Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/08/2024 dans Messages
-
S'il te plait ARRETES, je vais finir par en commander une.2 points
-
Petite impression benchy, ou plutôt benchbin. C'est une impression multi-couleur qui permet de tester pas mal de choses : Adhérence au plateau Qualité de la première couche Qualité de l'extrusion Ponts sans support Tolérance sur les pivots imprimés "in place" Temps d'impression Bon j'avoue, le filament vert bouteille pailleté translucide n'est pas du plus bel effet sur ce type de pièce (Prusament Galaxy Green), mais ça reste une poubelle de test. Pour ce qui est de la première couche, de l'adhérence au plateau et des tolérances on est bon. Pour la qualité d'extrusion en revanche, sur les petits détails il y a des manques. Dans les bandes rouge et dans le logo recyclage : C'est une impression qui a duré environ 11h30 et nécessité quelque chose comme 1150 changements d'outils. 190 grammes dans la pièce et 50 grammes dans la tour pour ~12cm de haut. Le profil utilisé est le 0.20mm SPEED, celui qui privilégie la vitesse à la qualité, notamment sur les périmètres extérieurs.




 2 points
2 points -
Merci. J'en suis hyper fière. Sagesse acquise après de multiple arrachage de cheveux et tapage de tête contre les murs lors de mes débuts en impression 3D avec une K8400. Sinon, avant la déchèterie, habituellement, je propose le coffre de ma voiture.2 points
-
« Je me demande aussi si ce n'est pas un problème récurrent à Elegoo, tous ces problèmes de non adhérence relatés sur le Net. Je n'avais pas ce problème avec mon Elegoo Mars 2 Pro » Donc ce n’est pas récurrent à Elegoo Autre citation: « et courage, ne soit pas déçu, il faut se focaliser sur ce que l'on apprend et non sur le résultat, pour ne pas être tropfrustré en impression 3D. Et là, je pense que tu vas devoir apprendre à changer l'écran de masquage » Quelle belle phrase cher Shadok et tu aurais pu conclure par: sinon c’est le chemin de la déchèterie qu’il te faudra apprendre.2 points
-
Bonjour, J'ai utilisé cette technique très longtemps pour les verrières d'avion. Avec du Rhodoïd et du plâtre pour le master. Pourquoi le rodhoïd ? parce que vu la taille de certain cockpits c'est le seul matériau qui résiste aux contraintes de vol. Ca fonctionne effectivement très bien, mais ça ne résout pas le problème du master. Pour tout dire je trouve ça très chiant, j'ai fait ça plus de trente ans, surtout sur les planeurs. Un exemple , toujours sur un Corsair F4U mais là beaucoup plus gros.
 2 points
2 points -
Pourquoi y mettre deux «n». Une contraction aurait plutôt donné «chafouineuse(s)», non ? quant à pouvoir faire la différence entre un Shadock et une Shadock, c'est aussi difficile que repérer un poussin mâle d'un poussin femelle (avec de bonnes lunettes ou une loupe on doit pouvoir y arriver ). Sinon, une autre du même acolyte : C'est ou ce n'est pas suffisant ou c'est insuffisant, zatiz ze kess ty on1 point
-
Cela voudrait dire qu'il y avait des Shadoks femelles, mais comment les différencier ? Peut-être de moins belles couleurs, plus petites, plus irritables, un peu chafouinnes (oui c'est nouveau, c'est la contraction entre chafouin et fouineuses), etc.1 point
-
La température ce n'est pas un soucis, c'est réglable dans le trancheur pour chaque type de filament utilisé, c'est le mélange des deux qui peut poser des problèmes (un mélange petg puis abs sans une bonne grosse purge bouche très rapidement la hotend)1 point
-
Je n'avais pas fait attention qu'il y avait cela dans le dernier firmware… (Je n'ai pas pris le temps de bien explorer tous les menus ... ) Oui en principe, ce sera pour ne plus passer par le cloud pour l'envoi et le contrôle d'impression (Pour le flux vidéo de la caméra, je ne sais pas) Mais il me semble que ce n'est pas encore implémenté... Personnellement, j'utilise simplement du Sopalin (un de qualité qui ne laisse pas de petit morceau. Éviter par exemple le papier toilettes) pour nettoyer. (Éventuellement du WD40 formule de base qui est prévue, car contient un solvant, pour nettoyer. Mais attention du WD40 formule de base n'est pas un lubrifiant à long terme car il ne laisse qu'une très fine pellicule de lubrifiant et donc ce n'est insuffisant.) Puis, pour lubrifier, je mets plusieurs gouttes de 3-en-un huile de vaseline spéciale micro mécanique ( ou lubrifiant au silicone ou PTFE sec, le top du top serait du "SuperLube" ) sur un Sopalin propre pour appliquer sur les tiges lisses et tiges filetées ( tout en demandant des déplacements Z quand sur les tiges filetées ... )
 1 point
1 point -
oui changer de filament en cours de couche est faisable (ça se passe dans le trancheur), mais si possible en gardant le même type de filament (quand la buse est 'partagée' comme sur le cyclope) Si tu mélange chargé et non chargé sans purger j'ai peur que ça provoque des bouchons.1 point
-
Si le ventilo AUX est en route (je ne sais plus si il se met en route des la première couche) essais de le mettre à zero, j'avais des soucis avec depuis que j'ai déviée le flux d'aire vers le haut plutôt que directement sur le plateau, j'ai plus de souci.1 point
-
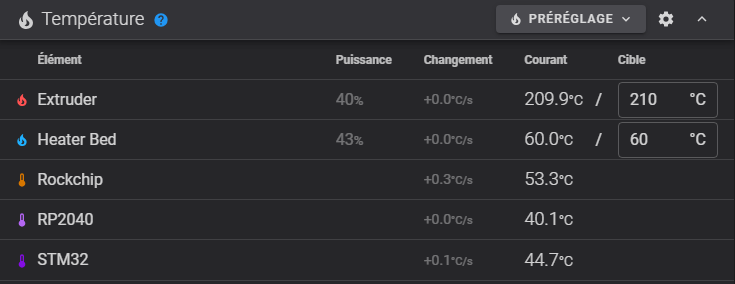
Maintenant que vous avez tout installé, une petite astuce pour avoir comme sur cette image les températures du processeur Rockchip, du RP2040 et du STM32 Dans le fichier printer.cfg ajouter le code ci dessous ################################################# # Temperature settings # ################################################# # Affichage températures du processeur et du contrôleur # dans l'interface Fluidd [temperature_sensor Rockchip] # RK3328 sensor_type: rpi_temperature sensor_type: temperature_host min_temp: 5 max_temp: 80 #[temperature_sensor mcu_temp] #STM32F401 [temperature_sensor STM32] sensor_type: temperature_mcu [temperature_sensor RP2040] # RP2040 sensor_type: temperature_mcu sensor_mcu: MKS_THR min_temp: 0 max_temp: 80 Enregistrer, redémarrer et le tour est joué Pas de panique si vous voyez la température du processeur Rockchip monter à 50/55° c'est normal
 1 point
1 point -
Oui, j'ai totalement accepté ma part de féminité (Où, comment ne pas dire que je suis vraiment pas douée à l'écrit )1 point
-
"fière" ? Tu es bien sure ?1 point
-
Je n'ai aucune des imprimantes que tu cites, mais si tu veux imprimer de l'ABS avec une Ender 3 ça va être compliqué car l'ABS demande une enceinte fermer pour s'imprimer correctement, par contre pas de souci pour le PLA voir le PETG. Par contre, comme tu débutes je te conseille une imprimante non bricolée car certains vendent des machines qui ont été transformées plus ou moins correctement voir n'importe comment1 point
-
Bonjour; Bonne nouvelle, l'imprimante fonctionne à nouveau, elegoo mon envoyer des pièces à changer, chose que je viens de faire et surprisse sa marche. C'était un capteur qui était défaillant visiblement. je suis vraiment content, je vais enfin pouvoir commencer à prendre la main sur les impressions. Je tenais à vous remercier d'avoir pris du temps à regarder et de m'avoir aidé. Il ne me reste plus qu'à explorer le forum, et d'essayer de participer comme je peux. Merci beaucoup, vraiment.1 point
-
Salutation ! Navré Pour moi cela indique un problème de l'écran de masquage et il te faut probablement le changer. (Éventuellement si tu as de la chance, il suffit peut-être de déconnecter et reconnecter le câble ruban de l'écran LCD de masquage) Pour vérifier, essais de faire une impression à vide ( sans plateau ni bac de résine, mais juste une feuille de papier placé sur l'écran de masquage pour bien voir le motif exposé sans te prendre plein d'UV dans les yeux.) et regarde (quand le serveur du wiki d'Anycubic voudra bien fonctionner… car là chez moi cela ne veut pas charger la page) https://wiki.anycubic.com/en/resin-3d-printer/photon-mono-m7-pro/control-screen-replacement ( et courage, ne soit pas déçu, il faut se focaliser sur ce que l'on apprend et non sur le résultat, pour ne pas être trop frustré en impression 3D. Et là, je pense que tu vas devoir apprendre à changer l'écran de masquage )1 point
-
Bonjour @ceramfull je déplace dans la bonne section1 point
-
Le Mars Mate est un bon produit, efficace, silencieux et d'un prix très raisonnable (à 160€ il est plus de deux fois moins chers que Xtool, Snapmaker). Seule amélioration utile serait une liaison avec l'imprimante pour le mettre en service et l’arrêter en fin d'impression (comme ceux de la concurrence).1 point
-
Contacte un prothésiste dentaire qui pourra te donner plus d'info mais le prix de la résine à mon avis va piquer très fort surtout quant je vois le prix de la Formlabs biomed clear (et même la, il y a des restrictions sur la durée en fonction du type de contact). Il y a aussi moins cher comme la Résine Liqcreate Bio-Med Clear mais pas indiqué si c'est une ISO 13485 (dispositifs médicaux) classe VI comme la Formlabs mais elle passent les tests de biocompatibilité pour la cytotoxicité (ISO 10993-5:2009), la sensibilisation (ISO 10993-10:2021) et l'irritation (ISO 10993-23:2021). J'ai jamais utilisée ce type de résine car j'en ai pas l'utilité donc je ne pourrais pas t'en dire plus.1 point
-
Il faut nettoyer le plateau à l'eau chaude avec du liquide vaisselle. Surtout lors de l'utilisation il ne faut pas poser ses doigts dessus.1 point
-
Les master, je les fait à l'imprimante résine, très peu de ponçage et ça résiste à la chaleur du thermoformage Après faut les modéliser mais bon que tu modélise la pièce pour l'imprimer directement en transparent (qui n'est jamais vraiment transparent) ou que tu modélise le master, le boulot est le même...1 point
-
Dernière impression, un cache boule d'attelage moto (en petg bambu)

 1 point
1 point -
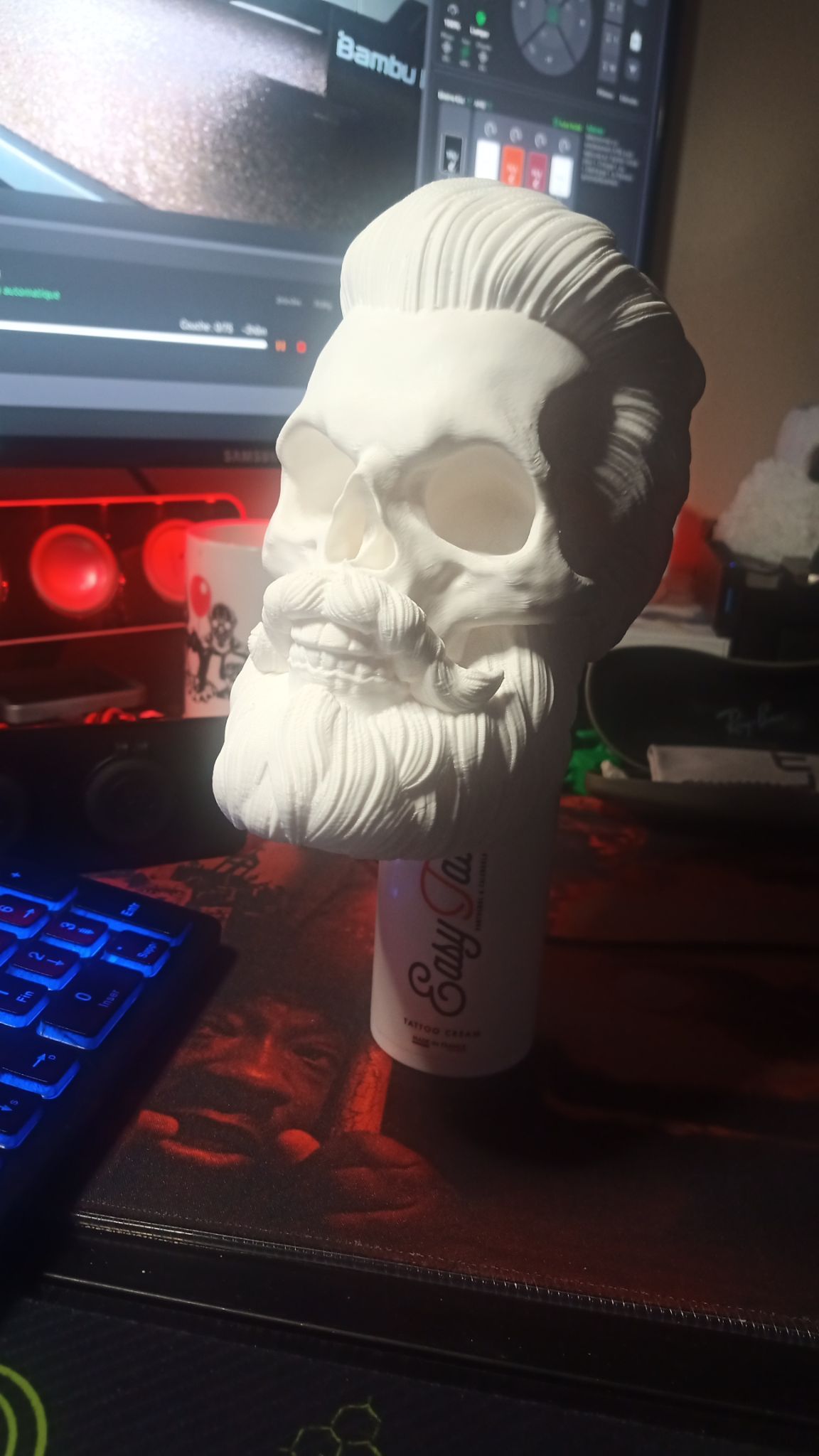
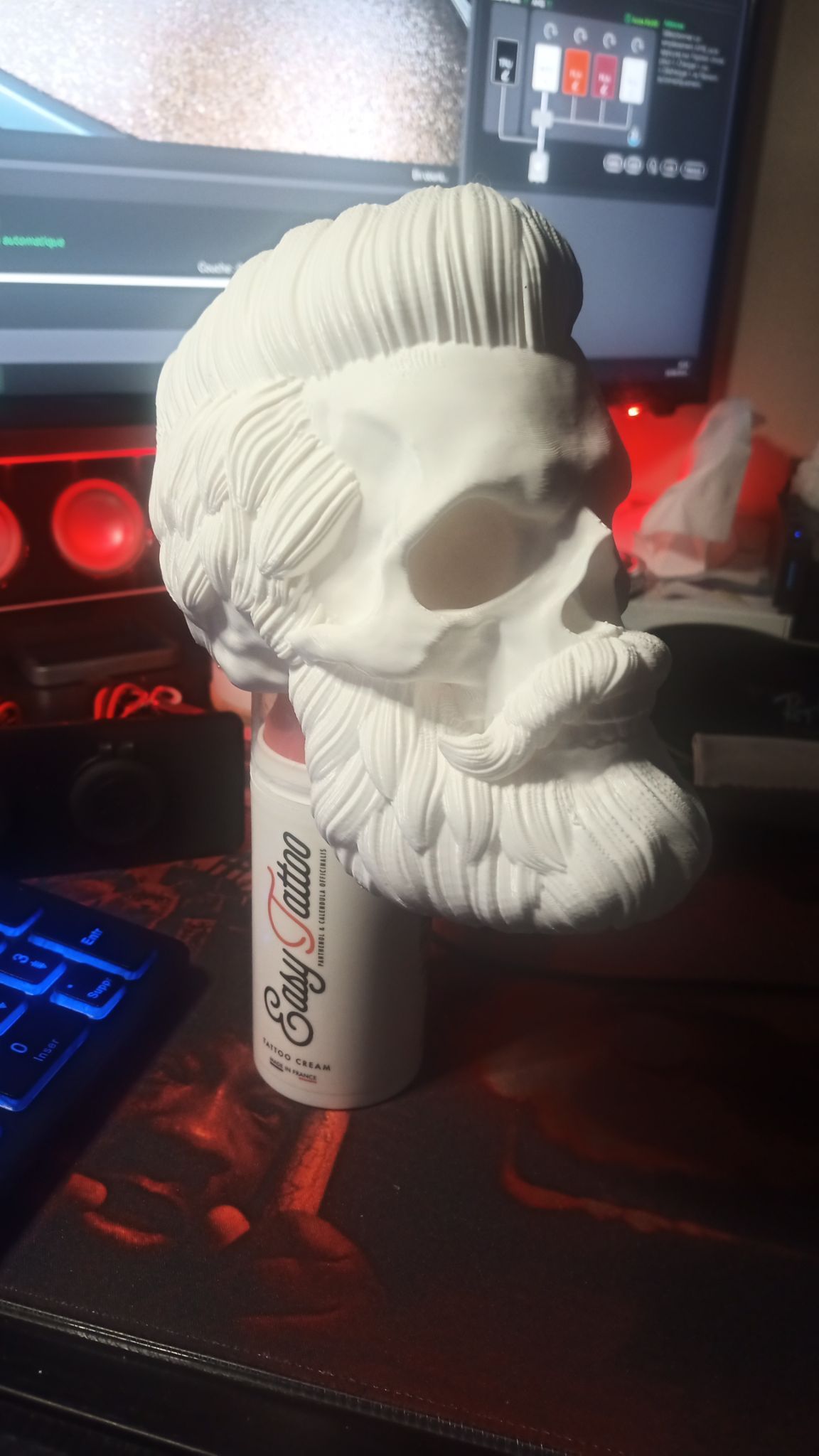
Vive les poils qui jouent un rôle de barrière de protection ! Bientôt en vente, "Poils Protect Active Control" by PPAC. (produit expérimental 3 en 1, shampoing, nettoyant pour surface d'impression 3D et soin du poil. Lire la notice avant utilisation.)1 point
-
Bien heureux de le savoir (sur ce forum sache que tu n'es pas le seul). Ce forum s'adresse à un public dont les compétences sont variées et inégales. Dans l'ensemble on préfère proposer des solutions qui suivent les recommandations de ceux qui développent l'OS (Armbian)1 point
-
Passé ma matinée à gérer la peinture... Rouge fluo, band blanche, noir et fumé pour la fenêtre. Rappel rapide : ce n'est pas une carrosserie originale, elle est basée sur un CAD model approximatif, le moule a été imprimé et thermoformé par un pote (il se pourrait que j'ai à revoir la ligne du bas du moule, car la façon dont j'ai découpé la carrosserie est loin d'être parfaite car la ligne inférieure est difficile à lire)... La voiture manque juste de ses clips de carrosserie et elle est prête à rouler...1 point
-
Mon Mercury 4Xi est arrivé avec une clé pour les écrous de roues. Ils sont bien plus gros que ce que l'on trouve usuellement sur des 1/10 electriques... Et elle est endommagée... J'ai résolu ceci avec un print simple mais très efficace... Ensuite, il me faut attaquer la peinture. Ce sera simple. J'ai utilisé de la bande de masquage pour définir le format de la fenêtre, et je vais scanner la silhouette et découper des masques à partir de là...1 point
-
Bonjour MONFRED, Je vais essayer de répondre à tes interrogations ou tes remarques. 1) Pieds réglables (j'y avais pensé ...) Pour moi (compte tenu de mon installation) c'est inutile, dès l'instant que l'on est posé sur une surface plane et parfaitement de niveau. Les silentblocs permettent ainsi, de bien jouer leurs fonctions. a) Transmission des vibrations b) Leur dureté (70 shore) permet une certaine compression pour le rattrapage du déséquilibre de l'ensemble. 2) Ma méthode de calibrage (avec mes modifications) a) Je m'assure qu'aucun résidu de filament est présent sous la buse. b) Je lance un calibrage conforme aux directives eMotion Tech. c) Une fois réalisée, je lance RepetierHost Je lance mon gcode (ou charge et lance celui que j'ai créé) ;Mise Au Centre Du Plateau pour reglage 1ere couche ; M140 S60 ; Chauffe du plateau G90 ; Position en coordonnees absolues G28 ; Retour a l'origine G0 X100.0 Y100.0 ; On se place au centre du plateau M190 S60 ; Attente temperature plateau G0 Z1.0 ; On se place a 1mm de hauteur ; d) Je place une feuille de papier (70gr) entre la buse et le plateau e) Je passe en commande direct sur l'imprimante f) Je descends Z [pas de 0,01mm pour frotter la feuille (je dois pouvoir la tirer mais pas la pousser sans occasionner de pli)] g) Je retourne sur RepetierHost h) J'envoie la commande i) J'envoie la commande j) Je ferme RepetierHost k) Je passe en commande direct sur l'imprimante et "Initialisation" l) J'éteins l'imprimante VOILA C'EST FINI !!! Mon constat : Depuis, une 1ère couche très lisse avec une meilleure accroche au plateau. Stries en Z très propres et très régulières. En pièce jointe "Mes customisations" Customisation i3MM.pdf

 1 point
1 point