Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/08/2024 dans Messages
-
Dernière impression, un cache boule d'attelage moto (en petg bambu)

 4 points
4 points -
Le pare-chocs est facile à faire en boolean... Cela consiste en une extrusion du profile, et une découpe depuis une projection supérieure, ainsi qu'un deuxième profile lui aussi découpé par sa projection supérieure... Je l'ai rajouté rapidement sur le chassis... J'ai ensuite décidé de ramener un RS-540-SH dans mon chassis... C'est là que je me suis rendu compte que le moteur original n'est pas un 540 (la cage a un diamètre de 35mm). J'ai revu le design de la gearbox pour reduire l'épaisseur autour du moteur alors que j'avais fait l'hypothèse au départ qu'elle était de 2mm partout au départ (ce n'est pas le cas, car si c'était le cas, il ne serait pas possible d'y rentrer un 540)... Mon Doberman n'avait pas de radiateur. J'ai du chercher le Lynx pour le mesurer. Je l'ai fait pour un 540 et pas pour le moteur original... L'impact du moteur différent est aussi valable pour le pinion, car celui-ci doit être plus court pour s'aligner avec la couronne quand on utilise un 540... Je vais devoir fouiller le Lynx pour finir, car mon Doberman est arrivé incomplet (support de servo manquant, ainsi que le sauve servo...3 points
-
Donc la XL n’a pas obéi aux trois lois fondamentales de la robotique d’Asimov. tu devrais appeler Will smith en cas de danger.3 points
-
Vive les poils qui jouent un rôle de barrière de protection ! Bientôt en vente, "Poils Protect Active Control" by PPAC. (produit expérimental 3 en 1, shampoing, nettoyant pour surface d'impression 3D et soin du poil. Lire la notice avant utilisation.)2 points
-
Ta maitrise de la CAO m'impressionnera toujours autant !2 points
-
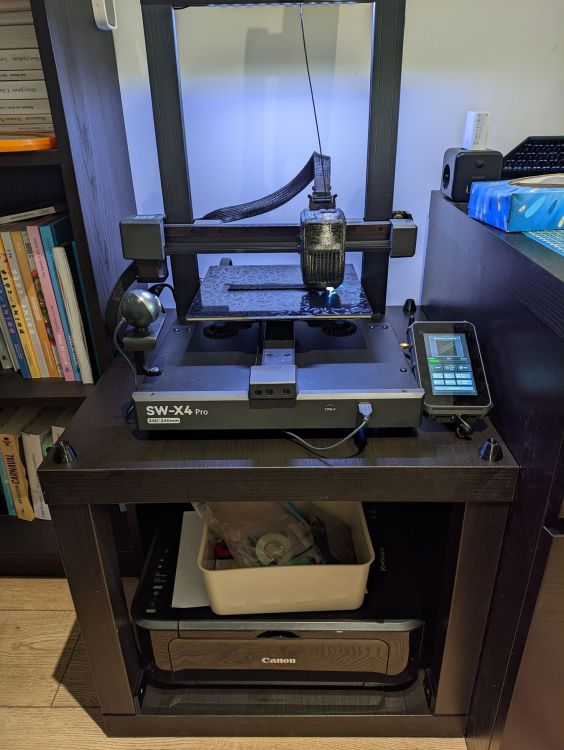
Salut ! Ton imprimante c'est bien celle-là ? Quand tu dis les huit premières couches, ce sont lesquelles ? Celles de droite ou celles de gauche ? Je suppose que parles du bourrelet à gauche. Ca peut venir de plein de choses, une première couche trop écrasée, un point dur sur l'axe Z, un plateau trop chaud, une sonde défectueuse. J'ai l'impression que ce n'est pas le seul bourrelet d'ailleurs, mais on ne vois pas clairement ta pièce.
 2 points
2 points -
Bien fatigué le fourgon. petite question : penses-tu le repeindre en bleu pour te rappeler le boulot ? (Pour le gyro tu n’es pas obligé)2 points
-
Hello @PPAC, je te dirai ça plus tard, pour le moment je soigne une petite brûlure. Et ça va être la minute prévention. Le plastique devient mou dans la hotend, mais il peut aussi devenir carrément liquide. Lors que démarrage d'une impression, la XL vient purger une "ligne" d'intro en bordure de plateau comme ça : Mais là j'ai eu ça au début de la purge, sur la base du chassis : La présence du papier imbibé d'IPA est une coïncidence, sauf qu'il y avait ma main qui tenait le papier... Hop mini brûlure, j'ai du couper les poils autour de la goutte pour pouvoir la retirer, et la première couche de peau est partie avec. Bon rien de grave heureusement, c'est le métier qui rentre. Le pire c'est que c'est un comportement que j'avais déjà observé sur mon i3-RDX (idex) lorsqu'une tête restait au parking trop longtemps, elle pouvait parfois cracher une goutte liquide sous pression au moment de sortir de sa languette de silicone.

 2 points
2 points -
Bonjour @Bobbylafripouille bienvenue chez les imprimeurs fous1 point
-
@electroremy tout à fait, le thermoformage de feuille fine fonctionne très bien. Je n'y ai pas pensé (surtout que j'ai une Vaquform pour faire cela). Un conseil, ne pas faire l'empreinte en PLA, car à 150°, il n'aime pas beaucoup (cela m'ait arrivé à la première utilisation).1 point
-
J'utilise des feuilles transparente pour dossier, un truc de ce genre : https://www.amazon.fr/Albyco-Couvertures-Transparents-brillants-épaisseur/dp/B0BZWB1SJB/ref=sr_1_5?sr=8-5 En hiver, je chauffe avec le poêle à bois et quant il est éteint je le fais avec le décapeur thermique mais c'est beaucoup moins pratique car la chauffe n'est pas uniforme. Je pense que le mieux c'est le four quant le poêle est éteint. Pour la thermoformeuse, j'étais partie de cette base que j'ai modifiée en la simplifiant : https://www.thingiverse.com/thing:4786545/files1 point
-
Je confirme, sur l'utilisation générale des machines (décollement plateau, retour au wash) mes gants sont généralement propre, il m'arrive même de ne pas en porter en disant "ça va aller", et il m'arrive même, de toucher la résine avec les mains (dans ce cas là, nettoyage à l'alcool IPA, puis au savon) et je n'ai jamais rien pu remarquer, attention bien entendu pour les allergies, le contact avec les muqueuses et la négligence qui pourrait faire agir la résine sur le corps dès le passage au soleil. Pour la petite anecdote, ça m'est déjà arrivé. Un peu de bricolage en tongue dans l'atelier, une goutte qui tombe sur mon gros orteil de pied, puis un petit passage au barbecue, je vois quelques heures après une couche de résine solidifiée sur mes poils de hobbits, que j'ai enlevé comme si c'était une peau morte, mais dans ce cas précis, je pense que mes poils ont fait barrière J'avais entendu parler de ça, dans mon cas je ne met jamais le plateau dans le wash, encore moins celui de la saturn 4 qui aura tendance à stocker plus facilement la résine, c'est un coup à faire saturer son alcool extrêmement vite. Je passe un coup de pshit d'IPA sur le plateau après avoir décollé les pièces et je met direct les pièces dans un bac destiné au pré-lavage avant de le mettre dans un nettoyeur ultrason pour le nettoyage définitif.1 point
-
Si ça peut t'aider Pour les recommandations, oui comme dit au dessus, local dédié et aéré1 point
-
Juste un petit retour Nettoyage du plateau avec de l'alcool à bruler 90C° : échec Augmentation de la température à 55C° : NICKEL Encore merci !1 point
-
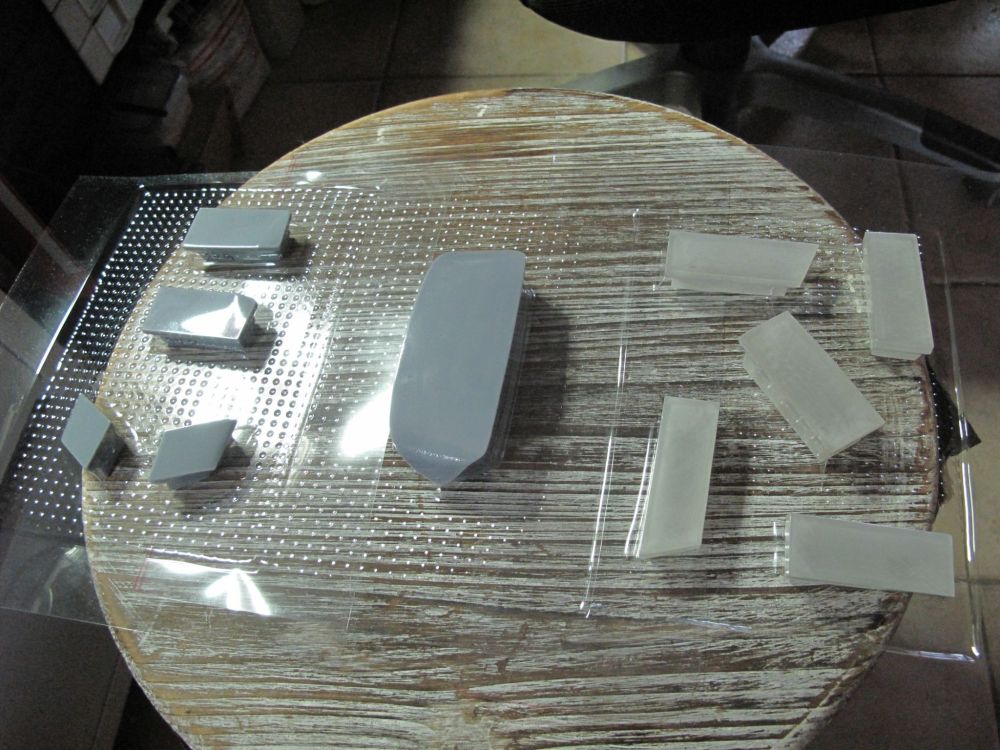
Je me suis fait une petite thermoformeuse pas cher pour un projet et ça fonctionne bien. Les formes se tiennent bien sans que cela soit trop épais


 1 point
1 point -
Des nouveautés chez Prusa (MK4S et application mobile), mais aussi impression 3D chez Audi et des soldes avant la rentrée ! https://www.lesimprimantes3d.fr/semaine-impression-3d-450-2-20240818/1 point
-
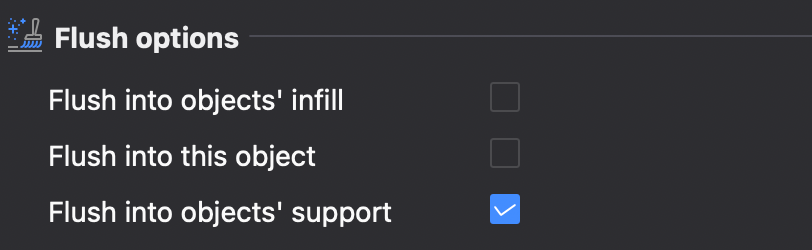
Je reposte ce que j'ai mis dans l'autre topic sur les purge et comment limiter les poops: Pour le multicolor et les purges, il faut réduire le flush volume au niveau du printer mais les options prometteuses les plus intéressantes sont cachées dans orca. On peut faire le flush dans le infill des objets (marche bien sauf si on fait des objets avec des murs transparents et on peut aussi en passant das les options par objet, décider qu'un objet sert à faire les flush. Du coup si on veut mettre un objet en plus pour lequel on n'a pas besoin d'avoir de jolies couleurs, on peut s'en servir pour ne pas perdre trop de fil.
 1 point
1 point -
Une solution que je trouve correcte (assez transparente) consiste à imprimer avec le PVB Prusa un mur verticale en mono couche (avec une buse de 0,6 ou mieux 0,8 mm pour la solidité) puis de le tremper dans l'isopropanol pour fondre la surface et le rendre transparent et brillant. L'avantage, tu peux donner un galbe à la pièce lors de l'impression.

 1 point
1 point -
Peut-être mais ce serait jouer de malchance. @PPAC a reçu dernièrement un NebulaPad qu'il envisage de connecter sur sa E3V3SE mais ce n'est pas dans ses priorités, il a en ce moment d'autres tests à réaliser ( c'est un serial testeur à moins qu'il ne soit un céréale testeur ) comme celui de la Ender3 V3 Plus. Désolé mais mon aide va devoir s'arrêter là… Peut-être que d'autres auront des idées sauf s'ils sont partis en vacances.1 point
-
Salut, Je pose ce lien ici, c'est assez instructif et donne des astuces sur comment rendre une impression transparente. https://blog.prusa3d.com/3d-printed-lens-and-other-transparent-objects_31231/1 point
-
Pour le support Y, j'ai eu la même chose à la livraison et le support m'a envoyé une nouvelle pièce en 5 jours. D'autres personnes sur facebook ont préféré refaire la pièce en 3D pour pouvoir l'imprimer. (le STL traine quelque part dans un des groupes Kobra). Pour le multicolor et les purges, il faut réduire le flush volume au niveau du printer mais les options prometteuses les plus intéressantes sont cachées dans orca. On peut faire le flush dans le infill des objets (marche bien sauf si on fait des objets avec des murs transparents et on peut aussi en passant das les options par objet, décider qu'un objet sert à faire les flush. Du coup si on veut mettre un objet en plus pour lequel on n'a pas besoin d'avoir de jolies couleurs, on peut s'en servir pour ne pas perdre trop de fil.
1 point
-
Quelques remarques sur la Saturn 4 ultra : Le bac basculant, je trouve que c'est une bonne solution (sur ma vieille Prusa SLs c'était déjà ce principe), cela fait un décollement progressif (surtout pour moi qui pose des grosses pièces directement sur le plateau). La caméra, je trouve l'idée intéressante sauf que le bac fait 50 mm de haut et que la caméra est à 70 mm de l'écran en hauteur, donc c'est seulement après cette hauteur que l'on peut constaté que l'impression a merdé (c'est un peu tard, mais je ne vois pas de solution à ce problème). Chitubox 2 fonctionne bien avec la liaison Wifi pour charger et lancer l'impression (dommage qu'il n'y ait pas encore de configs résines installées pour cette bécane). L'écran de l'imprimante est de bonne définition, de ce fait Elegoo affiche des infos avec les polices très, très petites (il va falloir que j'aille changer mes lunettes). Le Mars Mate est vraiment efficace, je n'ai pas d'odeur dans l'atelier et l'imprimante plus le Mars mate font un bruit très raisonnable, je travaille à moins d'un mètre sans être gêné. Le système de capot pivotant est super bien fait. Le capot tient dans toutes les positions est l'effort est presque le même pour l'ouvrir ou le fermer, il ne manque qu'une poignée car je suis obligé de prendre mes deux mains pour le manipuler (je vais vite corriger ce petit défaut). Il faut que je fixe une poignée également sur le cure, car il faut deux mains pour l'enlever et le remettre. Pour l'impression de TPU à 60 Shores le temps d'exposition est aussi long que sur ma Prusa : 16s par couche et 50s pour les premières couches.1 point
-
Bonjour @nounours34200 Bienvenue ✌1 point
-
Eau fraîche (mais pas glacée) et désinfectant sans alcool, puis repos à l'air libre. Pour répondre à tes questions @PPAC: Pour le M300 je n'ai pas essayé encore (j'ai une impression en cours qui se terminera vers 1h du matin) mais ça se test. C'est au moins supporté sur des machines Prusa (source => https://help.prusa3d.com/fr/article/commandes-g-code-specifiques-au-firmware-prusa_112173) : Pour le M600 je suis 99% certain que c'est supporté, car c'est natif dans PrusaSlicer et c'est la technique que j'ai utilisé pour le Yoshi sur le MMU3. En revanche le mieux est encore de ne pas dépasser 5 couleurs pour une même couche, sinon ça va être épuisant de changer de filament à la main tout le temps. Il faut être astucieux et changer une bobine qui ne sera plus réutilisée pour la suite de l'impression, ou du moins avant longtemps.
 1 point
1 point -
Bonjour @nounours34200 bienvenue chez les imprimeurs fous1 point
-
Même pas en rêves pour le bleu, il va rester blanc avec des touches de rouges, pleins de traces rouges un peu partout et quelques logo sur les portes avant.1 point
-
Les amortisseurs sont fait. J'ai analysé l'avant en détail, et dérivé les arrières à partir de celui-ci sans les ouvrir... Ils ont ensuite rejoint le chassis... Pour ceux qui ont un jour ouvert un NIB de Playtron Doberman, à l'exception de quelques pièces encore manquantes (pare-choc, motor, radiateur et roues), c'était à peu près dan cet état qu'il était dans la boite...1 point
-
Salutation ! Je parle sans vraiment savoir, car je n'ai pas cette machine. Courage. Je ne sais pas si "Photon Workshop" a le profil de la "Photon Mono SE" dans la version actuelle https://www.anycubic.com/lcdDownload , mais je dirais de tester l'impression d'un tranchage fait avec "Photon Workshop". Aussi, toujours éviter les noms de fichier à rallonge ou avec des caractères spéciaux. Essayer de le renommer en "test.pwms"( si .pwms c'est bien l'extension attendue ) Préférer sauver sur le disque depuis le trancheur et copier ensuite le fichier d'impression vers la clé USB et éviter de directement sauver vers la clé depuis le trancheur le fichier résultat du tranchage ( il peut y avoir de multiples réécritures du fichier pour effectuer différente conversion de format de fichier, et cela peut planter sur une clé USB trop lente ou avec des secteurs défectueux ou qui manque d'espace libre) Toujours attendre que le trancheur dise fichier enregistré avant de copier vers la clé USB et toujours éjecter la clé USB avant de la déconnecter du PC.1 point
-
Ha zut ... Glaçon ? Biafinne ? ... Surtout, ne pas couper la main avant d'avoir demandé à un spécialiste des brulures Bon "soignage" et bonne guérison.1 point
-
Wahou ! une impression avec 6 couleurs réussie au second essai ! bien joué !1 point
-
Les bras avant sont assez simples à définir en CAD... Une fois cela fait, j'ai joué avec des joints dans Fusion 360, et cela aide à débugger là où c'est nécessaire... (les bras supérieurs avants étaient un demi millimètre trop court, et la fixation du levier d'amortisseur était un millimètre trop courte) . Petit rappel rapide sur ma méthode : les bras avant sont lié dans mon assemblage et sont définis dans un autre ficher, les deux fichiers étant ouverts dans Fusion 360. Je modifié l'esquisse de définition d'un coté, j'enregistre le fichier et je le mets à jour de l'autre coté, et c'est fait... Et de cette manière cela ne nécessite pas de jouer trop dans la timeline, ce qui peut être très délicat dans certains cas... Reste à faire pour le Doberman : - Pare-chocs - servo de direction et biellettes - moteur et son radiateur - amortisseurs Pour le Lynx, il restera : la gearbox avant, l'arbre central, les jantes avant et les axes de roues avant (fusées et bras sont communs)... Et éventuellement, la carrosserie...1 point
-
Après les backup servent à ça :-). Et @Darkos semble avoir une expérience plutot positive. Cool ! Sinon mon caisson avance...
 1 point
1 point -
1 point
-
Bonjour, Tu ne trouveras pas de filament vraiment transparent, tout juste plus ou moins translucide. Je fais me verrières d'avion en PETG Overture, c'est ce que j'ai trouvé de mieux jusqu'à présent. Enfin, de moins moche. Pour les vitres de train et de bateau, suivant l'échelle, je privilégie le verre ou à défaut le rhodoïd. Pour le verre je prend des plaquettes pour microscope ou en plus grand les plaquettes de géologie. Il faut s'entrainer avec des coupes verre et des pinces à mosaïque. C'est un vrai challenge mais c'est très réaliste. Au contraire du filament qui lui est très laid.1 point
-
Le travail continue... L'avant est des plus faciles... Ensuite, ce sera les bras de suspension... J'ai decide de commencer par les bras arrière... C'est un peu compliqué. J'ai commencé par définir la surface et commencé à travailler en mode solide... ... Pour très vite me rendre compte que je n'irai nulle part... et j'ai décidé de jouer avec des surfaces... J'ai décidé de définir les surfaces dont j'avais besoin, avec l'idée que je les utiliserai de définir 2 solides différents. Le premier pour ôter ce qu'il y avait à ôter... Et le second pour ajouter ce qui manque une fois cela fait... Une fois cela fait, il restait un peu de travail mais tout peut être fait en mode solide pour ce qu'il reste (en utilisant un peu de boolean, toujours...)... Et voici le bras arrière de ces voiture1 point
-
Argh bon article ! Merci1 point
-
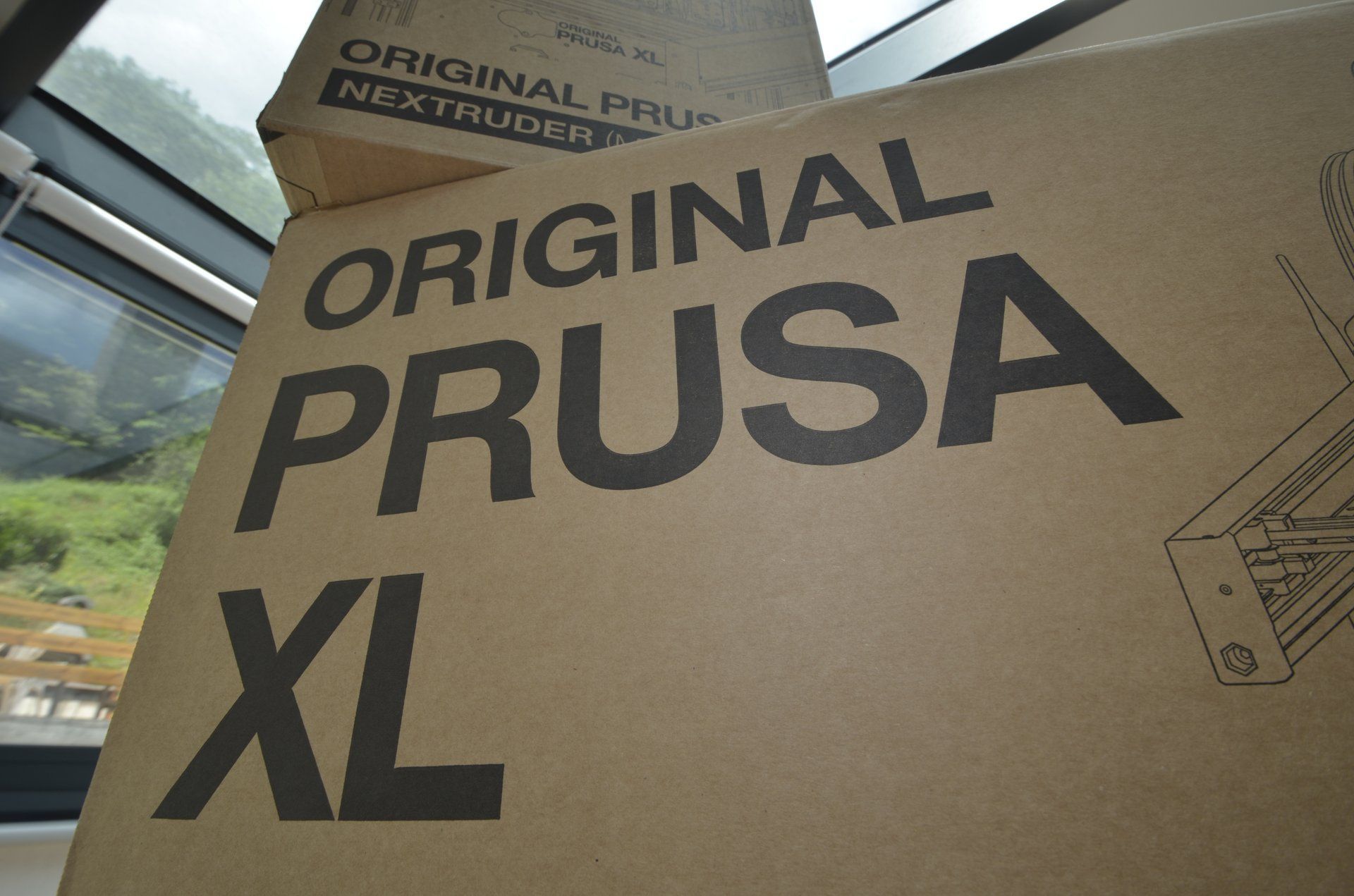
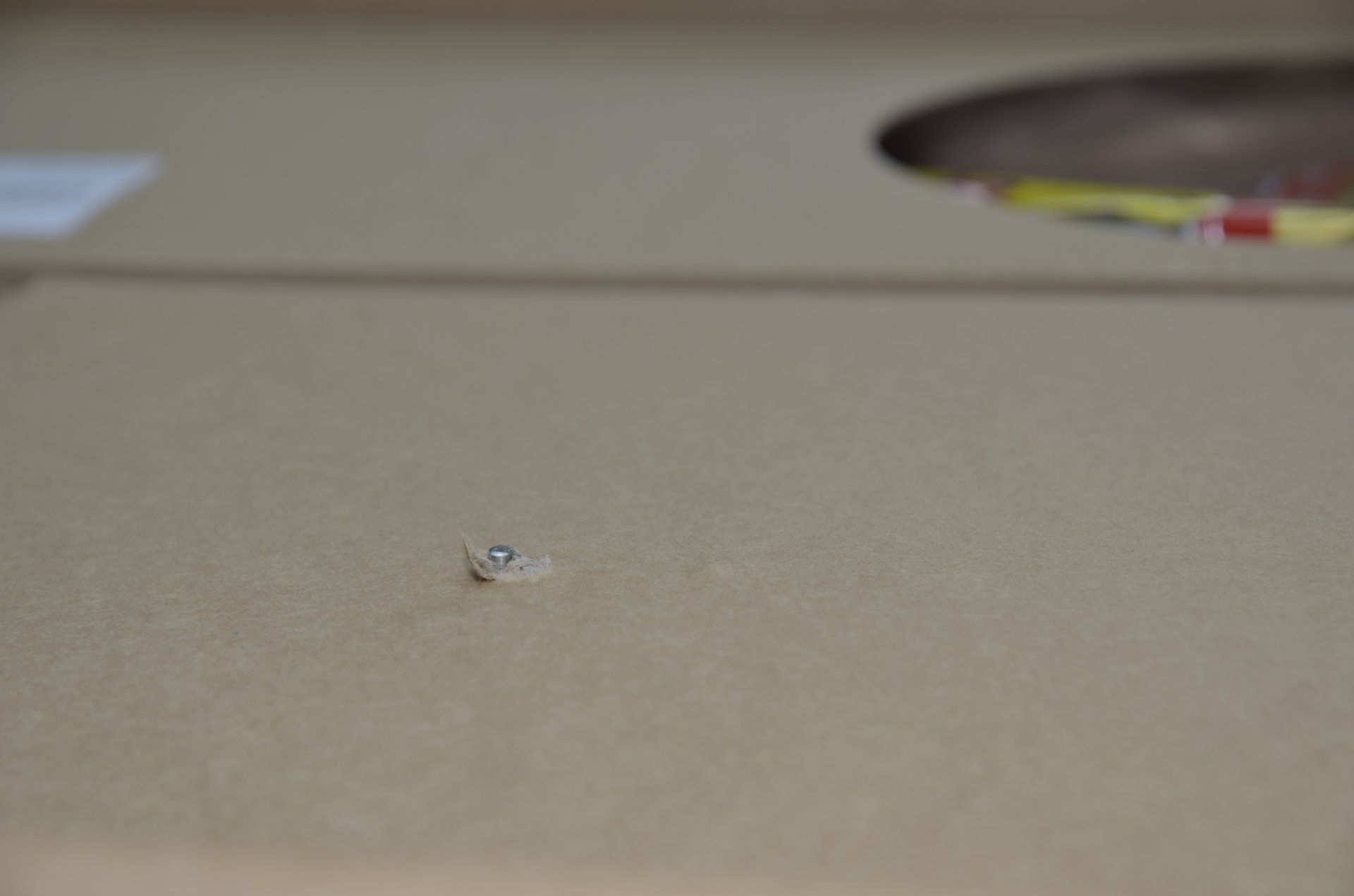
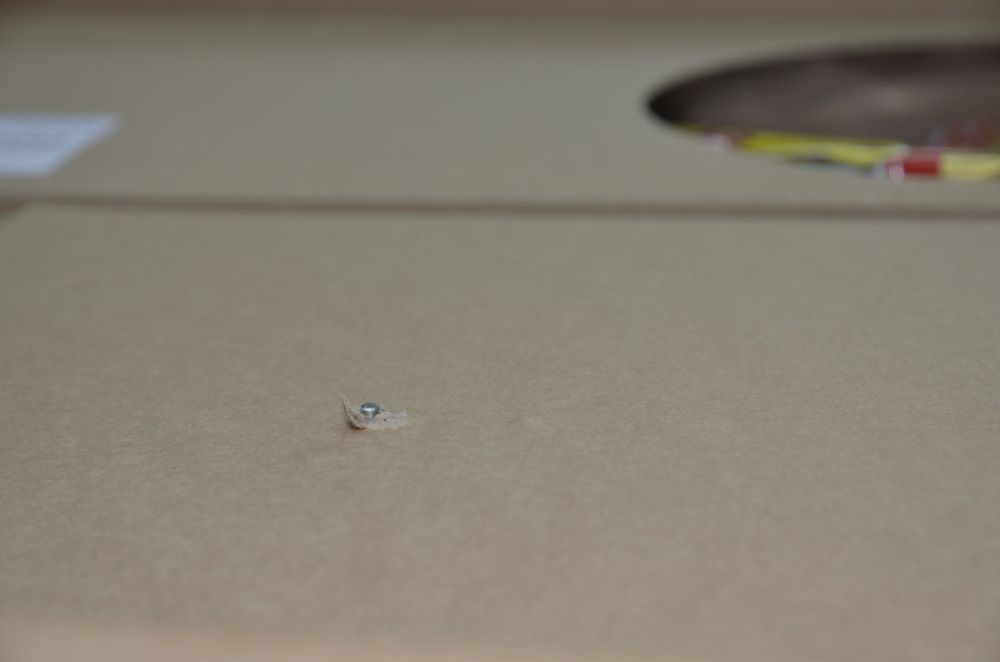
Hello, Sur ce topic nous allons aborder la découverte de la très attendue Original Prusa XL, équipée de cinq têtes. Le test sur le site https://www.lesimprimantes3d.fr/test-original-prusa-xl-5t-5-tetes-20241030/ Afin de lever tout ambiguïté, il s'agit ici d'une machine que Prusa Research nous a fait parvenir pour le test. Même si je peux comprendre les avis contraires, je n'en serai pas moins critique. Je suis parfaitement libre de mes propos et j'ose espérer que vous, lecteurs, puissiez avoir confiance en mon jugement. C'était important que je le précise. Après ce petit préambule, passons aux choses sérieuses, la GROSSE bête : Bon allez, la même en version un peu moins impressionnante : La Prusa XL en version cinq têtes (que j'abrègerai 5T par la suite) est livrée en deux cartons. Le principal contient toute la machine avec deux têtes, les trois têtes restantes sont dans le second carton plus petit. Il vaut mieux être deux pour déplacer le gros et même pour le vider de son contenu, j'ai réquisitionné ma moitié qui a transpiré tout autant que moi. Je vous le dis tout de suite, je n'attaquerai l'assemblage que demain. Pour le moment je me suis contenté d'inspecter le contenu que je vous montrerai plus en détails le moment venu. J'avais remarqué dès la livraison qu'une des deux poignées en plastique qui ornent deux côtés du carton principal était cassée. Chose semble-t-il tout à fait courante si je me réfère aux retours de nombreux utilisateurs. Rien d'étonnant avec un carton de 35kg ! Si l'on tire dessus latéralement pour le sortir du camion, ça casse net. Cela a même donné des idées à certains, qui ont modélisé la poignée pour pouvoir la ré-imprimer. Rien de grave en soi, le carton est en excellent état et ne semble pas avoir souffert de choc. Je commence par ouvrir le petit carton, composé de trois sous-cartons, rien à signaler. Ensuite j'ouvre le gros carton, et je m'attend à un emballage tout aussi impeccable, bien condensé et bien calé. Et bien j'ai été surpris ! Il y a un petit vide sur le dessus, quelque chose comme 2-3cm entre les sous-cartons et le couvercle du gros carton. On aperçoit au fond, l'emplacement réservé pour une boite de Haribo remplacée par un paquet mou, laissant le trou béant, alors que ce meme carton contient plein de petits sachets d'éléments individuels. Mais ils sont restés en place, laissant penser que le colis est resté à l'endroit durant le transport. Je remarque immédiatement qu'un des sous-cartons est percé par un des composants. Il s'agit d'un carton contenant une des têtes et la partie qui dépasse est un téton en métal. Lorsque je l'ouvre je remarque qu'il y a normalement deux trous prévus pour caler ces tétons (là encore du vide sous le couvercle), mais aucun des cinq cartons n'est aligné, et plusieurs présentent des marques de déchirure : C'est encore pire en dessous : D'une manière générale, il y a du jeu un peu partout dans les emballages. Mais a priori aucune casse, que du carton. J'avoue que cette Prusa XL 5T ne démarre pas sous les meilleures auspices. J'espère ne pas trouver d'autres surprises demain lorsque j'attaquerai son montage ! En attendant, n'hésitez pas à poser vos questions ou proposer vos idées concernant ce test, j'essaierai d'y répondre dans la mesure du possible. A très vite.



 0 points
0 points

.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)