Classement

.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)


Contenu populaire
Contenu avec la plus haute réputation dans 27/08/2024 dans Messages
-
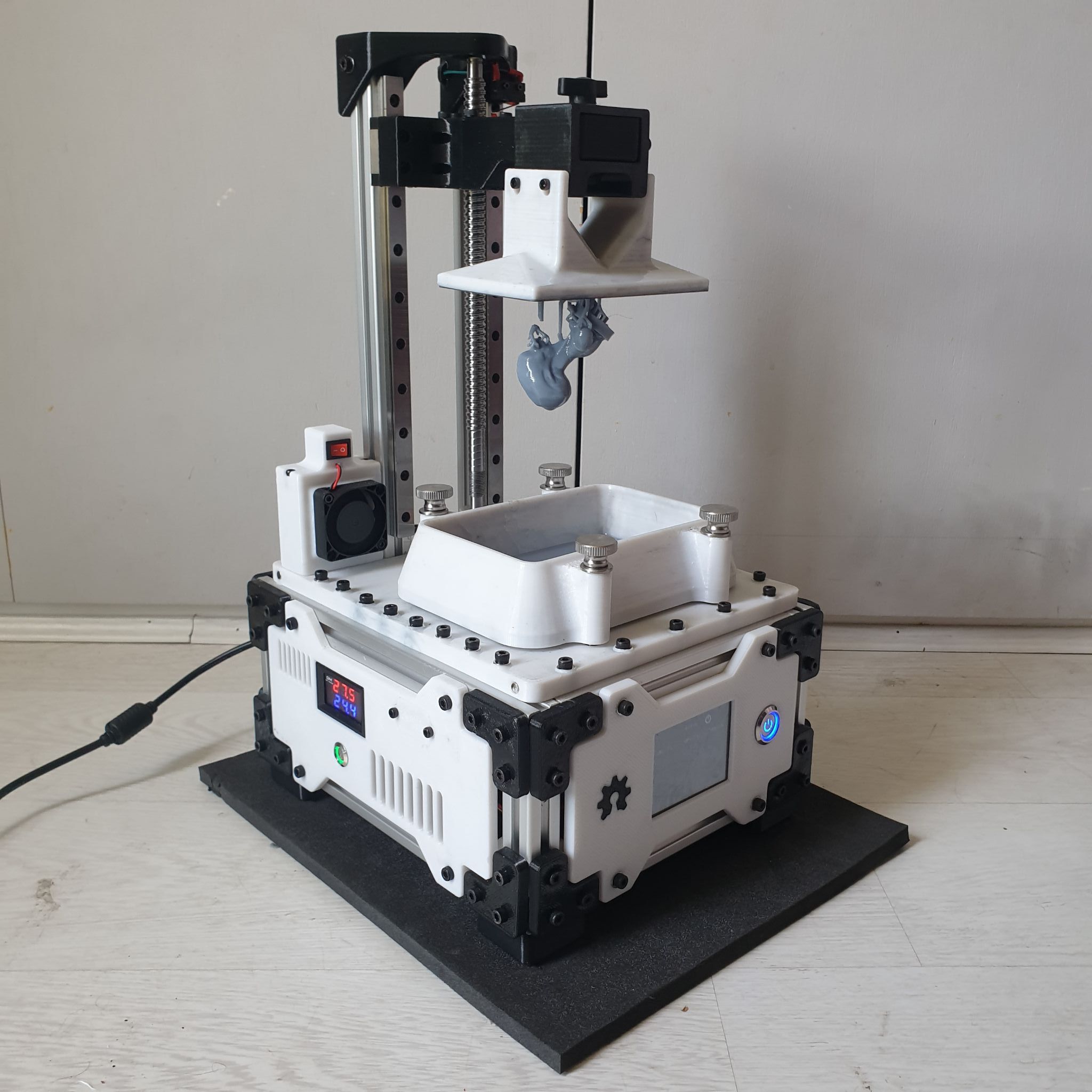
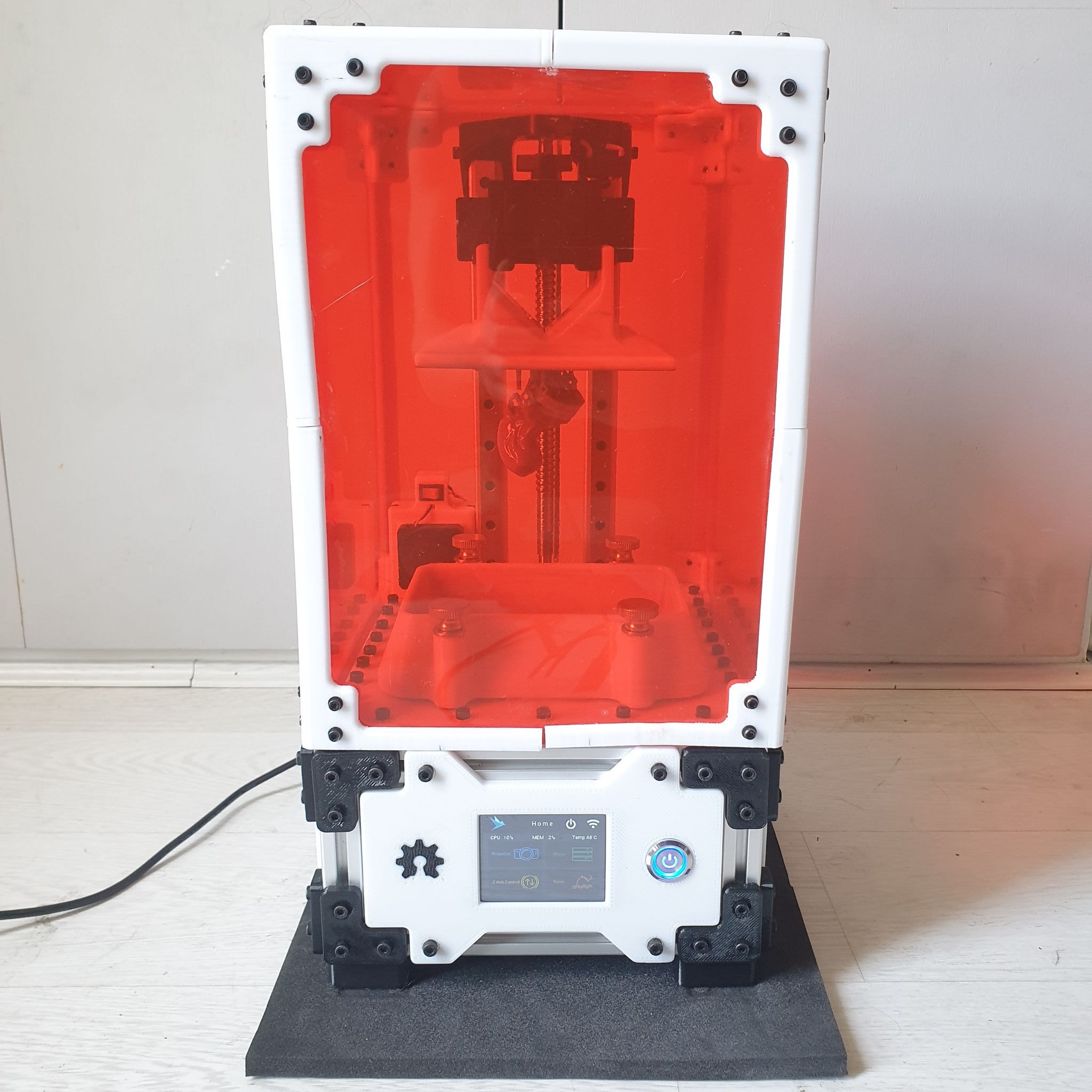
Bonjour à tous, voici la première version du guide ! Il fait 64 pages et la qualité a été réduite pour pouvoir être posté directement sur le forum sans passer par un hébergeur de fichiers. N'hésitez pas à me donner votre avis (surtout les mauvais) Aucun fichier n'a encore été publié, il s'agît encore de la "bétâ" MSLA_Guide_V1.1_compressed.pdf Ah oui, il est rédigé en anglais donc désolé pour les non-bilingue Après presque 6 mois de travail et environ 200h passées sur ce projet, on approche vivement de la fin
 5 points
5 points -
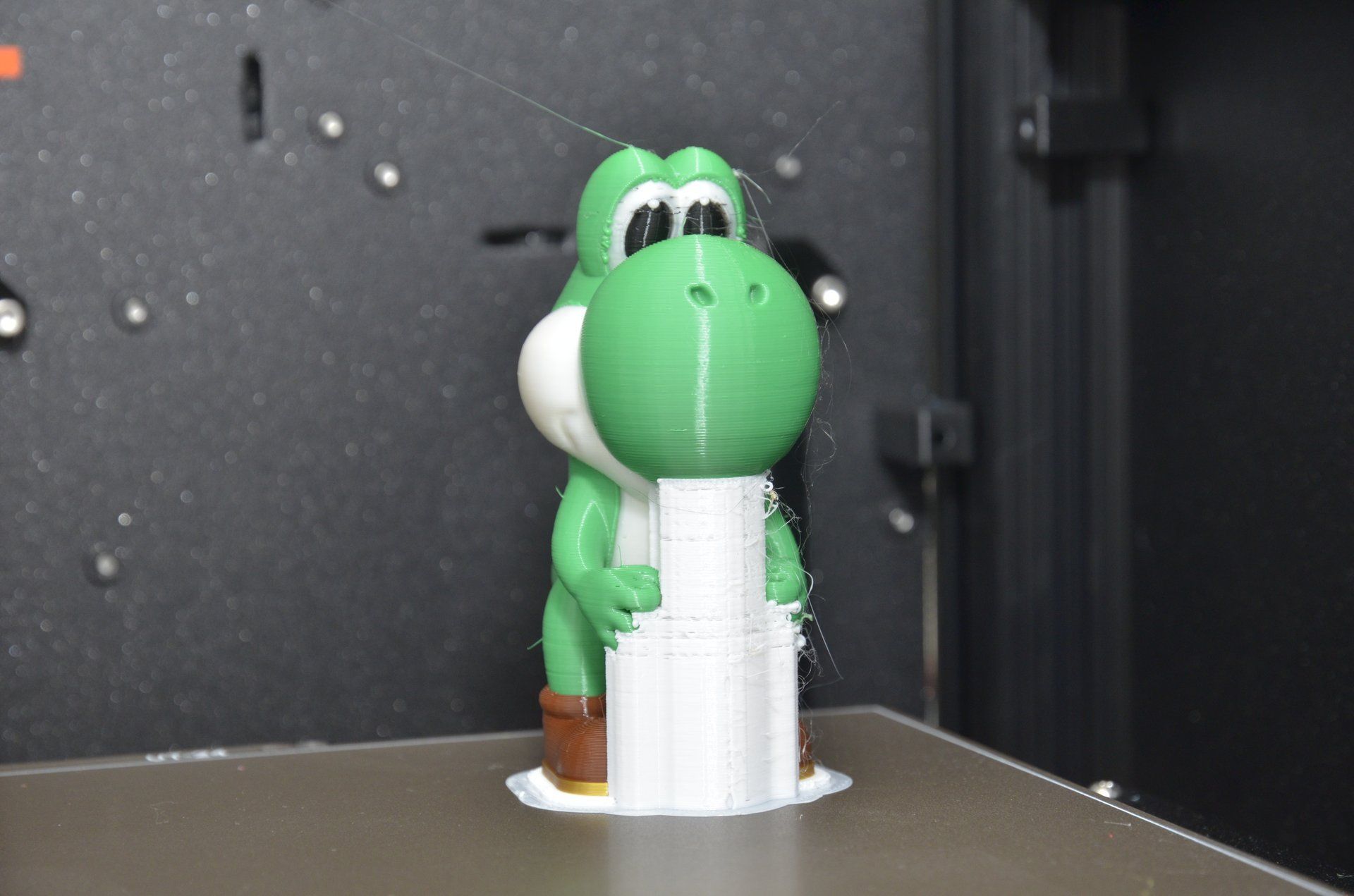
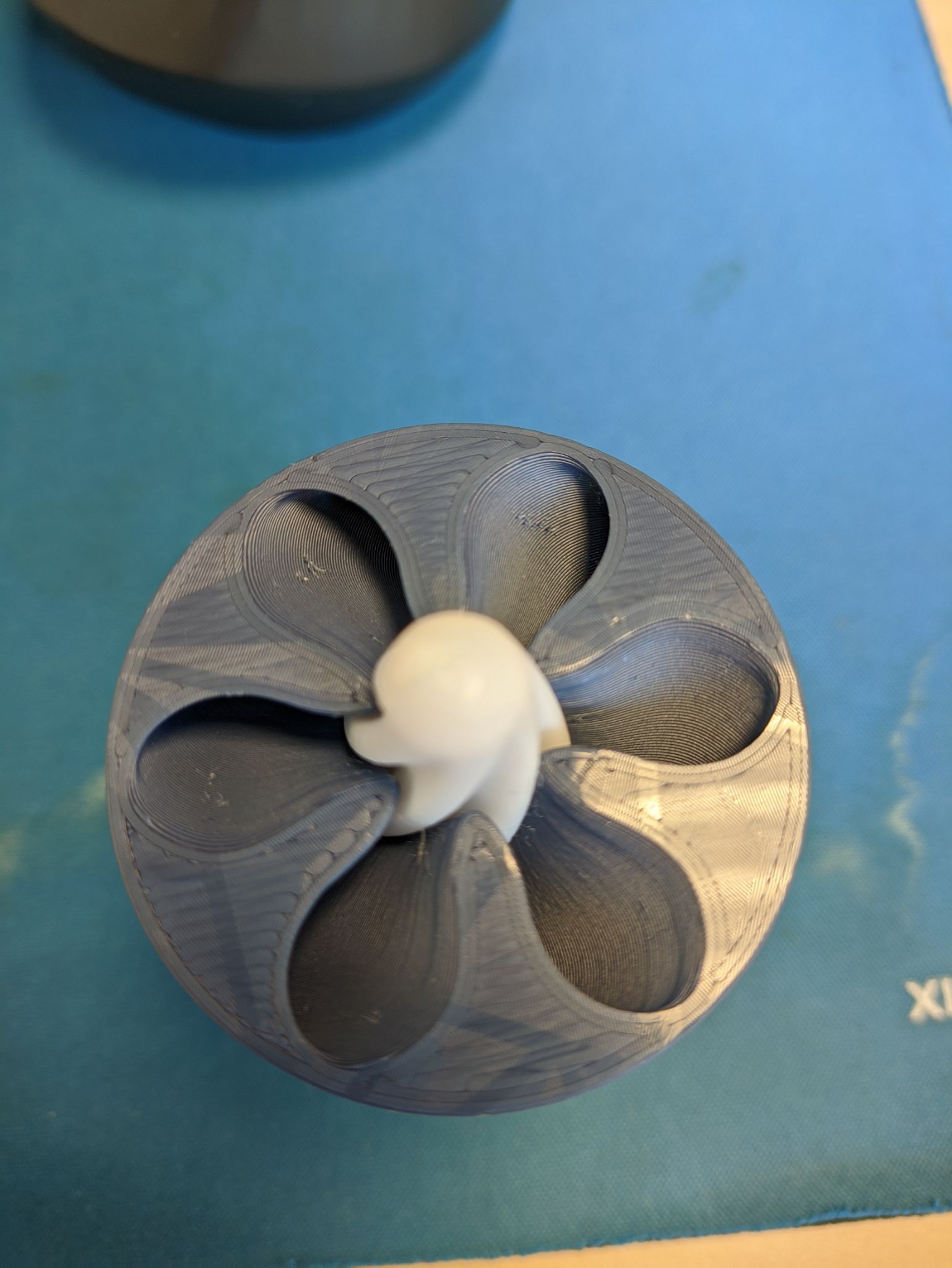
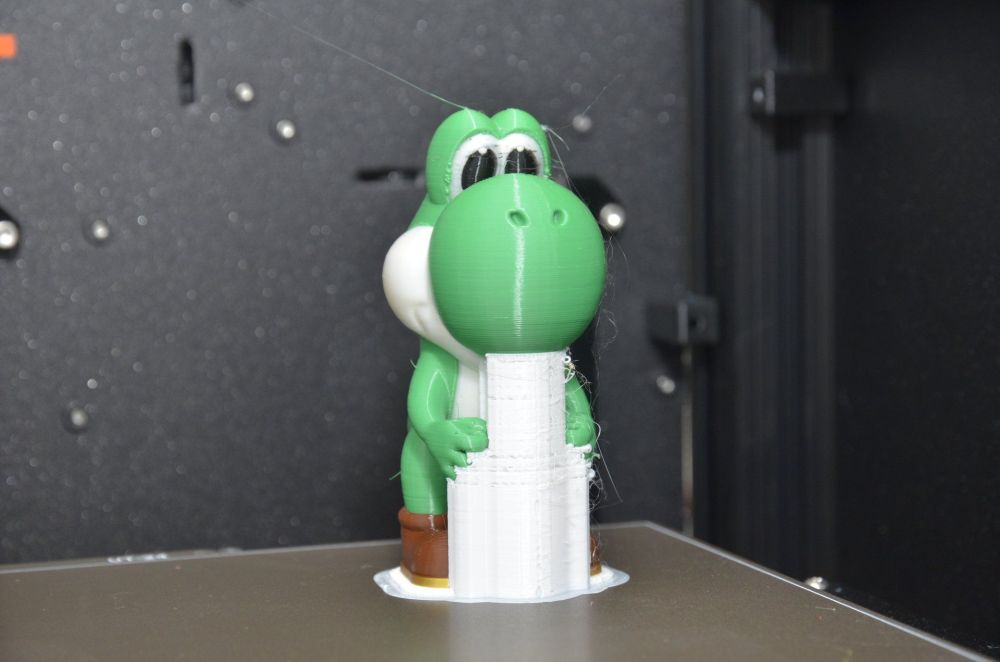
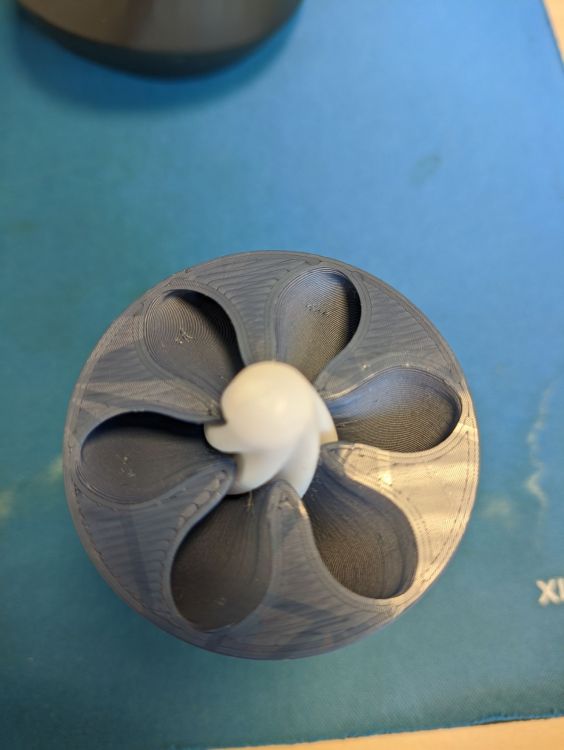
J'ai oublié de préciser les temps aussi, presque 16h pour le MMU3 et 8h30 pour la XL. Elle croise ses petites courroies et prie pour que tout se passe bien. En fait lors de l'impression d'une couche, ce sont les périmètres interne qui sont imprimés en premier, puis les externes, et enfin l'infill. Donc s'il y a un manque de matière ça sera d'abord sur le périmètre interne qui ne se voit pas. S'il y a une crotte, elle a toutes les chances de tomber dans l'infill ou de se faire repasser par le périmètre suivant, mais c'est la roulette. On peut aussi demander au slicer de commencer par l'infill pour que la sous-ex n'impacte pas les périmètres. Bref, voici en images le résultat d'un Yochi sans tour : On a vu mieux. La majorité des fils viennent du PETG support, malgré que j'ai fait exprès de placer la pièce au plus près de cette tête pour anticiper le problème. On voit bien évidemment des dépôts parasites, mais aussi quelques manques de matière ici ou là, mais uniquement sur les petits périmètres ce qui semble logique. Le PETG n'a pas apprécié le traitement, la machine s'est même arrêtée au début en me signalant que le filament était coincé. J'ai désactivé cette fonction de détection le temps du test. Je pense que l'impression d'objets multi-tool sans tour est possible, mais sous conditions. Eviter les filaments qui bavent naturellement, éviter les modèles avec de petits périmètres, augmenter le nombre de parois et demander au slicer de commencer par le remplissage. L'utilisation d'une brosse peut certainement aider. A réserver pour l'impression de grands objets je pense, où une petite pétouille n'aura pas un gros impact sur le rendu. Autre détail que j'ai remarqué durant ce test, il était annoncé en 4h, mais il a duré 5h20. En fait la machine a beaucoup attendu la remise en chauffe du prochain extrudeur. En temps normal les têtes au parking passent en température de veille, et le temps de remise en chauffe est calculé puis anticipé par le slicer, mais sur ce genre de petite pièces où ça change de tête toutes les quelques secondes, ça introduit un petit délai de 2 ou 3 secondes où il ne se passe plus rien entre chaque couleur. Ca doit pouvoir être réglé en désactivant la température de veille ou en réduisant le delta, mais j'éviterais de laisser les têtes à pleine température sur leur dock. Au final, les Yochi par deux avec la tour qui me prenaient 11h (dans mes conditions, non optimales (j'ai vu qu'après que j'ai consommé beaucoup plus de filament dans la tour que je n'aurais dû, mais je ne voulais plus changer les conditions) et avec support PETG) ont pris proportionnellement autant de temps que ce Yochi sans tour. Oui j'ai vu, j'avais même déjà vu la toute première vidéo de Teaching Tech à l'époque. Mais de ce que j'ai compris en diagonal, la Sovol SV08 n'est pas une machine multi-tête. C'est juste une base utilisée par des makers pour travailler sur l'ajout d'un système de toolchanger low cost. C'est dans le même esprit que l'i3-RDX qu'on avait développé qui était basée sur la Prusa i3 MK3. Je trouve le projet assez ambitieux mais je leur souhaite sincèrement de réussir. Et puis un peu de concurrence de temps en temps ça ne fait pas de mal pour motiver les gros du secteur. On peut continuer cette discussion sur le sujet approprié => https://www.lesimprimantes3d.fr/forum/topic/57986-nouvelle-dinguerie-sovol-sv08

 5 points
5 points -
Encore merci, je vous tiens au jus3 points
-
Je viens de lire (rapidement) ce pavé Superbe travail de documentation, je ne pense pas qu'il manque quoi que ce soit. Même si je n'utilise pas cette technologie, uniquement pour des raisons personnelles et surtout de santé, je pense avoir tout compris (et pourtant c'est en anglais ). Alors bravo, félicitations pour ce projet mené jusqu'au bout et pour un néophyte, plutôt rapidement (recherches préliminaires, conception CAO, fonctionnement logiciel, montage matériel). Je n'ai rien vu de rédhibitoire. La seule recommandation que j'aurais, c'est de ne pas mettre ton adresse mail complète à la fin du document, plutôt du genre prenomnom_AT_fai.com (remplacement de l'arobase par _AT_ même si les robots sont maintenant capables de «comprendre» cette astuce, inutile de leur faciliter la tâche). Même si on doit pouvoir en anglais utiliser «internet navigator», j'aurais plus utilisé «browser» mais ça ce n'est que cosmétique

 2 points
2 points -
Combien d'heures juste pour la documentation ?! Les gars je crois qu'on a là un petit génie. Cette machine mériterait une entrée dans le wiki RepRap. Bravo pour ton travail et ta ténacité !2 points
-
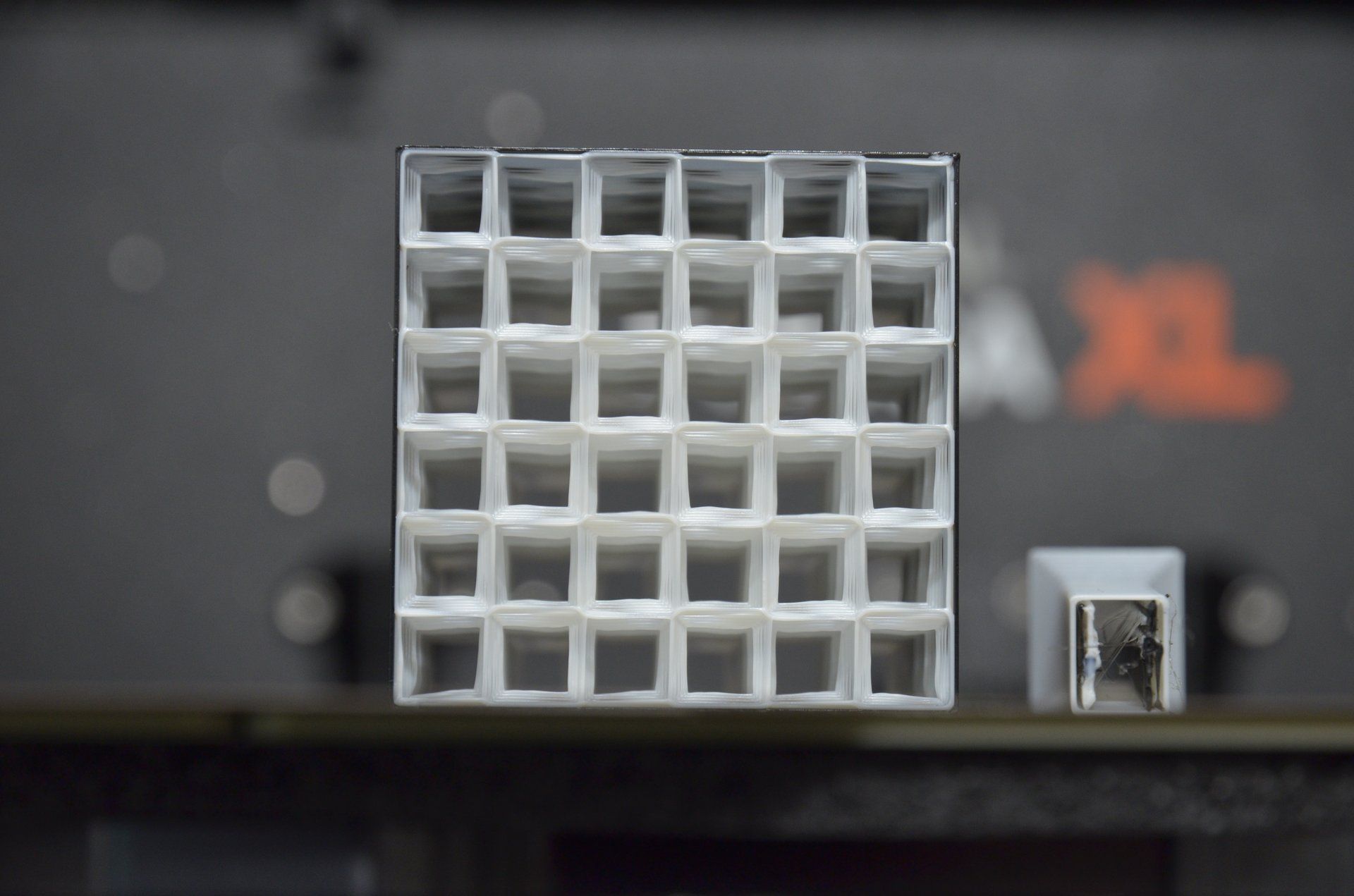
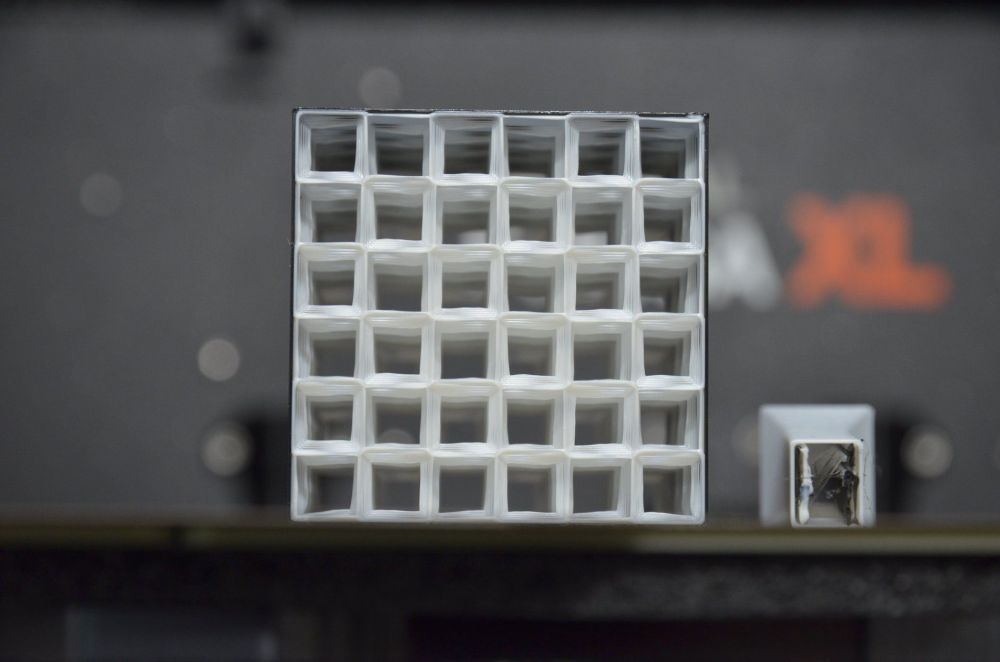
Puisqu'on discute des tours et des consommations de filament, voici une astuce que j'aimais déjà utiliser sur mon IDEX. J'ai volontairement simplifié et optimisé au maximum pour la démo. Si vous avez un filament que vous aimez mais qu'il ne vous en reste pas beaucoup où qu'il coûte cher, alors pourquoi ne pas l'utiliser que pour les parties visibles ? Beaucoup de réglages pour ce cube, un seul périmètre, pas de top ni bottom, infill 3D honeycomb à 5%, baisse du minimum sur la tour et pour le ramming dans les réglages du filament, et des ajustements sur la forme et les dimensions de la tour également. C'est vraiment fait exprès pour la démo, quoique je suis sûr qu'il y a moyen de trouver un cas d'usage dans la vie réelle. Ce cube en une seule couleur, sans la tour donc, consommerait normalement 15.83 grammes de filament noir et 50min d'impression. Mais voilà ce noir je l'adore, il coûte un bras, et en plus il m'en reste qu'un fond de bobine, alors que j'ai ce blanc vraiment pas cher, j'ai même été payé pour l'utiliser (tout est faux). Dans la configuration deux couleurs, je consomme 17.70 grammes en tout dont 1.8 grammes pour la tour => seulement 5.46 grammes pour le noir, et 12.24 grammes pour le blanc. 1h16 d'impression et 250 toolchanges. Un petit compromis pour une bonne économie de votre filament préféré. Pour la tour on voit qu'il est possible d'optimiser beaucoup, si l'on sait ce que l'on fait.
 2 points
2 points -
En exemple https://www.amazon.fr/EQM-SOLUCIONES-ECO-301-Isopropylique-électroniques/dp/B07SH9FY7G/ref=sr_1_5?__mk_fr_FR=ÅMÅŽÕÑ&crid=2YUYYVFS2BQ2R&dib=eyJ2IjoiMSJ9.A8IhEZqNofHlBrmXoi60f9BeMFToY6hlXN4fo6Y7CysVv3FG_kvW9khQ7s5ClRb9lbh1pO_z5RO6jZjO1FjdUQVxhhO0lWh1sPmAYx5ROyYhS0lZKFBMsrCfCRVYoU9zUJPtplAEjRm9hBt3uwcI4mfCi3DqOfpJkkMTxbvgOkRf5kbFQDz2gwzgG-j8quloPG_NQ7c1cKE7wCEf7COAMILTabNok1rPBOUNwpZzVq5Y767YESMoz1bSaQZdVTzJwjChfrfDiqpWmw-EpEF23ell8l37pcYs_nd-X5cW714.fOXZRQhHn-5qna6pt3P9Ia6VTy1lOT3ngZiId6aWvw8&dib_tag=se&keywords=ipa&qid=1724771352&sprefix=ipa%2Caps%2C68&sr=8-5&th=1 Pour le PLA tu peux essayer 55-60°C pour le plateau, en le laissant préchauffer avant l'impression 10-15 minutes pour que la température soit homogène.

 2 points
2 points -
L'erreur est documentée. Le ACE Pro est incompatible avec le TPU. Pour imprimer des filaments flexibles, il faut passer en direct (pas par le ACE). C'est sûrement indiqué dans la notice de la machine, tout comme comment déconnecter le ACE Pro pour insérer du filament depuis une bobine seule ? Tu as le wiki Anycubic pour t'aider : https://wiki.anycubic.com/en/fdm-3d-printer/kobra-3-combo Et le topic dédié à la machine :2 points
-
Non. Et c'est plus joli que le côté granuleux. Sinon, je sais que ce n'est pas dans les consignes du forum... Mais ceux qui veulent absolument mettre à jour leur imprimante vers Debian 11, j'ai réalisé un mod'op. J'ai fait la connerie de faire l'autoremove donc ça vous servira à vous de ne pas le faire :-). https://blog.kulakowski.fr/post/artillery-sidewinder-x4-pro-mise-a-jour-de-debian-10
 2 points
2 points -
Finalement, je n'ai pas publié sur le bon coin : devant le manque d'intérêt (probablement dû aux vacances), j'ai contacté un ami qui est maire d'un village en IdF (si, si, il y a encore des villages en IdF ). Il souhaite ouvrir un club d'impression 3D dans sa commune. Je vais donc la lui livrer et lui assurerai au moins dans un premier temps le support technique. Ça va être intéressant de former les gens à l'utilisation. Donc la machine va partir en région parisienne et n'est plus à donner. Le sujet peut être fermé. PS : et encore merci à @BO105cbs pour le don initial. Ton matériel va poursuivre son fonctionnement sous d'autres cieux.2 points
-
Le travail est fait J'ai appliqué l'apprêt sur la carrosserie une fois rentré du travail... Ponçage à l'eau à faire, une autre couche de primer, et ensuite il sera temps d'attaquer la couleur...2 points
-
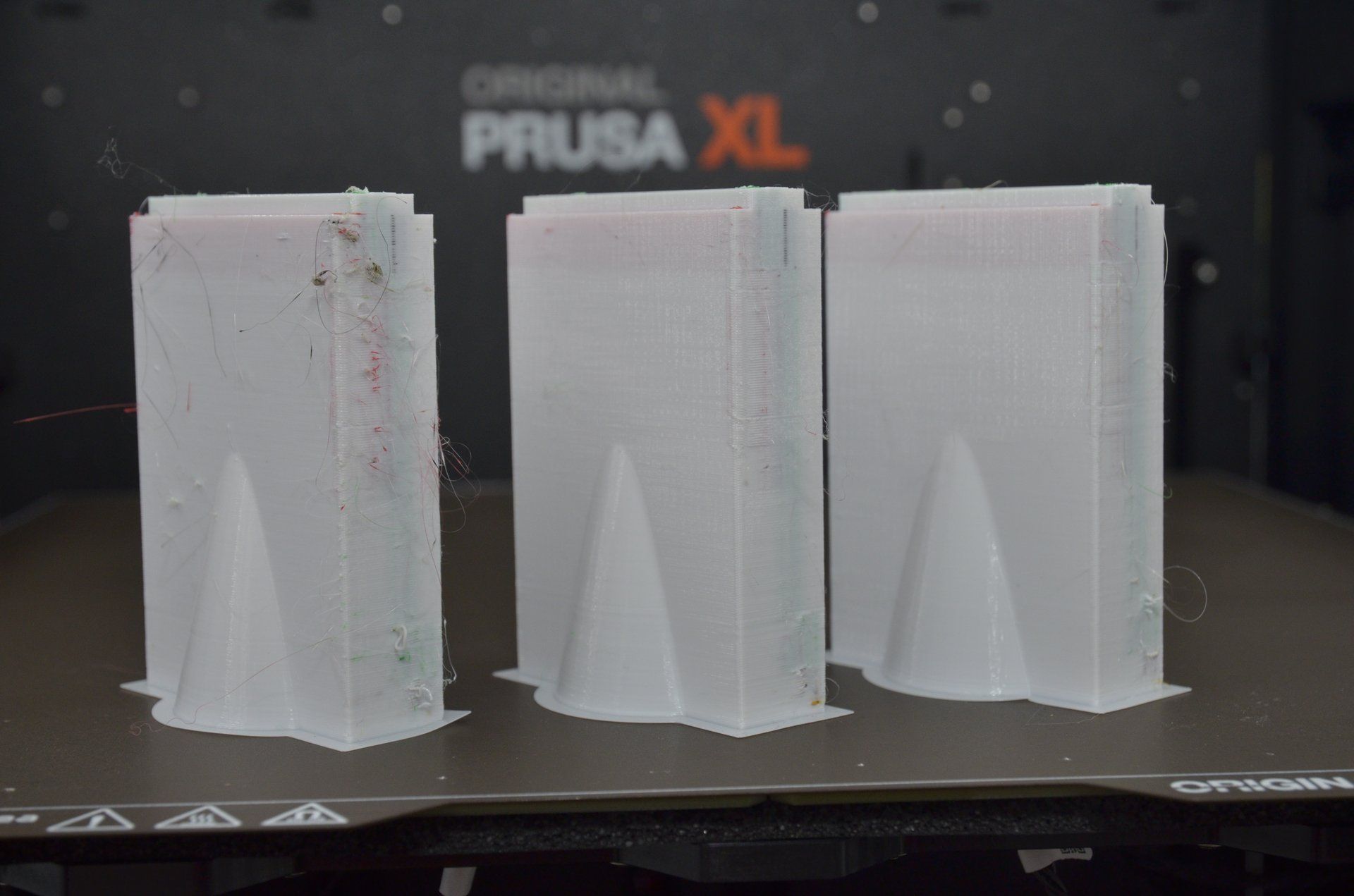
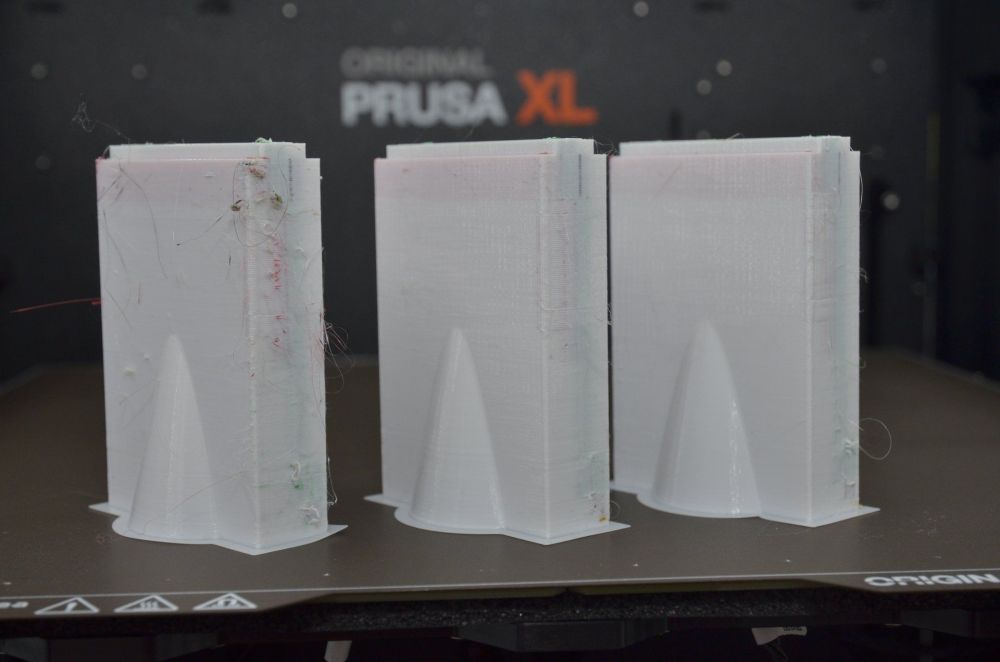
Comme prévu, j'ai refait le test avec le mode furtif activé, et bobines séchées. Le résultat est sans appel : Hormis un petit raté sur la main droite du Yoshi de gauche, qui n'a rien a voir avec notre sujet du jour, c'est impeccable. Les tours sont de gauche à droite : avec furtif et avant séchage sans furtif et après séchage avec furtif et après séchage C'est confirmé, la Prusa XL n'aime que le filament bien sec, pour ses jobs en multi-tool. Je ne peux pas les peser car ce ne sont pas exactement les même conditions. Sur le MMU j'avais activé la purge dans la pièce, et sur la XL j'ai passé les supports en PETG. Mais sur la théorie j'ai fait l'exercice de comparaison en me basant sur les données de PrusaSlicer, en supprimant les supports PETG. Sur la XL, les deux Yoshi ensemble font 82 grammes et la prime tower fait 36 grammes. Sur le MMU3, les deux Yoshi font 84 grammes et la purge tower fait 92 grammes si on active la purge dans l'objet, sinon elle fait 102 grammes. Rigolo que tu poses cette question, le test en cours sur la XL est de faire un Yoshi sans prime tower, pour voir le résultat. Autant profiter que mes bobines soient bien sèches et déjà chargées dans la machine.

 2 points
2 points -
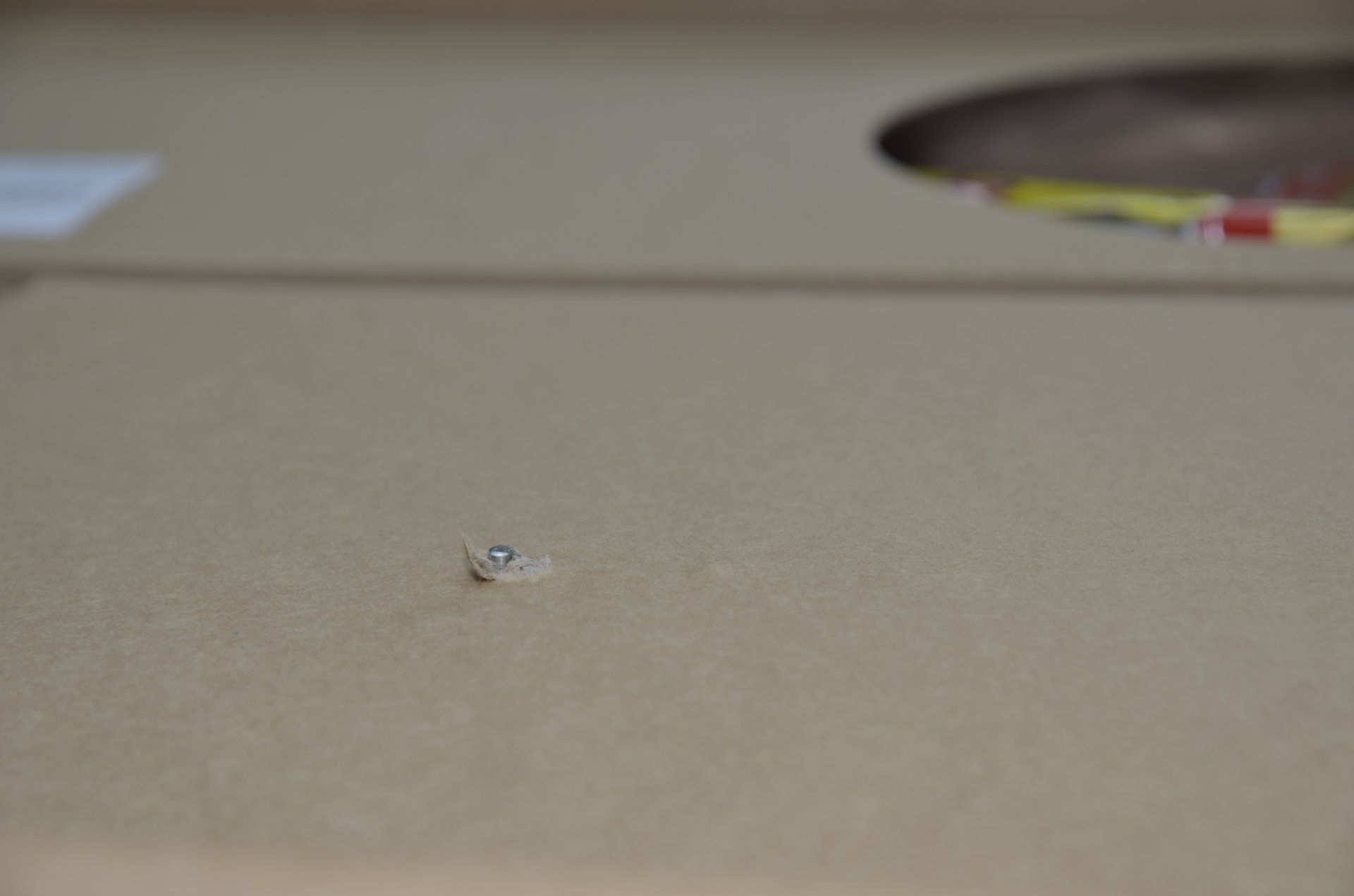
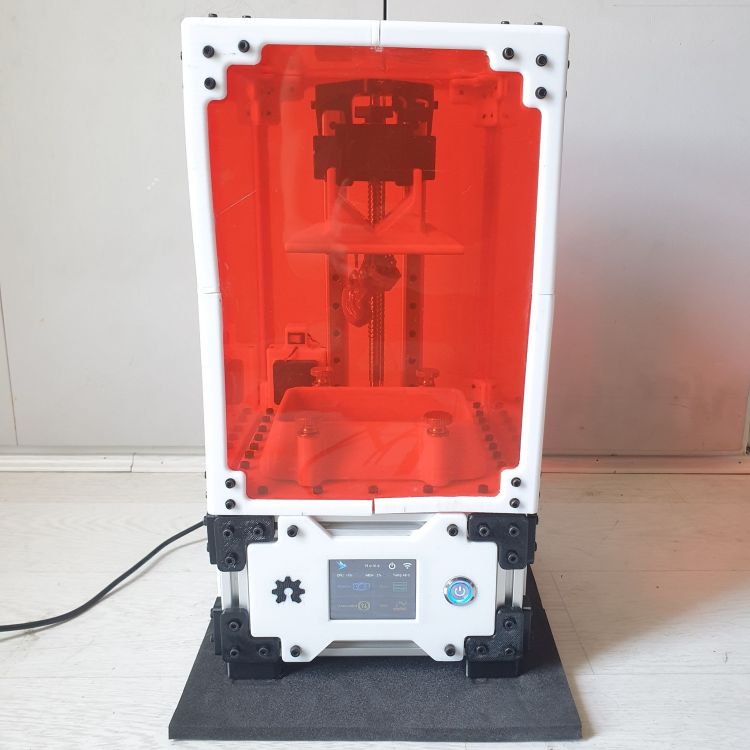
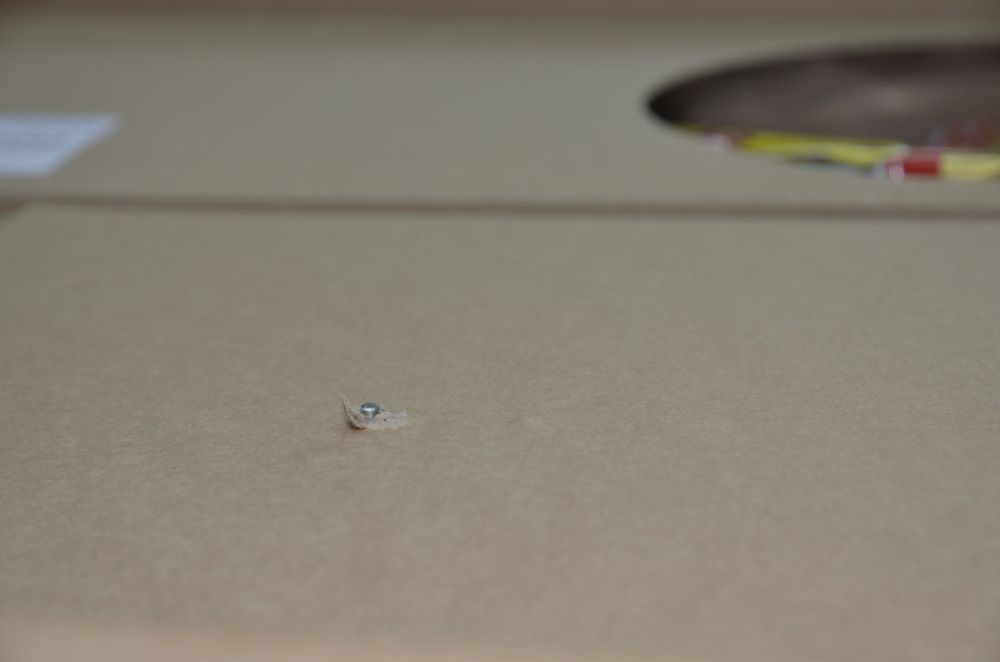
Hello, Sur ce topic nous allons aborder la découverte de la très attendue Original Prusa XL, équipée de cinq têtes. Le test sur le site https://www.lesimprimantes3d.fr/test-original-prusa-xl-5t-5-tetes-20241030/ Afin de lever tout ambiguïté, il s'agit ici d'une machine que Prusa Research nous a fait parvenir pour le test. Même si je peux comprendre les avis contraires, je n'en serai pas moins critique. Je suis parfaitement libre de mes propos et j'ose espérer que vous, lecteurs, puissiez avoir confiance en mon jugement. C'était important que je le précise. Après ce petit préambule, passons aux choses sérieuses, la GROSSE bête : Bon allez, la même en version un peu moins impressionnante : La Prusa XL en version cinq têtes (que j'abrègerai 5T par la suite) est livrée en deux cartons. Le principal contient toute la machine avec deux têtes, les trois têtes restantes sont dans le second carton plus petit. Il vaut mieux être deux pour déplacer le gros et même pour le vider de son contenu, j'ai réquisitionné ma moitié qui a transpiré tout autant que moi. Je vous le dis tout de suite, je n'attaquerai l'assemblage que demain. Pour le moment je me suis contenté d'inspecter le contenu que je vous montrerai plus en détails le moment venu. J'avais remarqué dès la livraison qu'une des deux poignées en plastique qui ornent deux côtés du carton principal était cassée. Chose semble-t-il tout à fait courante si je me réfère aux retours de nombreux utilisateurs. Rien d'étonnant avec un carton de 35kg ! Si l'on tire dessus latéralement pour le sortir du camion, ça casse net. Cela a même donné des idées à certains, qui ont modélisé la poignée pour pouvoir la ré-imprimer. Rien de grave en soi, le carton est en excellent état et ne semble pas avoir souffert de choc. Je commence par ouvrir le petit carton, composé de trois sous-cartons, rien à signaler. Ensuite j'ouvre le gros carton, et je m'attend à un emballage tout aussi impeccable, bien condensé et bien calé. Et bien j'ai été surpris ! Il y a un petit vide sur le dessus, quelque chose comme 2-3cm entre les sous-cartons et le couvercle du gros carton. On aperçoit au fond, l'emplacement réservé pour une boite de Haribo remplacée par un paquet mou, laissant le trou béant, alors que ce meme carton contient plein de petits sachets d'éléments individuels. Mais ils sont restés en place, laissant penser que le colis est resté à l'endroit durant le transport. Je remarque immédiatement qu'un des sous-cartons est percé par un des composants. Il s'agit d'un carton contenant une des têtes et la partie qui dépasse est un téton en métal. Lorsque je l'ouvre je remarque qu'il y a normalement deux trous prévus pour caler ces tétons (là encore du vide sous le couvercle), mais aucun des cinq cartons n'est aligné, et plusieurs présentent des marques de déchirure : C'est encore pire en dessous : D'une manière générale, il y a du jeu un peu partout dans les emballages. Mais a priori aucune casse, que du carton. J'avoue que cette Prusa XL 5T ne démarre pas sous les meilleures auspices. J'espère ne pas trouver d'autres surprises demain lorsque j'attaquerai son montage ! En attendant, n'hésitez pas à poser vos questions ou proposer vos idées concernant ce test, j'essaierai d'y répondre dans la mesure du possible. A très vite.



 1 point
1 point -
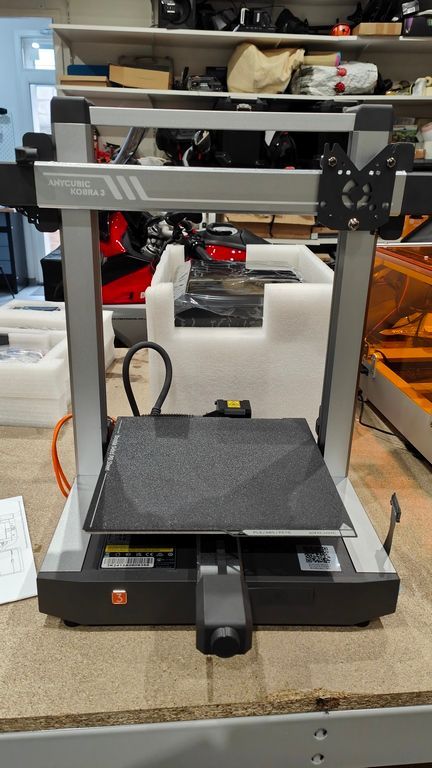
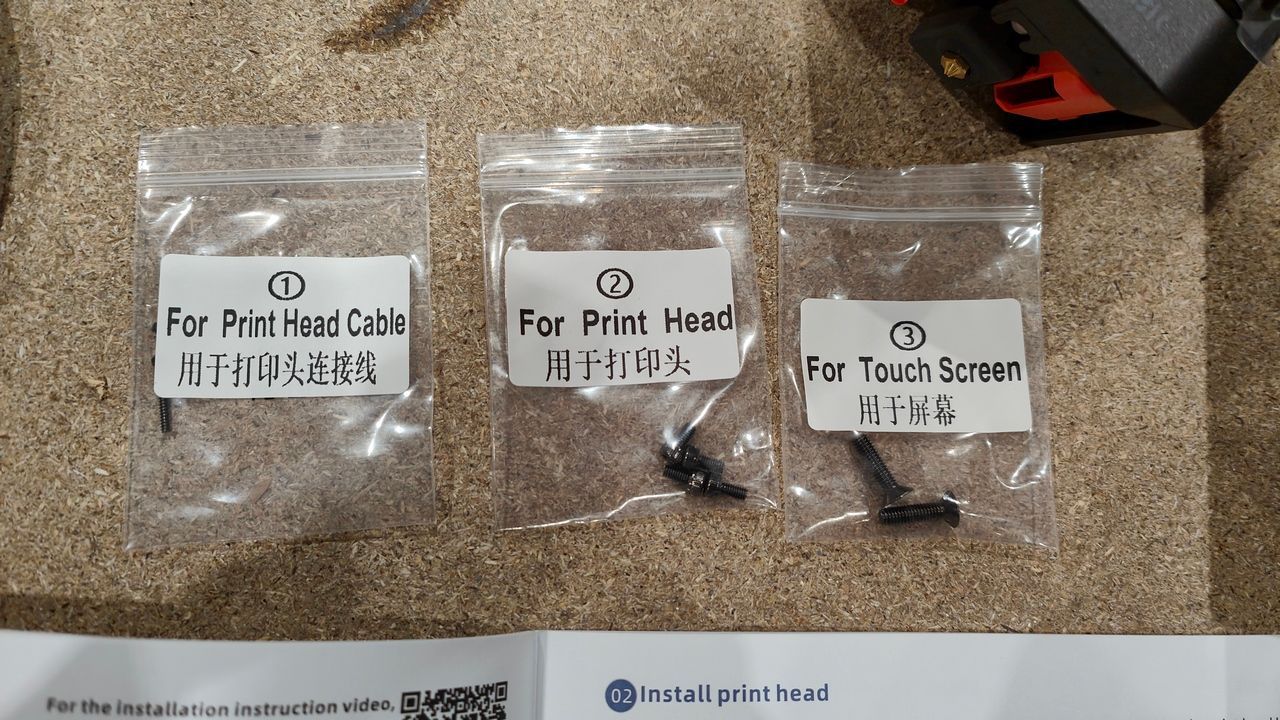
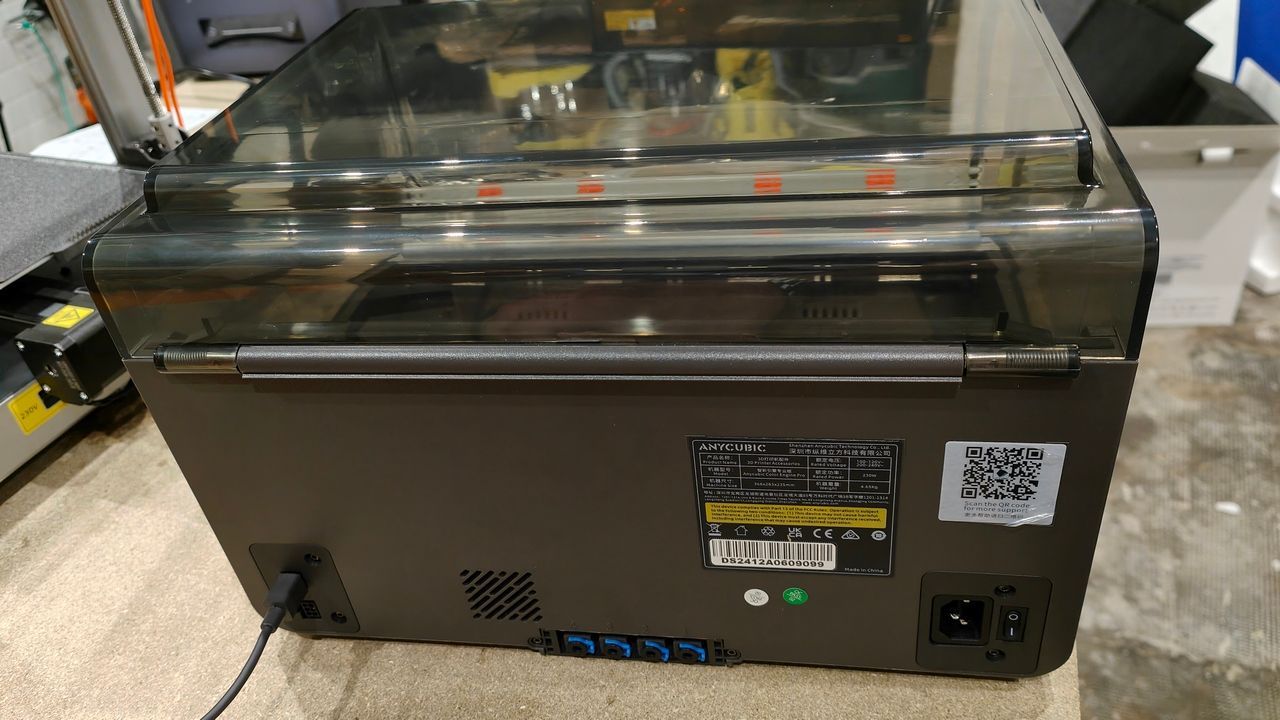
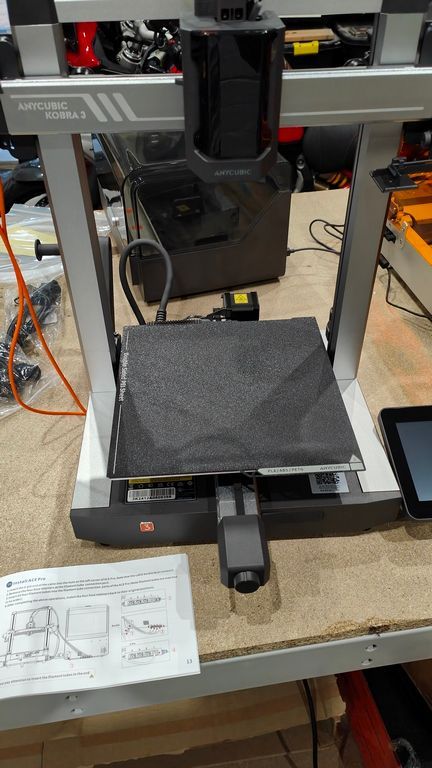
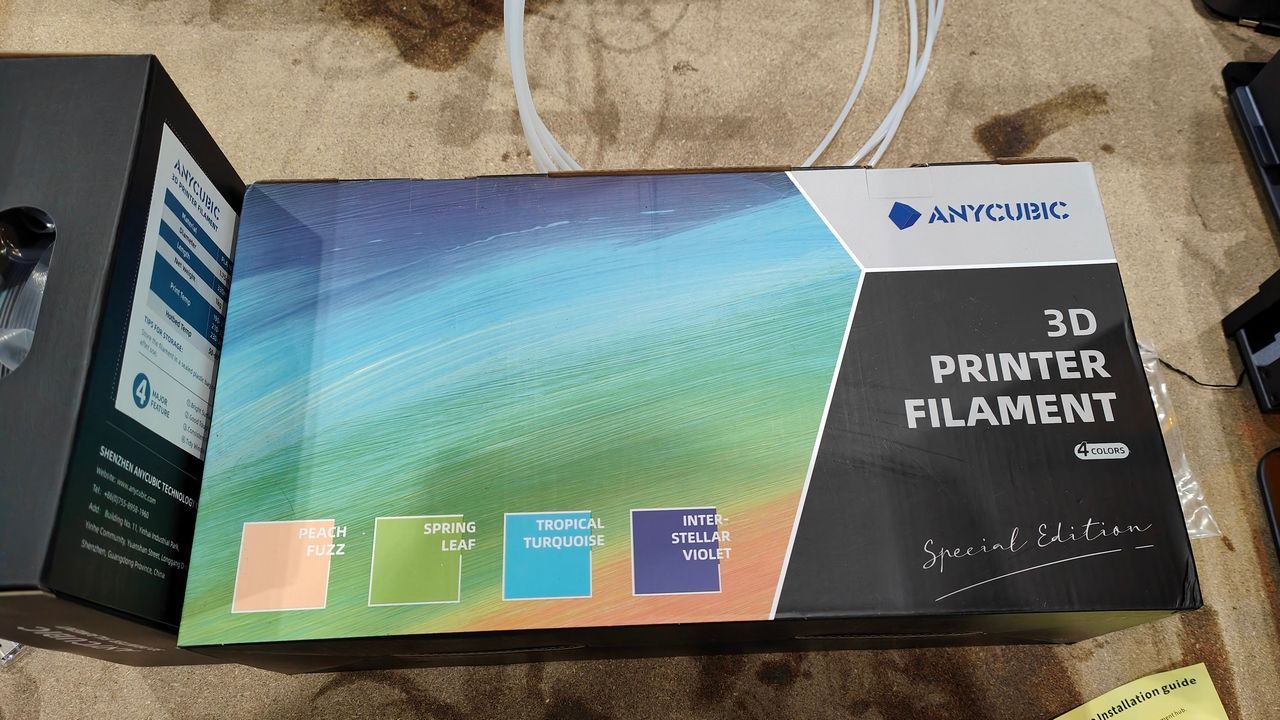
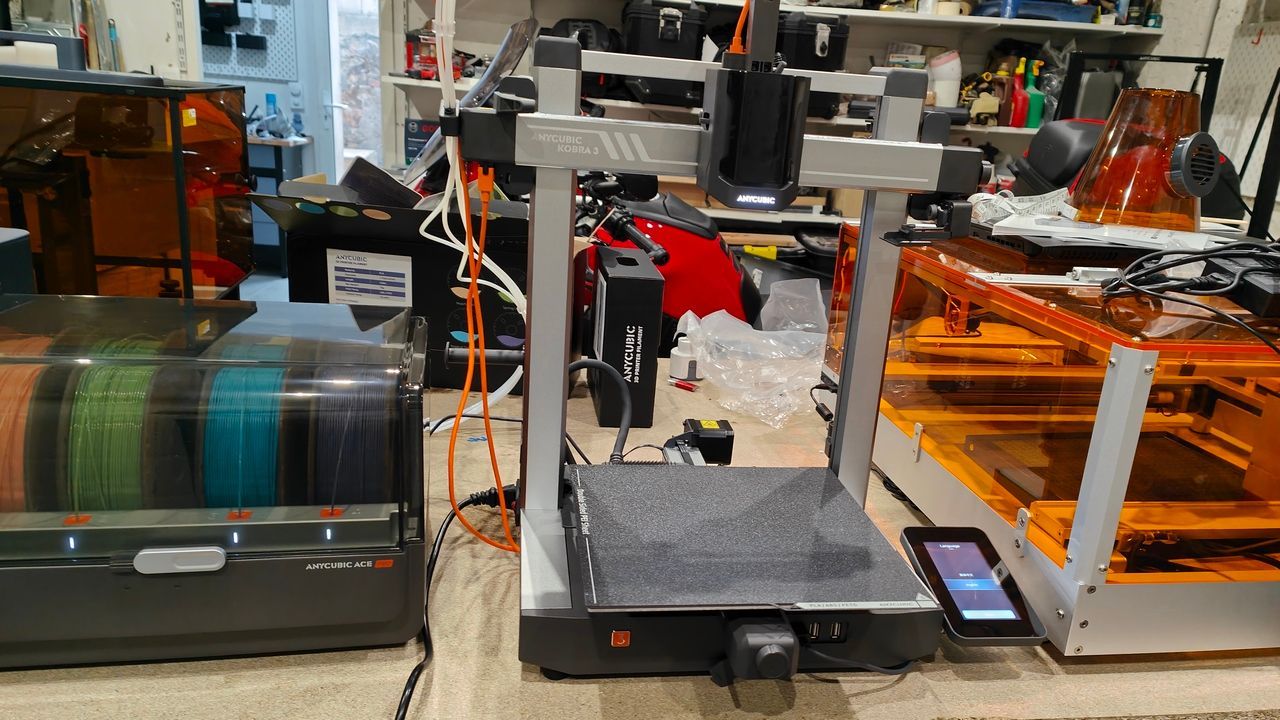
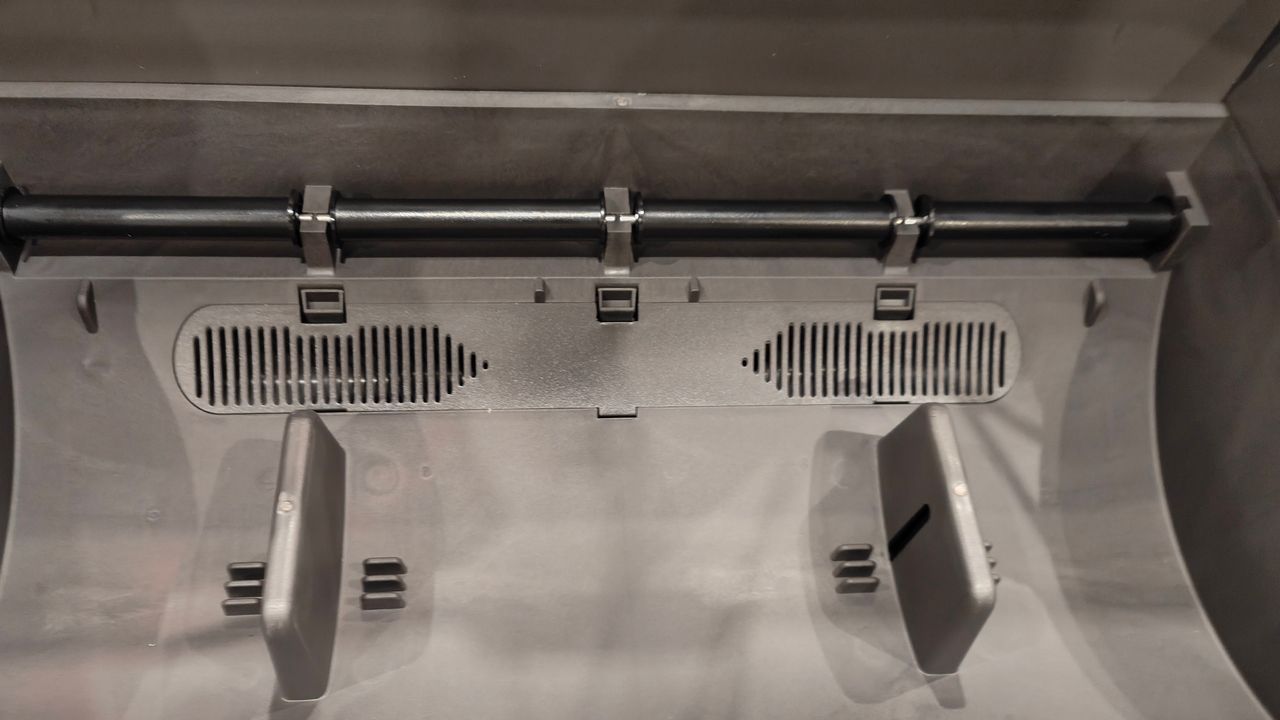
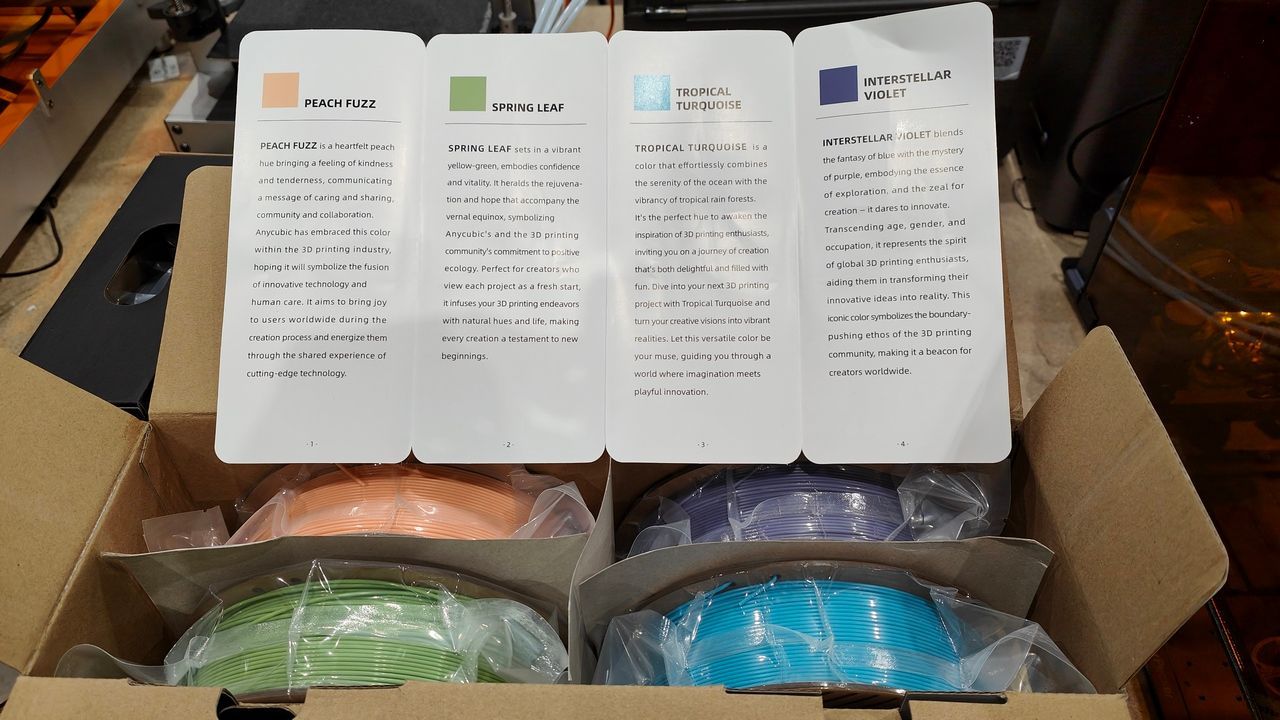
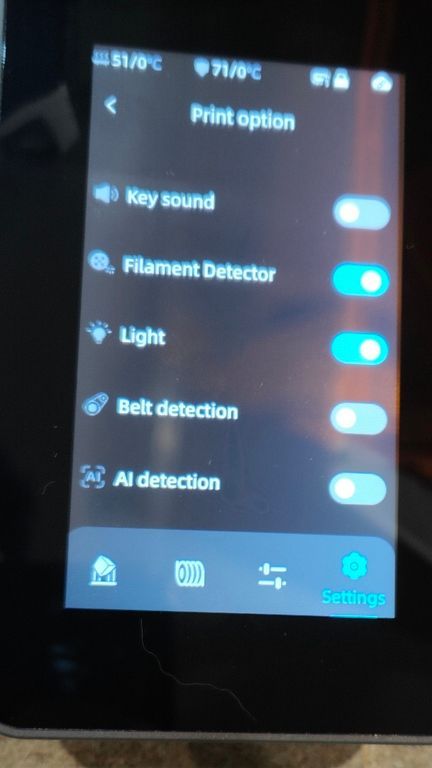
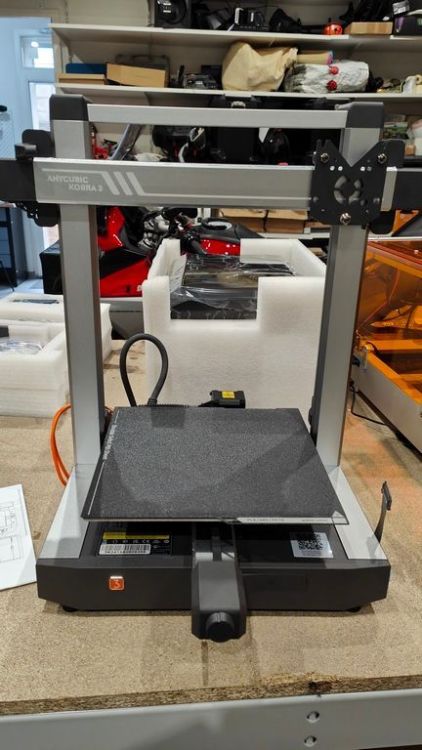
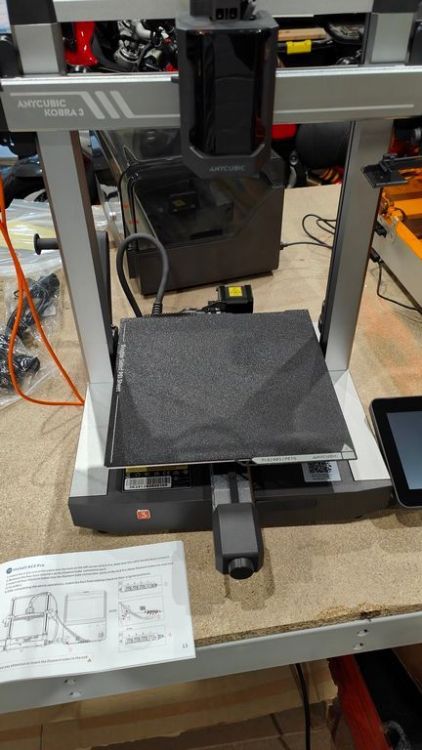
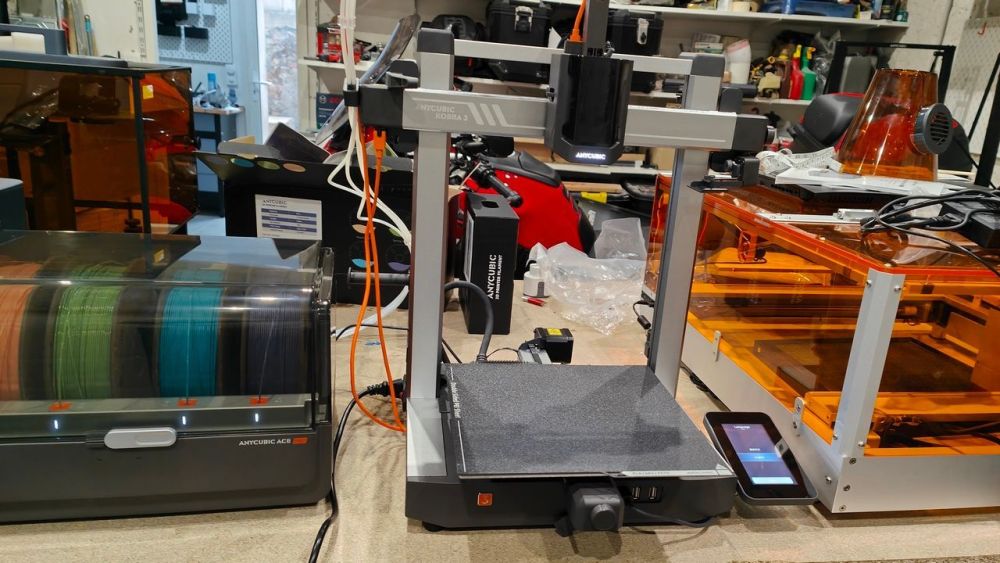
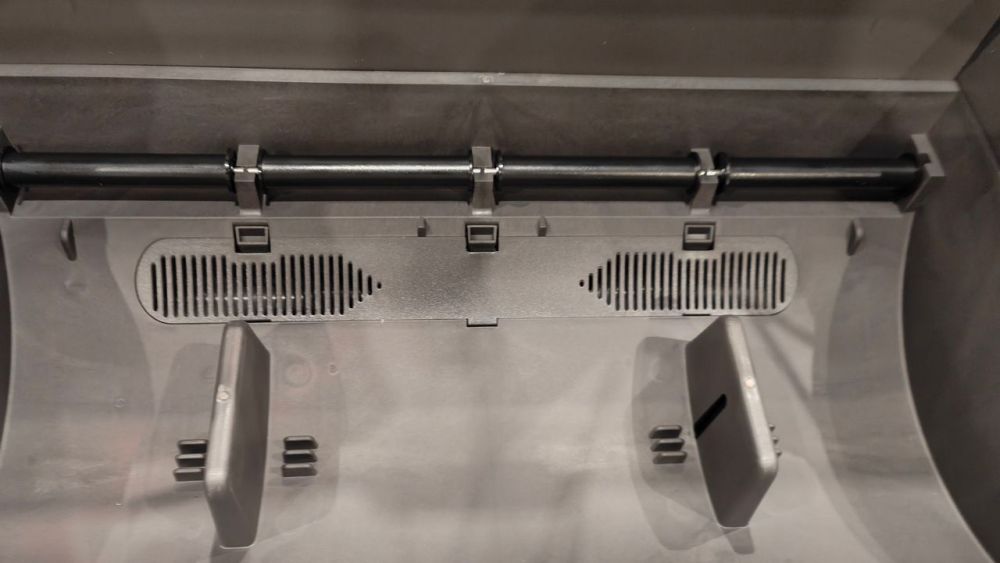
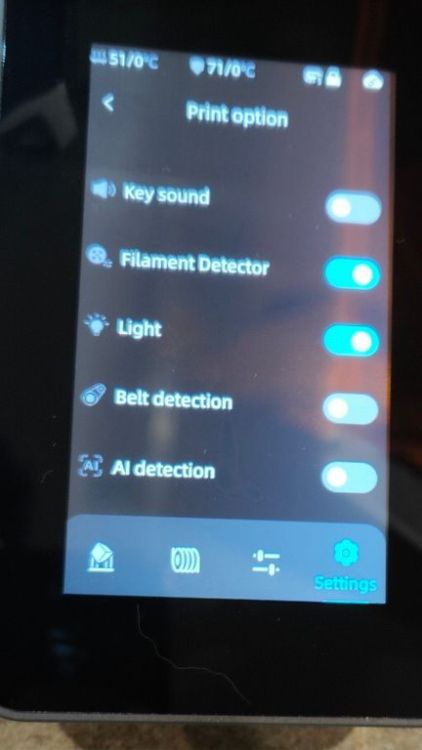
Lire le test Anycubic Kobra 3 Combo avec ACE Pro Vous êtes quelques uns à vouloir avoir rapidement des informations sur la Kobra 3 combo (coucou @PPAC ), donc, ça faisait longtemps que je n'en avais pas fait un, voici un petit test en live : Pour commencer, quelques photos d'unboxing à l'arrache : Tout le pack est dans le même carton blanc bien emballé, et surtout particulièrement lourd. La structure de l'imprimante est déjà assemblée, il faudra ajouter la tête, l'écran, et brancher le tout, et bien entendu raccorder le Ace pro avec les tubes PTFE. Ensuite on ajoute le mécanisme de purge et le "cable holder" pour tenir tout ses tubes PTFE J'ai lancé le bench sans aucun réglage d'excentrique. A la main, les réglages me semblaient correcte, mais le résultat du bench est plutot pas ouf, à vos avis d'expert @MrMagounet ton avis ?). Après à force de faire des bench avec des P1P, je suis peut-être un peu biaisé. Le bench est sorti en 40mn... Très surprenant, surtout après une Kobra 2 qu'Anycubic n'ai pas cherché à faire sortir un bench rapidement de sa machine sur le fichier de test, il va falloir voir ça avec le slicer Mon avis à chaud avant de lancer le test multi colore : La machine seule est vraiment jolie avec son apparence "industrielle" semblable sur le le papier à la Ankermake. La tête avec son style daft punk le texte éclairé est vraiment sympa. Pour moi le style de la machine est plus sympa que celui de la Kobra 2. Pareil pour l'ACE qui semble plus sympa que l'AMS light, vu qu'il semble s'inspirer directement de l'AMS des modèles P1P, P1S et X1C L'écran d'utilisation est réactif. Anycubic parle de 8 langues, pour l'instant il n'y en a que deux. Peut-être ont-ils fait une confusion avec l'application mobile anycubic sur laquelle j'ai déjà connecté la machine. Dans les options, il y a deux éléments décochés "Belt detection" et "AI detection". J'aimerai bien savoir ou sont ces détecteurs ? Un système qui demanderait une caméra en option peut-être ? Il y a deux ports USB sur l'avant, si c'est comme la Kobra 2 max, on devrait pouvoir brancher une caméra dessus, j'imagine. La machine, et l'ACE sont bruyant. 65 DB en impression, 40 DB au repos... Pour l'un, et pour l'autre. Si vous éteignez l'imprimante, vous entendrez la ventilation de l'ACE pro... Qui demande une alimentation également, ce qui vous revient à brancher deux appareils. Je ne peux pas me prononcer sur l'AMS light, mais sur l'AMS des P1P et autre, une seule prise permet d'alimenter les deux. En plus ce concept de ne pas trop savoir ou mettre cet "ACE" à cause des cables de liaison plutot court me laisse un peu dubitatif. Sur toute les machines Anycubic devraient réellement mettre des ventilateurs performants, un bruit quand il ne se passe rien ça peut vite me faire vriller personnellement. (quand je bosse dans l'atelier et que j'entends le moindre bruit, j'suis à deux doigt de disjoncter le local) De plus, le mécanisme a l'air un peu douteux, vu que c'est un retour à chaud, il y a peut-être des choses que je dois parfaire dans mon utilisation. Anycubic illutrait la question "L'ACE Pro peut-il être utilisé avec des filaments sans RFID ?" mais en soit, les filaments fournis ne semblent pas être RFID car j'ai du tout entrer manuellement. Lors de l'impression du bench, j'ai mis "filament 2" j'ai entendu le moteur tourner, j'ai quand même du pousser le fil (qui pourtant était déjà enfoncé jusqu'à la tête). D'ailleurs, en insérant les 4 bobines, la première est partie en sucette, elle est bien aller dans le ptfe, mais elle a fait un détour et j'ai une énorme boule de noeud qui s'est mis dans le ACE, je suis bon pour le démonter Allez, je démonte ce truc, et je teste un fichier multicolore

















 1 point
1 point -
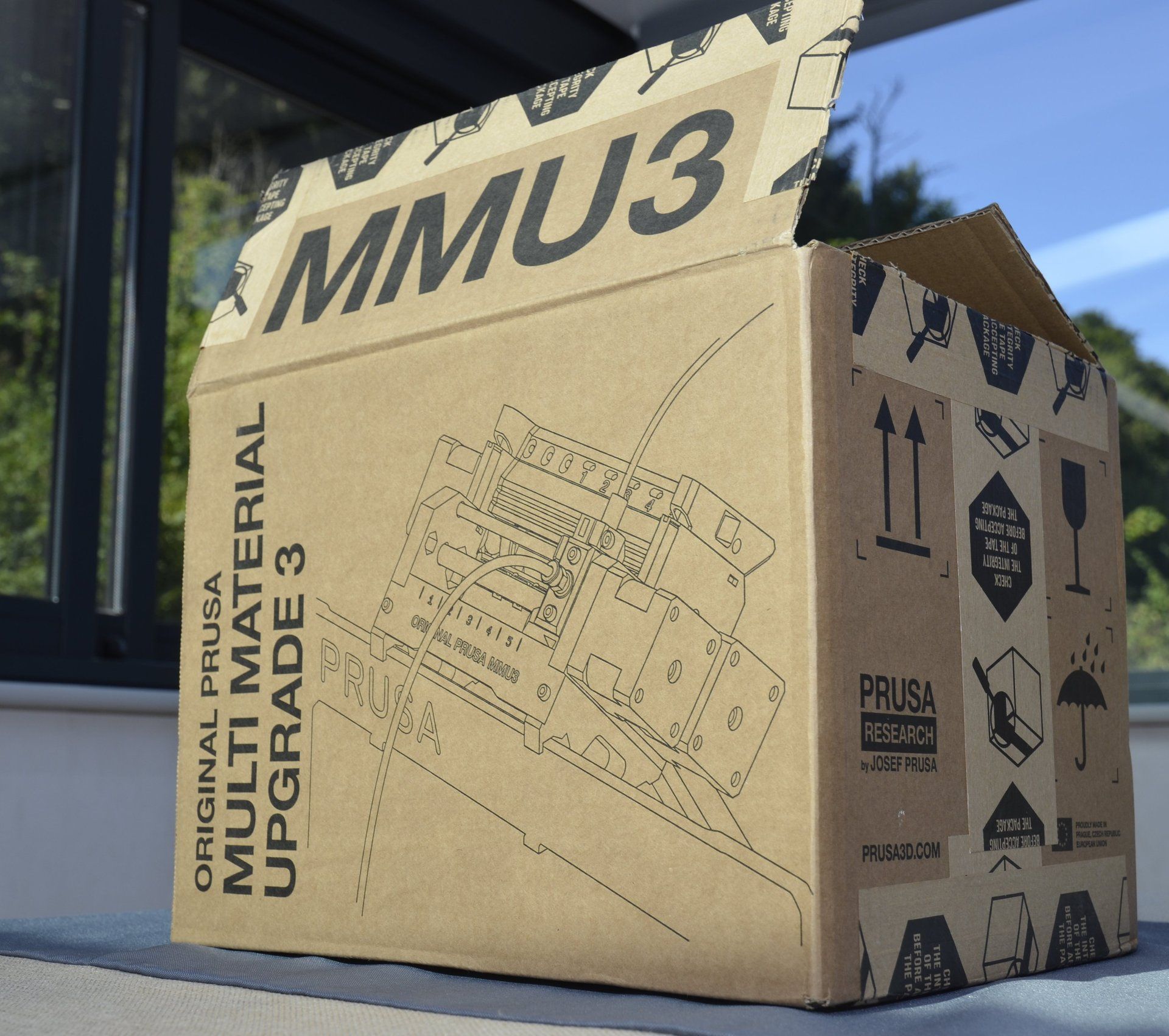
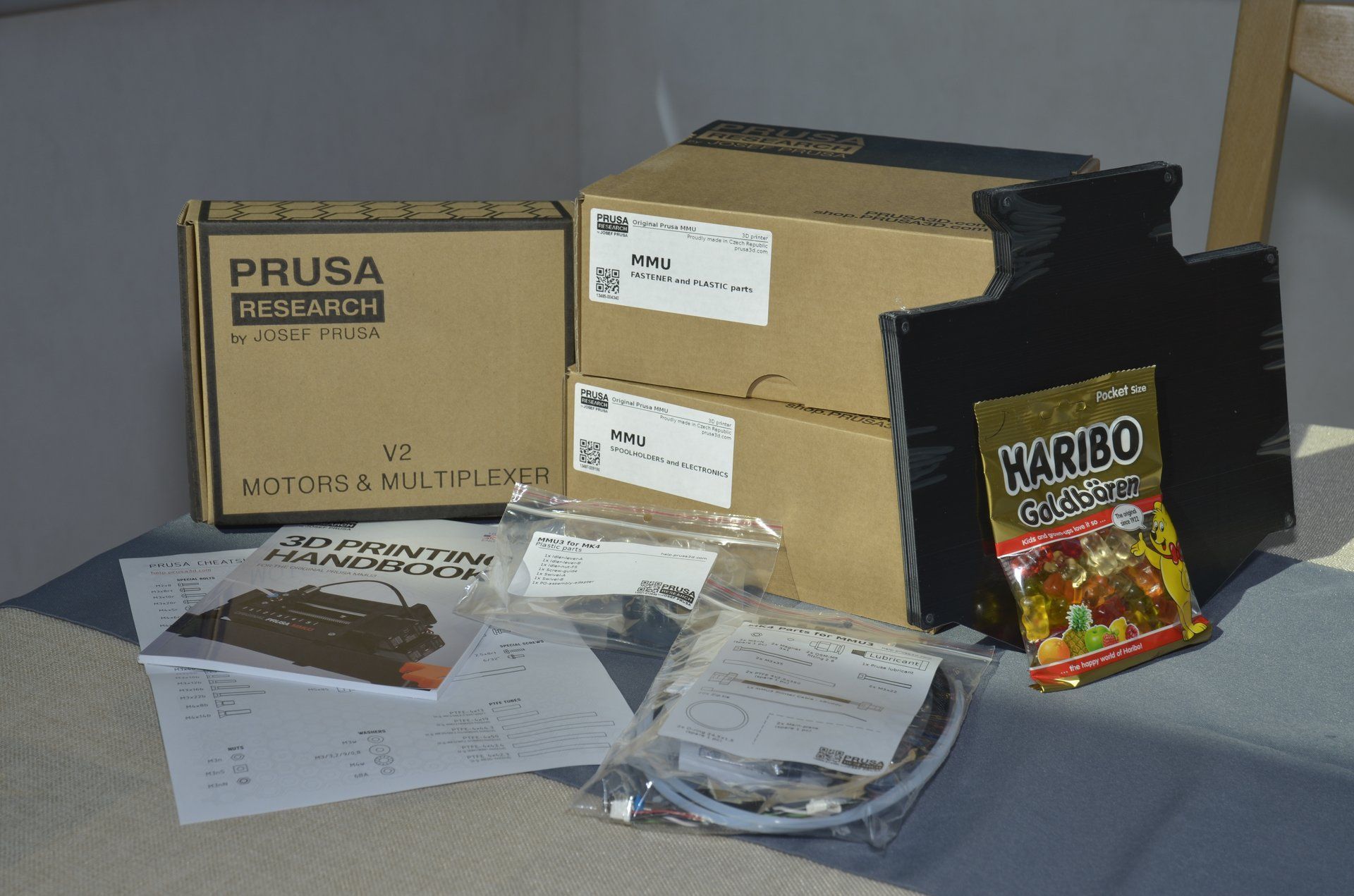
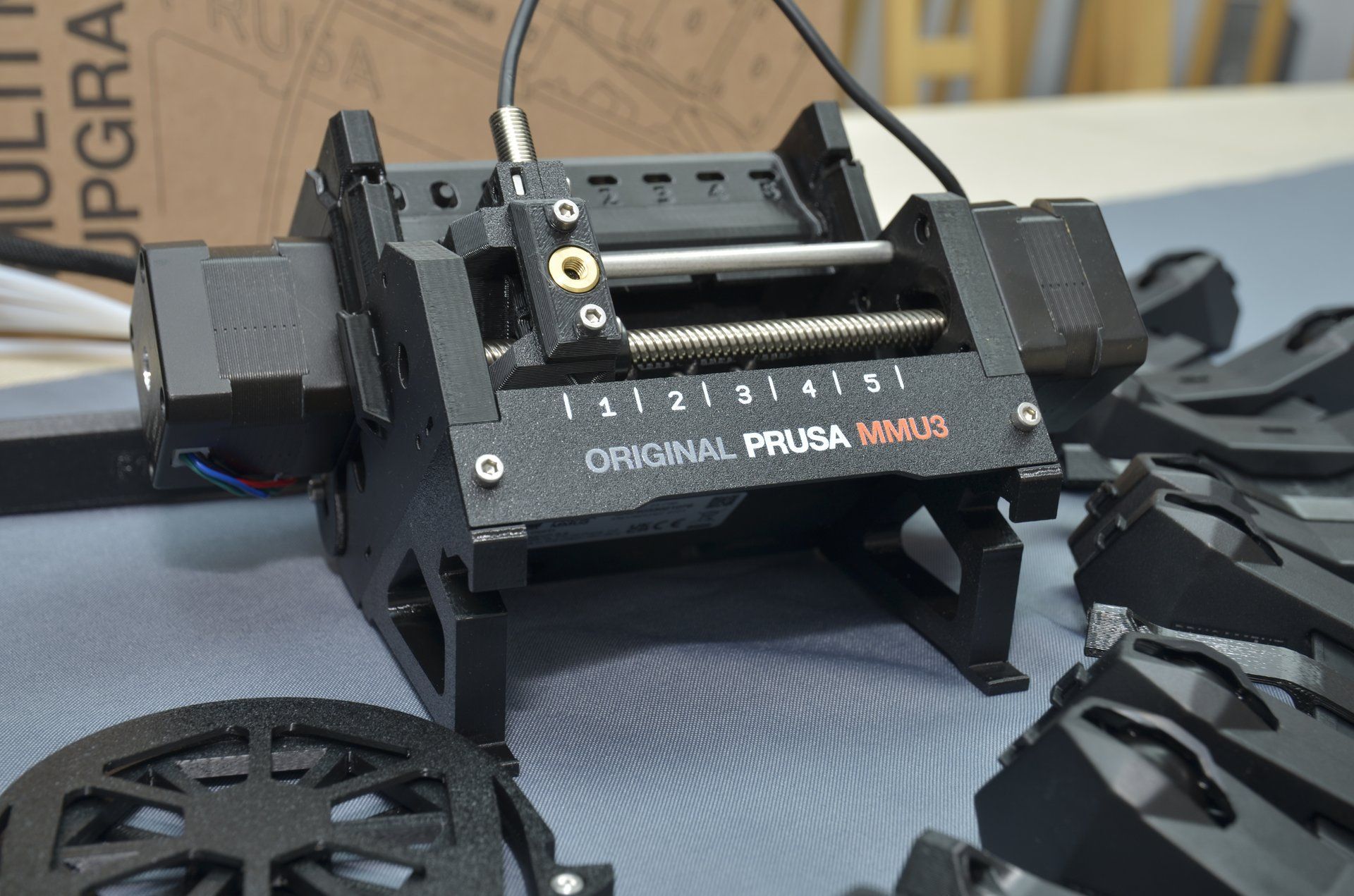
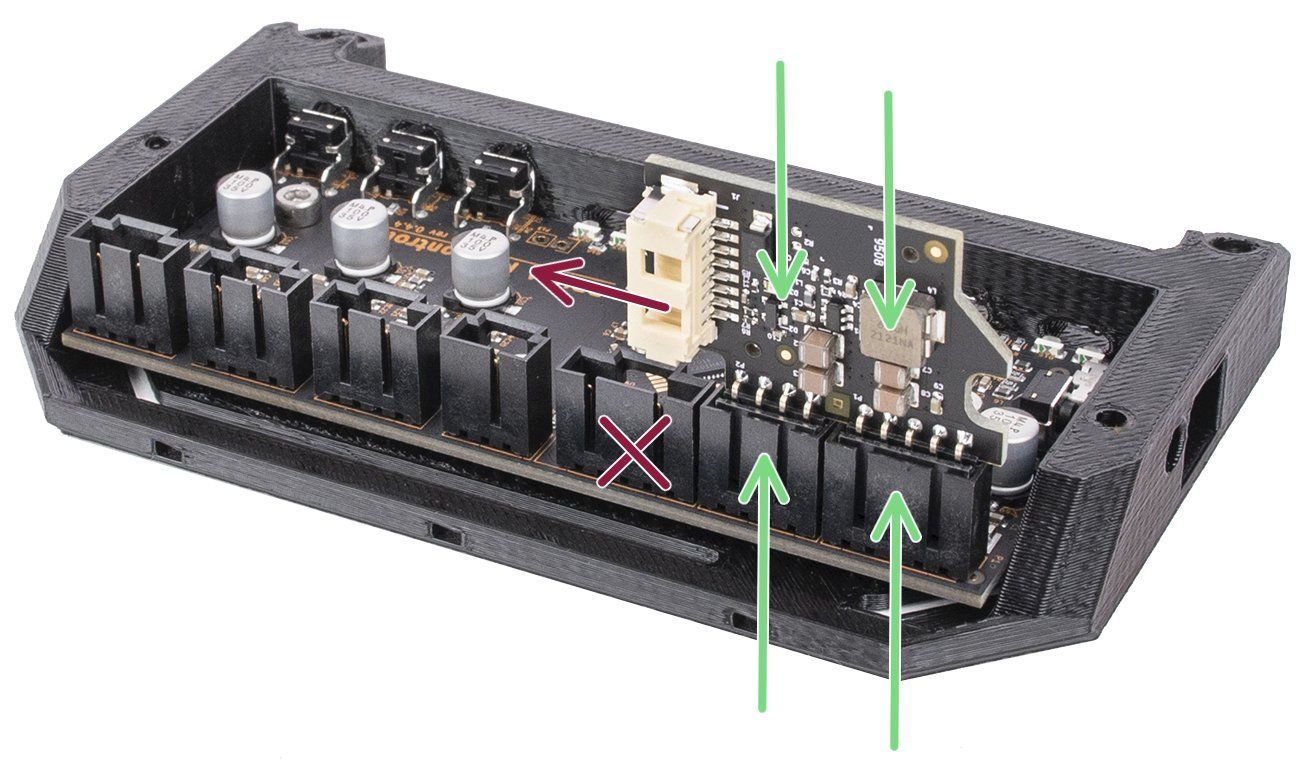
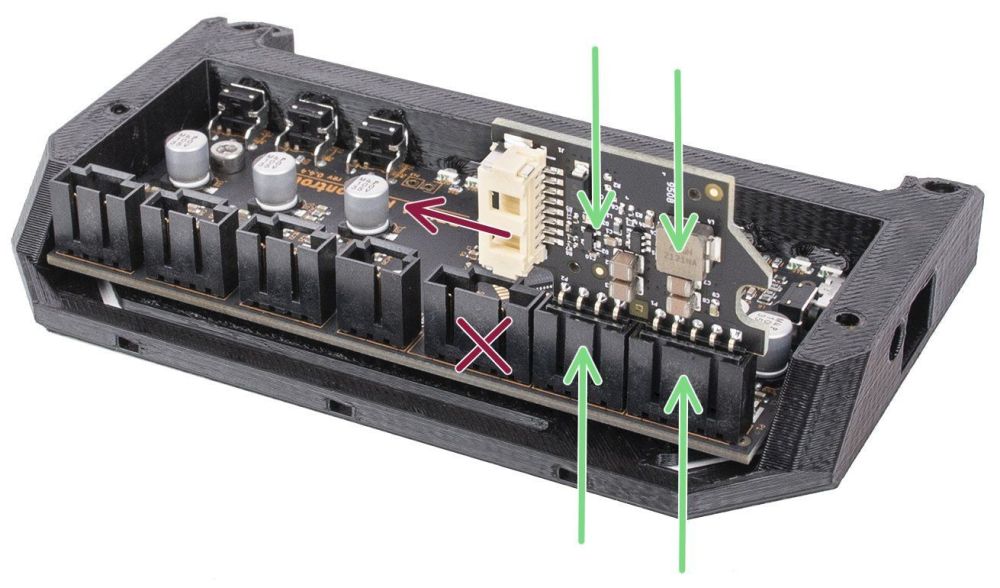
Bonjour à tous pour un nouveau test haut en couleur ! Suite au test de l'Original Prusa MK4, j'ai la chance de pouvoir poursuivre l'aventure avec l'upgrade multi-couleur => l'Original Prusa MMU3. Comme toujours je précise que j'essaie d'être le plus critique possible durant mes tests. Alors c'est parti pour le test live ! Commençons par le carton : Comme souvent emballage impeccable et très condensé. Il s'agit ici de la version avec les pièces imprimées en usine. A l'intérieur de ce carton on retrouve les éléments triés et étiquetés, un ensemble de sous-carton, ainsi que le plus important de tous les éléments, le paquet de Haribo : Je vous fais grâce de toutes les photos du montage, ça n'apporte rien de plus que le manuel en ligne (ici pour le Français) qui explique tout ça très bien. Cependant je peux vous faire part de mon ressenti durant ce montage. Tout d'abord et comme souvent, le manuel en ligne en version anglaise est bien plus utile grâce aux nombreux commentaires que l'on y retrouve. La plupart du temps il s'agit de commentaires obsolètes dont on voit qu'ils ont été écouté car le manuel a été adapté au fur et à mesure des retours des utilisateurs. Parfois on y retrouve des commentaires rigolos, mais aussi quelques-uns utiles au moment où on en besoin. Généralement lorsqu'une étape donnée possède plusieurs dizaines de commentaires, c'est qu'il y a quelque chose à savoir sur cette étape. L'ensemble du montage s'est déroulé de manière fluide, excepté à deux moments où j'ai du "improviser". Dans les deux cas il s'agissait d'un problème dû à une imperfection dans les pièce imprimées en usine. Le hic c'est que ça arrive forcément lorsqu'il faut rentrer de force un palier en laiton ou un tube PTFE, et que tenter de le retirer à mi-parcours c'est prendre le risque de l'abimer. Rien d'insurmontable toutefois, un bon bricoleur saura s'en sortir. Hormis ces deux "points durs", les tolérances entre les pièces imprimées sont très bonnes, bien que ces dernières soient de qualité moyenne. Le montage prend du temps, j'ai passé 4h uniquement sur le MMU3. On rajoute bien une heure ou deux pour le buffer et les supports de bobines. Ces supports sont très simple à monter, mais le travail de collage des petits patins en mousse est assez fastidieux (60 en tout à coller). Le buffer quant à lui est assez ludique, aves ses grandes roues qui rappelle les Meccano pour les plus anciens. C'est aussi la partie qui comporte le plus de visserie, quand on nous demande d'étaler 25 petites vis d'un coup on sait qu'on va s'amuser. Il fallait bien trouver un moment pour les manger ces Haribo. Car oui, le manuel n'indique pas quand et combien de gummy bear il faut manger. C'est le point noir de ce guide. Comparé au MMU2, et ce n'est pas une découverte, on voit tout de suite les similitudes. Des tas de petits détails sont différents cependant. Mais on peut tout de même s'étonner de certains choix, tel que la "PD-board". Cette carte n'est là que pour corriger un défaut de design électronique qui avait été relevé depuis des années sur le forum de Prusa. Il existait plusieurs techniques pour solutionner ce problème, shunter une diode sur la carte électronique, ou augmenter la tension d'entrée. Cette "PD-board" fait ce travail d'augmentation de tension. Mais alors, pourquoi de pas l'avoir intégré directement sur la carte électronique principale, ou tout simplement corrigé le défaut de design ? D'autant plus que Prusa manufacture ses cartes électronique dans sa propre usine. Il y a quelque chose qui m'échappe. Toujours est-il que cela ressemble à un patch mis sur un produit existant, et non pas à un nouveau produit avec une conception révisée. Voici où j'en suis pour le moment. La prochaine étape, marquée comme "très difficile" dans le manuel (j'en tremble ) consistera à effectuer l'upgrade du Nextruder de la MK4. C'est à dire qu'il s'agit de faire ce que l'on déconseille à tous les nouveaux sur le forum => démonter une machine qui fonctionne parfaitement pour l'upgrader. J'en reparlerai en temps voulu.




 1 point
1 point -
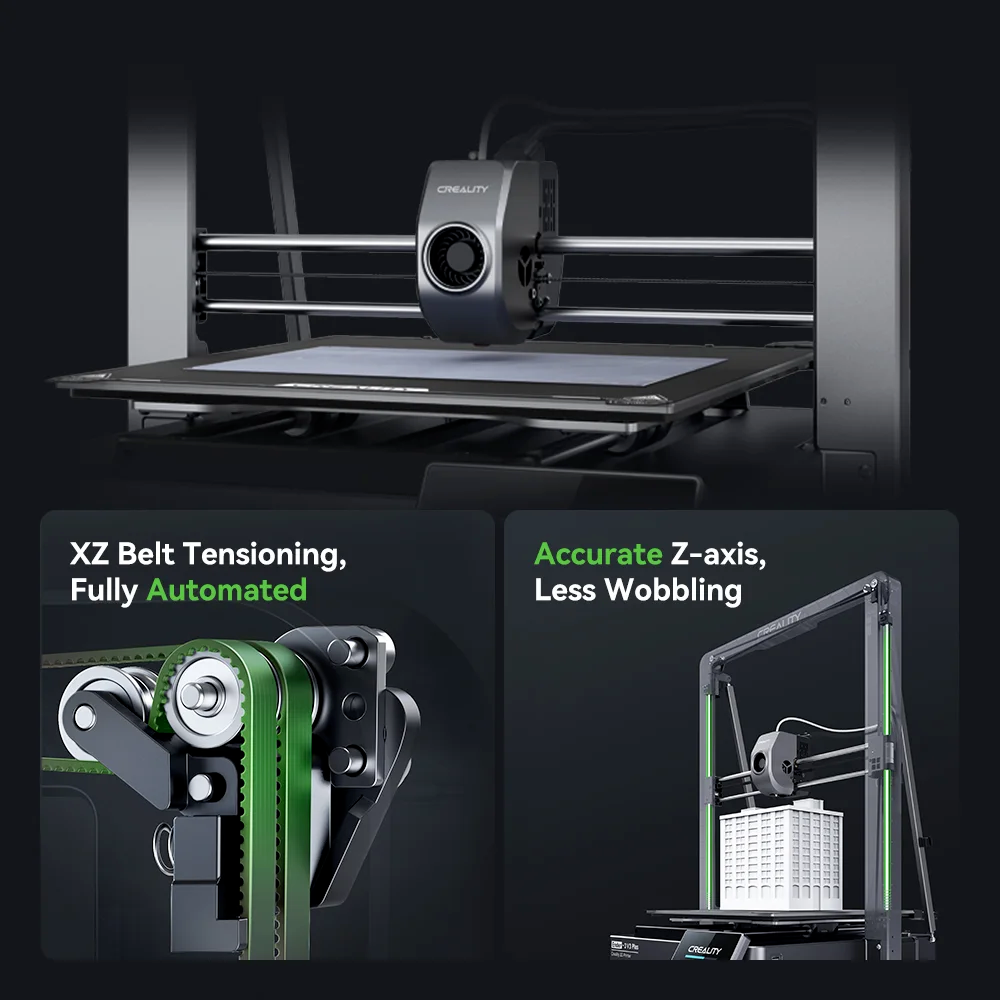
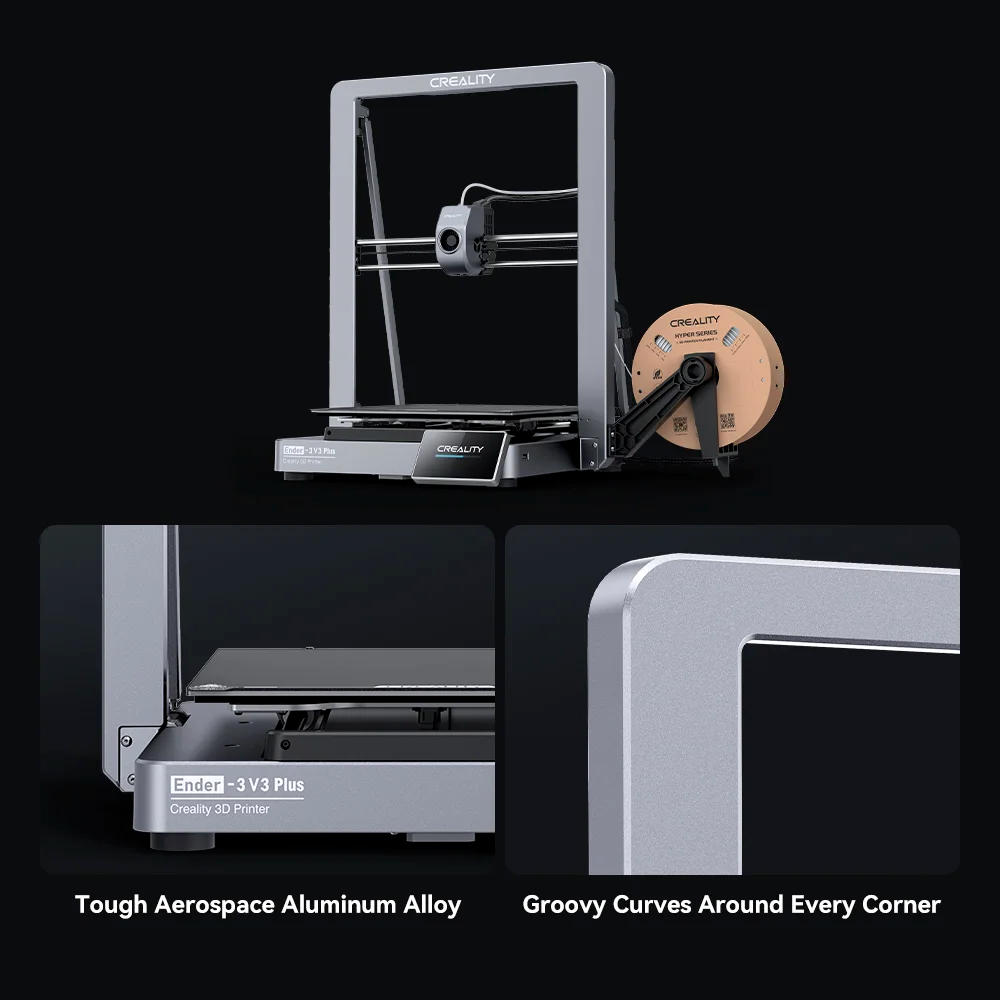
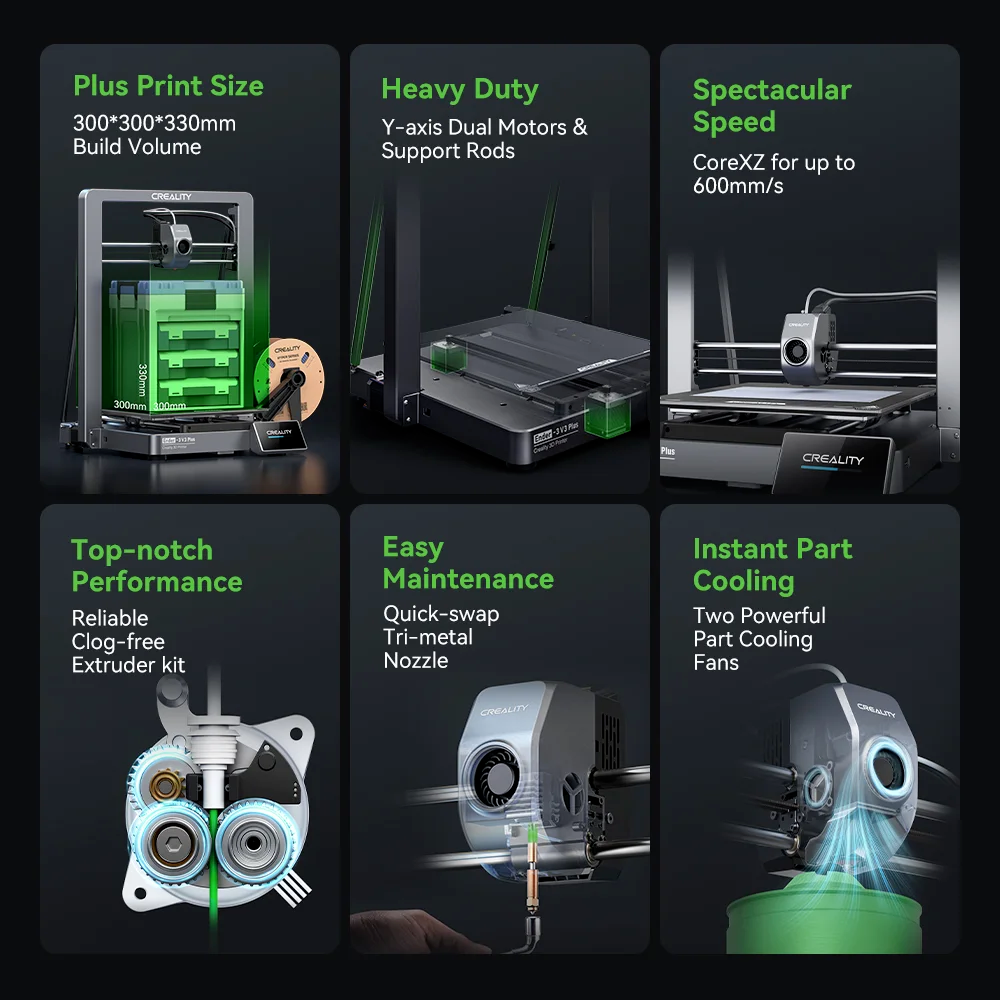
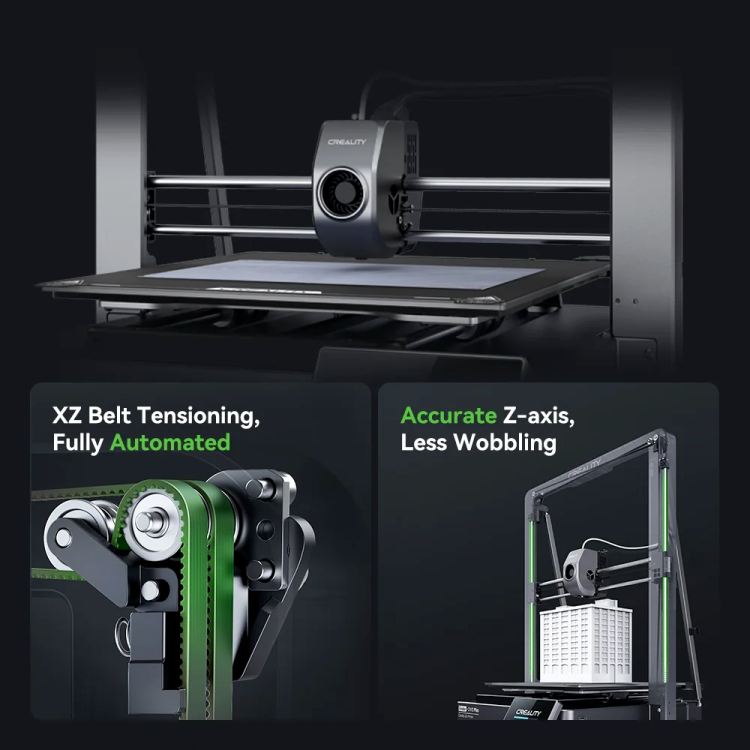
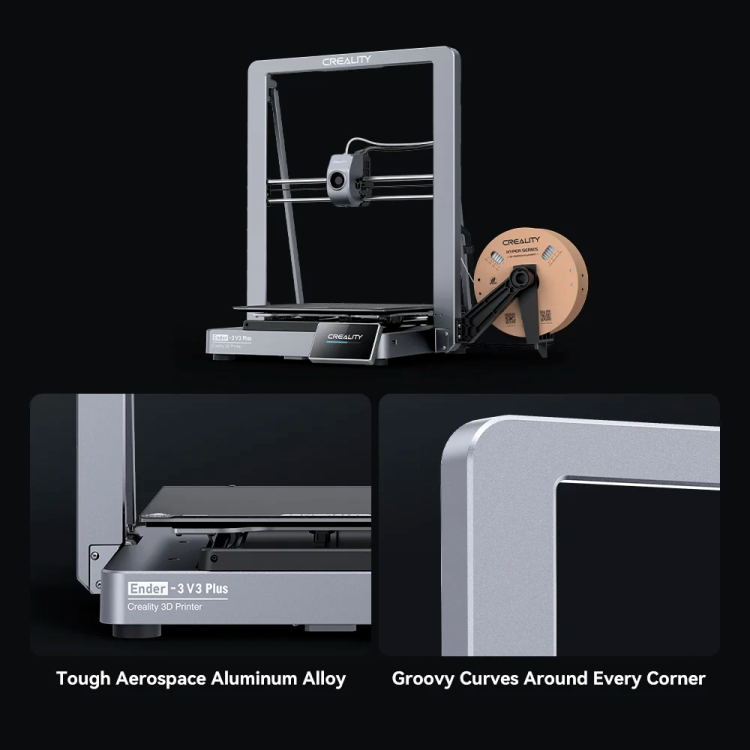
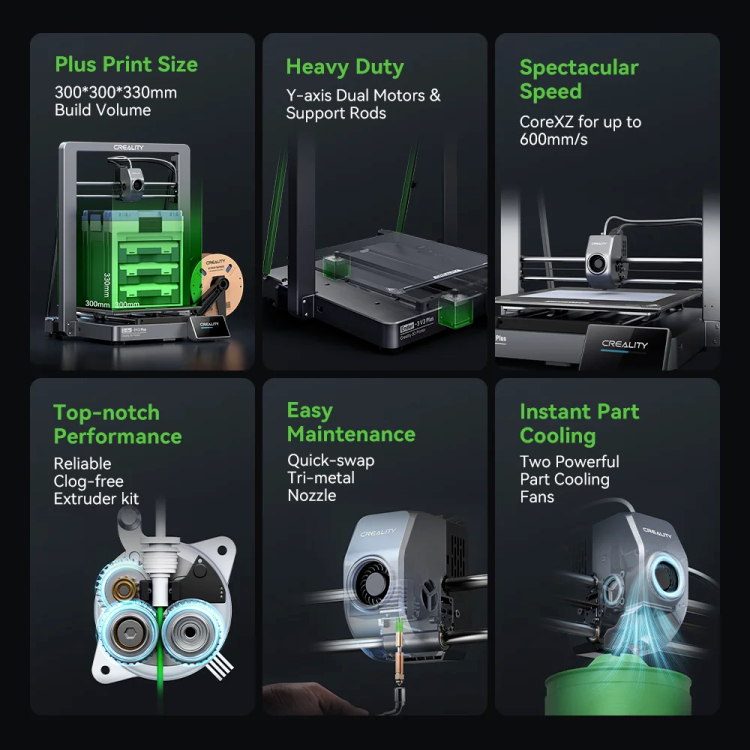
J'ai le plaisir, d'avoir en test la "Ender-3 V3 Plus" (CoreXZ, volume d'impression de 300 x 300 x 330 mm) Après avoir testé les "Ender-3 V3 SE" (sujet, test) "Ender-3 V3 KE" (sujet, test), "Ender-3 V3" (CoreXZ) (sujet, test) de chez Creality. Cette "Ender-3 V3 Plus" (CoreXZ), si l'on met de côté la différence de taille, ressemble énormément à la "Ender-3 V3" (CoreXZ). Félicitation à Fran6p pour l'avoir identifié lors du "Quoi qu'est-ce ?" de son carton. Liens Liste de lecture "Ender 3 V3 Plus related tutorial" sur la chaîne YouTube de "Creality After-sale" https://www.youtube.com/playlist?list=PLW9O3eZmo5E0LGnVUvXhkf8weDYy7lD-A (Actuellement 16 vidéos au 16/08/2024) sur Creality Cloud https://www.crealitycloud.com/product/details/Ender-3-V3-Plus-666fef48f8b34dd21451d835?activeName=content&childActiveName=1 Site officiel de Creality https://www.creality.com/ Manuel, Firmware et trancheur pour la "Ender-3 V3 Plus" https://www.creality.com/pages/download-ender-3-v3-plus Sources du firmware sur https://github.com/CrealityOfficial/ ( ? À venir ?, recherche https://github.com/search?q=org%3ACrealityOfficial+Ender-3_V3&type=repositories ) Site de vente officiel de Creality https://store.creality.com/ Support Creality Service après-vente via mail cs@creality.com Support technique via le forum de Creality https://forum.creality.com/ Support technique via le "Chat" de "Customer service" de Creality Cloud https://www.crealitycloud.com/ ( en bas a droite l'icone d'une bulle avec "..." ) Page sur le Wiki de Creality pour la "Ender-3 V3 Plus" https://wiki.creality.com/en/ender-series/ender-3-v3-plus Manuel de la "Ender-3 V3 Plus" https://wiki.creality.com/en/ender-series/ender-3-v3-plus/quick-start-guide/user-manual Les composants de remplacement https://wiki.creality.com/en/ender-series/ender-3-v3-plus/parts-list Discord "Creality" (invitation https://discord.gg/X46pNjdPBM ) "Creality Cloud - 3D Printing" ( invitation https://discord.gg/gn32hQSCMm ) Sur le comparateur "Creality Ender 3 V3 Plus : fiche technique, tutoriel, test, prix imprimante" https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v3-plus/ L'article de test sur le blog Test Creality Ender 3 V3 Plus, la grande imprimante 3D CoreXZ https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-plus-corexz-20240927/


 1 point
1 point -
Salut fran6p, Désolé je n'ai pas pensé à joindre les log. Je le ferai la prochaine fois Merci pour le conseil Salut pommeverte, Génial ! Ca marche !! Je ne comprends pas pourquoi, mais ça marche Un grand grand merci Je passe maintenant au pressure advanced1 point
-
Cela prend forme, doucement et surement... J'ai commencé à réassembler la voiture. Le train arrière et le moteur sont en place (j'ai finalement opté pour un 540 Torque Tuned avec un pinion de 15T - le seul que j'ai pu monter faute de correspondance de filetage entre l'adapteur et le pinion)... Le support de servo va nécessiter une révision pour placer le servo un peu plus haut. Je vais devoir relancer un print pour cela. (J'espère finir la voiture d'ici jeudi afin de pouvoir attaquer une autre build d'ici début Septembre...)1 point
-
Bon plan déjà partagé par @RT36 dans le sous-forum Bambu et sur nos réseaux sociaux, les filaments renforcés en fibre de chez Bambu sont en ce moment en promo
 1 point
1 point -
du nouveau chez Bambu 1. soldes https://eu.store.bambulab.com/fr-fr/collections/fiber-reinforced 2. PPA-CF https://eu.store.bambulab.com/fr-fr/collections/fiber-reinforced/products/ppa-cf Metal-Like Strength Industrial-Grade Precision Stable Performance in Humid Conditions Unmatched Performance Under High Temperatures Compatible with a Wide Range of Printers Diameter: 1.75mm +/- 0.05mm1 point
-
Si ça marche, moi je veux bien l'IPA d'Hellfest1 point
-
IPA = Alcool isopropylique (ou isopropanol, ne pas confondre avec les bières IPA ! ) : alcool sans gras. C'est celui à utiliser pour nettoyer les plateaux (mais l'eau savonneuse est aussi très bien). Il ne faut aucun produit laissant des résidus en particulier gras.1 point
-
Bonjour, Quel type de plateau et filament ? température plateau ? Nettoyage plateau eau savonneuse ou liquide vaisselle (+ IPA) ? PS tu as corrigé ton message, tu aurais pu te retrouver dans les perles1 point
-
Bonjour, Je suppose qu'il s'agit de l'une des Flashforge ?!? As-tu essayé de mettre de la laque ou de la colle en bâton ?1 point
-
Le colis contenant la carte contrôleur choisie est en cous d'acheminement vers son lieu d'accueil Hâte de voir de quelle imprimante, cette carte sera le moteur.1 point
-
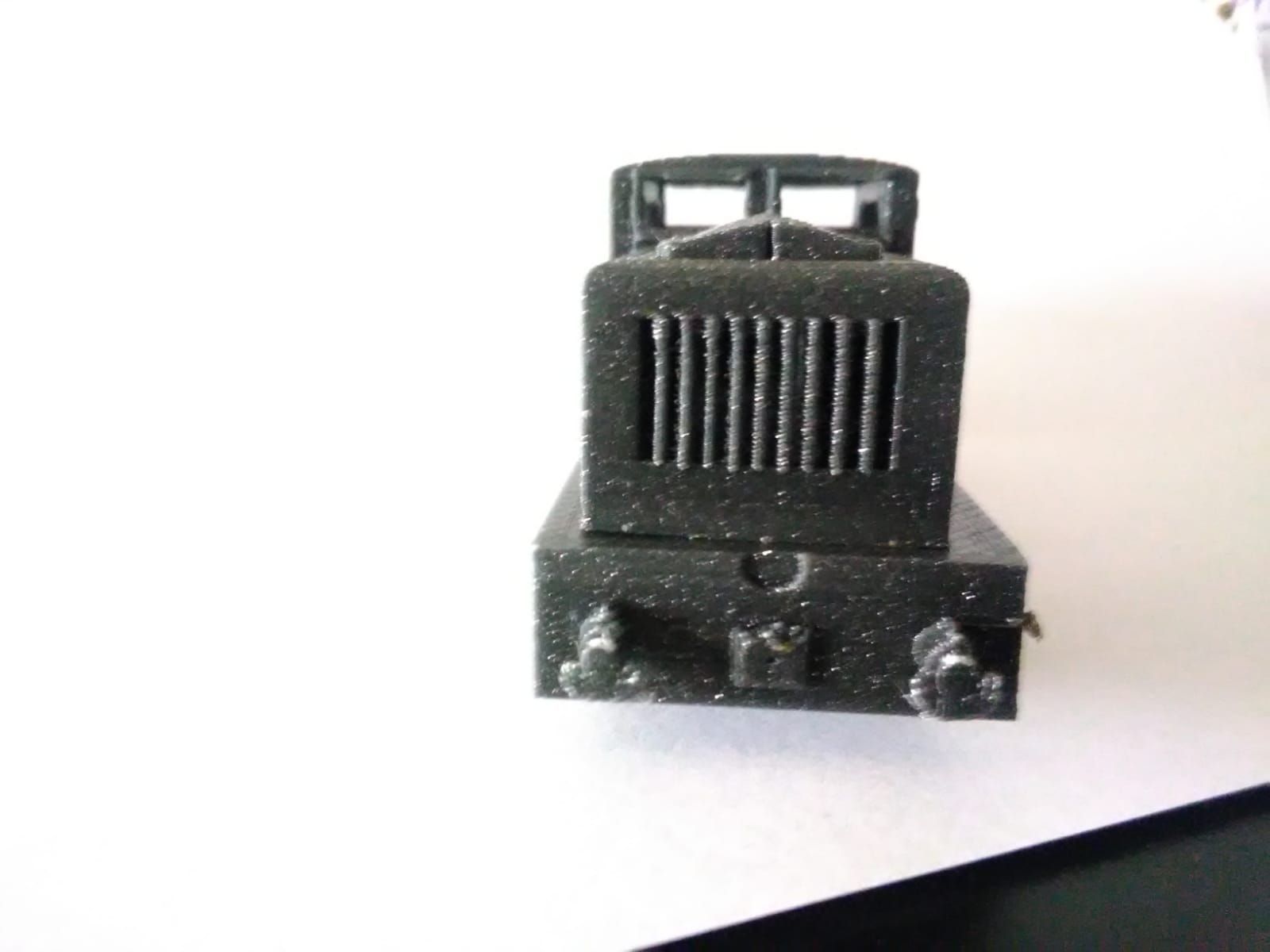
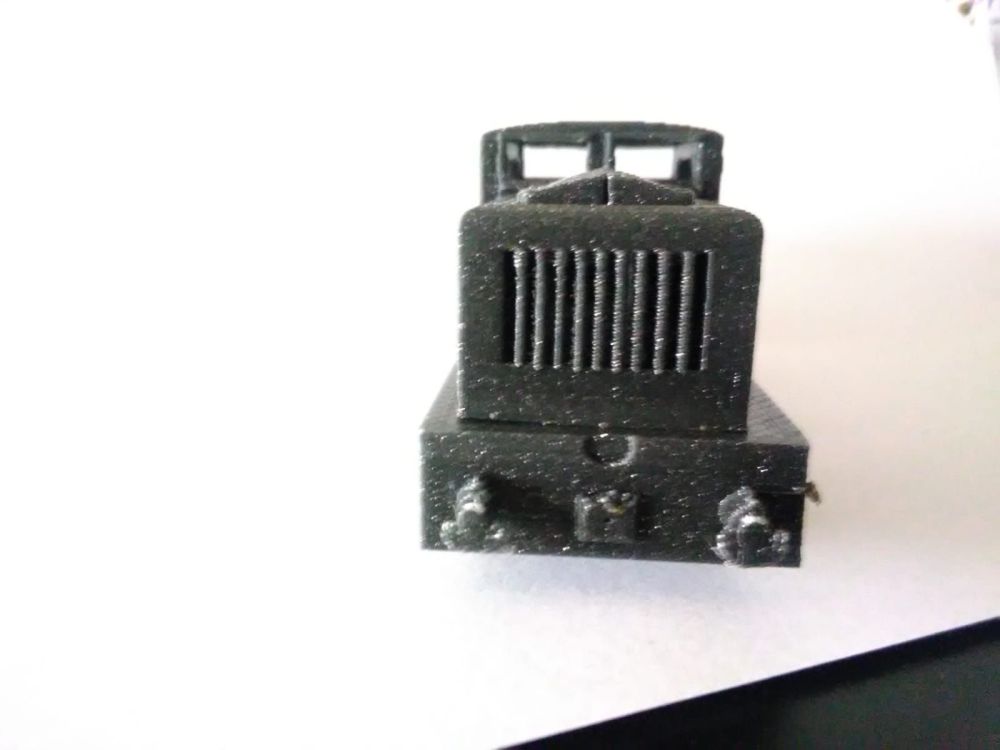
Ca c'est la même loc réimprimé K1 slicer Creality print parceque mon simplify V4 ne prends pas en charge ma k1 Impression a 0.08 , T°220 Bed 50 PLA RECYCLé Metalisé Ariane plast vitesse d'impression 200 mm/s Chacun se fera une idée! .. Je n'ai pas ébavurer !! .. C'est brut d'impression


 1 point
1 point -
Petit exemple entre IPA et le détergent basique (liquide vaisselle), qui n’a pas grand chose de comparable, mais quand même. Quand ton imprimante FDM n’adhère plus malgré ton plateau nettoyé plusieurs fois à l’IPA, un seul remède : le liquide vaisselle, un détergent à trois ronds. Comme quoi un détergent est parfois plus efficace qu’un diluant.1 point
-
Pour les Pros, il propose sa nouvelle bécane la HT90 à 11.500 €. Franchement, je ne pense pas que cela lui redonnera une belle aura comme au début des MK3. Pour les makers, je pense que son marché va continuer à se réduire, sauf s'il sort des machines performantes aux prix du marché, ce qu'est loin d'être la MK4. C'est vraiment malheureux que nos fabricants Européens se plantent et surtout ne sachent pas réagir. Moins de deux ans après le Boom de la BambuLab, tous les Chinois ont sortis des copies ou imitations (plus ou moins heureuses, mais ils les ont sorties). Nous, il nous reste Dagoma avec des bécanes du paléolithique 3D et Prusa qui ne réagit pas.1 point
-
mais logiquement, un pro demandera de s'aligner sur la concurrence ... et il n'aura pas de choix, parce que je ne vois pas ce qu'il pourra avancer comme argument, pour justifier un tel écart1 point
-
Bonjour, je connaissais pas l'astuce de la litière de silice, c'est pas bête car pas cher. Personnellement je suis partie sur des billes dessicants, c'est plus cher mais il ont un système d'indication de couleur, quand ils sont bleus elle sont sec, quand elle vire au orange elle sont saturée. C'est je genre de truc qui me dérange pas de mettre un peu de sous car c'est réutilisable très longtemps, c'est utilisé en chimie pour retirer l'humidité via dessicateur pour certains élément avant pesé, afin d'avoir le poids et la concentration exact.1 point