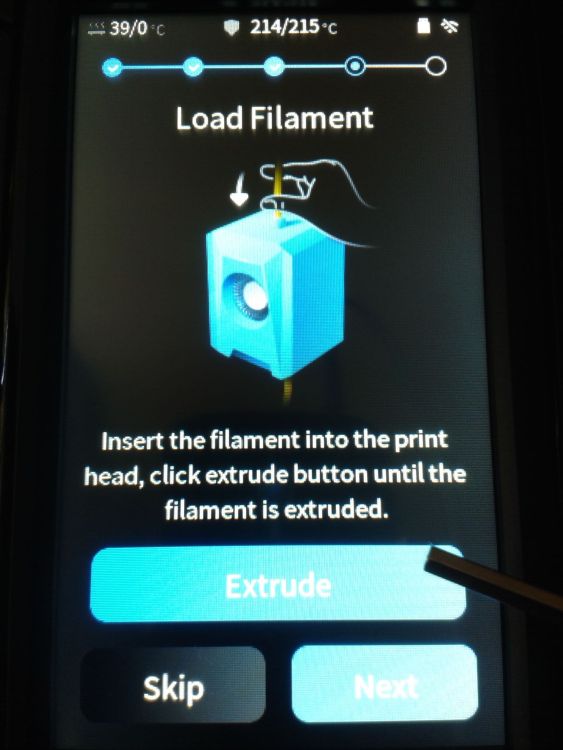
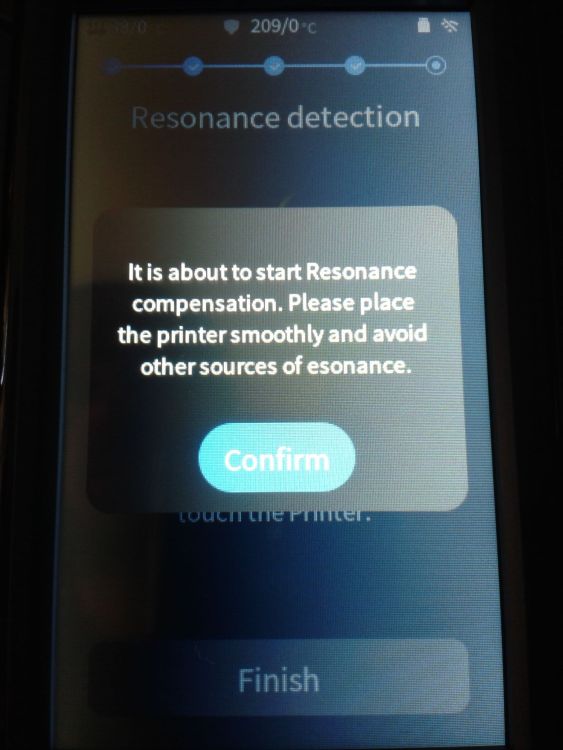
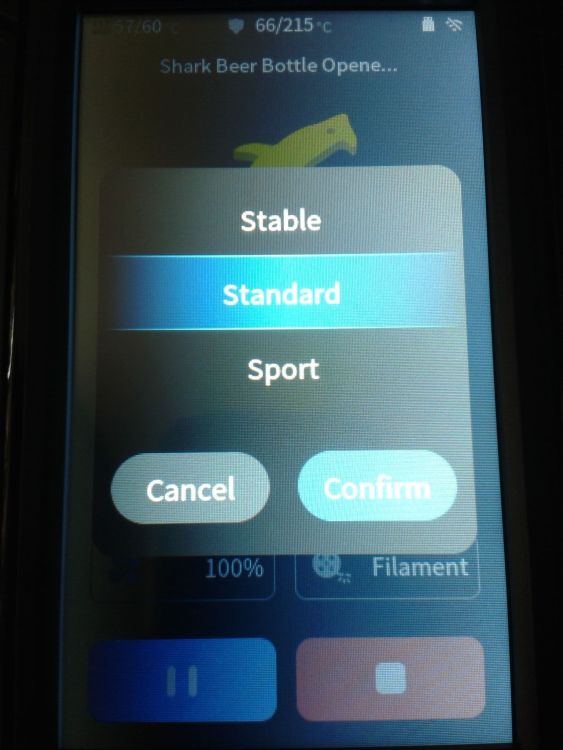
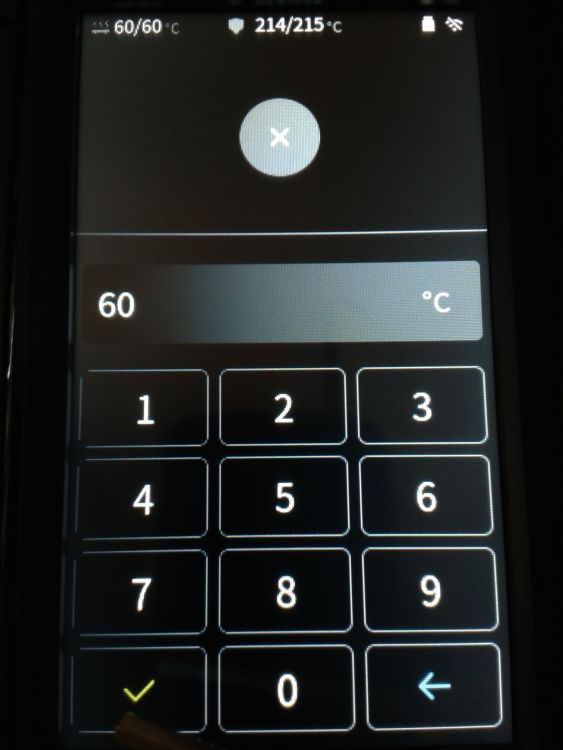
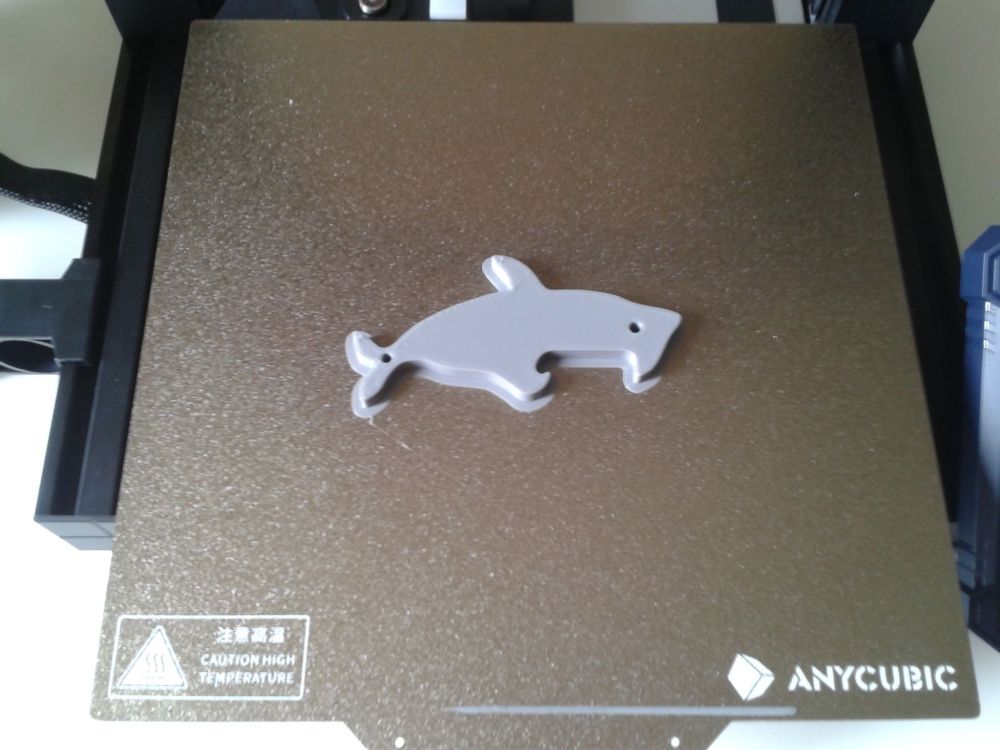
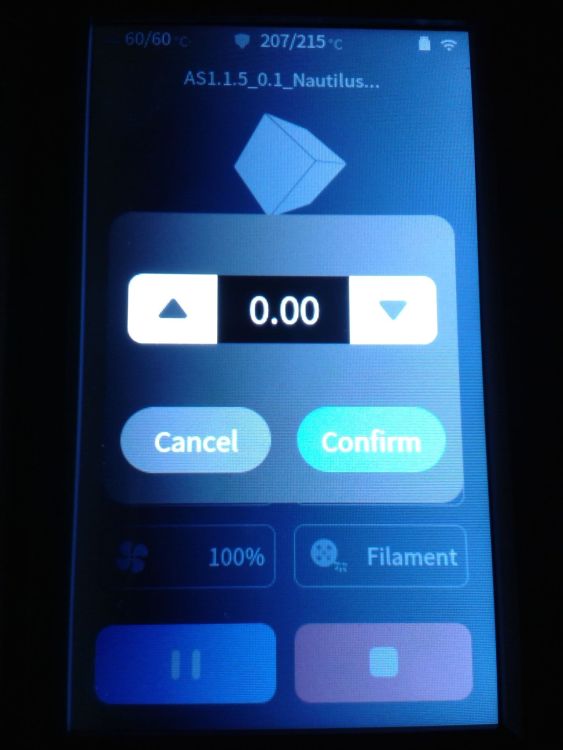
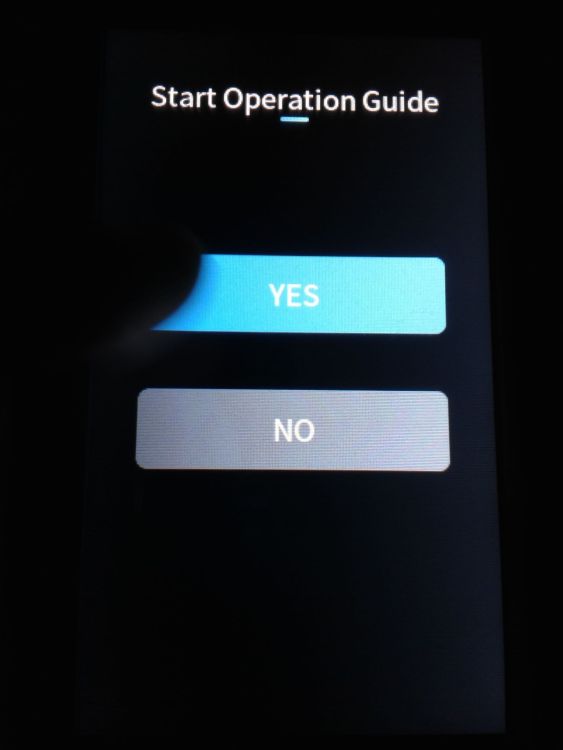
Mise en fonction ( Une "bonne pratique", demande de prendre le temps de tous revérifier (serrage des vis, connexions, états des éléments, ...) et de, passer un coup de papier essuie-tout imbibé de quelques goûte d'un lubrifiant adapté, sur chaque guide (tiges lisses) et sur les "périmètres en U" des roues en acier, pour nettoyer et lubrifier (axe X et axe Y), vérifier, machine éteinte, que l'on peu en poussant avec la main, déplacer la tête et le plateau sur l'ensemble de leur axe, sens ressentir d'a-coups ni de jeu (sinon revoir l'ajustement des écrous excentriques, et/ou les serrages des vis du plateau et de la tête), et qu'il y a bien possibilité de déclenchement des capteurs de fin de course (endstop) mécaniques sur les axes X et Y. (normalement on doit entend un "clic" quand on enclenche, et un "clic" quand on dé-enclenche, un capteur de fin de course mécanique) Vérifier la tension des courroies des axes X et Y et de la courroie de synchronisation Z Sur la machine, que j'ai reçu, j'ai remarqué une différence de tension de la courroie de synchronisation selon que la tête se trouvait proche ou non du haut du portique (moins tendue quand en haut du portique). J'ai donc, afin de mieux tendre la courroie de synchronisation Z, repositionné au mieux les éléments en plastique noir qui permette le maintien des tiges filetées en haut du portique, desserré et resserrer les vis, tout en poussant les éléments en plastique noir comme il faut. ) Enlever le film de protection de l’écran de contrôle tactile. Bien vérifier la position du sélecteur de tension du bloc d'alimentation, avant de connecter le cordon d'alimentation secteur et d'allumer la machine via son bouton marche/arrêt à bascule. ( là éventuellement une fois mis sous tension vérifier que le capteur inductif a bien une LED bleu témoin, qui s'allume, quand on approche un objet en métal du capteur inductif ) En principe, lors du premier allumage l'on doit arriver aux écrans suivants. ( deux "bips" après le chargement qui prend quelques secondes ) Cliquer alors "English" pour le sélectionner et quand bien sélectionné, cliquer sur "Next" Vient ensuite le choix de la région du serveur Cloud ("Area") . Sélectionner "Global". Puis "Next" Le choix d'un réseau Wi-Fi ("Network") (Le réseau Wi-Fi, de ma box-internet, n'ai pas à porté, j'ai donc mis un vieux route Wi-Fi mais je n'ai pas su correctement configurer mon vieux routeur Wi-Fi pour arriver à m'y connecter ...) ... Et voici, l'écran d’accueil que l'on retrouvera aux prochains allumages. Qui pour le premier démarrage demande ensuite si l'on veux ou non lancer le "Start Operation Guide", j'ai choisi "YES" Il y a alors "Home" (prise d'origine) de chaque axe Puis mise en chauffe, nettoyage de la buse sur le patin en silicone a l'arrière du plateau et sondage de 25 points sur la surface du plateau. Viennent ensuite une nouvelle mise en chauffe et un écran pour effectuer le chargement du filament. Une fois le filament chargé, la machine demande si l'on veux effectuer la détection des résonances ... ... Et enfin l'on arrive a un écran qui propose d'imprimer un modèle, j'ai choisi "YES". J'en profit le temps que le plateau chauffe pour regarder, sans la modifier, la valeur de Z-Offset automatiquement déterminée. puis je regarde les modes vitesses, sans rien changer ... (Personnellement comme je suppose que ce sont les équivalents de valeur de pourcentage du "Feed Rate", j'aurais préféré la valeur en plus pour chaque label. Genre "Stable (?=50%)", "Standard (=100%)", "Sport (?=200%)", ) Si je clic sur la température du plateau (Là si l'on veut annuler une modification en cours, c'est le "X" en haut ... pas spécialement cohérent et uniformisé avec le reste de l'IHM mais il suffit de s'y habituer ... ) Forcement, l'imprimante étant très vive lors de l'impression, sur ma table pas spécialement robuste cela a bien vibré / secoué ma table dans tous les sens. Pour illustrer mon smartphone était sur un petit trépied posé sur la même table et voici des photos en cours et fin d'impression ... Après avoir repositionné mon petit trépied et smartphone Le résultat d'impression semble très correct La bordure est bien écrasée sur le plateau et ses lignes sont bien jointives, mais éventuellement une possible légère sur-extrusion quand on regarde de près la couche du dessus.




















 1 point
1 point -
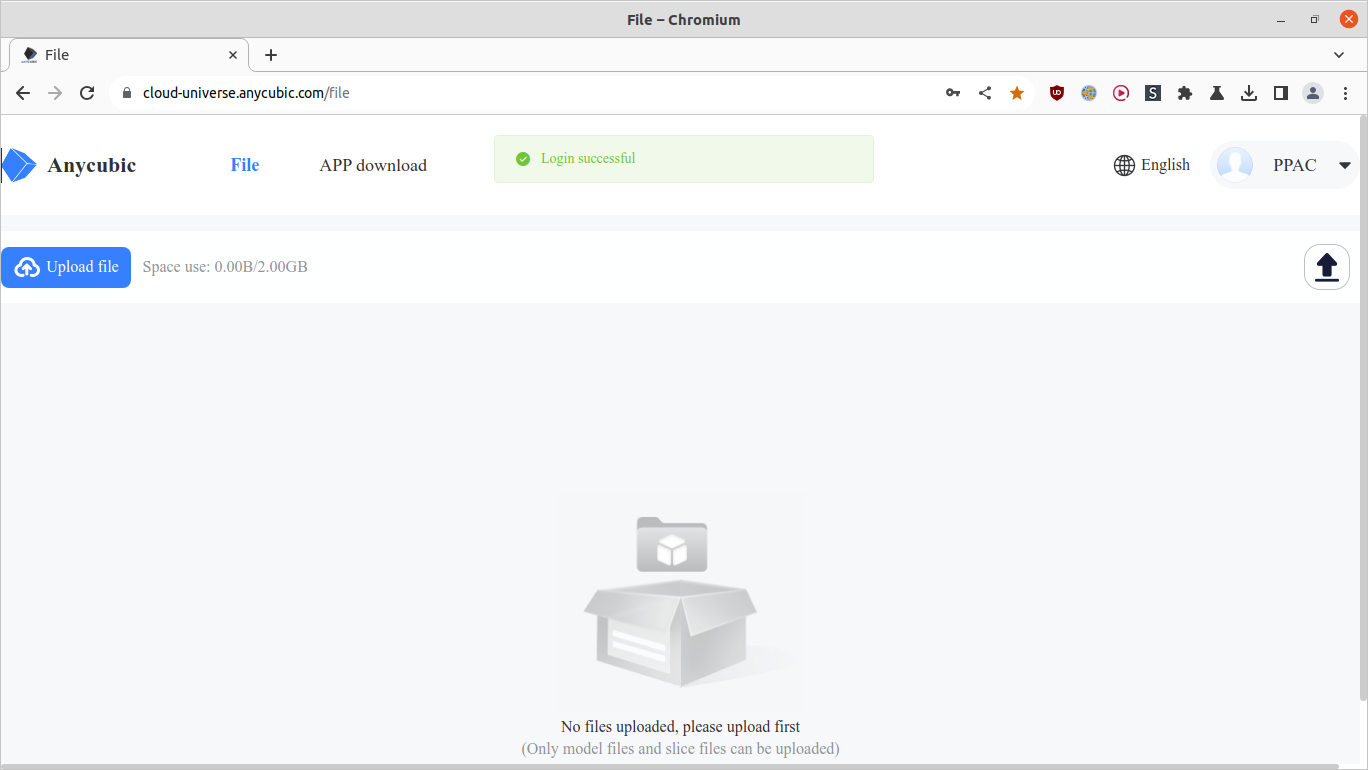
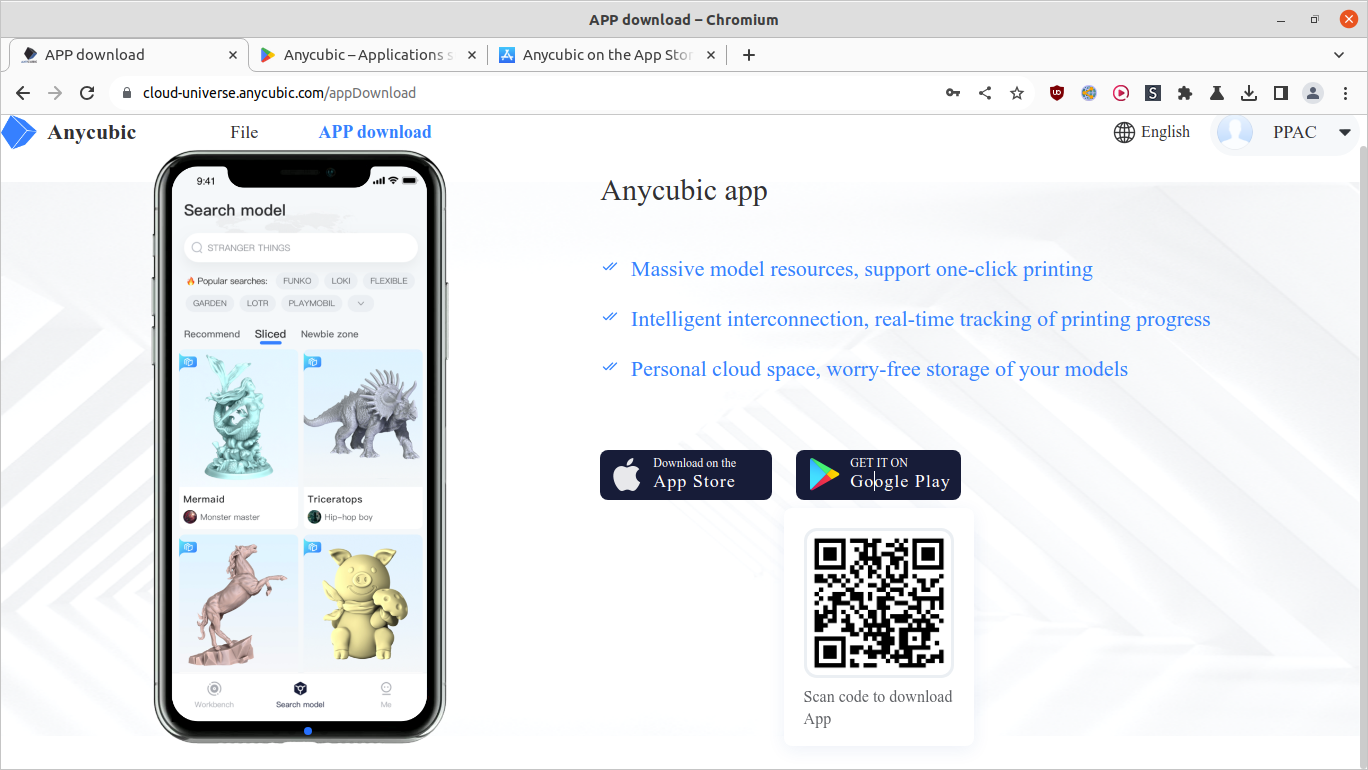
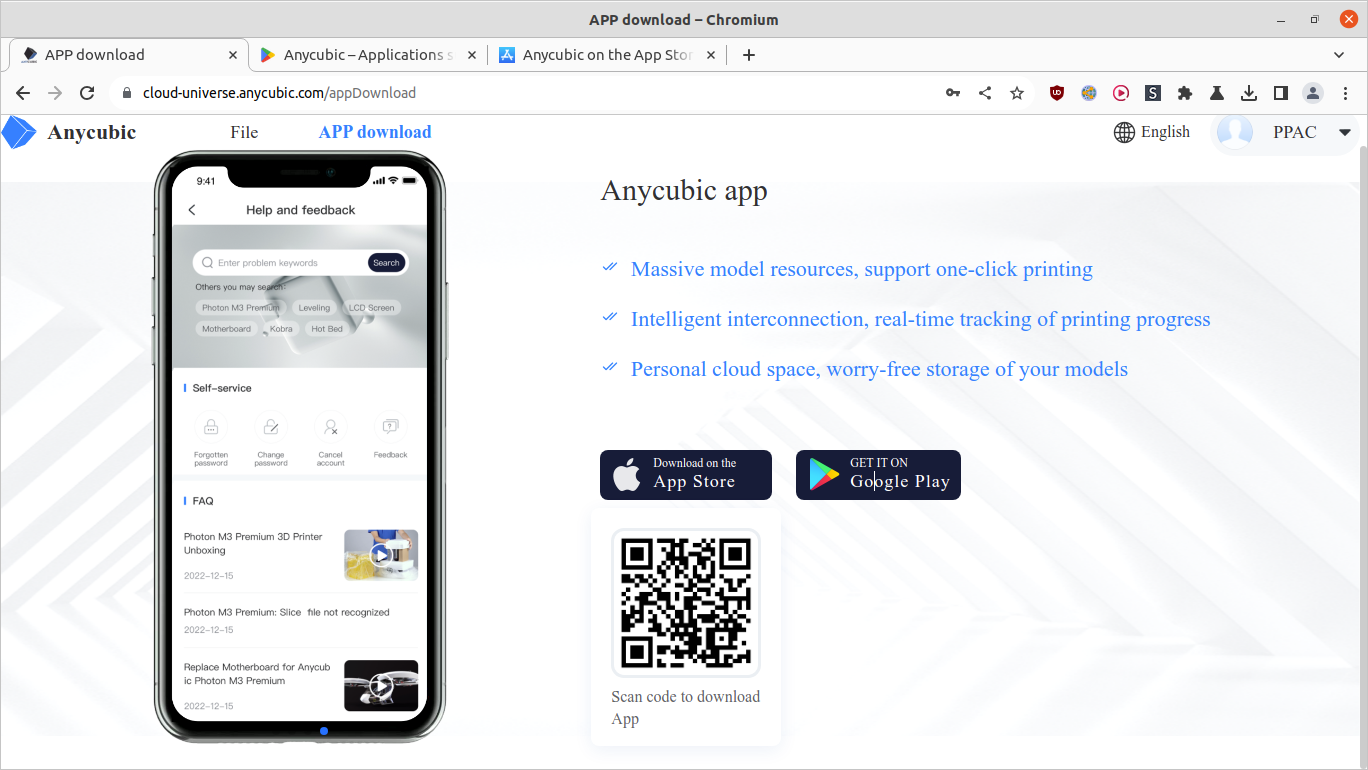
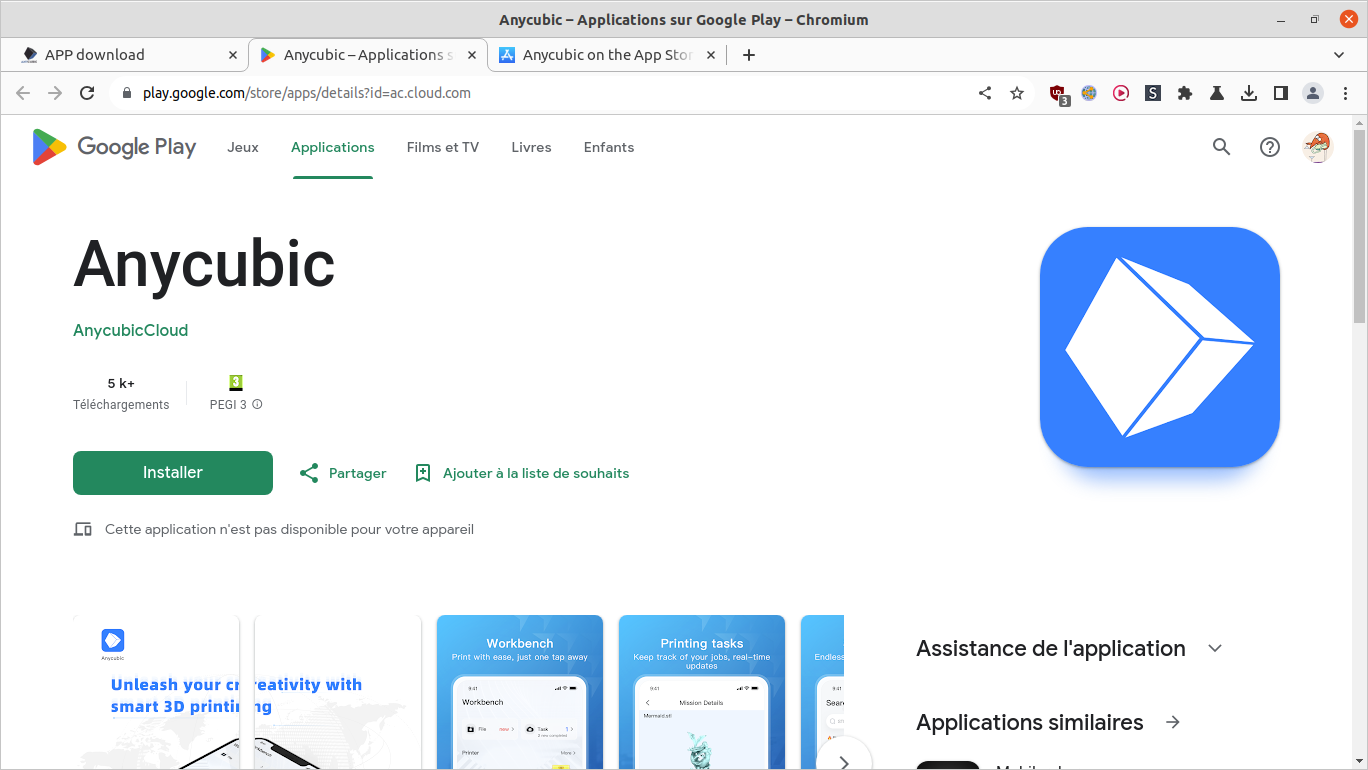
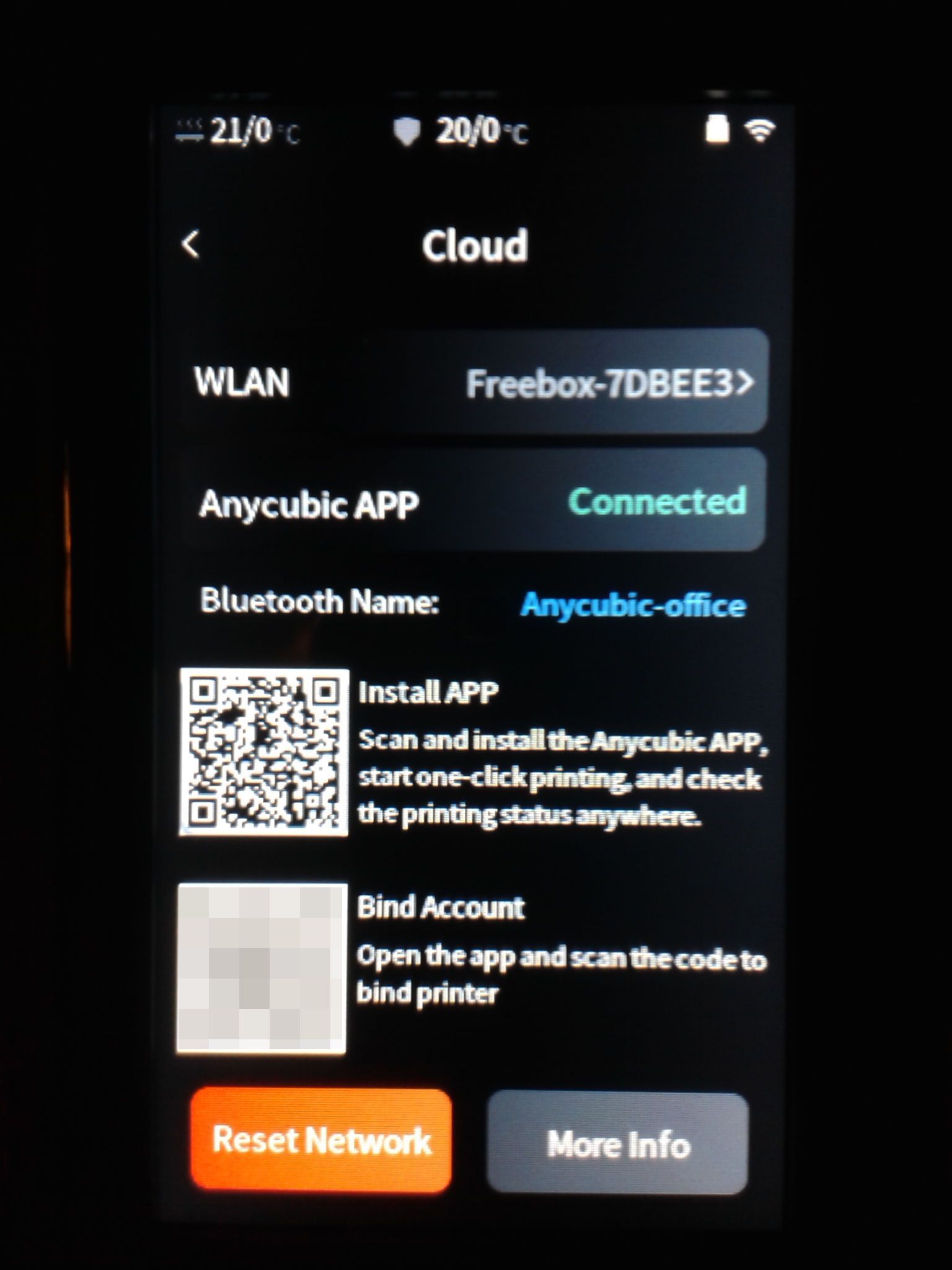
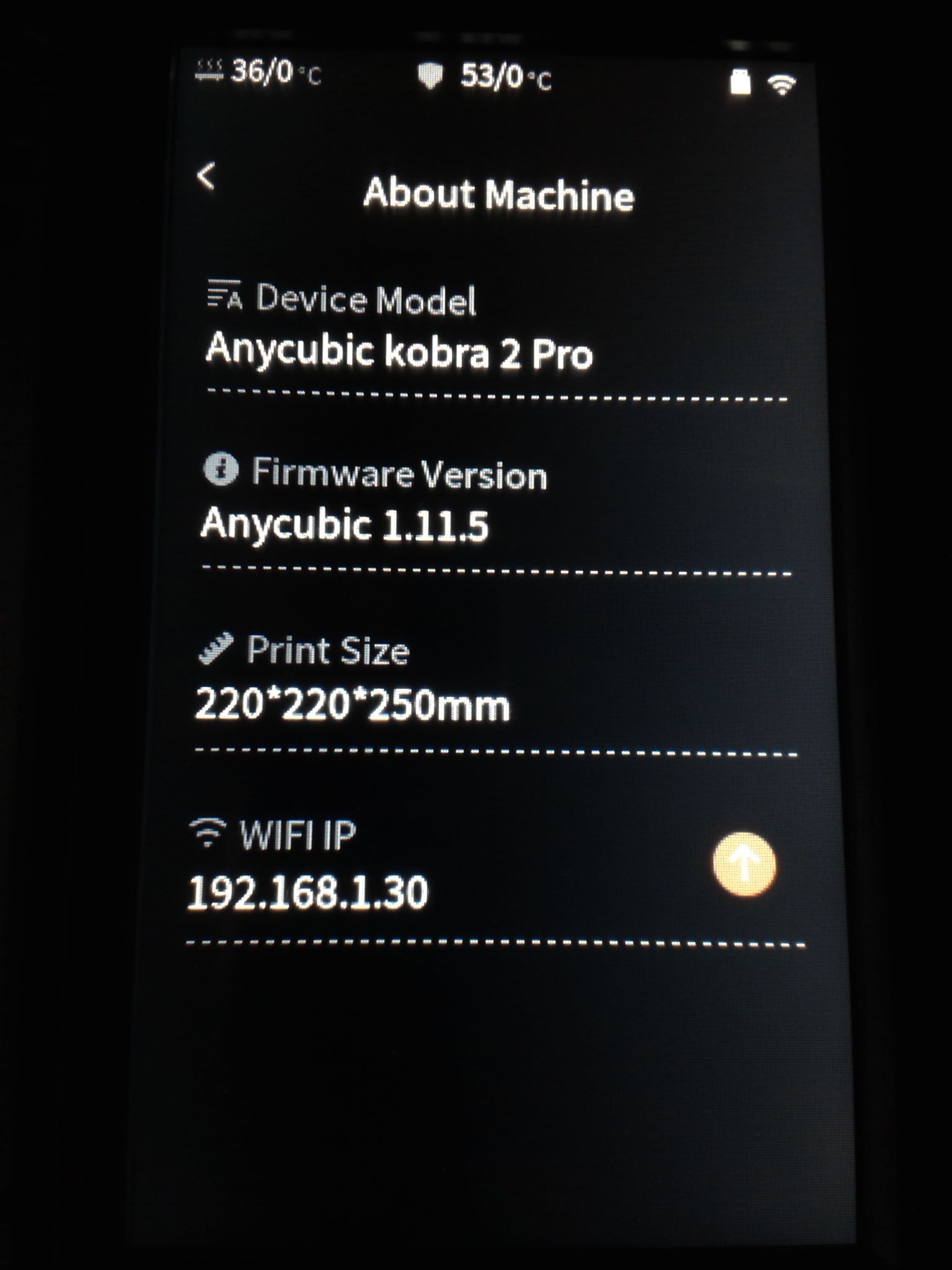
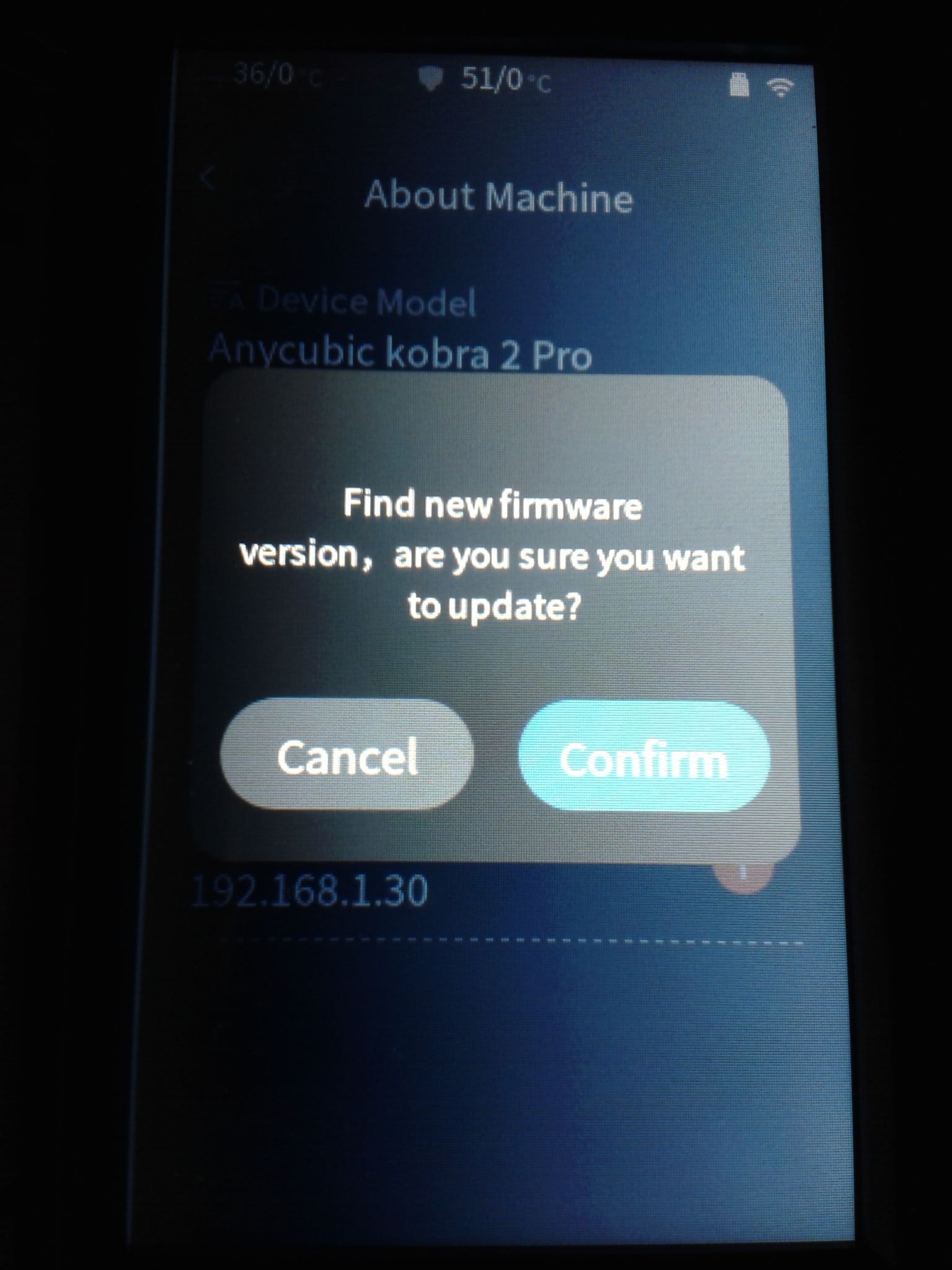
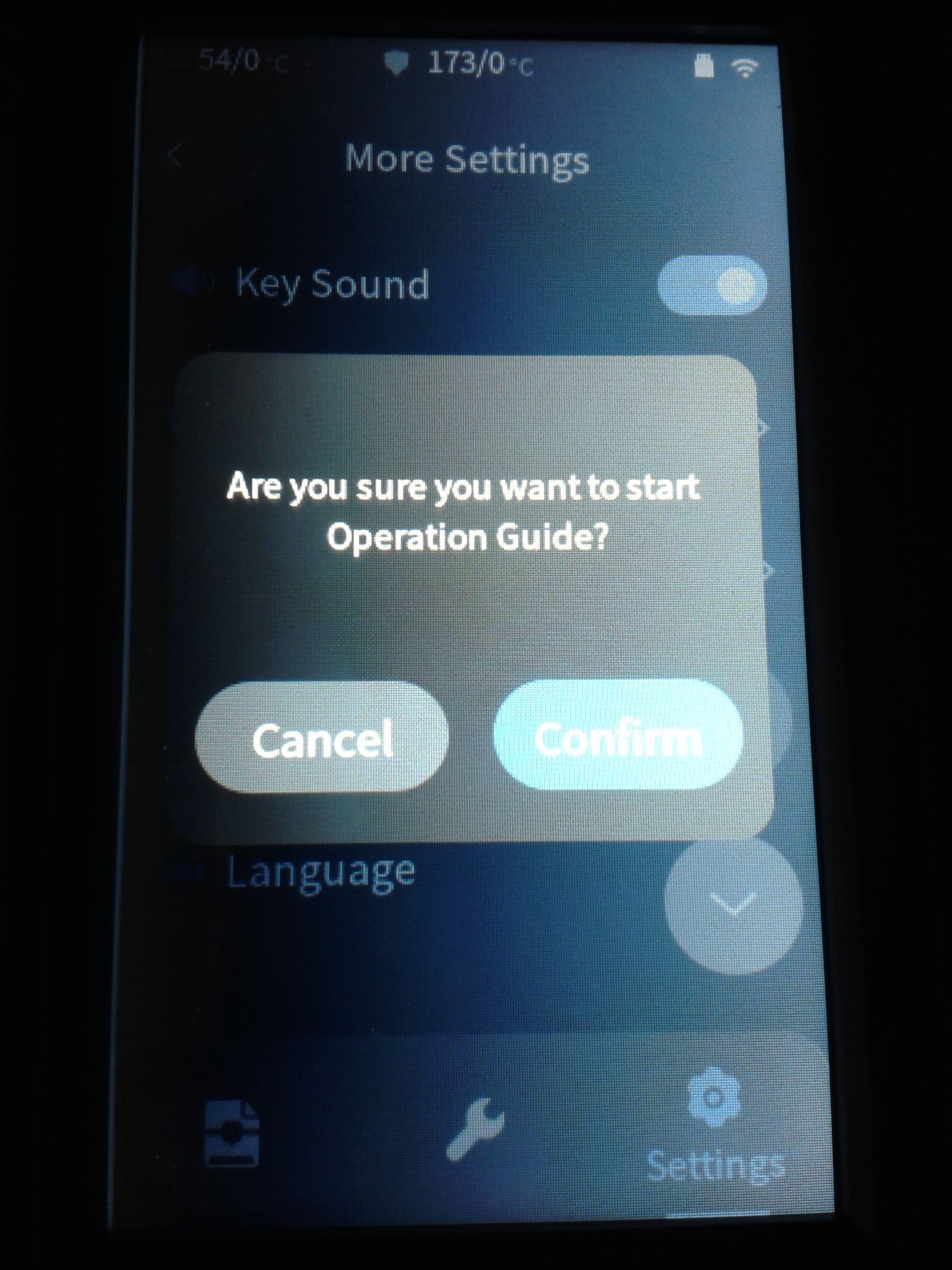
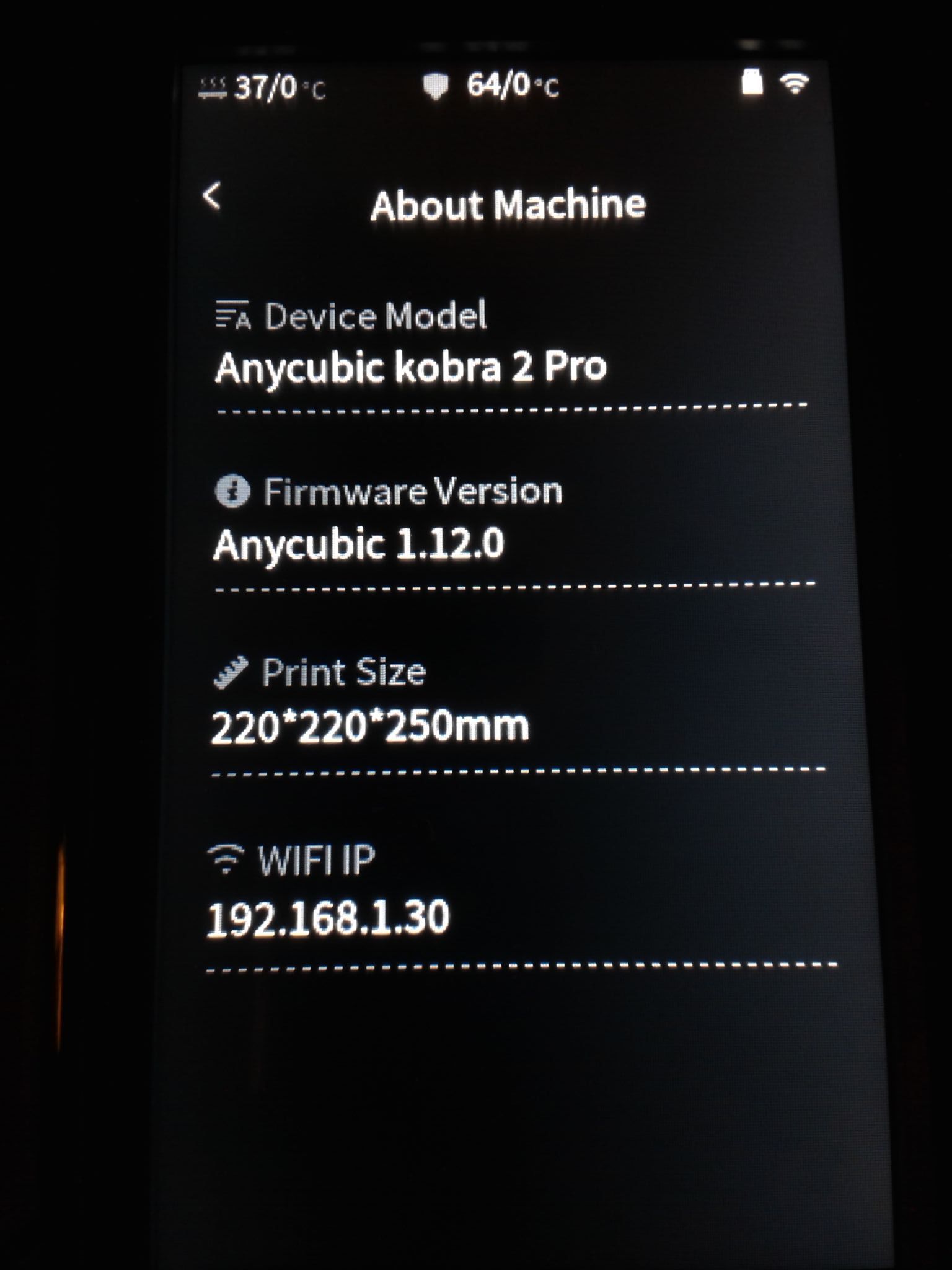
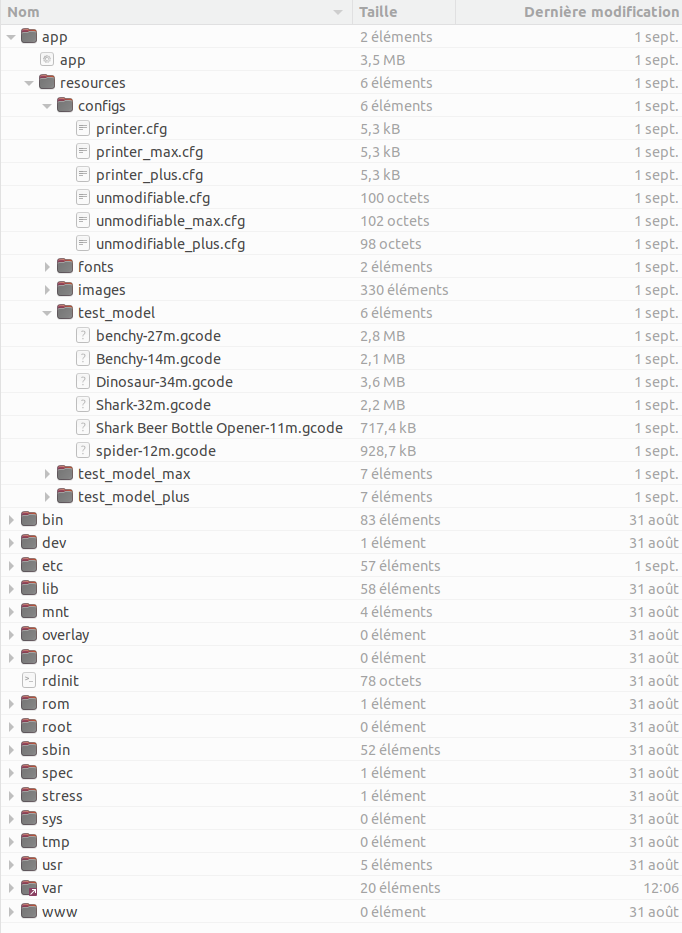
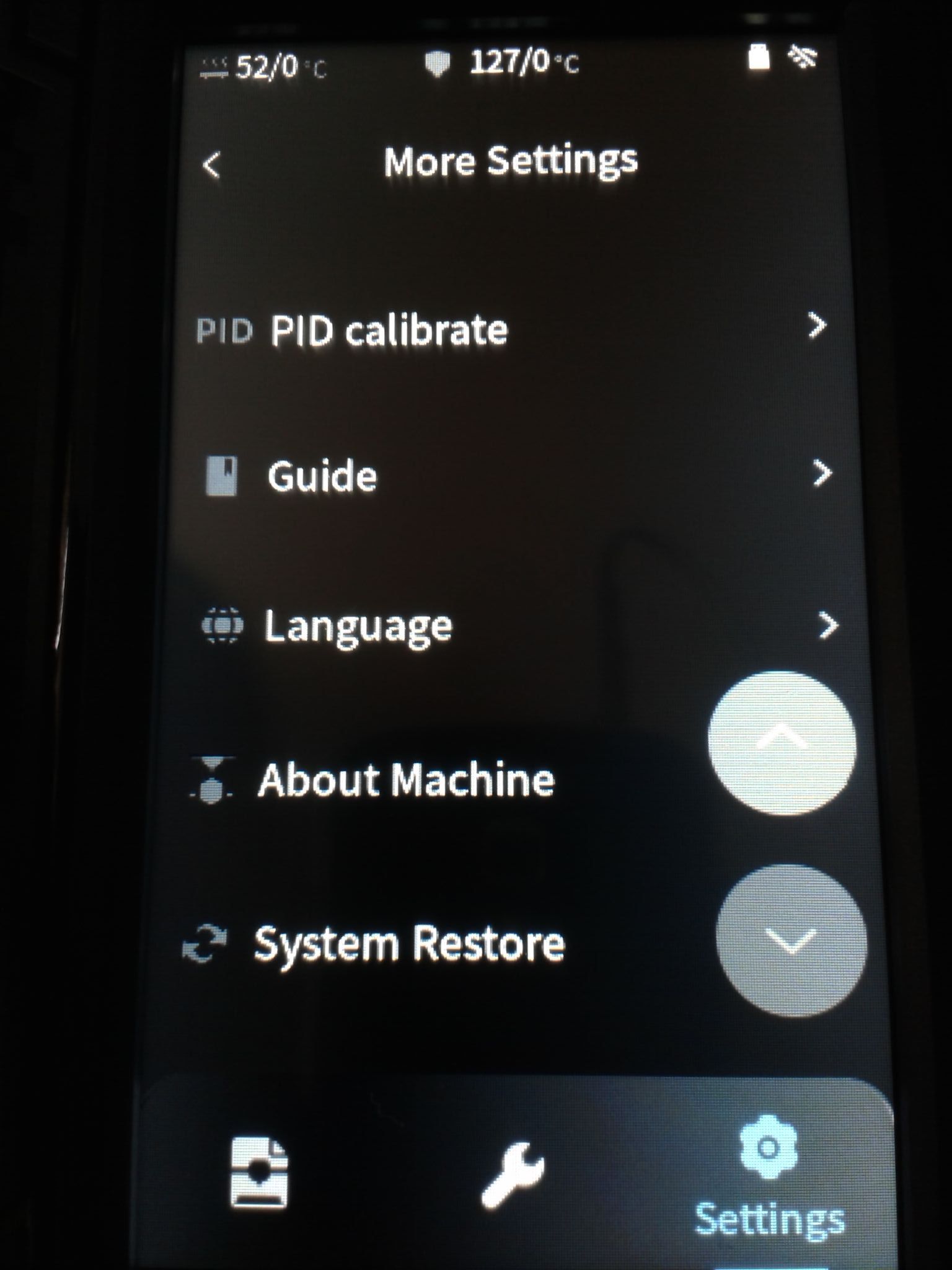
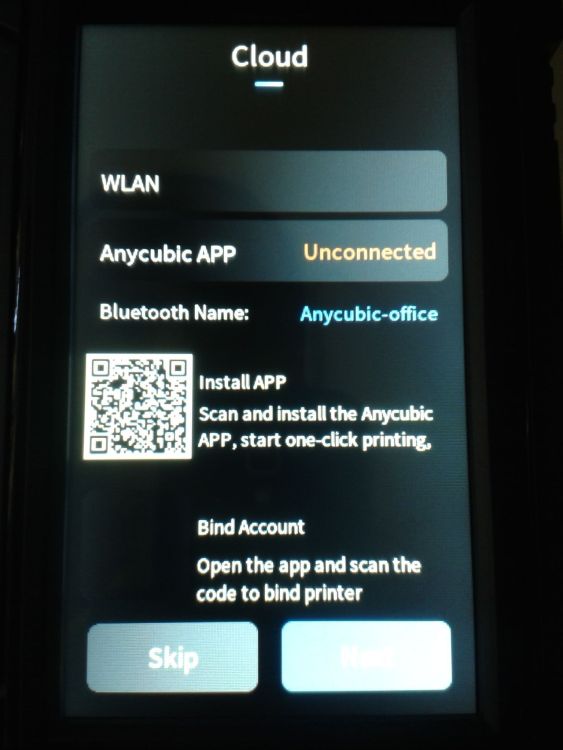
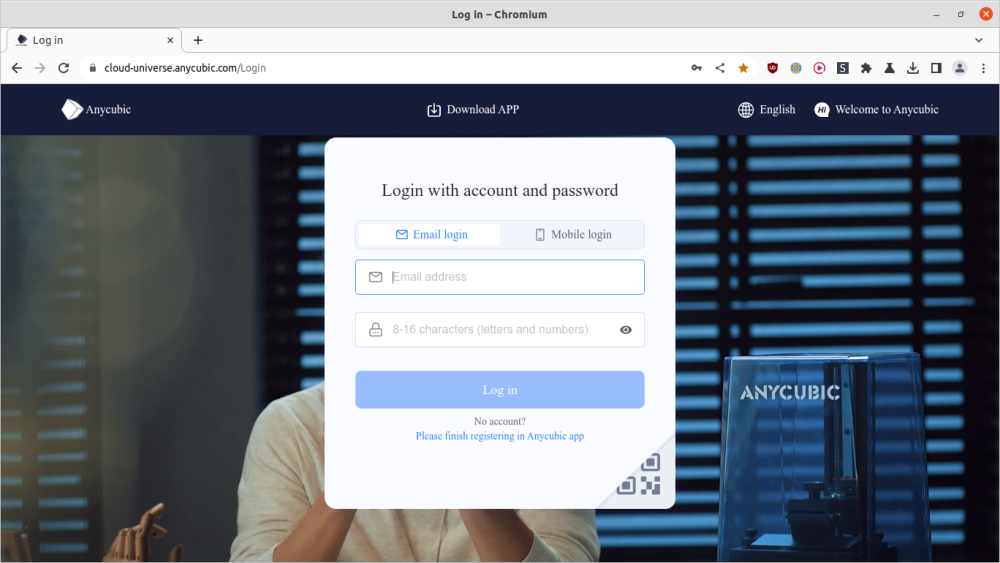
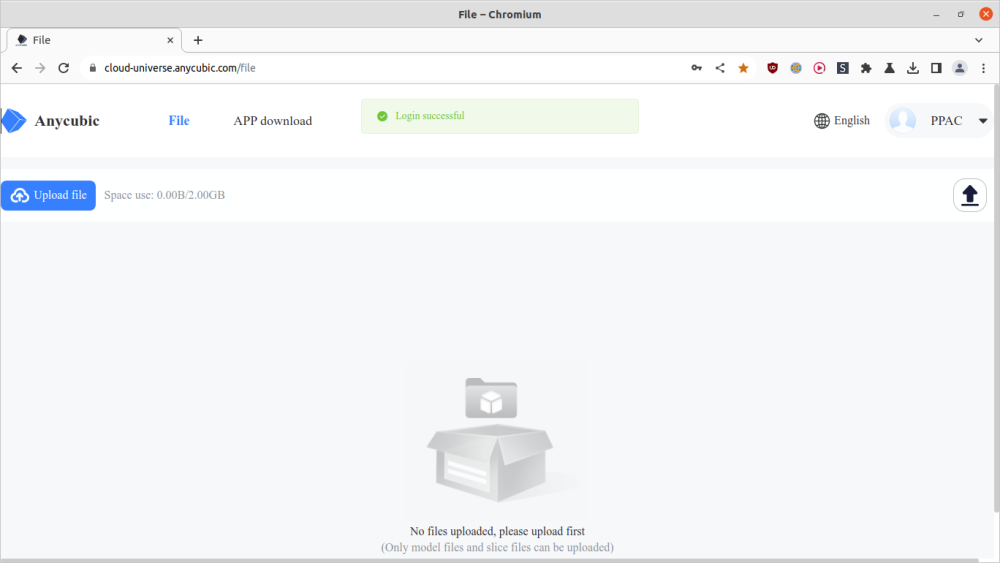
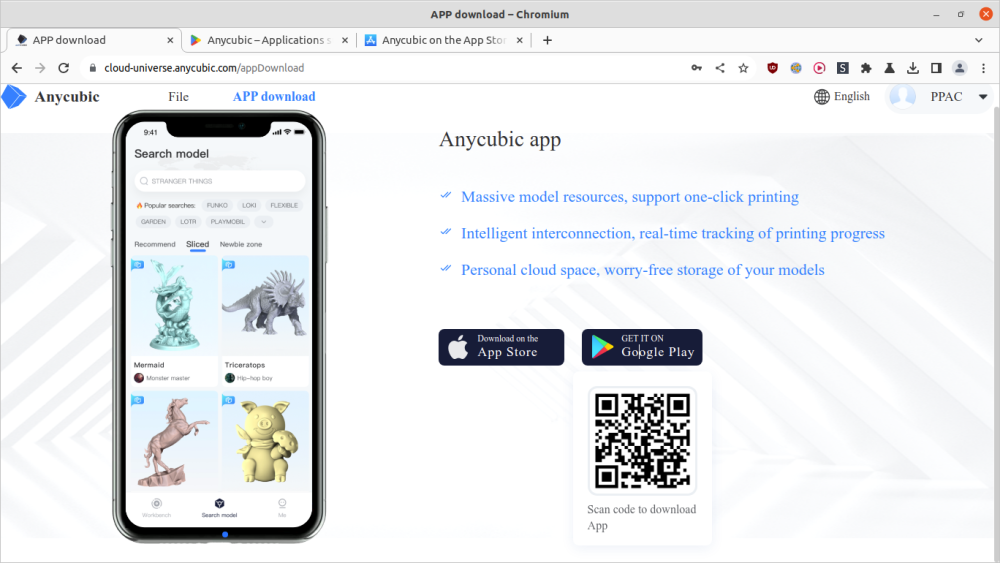
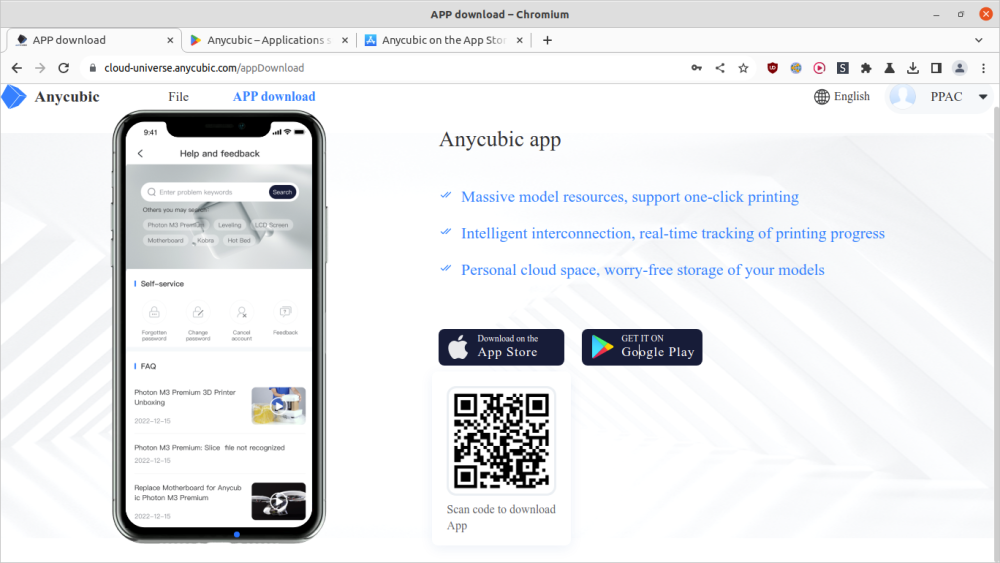
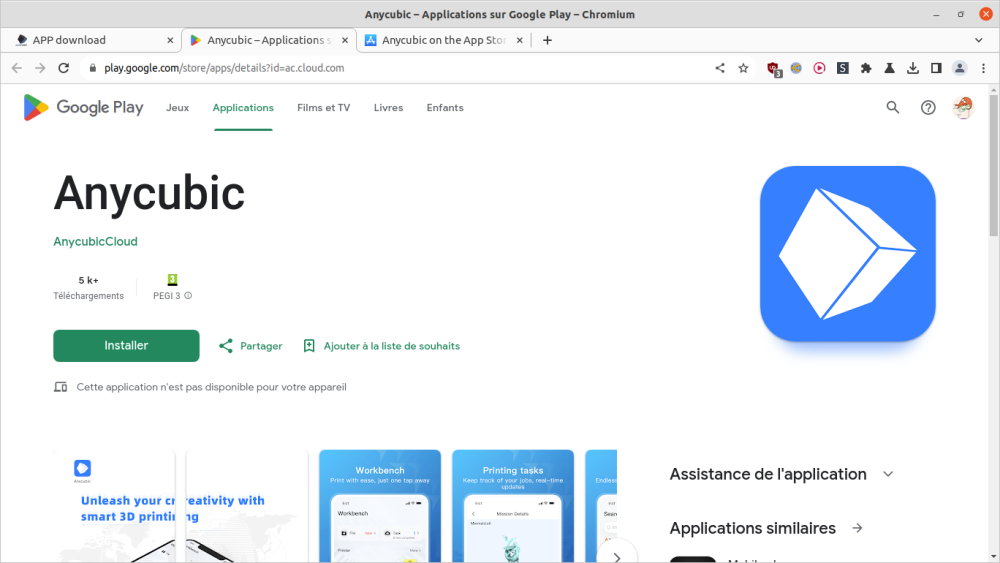
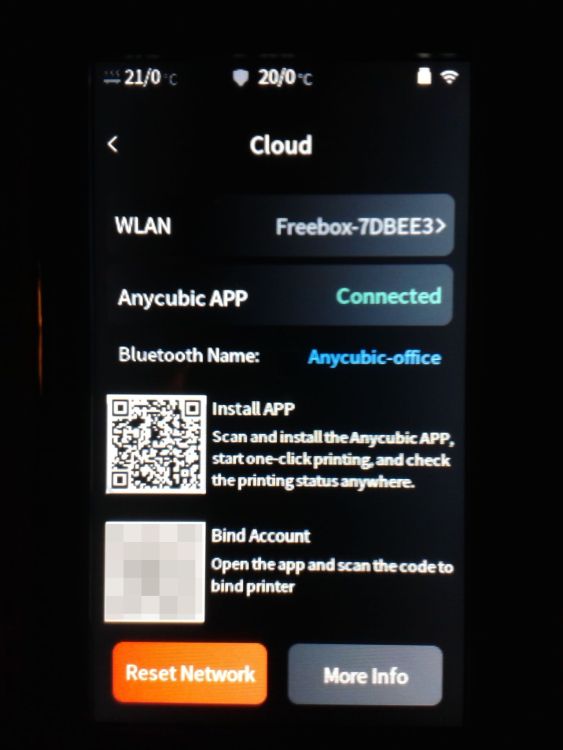
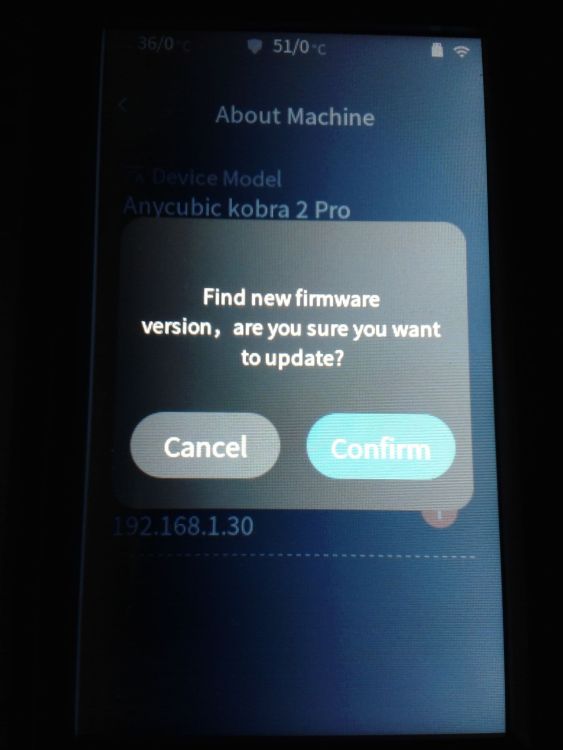
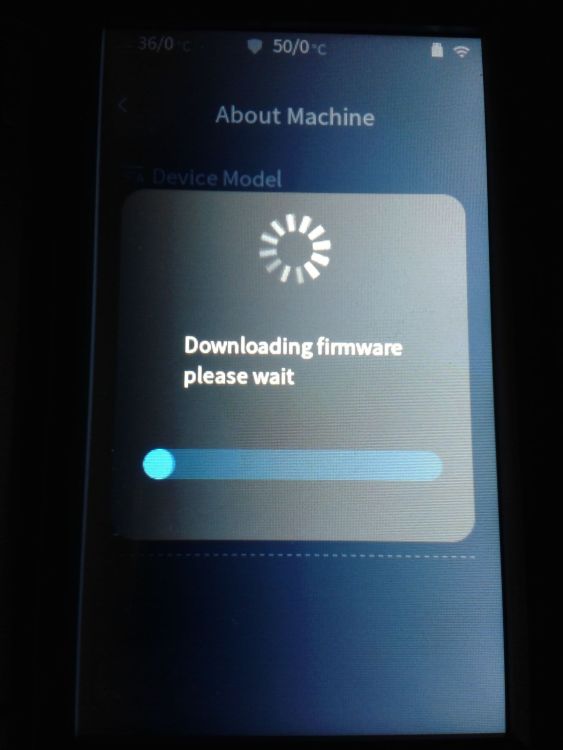
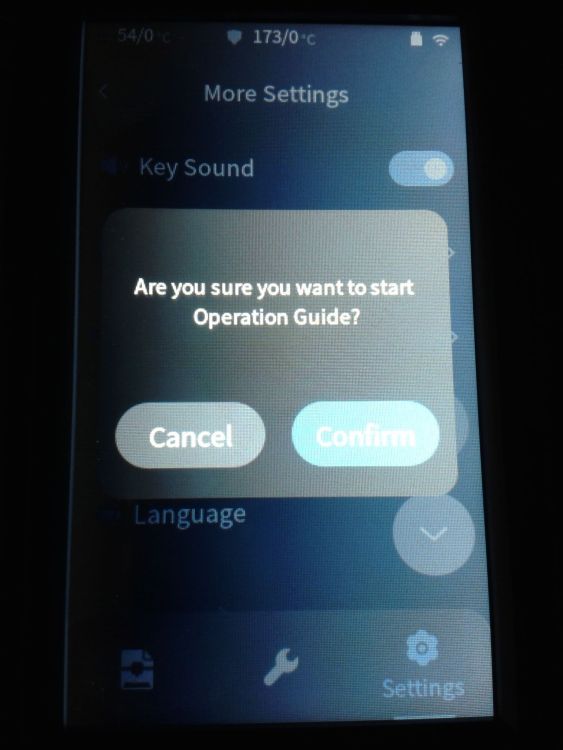
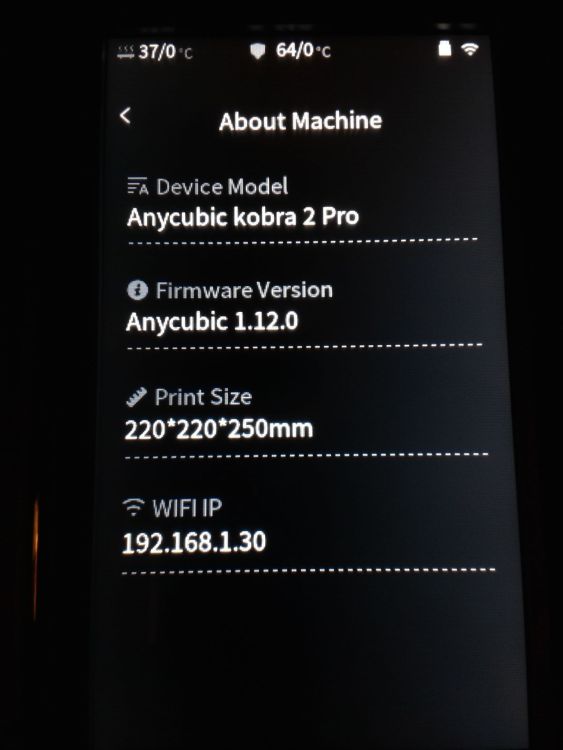
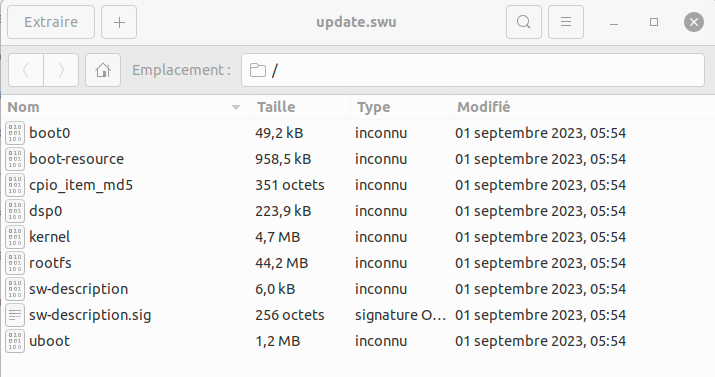
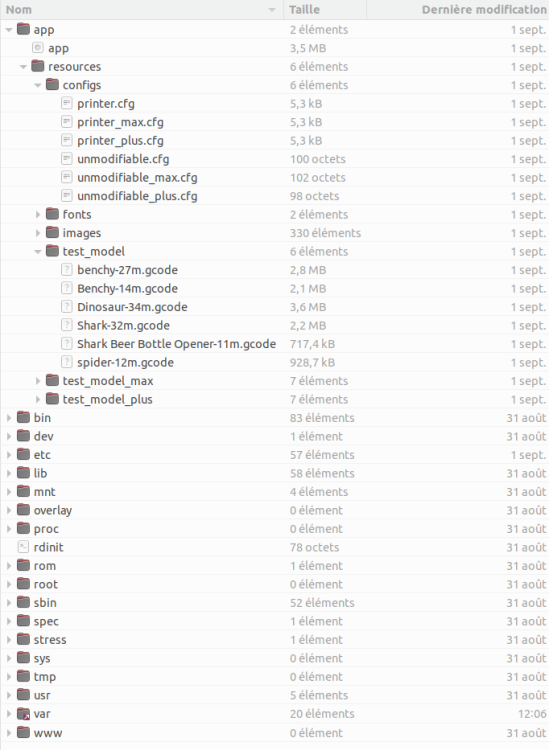
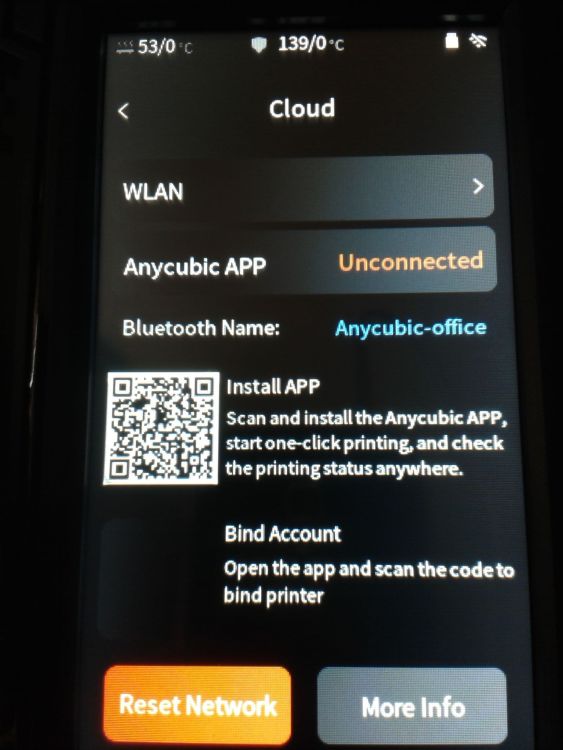
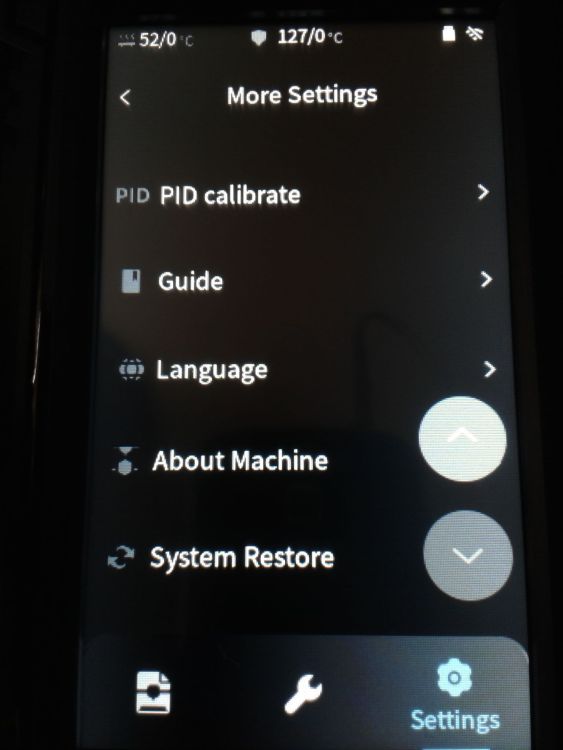
Détails sur le firmware Habituellement, ici, quand c'est un firmware Marlin, je mets les résultats de commandes g-code ( M115: Firmware Info, M503: Report Settings, ... ) obtenues via une connexion USB. Mais là, c'est un firmware probablement basé sur Klipper (nouveau pour moi) et de plus, une version maison et "bridé" en accès (pas de méthode pour y accéder ni de nom d'utilisateur ou de mot de passe par défaut dans la documentation.), d'Anycubic. Donc, actuellement, je ne sais pas encore quoi mettre ici. (Via l'application Anycubic, peut-être, le "printer.cfg" s'il est accessible et qu'il s'agit bien d'un firmware Klipper.) Et je risque de ne pas pouvoir détailler grand-chose, si je ne trouve pas le port, le nom d'utilisateur et mot de passe par défaut pour accéder en "ssh" au système d'exploitation qui tourne sur cette machine. Avec un peu de chance, un exploit de la communauté (hack), ou le partage des sources ou de la méthode d'accès et du mot de passe par défaut mis en place par Anycubic, permettra peut-être d'avoir plus d'infos un jour. (version de firmware "Anycubic 1.12.0") M600: Filament Change "M600 Z15" ignoré. "M600" ignoré. M601: Pause print "M601" met bien l'imprimante en pause, mais rien depuis l’écran de contrôle ne semble permettre une reprise. "PAUSE" ignoré. M300: Play Tone "M300" ignoré. Aucun bip émit. M211: Software Endstops M211 S0 ; désactiver les fins de courses logiciel (S0), activer (S1) G0 X90 Y240 ; en coordonnées absolus, fin de course logiciel désactivé, permet de se positionner, approximativement au milieu, du patin en silicone de nettoyage de la buse. M0-M1: Unconditional stop "M0" semble entraîner un genre de mise en position de "park" (proche de X max et Y max, avec un levage Z) mais l'impression reprend sans attendre d'interaction utilisateur, juste après. "M0 Un message" (comme "M0" et) aucun message affiché sur l’écran de contrôle. M117: Set LCD Message "M117 Un message" aucun affichage du message sur l'écran de contrôle. M125: Park Head "M125" ignoré. G2-G3: Arc or Circle Move OK. (Sur la clé USB, le manuel qui détail comment installer le profil pour la "Kobra 2 Pro" sur une version de "Prusa Slicer" déjà installé, détail où placer "ArcWelder.exe" lui aussi fourni sur la clé USB et ensuite comment l'ajouter dans les scripts de post-traitement du profil. ) Mise a jour du firmware Une fois l'imprimante connecté à votre réseau Wi-Fi, pour vérifier si une mise à jour du firmware est disponible, menu "Settings", "More settings", seconde page, "About Machine", s'il y a une mise à jour alors on trouve à cliquer, une petite flèche orientée vers le haut, dans un cercle orange, a coté de "WIFI IP" Si l'on fait "Confirm", plusieurs écrans de progression ( Téléchargement, décompression, installation , ... ) ... ... ... (j'ai raté le moment qui dit que cela va redémarrer la machine ) Et on se retrouve comme lors du premier démarrage. Choix, langue, région Cloud, réseau Wi-Fi (a conservé la clé Wi-Fi dans mon cas), suivi du "Start Operation guide" ("Start Operation guide" à bien refaire, j'avais cliqué "NO", et le Z-Offset était a "0.00" mm, lors de l'impression suivante, de même, le leveling du plateau, doit lui aussi avoir été réinitialisé. Si vous avez raté le "Start Operation guide" c'est dans le menu "Settings", "More settings", "Guide" ) Et me voilà donc, à cette date (02/10/2023), avec la version de firmware "Anycubic 1.12.0" L'application (smartphone) Anycubic. ( a déplacer dans Trancheurs ? ) (Après avoir emprunté un smartphone androïde plus récent.) Le QRCode que l'on trouve dans les menus de l’écran de contrôle de l'imprimante, nous dirige vers une page ( https://cloud-universe.anycubic.com/download/ ) qui nous permet si l'on fait cela depuis un smartphone sous Android de télécharger un ".apk" ( "AnycubicCloud-20230130_v1.0.3_i18n_release.apk" ~63,4 Mo, md5sum f078aa8374073755f097de5b6d5cd7c0, ?= la version sur le Google Play Store ayant une "date de mise à jour 19 sept. 2023") Quand on a déjà connecté l'imprimante à notre réseau Wi-Fi en dessous de ce QRcode de "Install APP", il y a un autre QRCode de "Bind Account" d'affiché avec une clé (du genre "1234-ABCD-EF00-6789") pour plus tard lier cette machine à son compte de l'application Anycubic. (masquer ce second QRCode avec la main pour faciliter le scanne du premier, car les deux QRCode sont très proches l'un de l'autre.) On installe le ".apk" sur son smartphone (en ayant éventuellement au préalable autorisé l'installation d'application depuis un fichier ".apk") On lance l'application, on arrive alors, sur un écran de login (inscription automatique lors du premier login) saisie d'une adresse e-mail, d'un mot de passe de notre choix, cocher l'acceptation de conditions, on valide, puis cela demande de regarder notre boîte mail pour saisir un code de validation à quatre chiffres, demande le pseudo a utiliser. Et on arrive sur un "Workbench" où l'on peut ajouter une imprimante. Mais pour le moment uniquement des imprimantes SLA (Comme mentionné dans la fiche produit il faut attendre "Q4 2023") Ensuite on peut me connecter depuis son Navigateur Web avec ses identifiants sur https://cloud-universe.anycubic.com/Login Mais il n'y a pas grand chose pour le moment. la possibilité de téléverser des fichiers de modèles 3D ou de tranchage (limité a 2GB d'espace) des liens et QRCode pour installer l'application Anycubic Pour Android ( https://play.google.com/store/apps/details?id=ac.cloud.com ) -> Pour Apple ( https://apps.apple.com/us/app/anycubic/id1662443263 ) -> Sujet en cours de réalisation. Il sera mis a jour et complété prochainement. Merci a l'utilisateur "OscarSierra" du Discord d'Anycubic et a l'utilisateur "Demitrious Milo" du groupe facebook https://www.facebook.com/groups/anycubickobra2printer/ Car le premier avec ce message, m'a permis de trouver dans un message partagé par le second un lien google drive vers un firmware proposé par le service technique d'Anycubic On trouve donc un fichier "update.swu" ( de type "x-cpio" que j'ai pus décompresser ) qui contient ce qui ressemble a un système d'installation d'un linux Et si sous un système linux on "sudo mount" le fichier "rootfs" de ce "update.swu" on trouve un dossier "app" avec semble t'il les fichiers de configuration Klipper et fichier .gcode de test (que je n'avais pas réussie a extraire de la mémoire interne ) Le système d'exploitation linux semble être un TinaLinux (/etc/openwrt_release contient "DISTRIB_ID='tina.devops.20230831.133857'", /etc/openwrt_version contient "4.0.0"), a la sauce Chitu ( /etc/device_info contient "DEVICE_MANUFACTURER='Chitu'" ) Voici donc les fichiers de configuration Klipper, qui me semblent être ceux pour la "Kobra 2 Pro" extrait de "/app/resources/config/" printer.cfg unmodifiable.cfg Par contre comme le TinaLinux semble exécuter Klipper via un binaire "app" je ne saurais donner le détail de la version de Klipper utilisé.




 1 point
1 point -
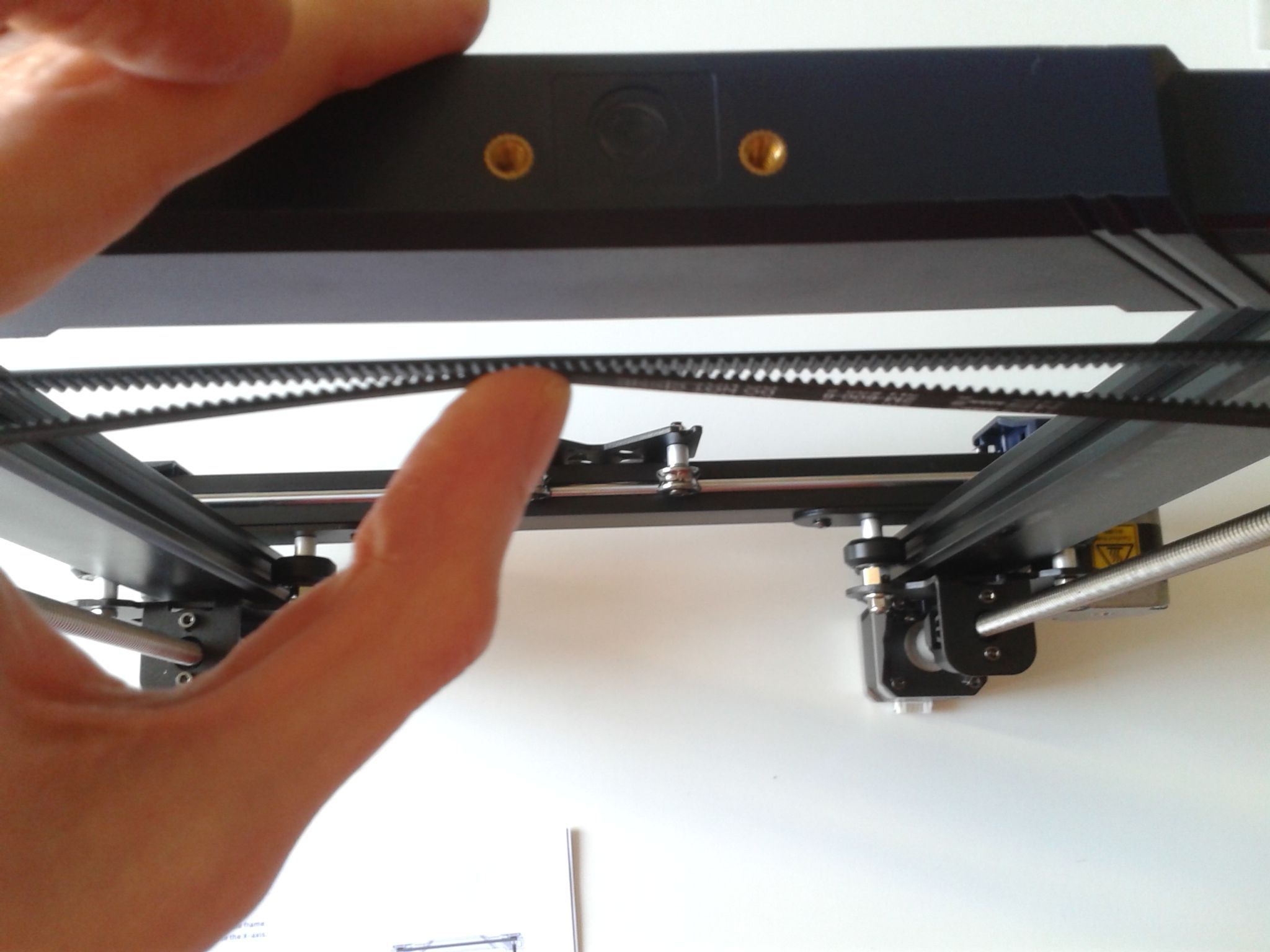
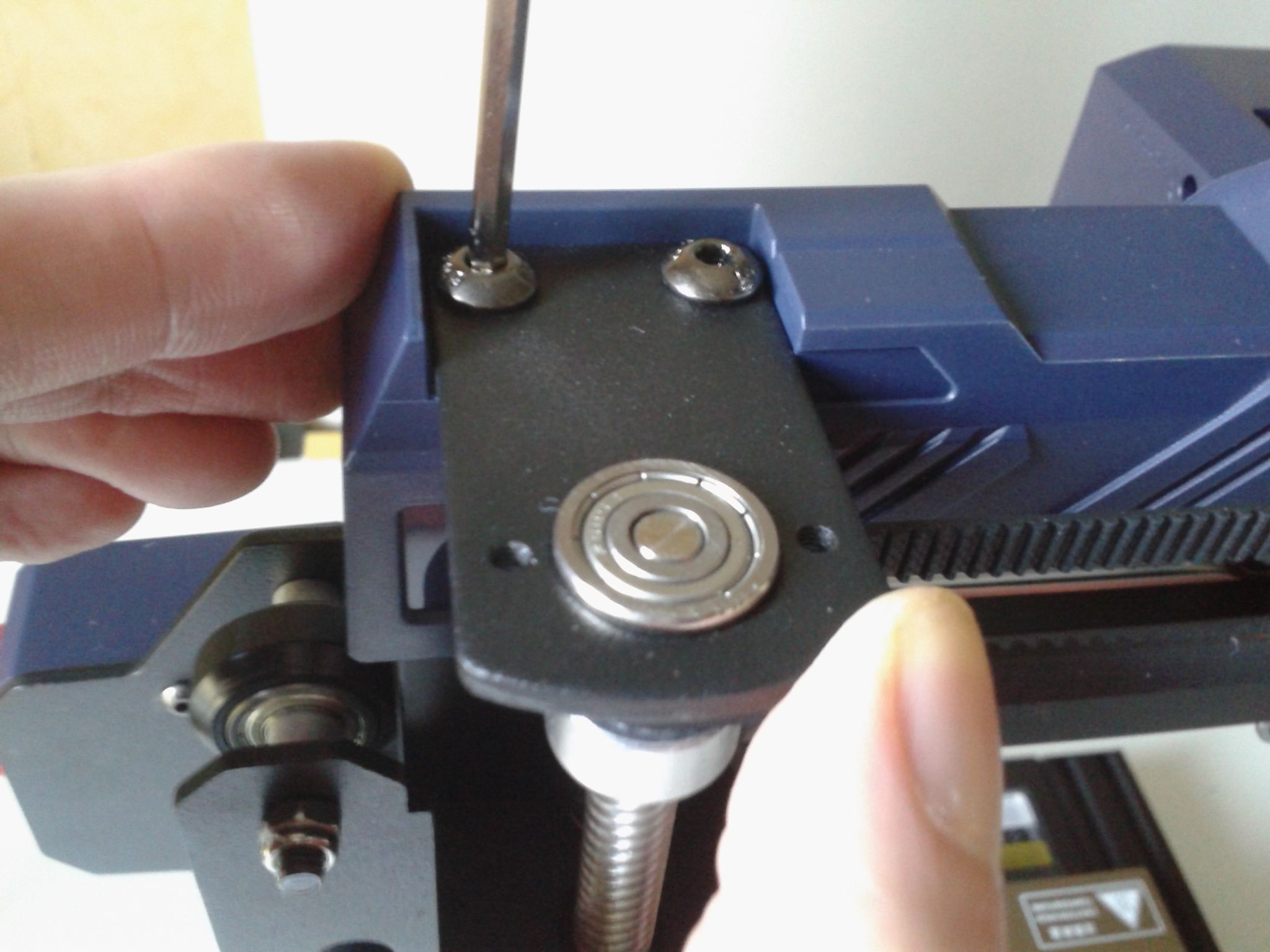
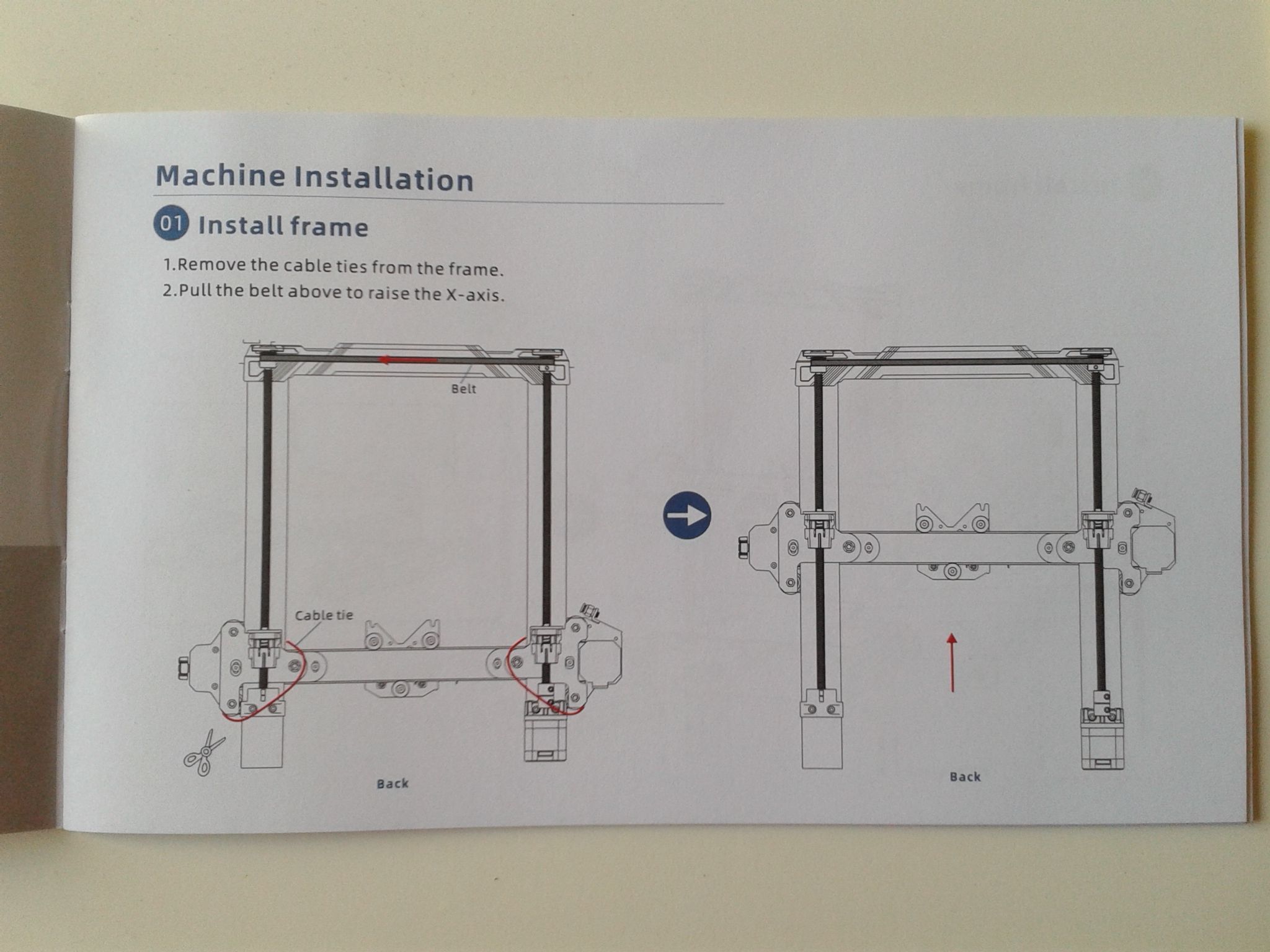
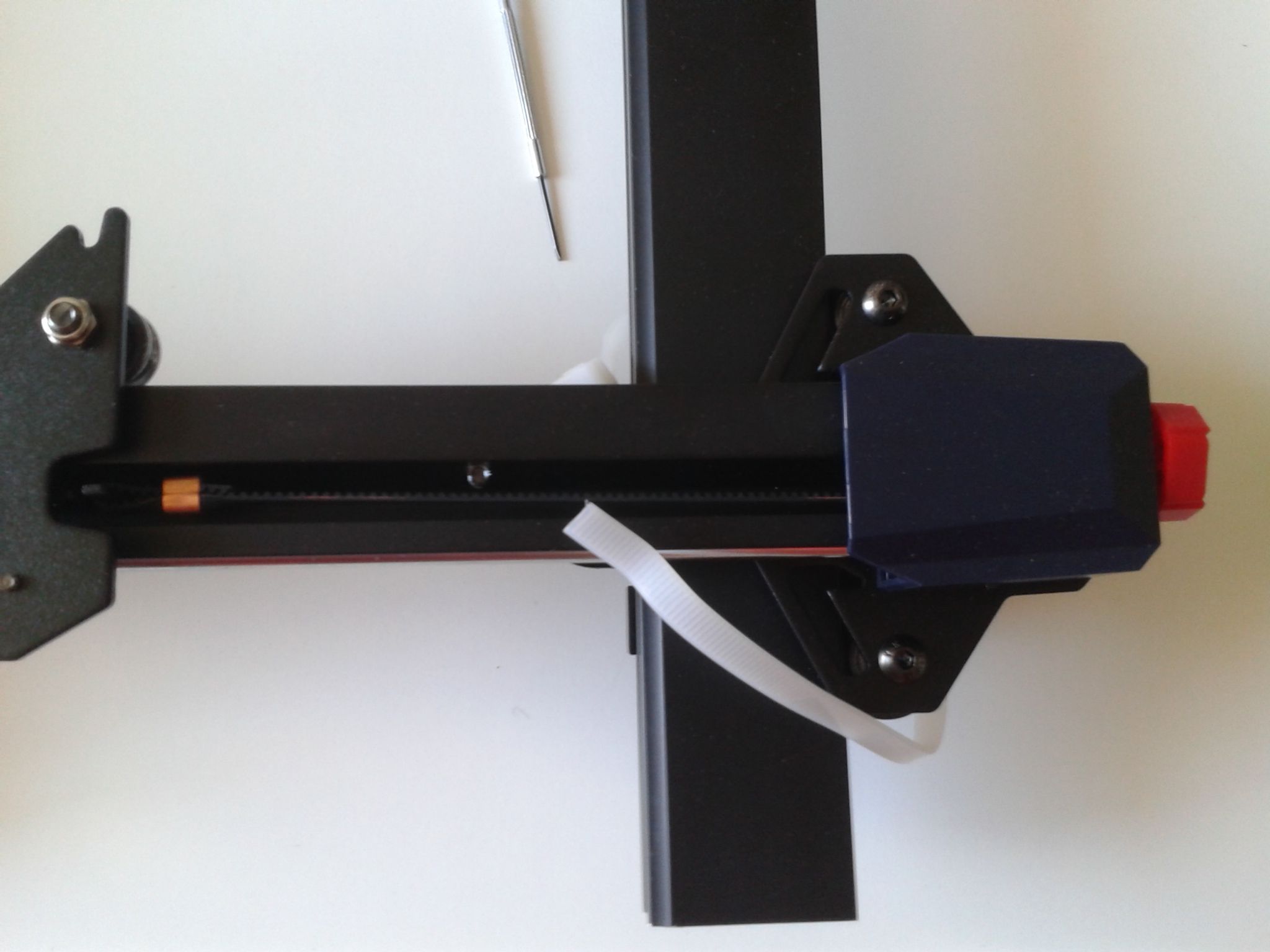
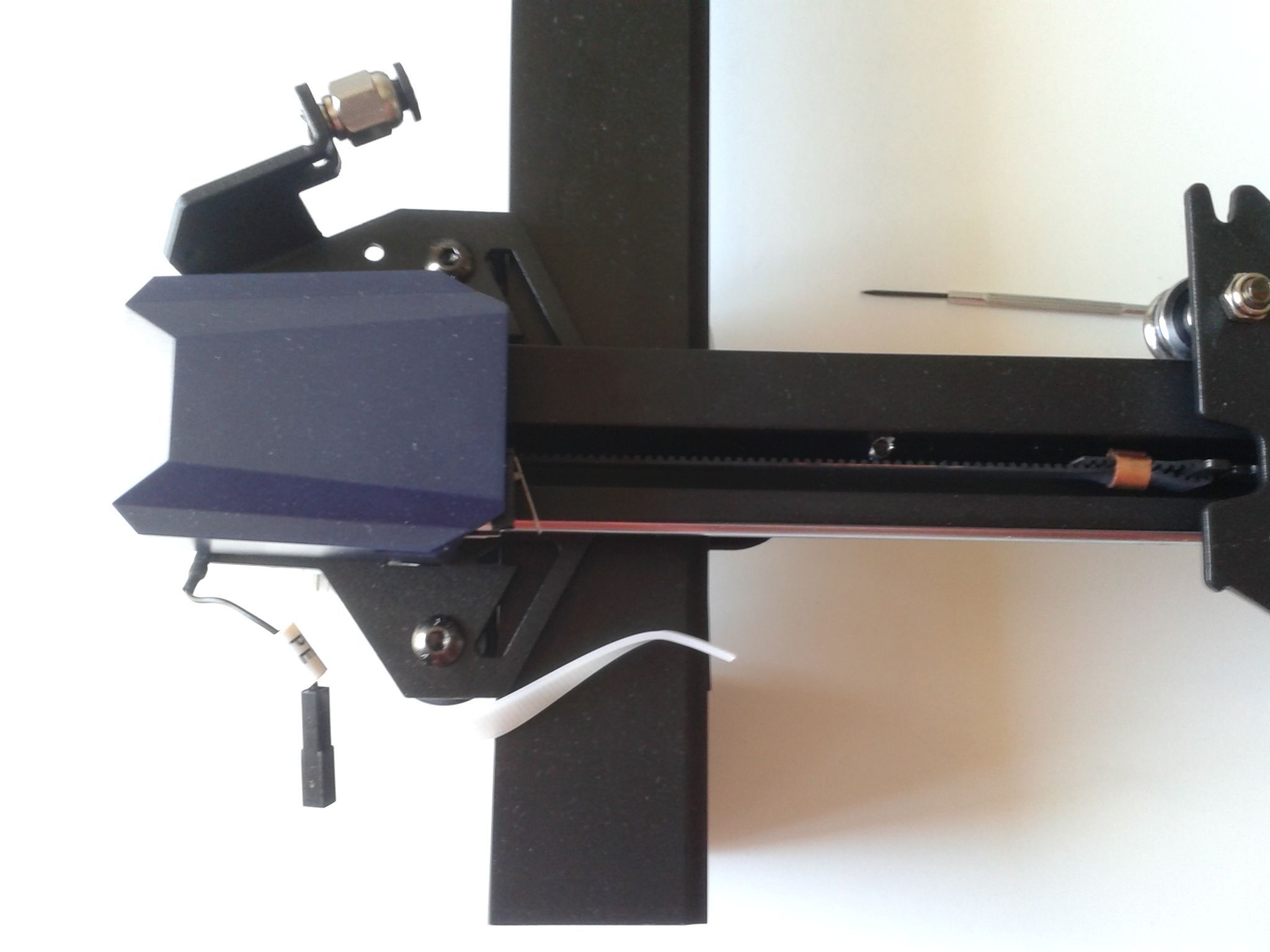
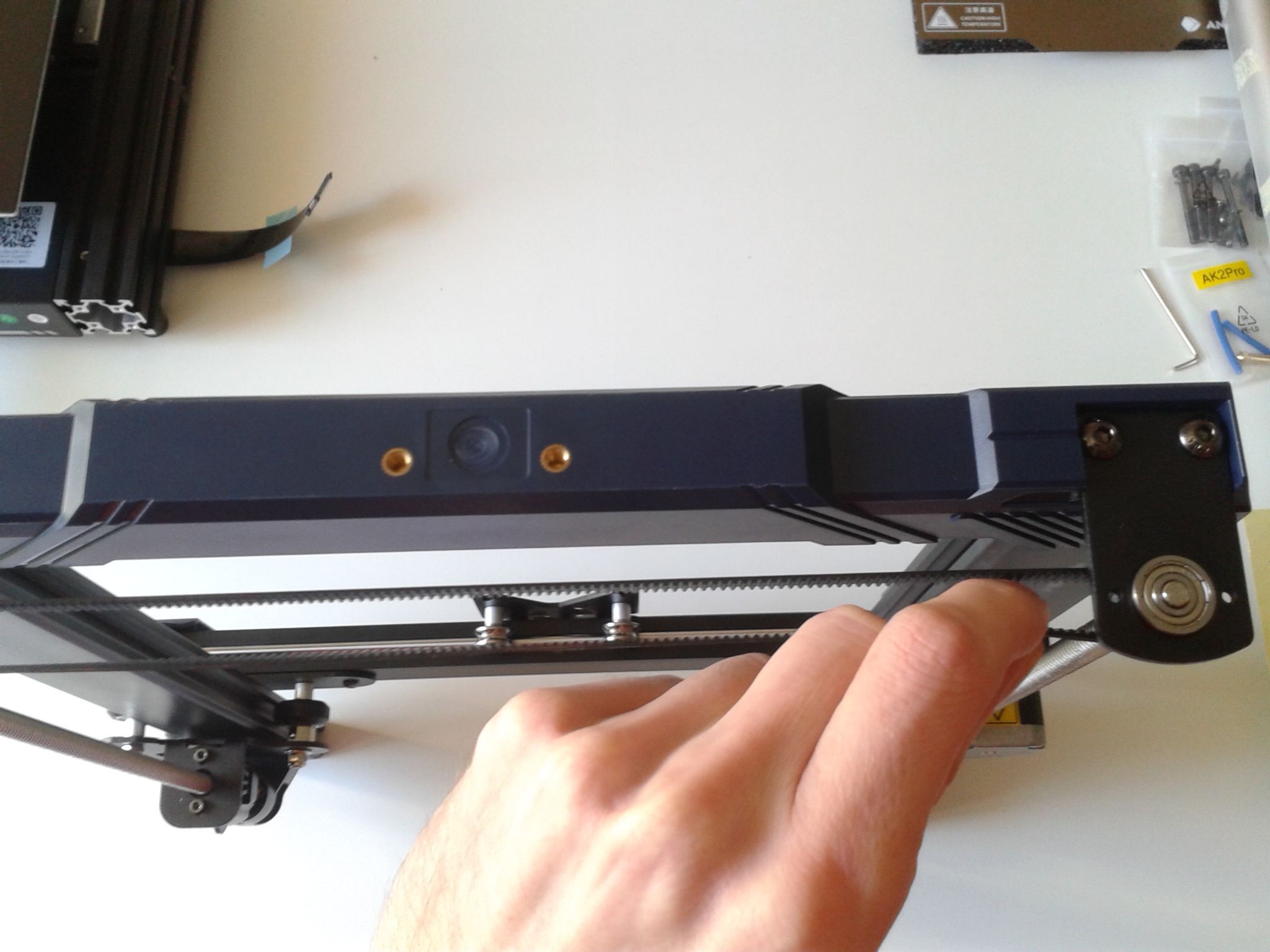
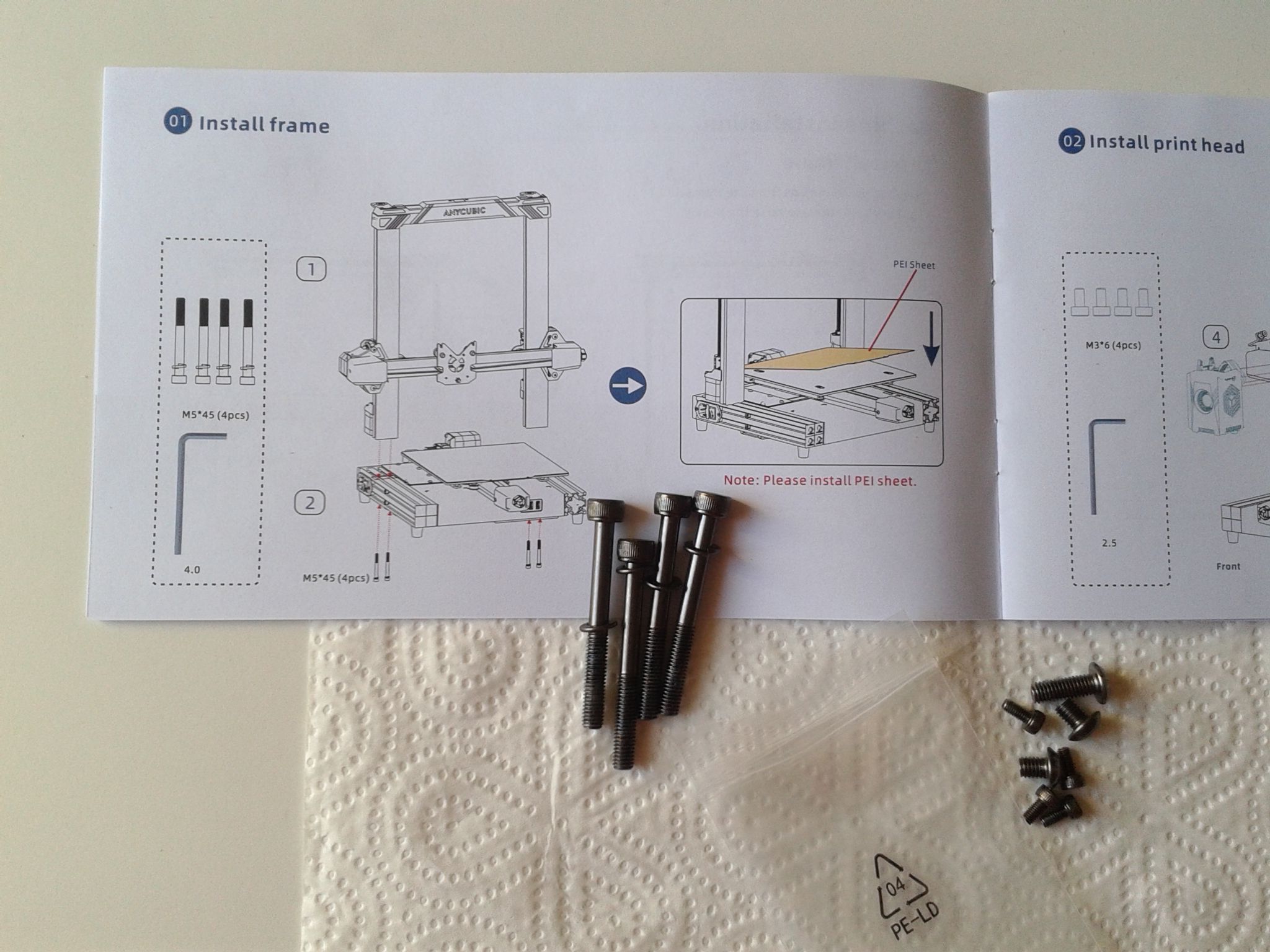
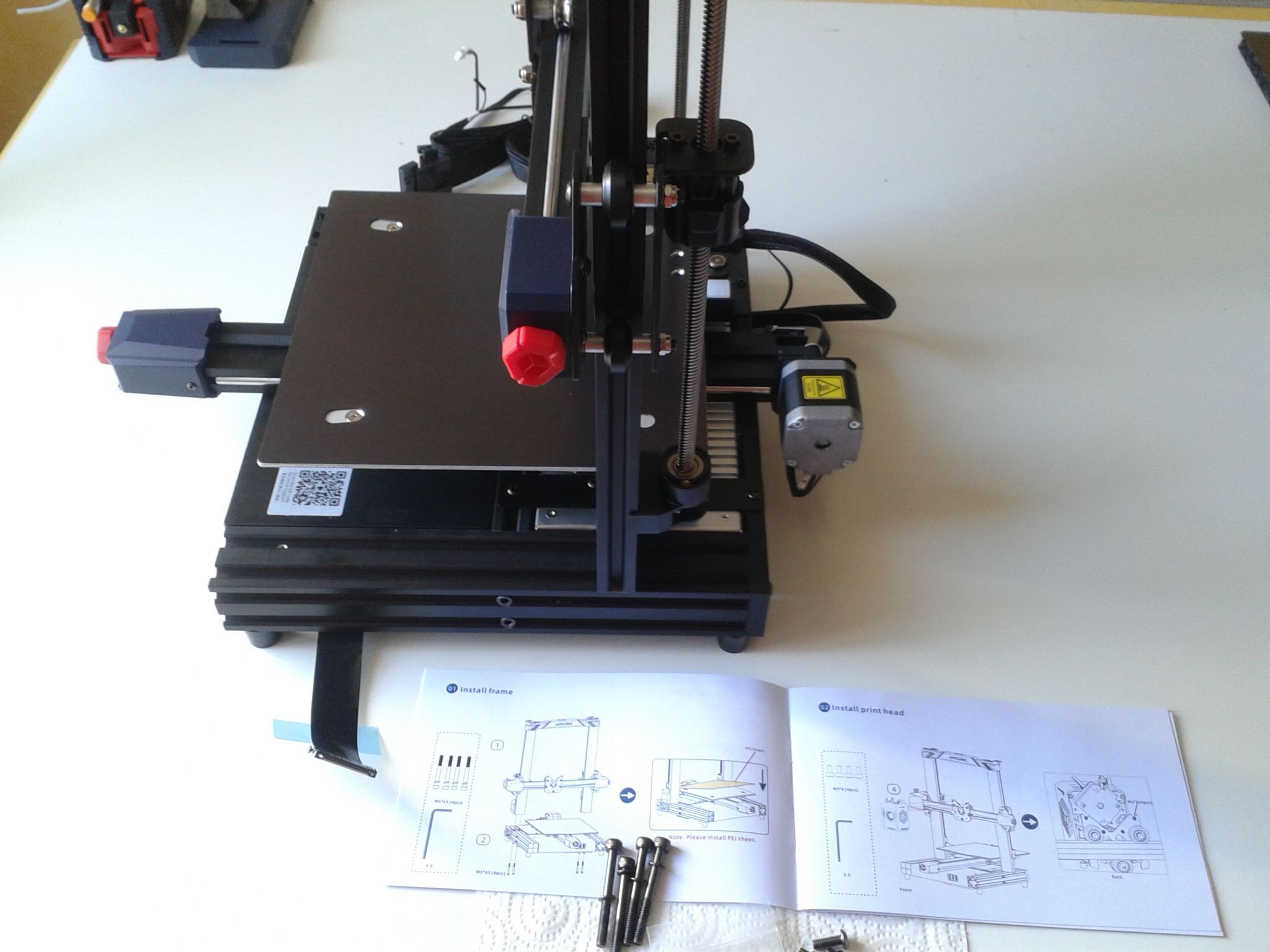
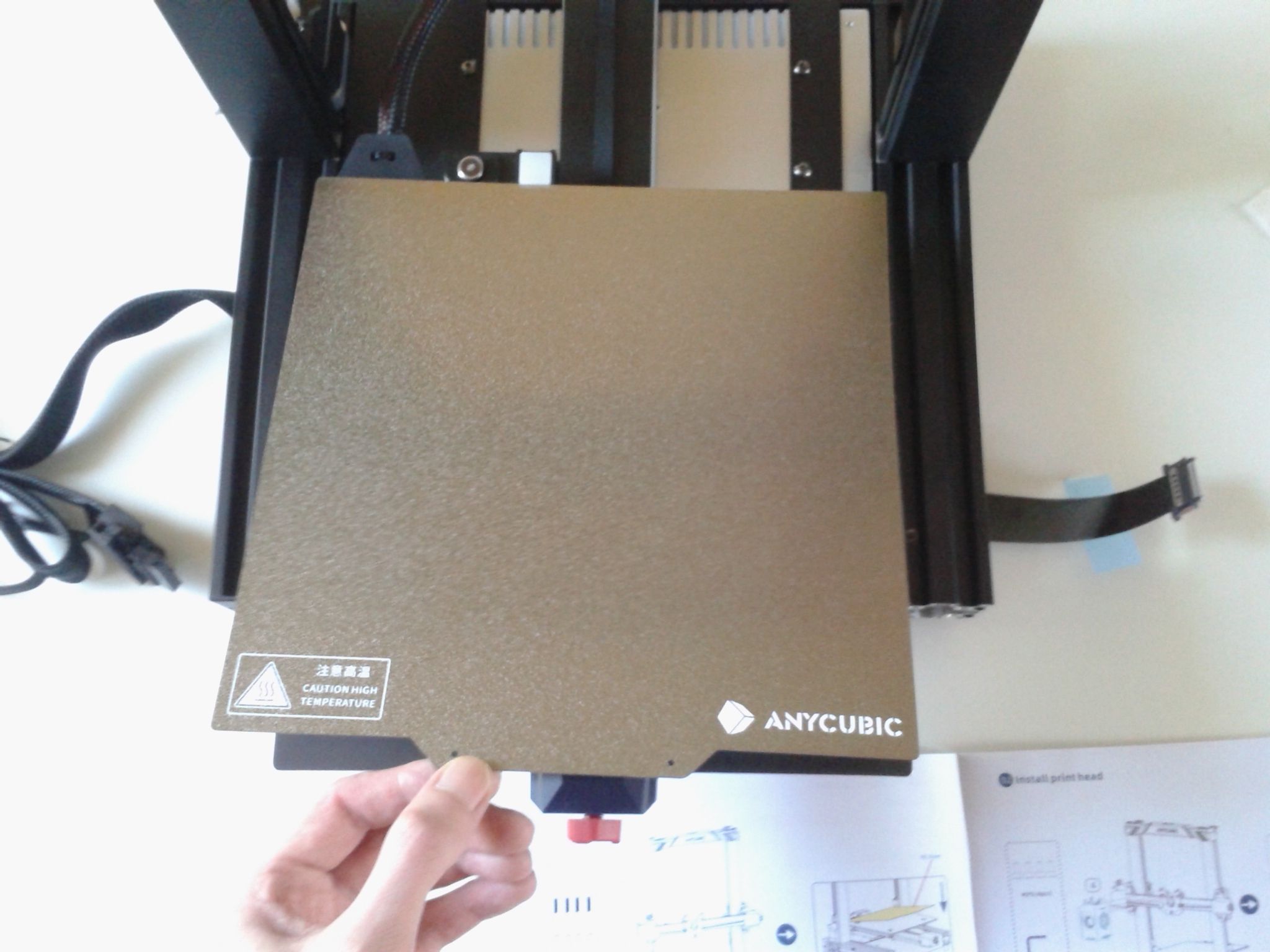
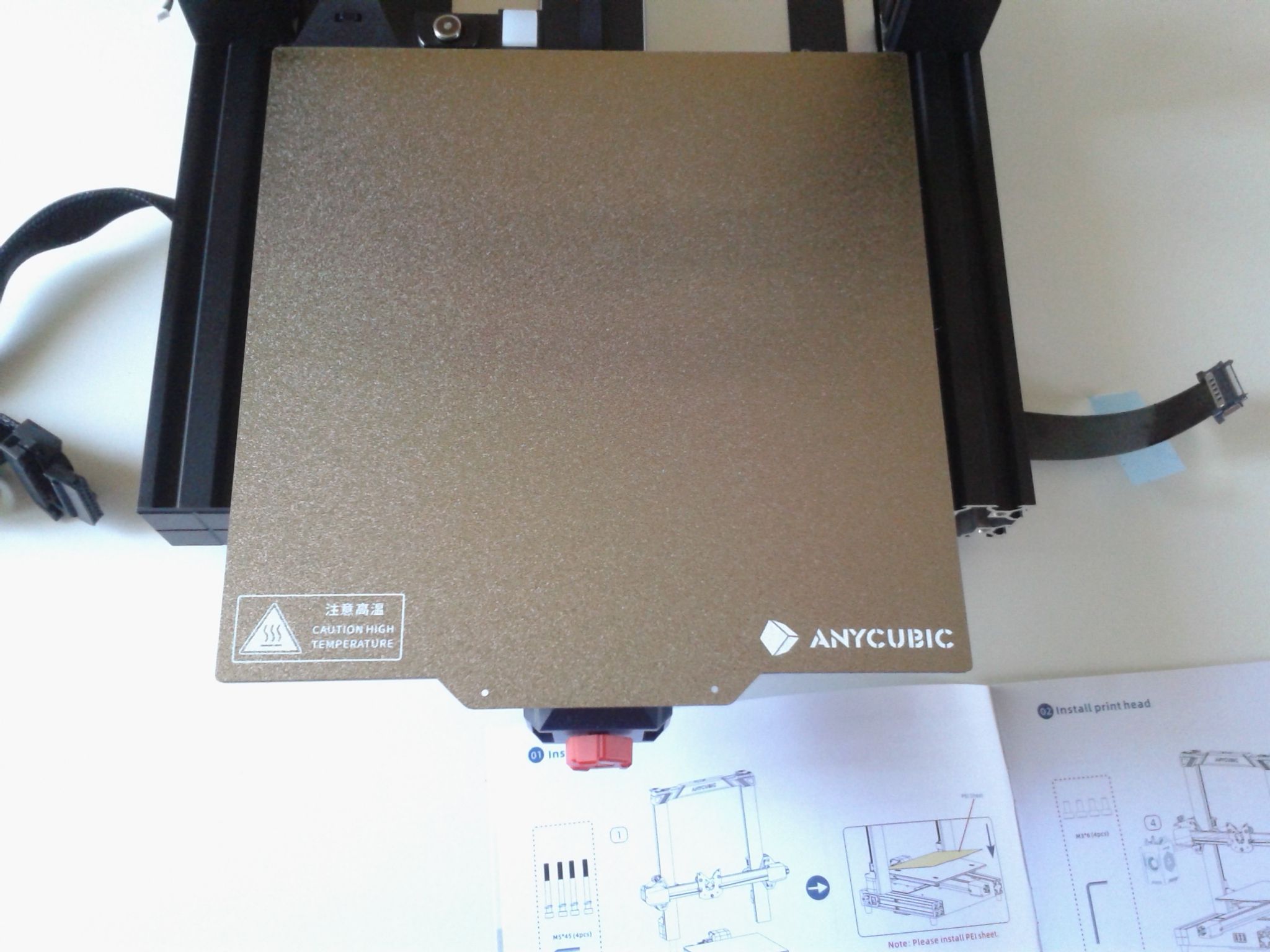
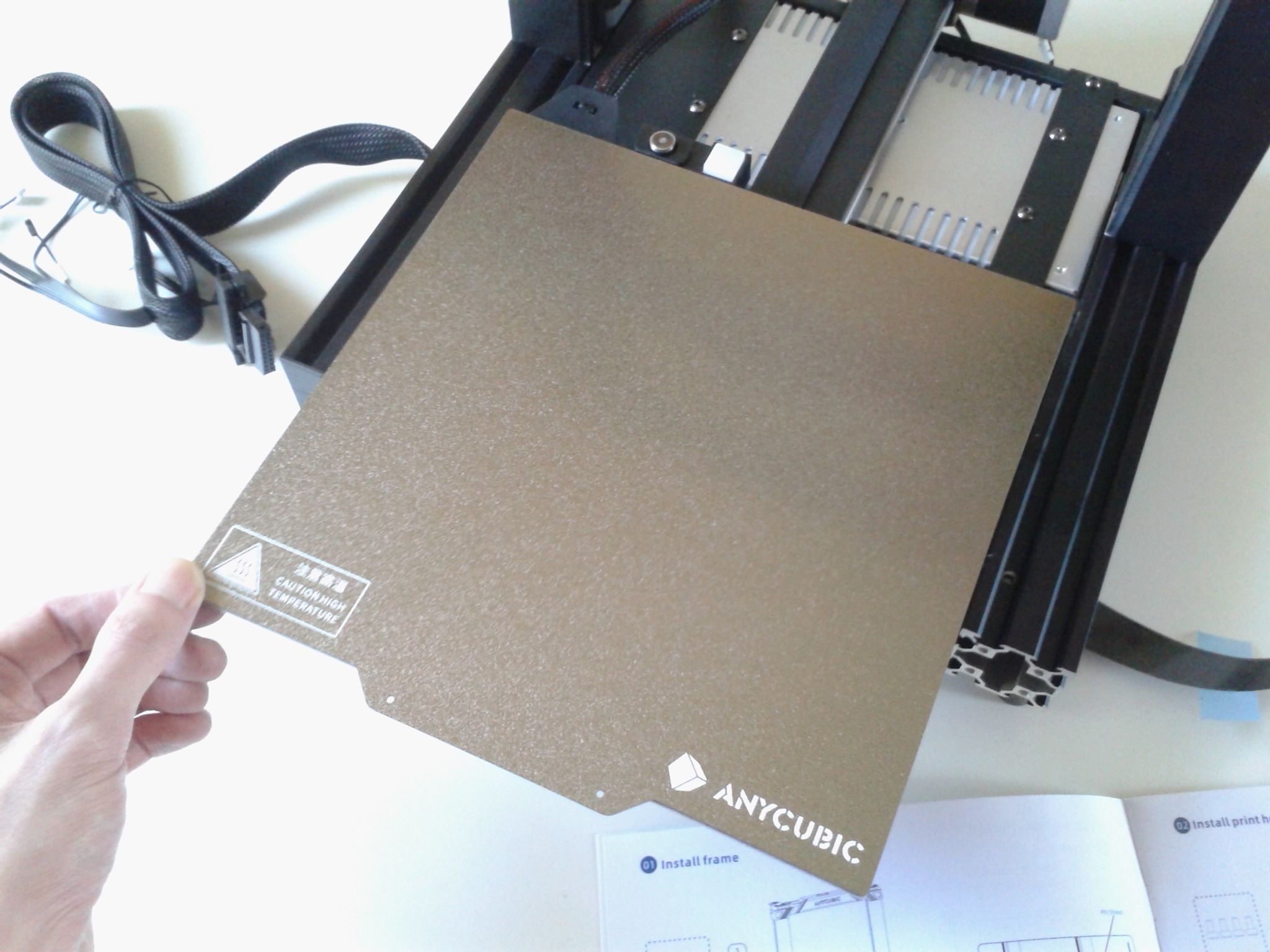
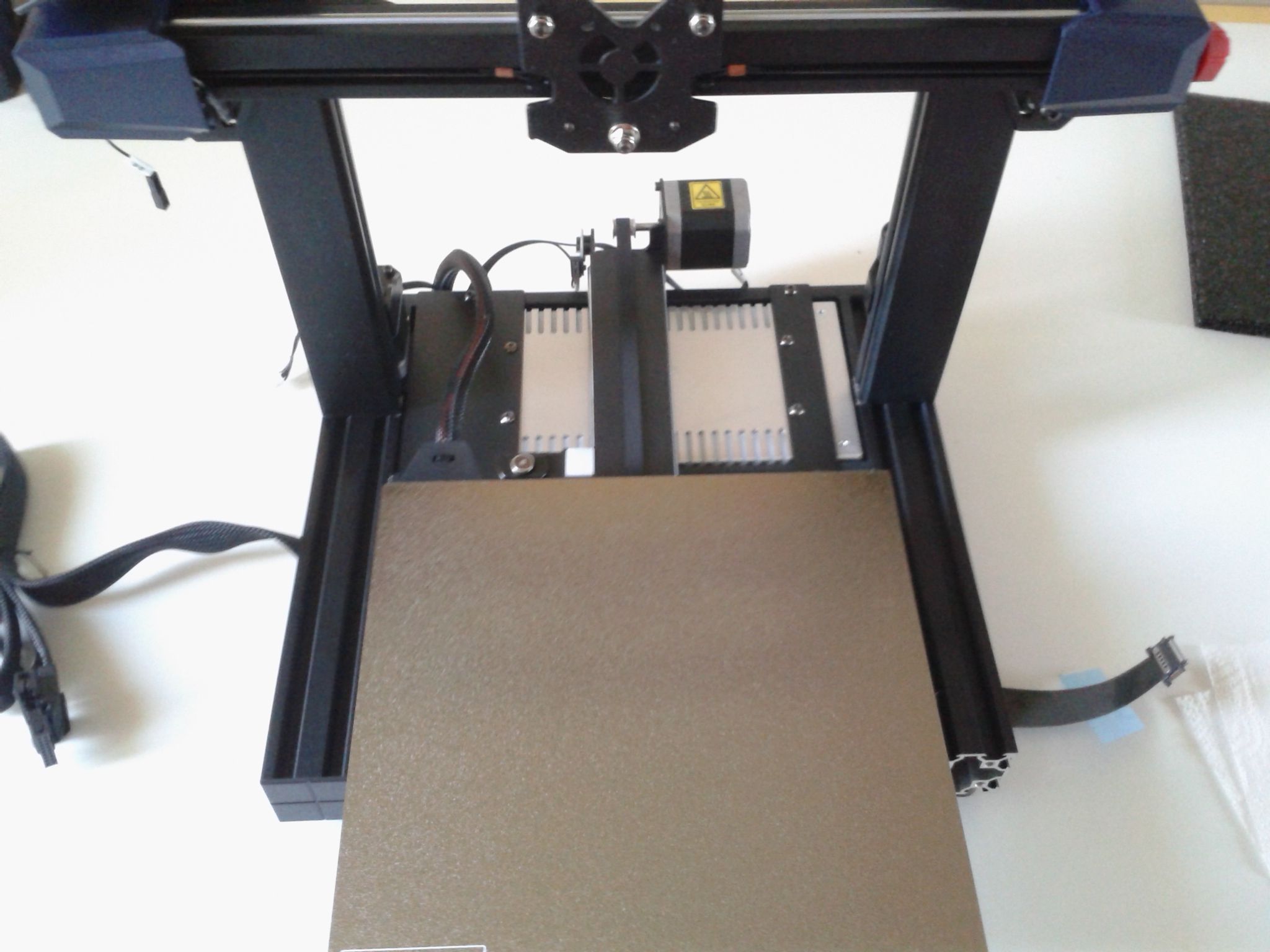
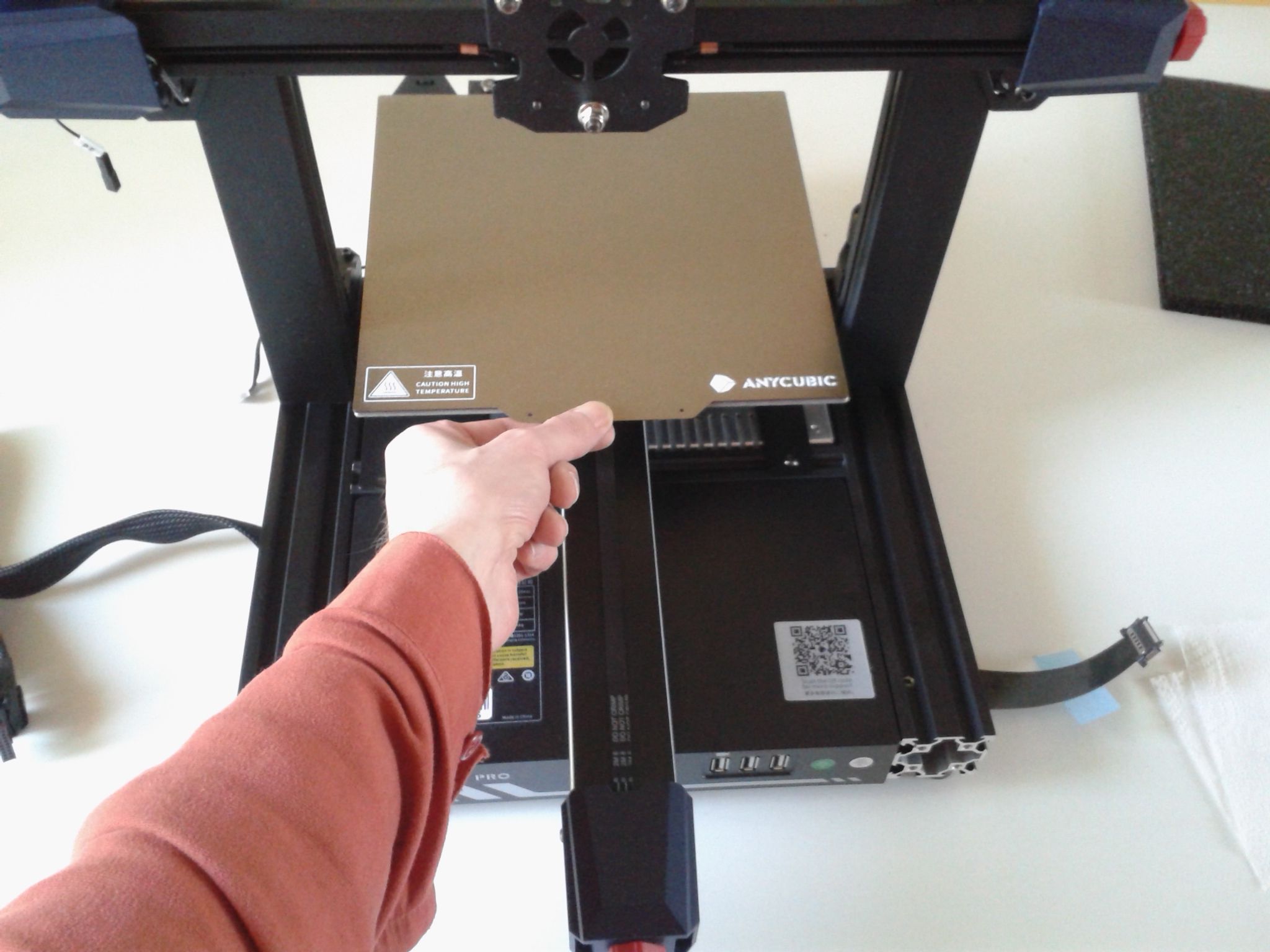
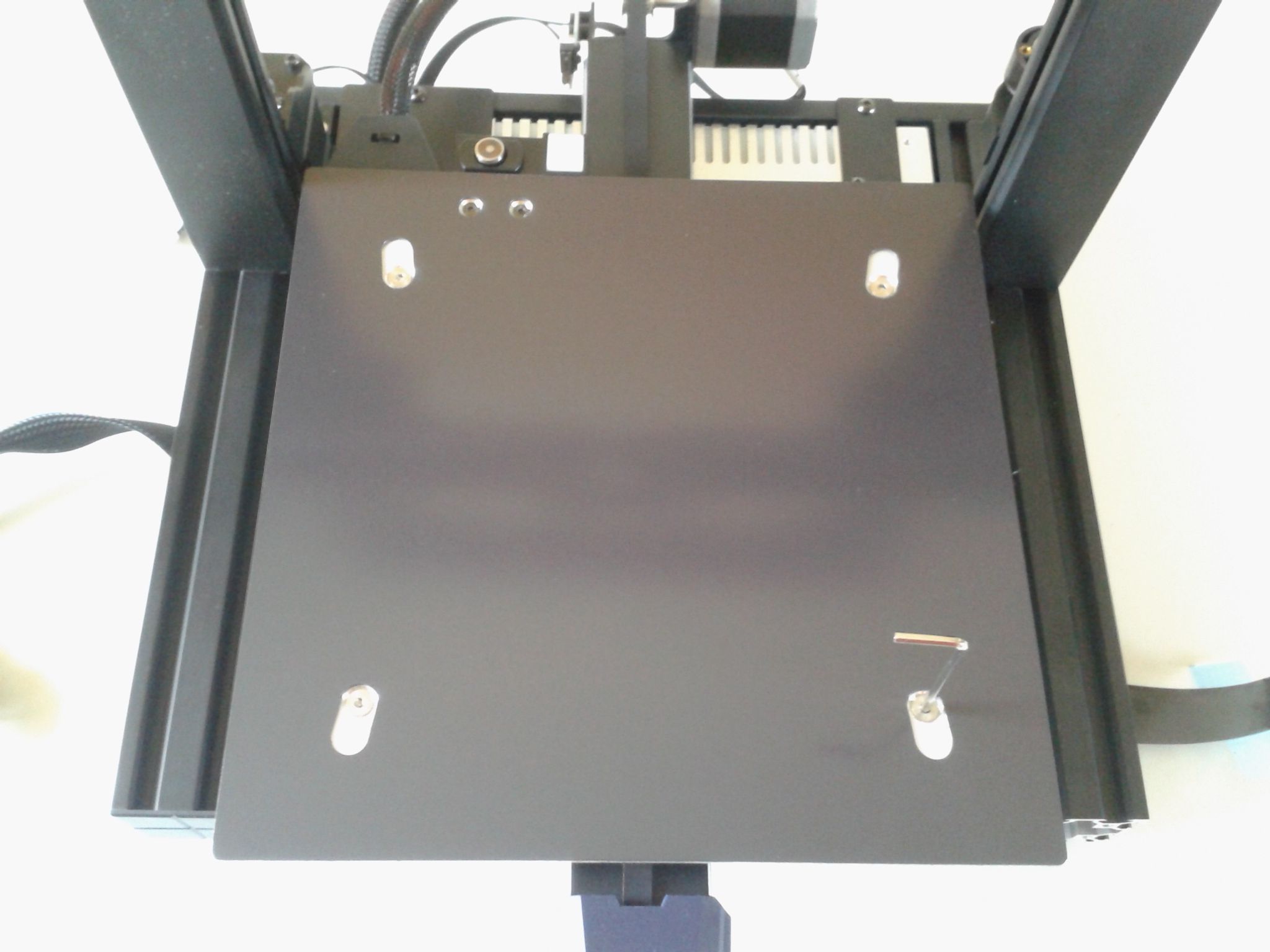
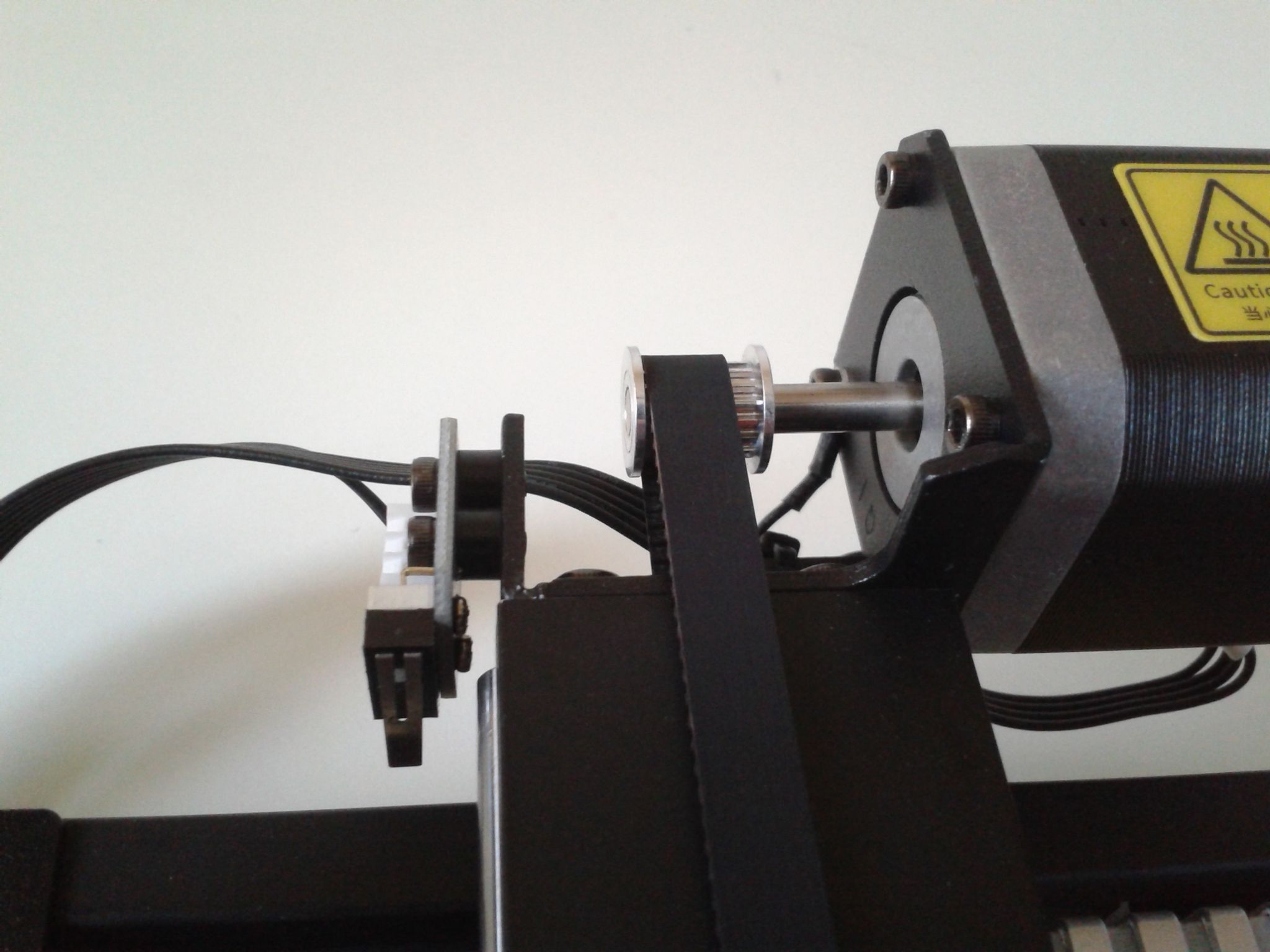
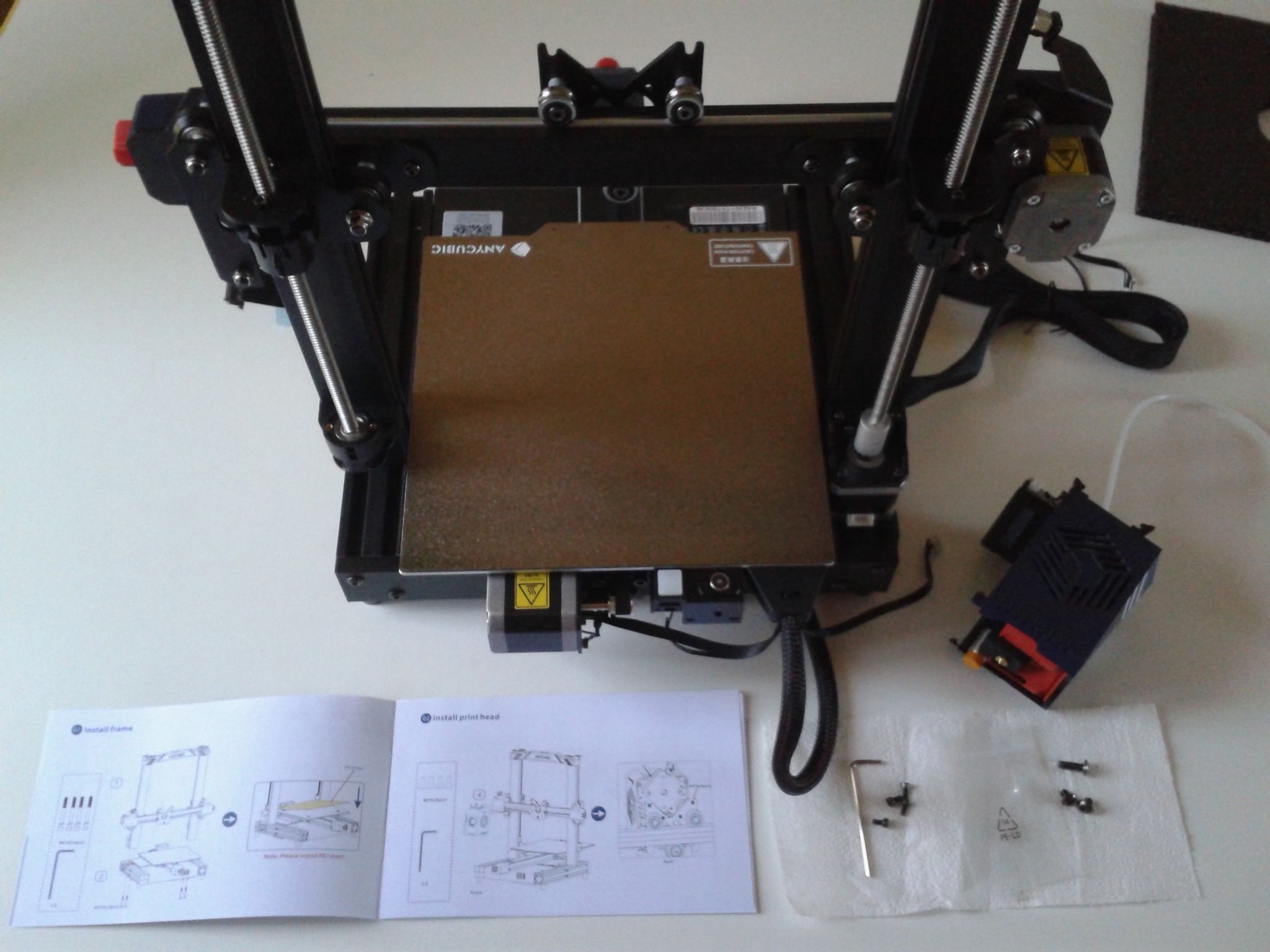
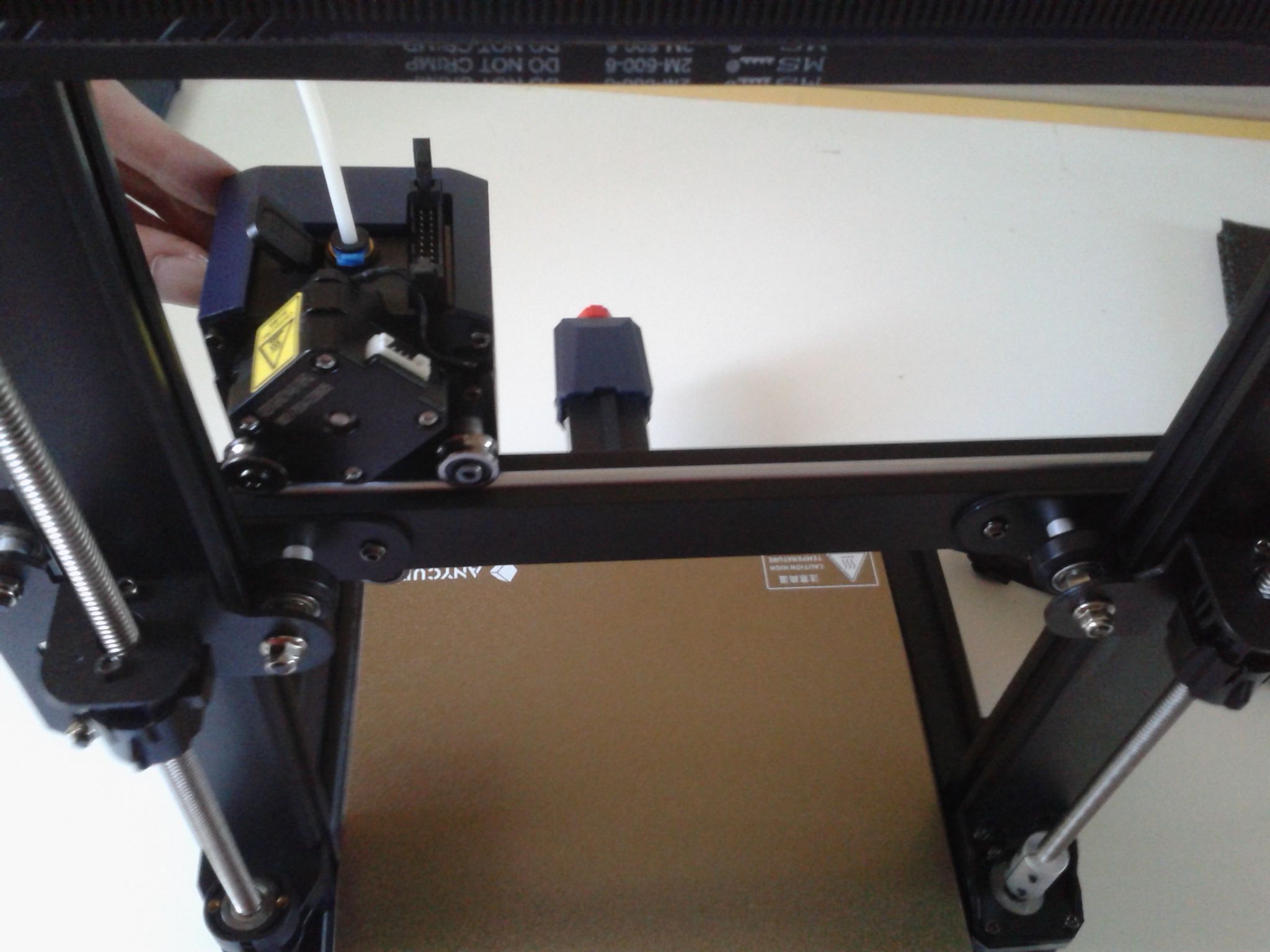
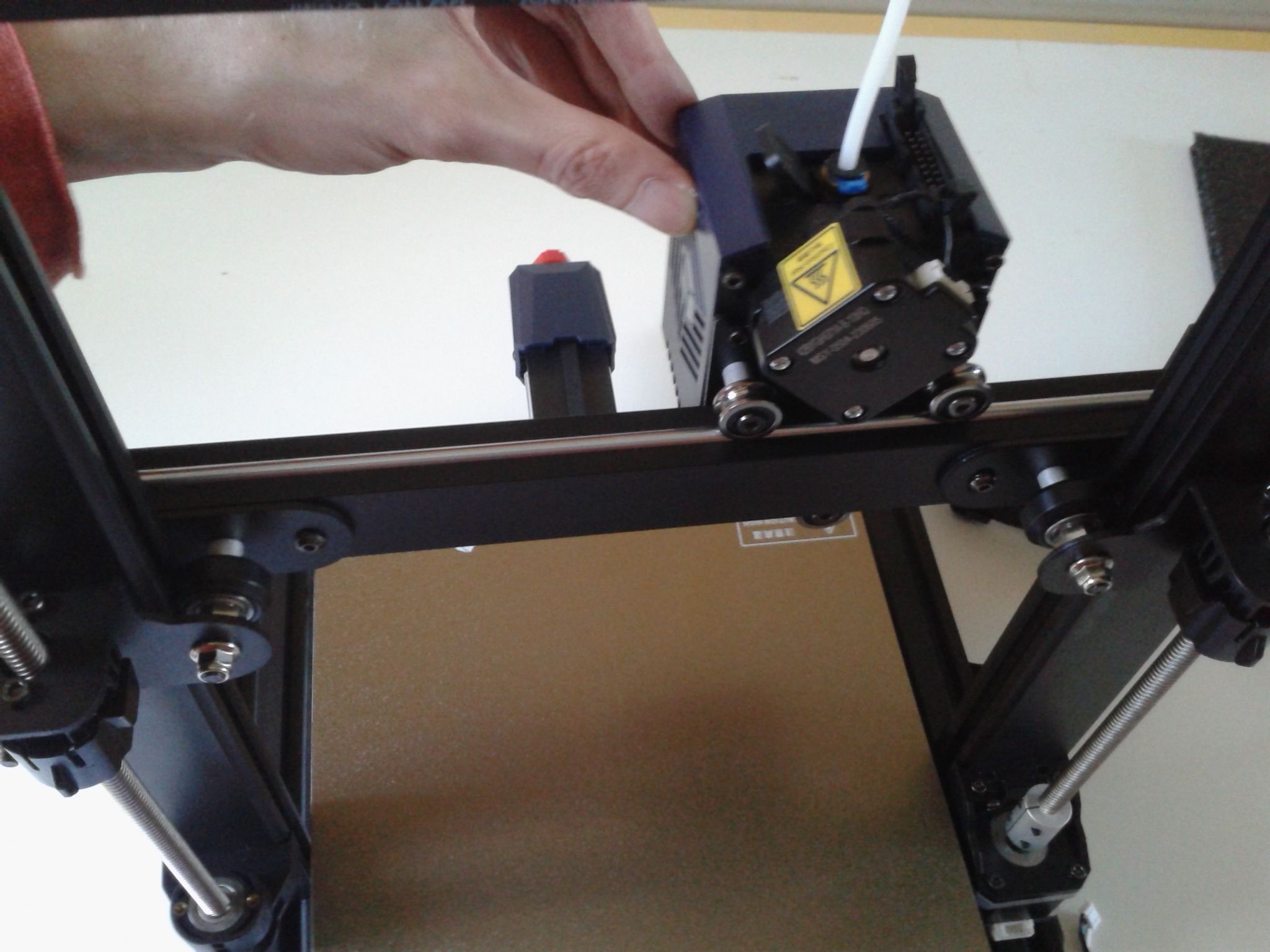
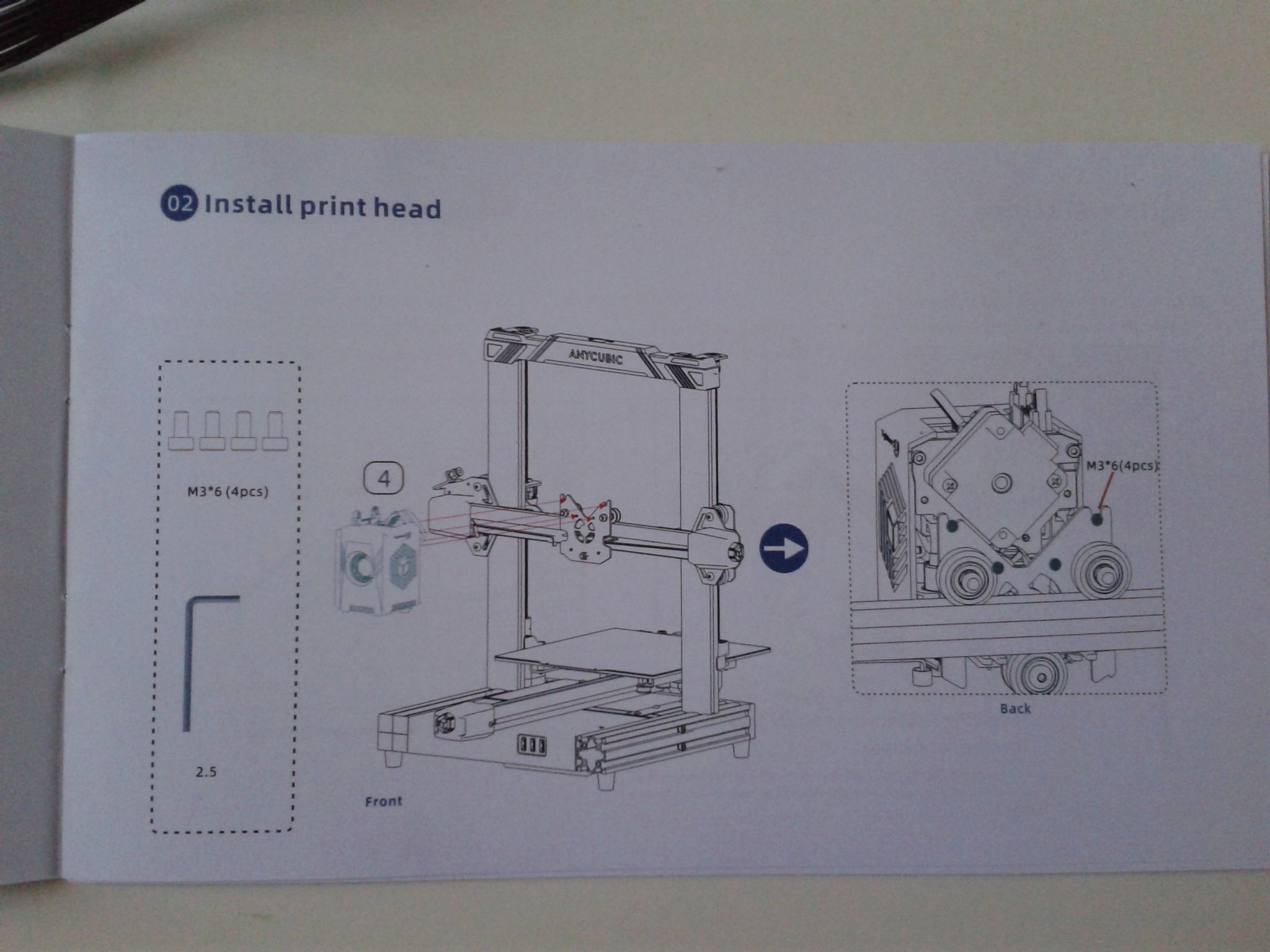
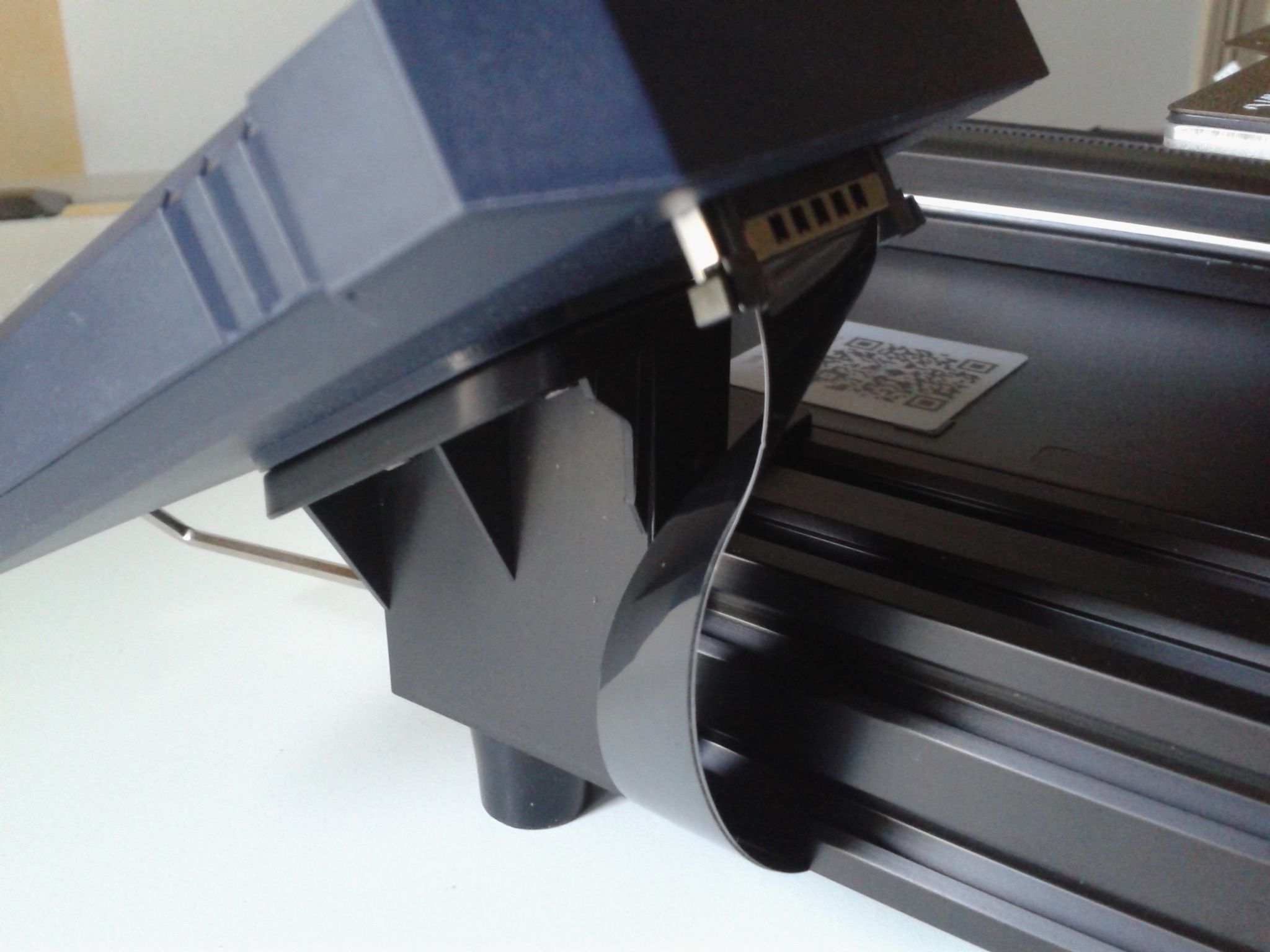
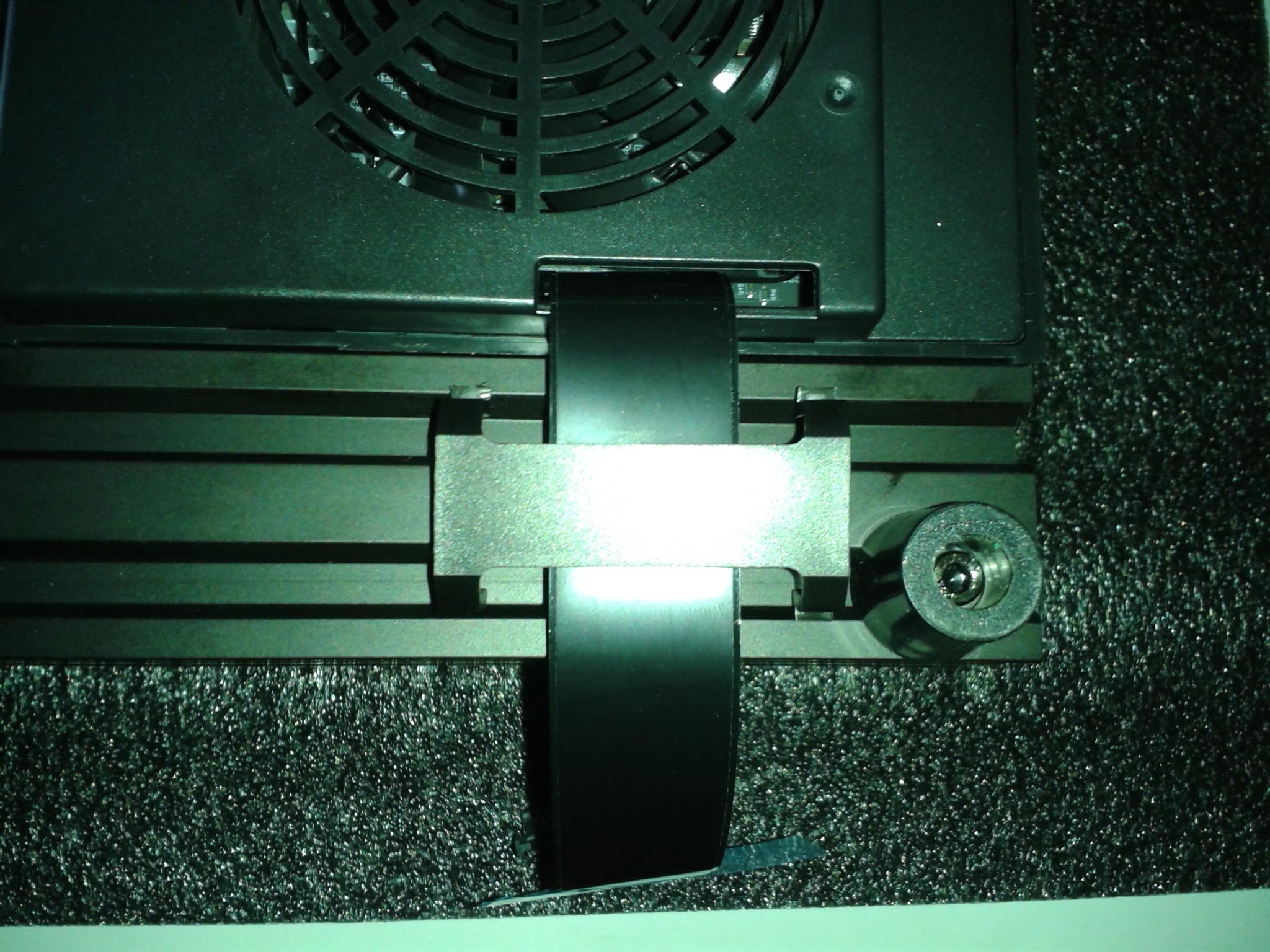
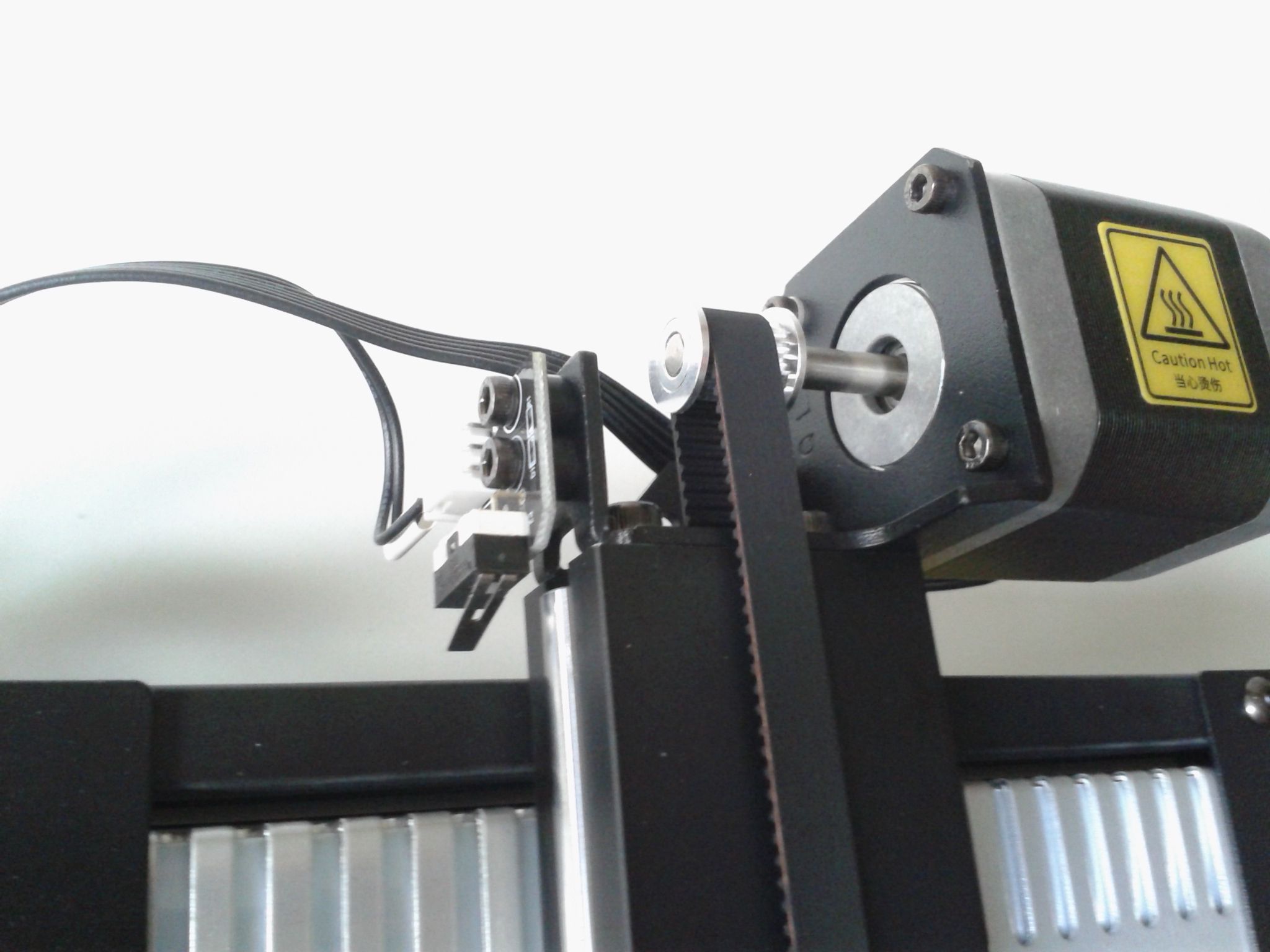
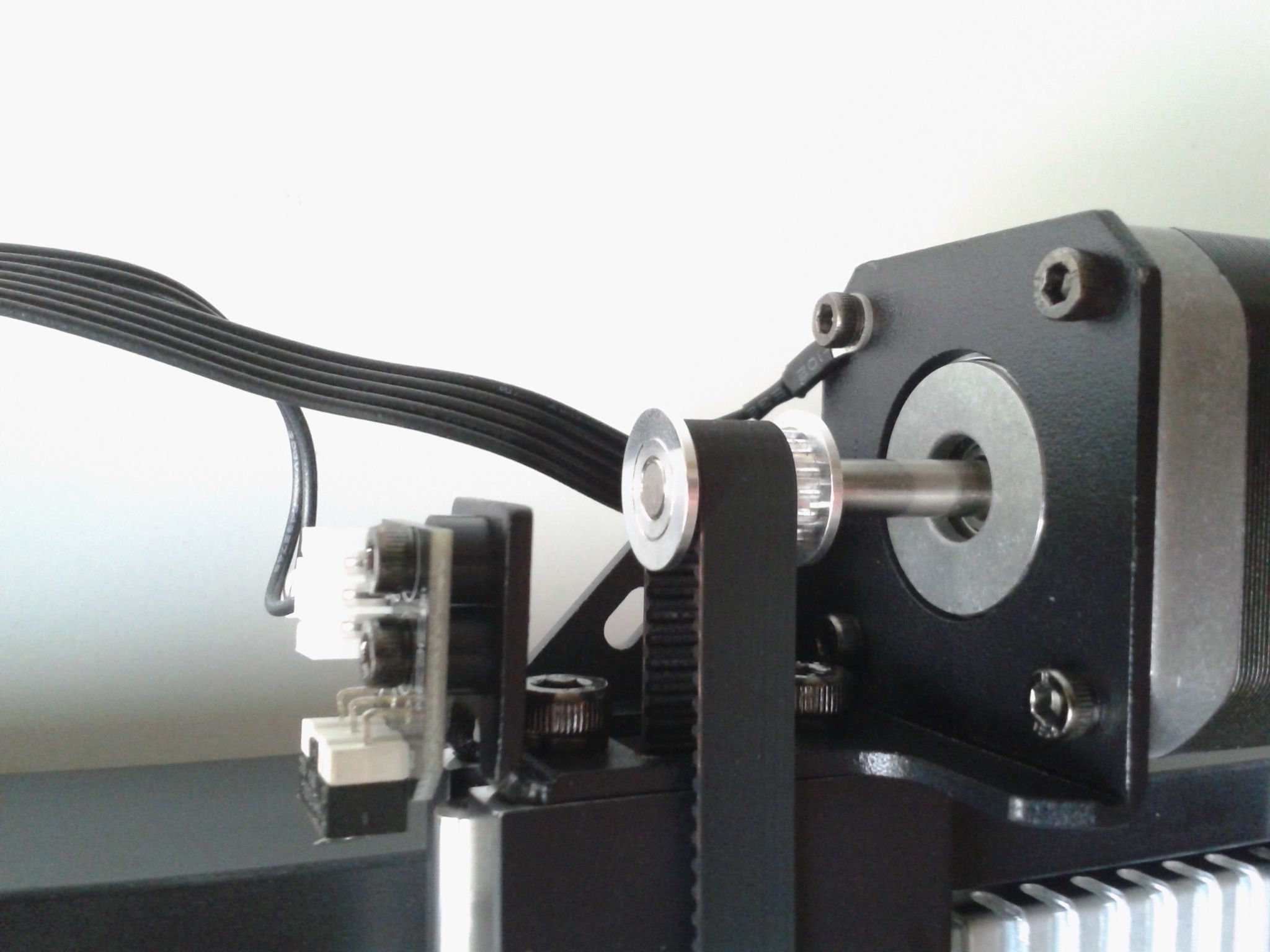
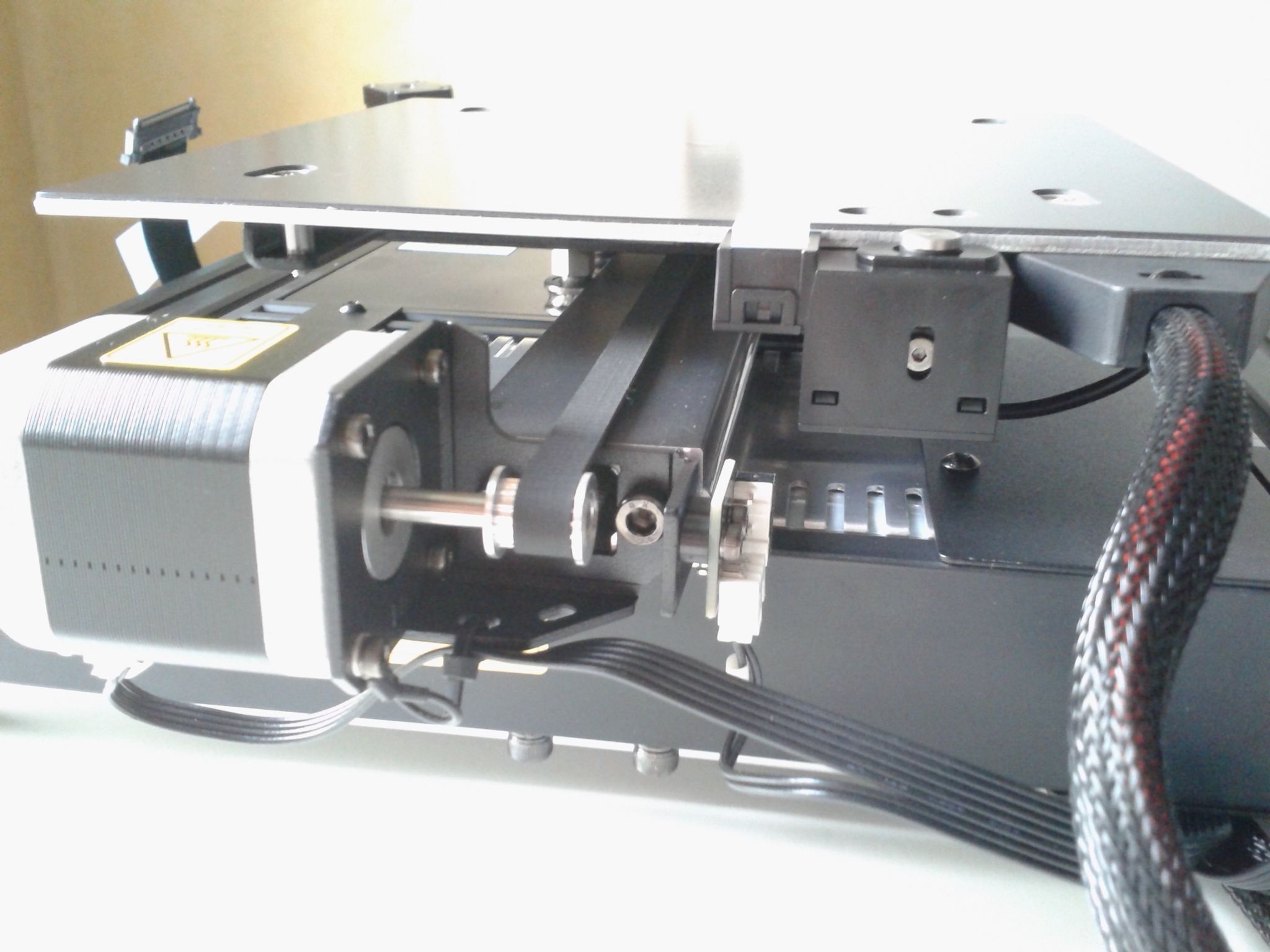
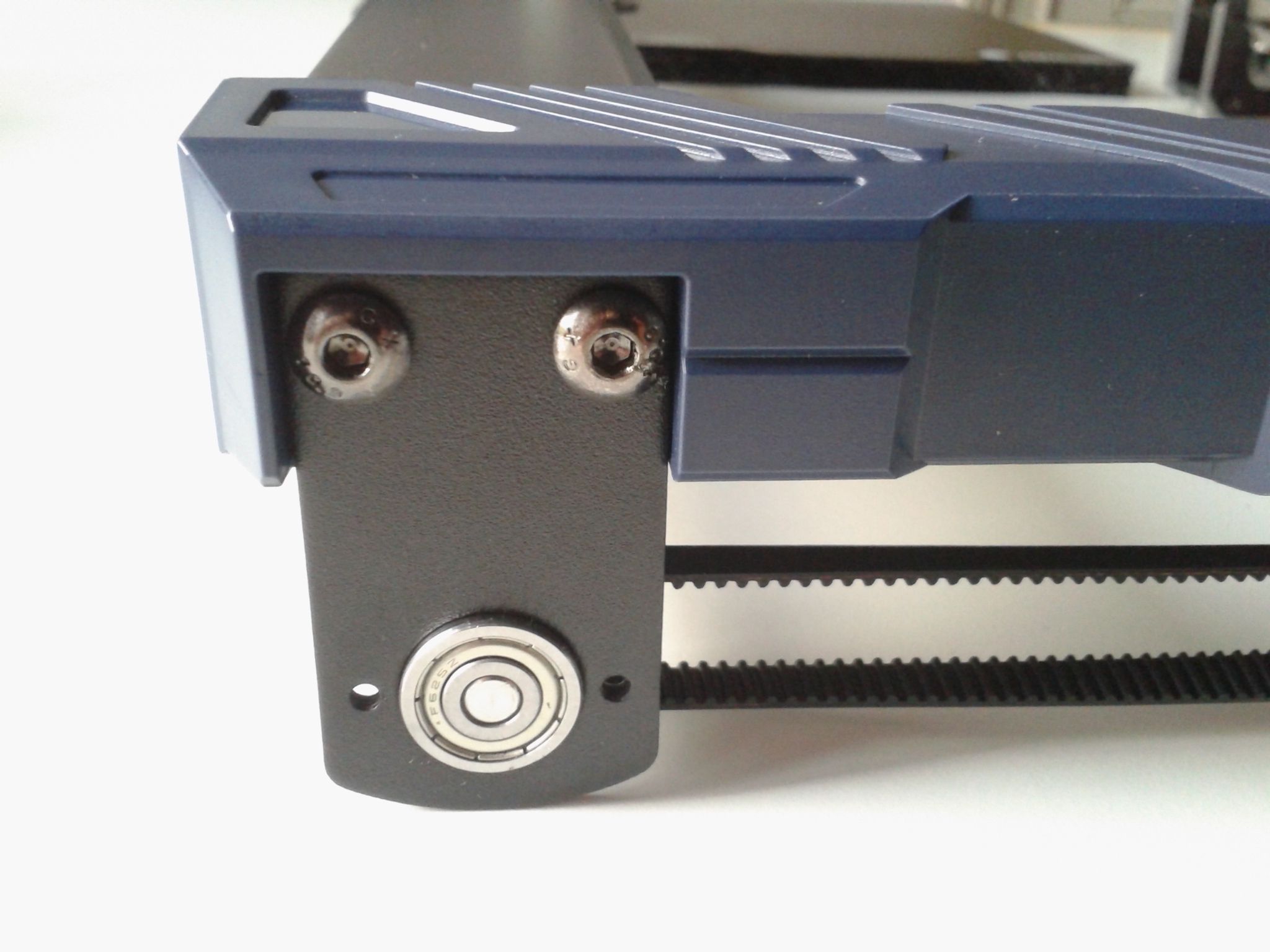
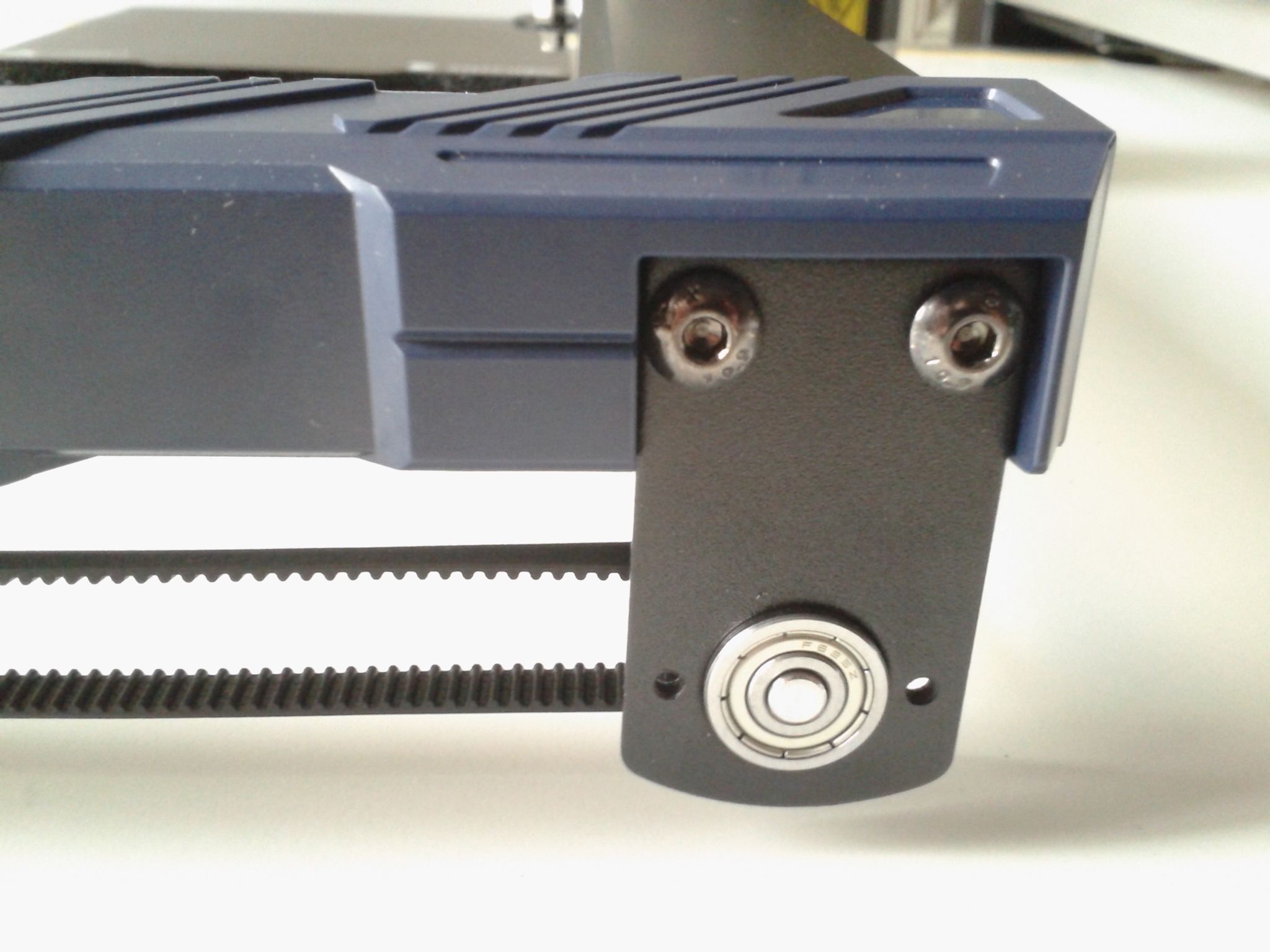
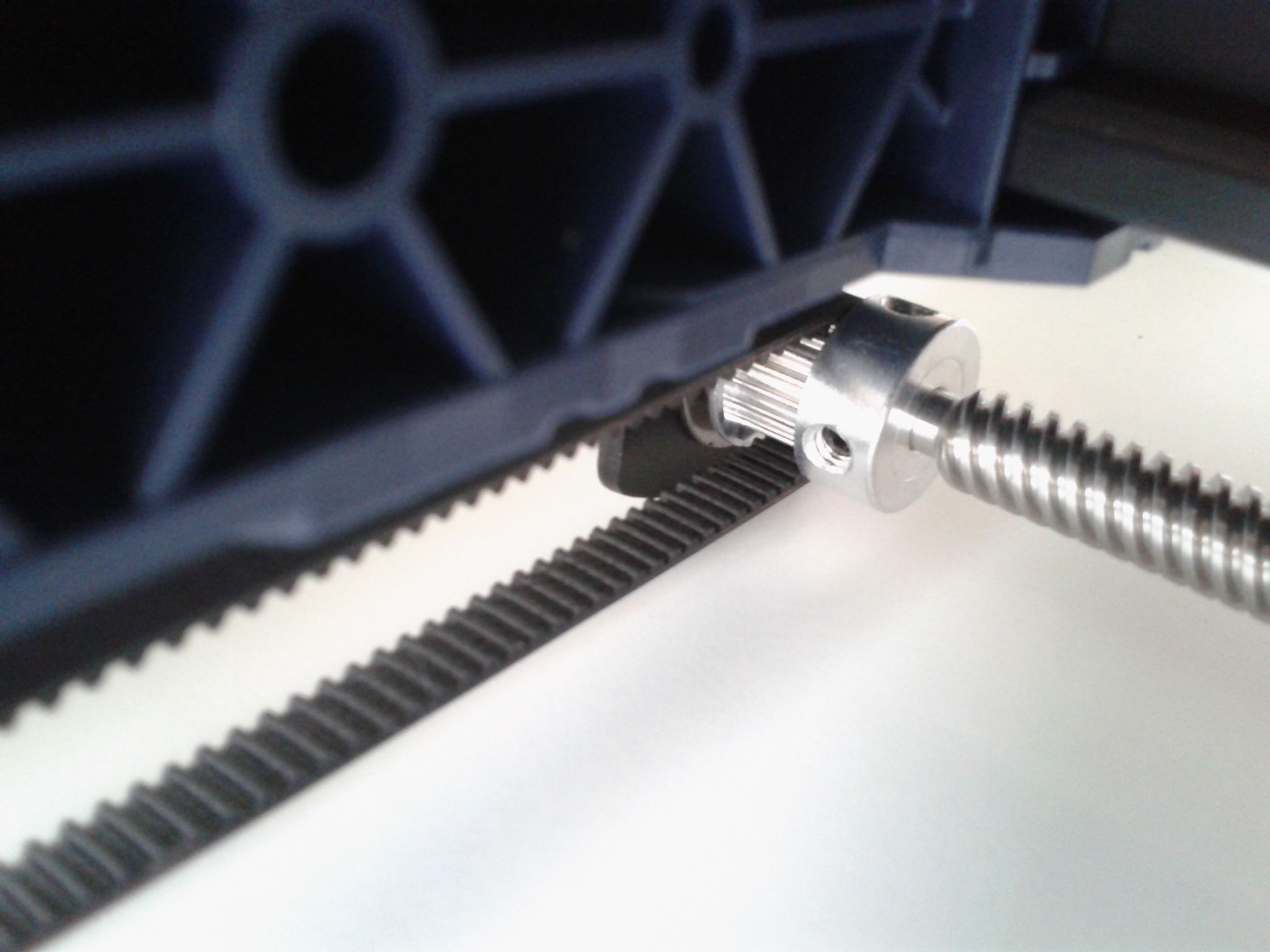
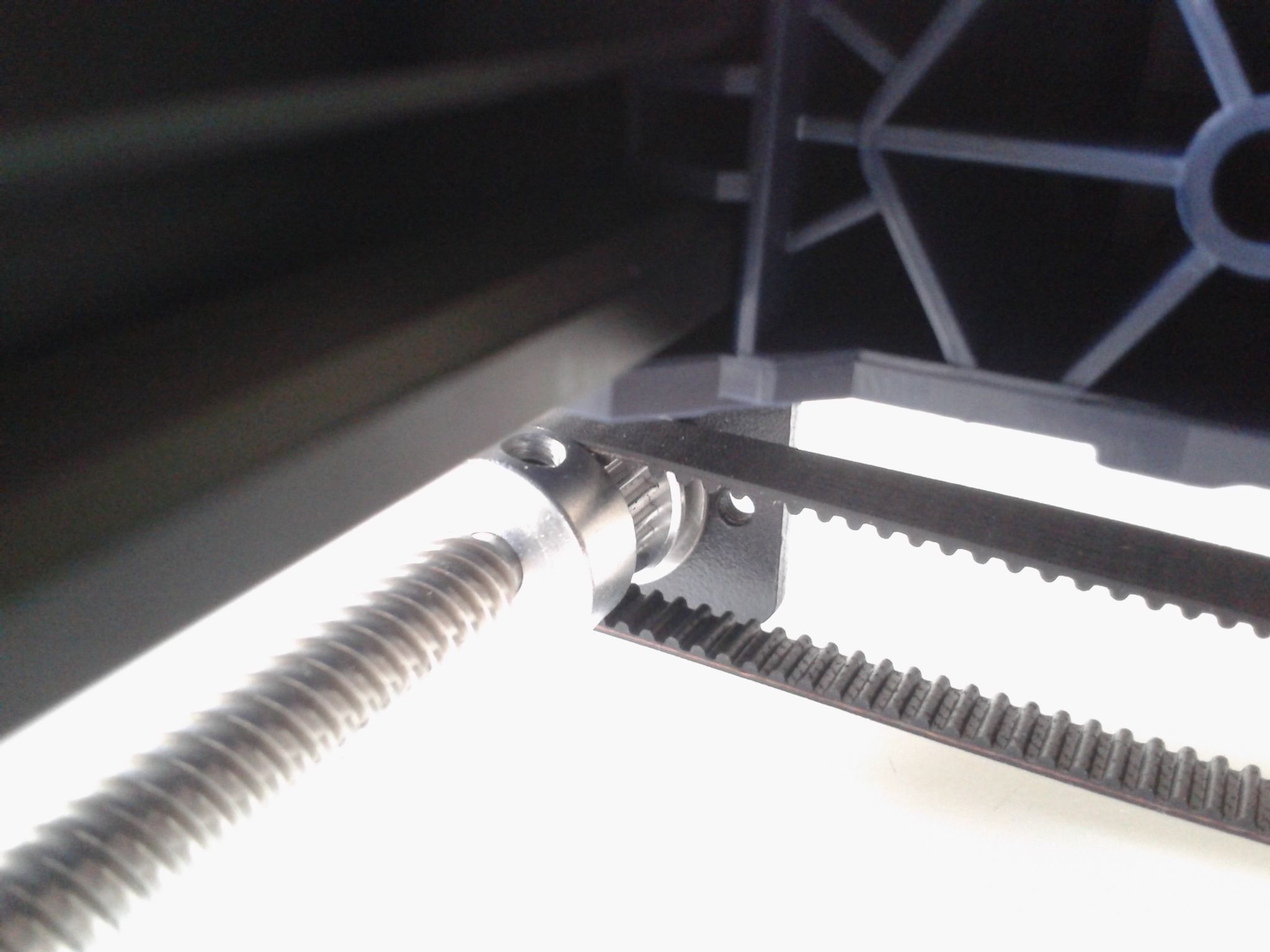
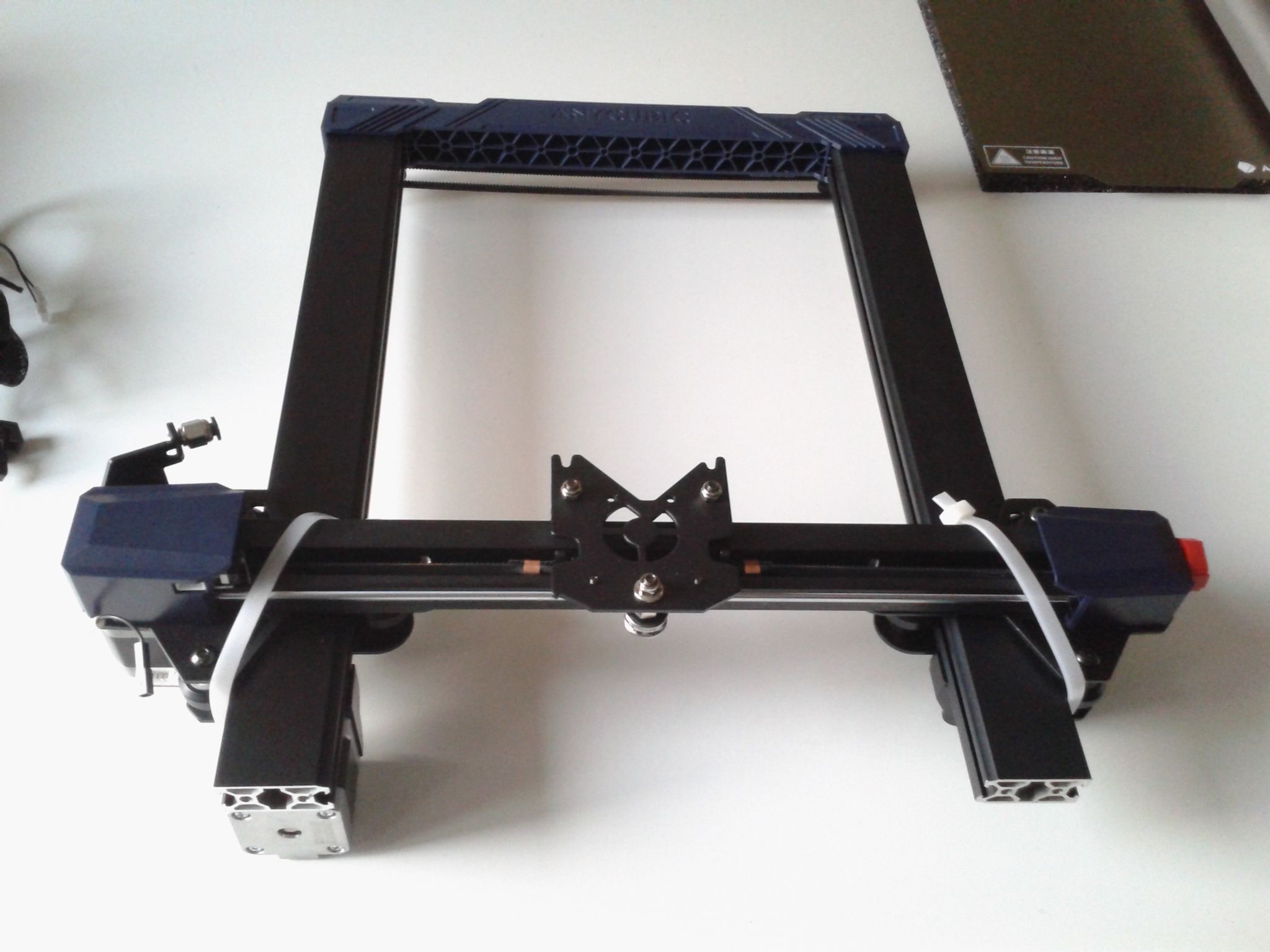
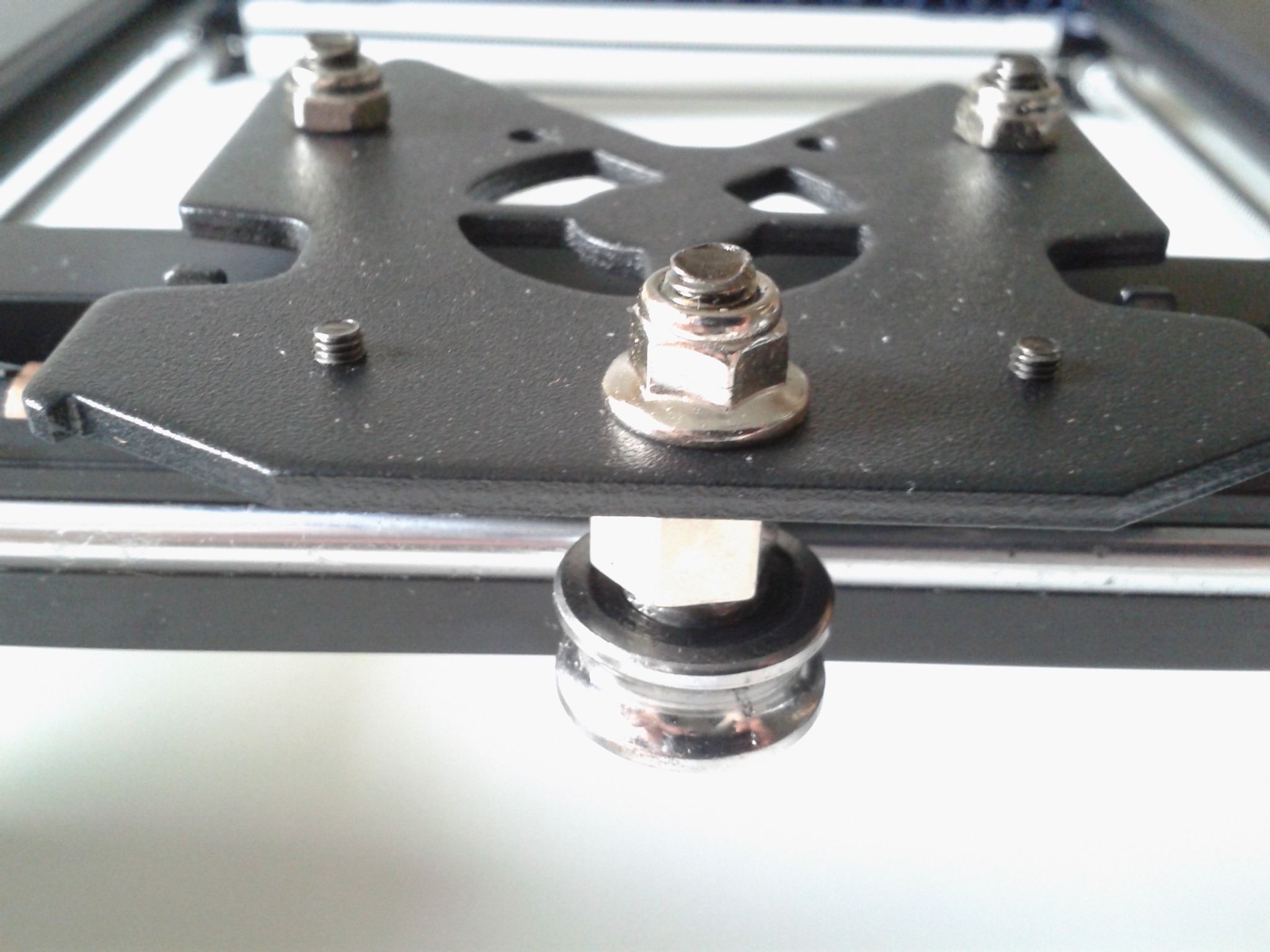
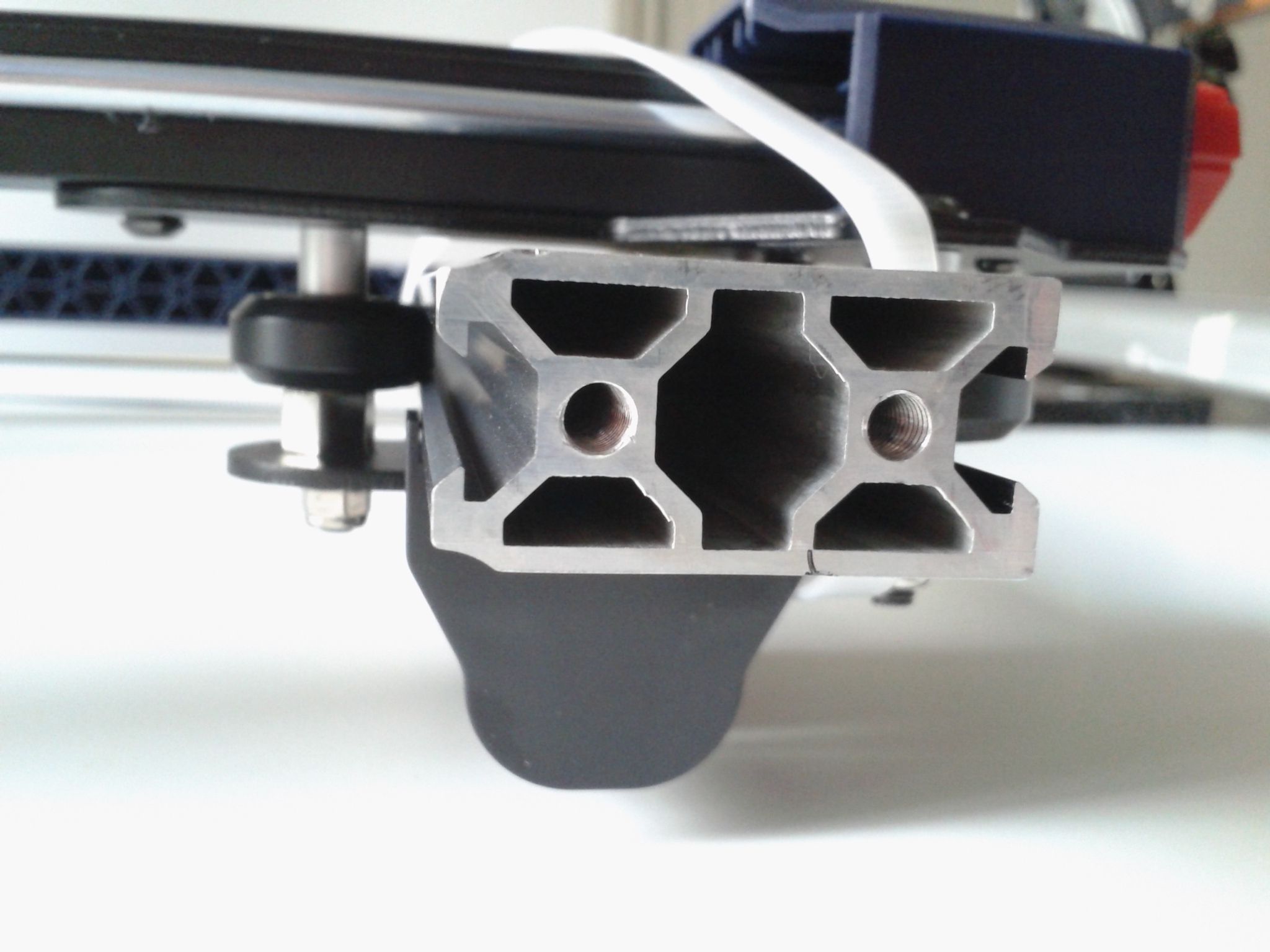
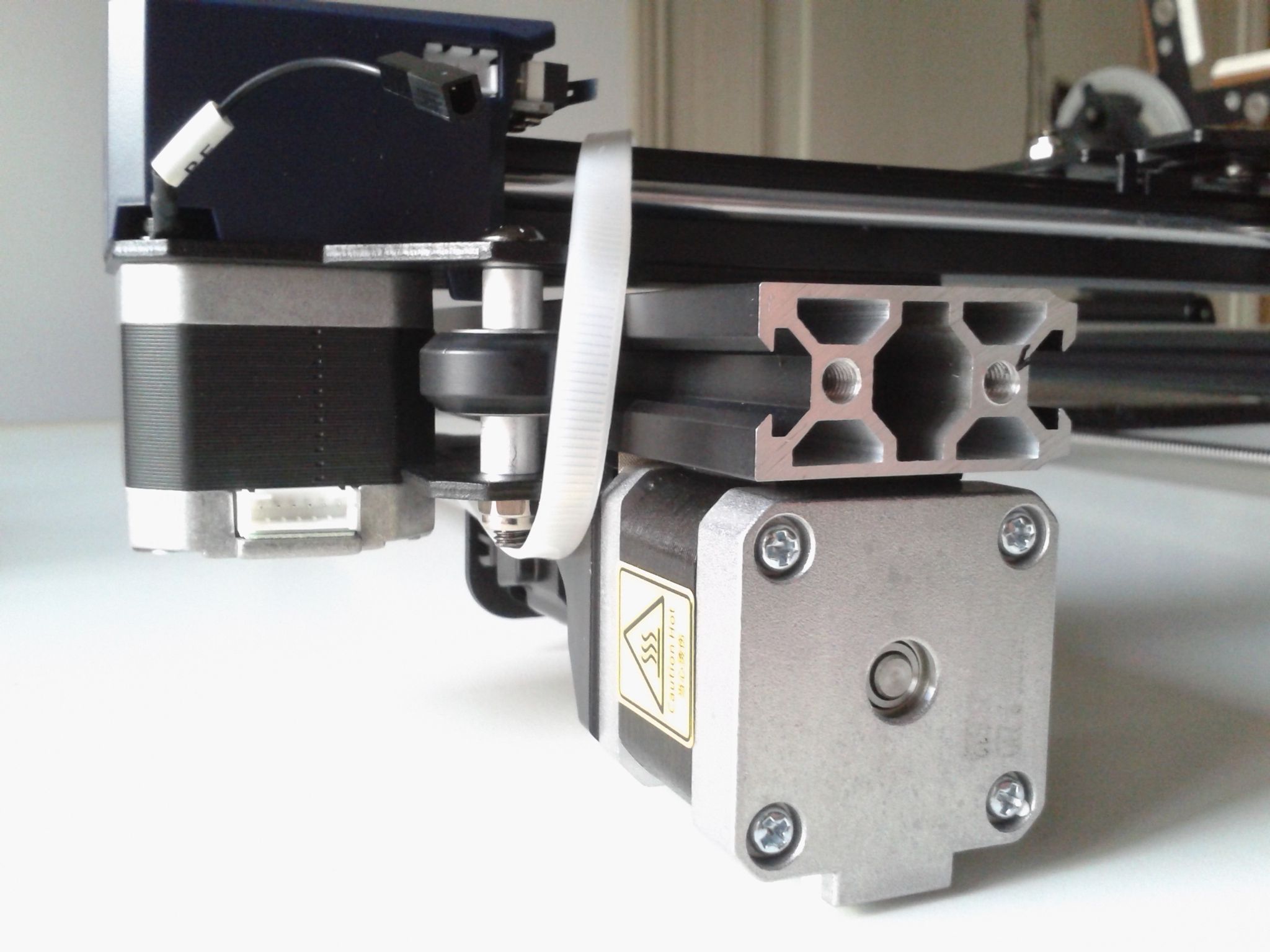
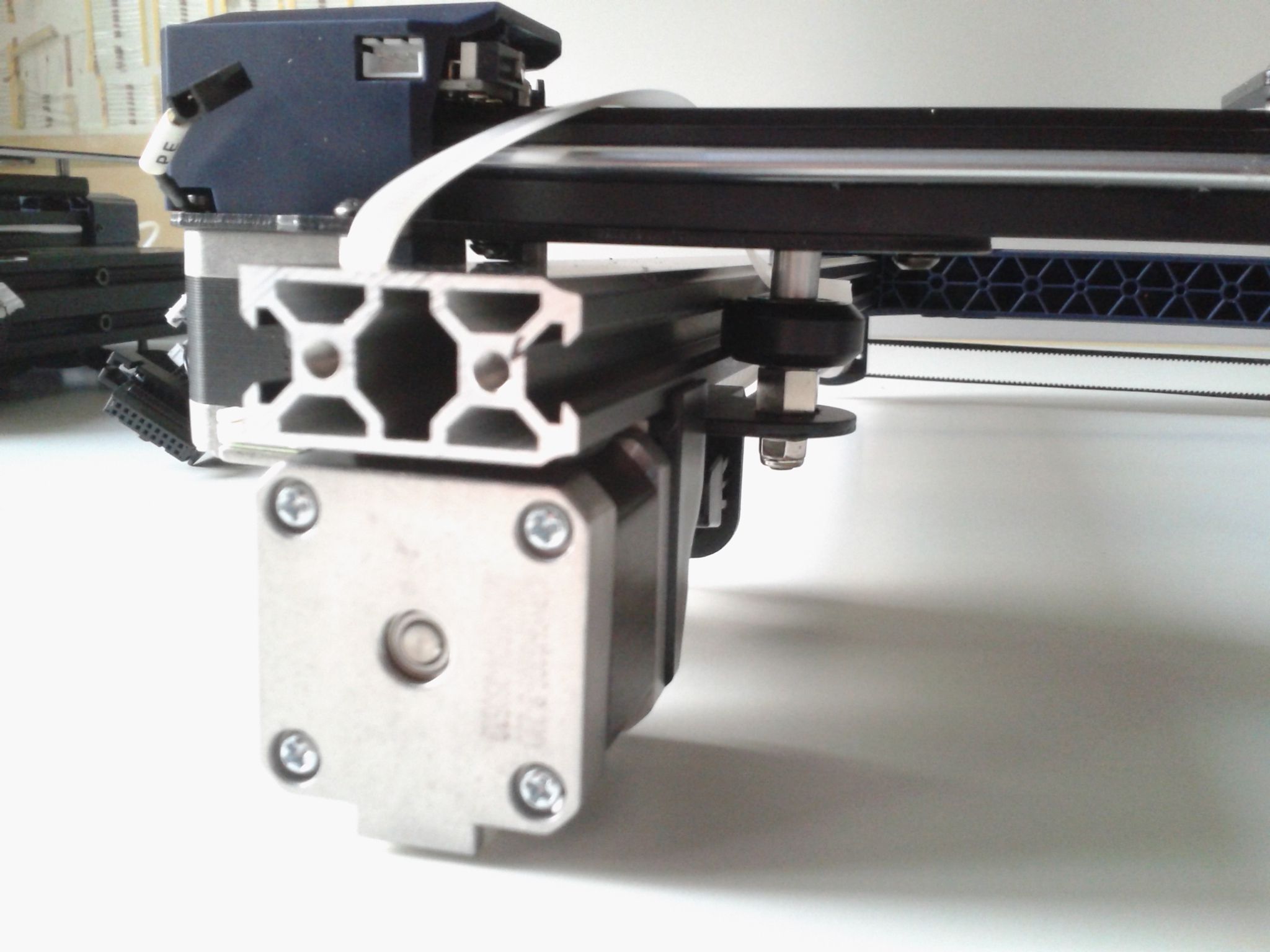
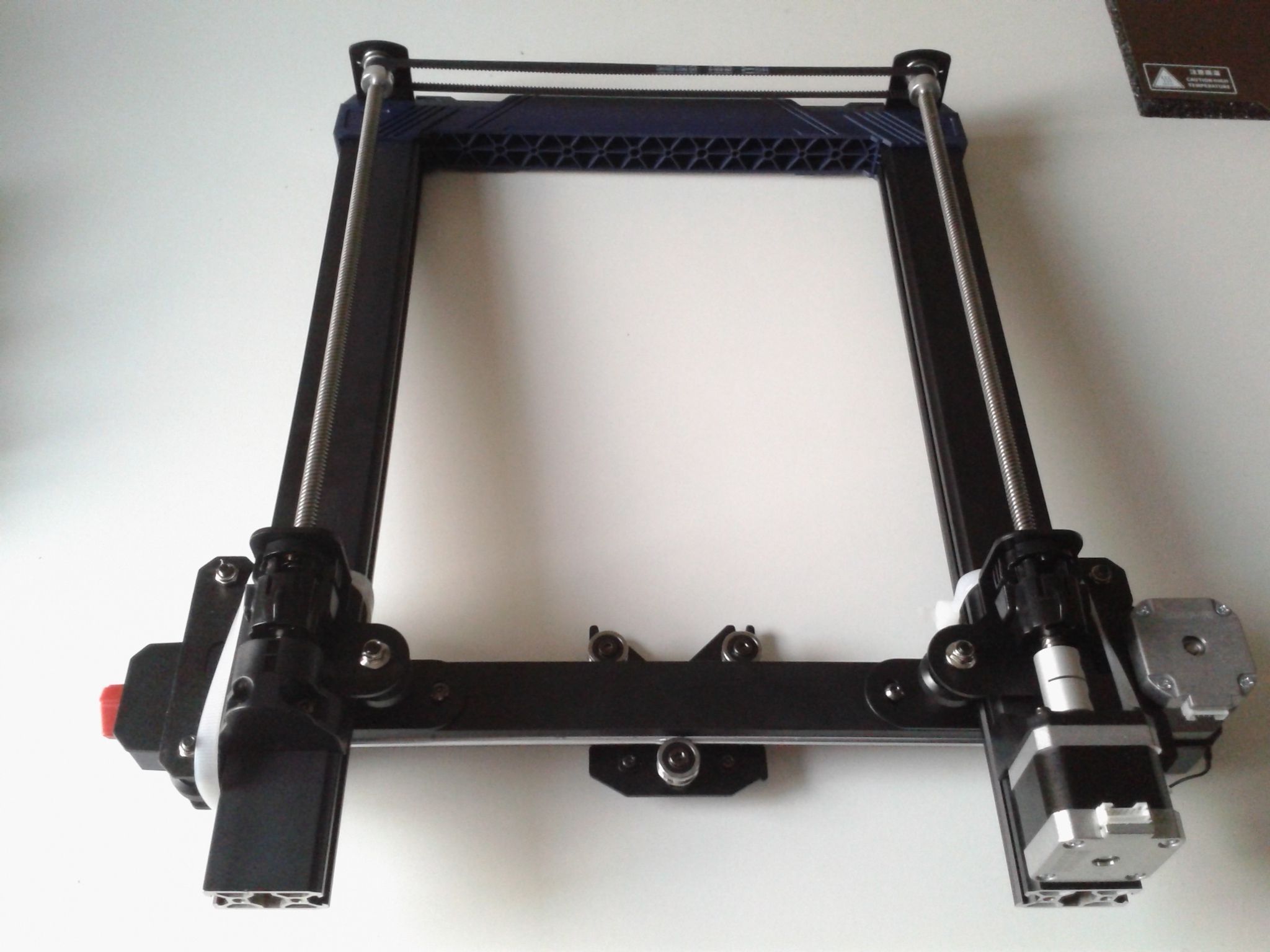
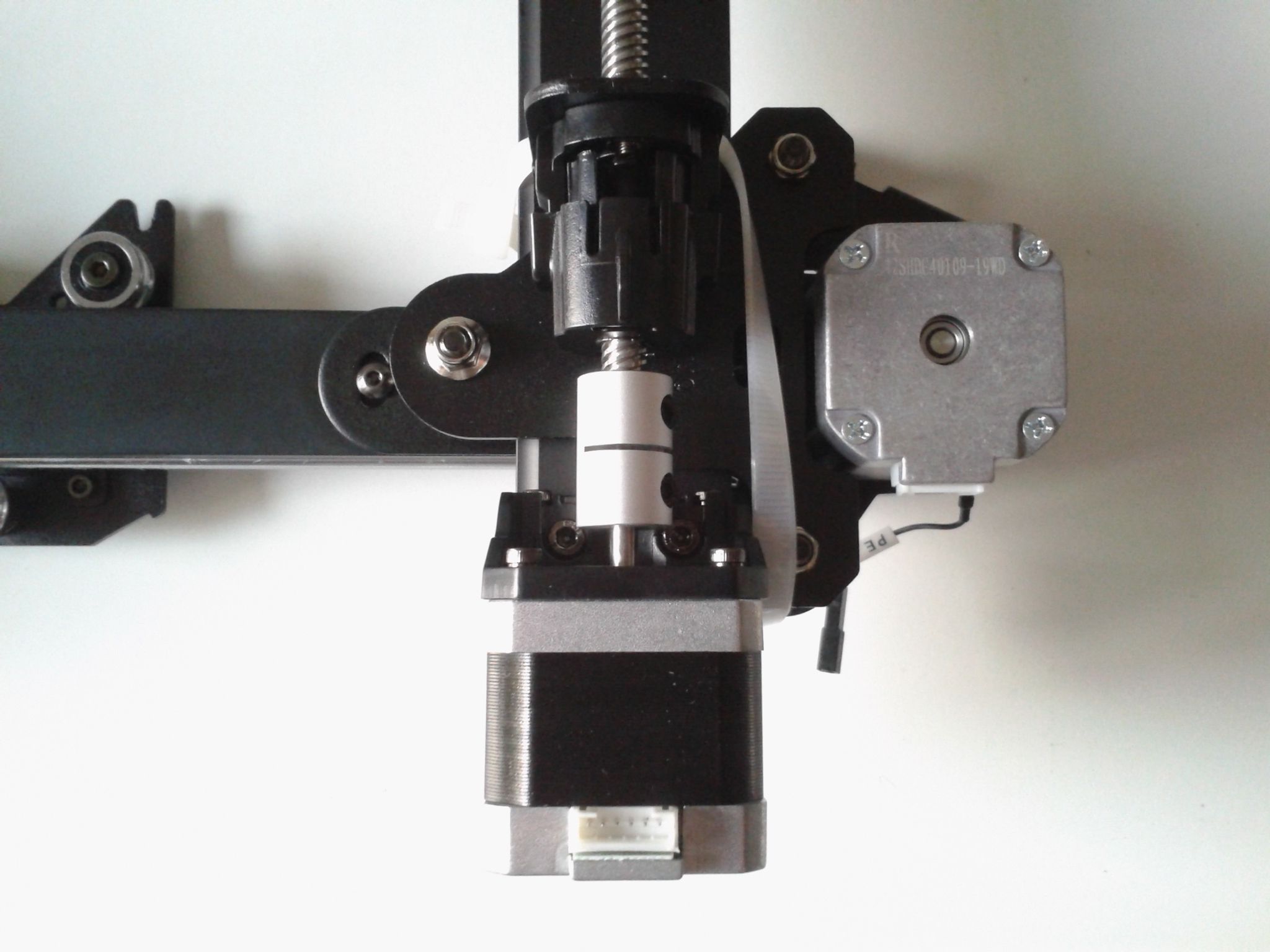
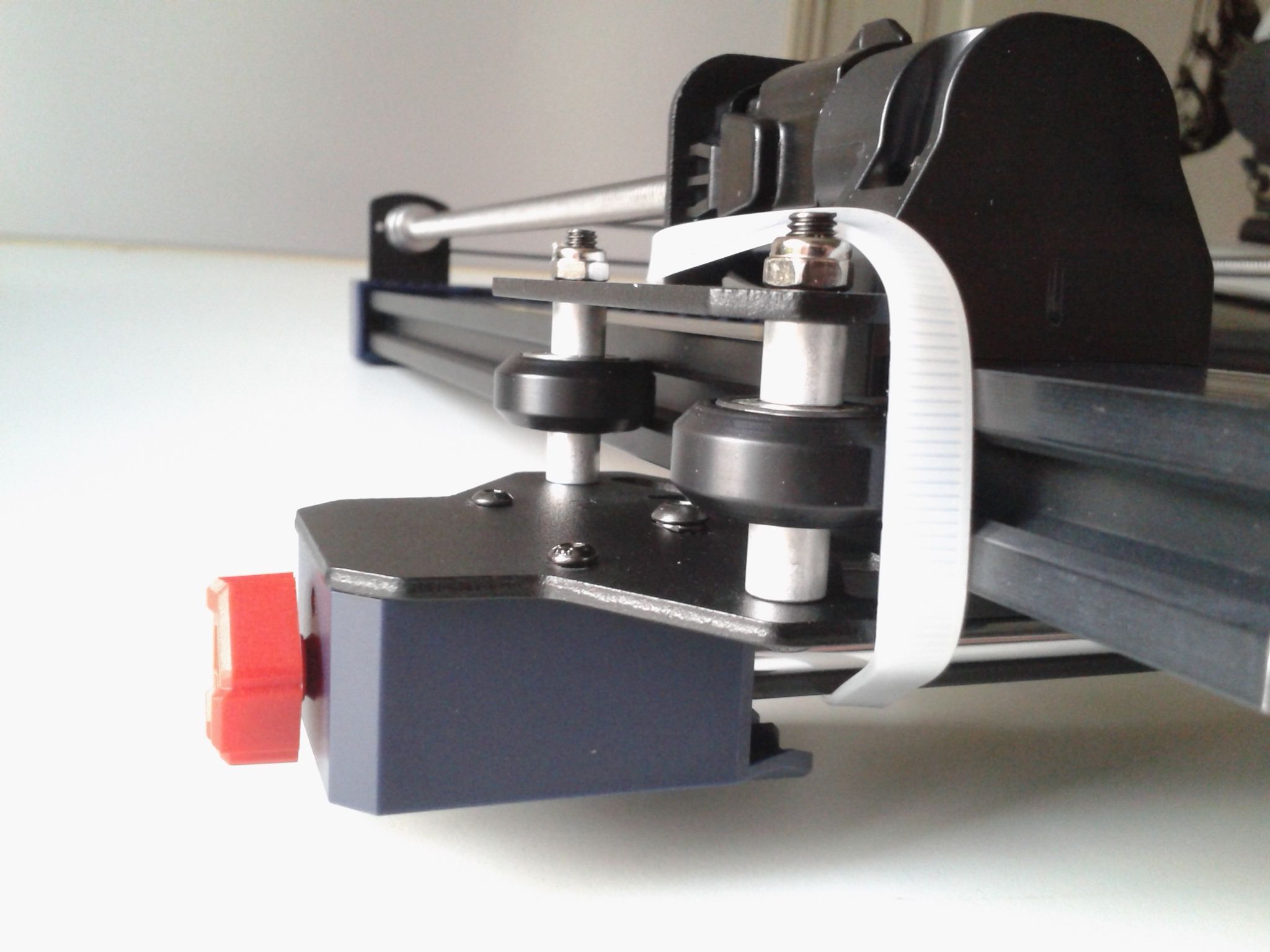
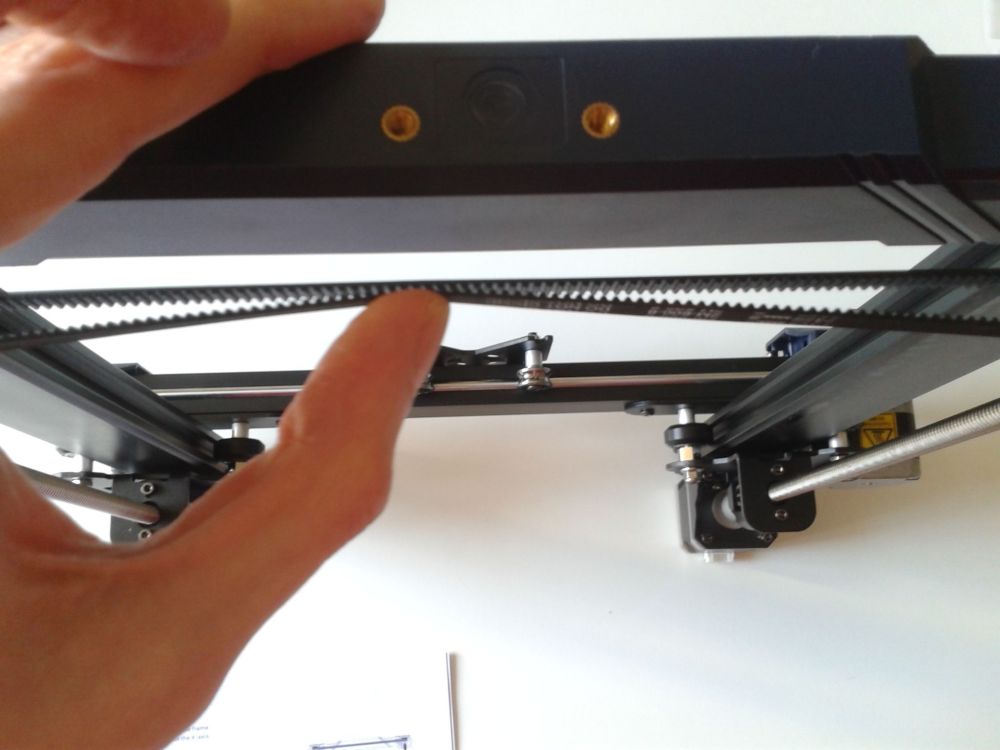
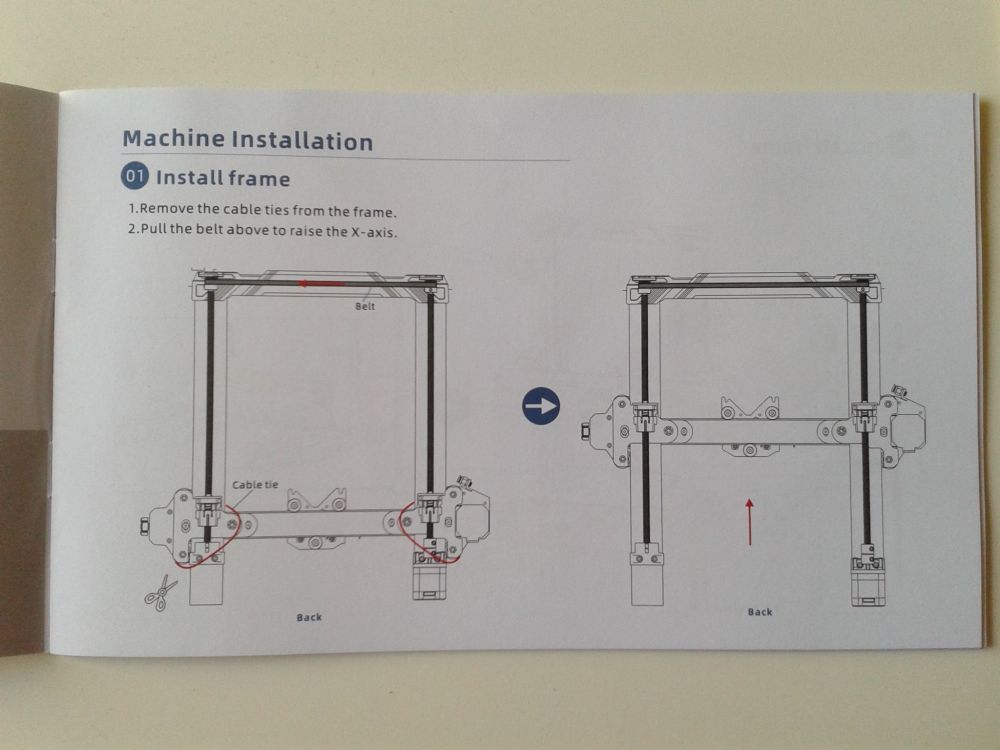
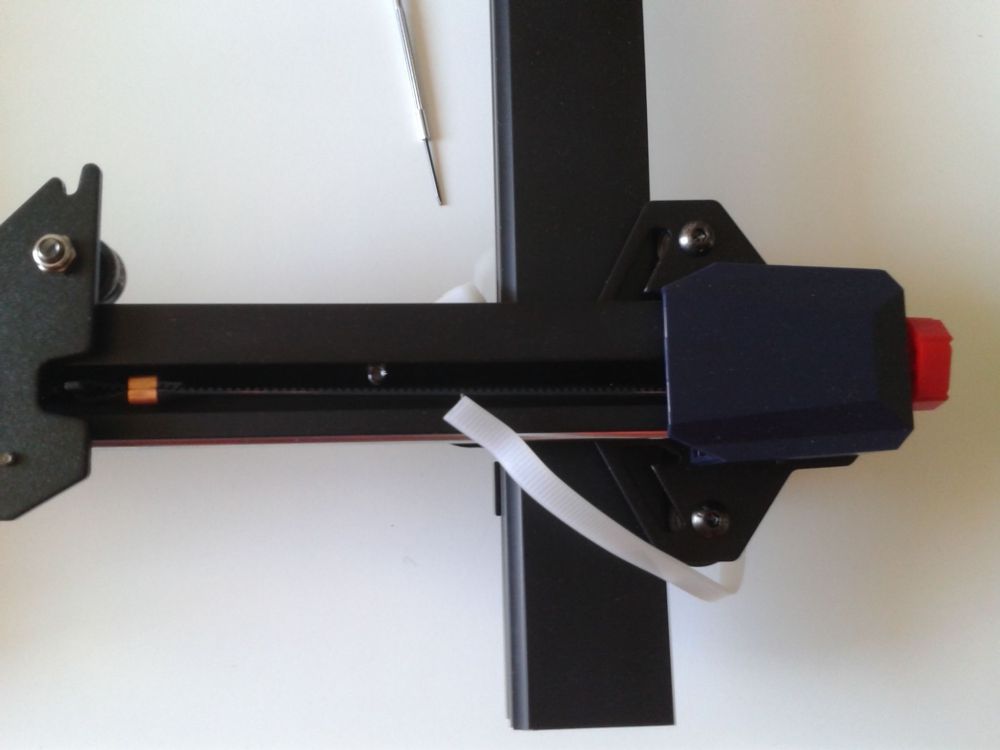
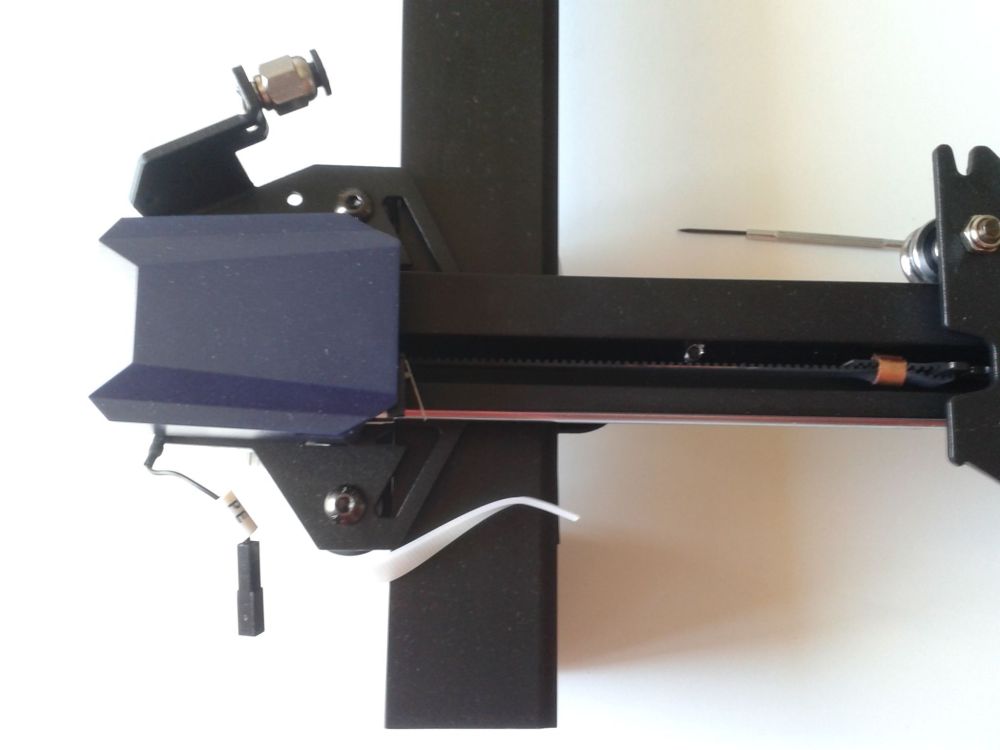
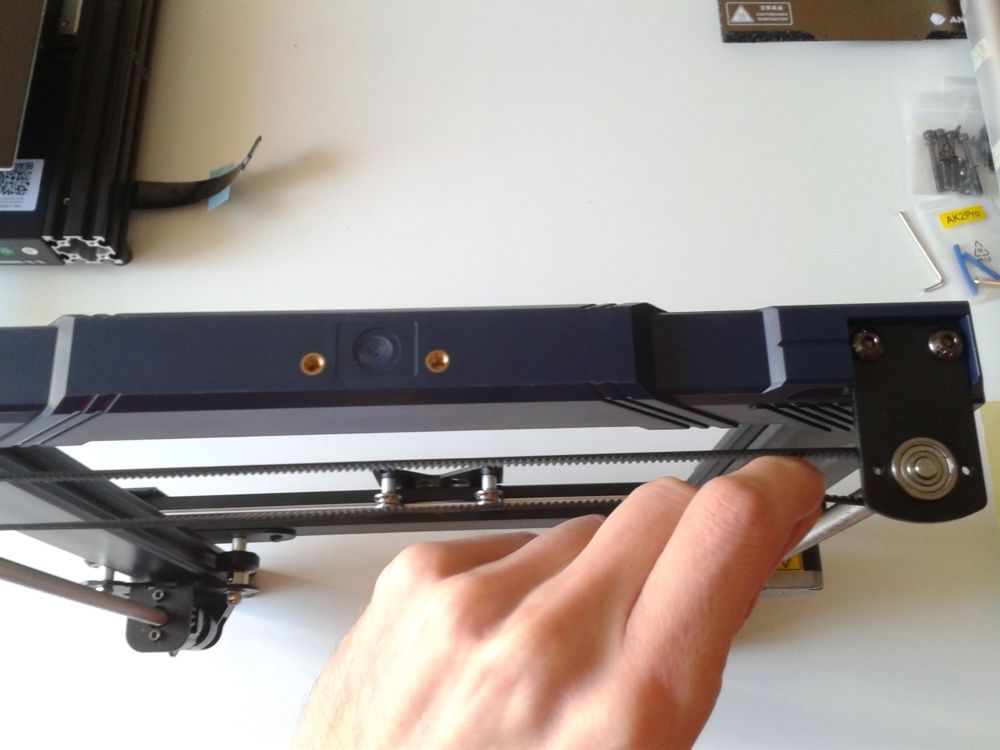
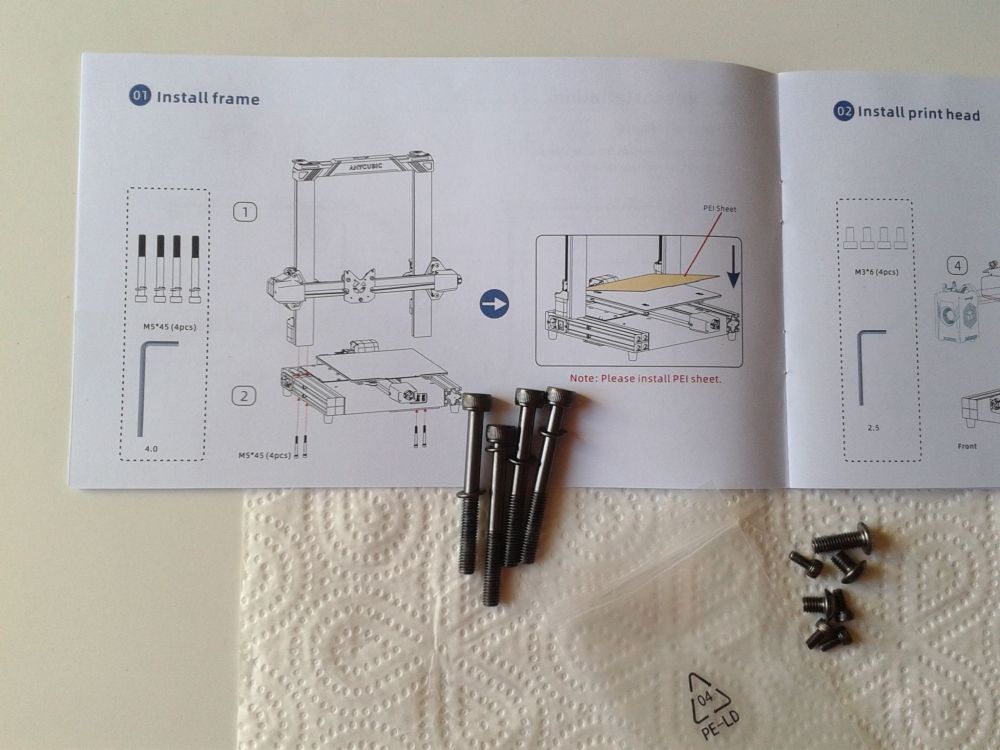
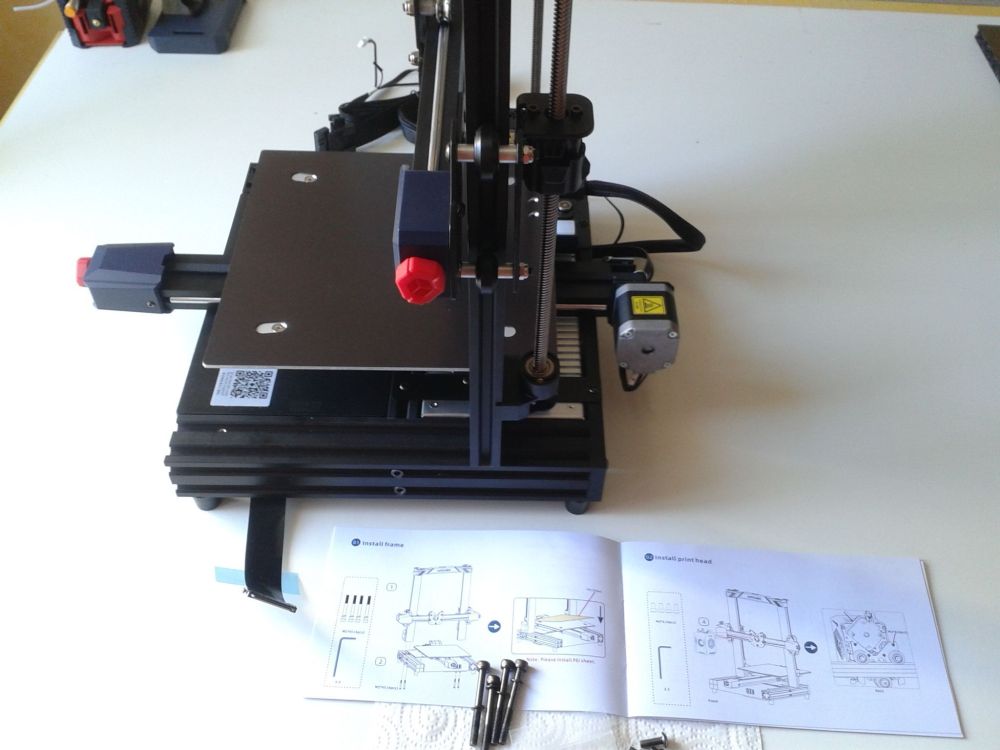
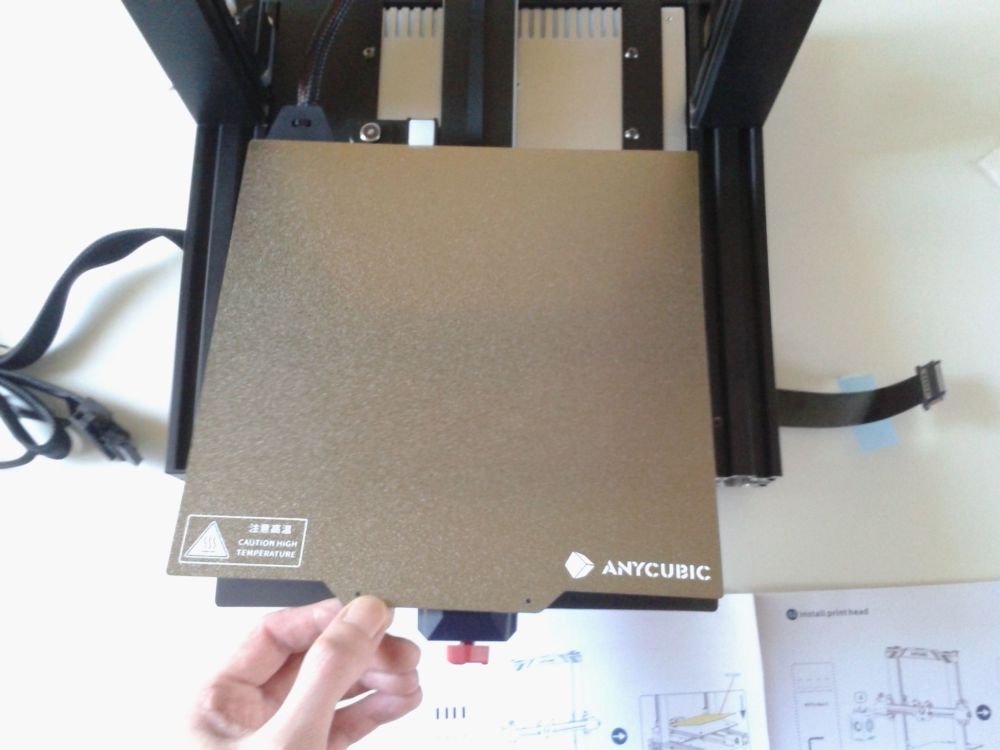
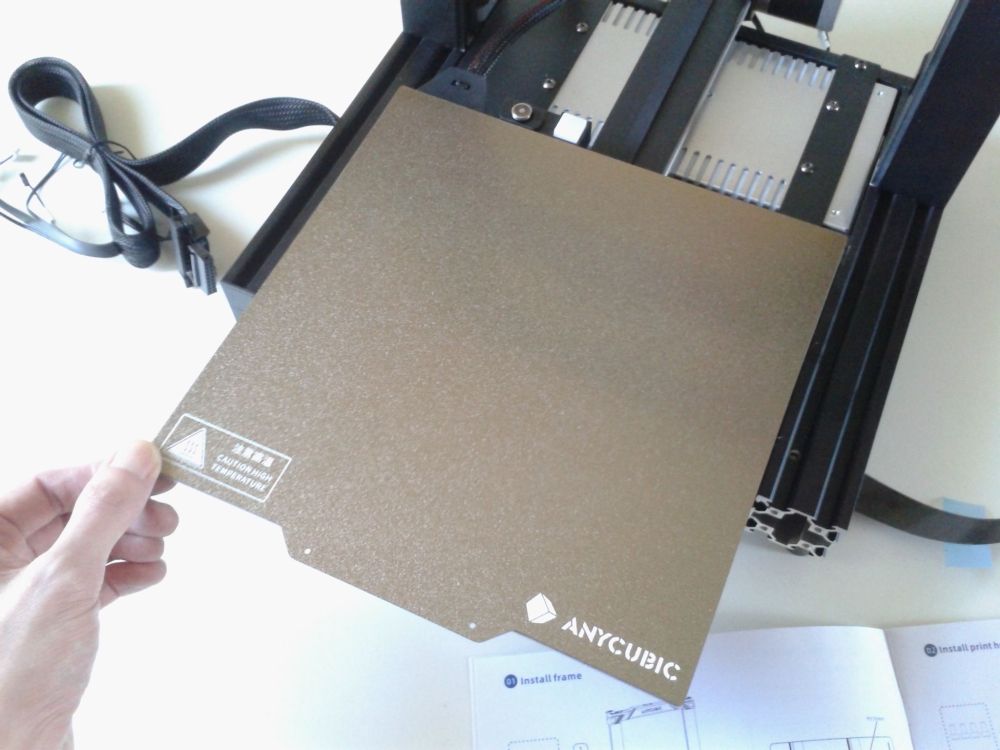
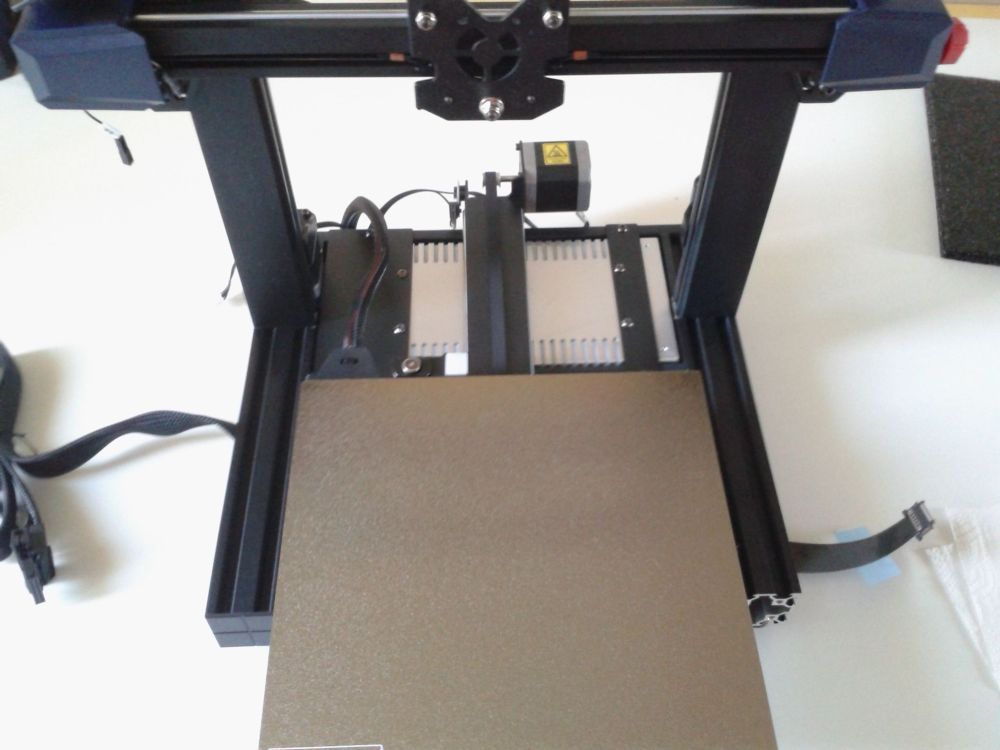
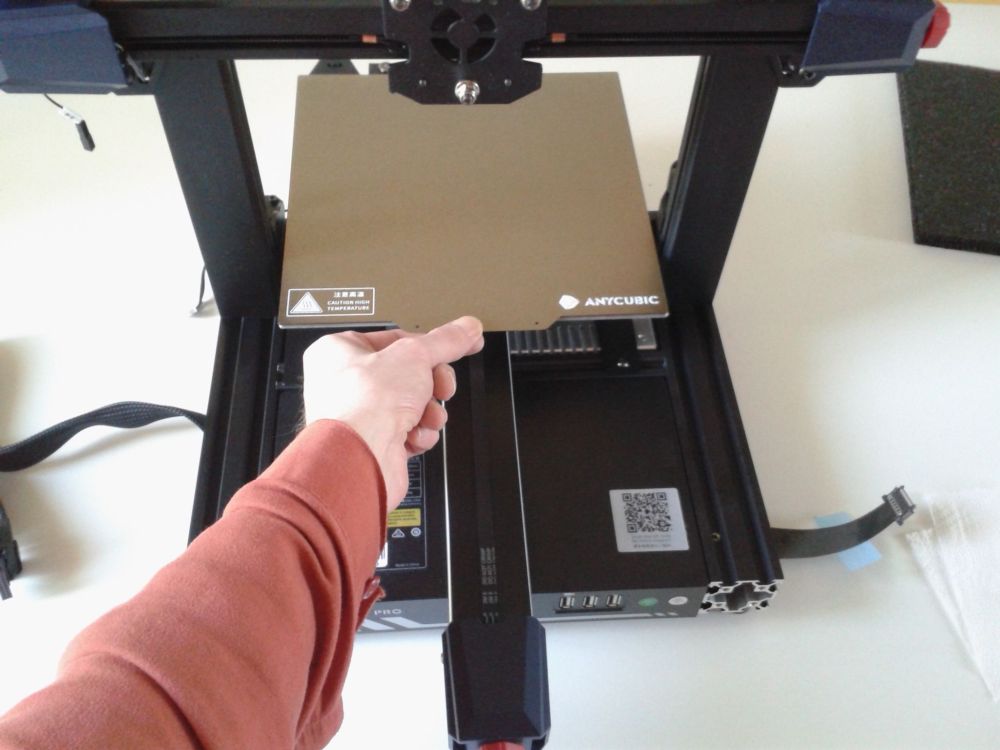
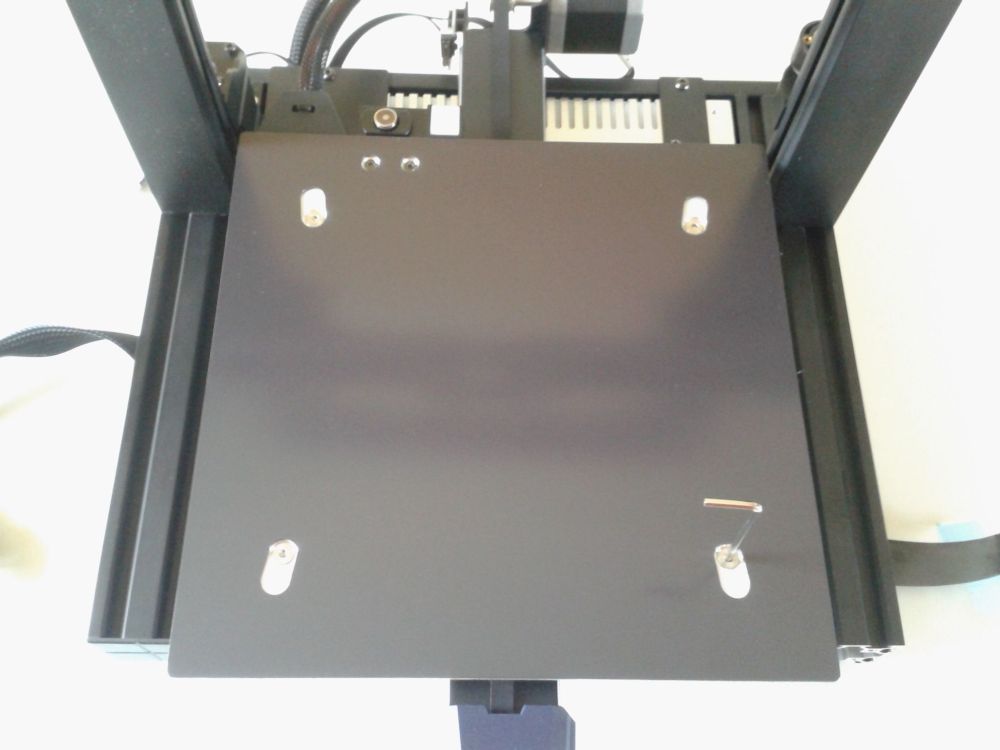
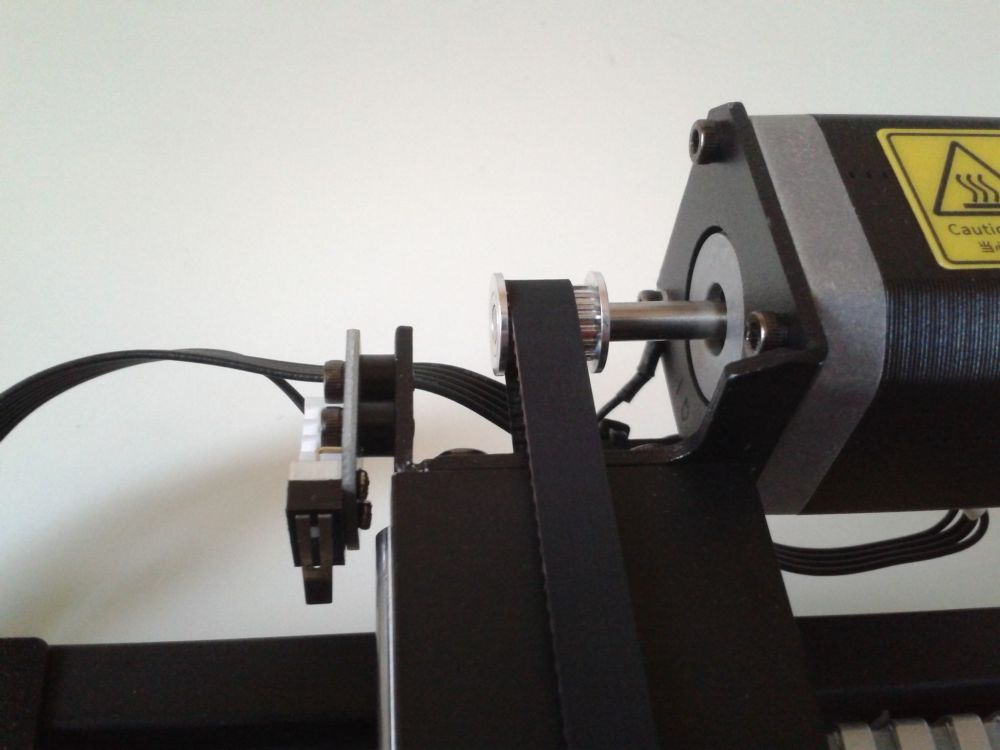
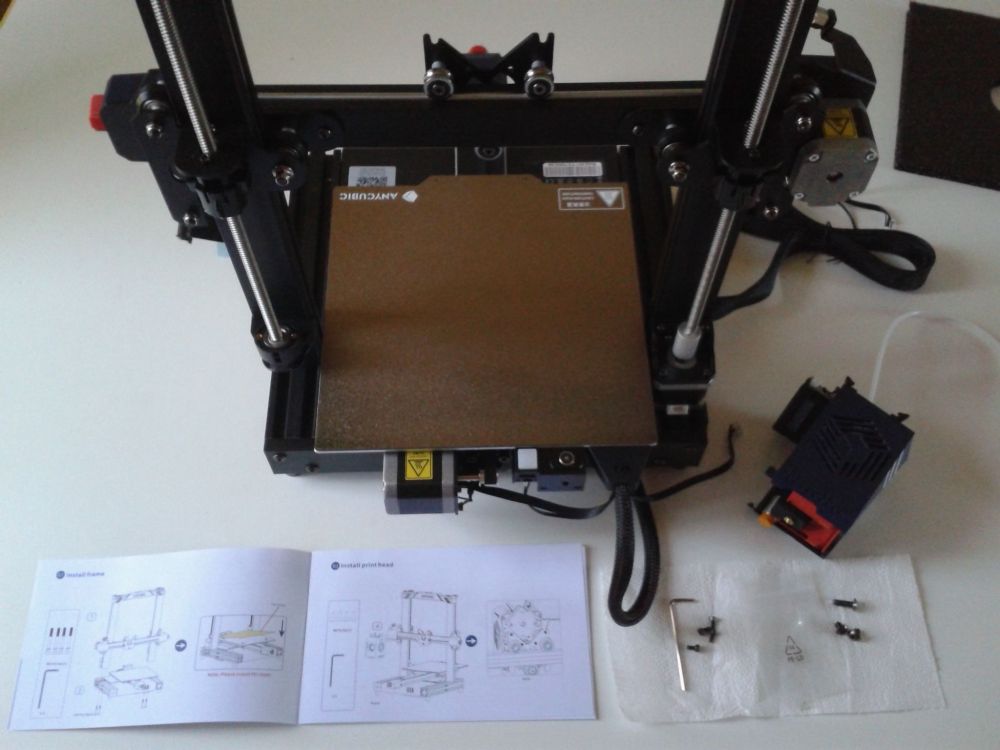
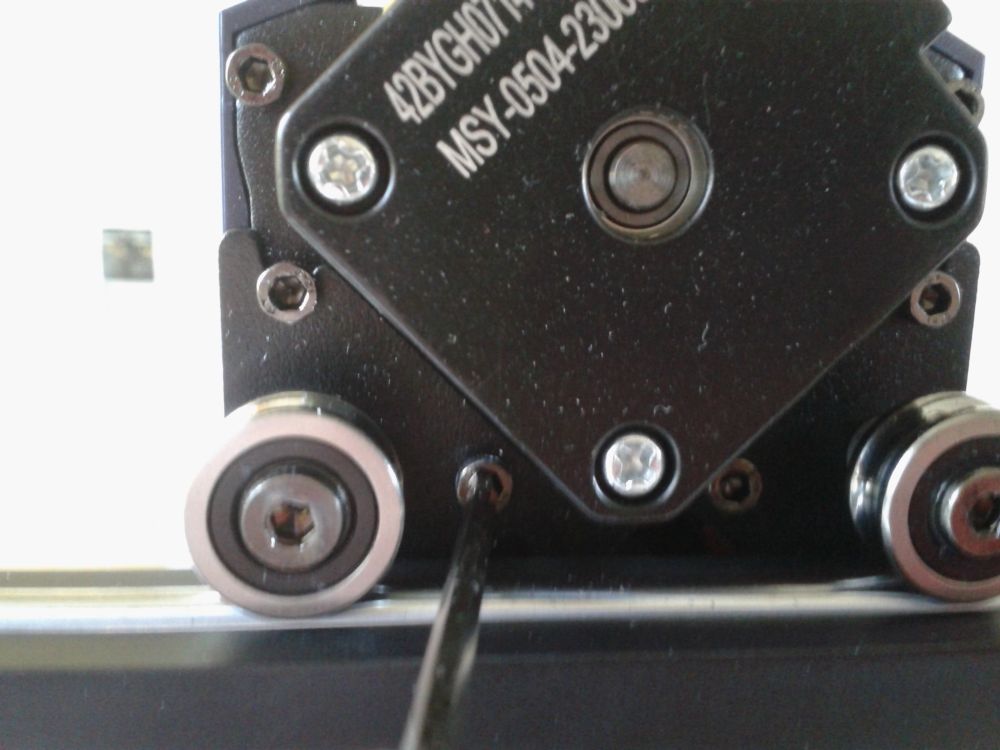
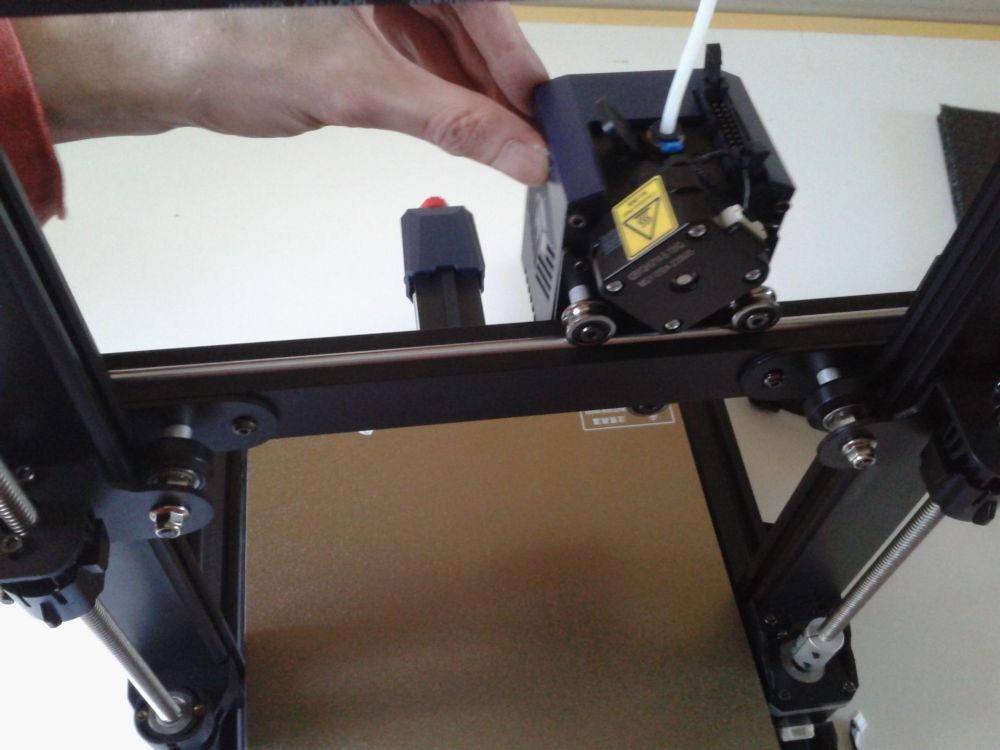
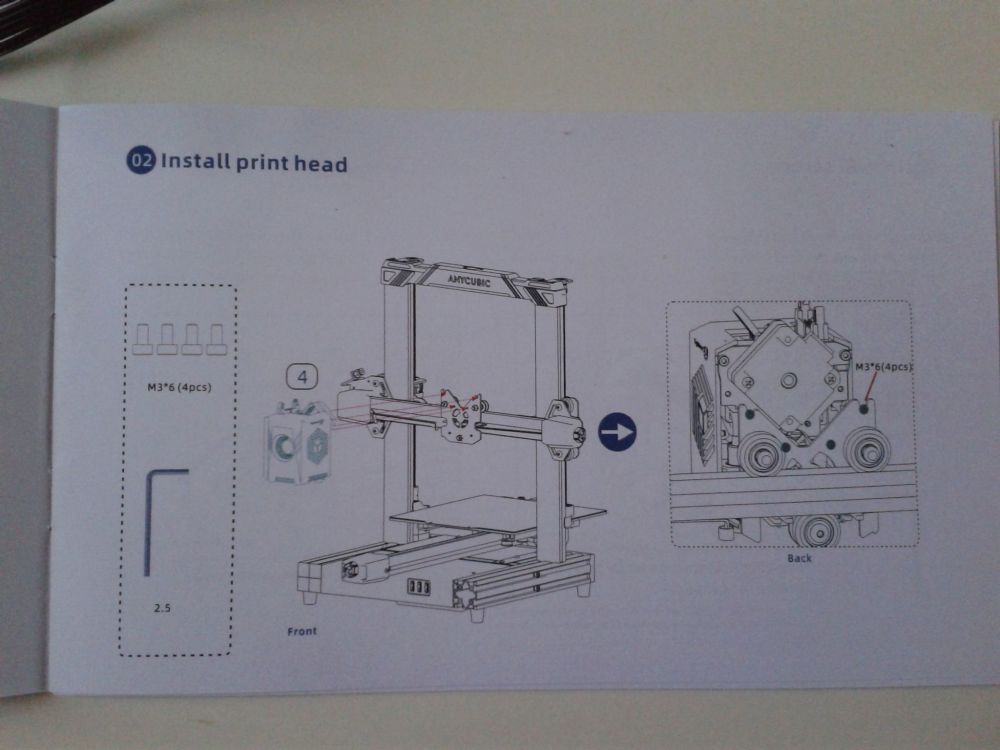
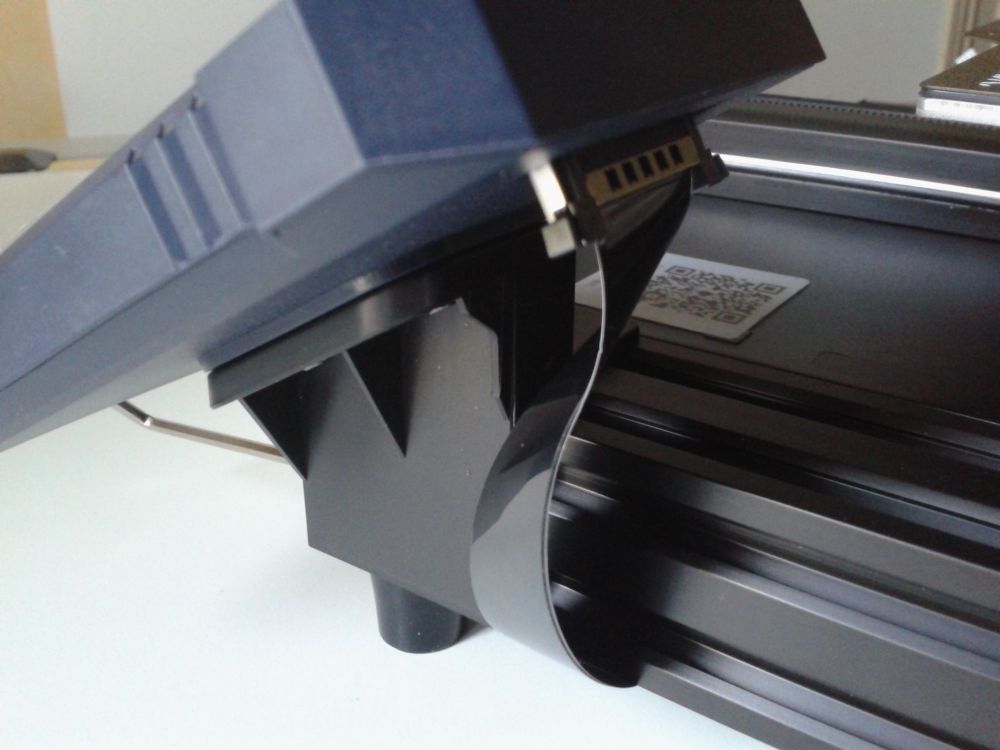
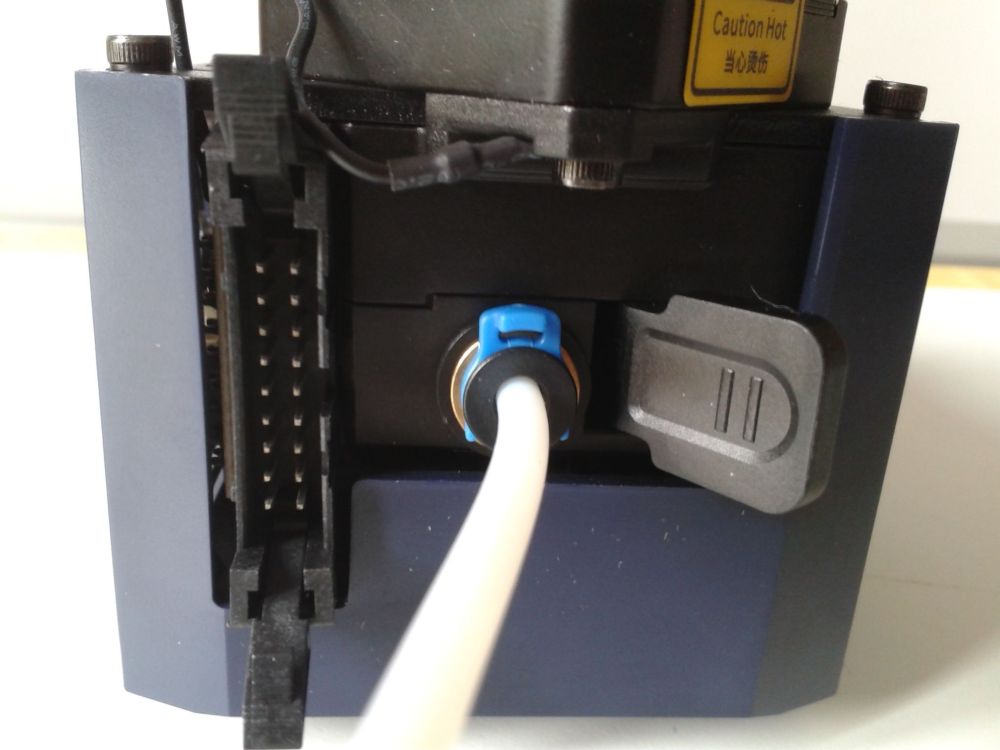
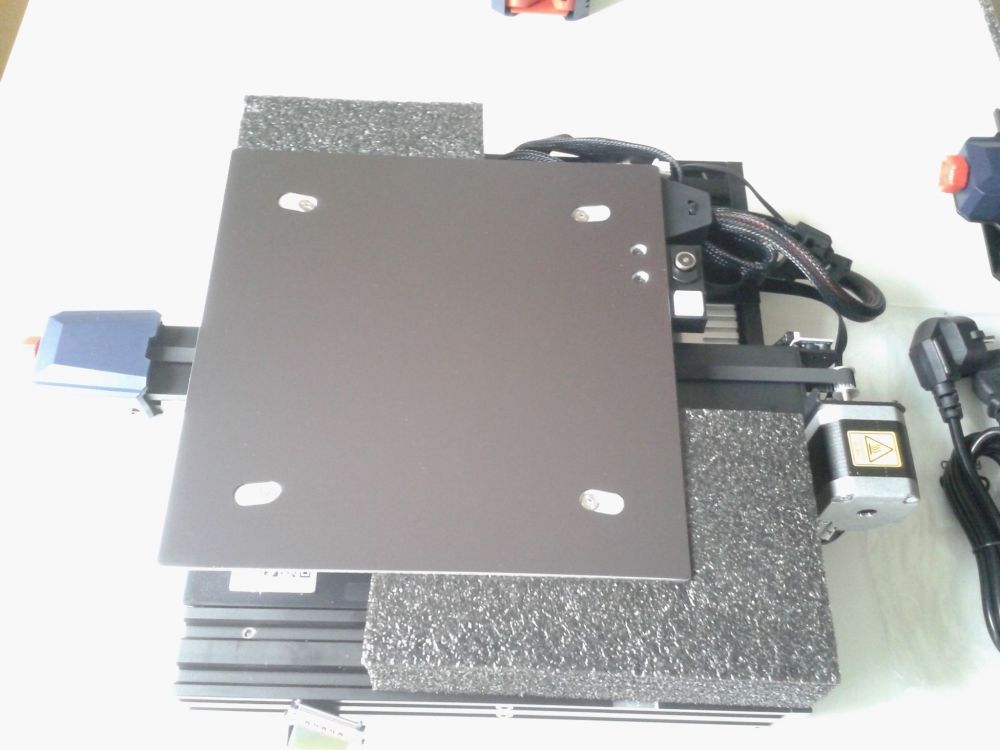
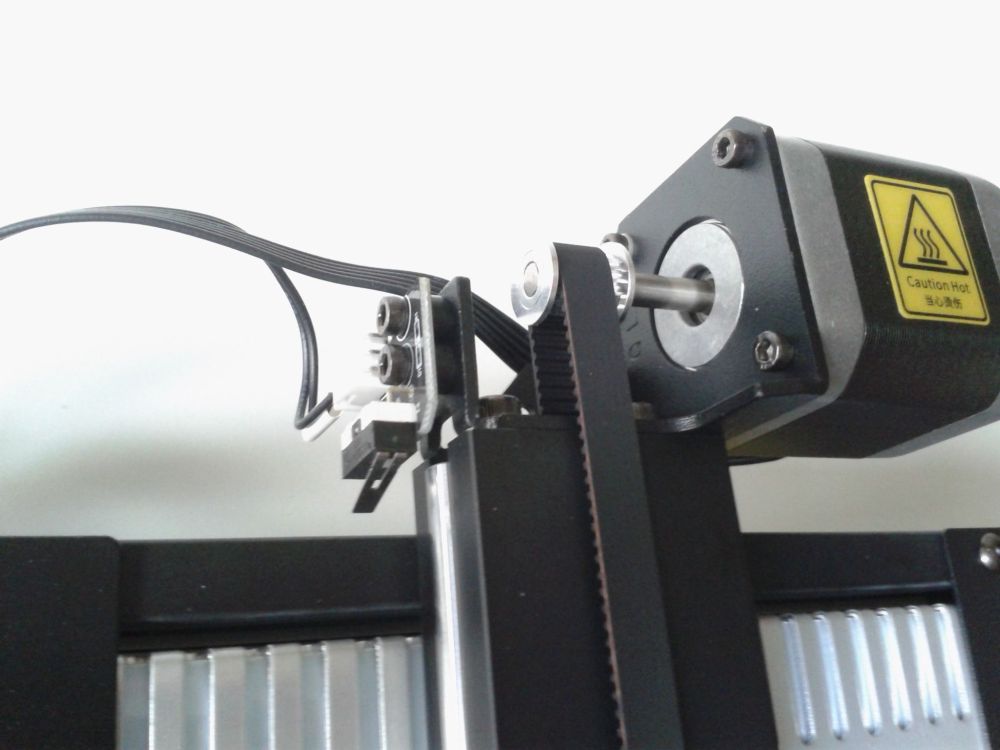
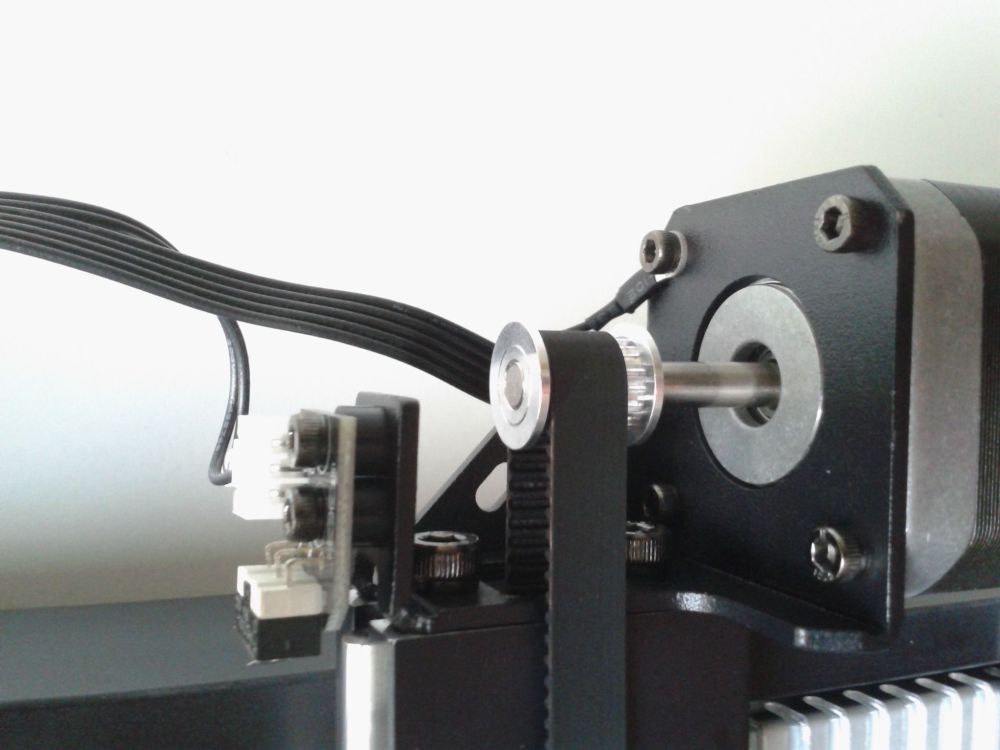
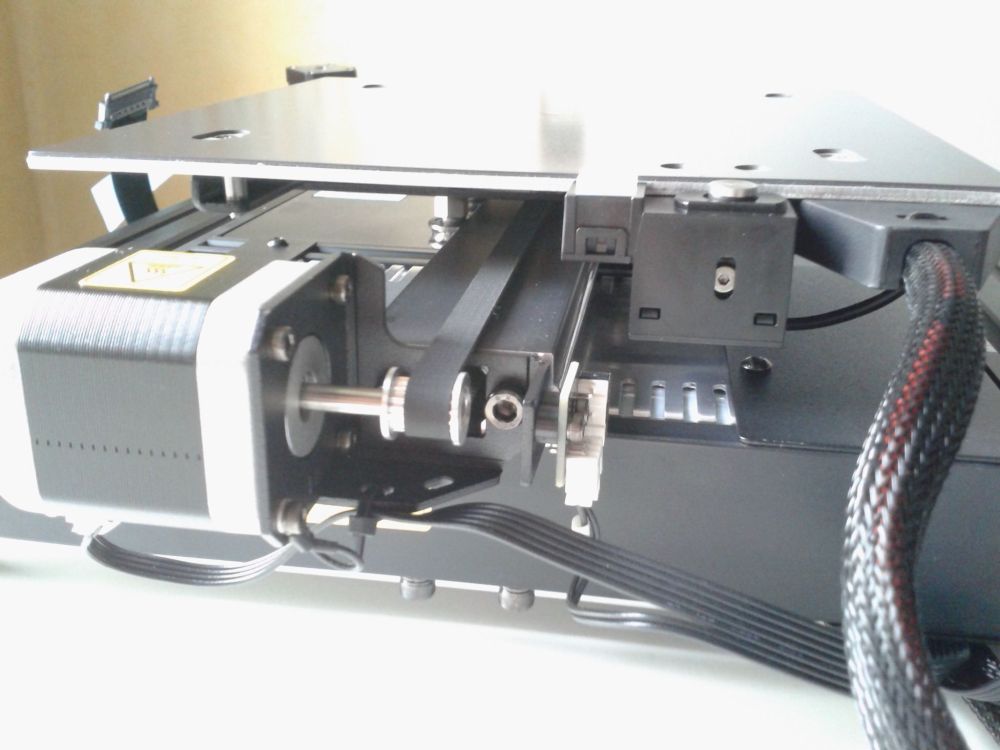
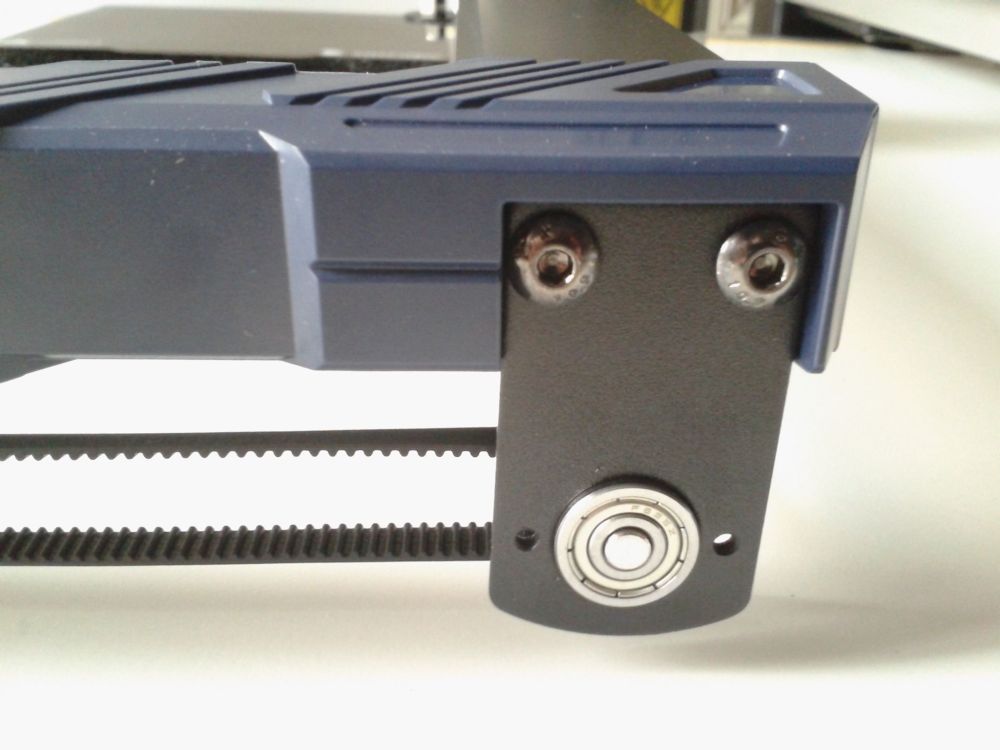
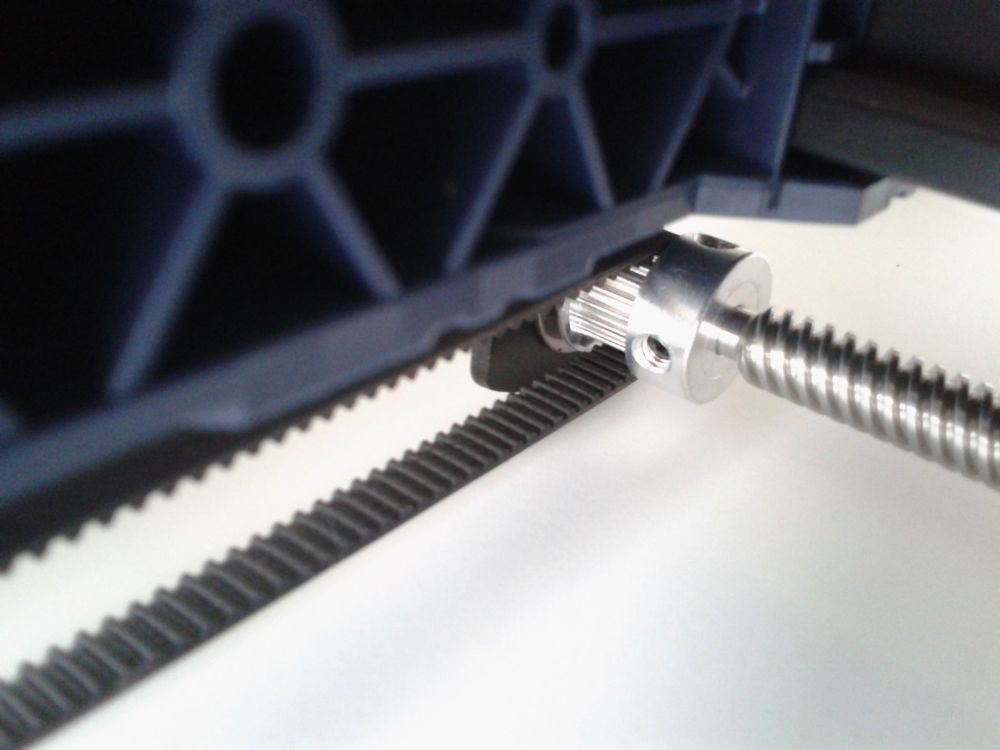
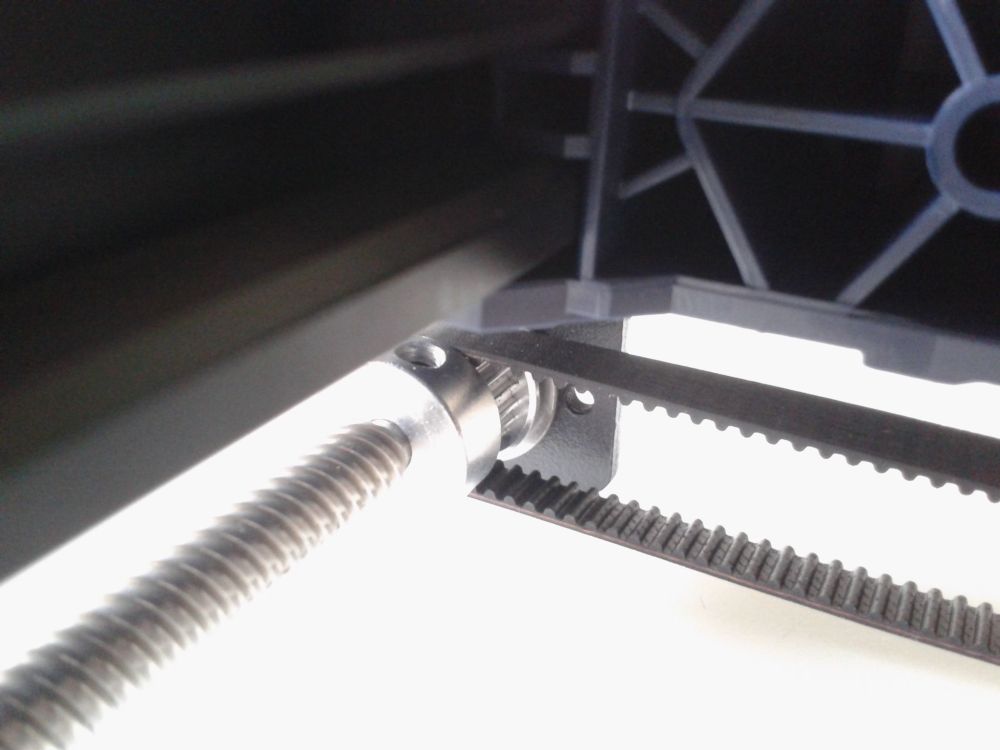
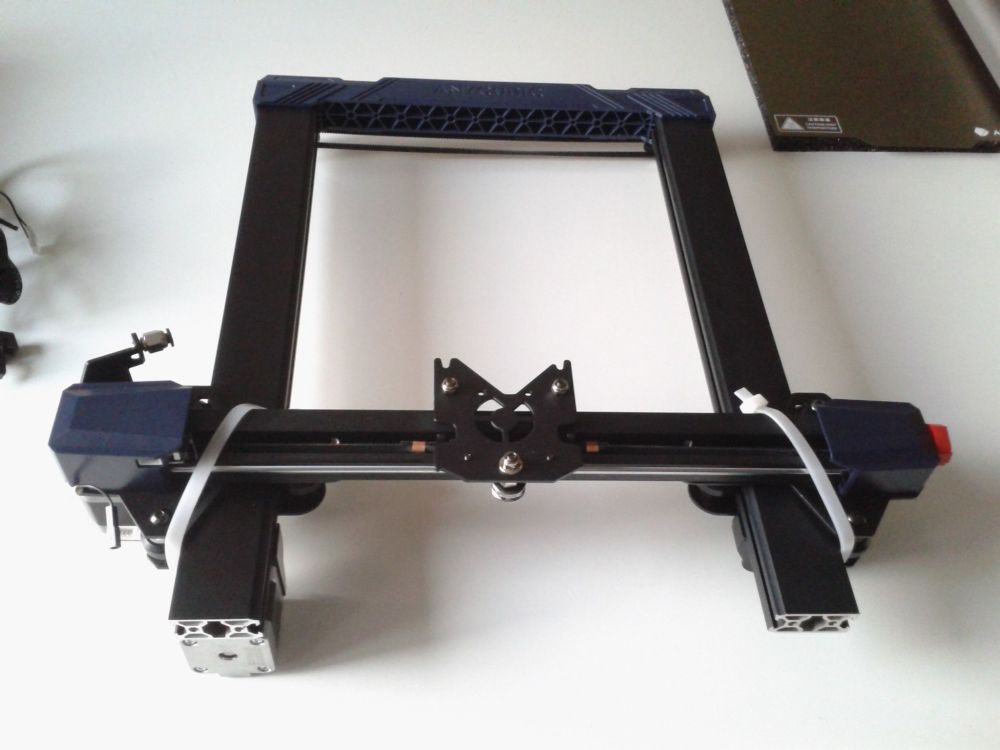
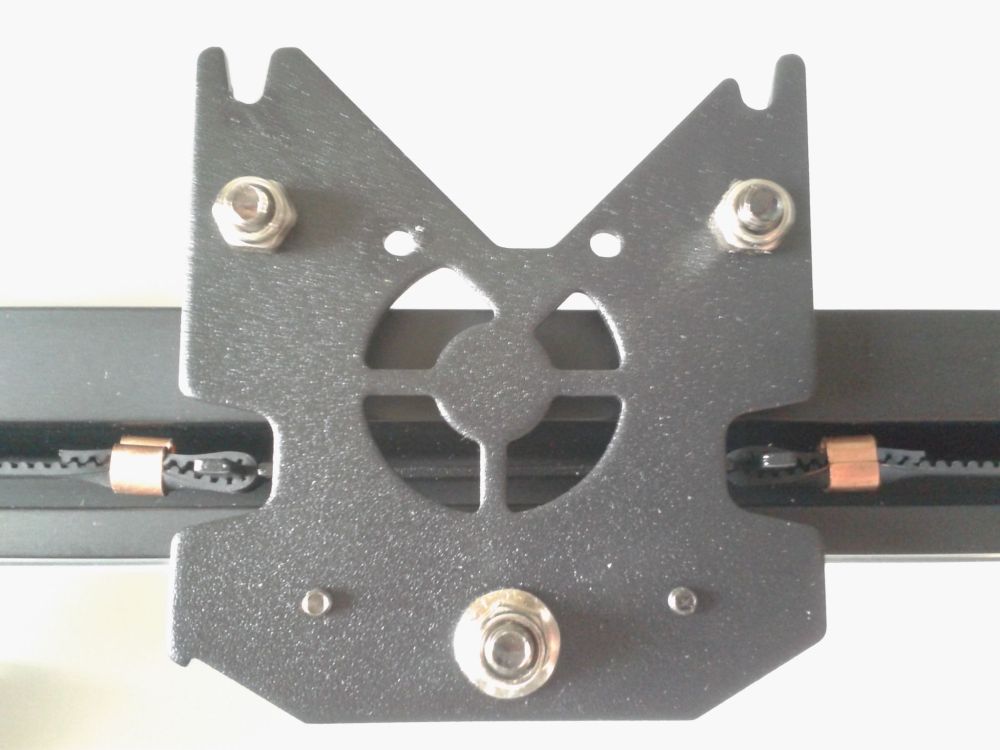
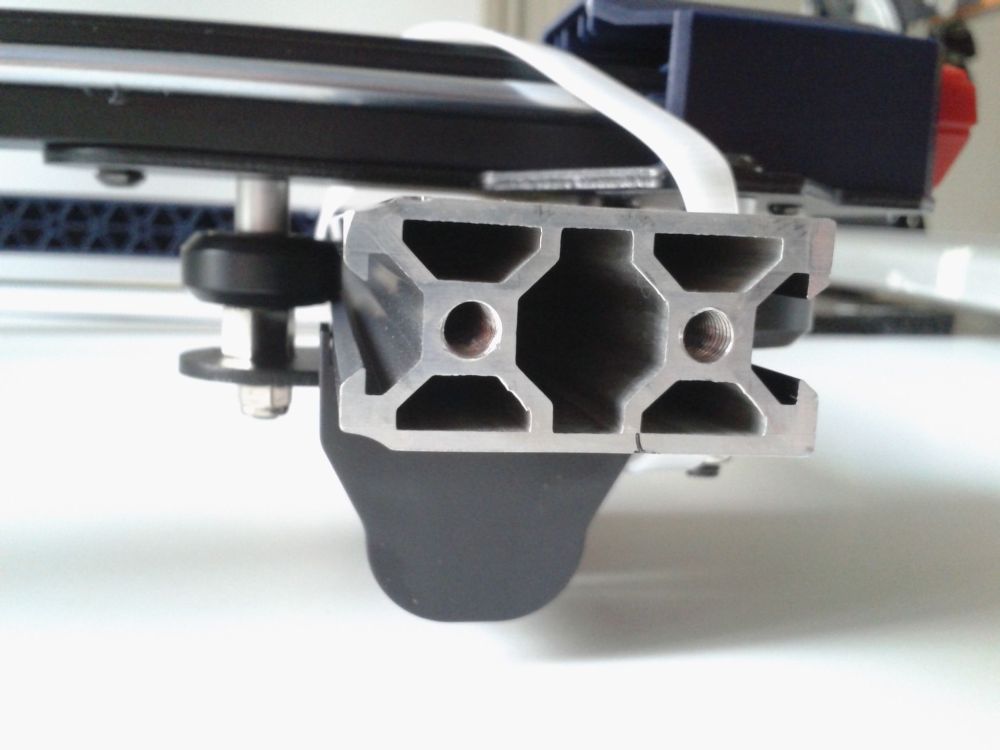
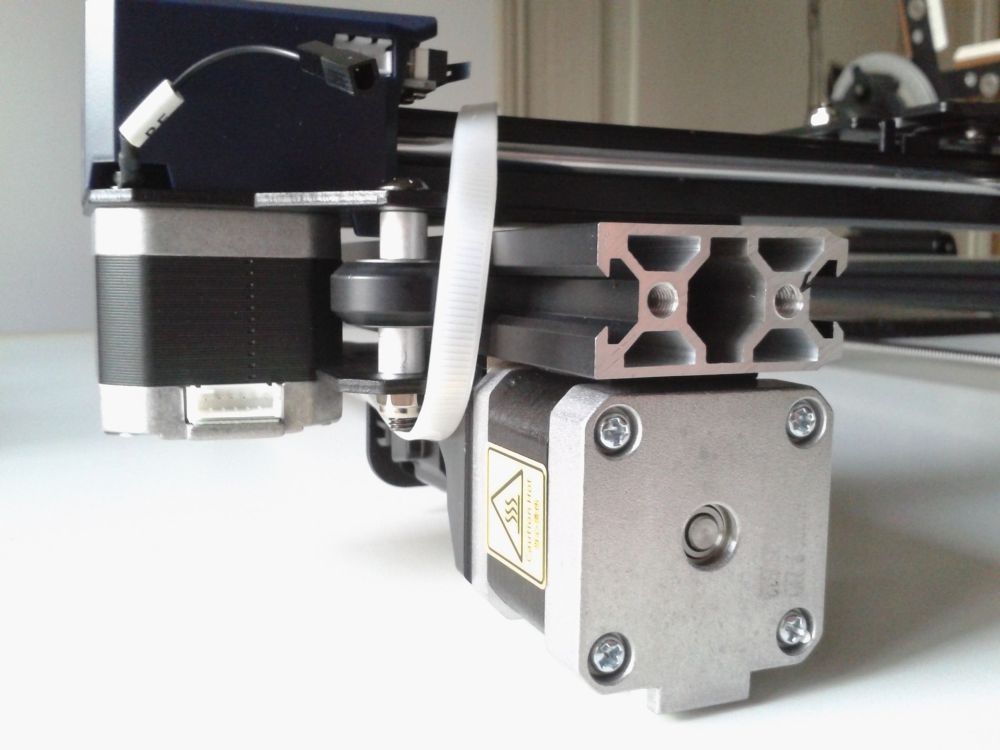
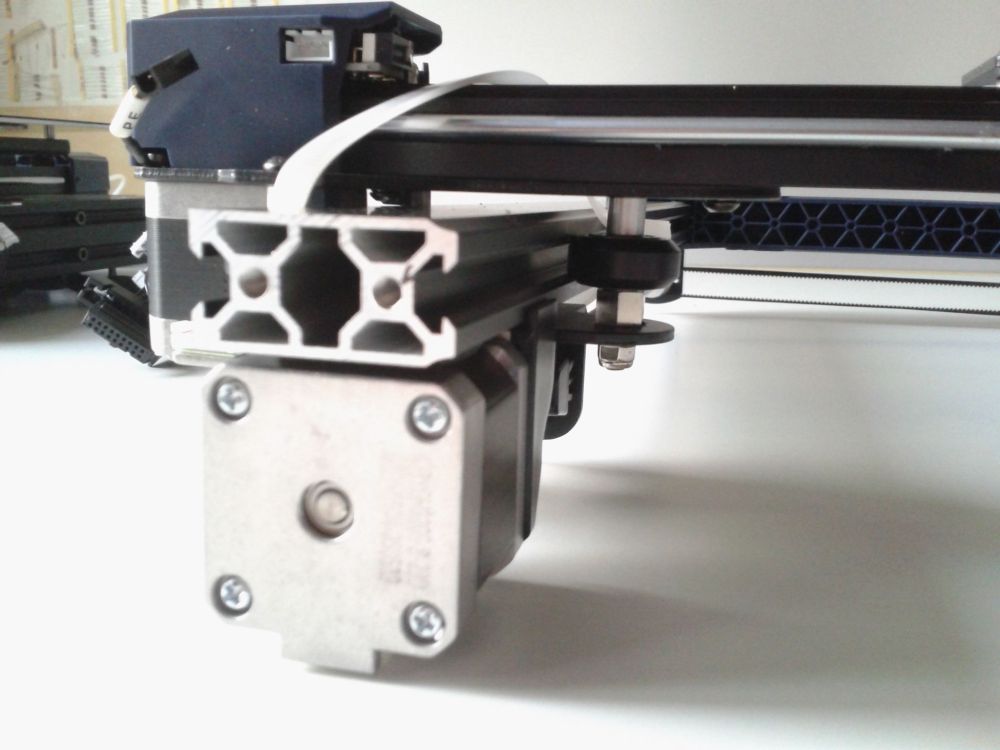
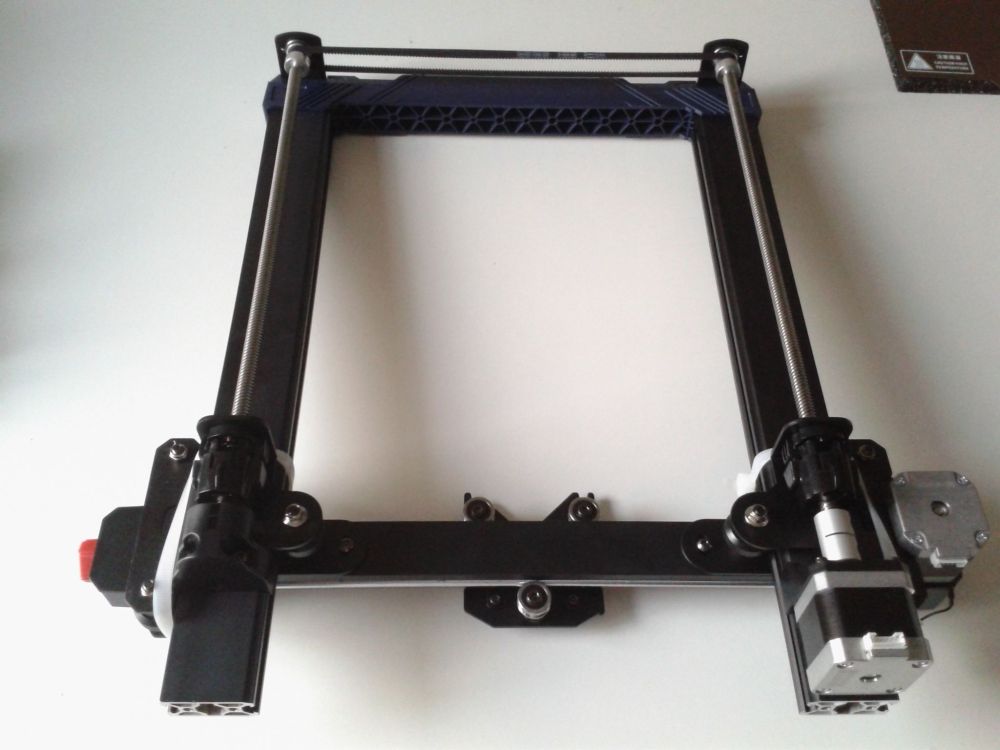
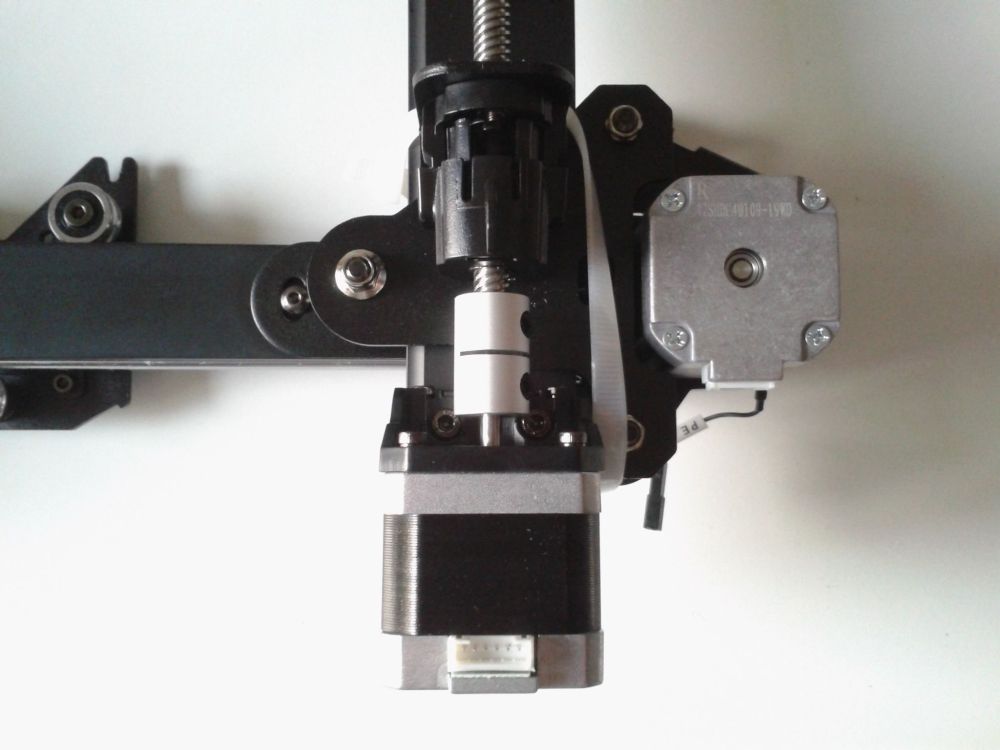
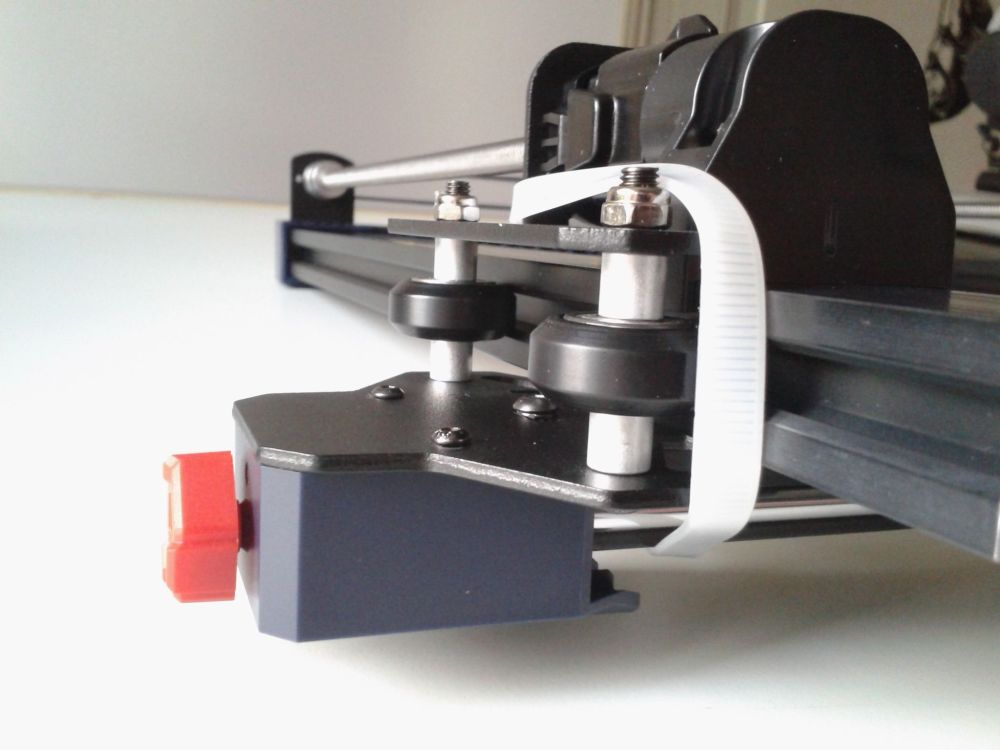
Le montage de la "Anycubic Kobra 2 Pro" Vidéos officielles de https://www.youtube.com/@ANYCUBIC3D du déballage et montage "Unboxing | A video takes you to go through all the details of Anycubic Kobra 2 Pro" juste du montage (annotée) "Assembly for Anycubic Kobra 2 Pro" Âpres avoir enlevé les "colliers colson" ("zip-tie"), pincer et tirer la courroie de synchronisation Z, afin de remonter la barre de l'axe X. Mise en place du portique sur la base de l'imprimante. Là je préfère profiter d'un bord de table, pour placer les vis de chaque côté, sans les serrer complètement, puis revenir les serrer complètement. Vérifier que tout semble ajusté comme attendus, titiller le protique pour vérifier qu'il n'y a pas de jeu. Mettre en place la plaque flexible. (Éventuellement avant, vérifier le serrage des quatre vis qui déjà en place, qui traverse le plateau) ( ) Prendre le temps de vérifier que, quand l'on titille le plateau il n'y a pas de jeu, et que quand on déplace, en poussant avec la main, le plateau sur l’ensemble de l'axe Y il n'y est pas d'a-coups (zones de points durs dans les déplacements) de ressenti. Pour ajuster au besoin, les deux écrous excentriques sous le plateau, côté gauche. (On cherche à obtenir un plateau le plus stable possible tout en ayant des déplacements fluides) Vérifier que le capteur de fin de course Y se trouve bien déclenché quand le plateau et poussé au maximum en arrière. Après avoir vérifié que les courroies semblent bien en place, vérifier/ajuster la tension de courroies X et Y (voir aussi celle de synchronisation Z) Mettre en place la tête d'impression Vérifier la stabilité, et la fluidité des déplacements de la tête sur l'ensemble de l'axe X, pour ajuster au besoin l’écroue excentrique en bas de la tête. Vérifier que le capteur de fin de course de l'axe X se trouve bien déclenché quand, vu de devant, l'ont position la tête d'impression le plus à gauche de l'axe X. Mettre en place l'écran Il faut "pincer les oreilles des petits clips" pour permettre l'insertion du connecteur. Vérifier que l’écran et le câble semblent bien en place. // A FAIRE à compléter.




















 1 point
1 point -
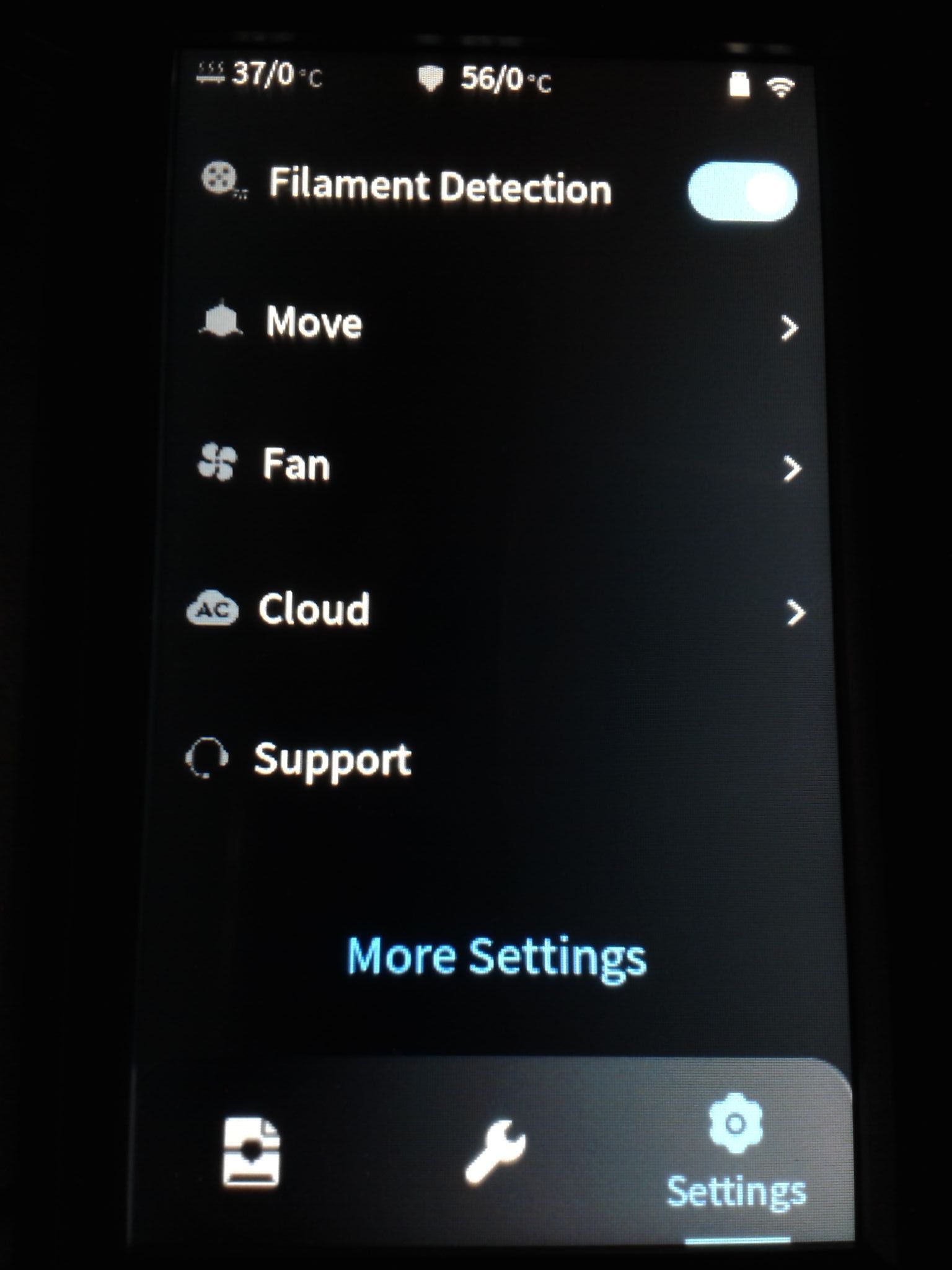
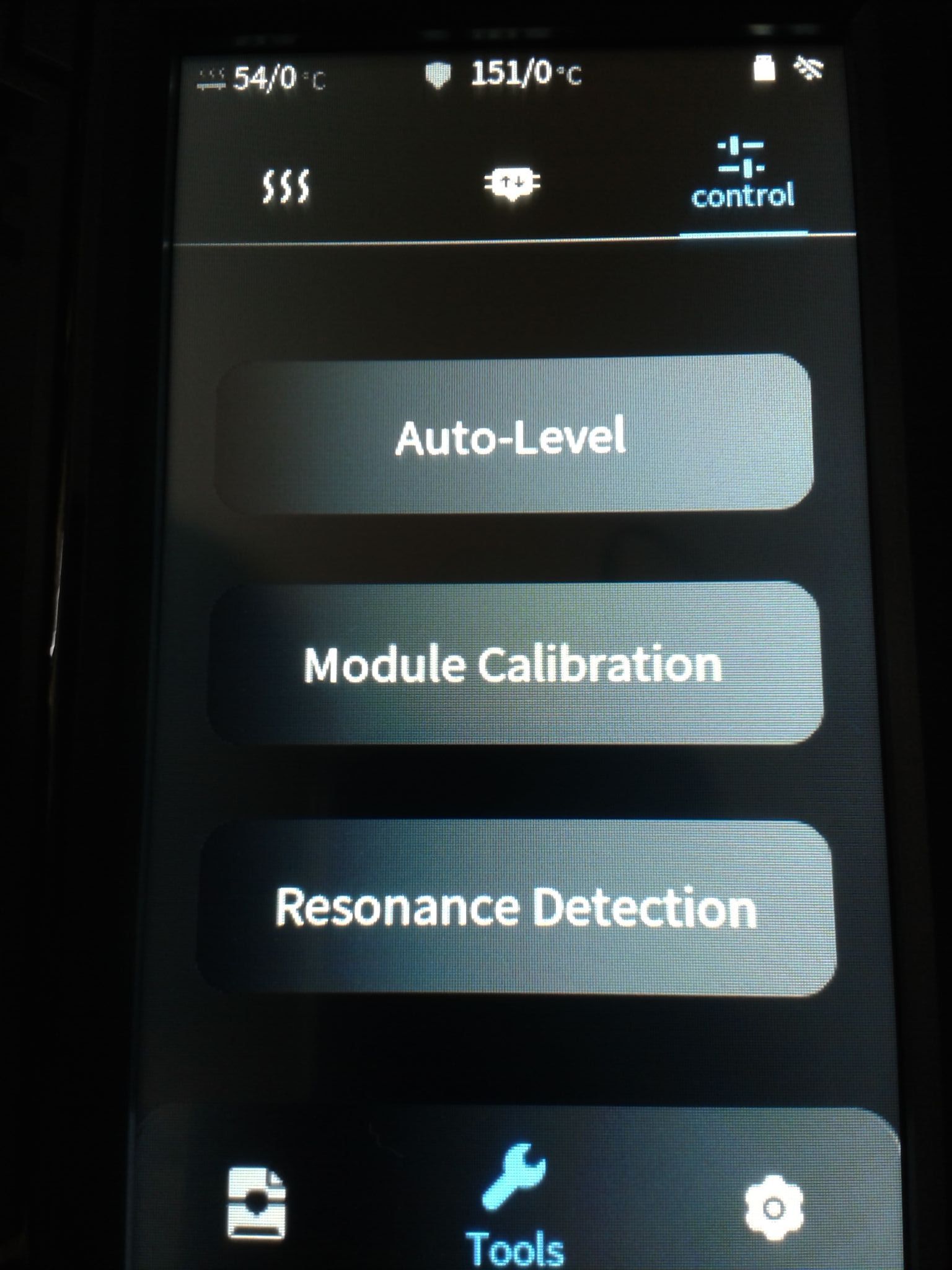
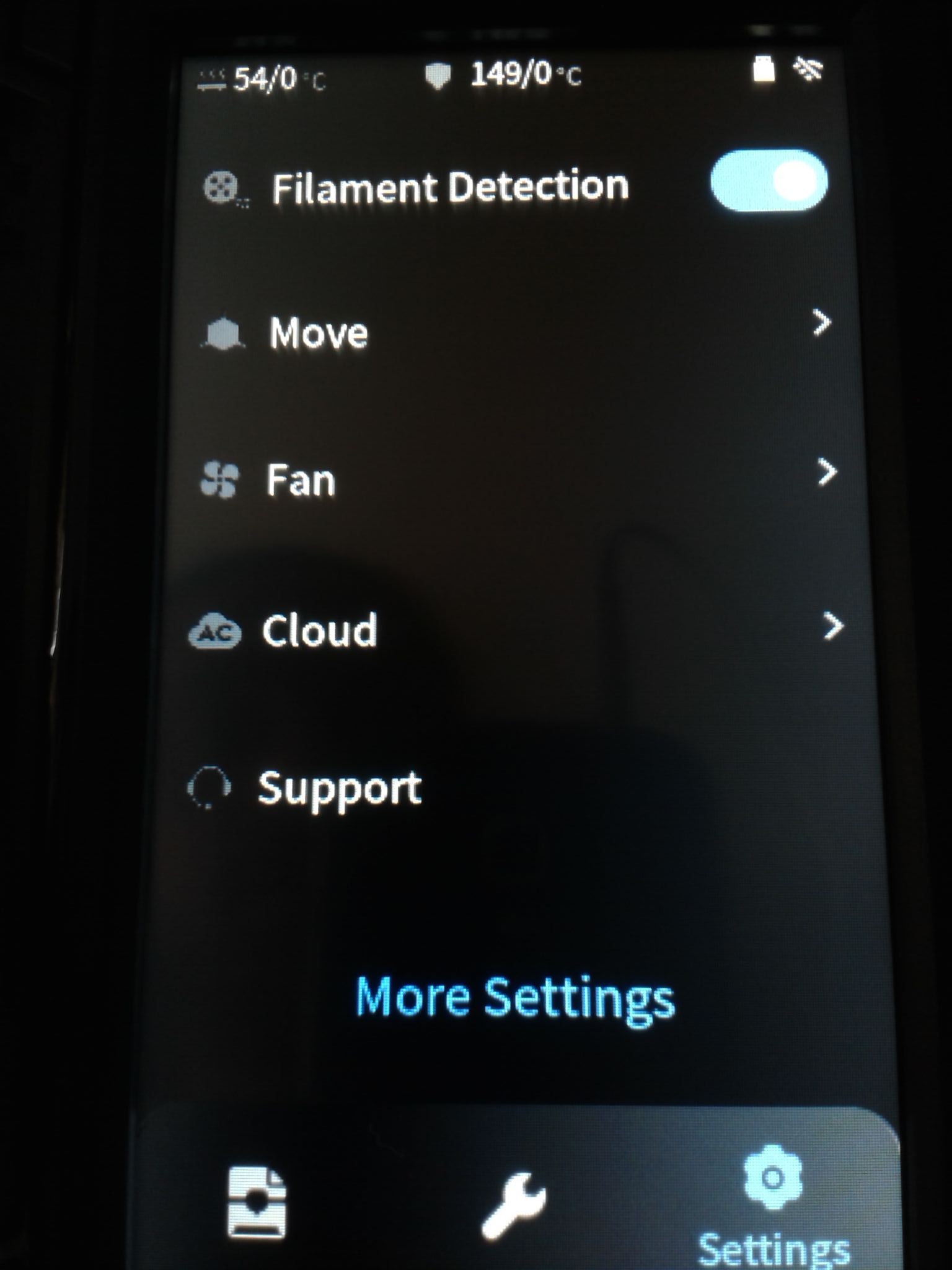
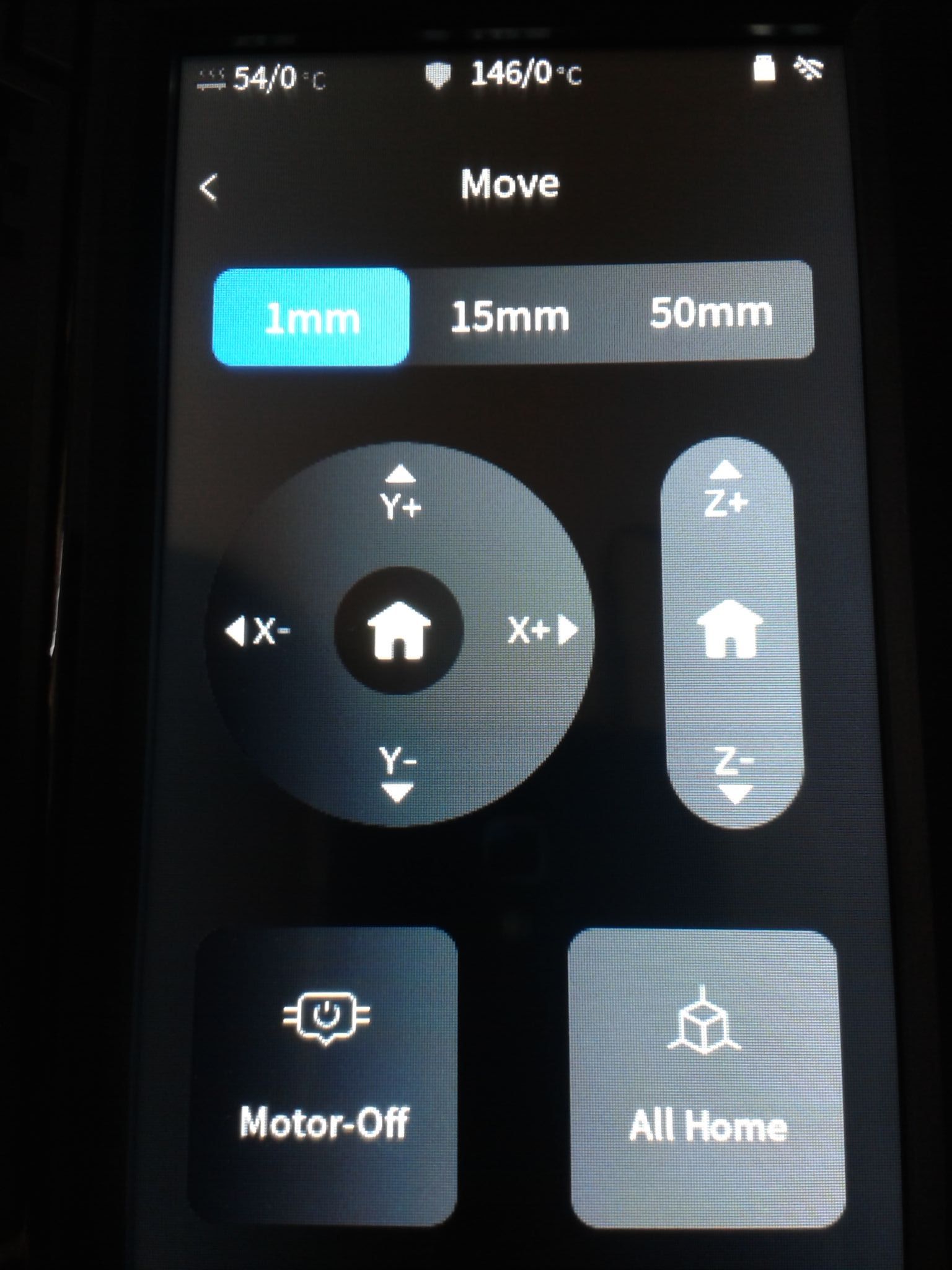
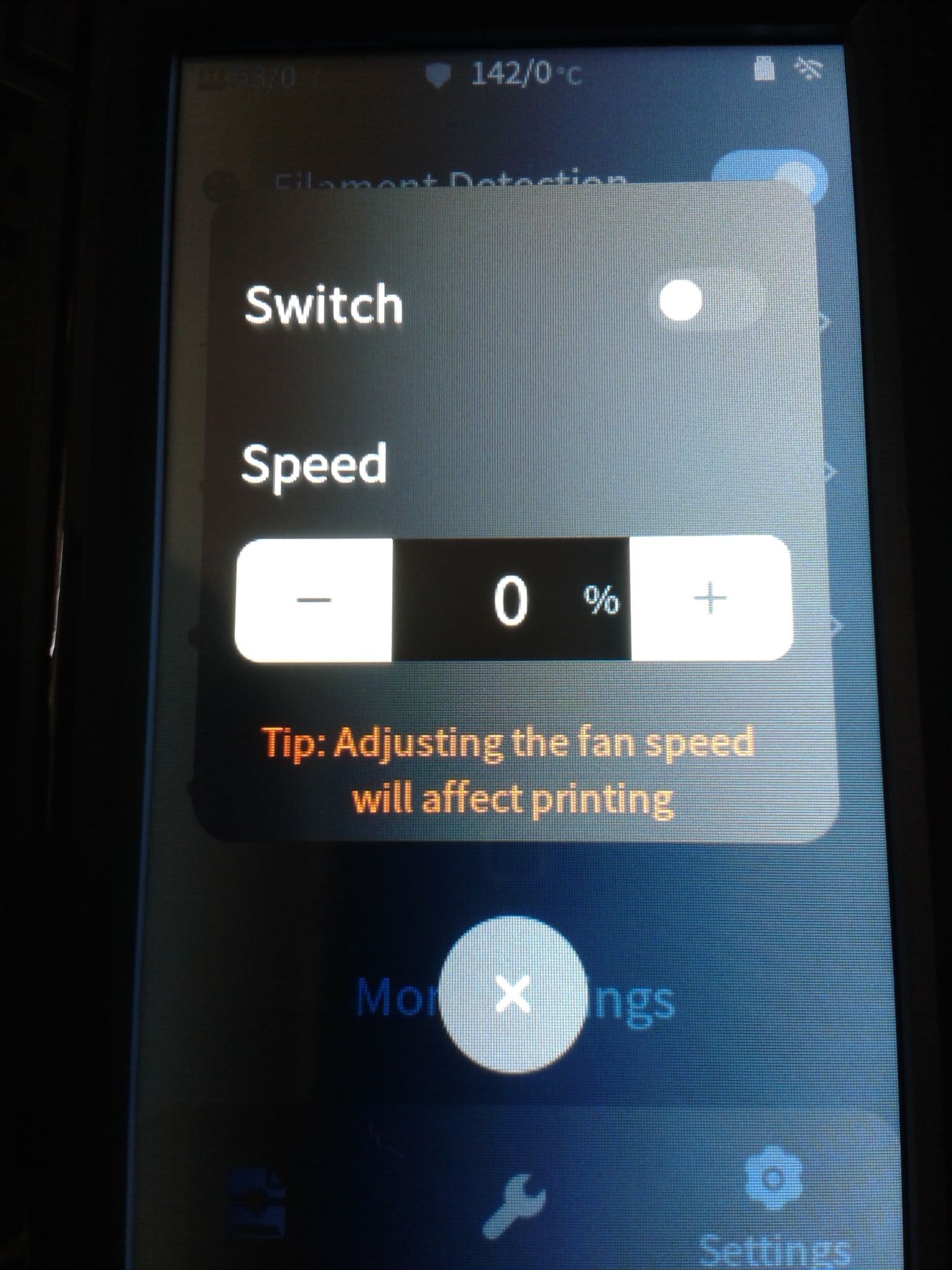
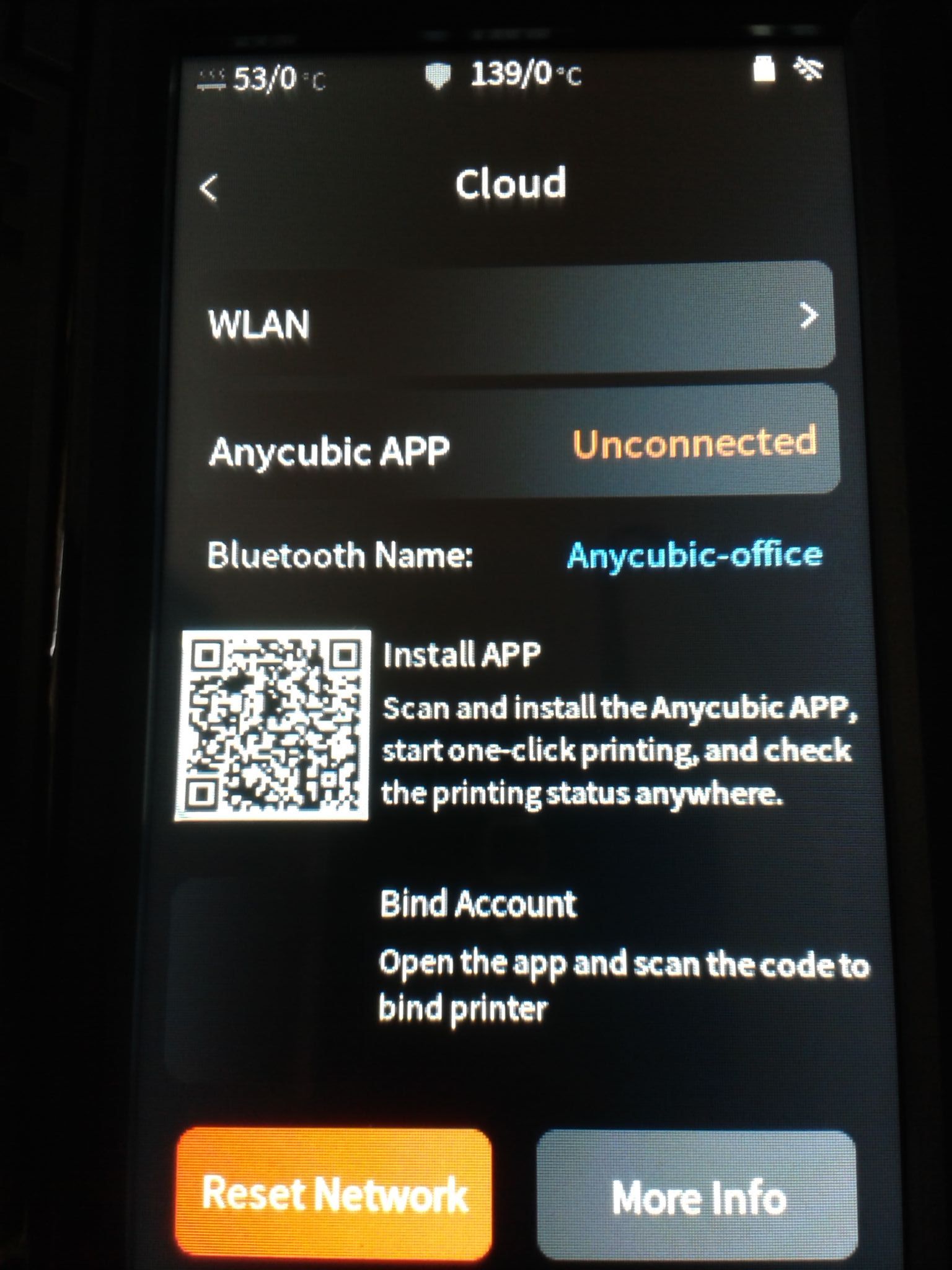
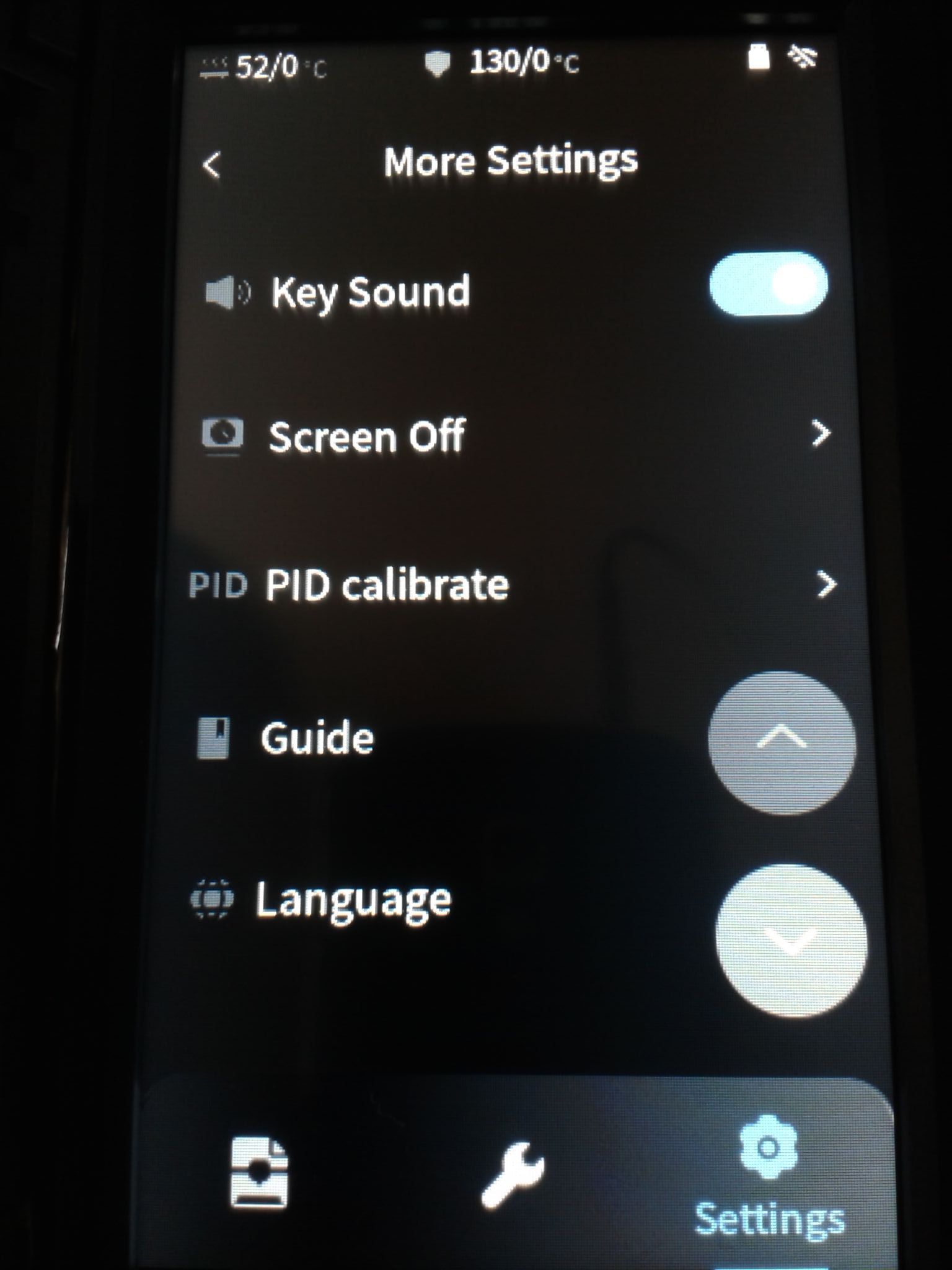
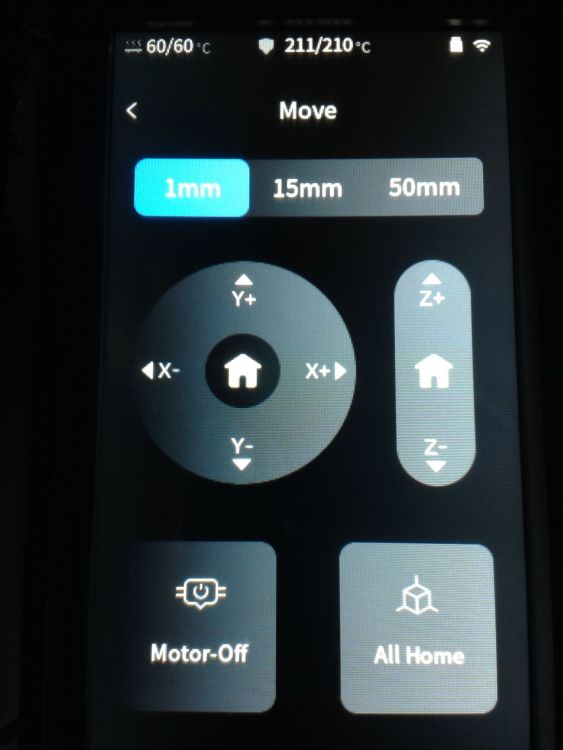
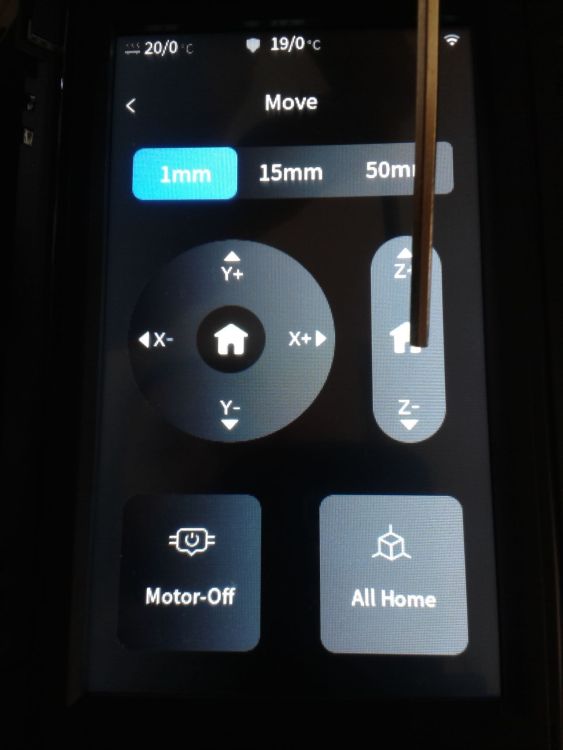
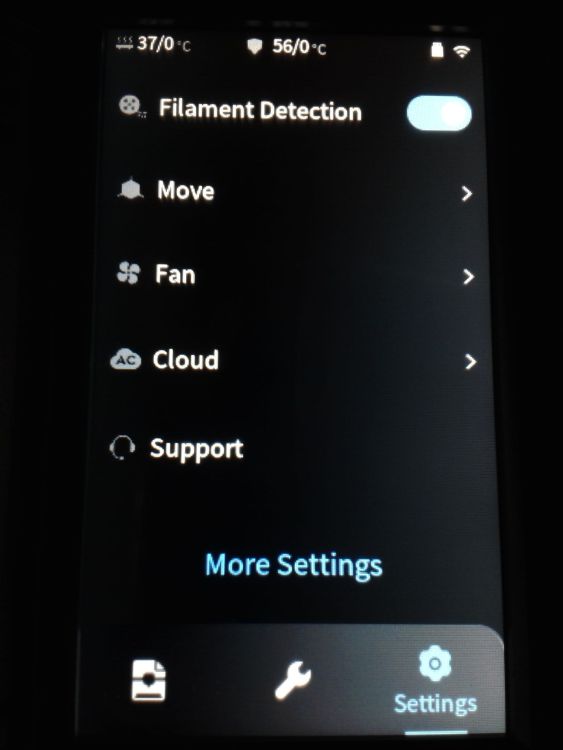
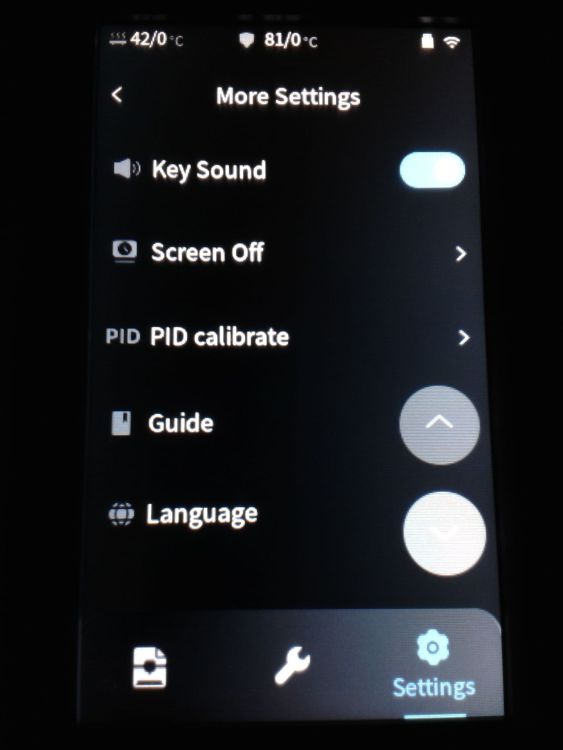
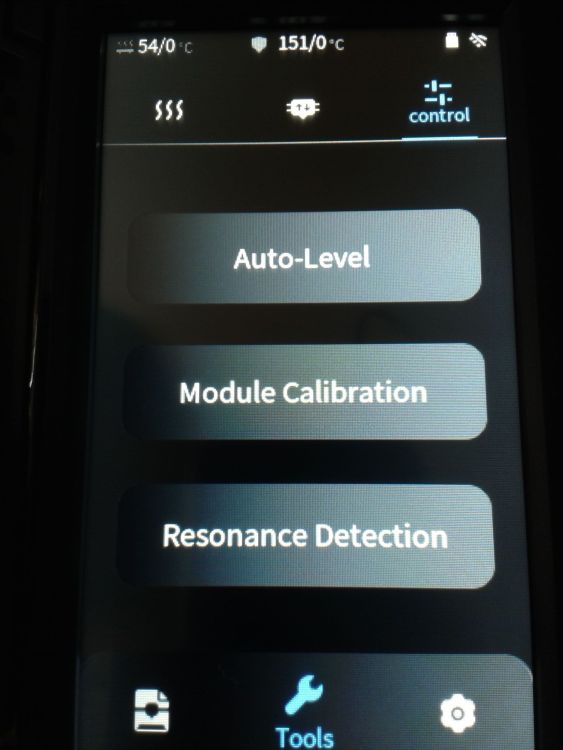
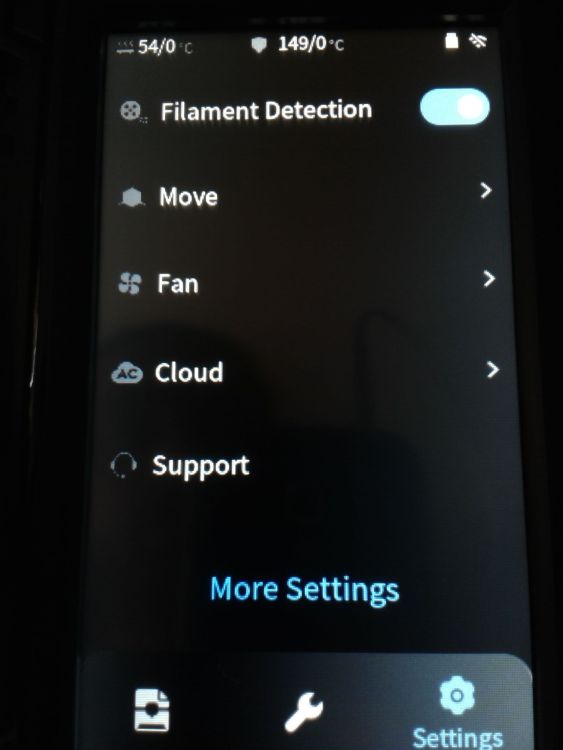
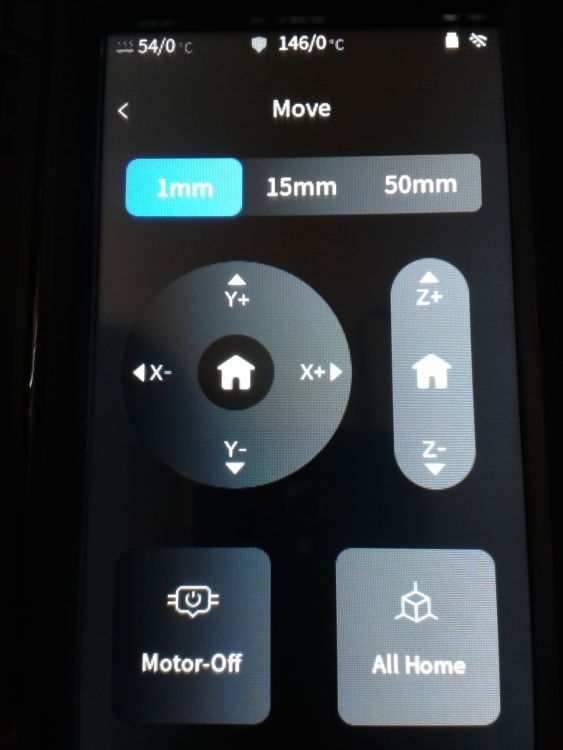
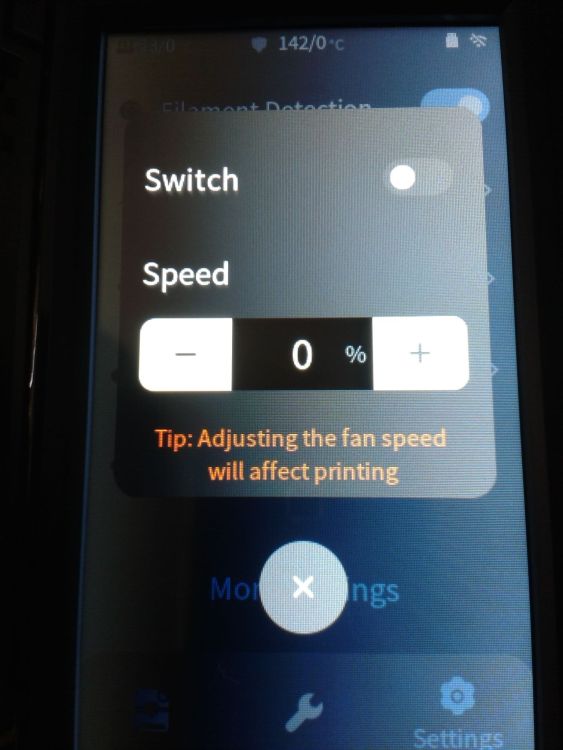
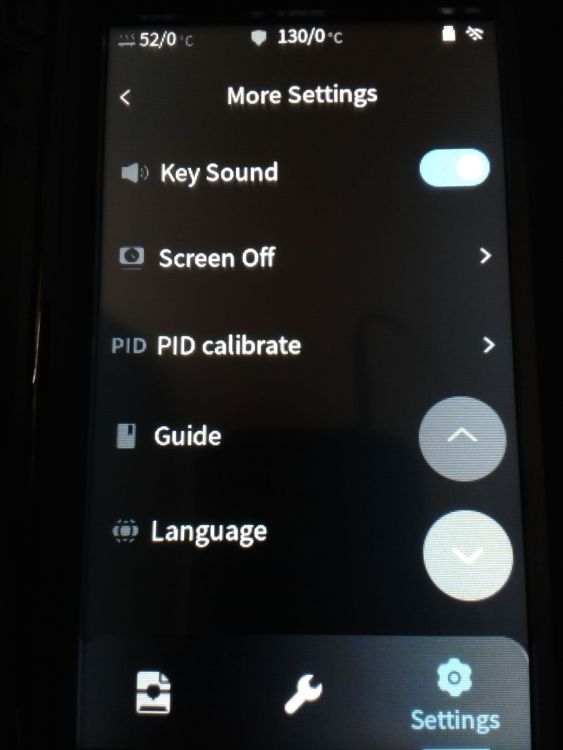
Menus de l'écran de contrôle tactile Ecran d’accueil avec deux bips, après l’écran de chargement, chargement qui dure environ 15 secondes. A noter, sans activités sur la machine, l’écran se met en veille (s'éteint) après quelques minutes, et il suffit de faire un "clic" sur l’écran pour qu'il sorte de veille) "Print" "Tools", "Preheat" "Tools", "Filament" "Tools", "Control" "Settings" "Settings", "Move" (Pas d'affichage des coordonnées X, Y ou Z. Donc aucun moyen de savoir où se trouve actuellement la tête d'impression.) "Settings", "Fan" "Settings", "Cloud" "Settings", "More Settings" (deux "pages") "Settings", "More Settings", "About Machine" // A FAIRE, A COMPLÉTER. Visible seulement lors du premier démarrage ou après mise a jour du firmware ?


 1 point
1 point -
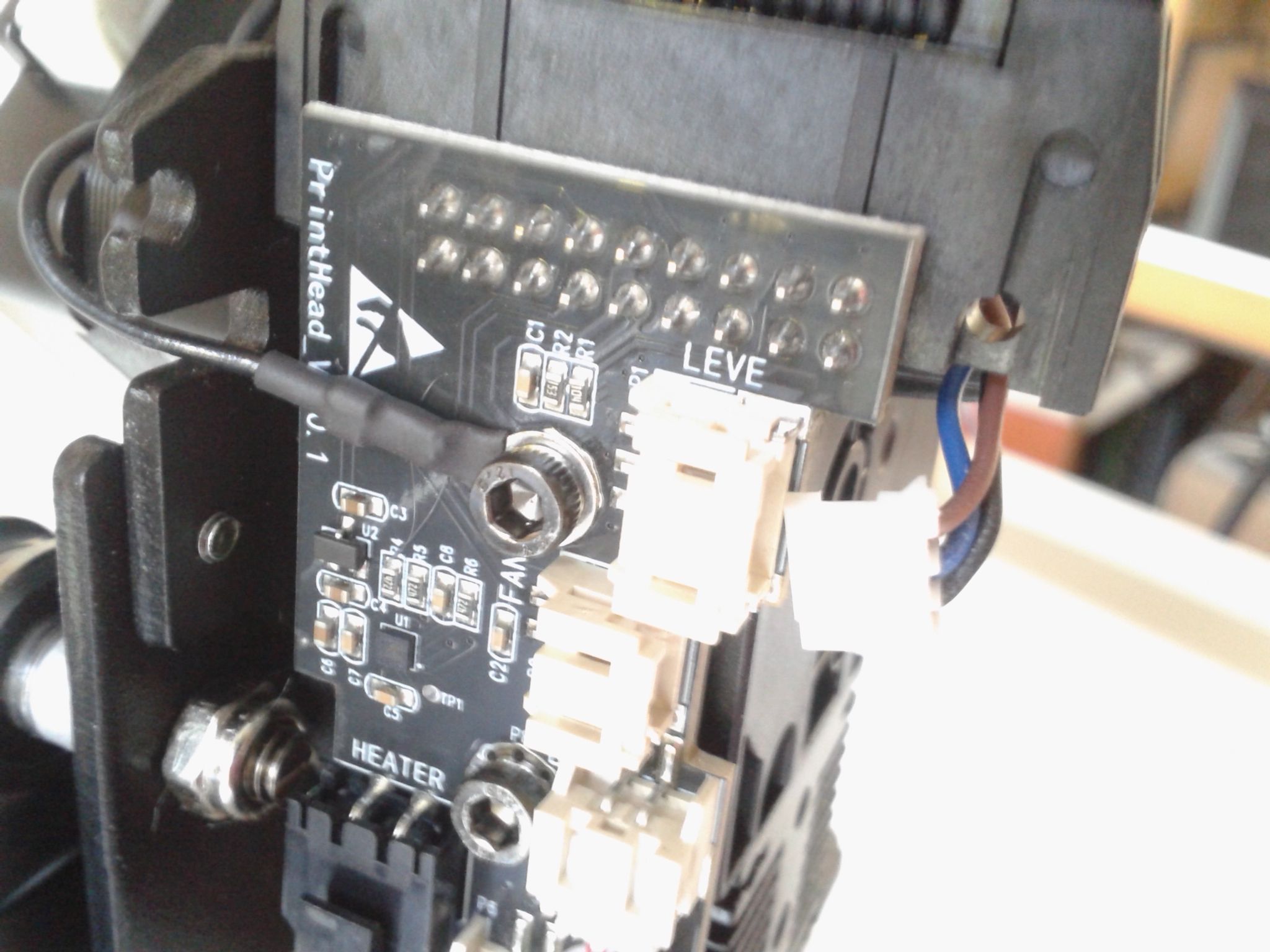
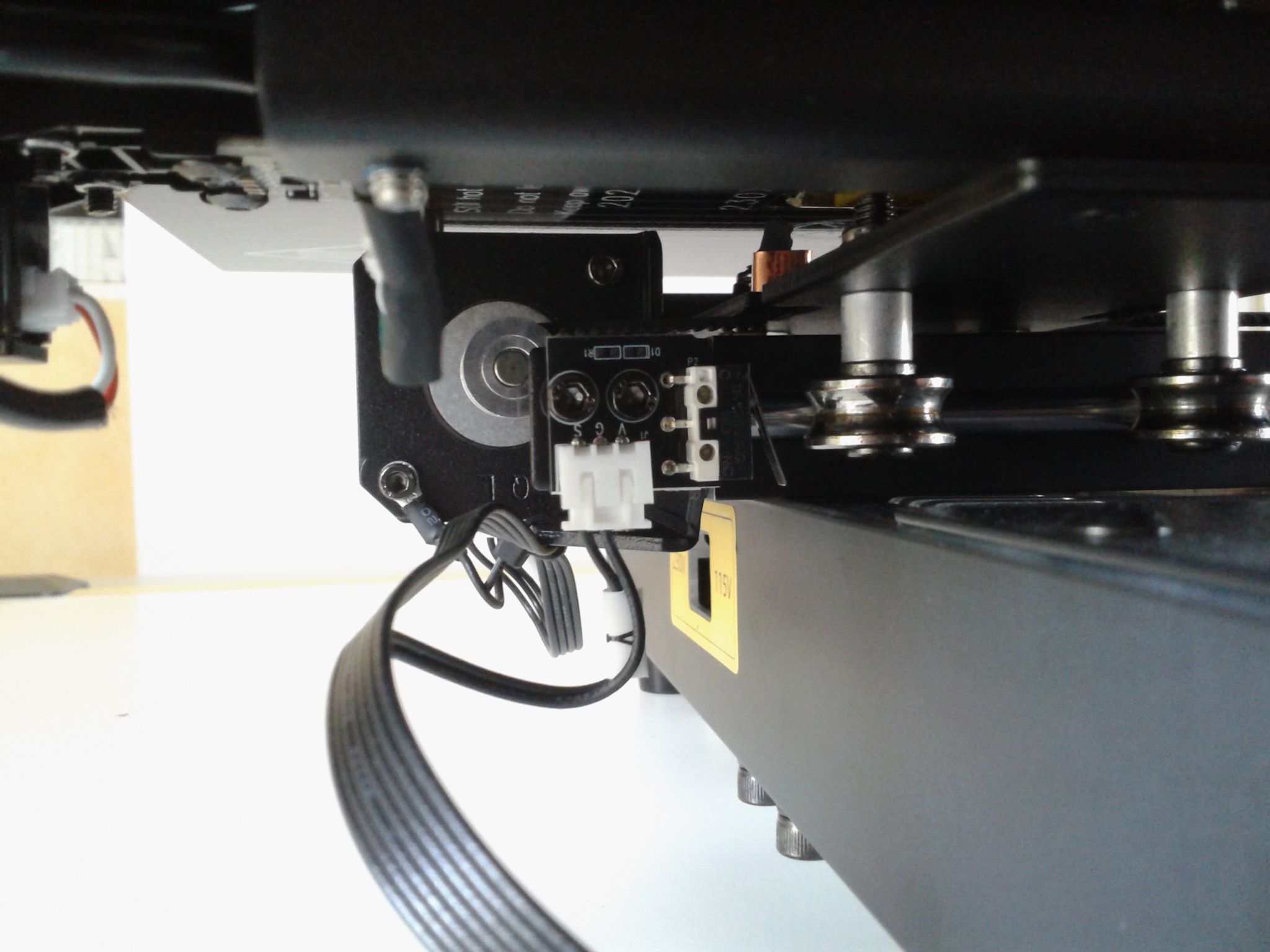
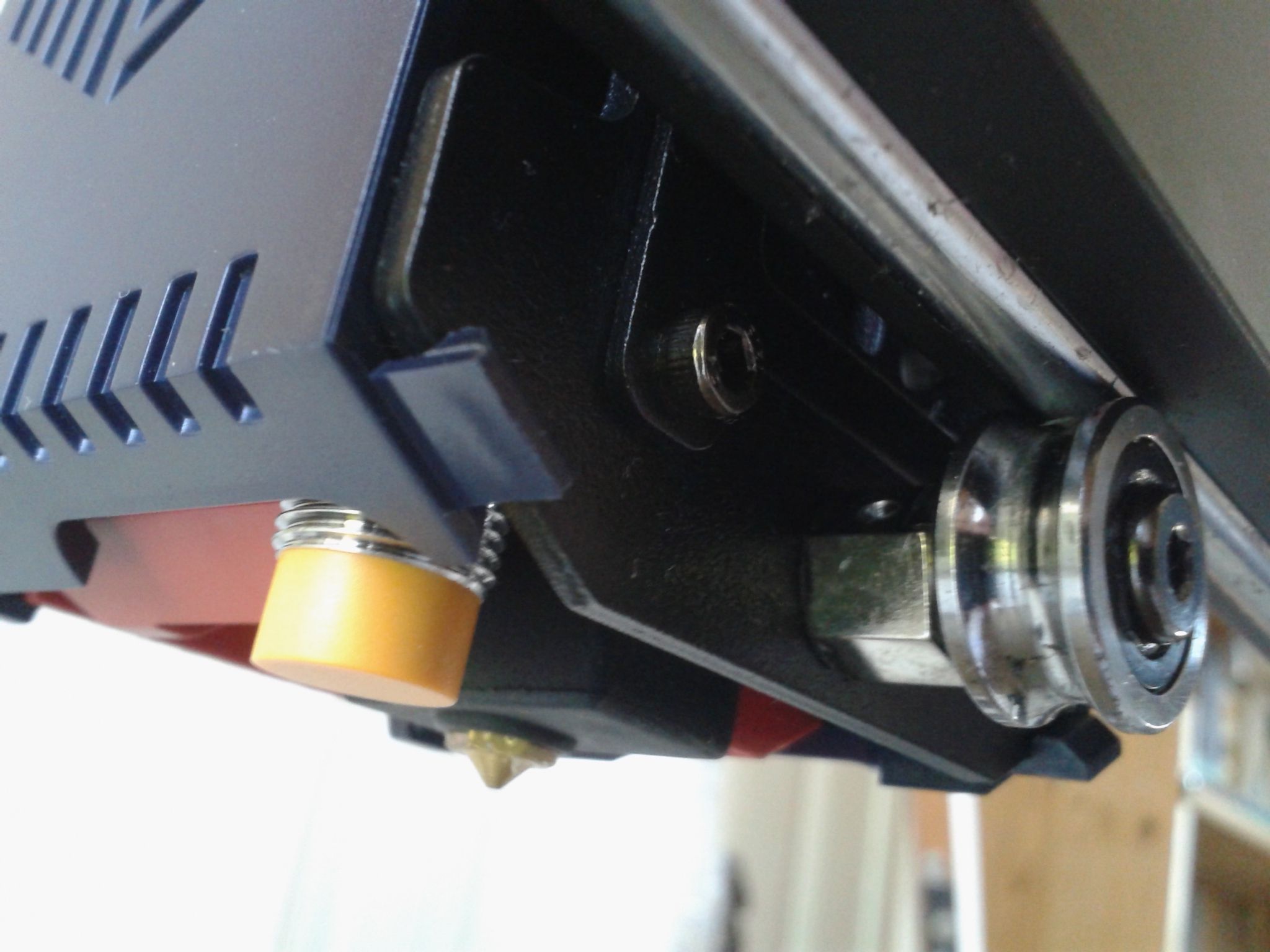
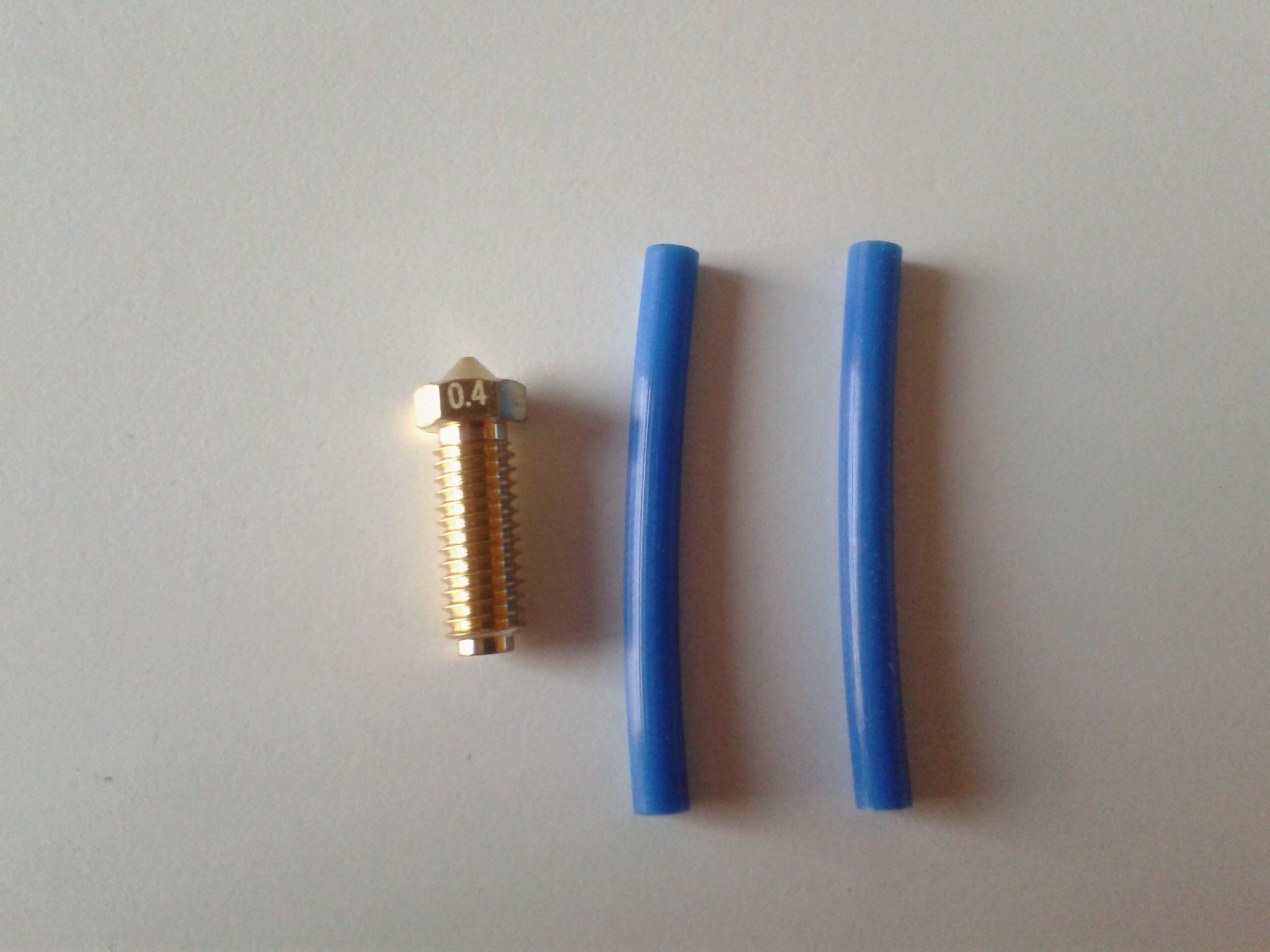
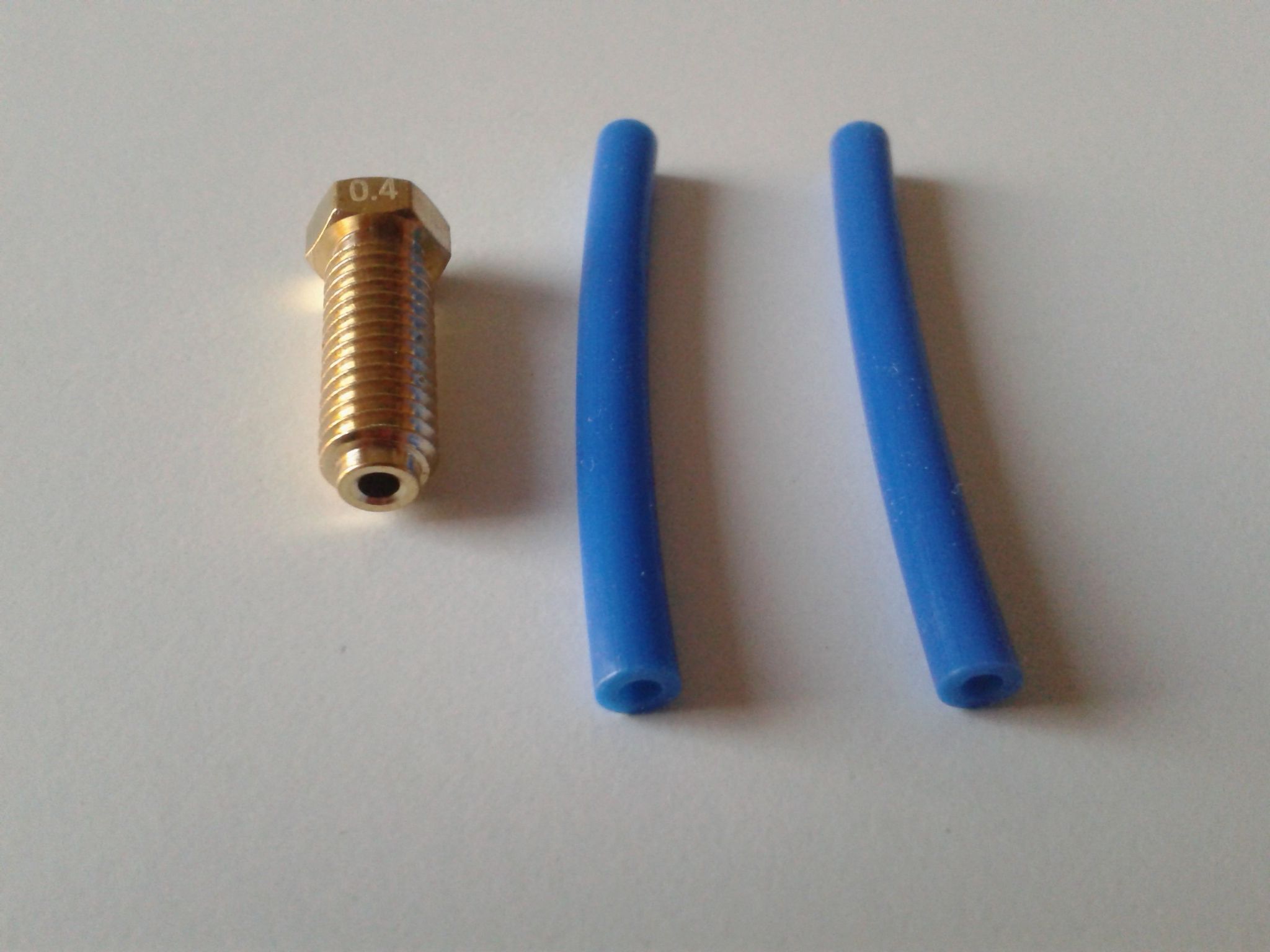
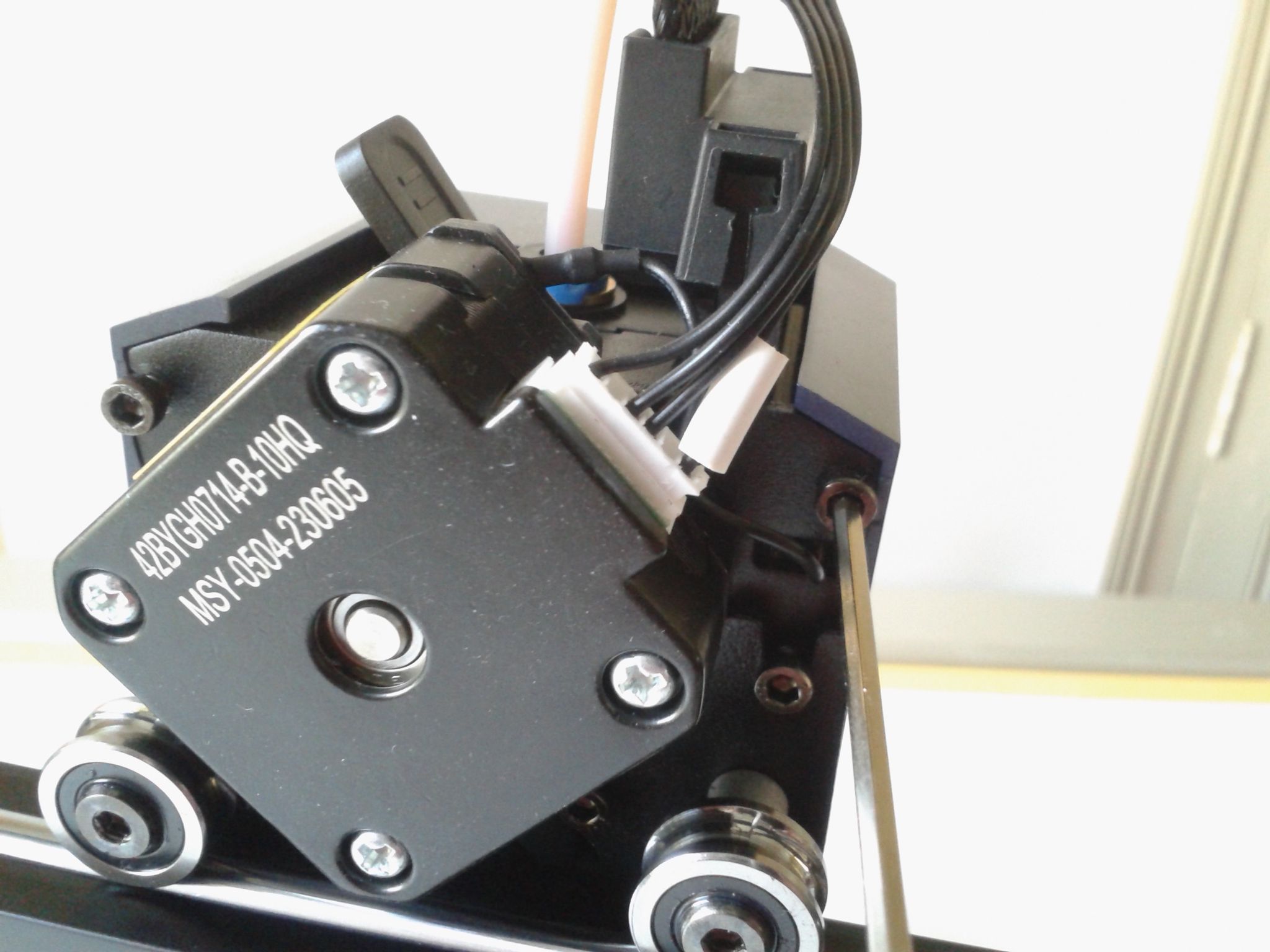
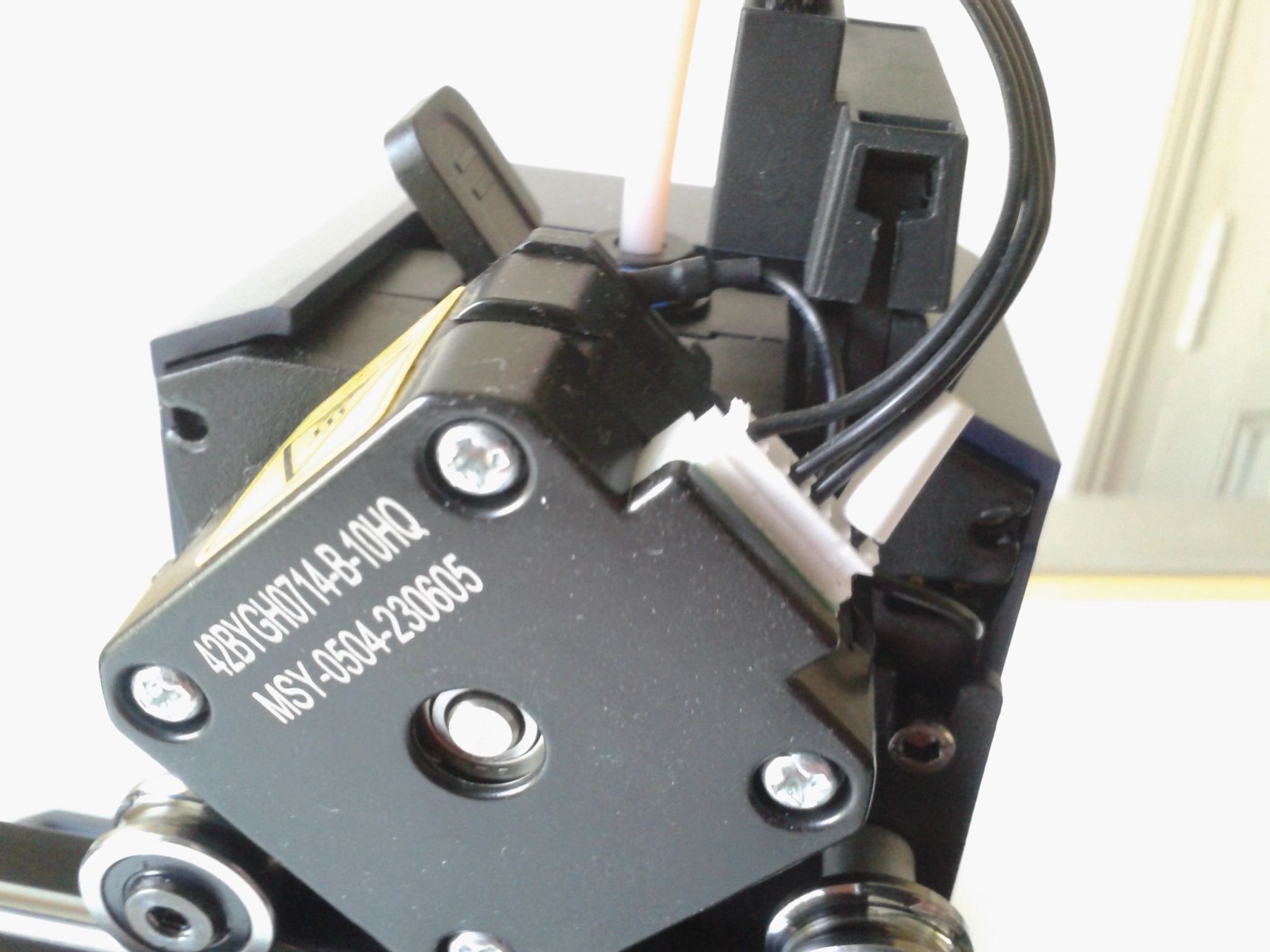
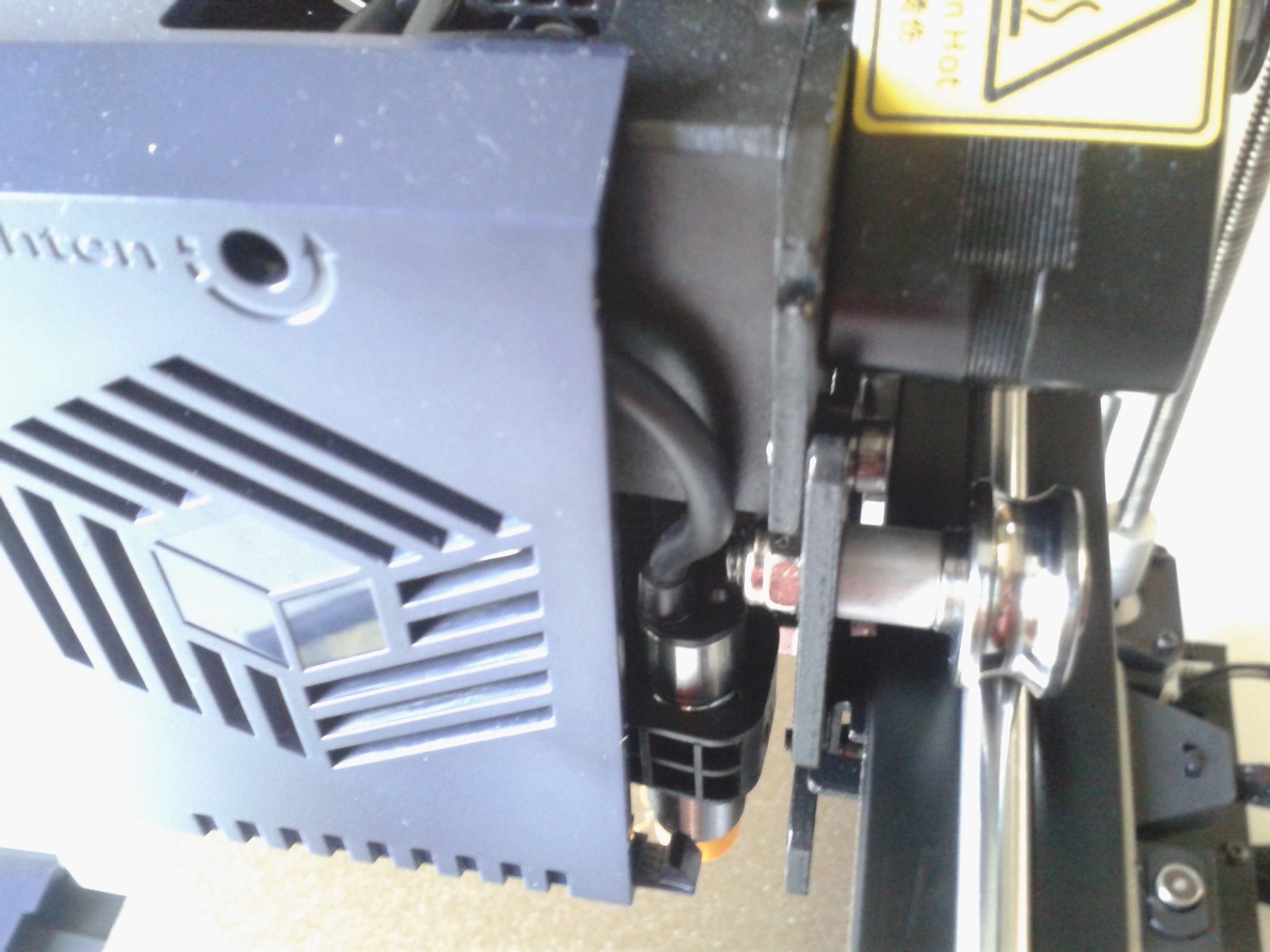
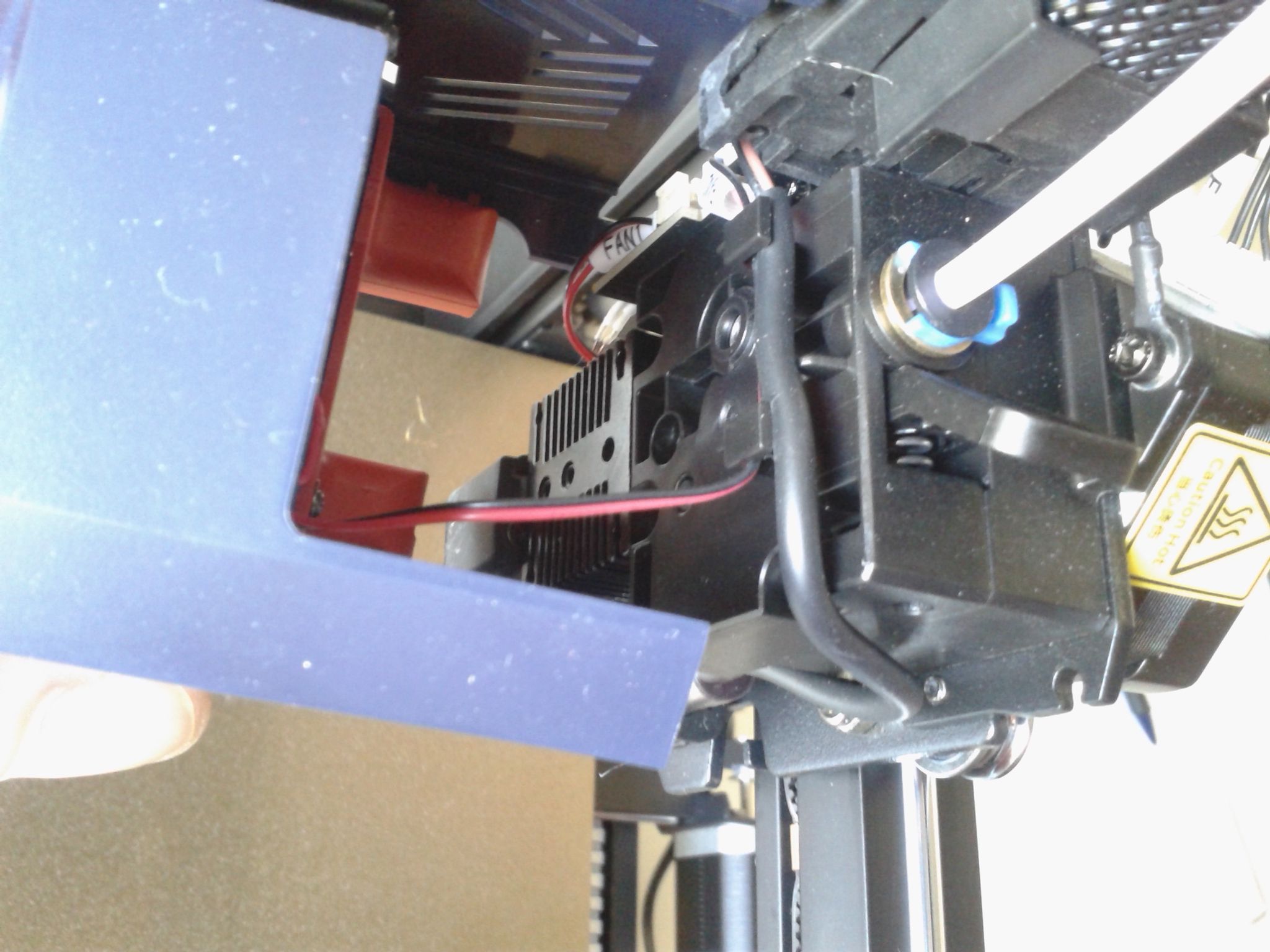
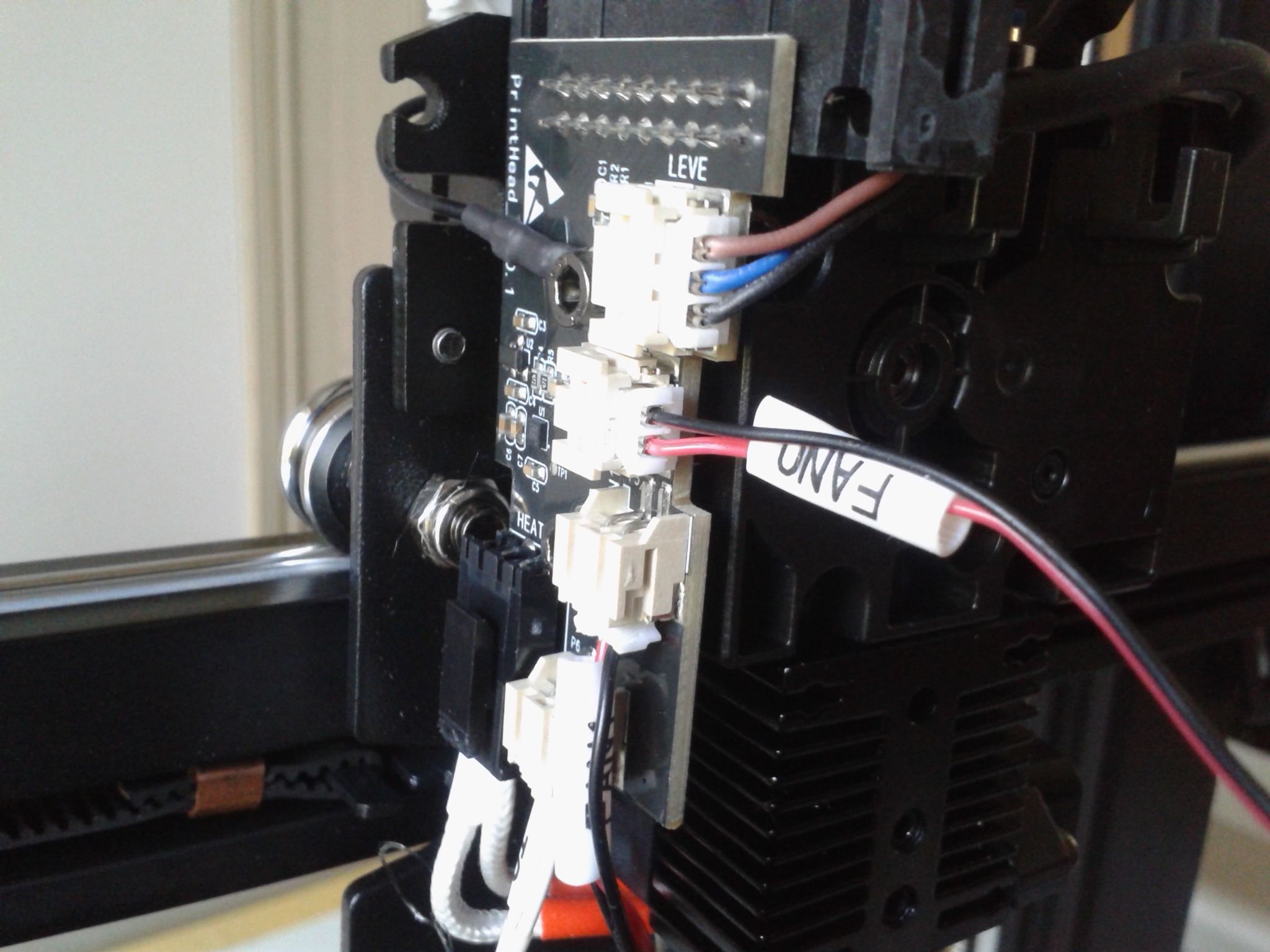
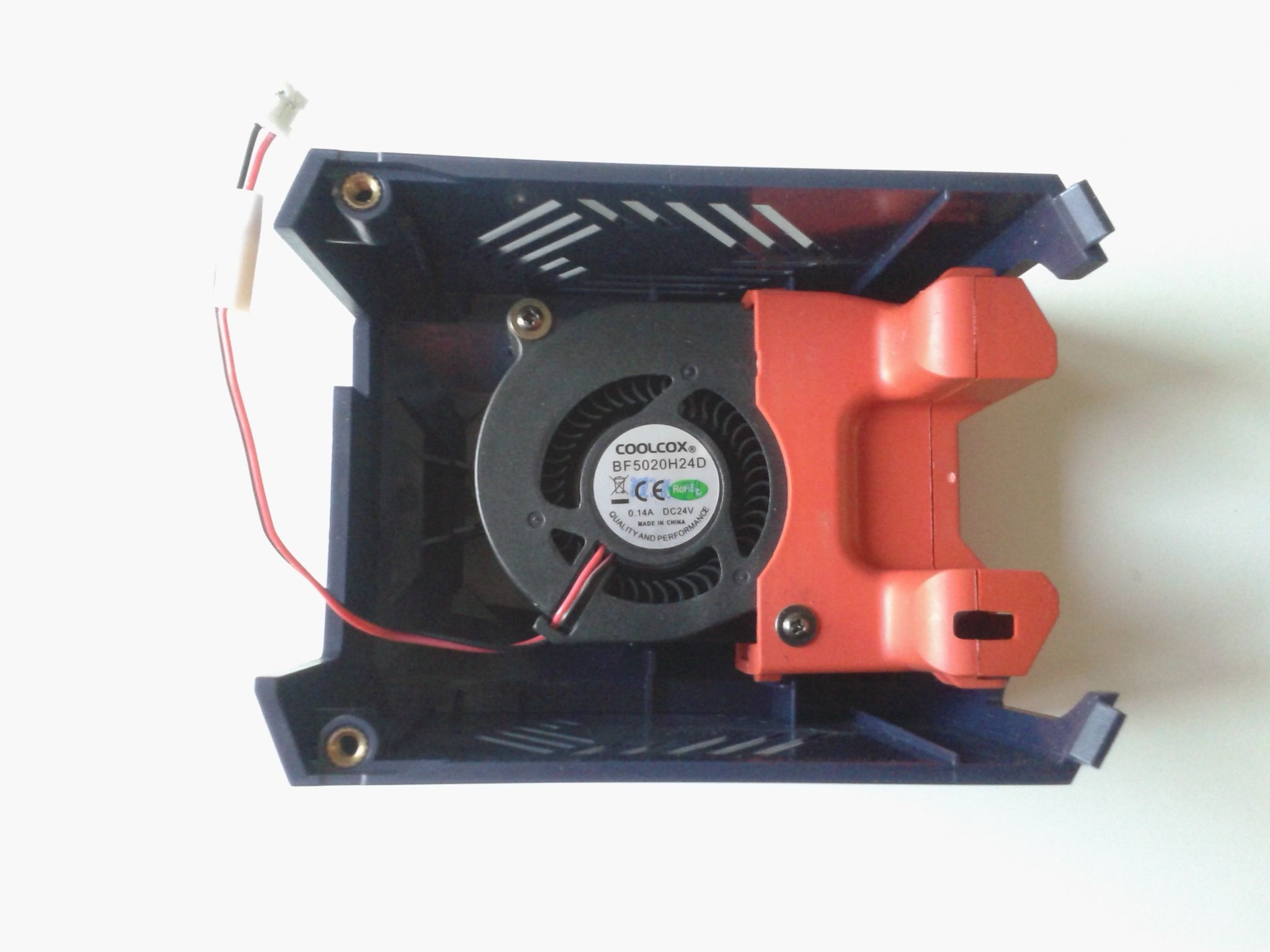
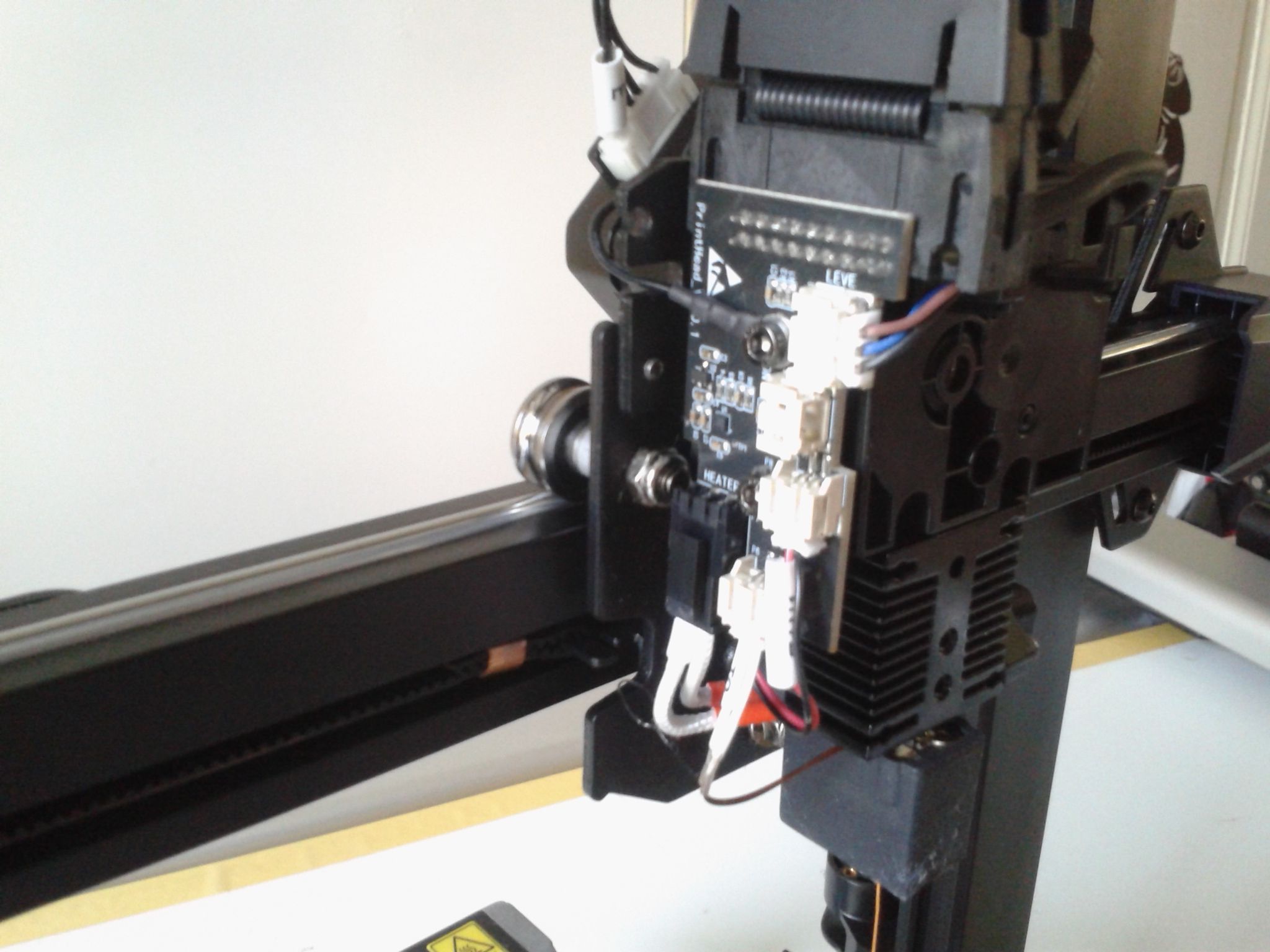
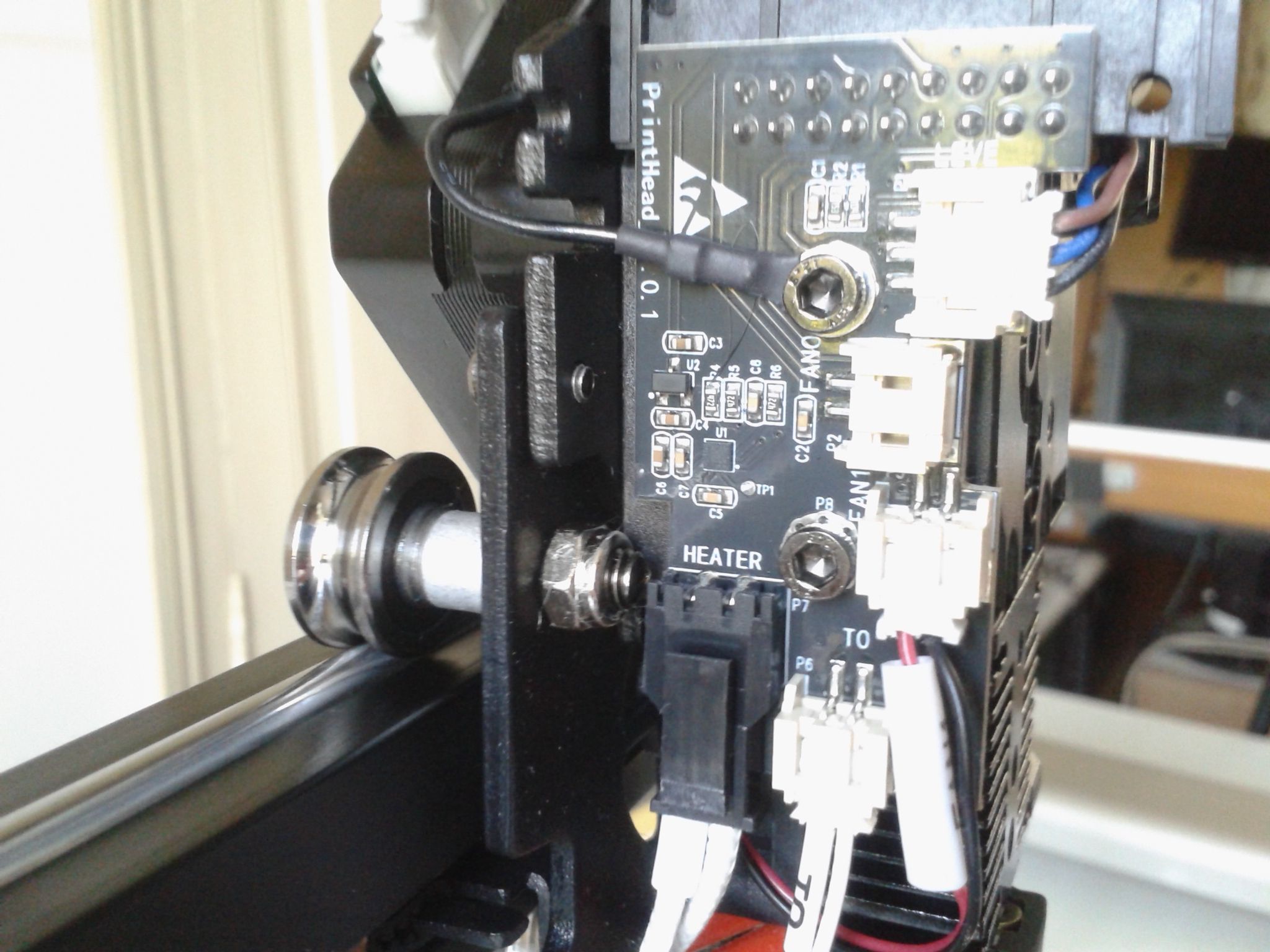
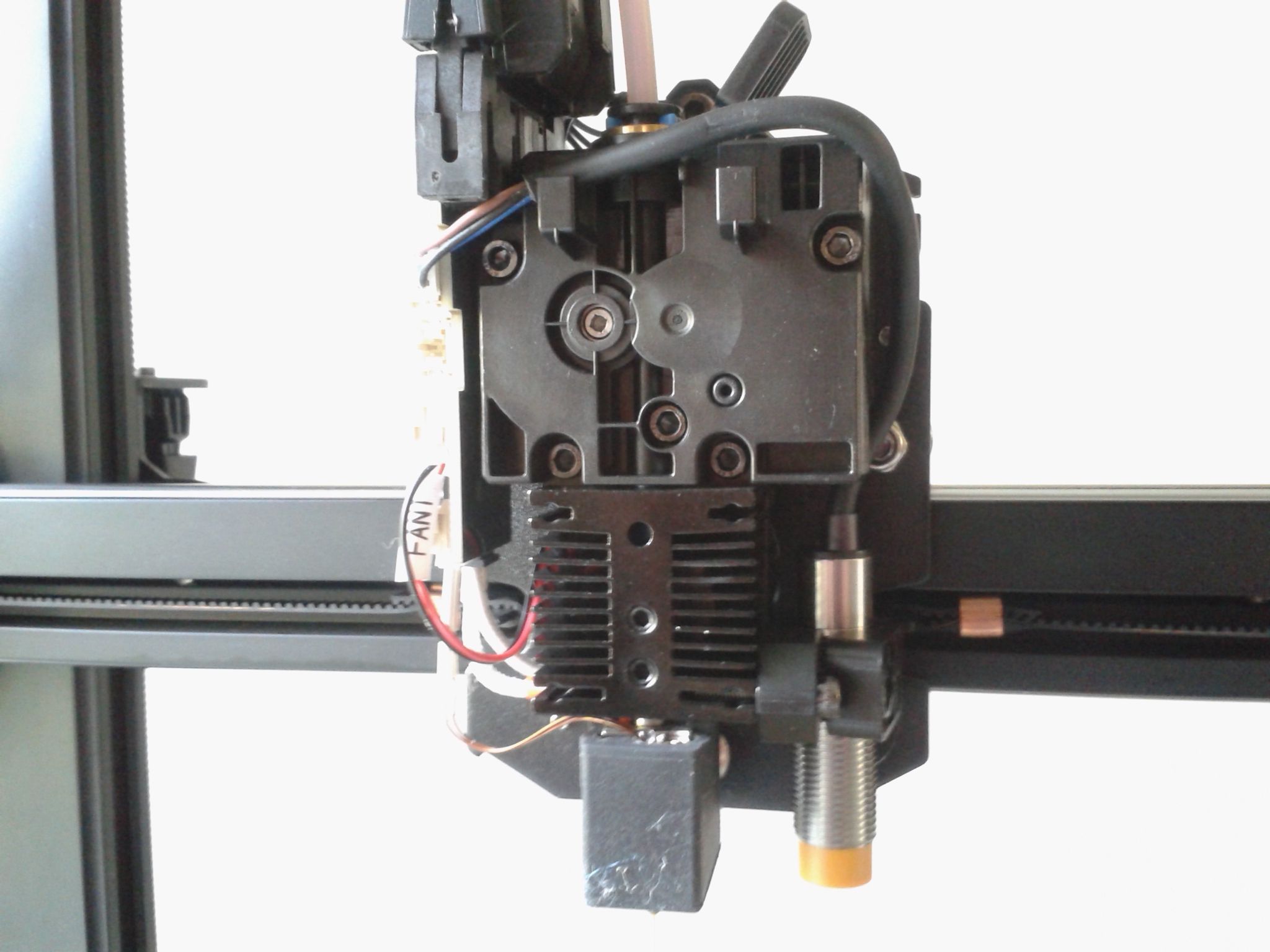
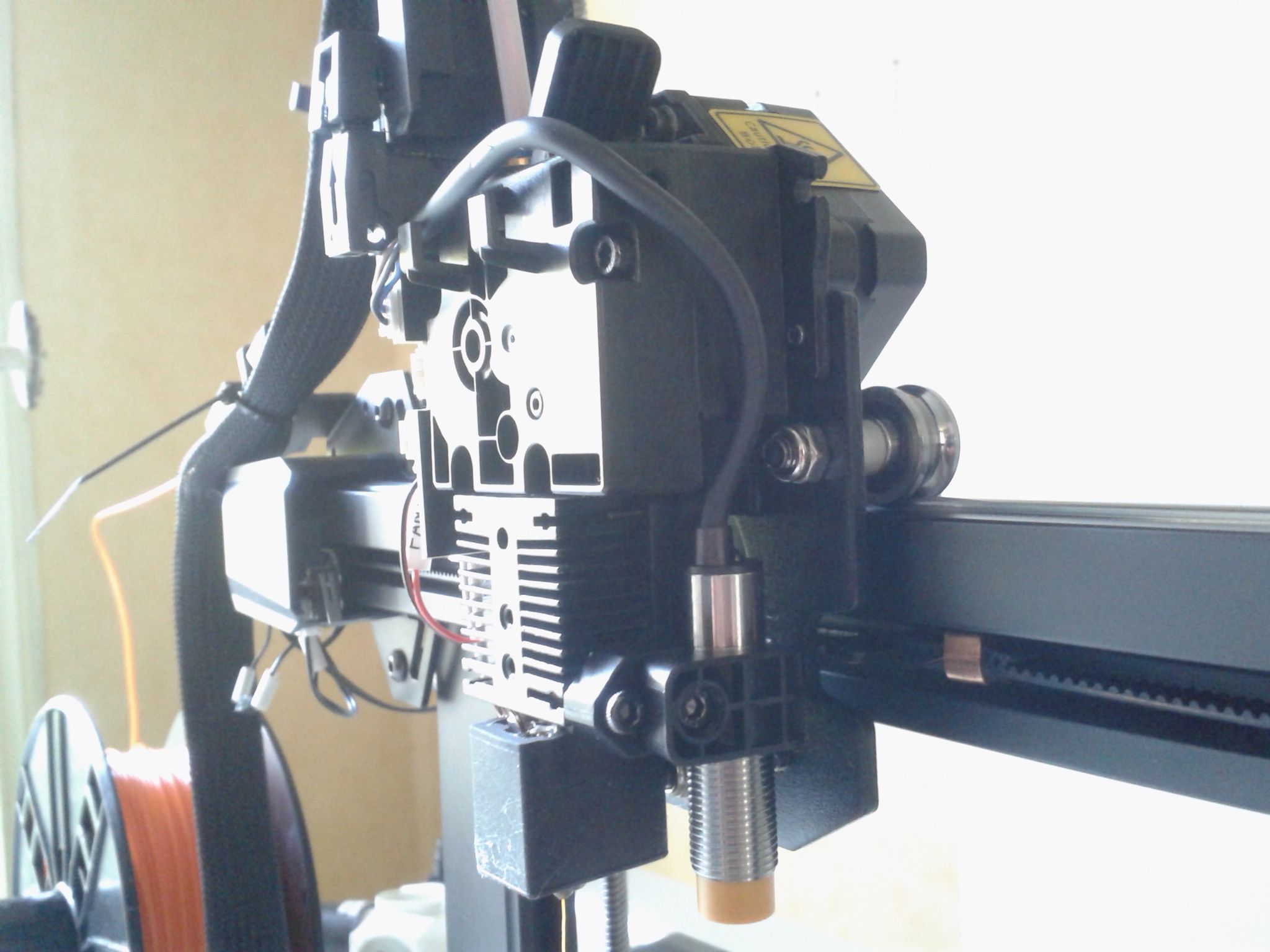
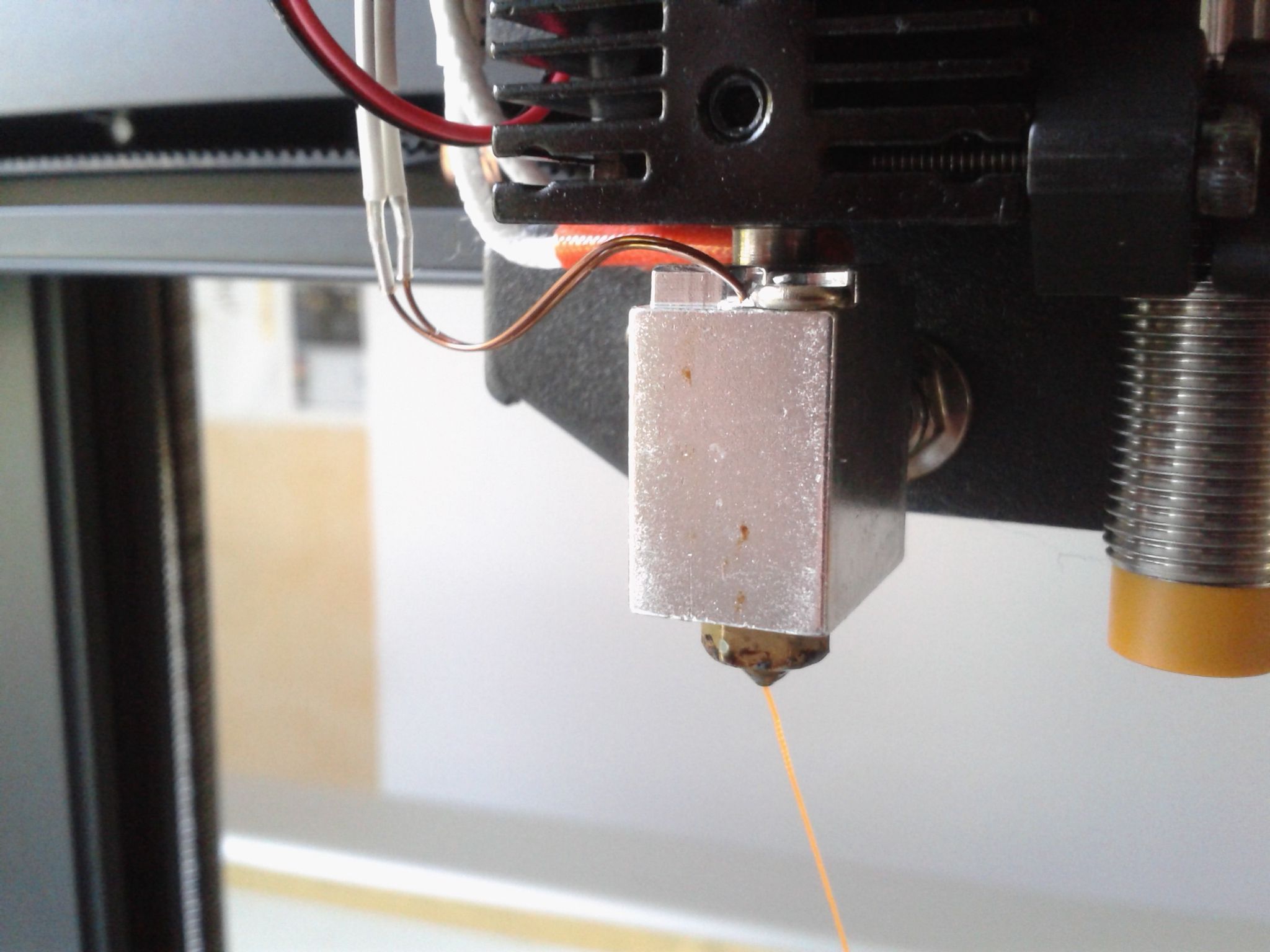
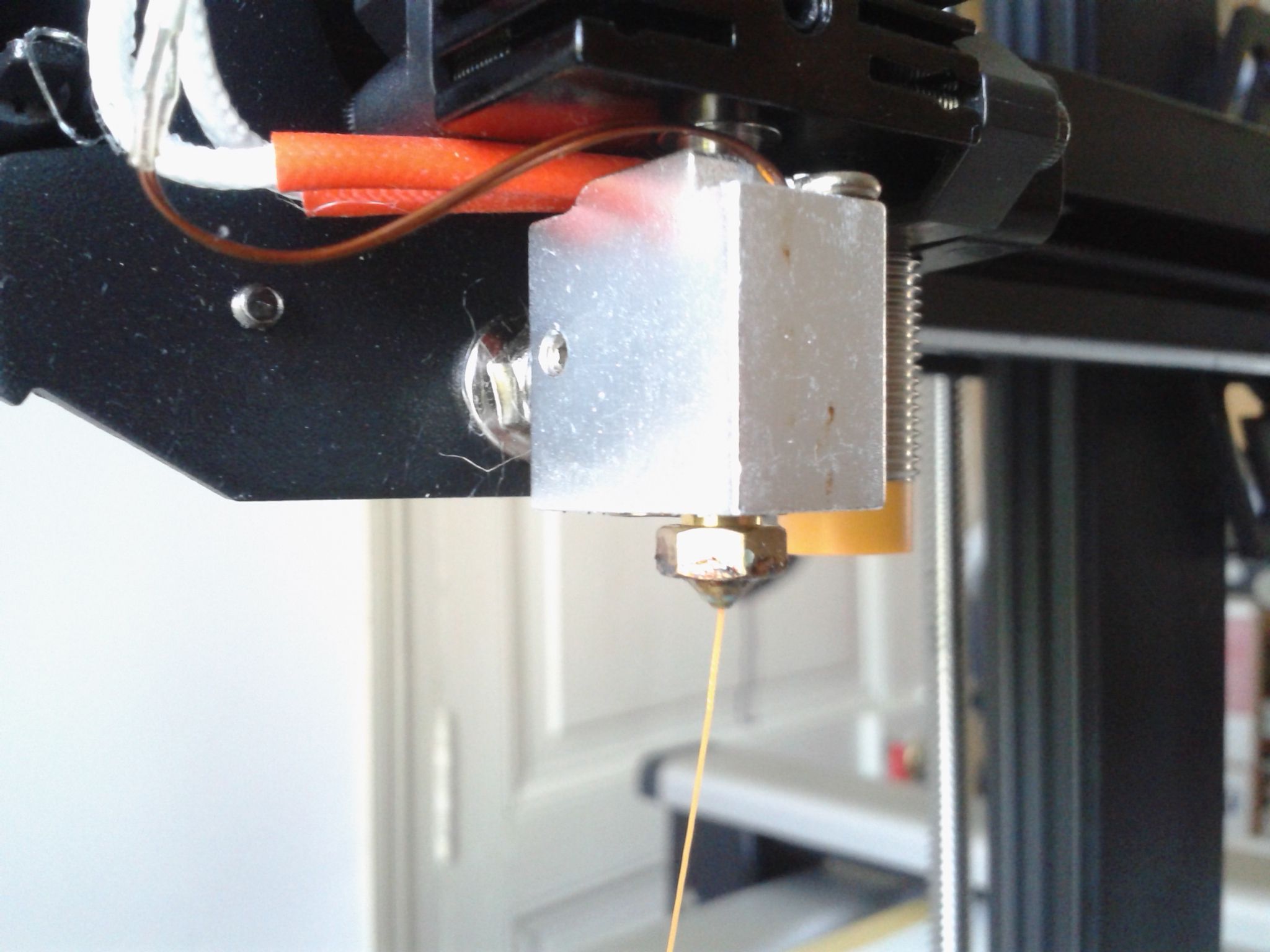
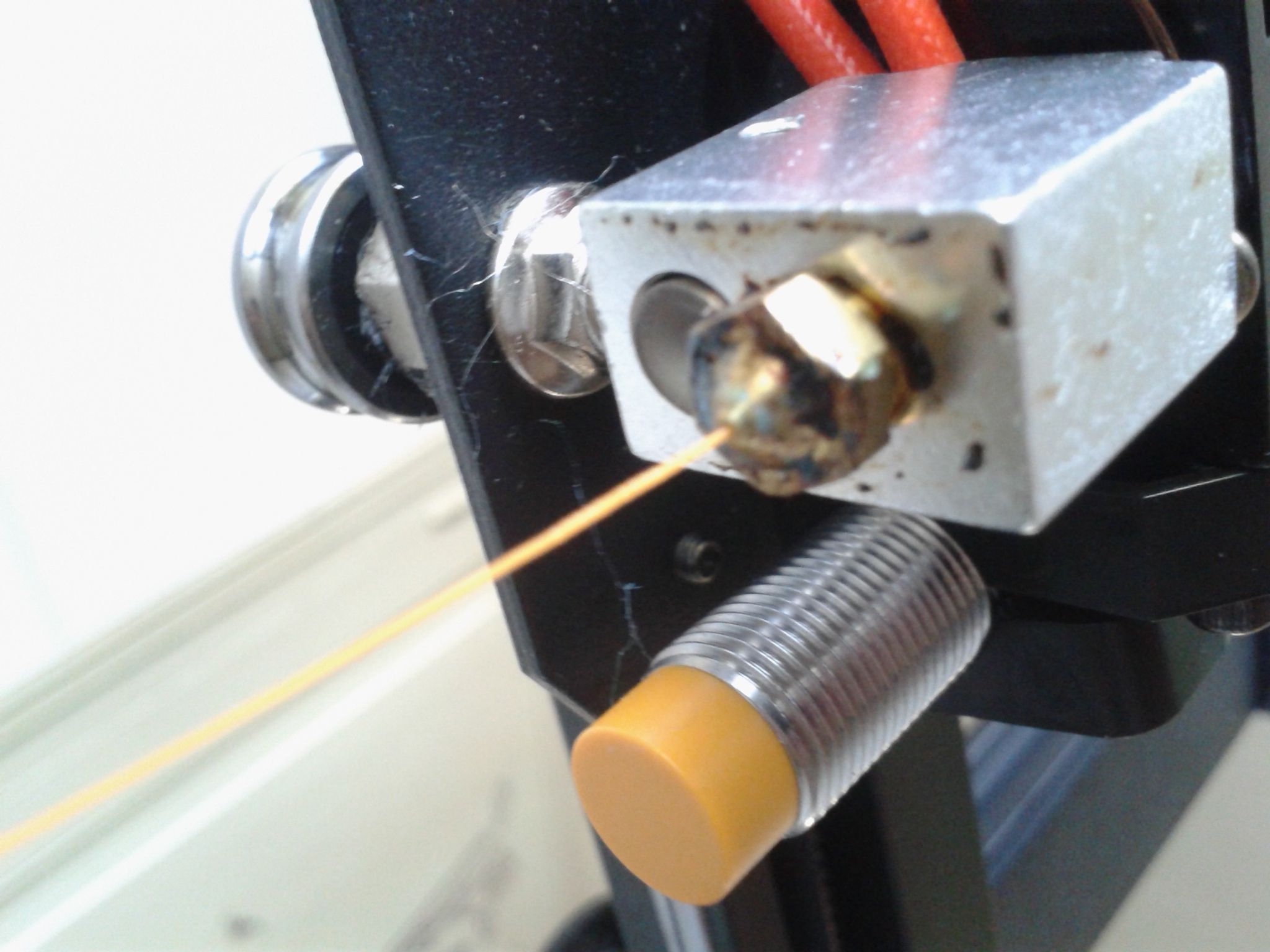
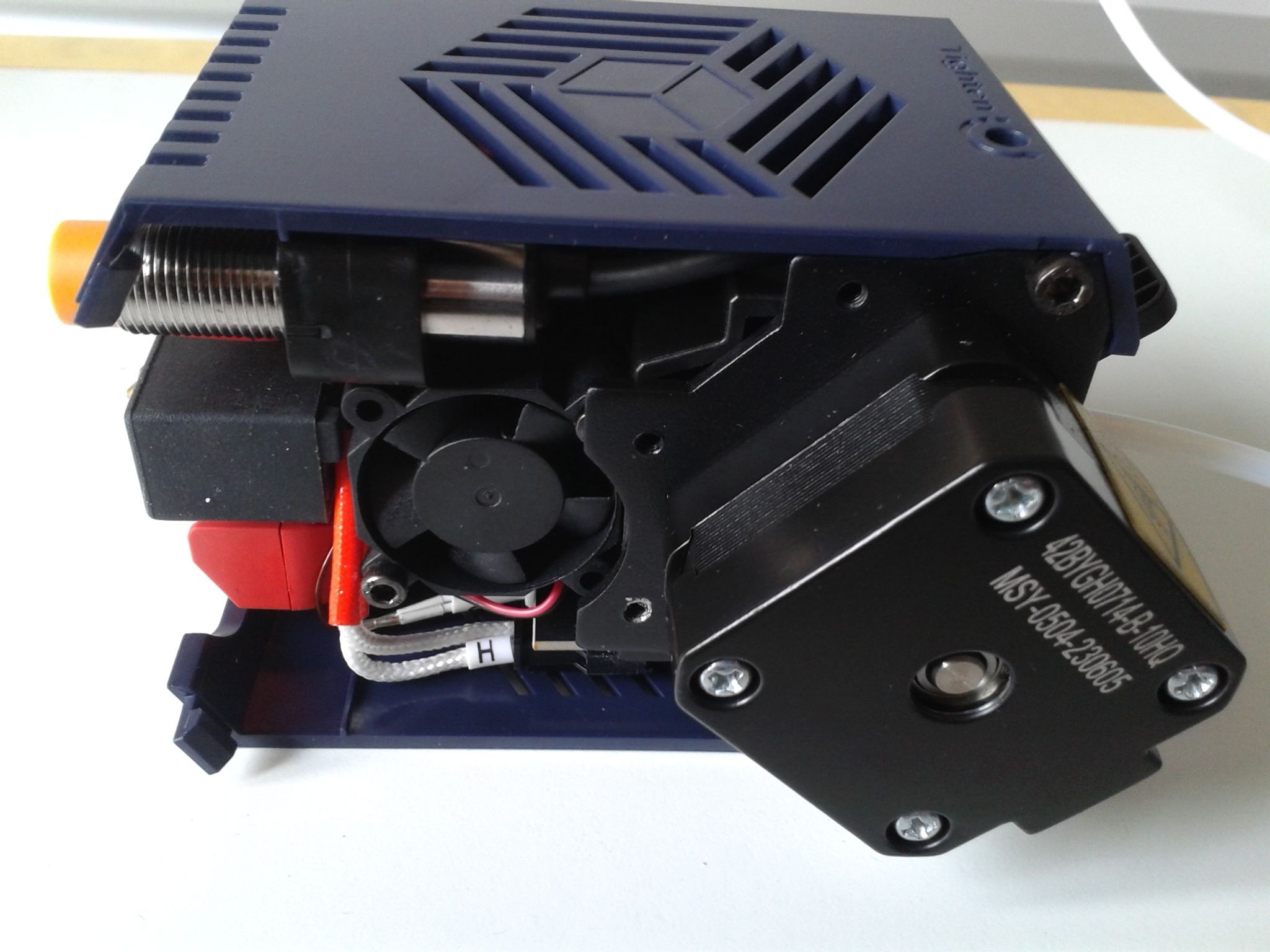
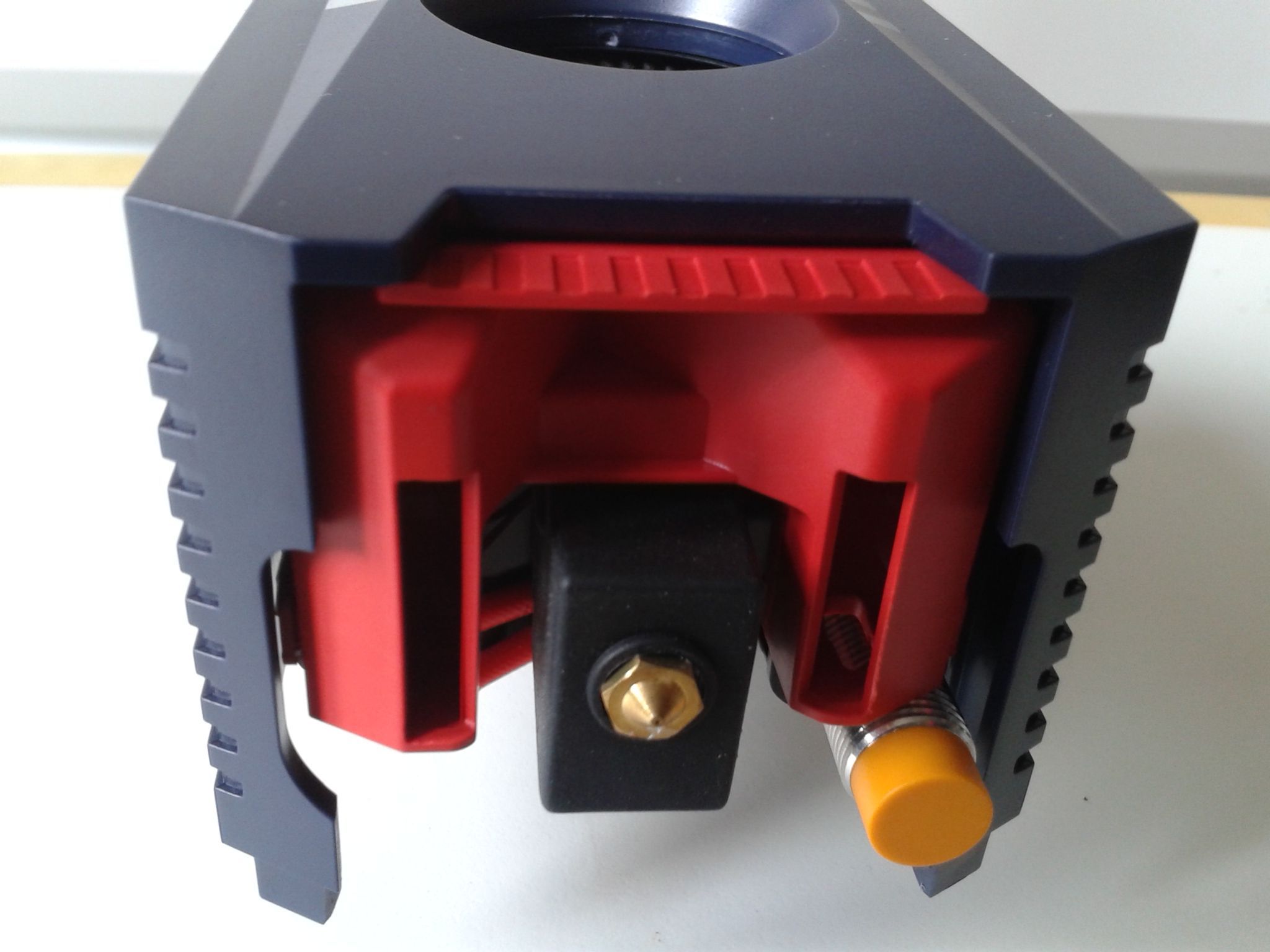
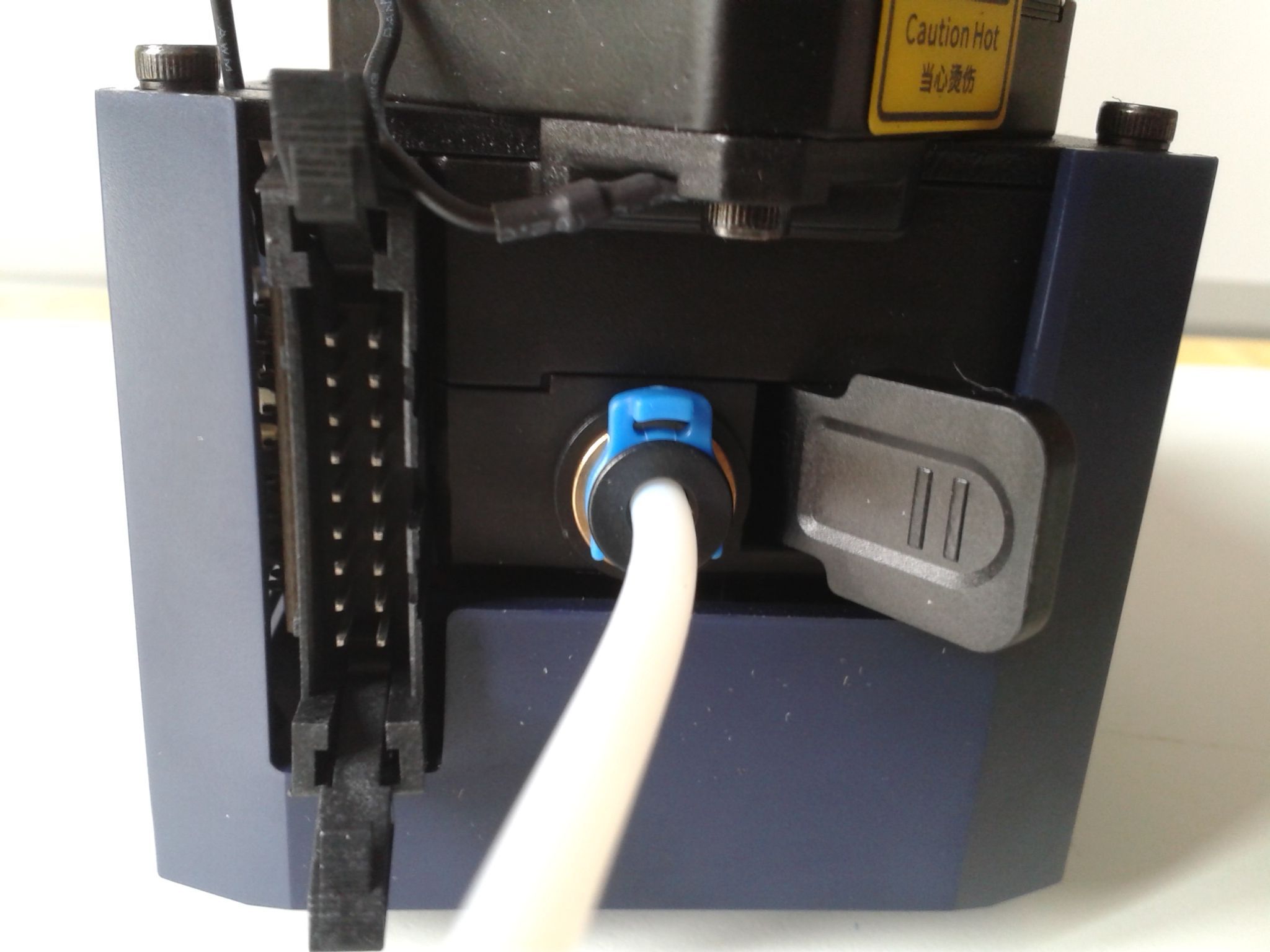
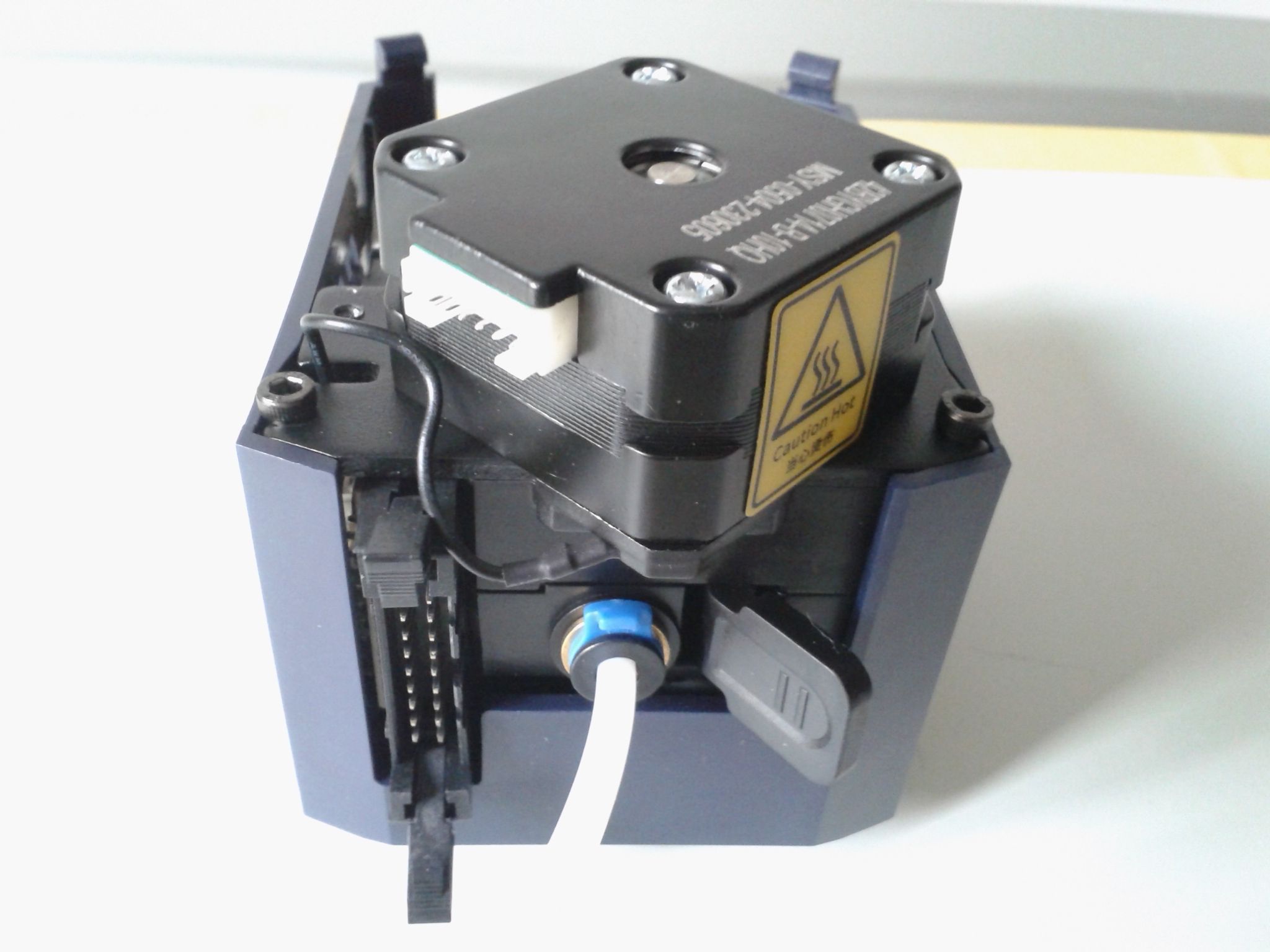
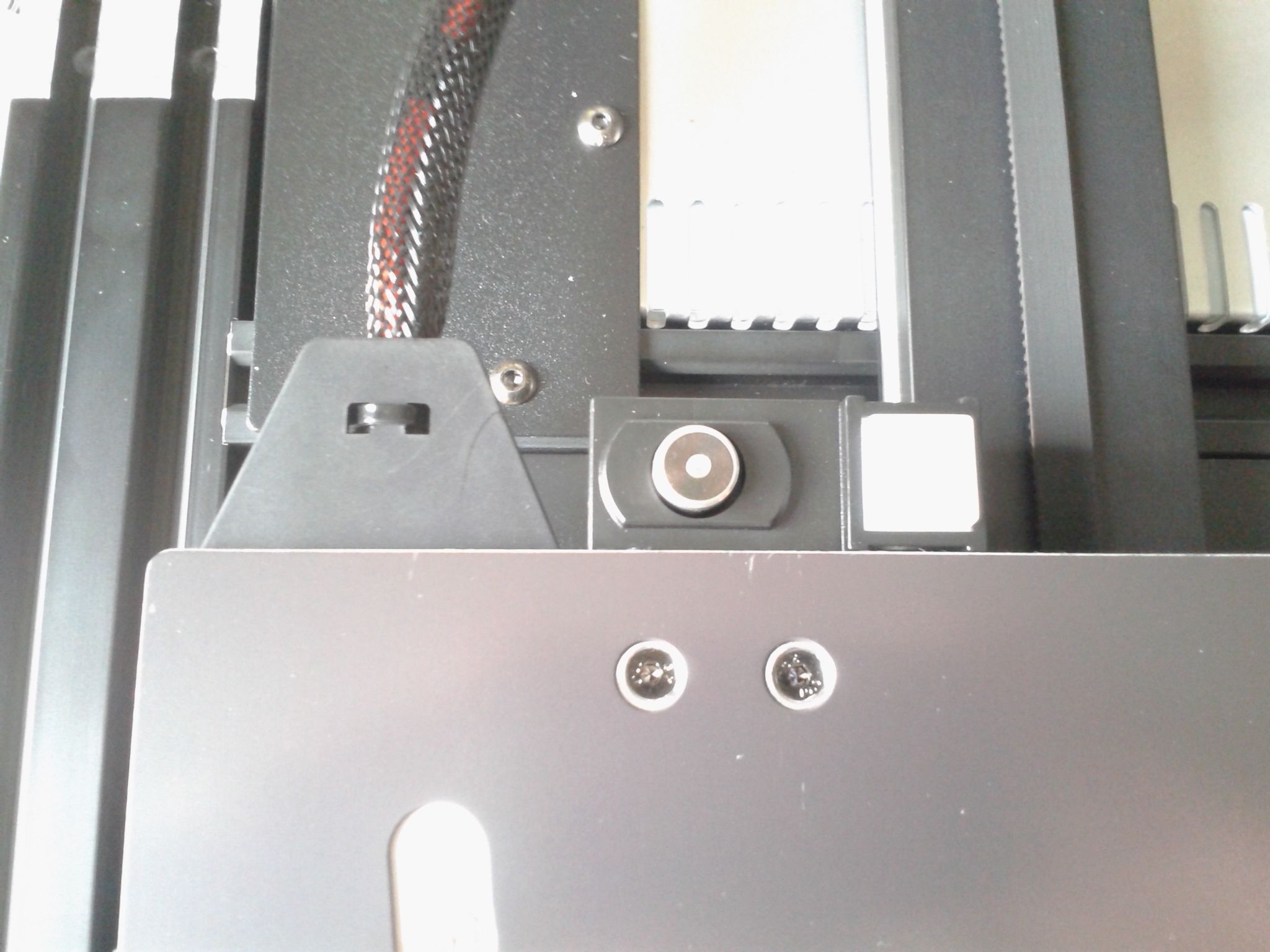
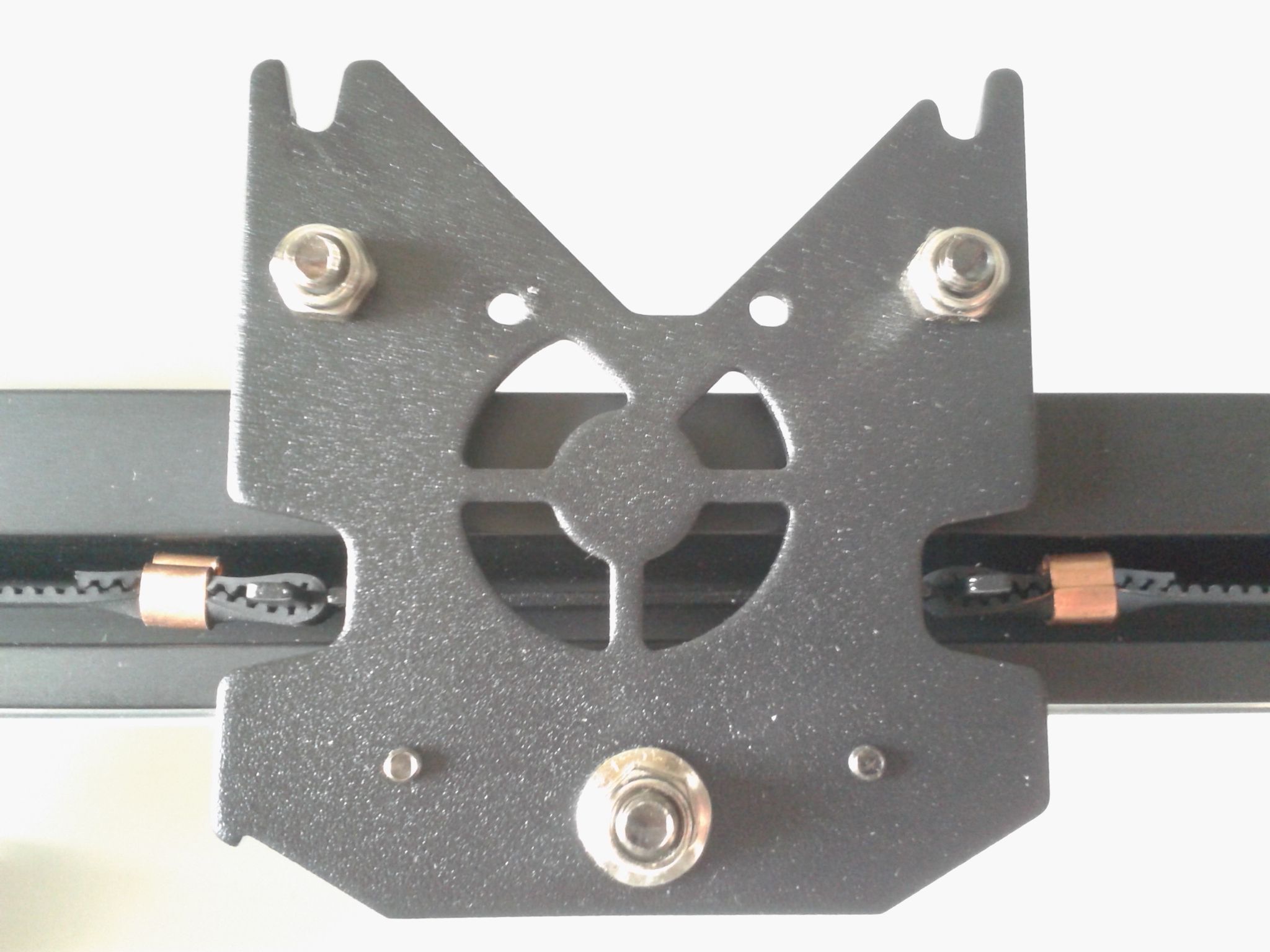
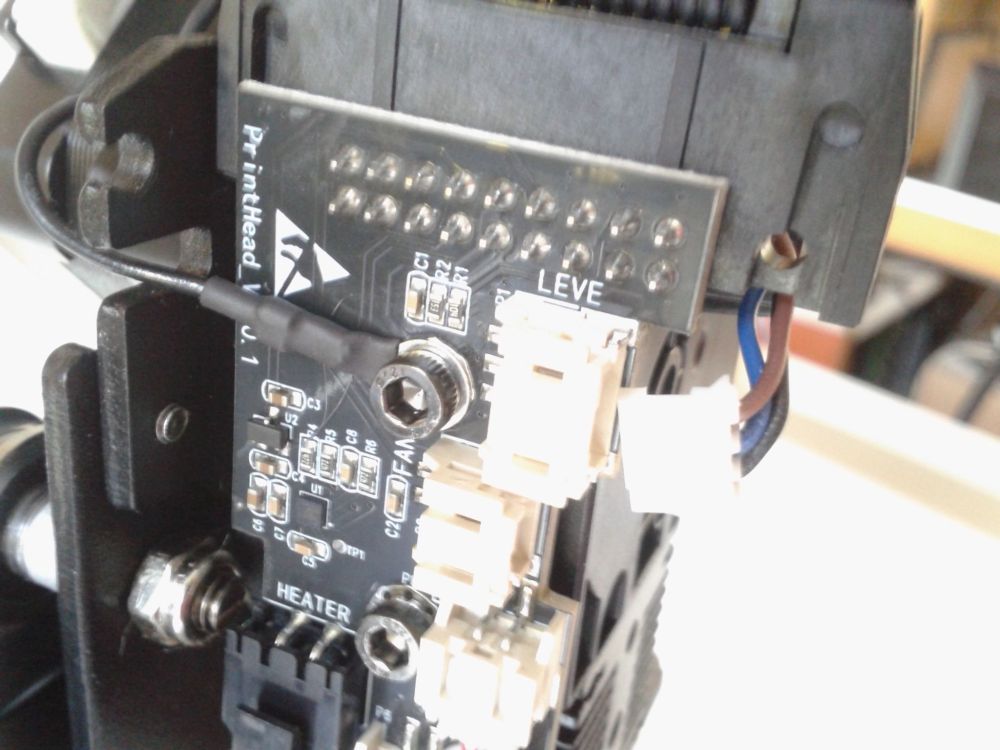
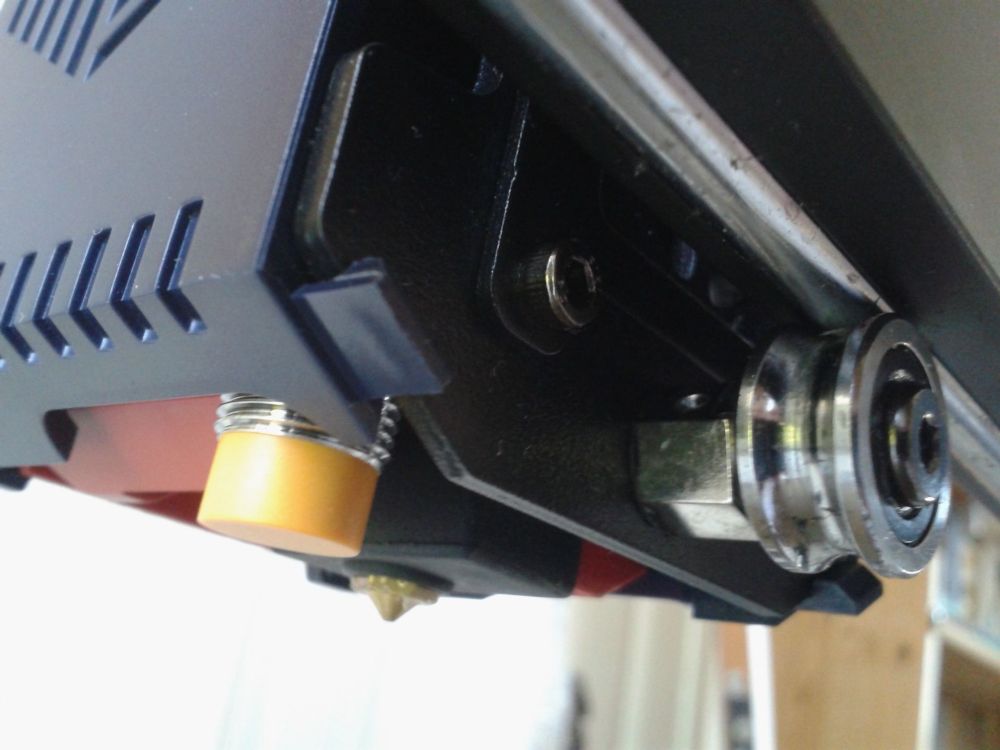
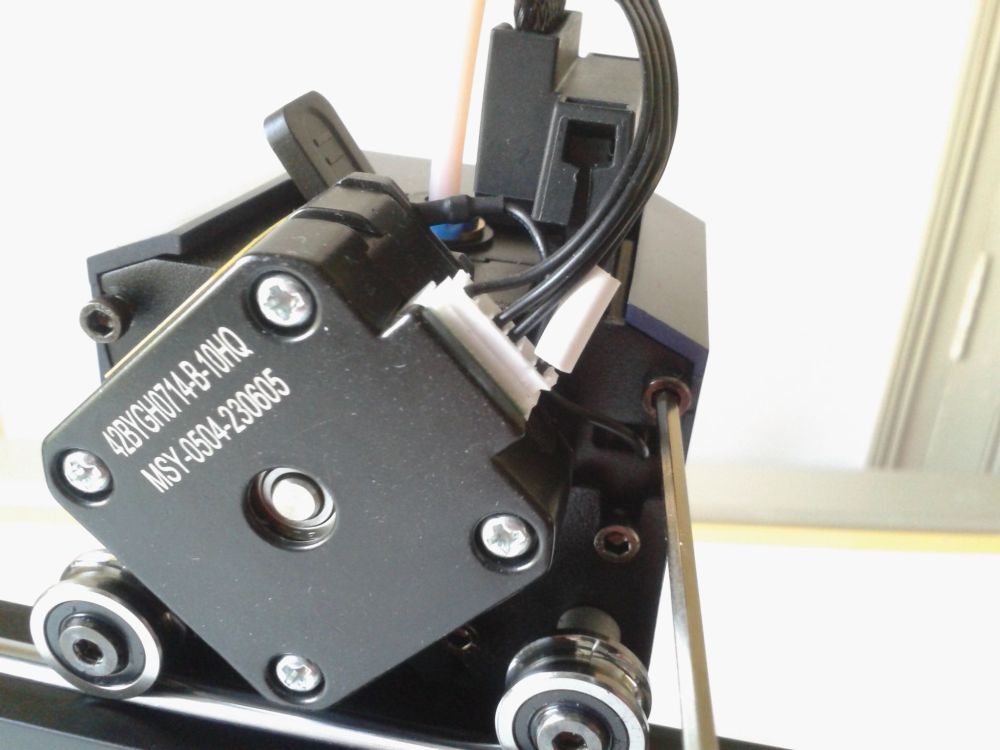
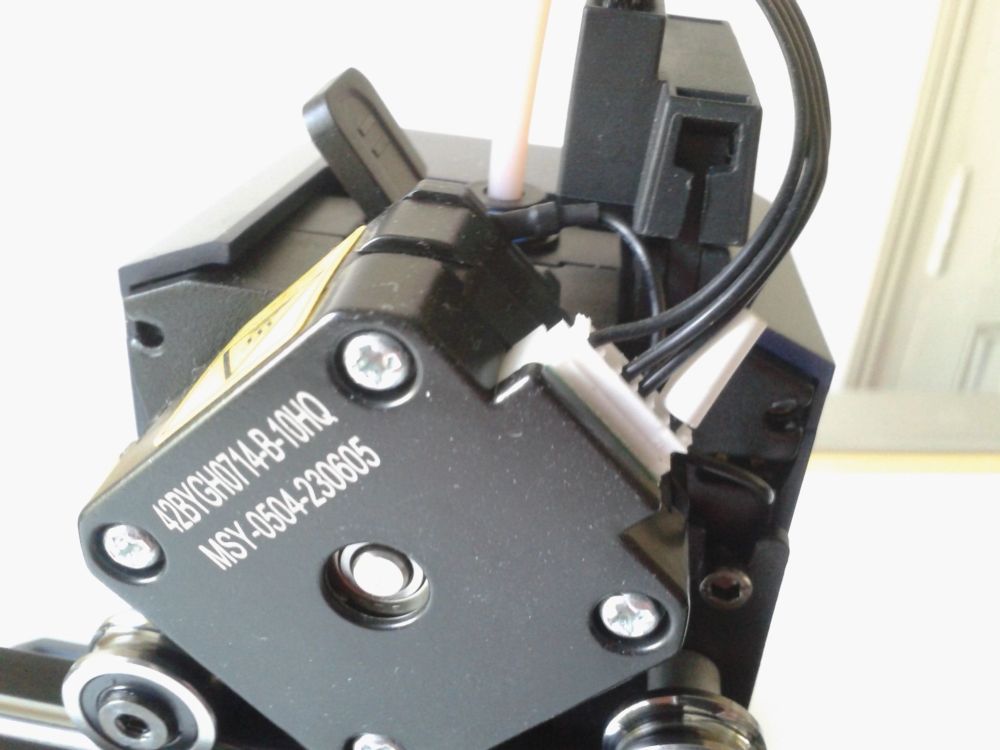
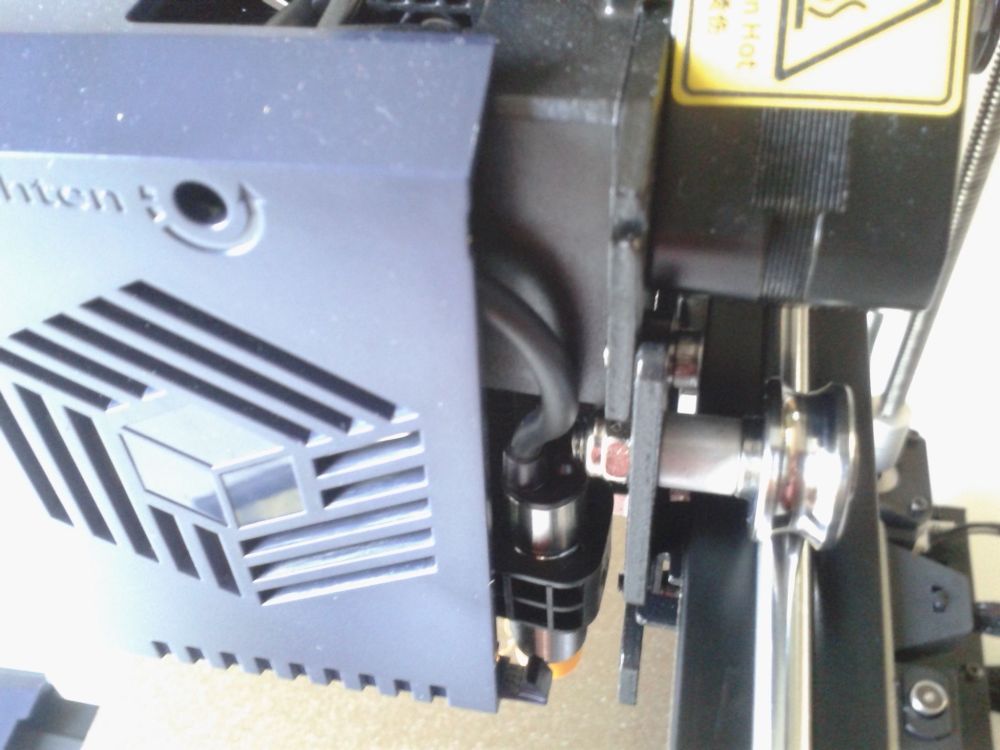
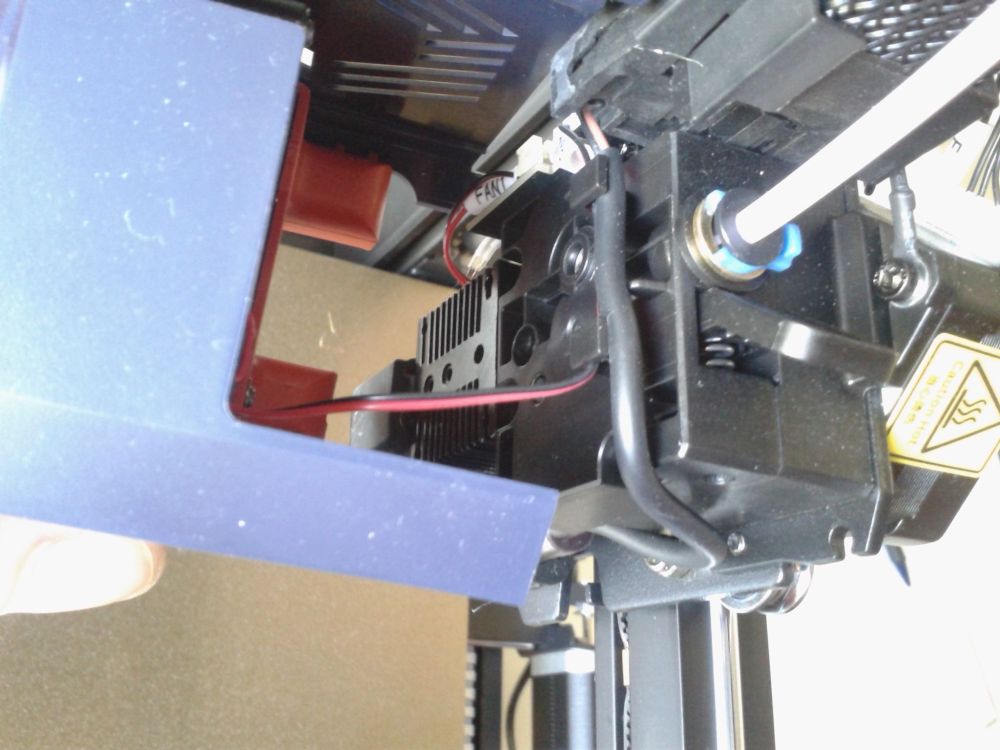
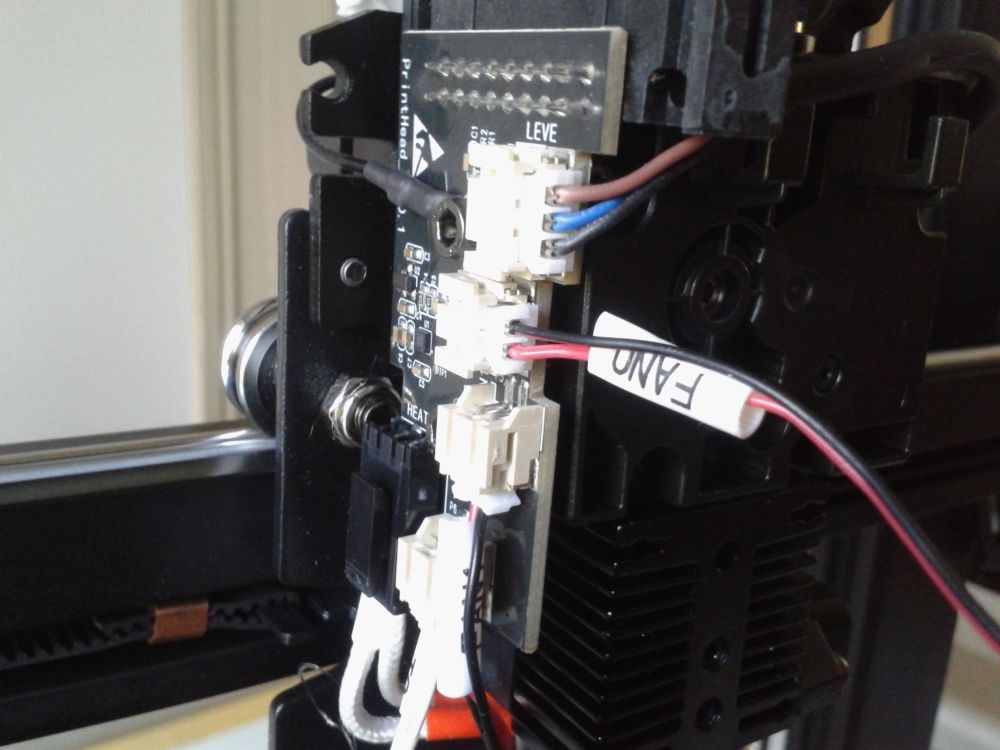
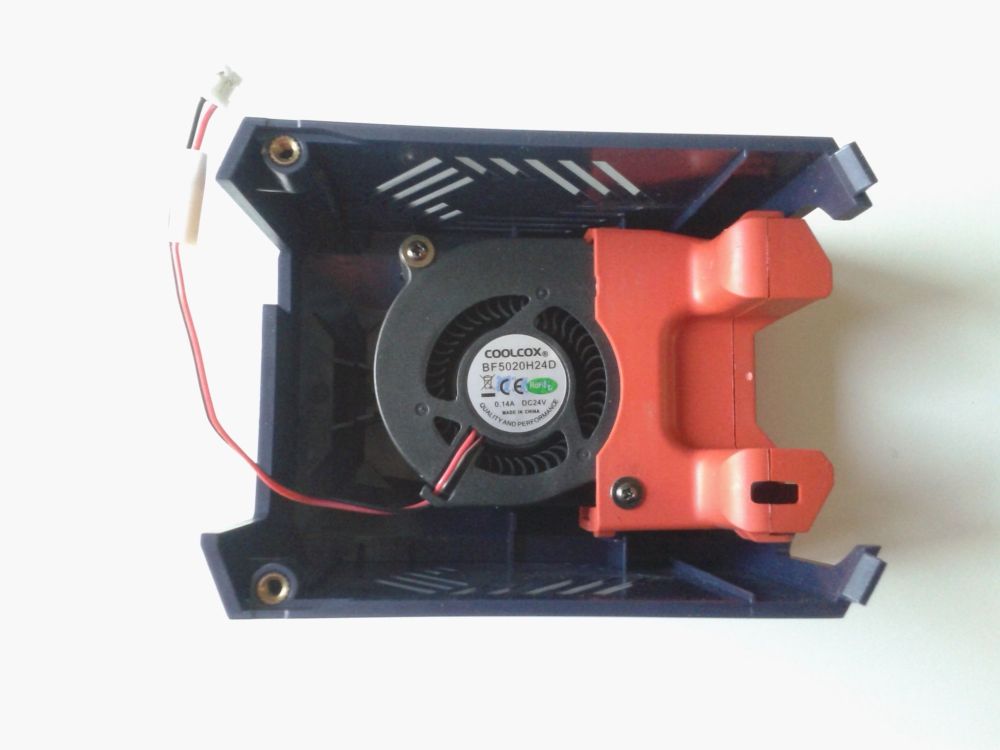
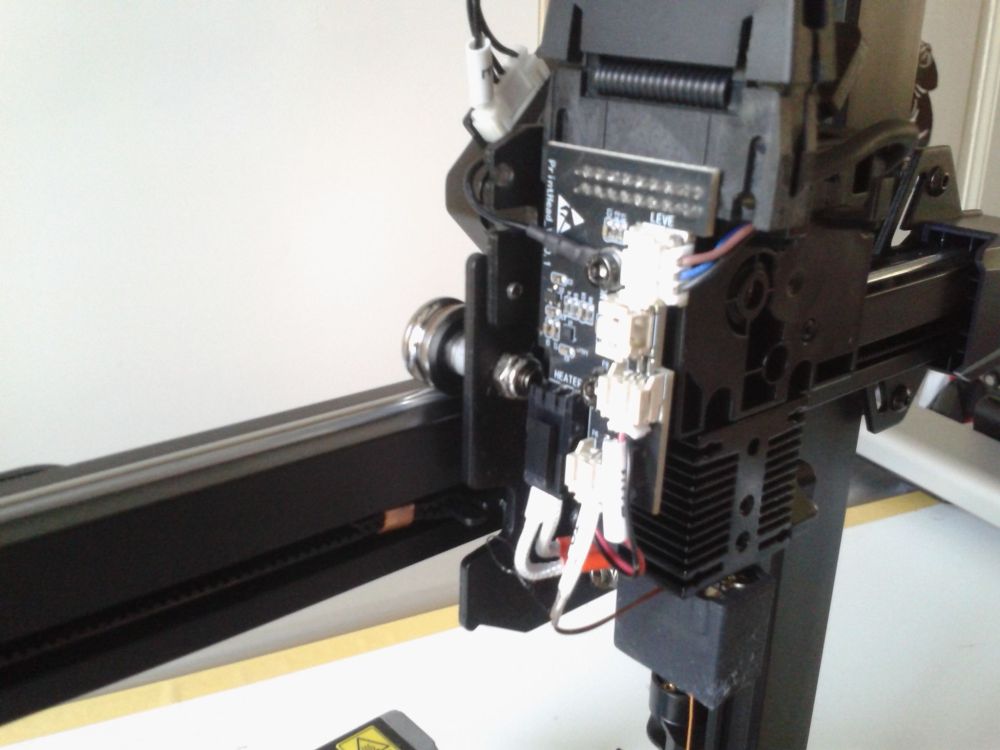
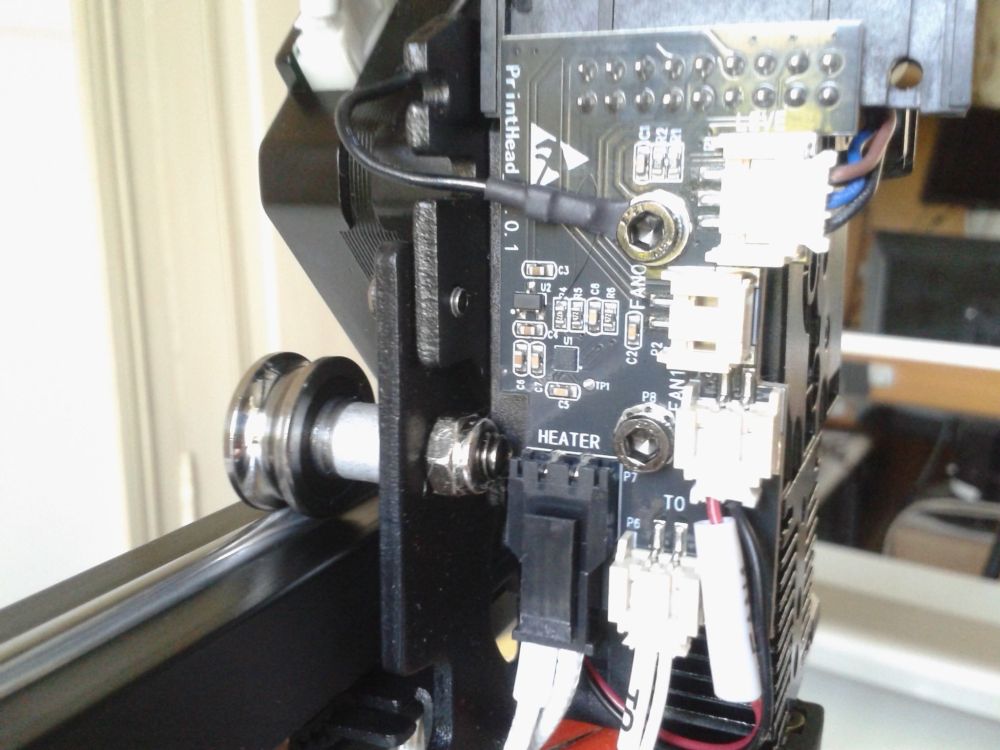
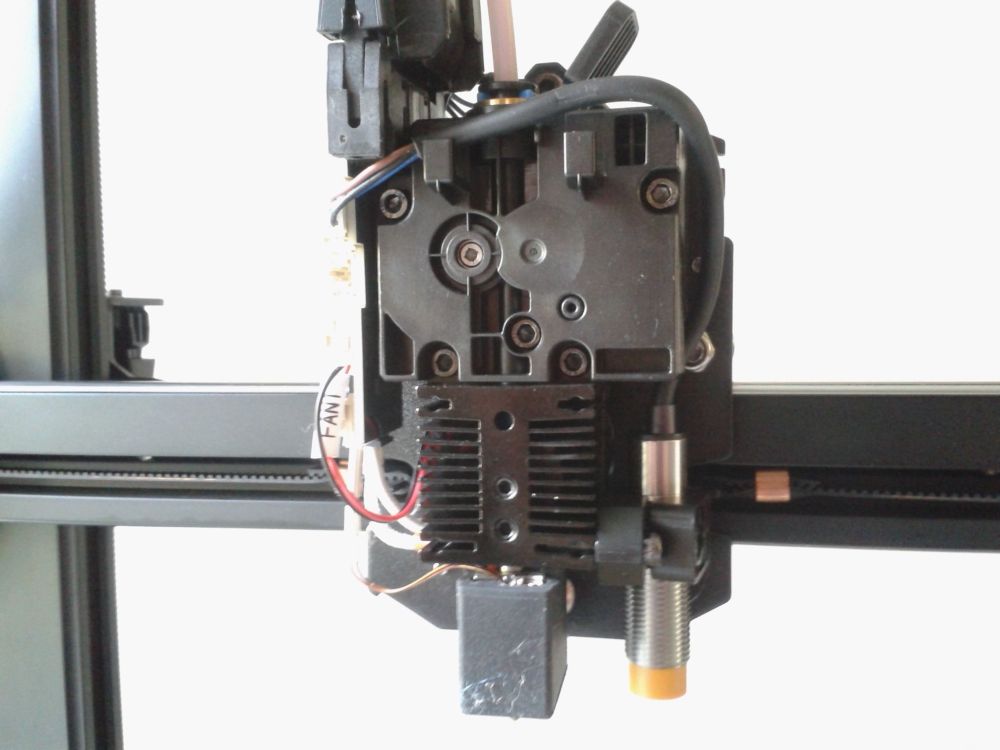
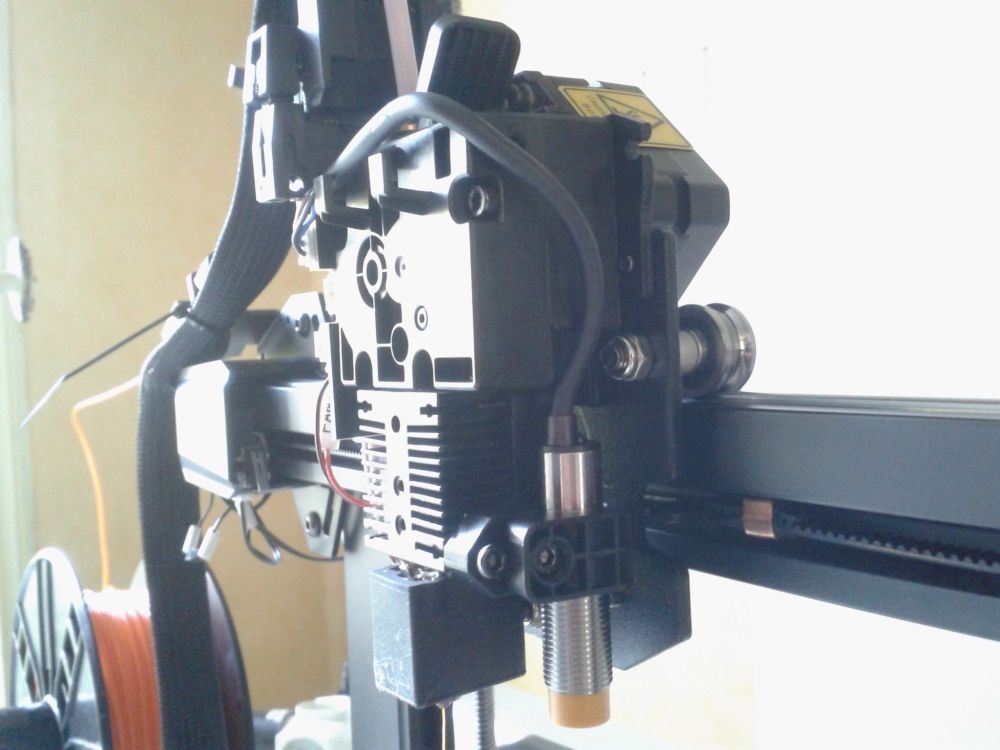
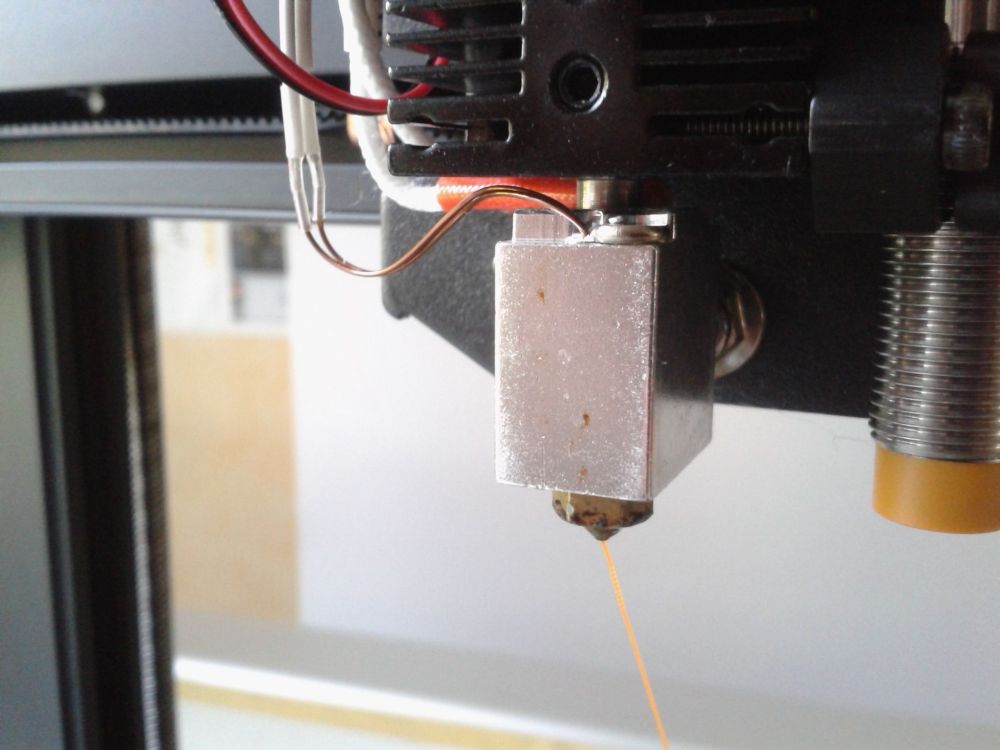
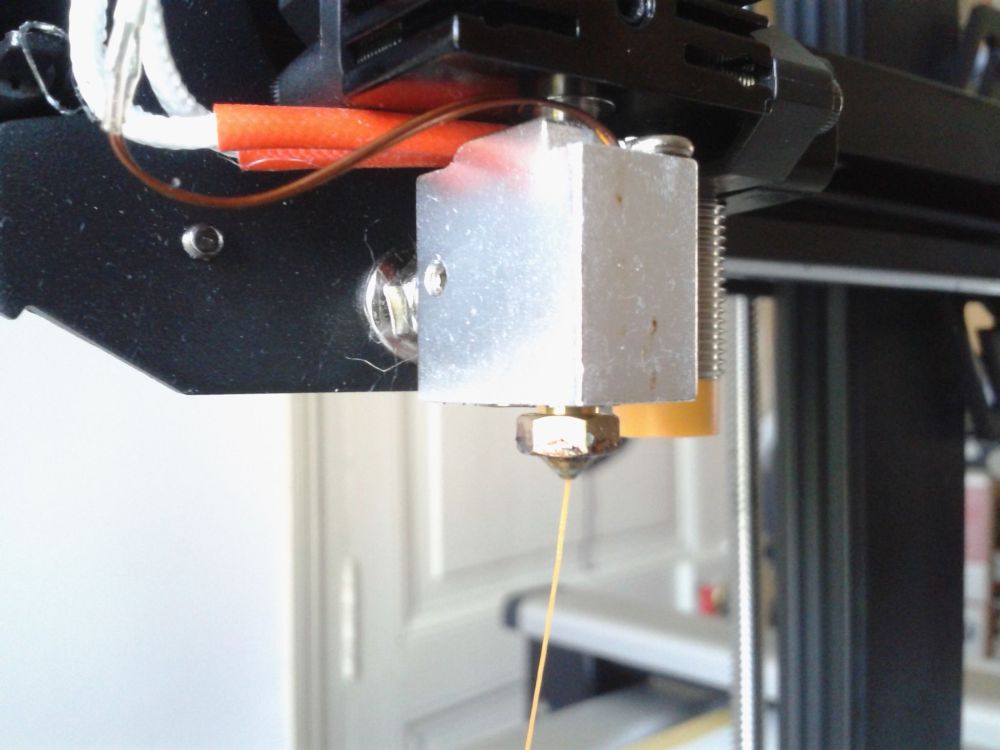
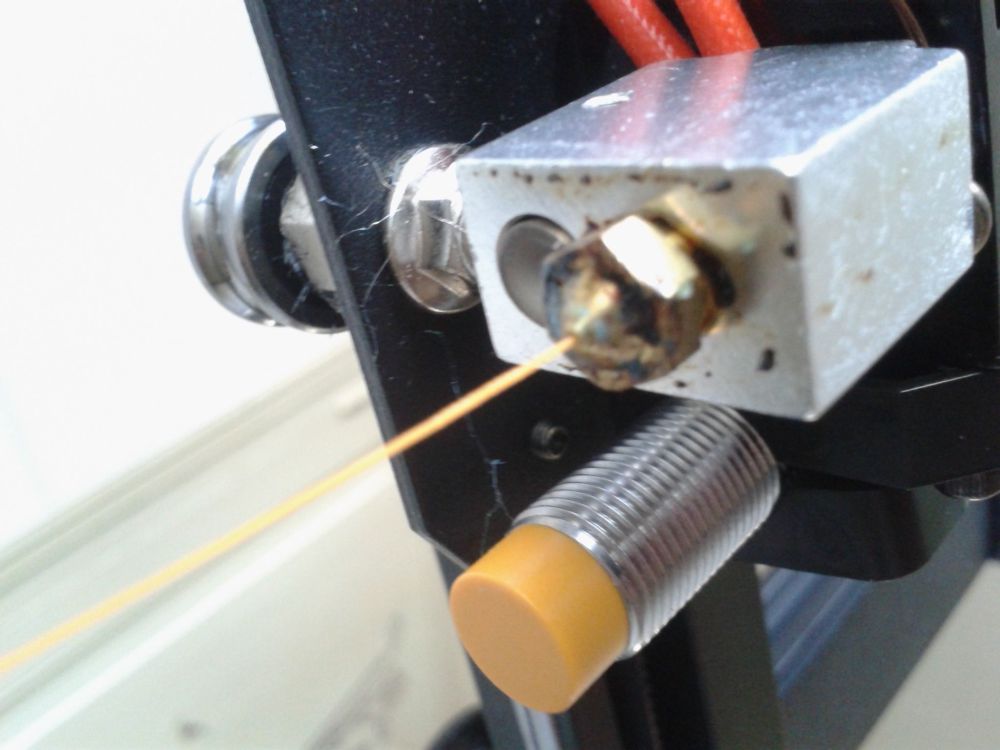
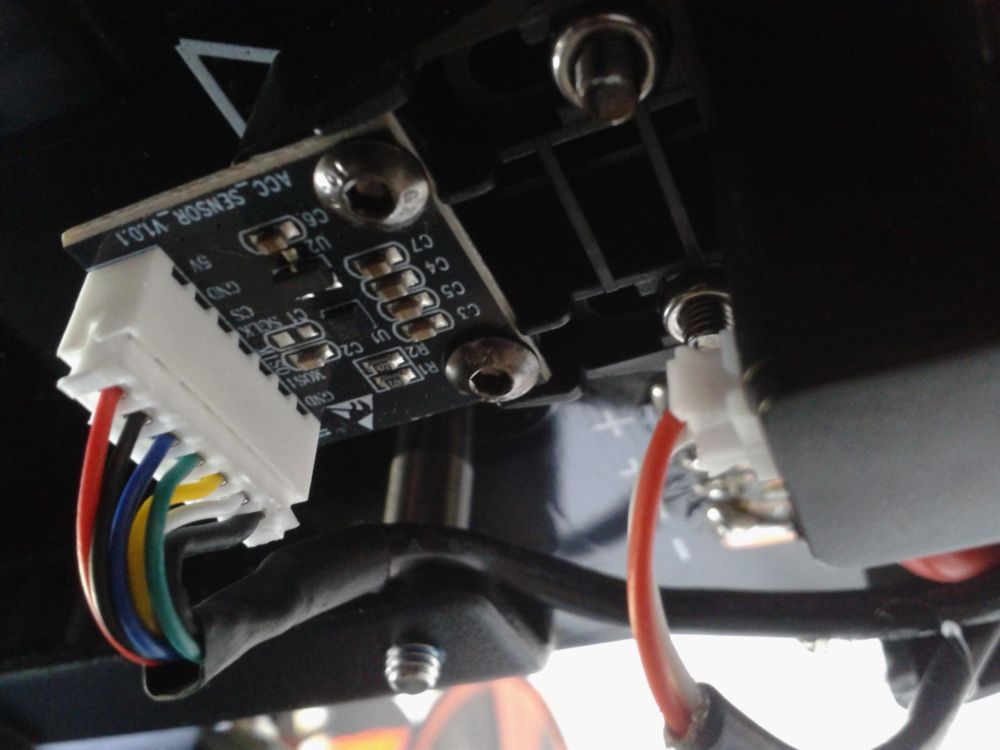
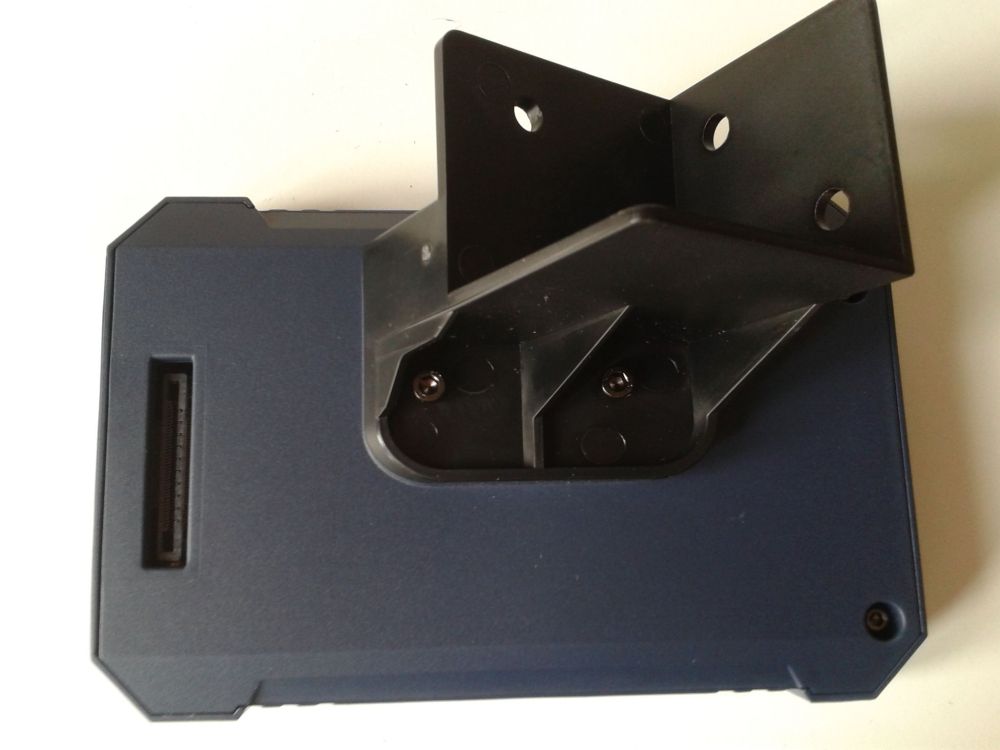
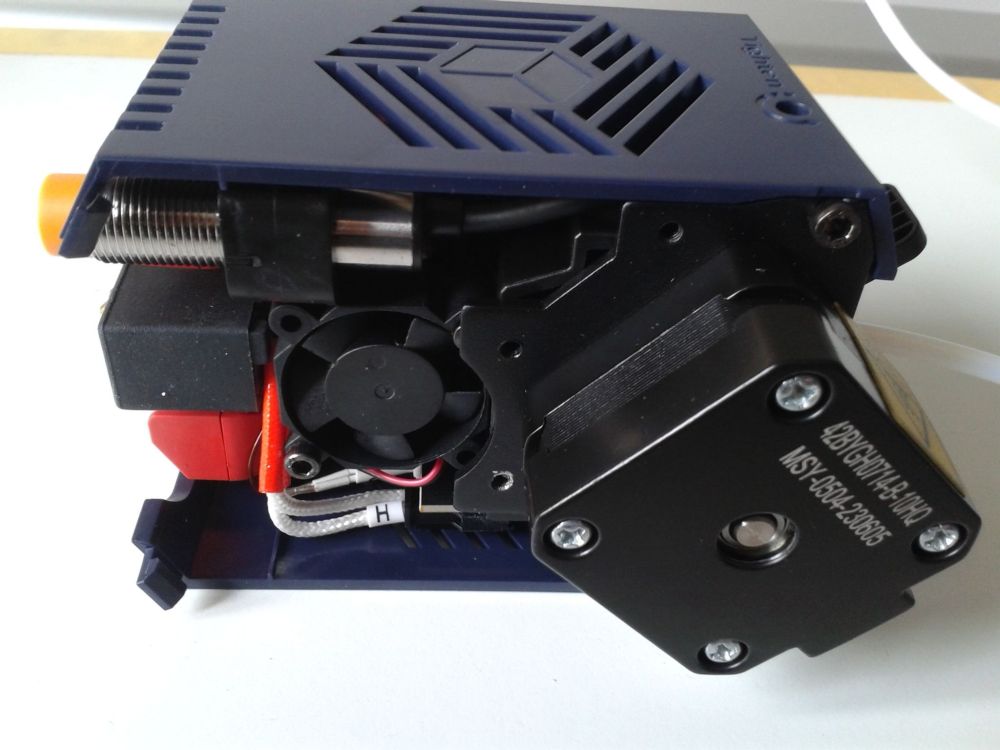
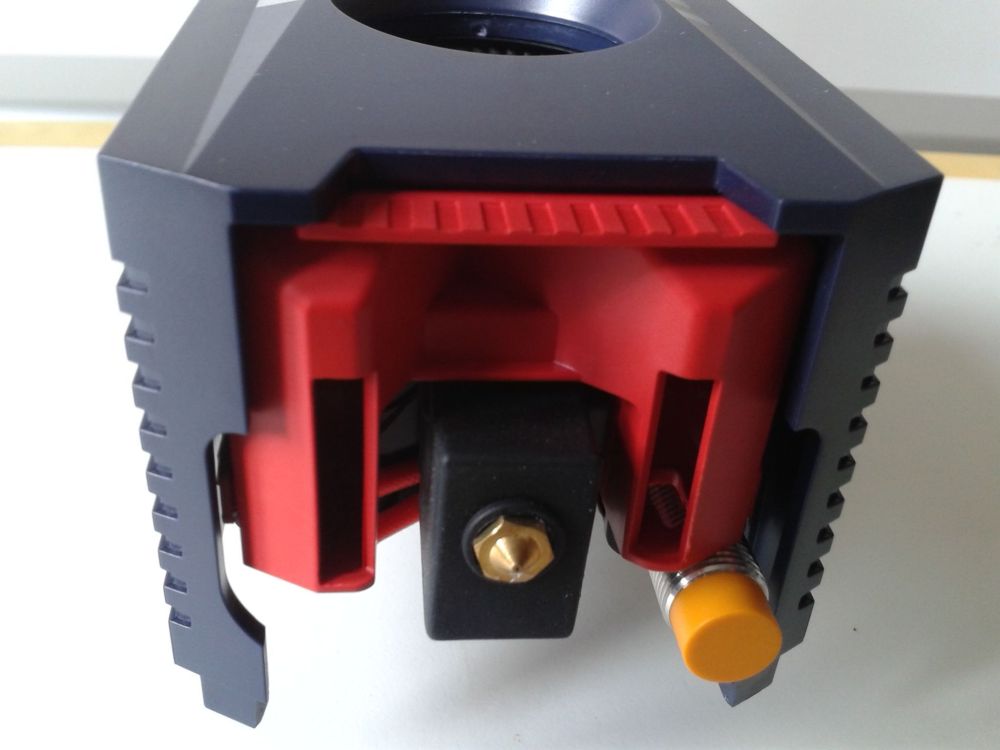
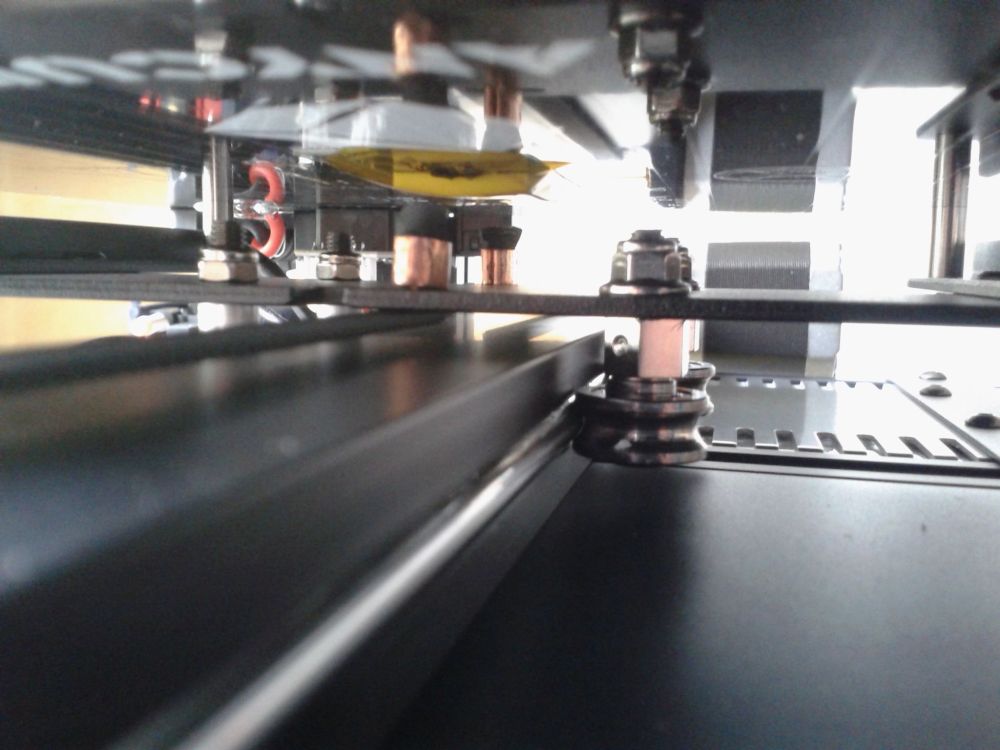
Détails tête d'impression et extrudeur direct drive Bien noter que cela n'ai pas un extrudeur "bowden" (même si l'on voit un tube PTFE). Le tube PTFE blanc/transparent est là uniquement pour guider le filament entre le capteur de fin de filament et l'entrée de l'extrudeur direct drive. L'extrudeur se trouve bien dans la tête d'impression, juste au-dessus de l'entrée du heatbreak. Donc bien un extrudeur "direct drive". Pour retirer le cache plastique de la tête d'impression, enlever les deux vis en haut (empreinte hexagonale M2.5) et pousser les deux clips en plastique en bas du cache plastique. Attention, le ventilateur turbine est fixé dans le cache en plastique, suivre les fils et débrancher le connecteur, pour enlever complètement le cache plastique. La petite carte électronique permet la connexion du capteur de nivellement inductif "Levi Q 2.0", ventilateurs de refroidissement (du heatbreak et de l'impression), thermistance, cartouche chauffante, un raccord a la masse ?, et cette carte doit il me semble (mais a vérifier) contenir un accéléromètre (je ne sais pas l'identifier ... ) Après avoir enlevé la chaussette en silicone, du bloc de chauffe (ne pas faire attention au filament extrudé ni aux traces de filaments fondus et brûlés, j'ai pris les photos après plusieurs heures d'impression, sans avoir fait de nettoyage) L'accès a la vis d'ajustement du serrage du filament dans l'extrudeur (cache en plastique remis en place) Détail sur la buse (version maison d'Anycubic semblable a des buses du type Volcano) de rechange et les morceaux de tube PTFE bleu fournis Les morceaux de tube PTFE bleu (Capricorne ?) semblent faire ~40.3 mm de long, et avoir un diamètre extérieur de 4 mm. La hauteur totale de la buse est de ~ 21 mm. (la partie partiellement fileté fait ~ 16 mm) ( extrait de https://discord.com/channels/966957505580236851/966957506184249406/1160502743841116201 par l'utilisateur "Anycubic Community" )






 1 point
1 point -
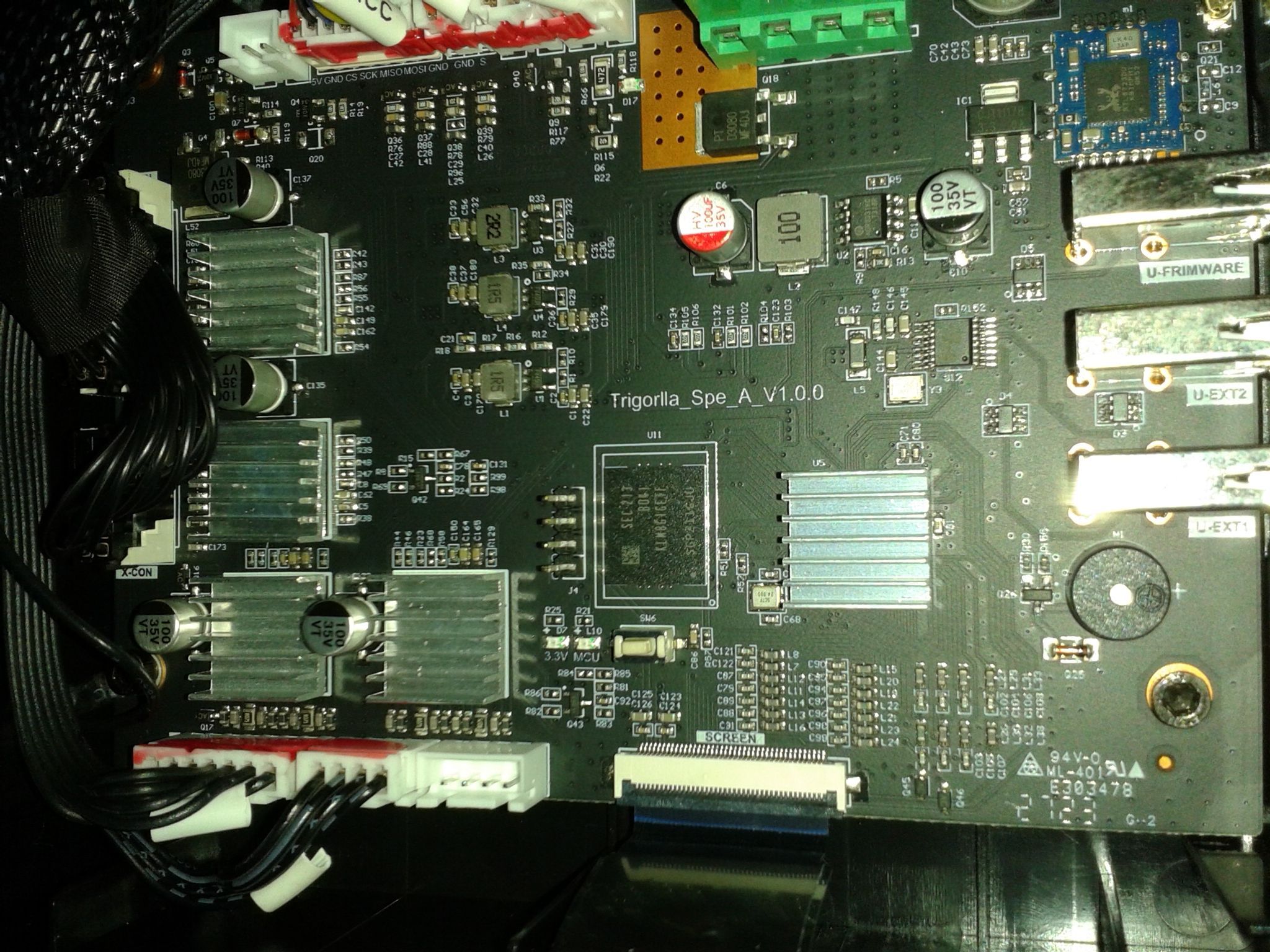
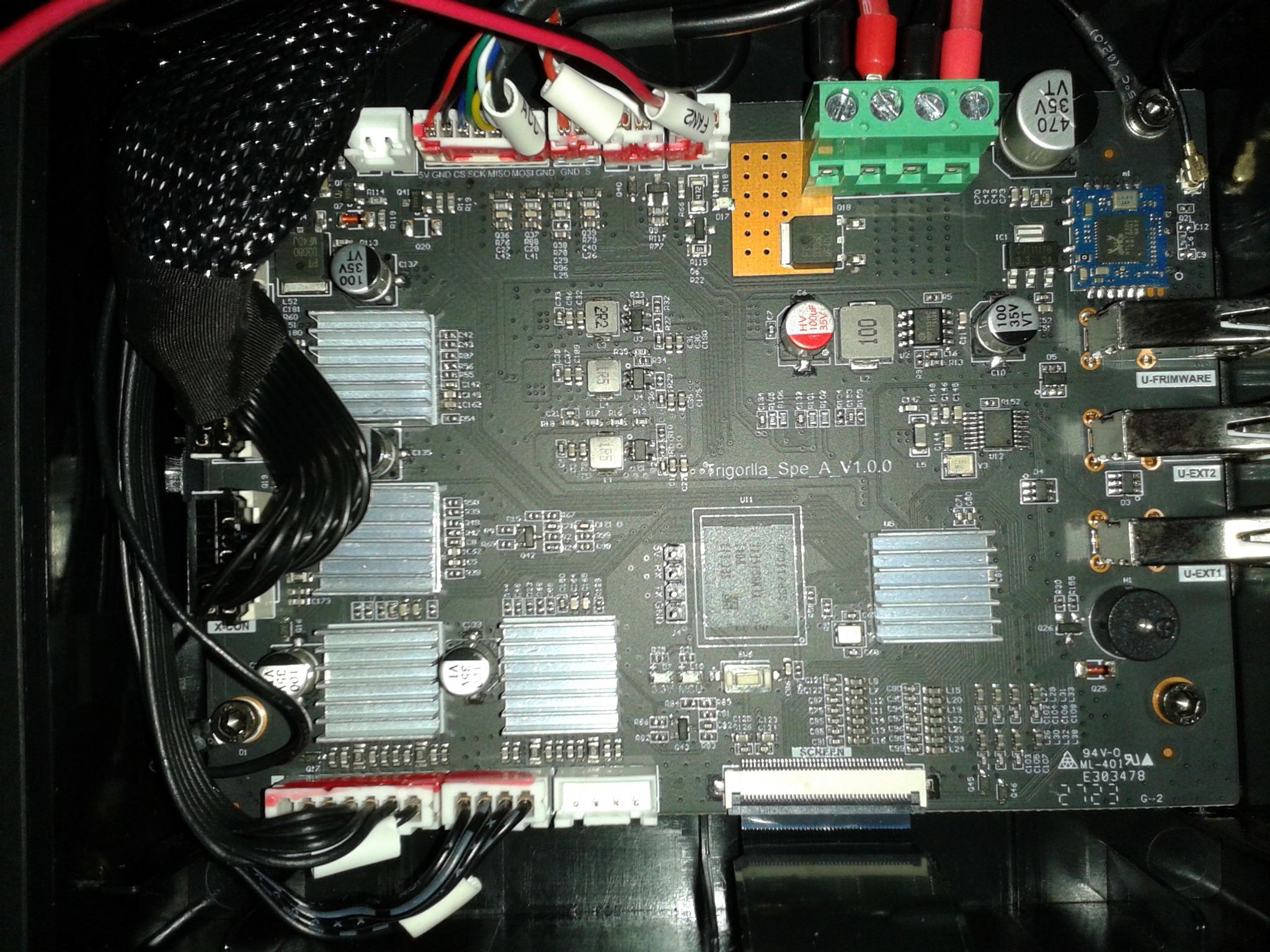
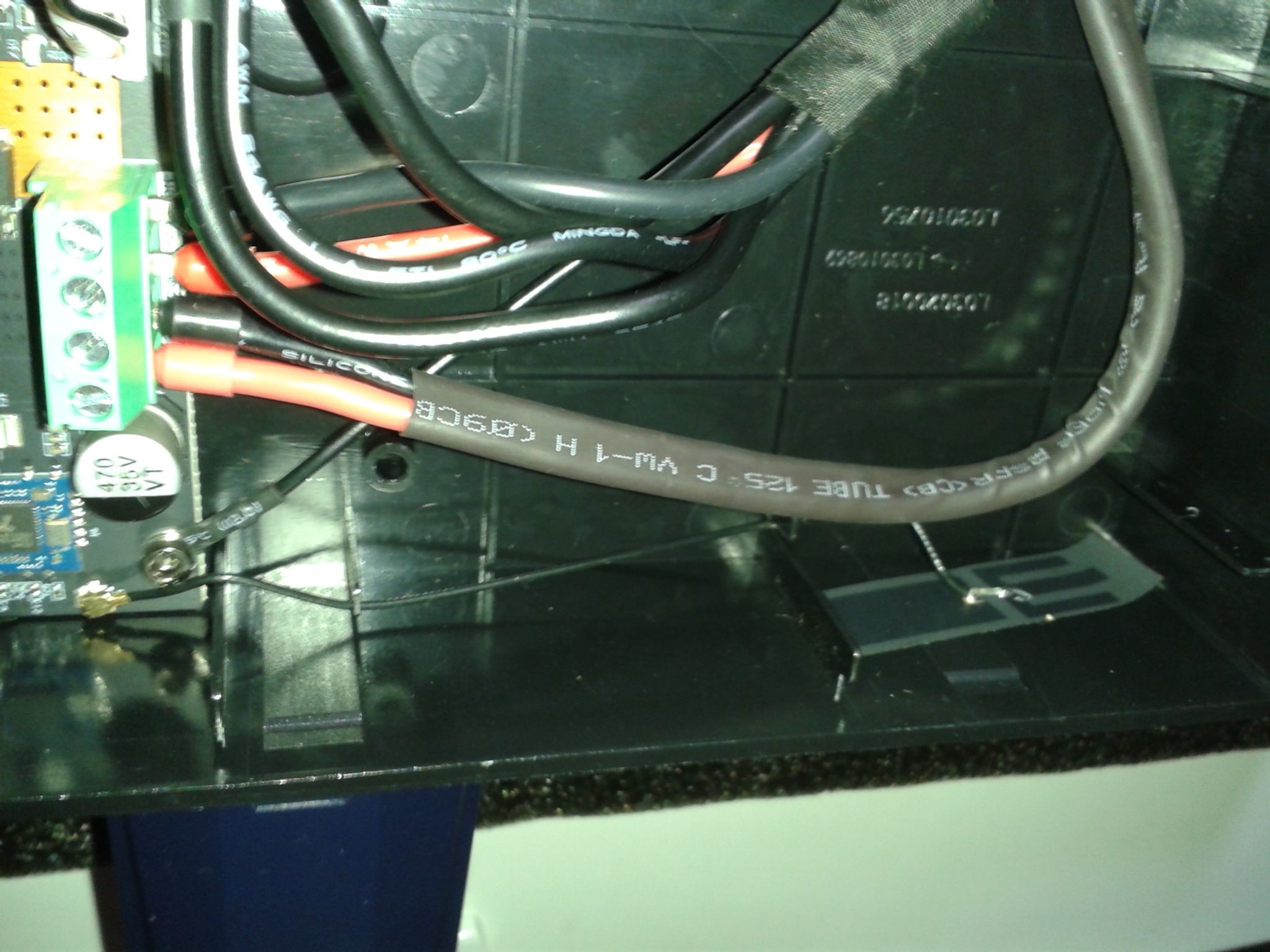
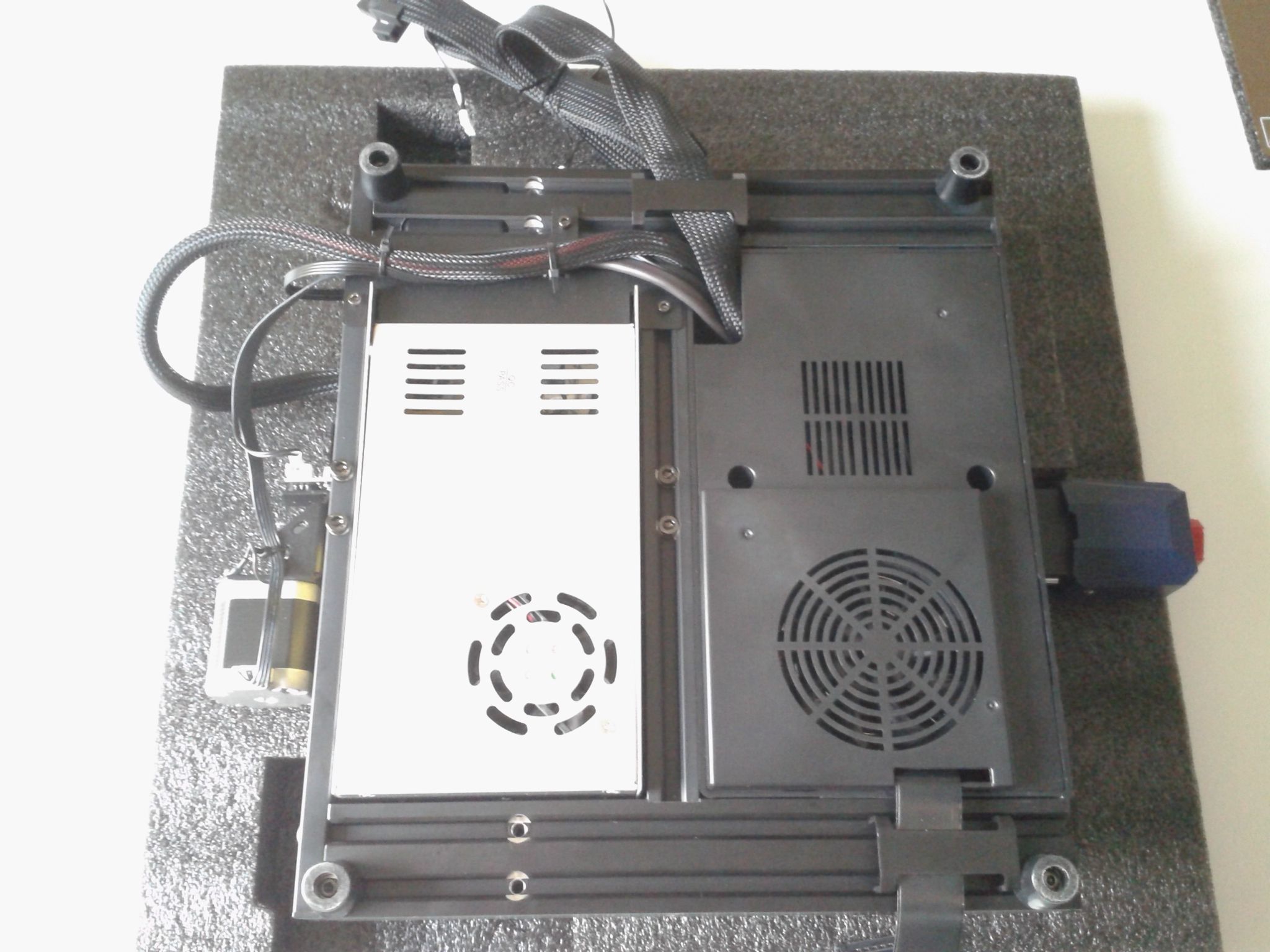
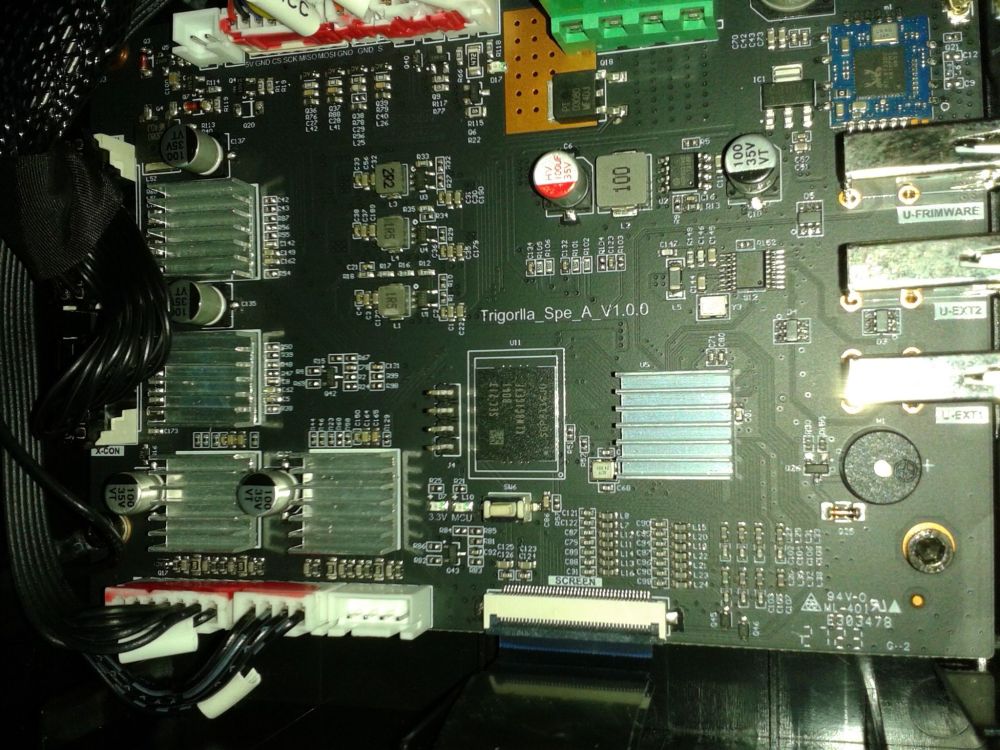
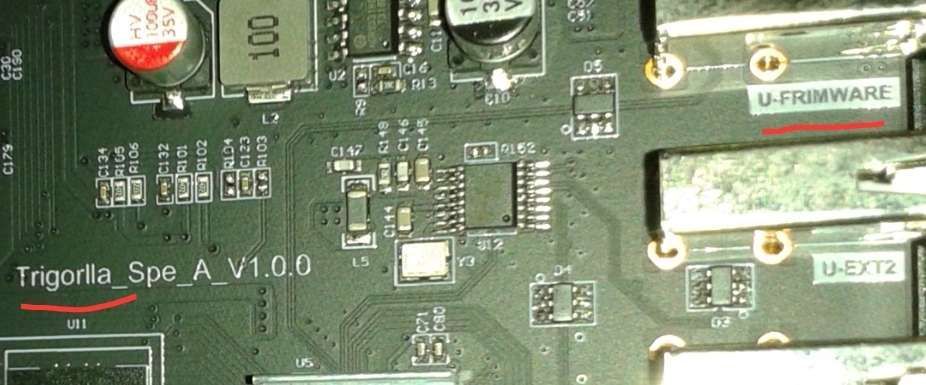
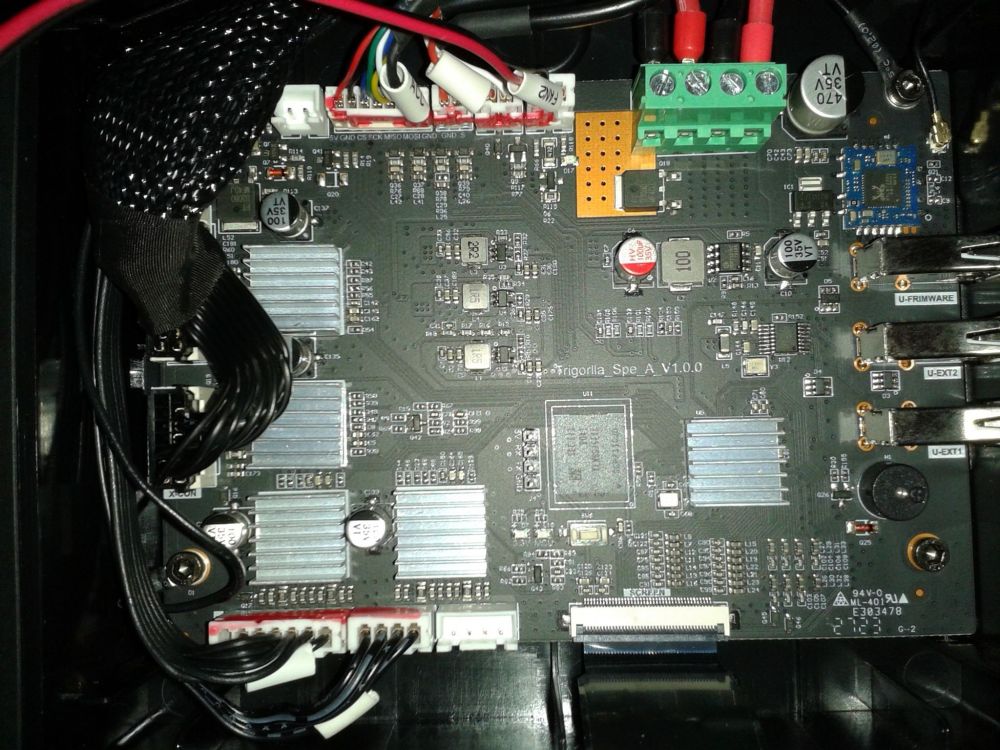
Détails carte-mère // A FAIRE Trouver des belles photos et schéma de la carte-mère, détailler les spécifications de la carte-mère. "Cortex-A7 1.2 Ghz", Port USB (Type A) x 3, ... ( voir le message https://discord.com/channels/966957505580236851/1149228346518028318/1160658988506038342 de l'utilisateur "Fragmon [yt @Crydteam]" ) ( extrait du message https://discord.com/channels/966957505580236851/1149228346518028318/1160535159934820352 de l'utilisateur "HellBlood" ) ( extrait de https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/kobra-2-pro/ ) Détails écran de contrôle "Écran Tactile LCD 4,3" // A FAIRE le démonter pour prendre des photos
 1 point
1 point -
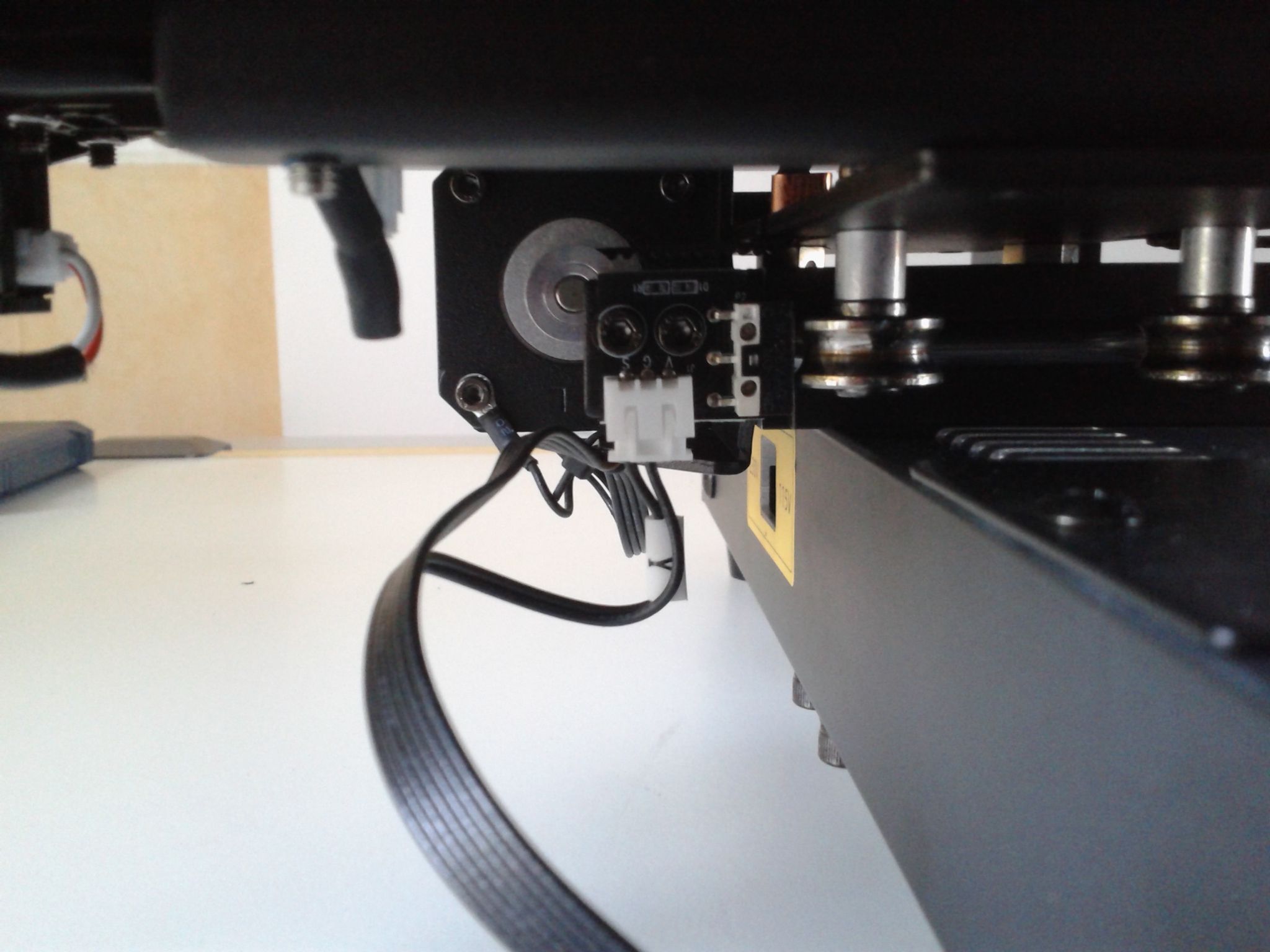
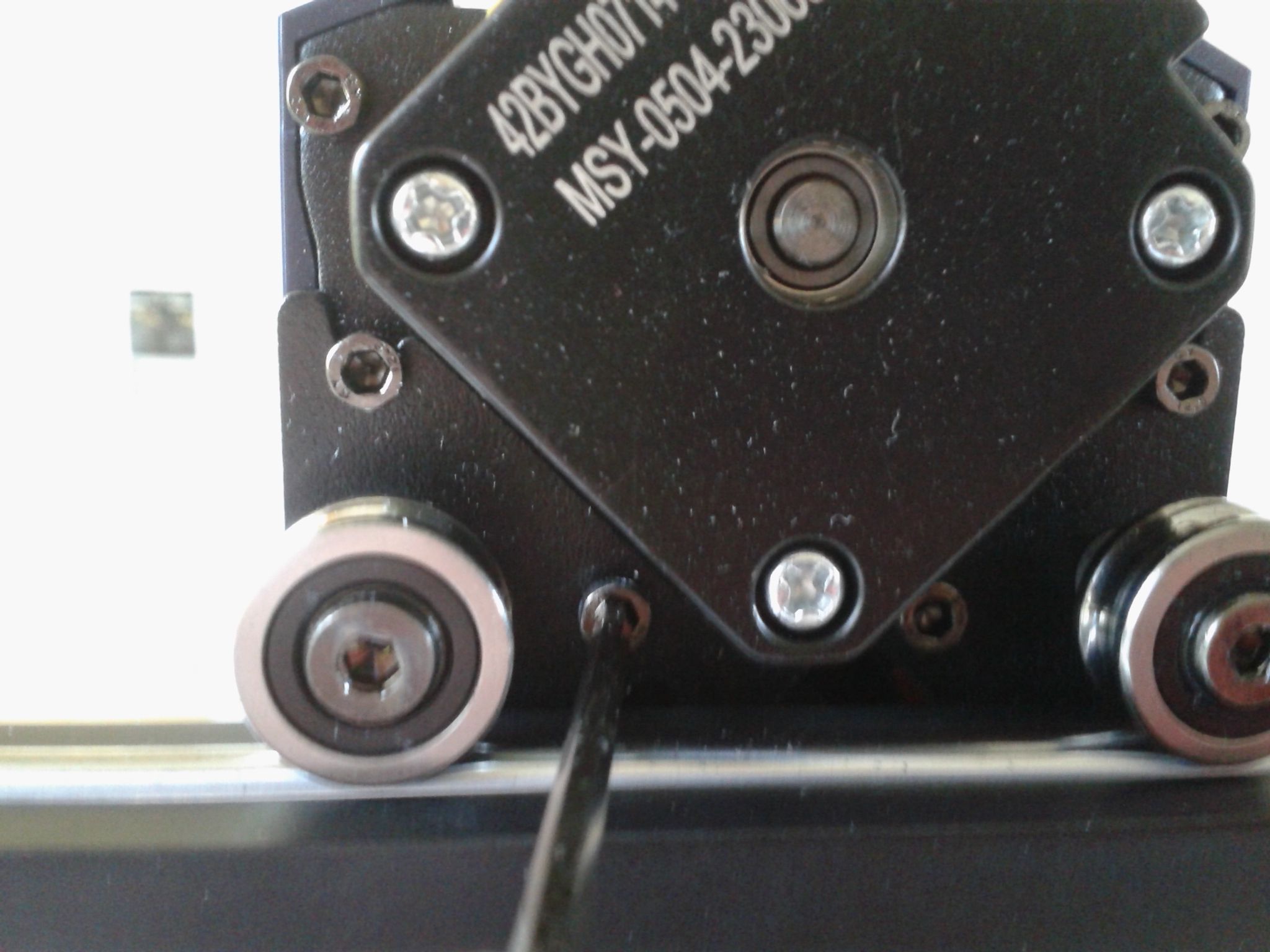
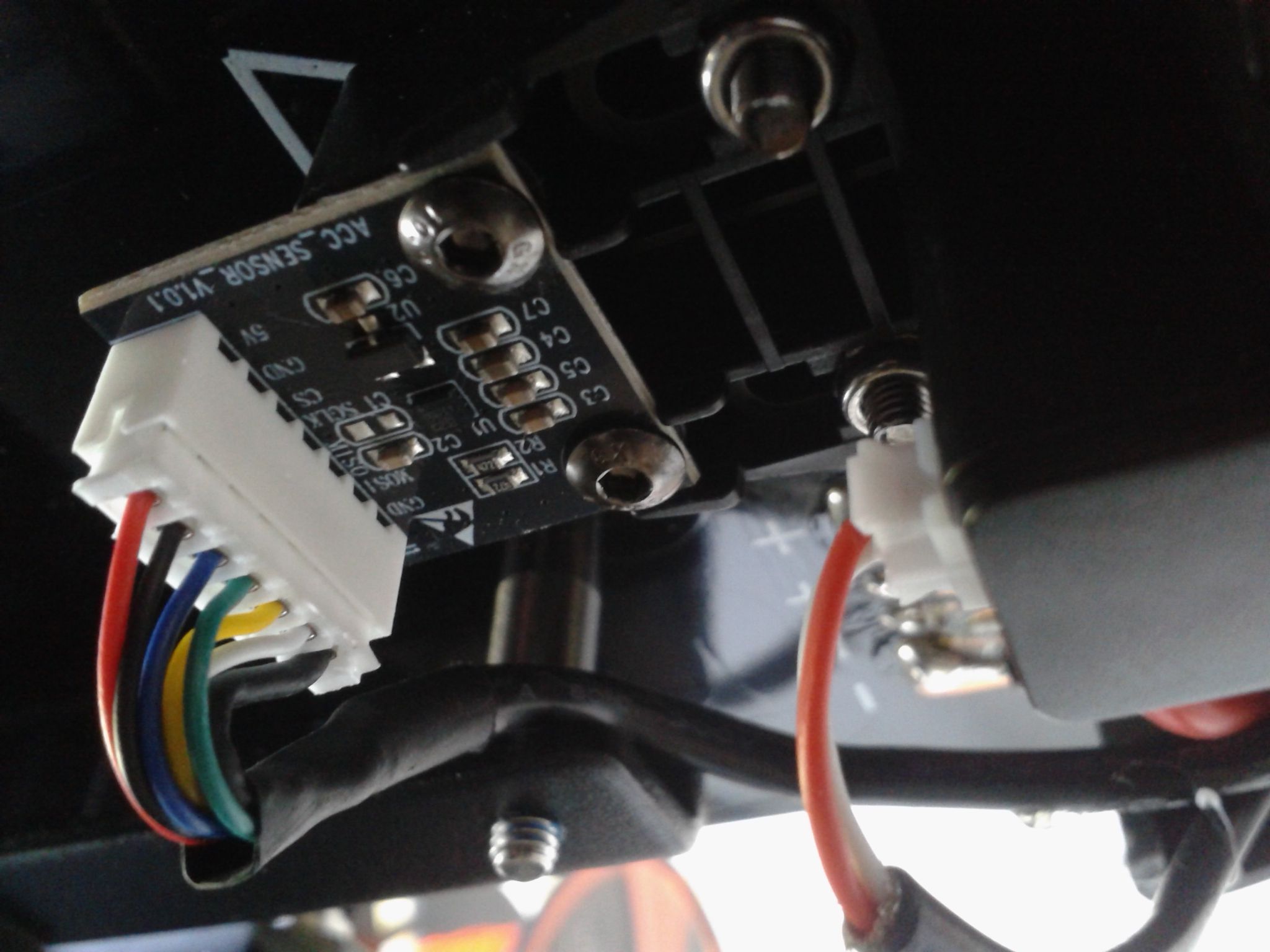
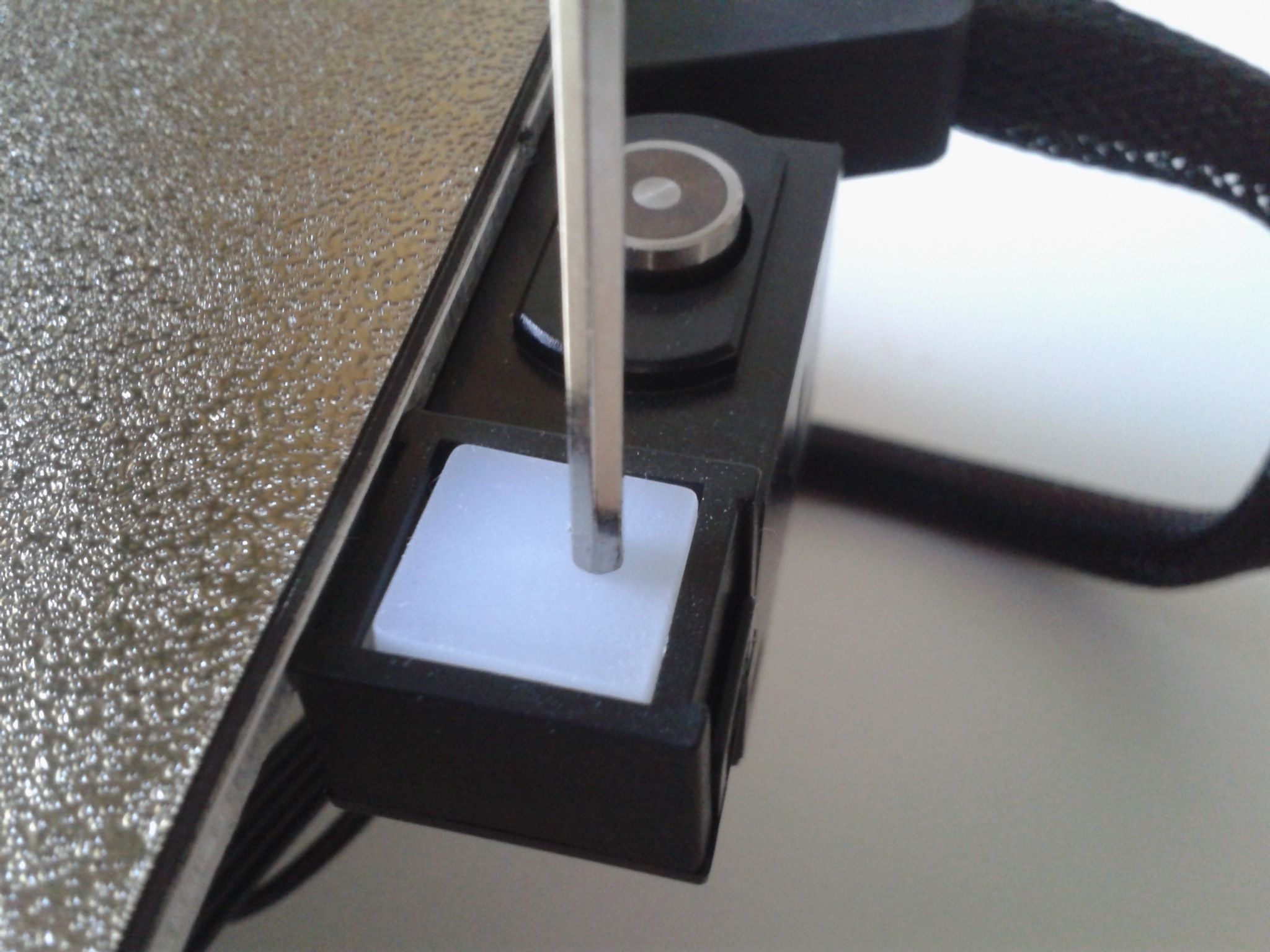
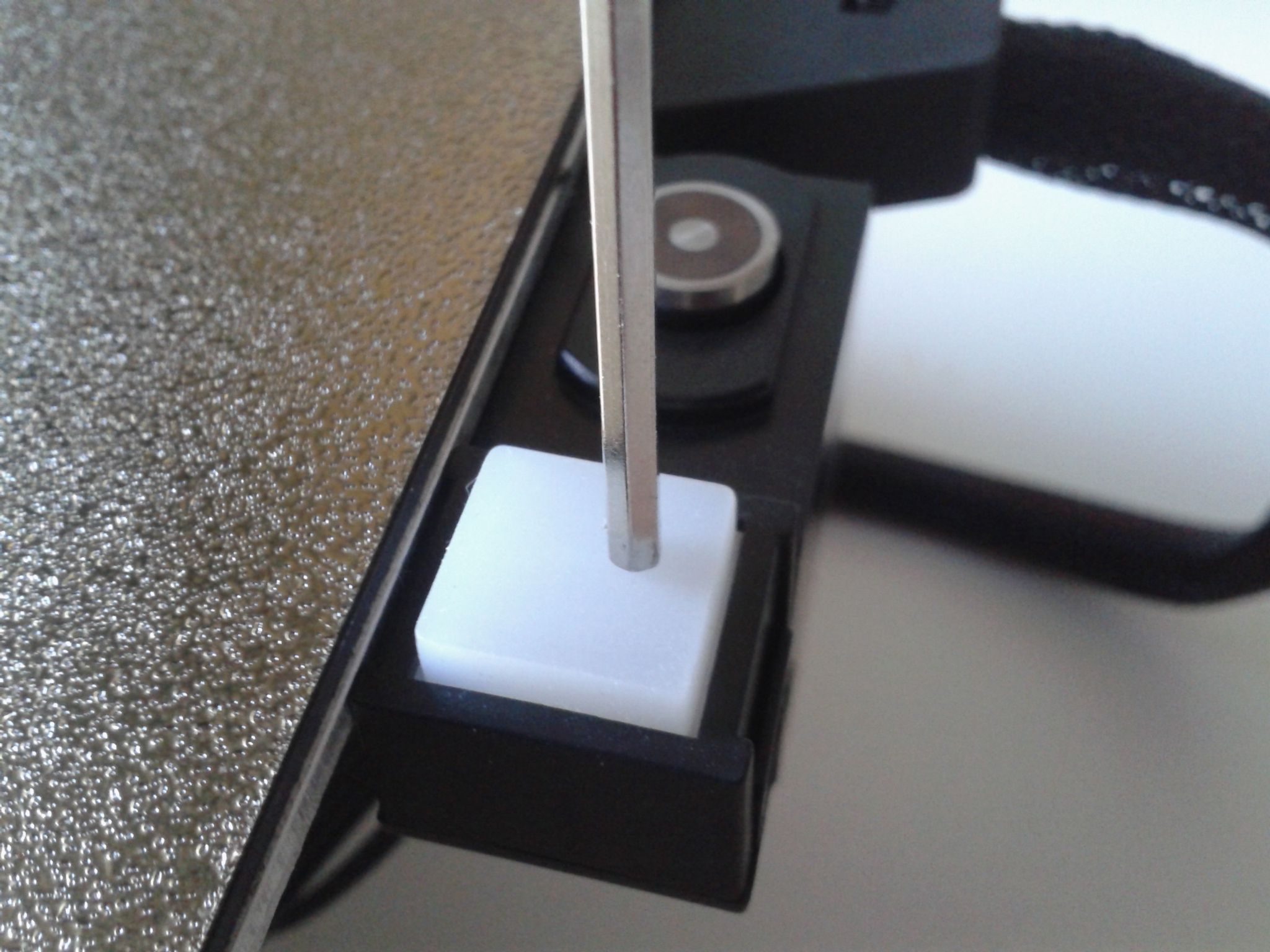
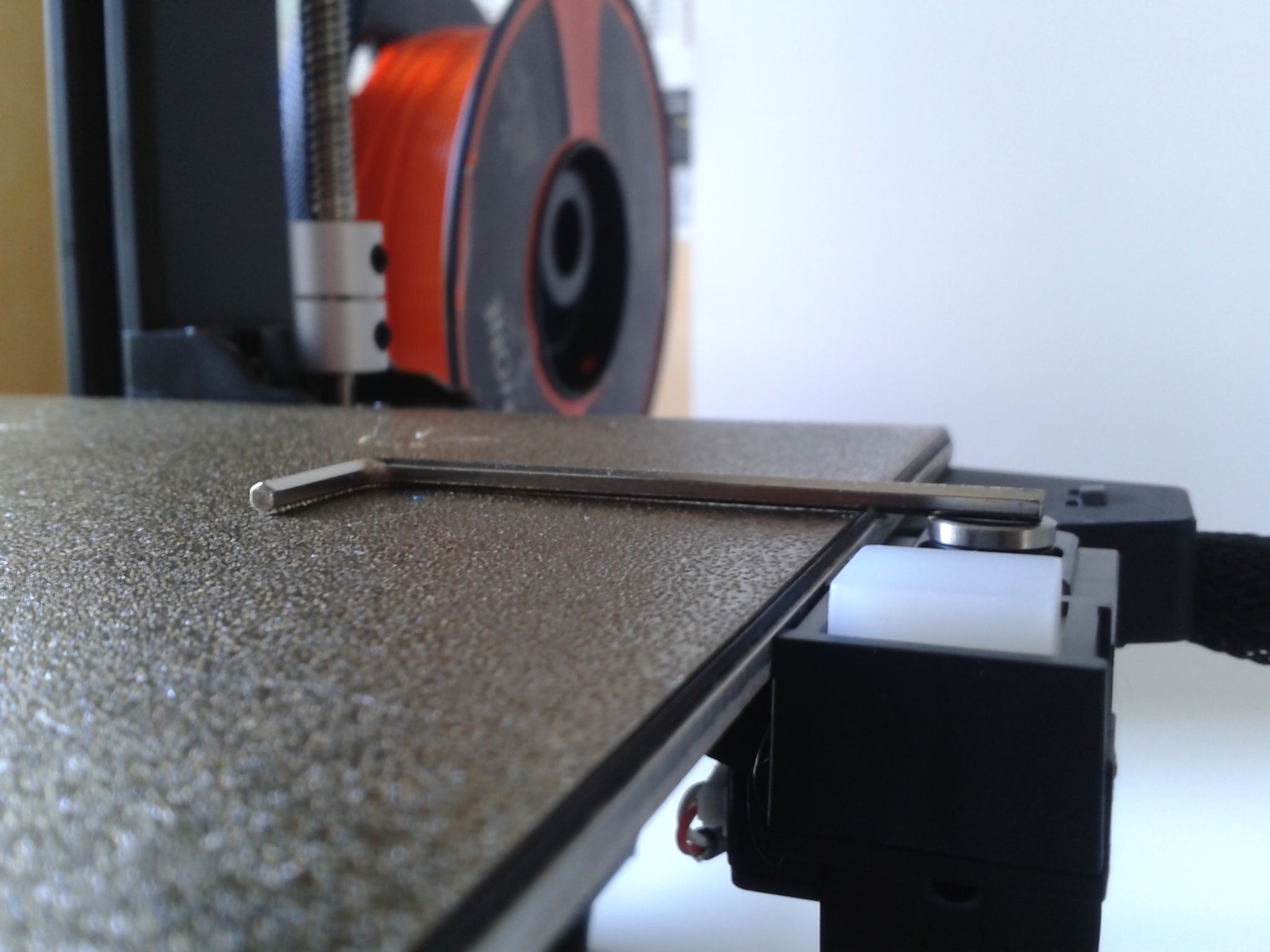
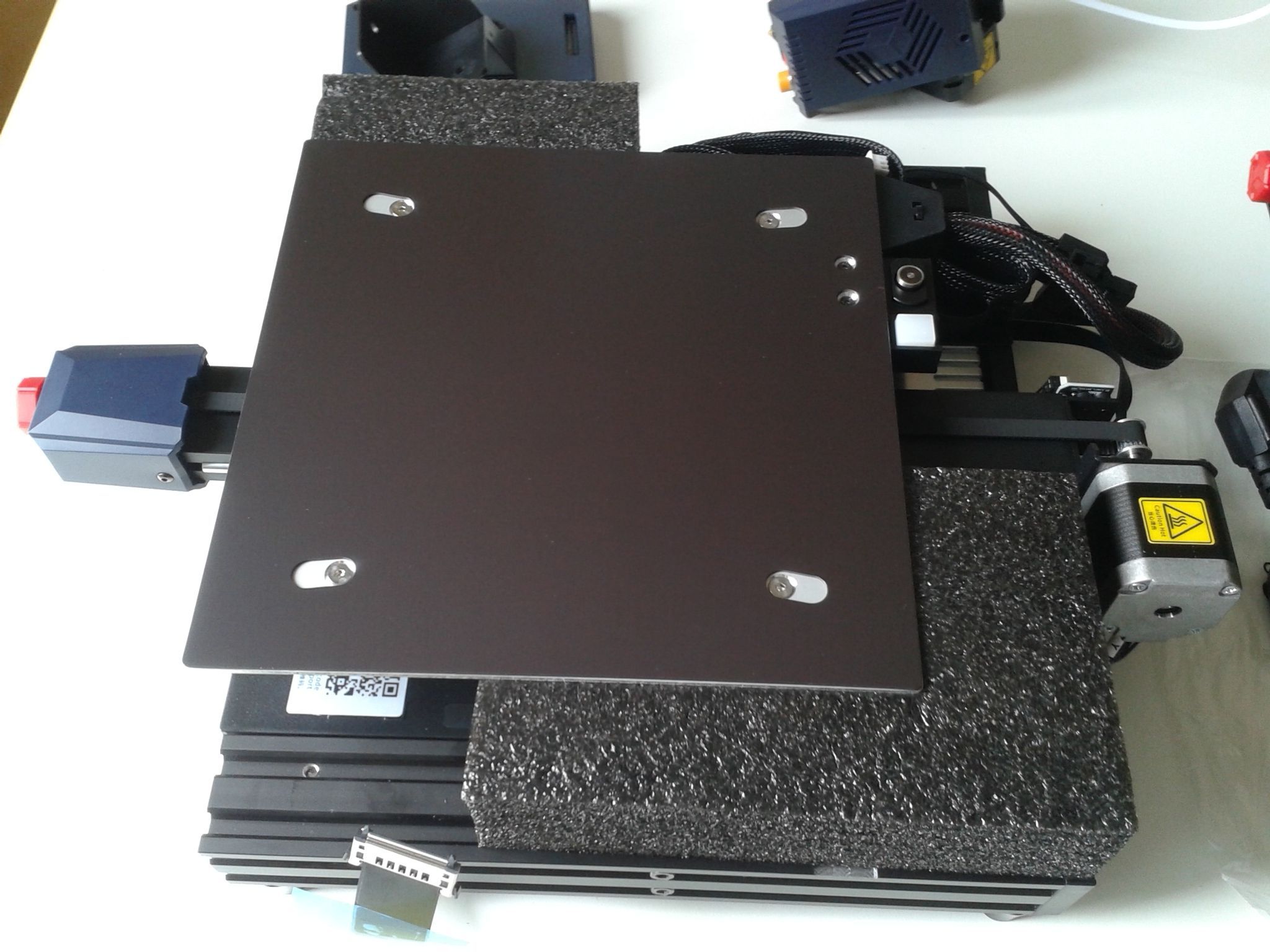
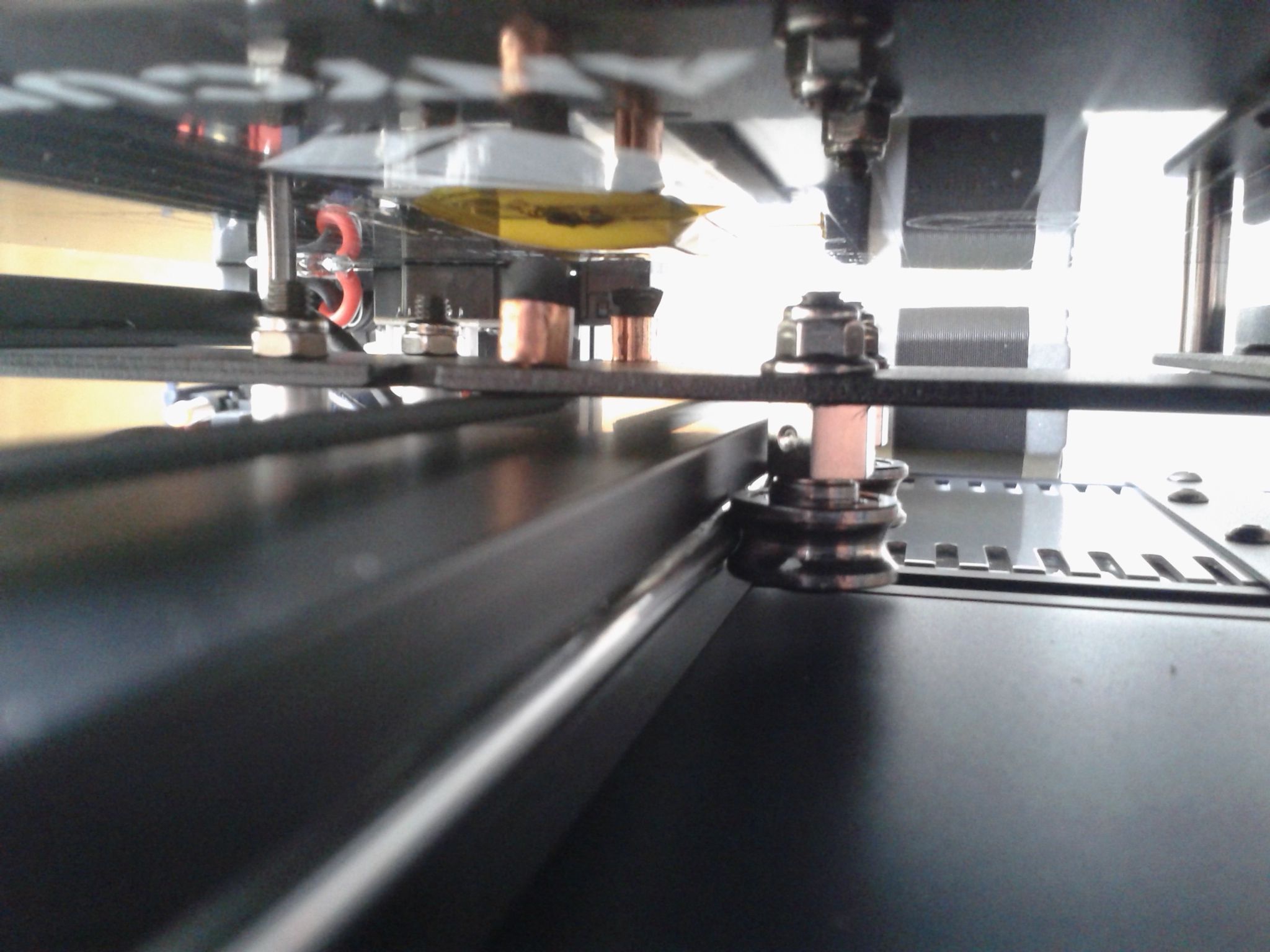
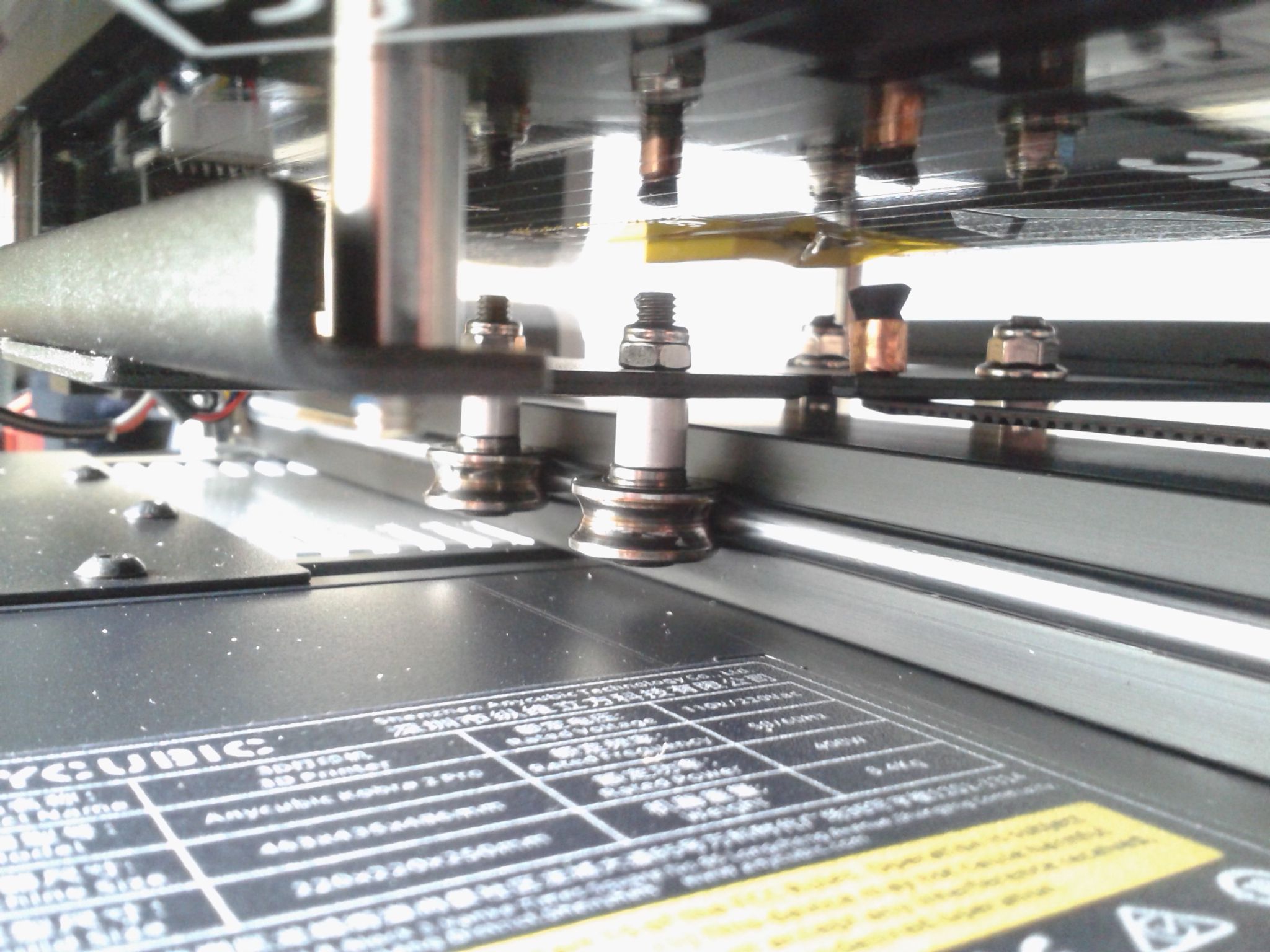
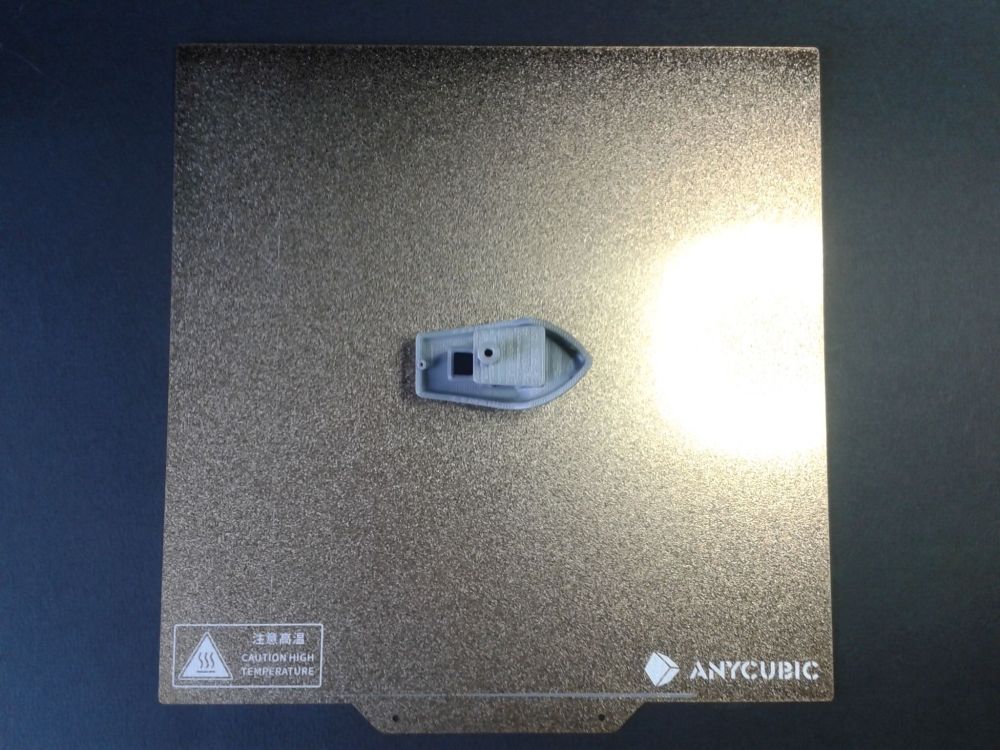
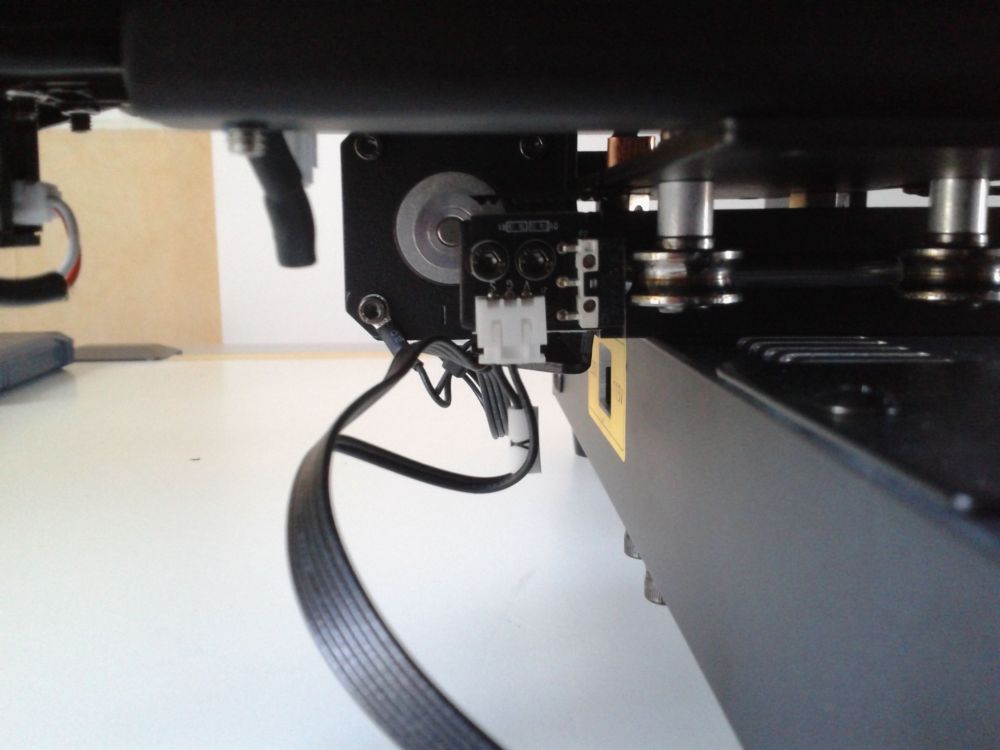
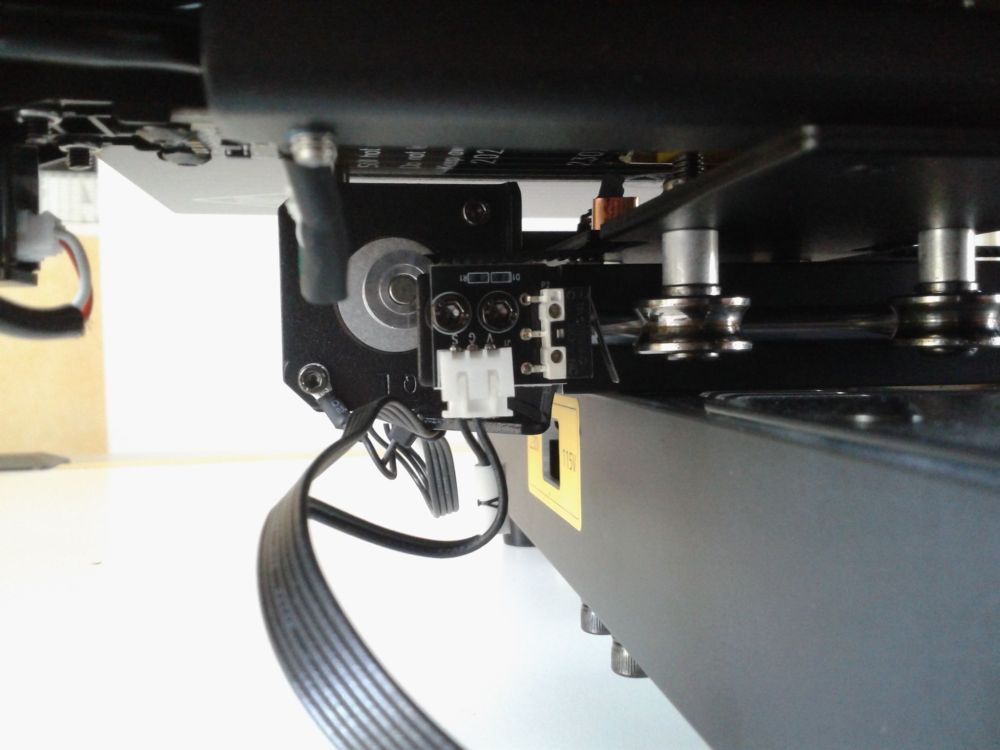
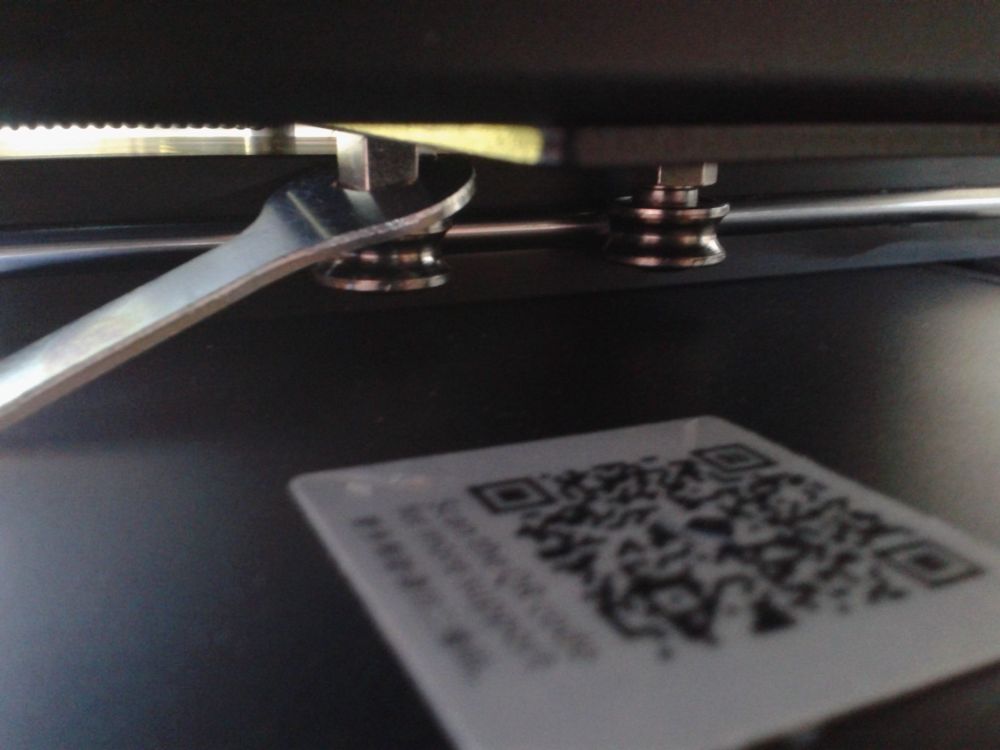
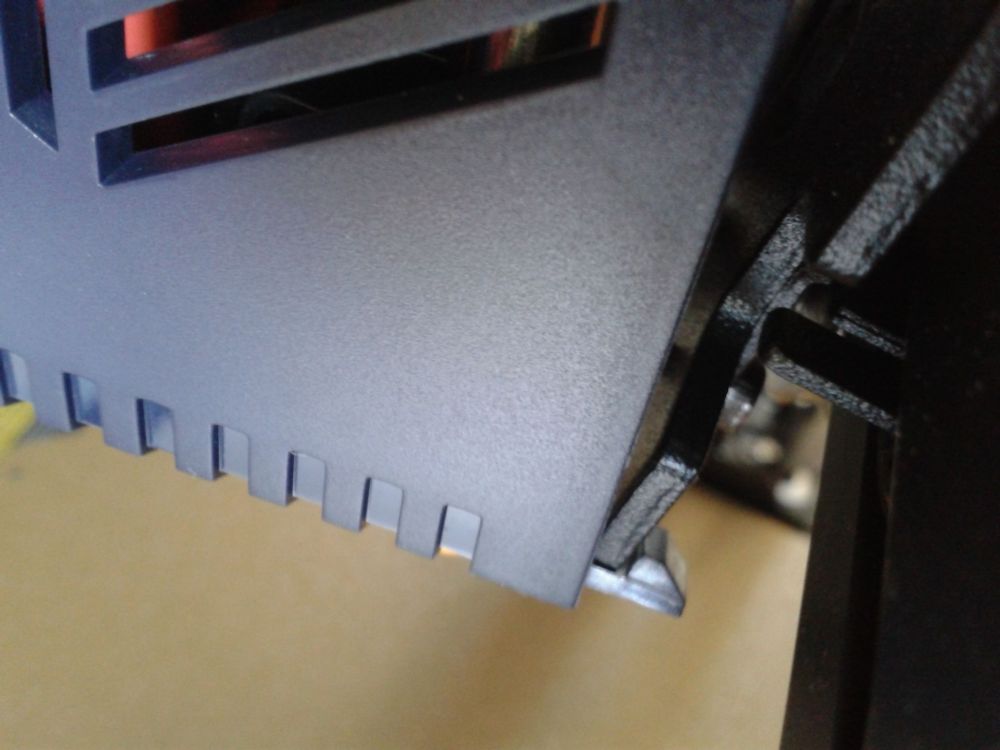
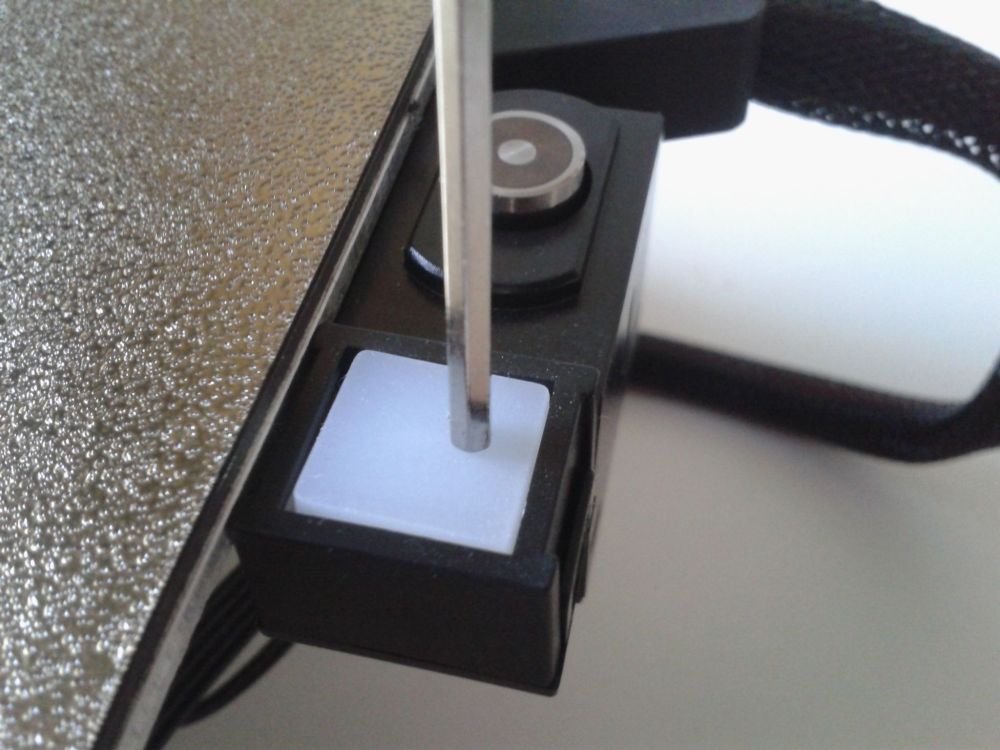
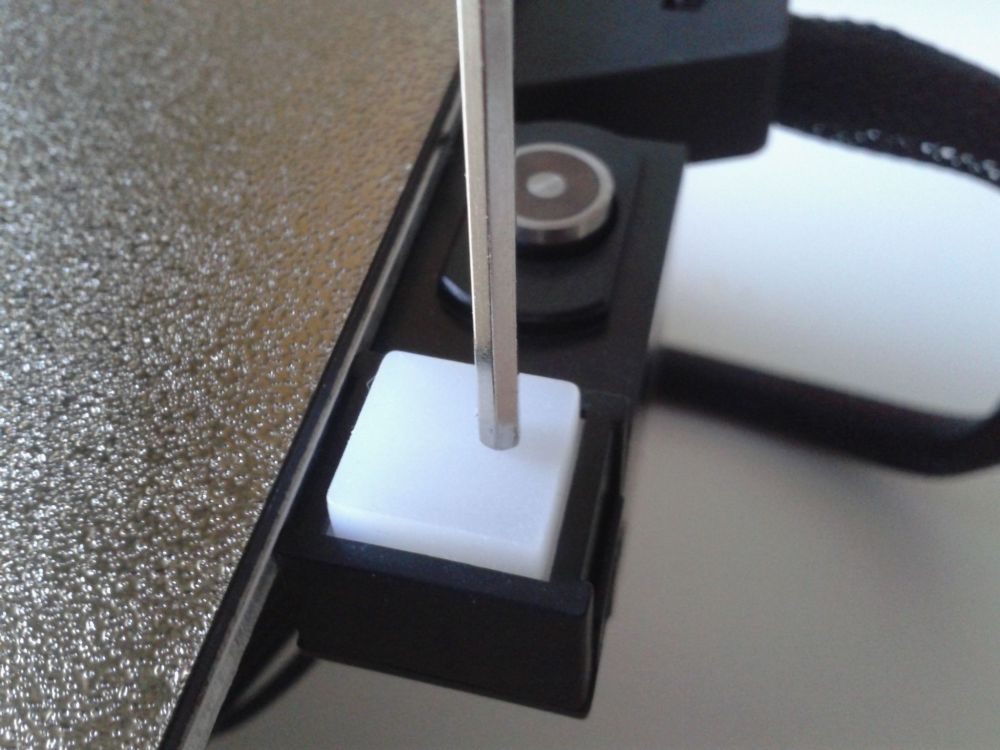
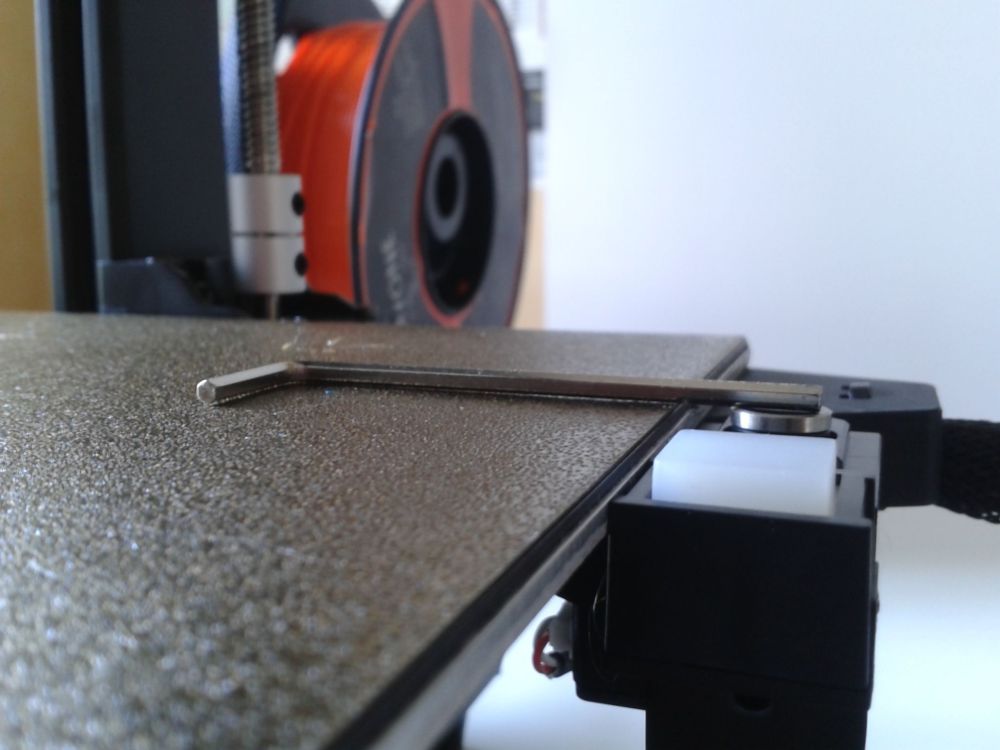
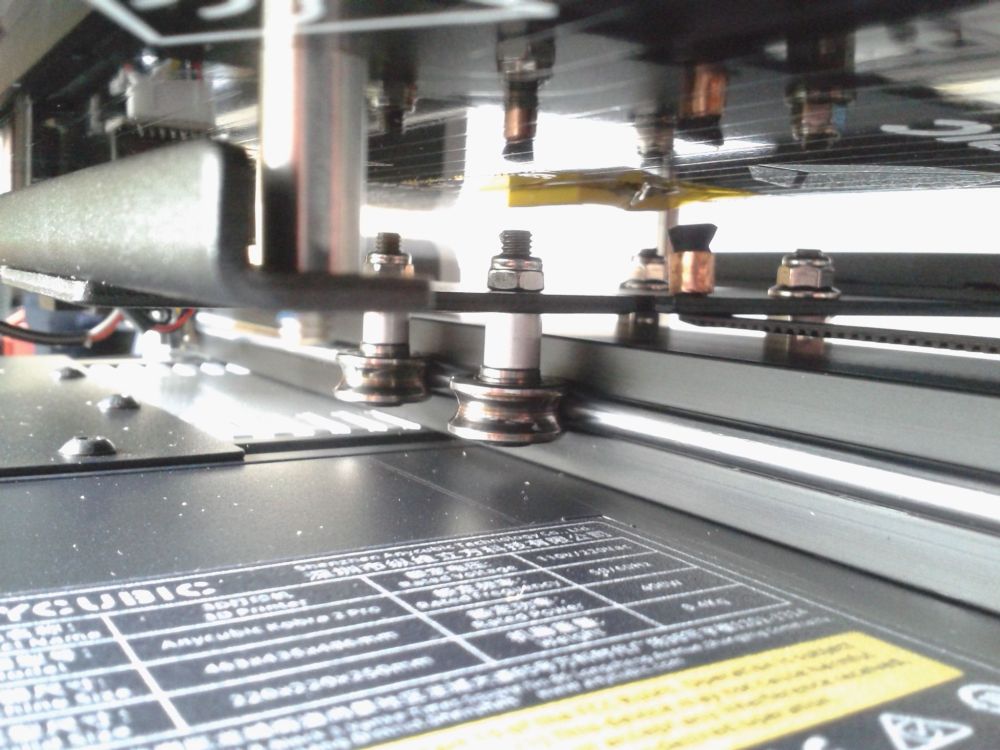
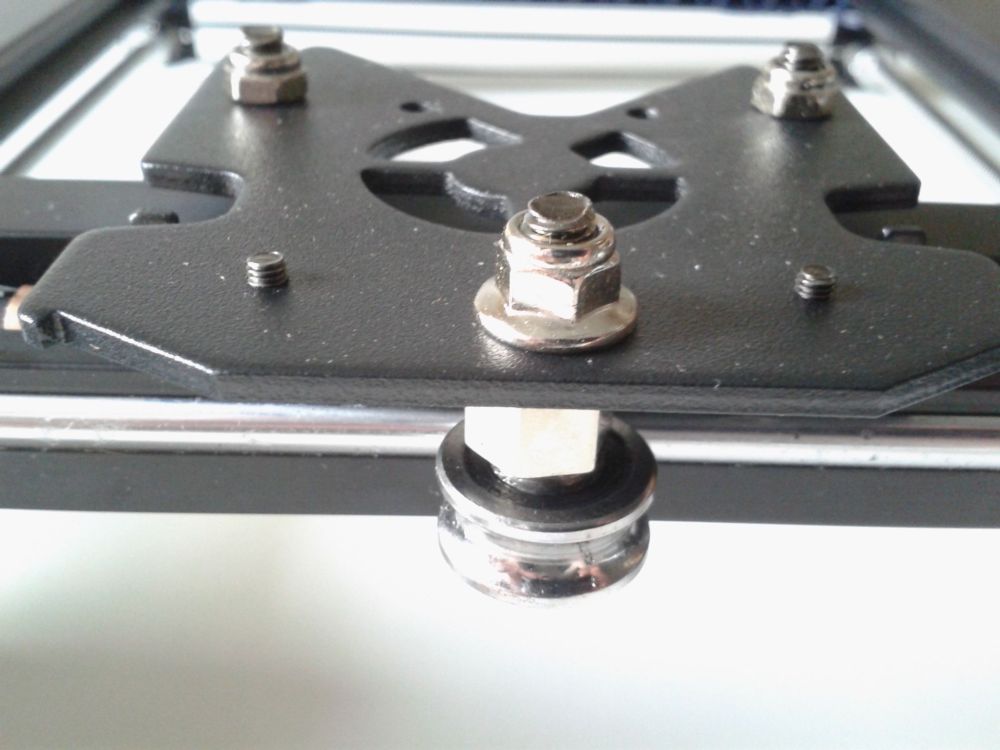
Détails matériels (hardware) Photos en vrac A l'arrière du plateau, on trouve deux éléments qui sont utilisés lors de la phase d'auto leveling, pour nettoyer le nez de la buse et permettre l'estimation automatique du Z-Offset. Un patin en silicone monté sur un ressort Et un capteur (un switch ou un simple contact, qui permet de déterminer quand le nez de la buse se trouve en contact avec ?) monté de manière à se trouver au même niveau que la surface de la plaque flexible. Sous le plateau, un accéléromètre









 1 point
1 point -
Déballage Photos en vrac Les sommes de contrôle "md5sum" des fichiers sur la clé USB fournie. 61563b6d698b6d6b64f8fb923a33c5fb ./Files_English_Anycubic Kobra 2 Pro/Suggested Parameters Profiles/Kobra 2 Pro V1.0.ini c19d80858cebdacddc604d0d1fb569b3 ./Files_English_Anycubic Kobra 2 Pro/User Manual/Anycubic Kobra 2 Pro_User Manual_V1.1-EN.pdf 4b66fc8c19ee6f3245b6751ea66a89d6 ./Files_English_Anycubic Kobra 2 Pro/User Manual/Anycubic Kobra 2 Pro_Quick_Start_Guide_V1.0-EN.pdf 49ccc1c46572d1bc8e8183f80aaca893 ./Files_English_Anycubic Kobra 2 Pro/Anycubic Slicer/Windows/AnycubicSlicerInstaller_20230727_temp.exe 747d9be902f93df25c502081f278c955 ./Files_English_Anycubic Kobra 2 Pro/Anycubic Slicer/AnycubicSlicer_Usage Instructions_V1.0_EN.pdf bd98377ac72c9ae5708ec21d25fcd7e2 ./Files_English_Anycubic Kobra 2 Pro/PrusaSlicer/Windows/PrusaSlicer 2.6.0.zip dde7f595a3e285bb701d9f283bfb685c ./Files_English_Anycubic Kobra 2 Pro/PrusaSlicer/PrusaSlicer_Usage Instructions_V1.1_EN.pdf bd98377ac72c9ae5708ec21d25fcd7e2 ./资料_中文_Anycubic Kobra 2 Pro/切片软件Prusa Slicer/Windows/PrusaSlicer 2.6.0.zip 94023d25c82a963c636ece7870b68f48 ./资料_中文_Anycubic Kobra 2 Pro/切片软件Prusa Slicer/ArcWelder.exe d58898f7cb004e4526bfdcee2eb1fbcc ./资料_中文_Anycubic Kobra 2 Pro/切片软件Prusa Slicer/PrusaSlicer使用教程_V1.1_CN.pdf 49ccc1c46572d1bc8e8183f80aaca893 ./资料_中文_Anycubic Kobra 2 Pro/切片软件Anycubic Slicer/Windows/AnycubicSlicerInstaller_20230727_temp.exe 178445049ec6b03f2cd938896844e395 ./资料_中文_Anycubic Kobra 2 Pro/切片软件Anycubic Slicer/Anycubic Slicer_使用教程_V1.1_CN.pdf 61563b6d698b6d6b64f8fb923a33c5fb ./资料_中文_Anycubic Kobra 2 Pro/建议参数文件/Kobra 2 Pro V1.0.ini dbcfaf050d3cb5d50885e1d4d7daed6b ./资料_中文_Anycubic Kobra 2 Pro/说明书/Anycubic Kobra 2 Pro_用户手册_V1.0-CN.pdf e1a86b3b8e94affb3e5e32a6f7ba604d ./资料_中文_Anycubic Kobra 2 Pro/说明书/Anycubic Kobra 2 Pro_快速使用指南_V1.0-CN.pdf

























 1 point
1 point -
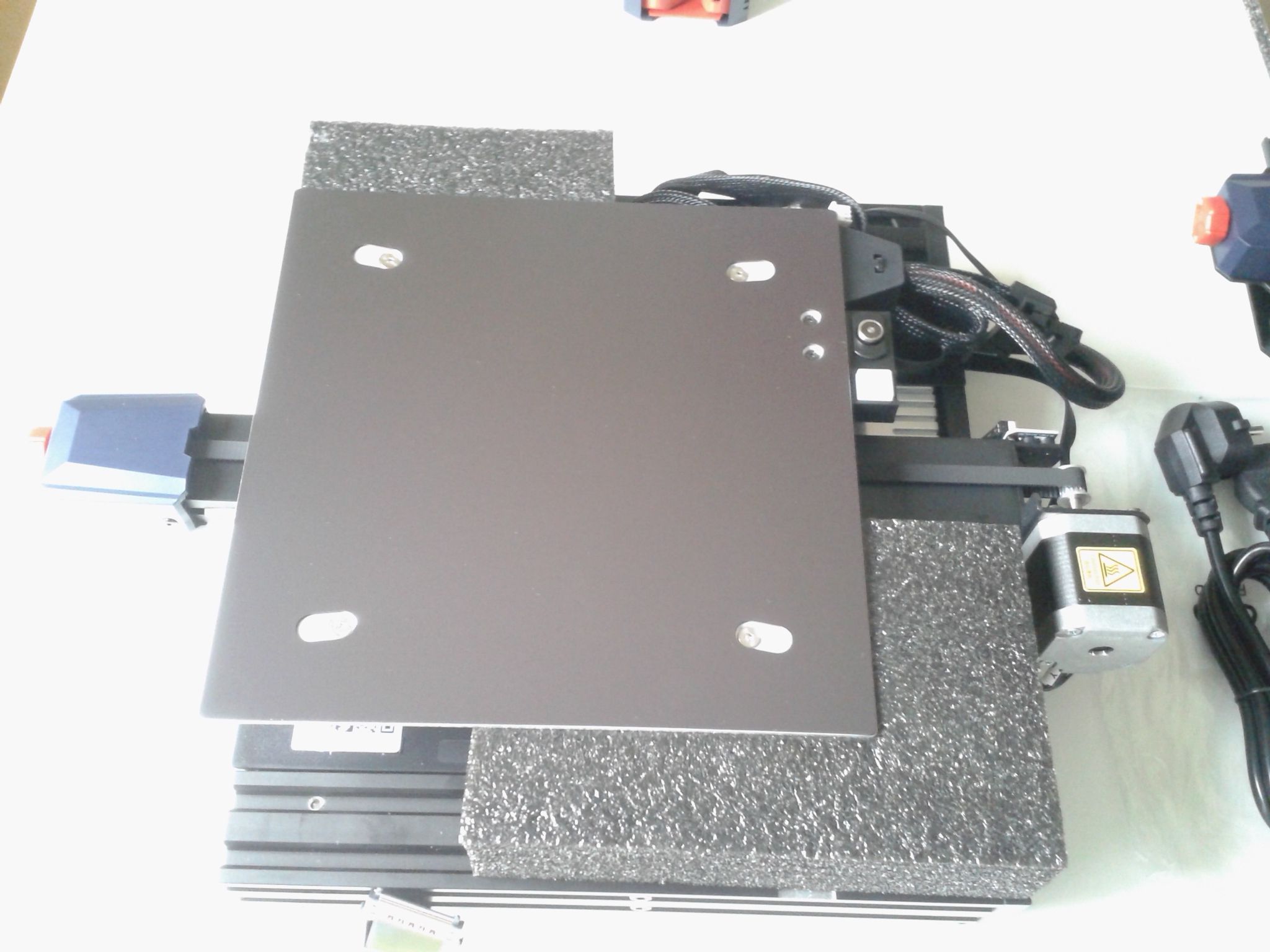
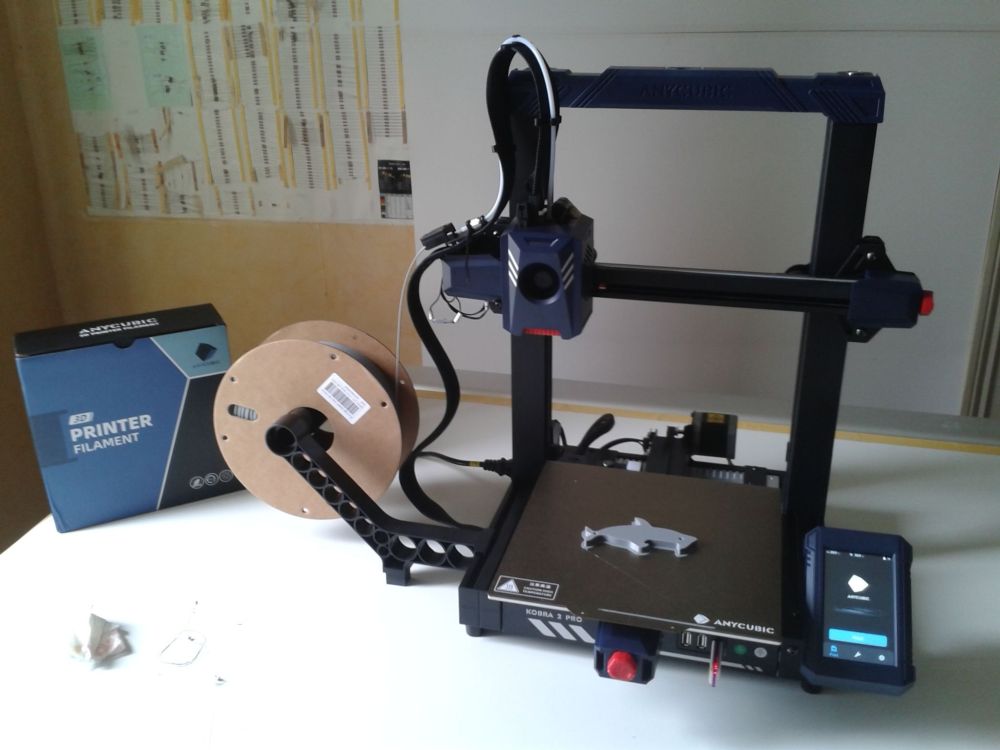
Commande et réception Il s'agit d'un envoi "VIP" pour https://www.lesimprimantes3d.fr/ d'une machine qui n'était pas encore disponible dans les dépôts d'Anycubic Europe. Donc elle provient directement de chine via "DHL Express". 08/09/2023 Adresse de livraison communiquée au contact de chez Anycubic 13/09/2023 21h17 SMS de "DHL" avec un numéro de suivi, "Livraison prévue le 18 sept. 2023." et lien pour suivre le colis. 14/09/2023 payement des frais de douane (dans mon cas, de 43€50 via "https://ebilling.dhl.com/..." ) 14/09/2023 06h00 deux SMS de "DHL" avec un numéro de suivi et lien "https://del.dhl.com/FR/<code de 10 caractères>" pour régler les frais de douane (mais donc c'est déjà payé.) 15/09/2023 11h04 SMS de "DHL" Livraison prévue aujourd'hui ... avec lien pour suivre/reporter la livraison. 15/09/2023 ~11h20 réception livraison par "DHL". (carton en bon état.) Carton de l'imprimante, le gros colis. (avec deux bobines de filament dans le petit colis). Dimension environ 50.5 x 48.5 x 26.5 cm ( L x P x H ) Poids mentionné sur l'étiquette de livraison (Pieces 1/2) "4.0 kg / 8 kg". (Poids réel à mesurer.) Anycubic a généreusement pensé à ajouter deux bobines d'un kilo de filament Anycubic "PLA haute vitesse gris" ("PLA High Speed Grey") Dimension du colis environ 42 x 21 x 7.5 cm ( L x P x H ) Poids mentionné sur l'étiquette de livraison (Pieces 2/2) "4.0 kg / 8 kg". (Poids réel à mesurer.) Petit détail, que je trouve très agréable, chaque bobine est dans un sachet sous vide sellé, qui a un zip intégré, pour les refermer hermétiquement après ouverture.



 1 point
1 point