Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/07/2024 dans Messages
-
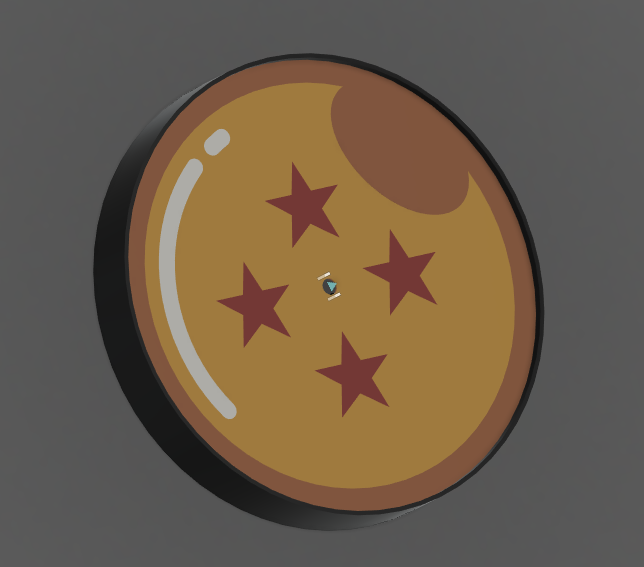
Hello, Ayant eu un Kit Horloge de BambuLab, me suis design une horloge sur le theme de DragonBall avec la boule a 4 étoiles. Pour les couleur n'ayant pas de "Jaune foncé" je l'ai donc remplacé par du rouge en arrière et orange a l'avant Si ça intéresse je vous laisse un lien Makerworld, https://makerworld.com/en/models/556012#profileId-474755

 3 points
3 points -
Par chez moi aussi, on a des problèmes de PLU les surfaces constructibles se rétractent à causes d'une mauvaise calibration de la population.2 points
-
Et par équité, il y aurait un Boy Coté ?2 points
-
2 points
-
je ne sais pas ce que vous en pensez, mais pour tenter d'améliorer la transparence, j'ai mis le plateau a l'envers histoire d'avoir une surface bien lisse et le resultat (sur les premieres lignes toujours) etait vraiment bien transparent2 points
-
Chez DHL, ils ont trouvé la solution pour gagner une journée sur les délais de livraison, c'est simple et facile à mettre en œuvre, il suffisait d'y penser et d'être suffisamment malhonnête pour la mettre en place. Comment peut-on penser que les clients soient aussi cons !
 1 point
1 point -
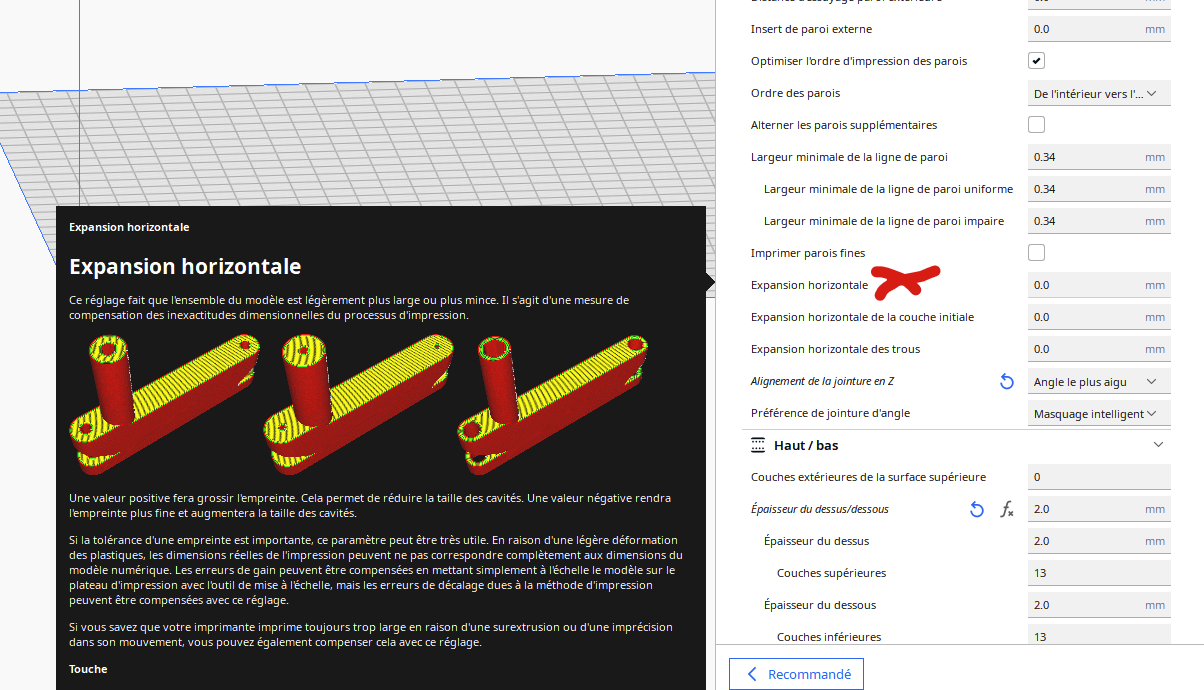
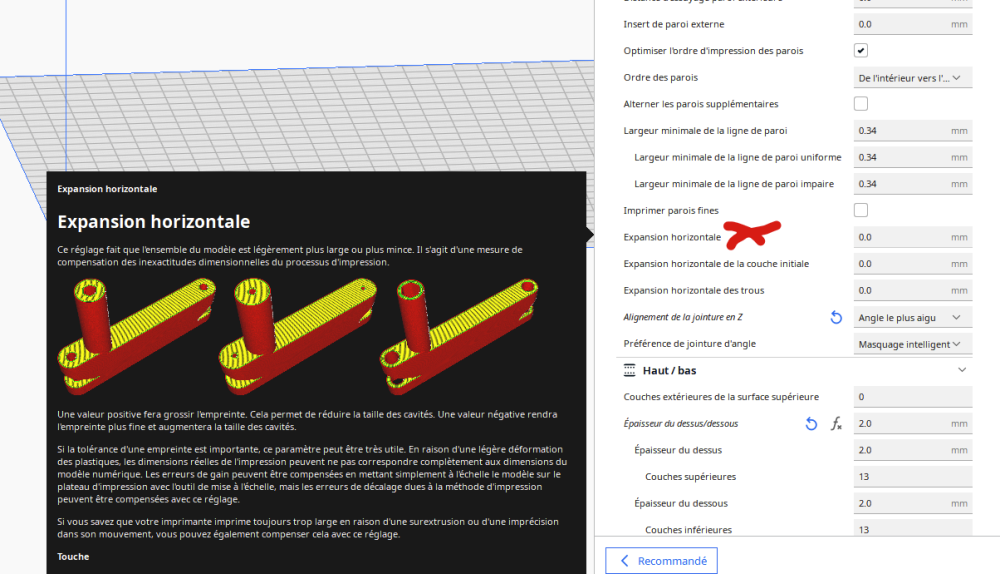
Bonsoir @Magnatdebon Comme ton post est récent, tu dois pouvoir le rééditer, les trois points en haut à droite du post et mettre TPU à la place de PLU. La ender3 V2 stock n'est l'idéal pour imprimer du TPU, un direct drive c'est mieux, mais dès fois cela passe. Pour ton problème de dimensions dans un STL de cylindre le cercle est fait par une succession de cordes, donc selon le nombre de facettes le diamètre sera un peu plus petit, pareil pour un trou cylindrique. Refaire le 3D plus large ou sous Cura en passant en mode expert ou All, tu peux paramétrer une expansion horizontale par exemple tester 0.4mm As-tu recalibré ton extrudeur (les steps/mm) avec le TPU, extruder 100mm de filament avec une marque à 120mm, les steps/mm sont souvent légèrement différents. Pense aussi à ne pas trop serrer le bras de l'extrudeur avec le TPU, moins que pour du PLA. Tu as une forme simple, donc pas beaucoup de rétractions à faire, ne met pas rétracter au changement de couche, le TPU n'aime pas beaucoup surtout en Bowden et un long tube de PTFE blanc.
 1 point
1 point -
Salutation ! Même souci avec du PLA ? Et pas de sous-extrusion ? (Pas de problème de manque de matière ailleurs ?) Sous Ultimaker Cura, il y a un paramètre "Expansion horizontale" qui permet d'ajouter ou retirer un "offset" (ajout ou retrait, sur le plan XY, au volume de l'objet, selon que l'on met le paramètre avec une valeur positive ou négative ) Mais pour bien faire, il faudrait vérifier que l'imprimante se trouve correctement calibré pour les déplacements X et Y ( que par exemple quand on lui demande un déplacement sur l'axe X de 100 mm cela se déplace en réel bien de 100 mm et pas de 102 ou 98 mm. Pour faire ce genre de test, on peut par exemple scotcher une feuille sur le plateau et un crayon à la tête d'impression et demander le déplacement et mesurer la trace laissée sur la feuille ) Pour la calibration de l'imprimante voir le sujet suivant Edit > je me suis permis de, corriger une typo "TPU" et non "PLU", et reformuler une partie du titre du sujet pour, je l'espère, le rendre plus explicite.1 point
-
Je ne mets jamais de gant pour manipuler mes pièces. Je sors le plateau et je le mets directement dans le wash. En sortie de wash j’essuie l'IPA avec un sopalin. Je ne vois pas l’intérêt de toutes ces protections pour des amateurs qui manipulent de temps en temps des pièces.1 point
-
Bon, c'est complet, je viens d'installer le purificateur d'air et mis les éléments dans le bon sens pour faire plaisir à notre bon modérateur global. @PPAC surtout n'hésites, pas si tu préfères que je change une bricole, je le ferais avec grand plaisir. Il va falloir que je trouve une vrai place pour installer tout cela, car c'est mon marbre de contrôle (à gauche) et mon bureau de bricolage en vert.
 1 point
1 point -
Dans le printer.cfg : [filament_switch_sensor fila] switch_pin: PC1 # Qidi: !PC1 / SFS: PC1 pause_on_runout: False runout_gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 KEEP_PRINTING_AFTER_FIL_RUNOUT D={600} Quand il n'y a plus de filament, la première action est de désactiver l'autre senseur du BTT v2. Mes premiers essais sans cette désactivation mettaient immédiatement en pause, la tête se parquait (au fond à gauche (10,300)) et attendait la reprise. Le filament évidemment n'était pas extrudé sur encore 650mm Sinon, mais ça demande tout de même une version plus récente de Klipper, on pourrait utiliser la version Klipper pour ceux qui n'ont pas froids aux yeux: DangerKlipper ( "Dangerous Klipper for dangerous users" ) qui inclue l'équivalent de la macro mais en Python. Comme ma X-Max 3, contrairement à toi, n'est pas mon outil de production, c'est probablement un des prochains tests que je ferai. L'équipe de Klipper (particulièrement Kevin O'Connor, le dév principal) est très réticente aux nouveautés . Avant que @Tircown réussisse à faire accepter ses PR pour la cinématique IDEX, il avait dû montrer patte blanche.1 point
-
Avec un peu plus de gente féminine sur le forum, on pourrait élire une miss Terre1 point
-
Avec plus 400 résultats pour une recherche du mot "mystère" sur le forum ( https://www.lesimprimantes3d.fr/forum/search/?q=mystère&quick=1 ) Je me dis qu'il doit y avoir moyen de faire une section "Les mystères non résolus"1 point
-
Ce sera bien la première fois qu'un mystère ne sera pas élucidé sur le forum non ?1 point
-
@flux_capacitor pour ton information, Ci-dessous le cure de FromLab (les deux modèles montent à 80°C) le petit est à 900€ et le plus grand à 5.400€:
 1 point
1 point -
Quelle épaisseur ta plaque ? la perte de transparence vers translucide est due en grande partie à la diffraction de la lumière par les lignes et les couches, un coup de fer à repasser (ou au four) comme l'indique @PPAC A voir ?1 point
-
Je vais essayer un autre logiciel trancheage. Merci pour le conseil. Je te dirait si ca a marcher1 point
-
Mais cinq ans entre deux briques cela me paraît un peu long ! Avec Le Pla (transparent) cela sera plutôt translucide, pas comme une plaque acrylique.
 1 point
1 point -
Salutation ! Pour moi cela ressemble a de la sur-extrusion, et/ou une distance buse/plateau trop faible. Trop de matière de déposée a chaque passage de la buse, et à force, le sur-plus de matière déborde. (il faut réduire le "débit" général et/ou "le débit de la couche initiale" et/ou ajuster la distance buse/plateau) Pour des pistes pour avoir une bonne couche initiale voir le sujet suivant Si c'est pour faire une simple plaque, éventuellement, si tu as du papier cuisson, et un fer à repasser, regarde la vidéo suivante d'une technique qui n'utilise pas d'imprimante 3D où il s'agit de couper des morceaux de filament, les mettre entre deux feuilles de papier cuisson et les faire fondre avec des passages de fer à repasser.1 point
-
Voilà c'est ça, avec un peu de force, pas trop serré et pas trop lâche il faut trouver un juste milieu, ce n'est pas facile de donner une indication précise...1 point
-
Merci pour le relai de la vidéo unboxing GK3 par @isidon C'est donc l'occasion de dire que vous avez 1 nFEP gratuit avec le code lesimprimantes3dNFEP sur le lien suivant : https://li3d.fr/UniformationGK3Ultra-UNI Il faut d'abord ajouter le nFEP dans le panier, puis appliquer le code pour que la réduction / cadeau s'applique.1 point
-
Je n'ai pas connaissance d'une autre cure station qui chauffe en plus d'envoyer des UV, à part celle d'ApexMaker qui lui ressemble un peu d'ailleurs. UniFormation Cure3 ultra : Drying 300 W / Curing 80 W / Total 380 W (280 € TTC) ApexMaker Curing Station : Drying 90 W / Curing 130 W / Total 220 W (420 € TTC) La puissance de chauffe de l'Apex-Maker me semble sous-dimensionnée en comparaison. Surtout que la cavité mesure le double de haut ! Apparemment il a eu le temps de faire une petit déballage rapide ce soir après l'apéro :1 point
-
Quand je regarde tous les outils et matériaux (avec les différentes couleurs et différents formats) disponible sur leur site de vente https://cricut.com/fr-fr/. Je me dis que tu es resté relativement raisonnable. (Mais qu'il ne faut surtout pas que je me laisse tenter sinon je vais devoir manger seulement du pain dur pendant un bon moment )1 point
-
@fran6p J'ai fait un test supplémentaire : j'ai déclenché la fin de filament ce qui a mis en pause mais je n'ai pas fait le changement, j'ai juste relancé le job. Pour tromper le capteur, j'ai continué à pousser manuellement du filament. Après environ 650 mm la fin de filament "programmée" s'est bien déclenché. Donc le souci est lors du trigger de la macro de poursuite avec l'ancienne version de Klipper. Je vais chercher un peu plus ce soir.1 point
-
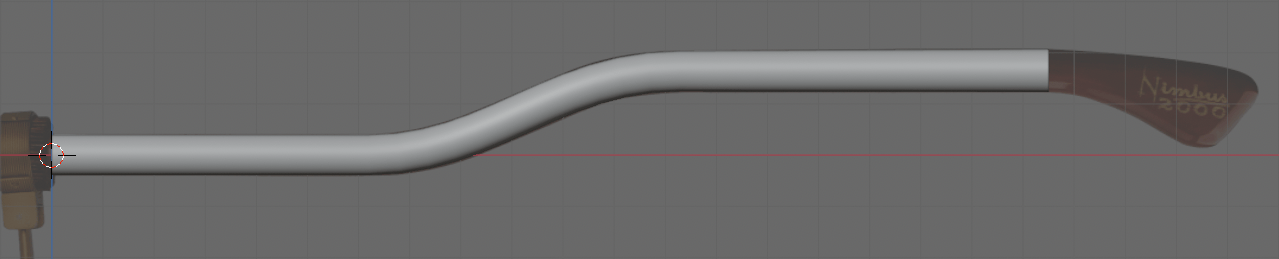
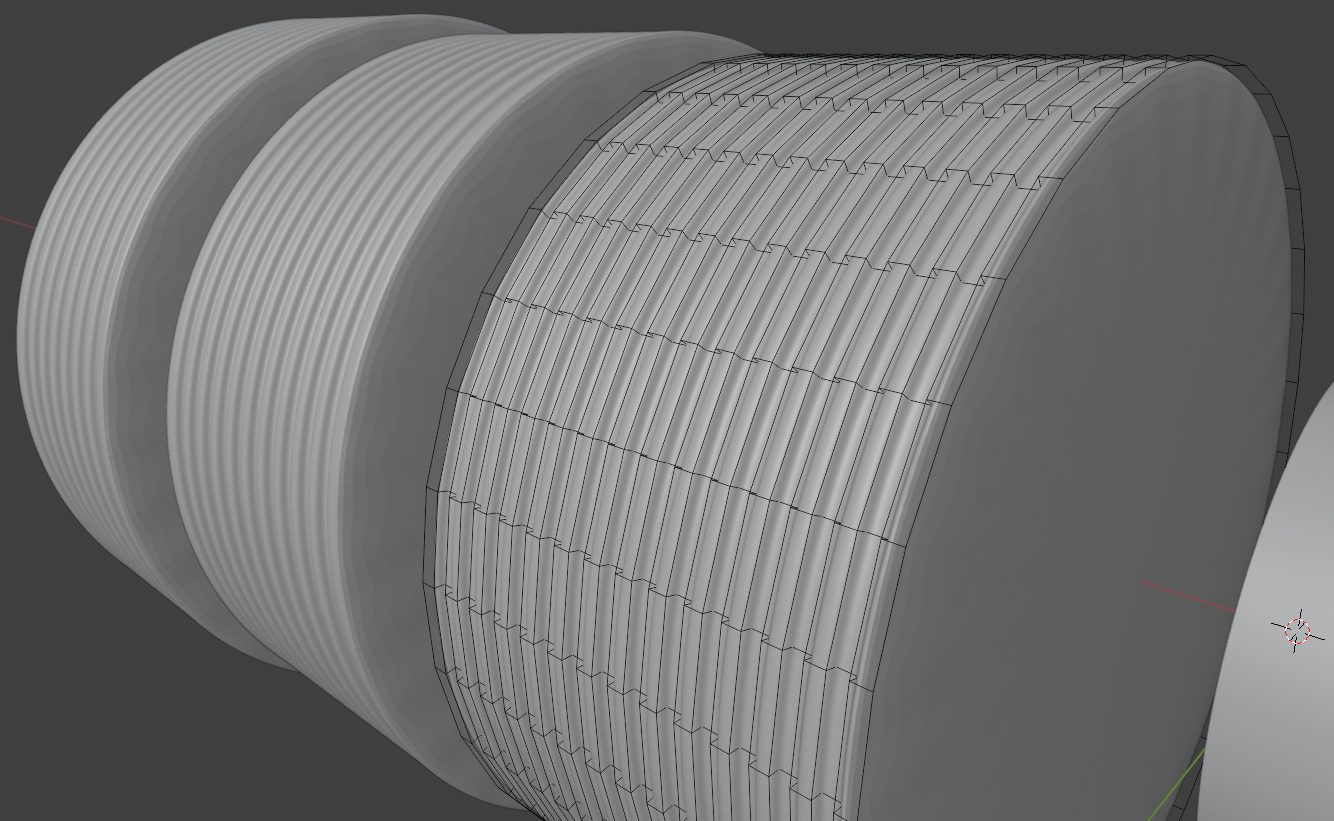
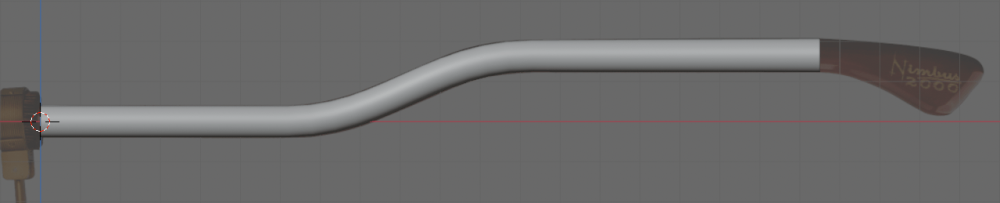
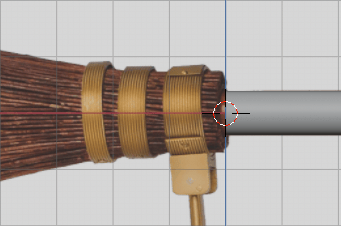
Merci pour vos réponses. @Ironblue en fin de compte je continue toujours mes essais pour le manche et les anneaux. Mais quand je passerais au balai, le sculpte sera surement une des méthodes à essayer @didoff j'ai essayé tout ça mais je trouvais dommage que la partie du manche à gauche soit "cubique" avec juste des coins arrondis. Du coup j'ai dessiner une curve qui suis le profil du manche. Dans le panneau properties, j'ai rendu cette curve cylindrique avec Data > Geometry > Bevel. Ensuite j'ai converti la curve en mesh. Depuis les vertices du mesh tout à droite et à base d'extrusion, de scale et de roation (où j'excluais l'axe Y), j'ai modélisé la cross. Ensuite j'ai appliquer du Bevel au niveau de la crosse pour arrondir tout ça. Ensuite je me suis essayé aux anneaux. Comme le balai va passer dedans, pour l'instant je ne cherche pas à les faire creux. A partir d'un cylindre, j'ai subdivisé et j'ai fais une sélection des faces par loop d'une subdivision sur deux. Puis j'ai fait alt+E > Extrude Face Along Normal pour créer les creux. Puis j'ai appliqué un Modifier > Subdivision. Mais j'ai envie d'essayer 2 autres méthodes que je posterais aussi si j'arrive à obtenir quelque chose de satisfaisant. @RFN_31 ne t'inquiète pas, ça ne me décourage pas, je ne dois pas être le premier à modéliser un Nimbus 2000, il doit y avoir au moins 2000 versions Mais c'est vrai qu'il est propre, il y a un côté cartoonesque que j'aime bien dans le traitement de la partie balai. Je ne sais pas combien de centimètre il fait au final une fois imprimé. Je ne me suis pas encore essayer à l'impression 3D et je me demande quelle taille minimal on peut imprimer du texte et que ça reste lisible. Même si là j'ai l'empression que le texte Nimbus 2000 est peint.


 1 point
1 point -
La buse de 0,40 mm suffit pour les matières chargées de chez BambuLab, cependant avec des matières d'autres fournisseurs pouvant être plus chargées ou contenir des fibres de verre plus longues et plus épaisses que celles en carbone il y a un risque de bouchage donc il est préférable de passer en 0,60 mm dans ce cas.1 point
-
Une buse renforcée, même en .4 normalement ça suffit1 point
-
Résumé des points les plus importants abordés dans la vidéo de FauxHammer : Écran 16K de 13.6" de 15120 x 6230 pixels avec des pixels (non carrés…) de 20×26 µm. C'est très proche de ce qui devrait sortir sur l'ApexMaker X2 (16K de 14" en pixels 24.8×24.8 µm) Build volume : L. 302 × P. 162 × H. 300 mm (donc aussi large que haut. La profondeur semble pas folle en comparaison des deux autres axes. Ça reste grand, mais un un poil moins qu'une Phrozen Sonic Mega 8KS qui fait elle 330x185x300mm) Il y a un crochet sur le côté tout à gauche de la machine pour suspendre le plateau à 90° (même avec une impression de 30 cm de haut collée dessus) pour le laisser gouter dans le bac sans risquer d'en mettre à côté, c'est intelligemment fait. Pas de caméra IA de mes d… Toujours besoin d'un dongle Wi-Fi branché à l'arrière – peut-être que ce sera intégré d'ici la sortie de la machine, pas sûr UniFormation n'aurait pas encore décidé si le film par défaut sera un nFEP (PFA) ou un ACF. Les clients consultés à ce sujet par l'entreprise ne semblent pas d'accord entre eux, on dirait une élection en France. Un innovant système de cartouches à résine (contenance unitaire 1300 grammes) qui ne sont PAS propriétaires contrairement à ce qu'on peut imaginer a priori, et qui ne sont PAS non plus associées à une pompe, ou en tout cas pas une pompe classique. Ça ne fonctionne pas non plus par gravité. Il s'agit d'un système à pressurisation, qui envoie de l'air dans la cartouche étanche, ce qui pousse la résine dans le bac. Il y a un système de pesée intégré, ce qui fait que l'imprimante sait à tout moment combien de résine a été utilisée, et combien il en reste dans la cartouche, même si on fait un refill entre temps. Si on imprime 2 kg d'un coup, quand la cartouche est vide l'imprimante se met en pause, on retire la cartouche (en la tirant simplement vers le haut, dans le dos de l'imprimante où elle est située) et on enclenche la suivante au même endroit, et ça repart immédiatement. Et chaque fois qu'on retire une cartouche, même encore pleine, ça ne goutte pas ! Il y a bien entendu une fonction de purge via l'écran tactile quand on veut changer de matériau et/ou de couleur. Dans ce cas il faut nettoyer le bac manuellement, mais comme pour toute imprimante (ou le changer, si on en a plusieurs). Intérêt de ce système à cartouches : Pas besoin de verser à la main une quantité invraisemblable de résine dans un aussi grand bac Pas besoin non plus d'attendre des plombes qu'une pompe anémique envoie toute la résine dans le bac Le système pressurisé n'injecte toujours qu'une faible hauteur de résine dans le bac, et la maintient ensuite à niveau. Comme la hauteur de résine reste limitée (et donc son volume), l'ensemble de la résine dans le bac chauffe plus vite ! Et le rendement de chauffe est bien meilleur. L'impression peut commencer très rapidement sans avoir à attendre là encore des plombes. On ne manipule plus la résine liquide, sauf quand on doit nettoyer le bac, ou quand on doit la verser d'une bouteille neuve (d'une marque tierce) dans une cartouche UniFormation via un entonnoir (ce qui reste simple). Plus de risque de renverser la bouteille à côté de la machine, ni d'en faire goutter à côté lors du remplissage du bac. C'est un système pensé pour être plus simple et plus propre. La GK3 Ultra sera dispo en précommande à un tarif encore inconnu (mais préférentiel au départ) le 26 juillet 2024.1 point
-
C'est hallucinant, mais cela restera un mystère à... elucider0 points
.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)