Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/11/2024 dans Messages
-
Ça commence enfin à prendre forme. C'est compliqué, c'est incroyable...

 3 points
3 points -
Bonjour @Fabonar et bienvenu sur le forum et dans le monde passionnant de l'impression 3D. Les machines Prusa représentent un certain billet mais elles sont extrêmement qualitatives et très bien pensées. La démarche de partir sur un kit pour connaitre sa machine et je pense très bonne, c'est plus simple pour solutionner les problèmes et surtout ça permet d'acquérir très vite une expérience du fonctionnement du système. Je te souhaite beaucoup de plaisir Les ressources ne manquent pas sur cette machine et le forum est également là si tu as besoin d'aide !2 points
-
c'est cool tu as le choix entre 2 bateaux ... bon il y en un qui est une galère manifestement consommer local ça n'est pas l'idéal ...2 points
-
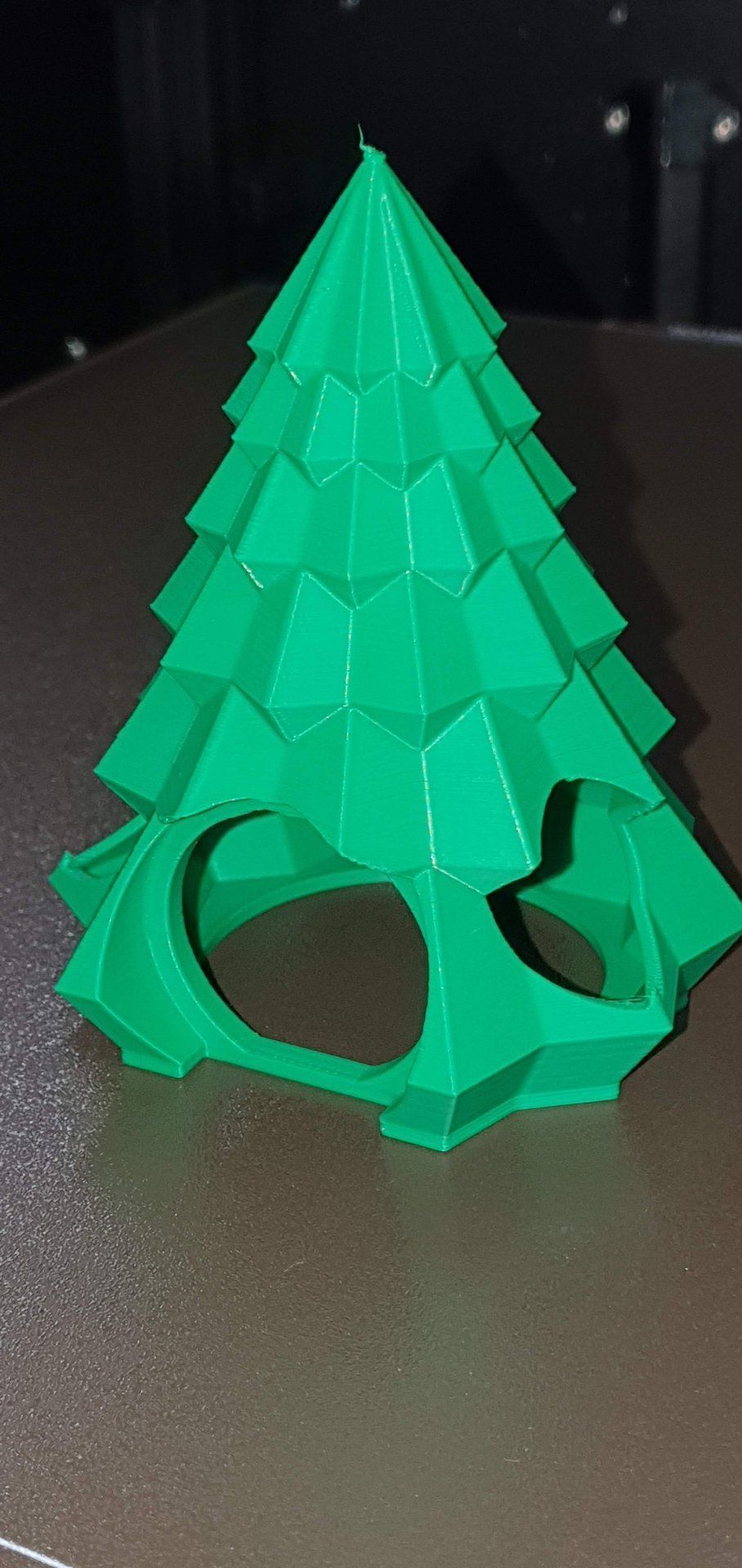
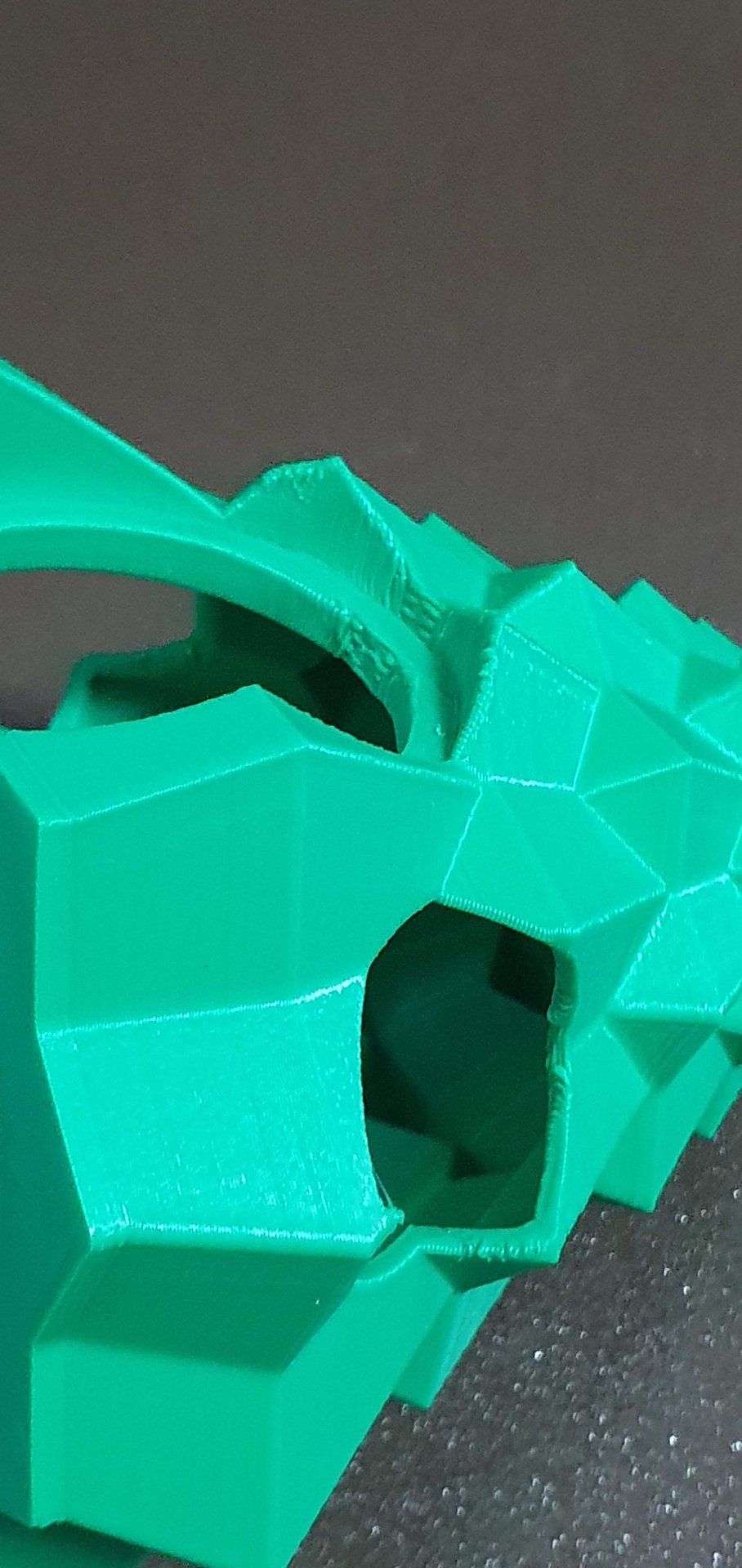
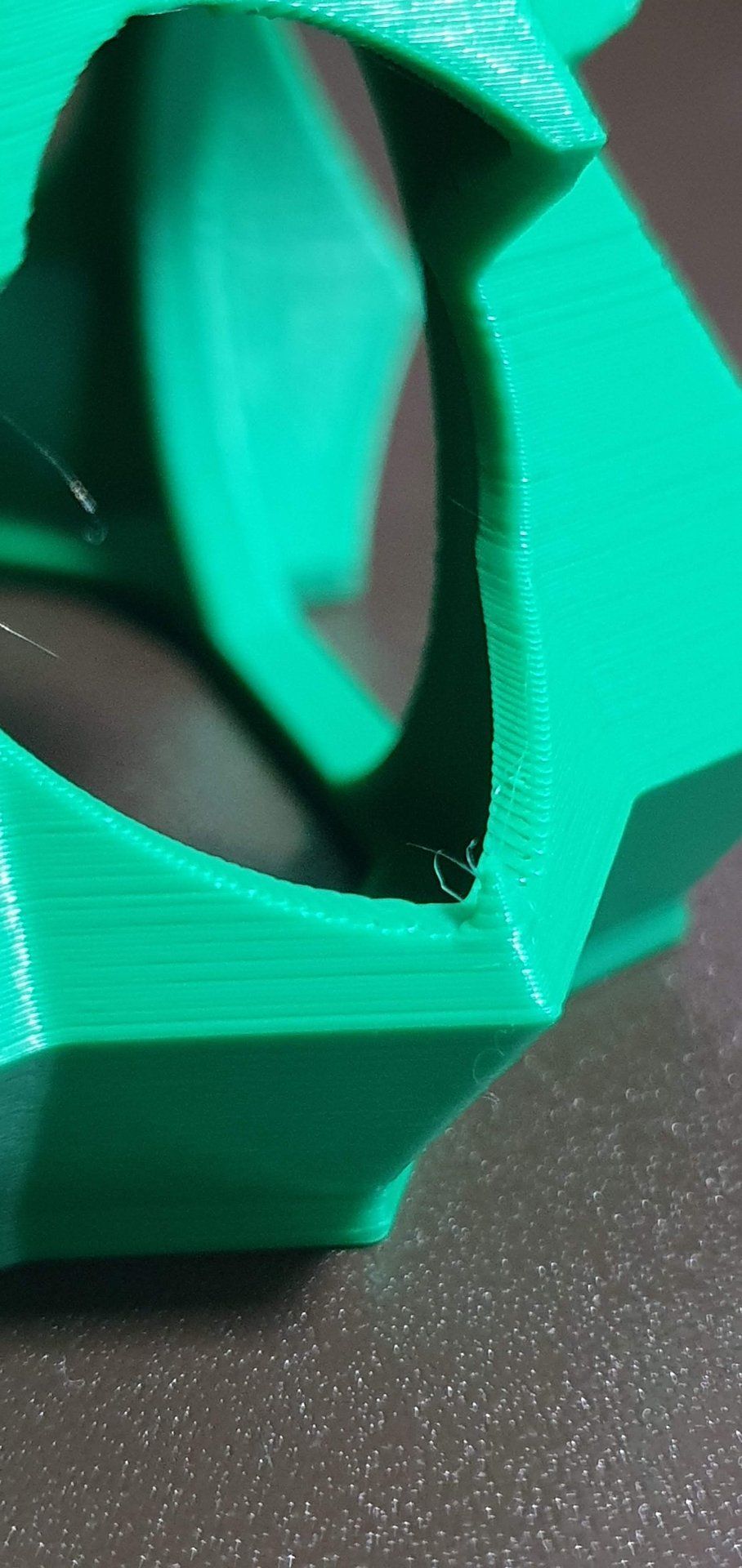
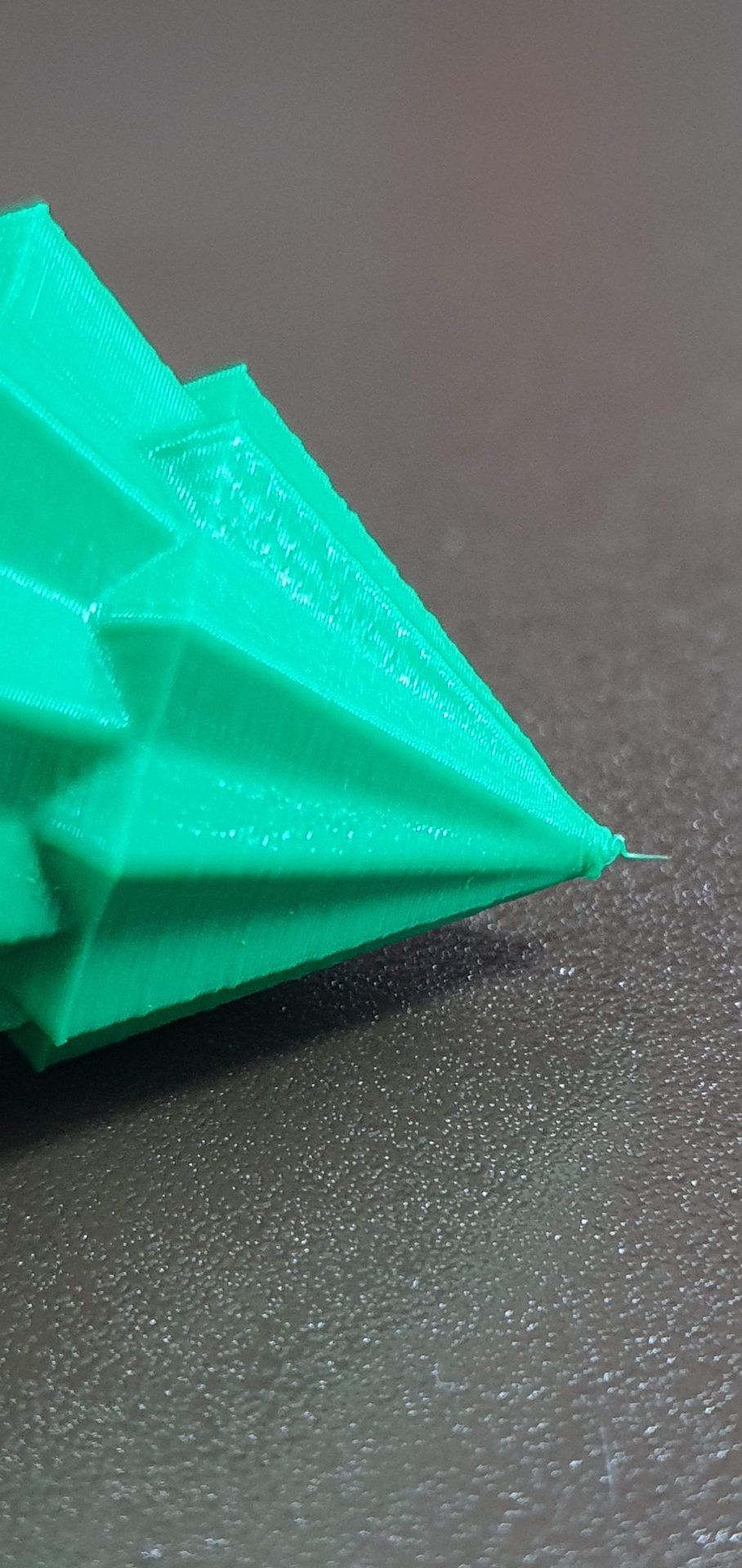
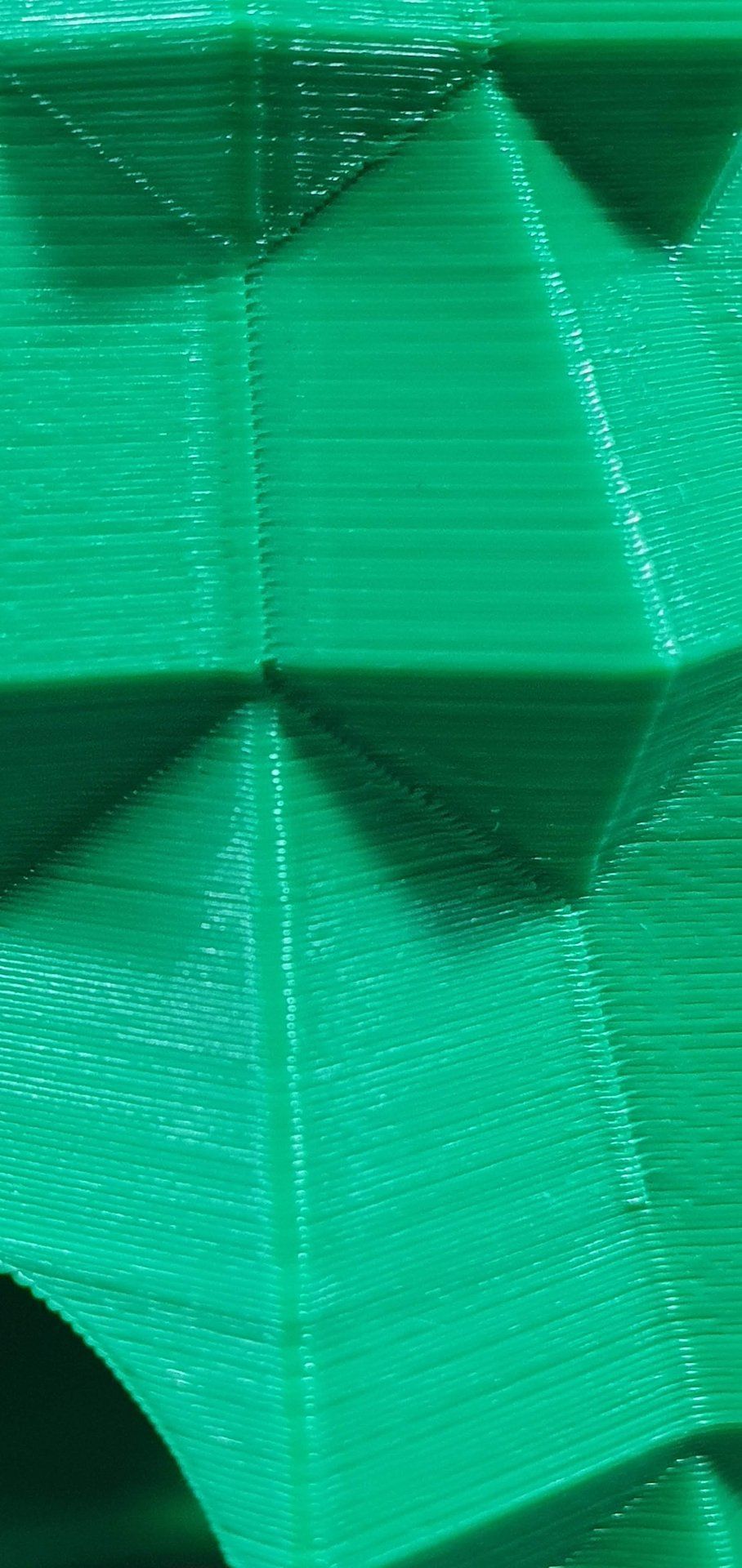
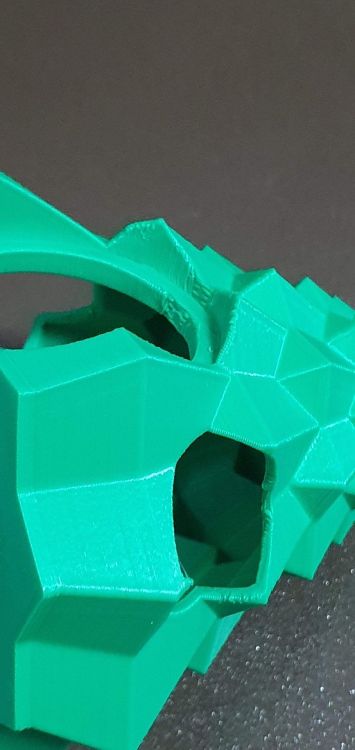
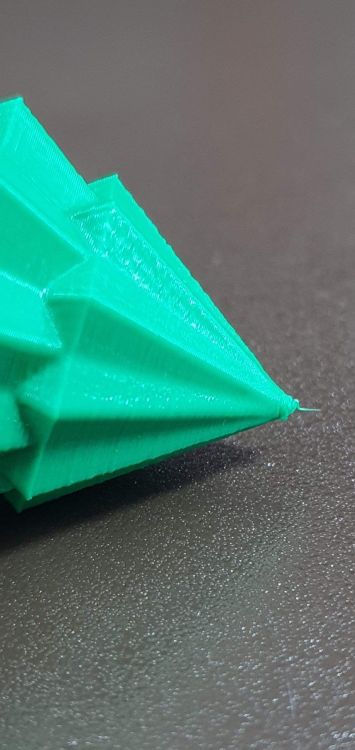
Petit timelapse. Dommage que je n'ai pas de moyen simple de synchroniser la prise de vue avec l'imprimante, surtout qu'il y a une prise pour un module "GPIO hackerboard" avec une fonctionnalité déclencheur photo, mais 7-8 semaines de délai c'est trop long... Impression en 0.15mm structural. Ce qu'on ne voit pas bien, ce sont les surplombs à l'arrière, sans support. Ils sont très propres y'a rien à dire. Concernant les petites pointes fines, c'est un poil moins bon, rien de dramatique mais c'est un peu chewing-gum. Normal cependant, la température par défaut du profil est à 230°C pour du PLA... Et la couture est pratiquement invisible, déjà difficile à déceler en zoomant.

 2 points
2 points -
La cinquantaine juste passé et pas encore dans ce monde passionnant de l’impression 3D, je suis curieux de nouvelles technologies. je penses investir dans une imprimante 3D bientôt mais j’hésite entre du pas cher mais certainement pas top(peur de m’ écœuré) et cher je penses partir pour une première imprimante sur une PRUSA MK4S en kit, afin de bien m’imprégner de son fonctionnement et en partant sur ce projet profiter d’une base évolutive. quand pensez-vous ? au plaisir d’échanger avec vous tous sur ce forum1 point
-
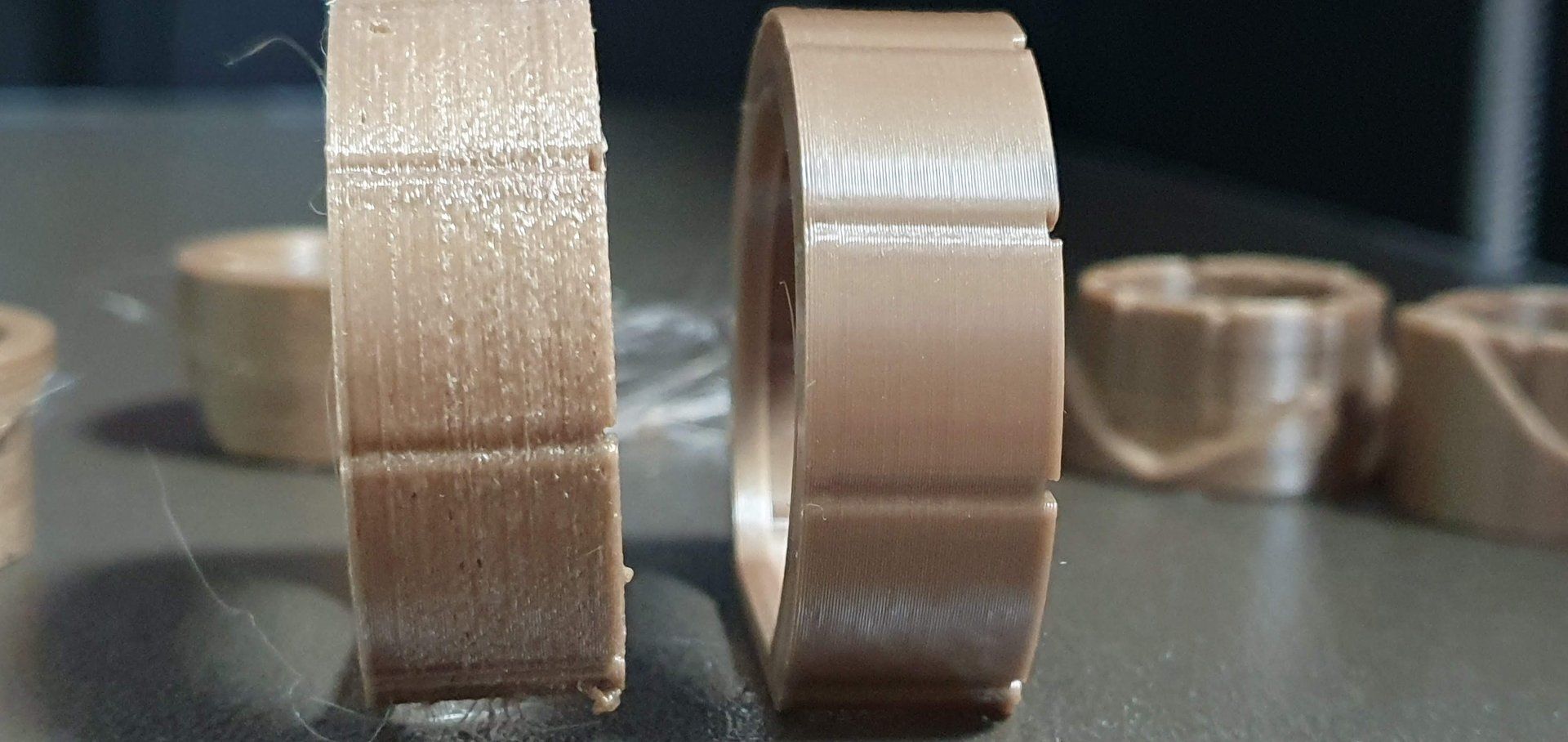
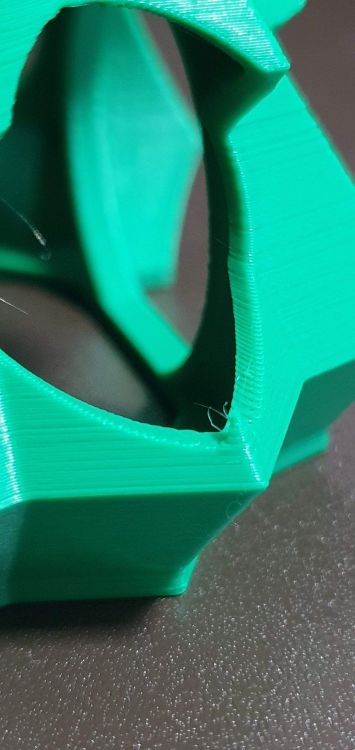
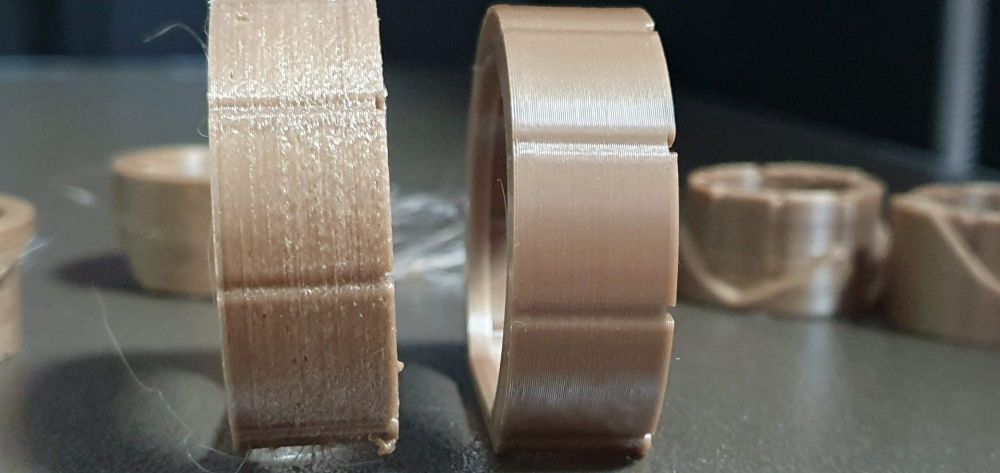
Hello, Hier je trouvais que la qualité d'impression n'était pas ouf (hormis le surplomb sans support qui est très bon). J'utilise assez peu le profil 0.15mm d'habitude, mais je sais que la machine peut largement faire mieux. Aujourd'hui j'ai lancé une autre impression avec les mêmes paramètres (PLA 230°C) mais un autre filament, un soi-disant Gold plutôt moisi. Je savais qu'il filait pas mal mais j'ai laissé faire pour voir. Puis j'ai relancé directement derrière la même impression à 210°C avec le même filament, sans séchage. Comme quoi le séchage c'est une chose (on a pu le constater avec la Prusa XL), mais une température adaptée c'est mieux... La différence sur l'état de surface se passe de commentaire. Du coup c'est un constat général, les profils par défaut de Prusa ont augmenté niveau température et sont maintenant trop chaud... J'ai vérifié, ce n'est pas une spécificité des profils High Flow Pour le profil Prusament PLA on a : MK3S+ 215°C MK4 225°C MK4S 230°C Pour le profil Generic PLA on a : MK3S+ 210°C MK4 220°C MK4S 225°C Sur la MK3 j'étais habitué à avoir une température un poil élevée et ça fonctionnait très bien (comme sur le second essai à 210°C), les impressions étaient robustes et qualitatives. Mais là ça devient trop chaud et j'ai du mal à comprendre la justification de cette hausse... Je veux bien qu'il faille compenser la vitesse, mais c'est justement le but de la buse High Flow alors pourquoi augmenter encore la température ? Pour pouvoir aller encore plus vite ? Probablement, mais dans ce cas il faudrait réserver ces augmentations aux profils SPEED. Avec les Prusa j'avais pour habitude de faire confiance aux profils STRUCTURAL / QUALITY pour avoir des pièces qualitative sans me poser de question, sur ce coup là ça n'a pas été le cas. Ca n'enlève en rien les qualités de la machine elle-même qui fait du très bon taf si on tune un peu les profils... Espérons qu'une future mise à jour améliorera ce point.

 1 point
1 point -
Effectivement je suis aussi de cet avis, et puis Prusa c'est aussi tout un écosystème avec PrusaSlicer, Printables... Donc effectivement, c'est top pour commencer et pas que!1 point
-
non je n'ai pas essaye, je vais l'enlever et le laisser a proximite de la cheminee pour la nuit, bon pas trop pres non plus lol1 point
-
Ma Bambulab A1 mini est arrivée... Unboxing pendant la pause déjeuner alors que le repas était en cours de préparation... J'ai allumé l'imprimante une fois ma journée de travail terminée... Une fois allumée, j'ai fait la calibration, et lubrifié l'axe Y (à la demande de l'imprimante). J'ai chargé un reste de Basic PLA rouge pour imprimer un Benchy. Un Benchy Speed race rouge. 20 minutes plus tard, il était terminé. Le blanc et le vert ontl été imprimé il y a 18 mois environs quand la X1C est arrivée... L'infill est réglé différement de celui des Benchys de la X1C, ainsi que l'orientation des couches inférieures et supérieures. En dehors de cela pas de grosses différences : qualité très similaire. Et même coté vitesse, la différence n'est pas énorme, car si l'on tient compte de la durée de calibration sur la X1C, c'est 17 minutes X1C versus 18 minutes pour l'A1 mini (bon, je l'ai pas acheté pour la vitesse de toutes façons)... Cela dit, avec la A1 mini, le poid de la tête d'impression est plus grand en proportion par rapport au reste de la machine, et le résultat c'est que l'imprimante bouge beaucoup pendant l'impression: il me faudra trouver un moyen de la sécuriser en place (et je ne m'y attendais pas).1 point
-
Tant que tu n'expliques pas comment tu fais pour générer le fichier que tu mets sur la carte SD ... car ça là que tu ne dois pas faire les choses comme il faut. Le slicer (trancheur, à priori ici Bambu Lab Studio) a besoin de connaitre les éléments de l'imprimante pour générer un fichier adapté. Peut-être devrais-tu chercher un tuto sur l'utilisation du slicer...1 point
-
OK merci pour les infos ! En tous cas il faut ouvrir les fenêtres1 point
-
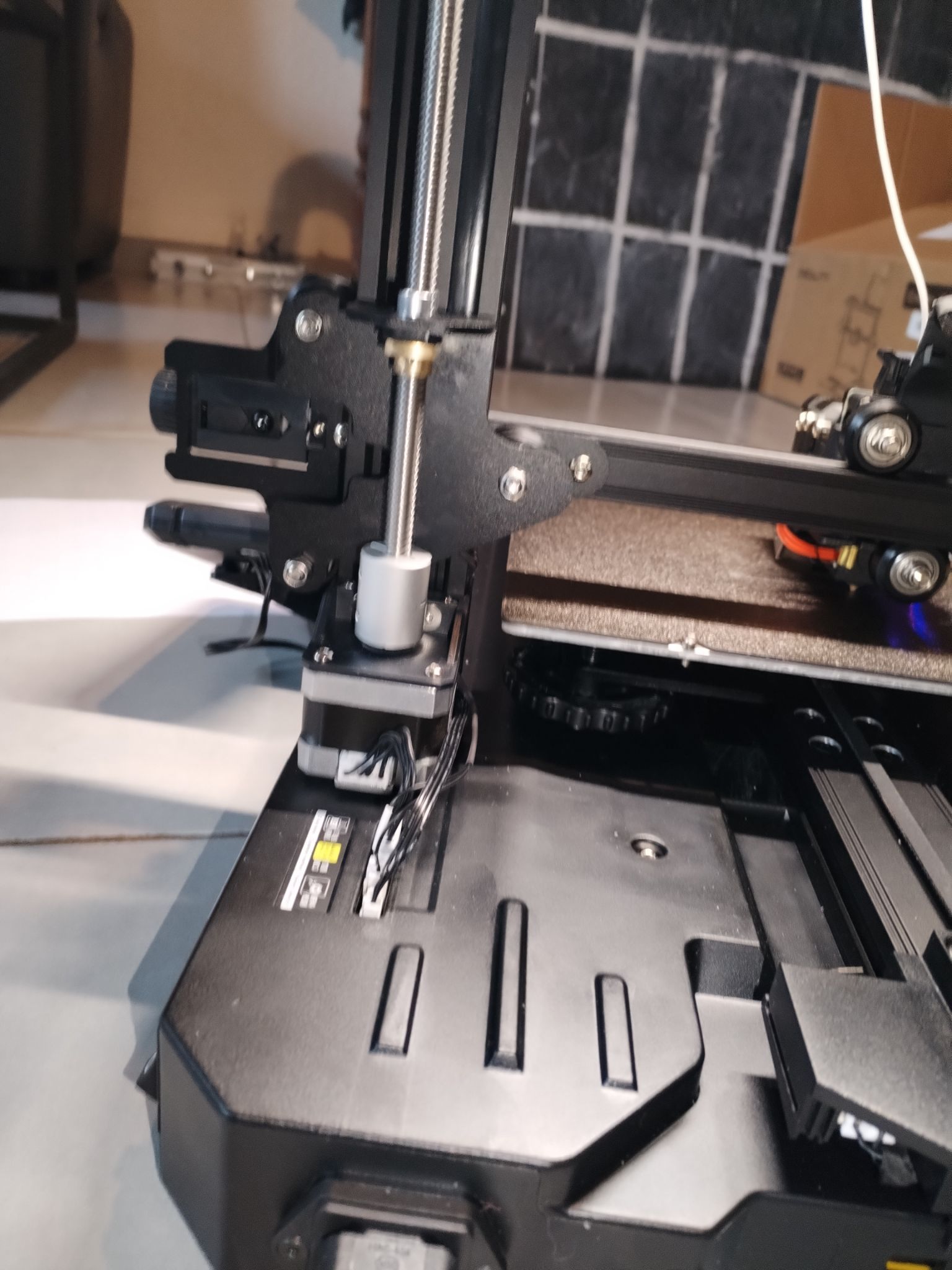
Je vais faire une video En gros je peux monter en tournant la tige mais c tout Il y a une très forte résistance1 point
-
commercialement je ne vois pas ce qu'ils pourrait faire de plus sur leur offre sans se se discréditer auprès de leurs acheteurs récents et vu que l'offre actuelle s'appelle Black Friday ... mais en même temps tu as peut être raison, le marketing nous étonne chaque jour un peu plus ! l'offre une imprimante achetée une seconde offerte va te demander de ré aménager ton atelier1 point
-
@belidi sur les SW X4 Pro et Plus on est sur un direct drive, c'etait déjà le cas sur les les SW X1, X2 et X3 d'ailleurs, par contre sur la SW X' Plus ou Pro on a un extrudeur Direct drive Dual gear bien plus performant que le Titan que l'on avait sur les X1 et X2. 3Dexpert expert de rien mais bon, c'est quoi ton soucis.1 point
-
Que dire ... t'es un grand chef ! Ça fonctionne parfaitement en supprimant le " -f 10". Un grand merci Pascal !1 point
-
en fait tu as l'impression que ça sautille, mais ça baisse vraiment (dans la pratique l'interface envoie des TESTZ Z=xx et c'est plus pratique à utiliser ) je viens de le tester du 0.01, 0.05 ou même 0.1 ça ne fait pas grand chose 'visuellement' mais le fait que la gantry remonte et redescende est normal (plus précis pour bouger d'une aussi faible distance).1 point
-
merci de ton retour @Maelig Pesco j'ai regarder vite fait les Ender de Creality, elle me semble moins évolutive. Je pense me tromper, après j'aime chez Prusa, le fait de pouvoir mettre les mains dans le cambouis en passant par un Kit.1 point
-
il faut lancer Z_ENDSTOP_CALIBRATE ce sont juste les réglages après avoir lancé le Z_ENDSTOP_CALIBRATE qui sont faits avec les commandes TESTZ Z=xx1 point
-
Je n'utilise pas l'interface pour régler le zoffset, je le fais à l'ancienne Initial Startup | Voron Documentation avec des commandes à taper dans le terminal : Z_ENDSTOP_CALIBRATE puis pour descendre TESTZ Z=-1 TESTZ Z=-0.1 TESTZ Z=-0.5 pour remonter TESTZ Z=1 TESTZ Z=0.1 TESTZ Z=0.5 et ne pas oublier le SAVE_CONFIG à la fin1 point
-
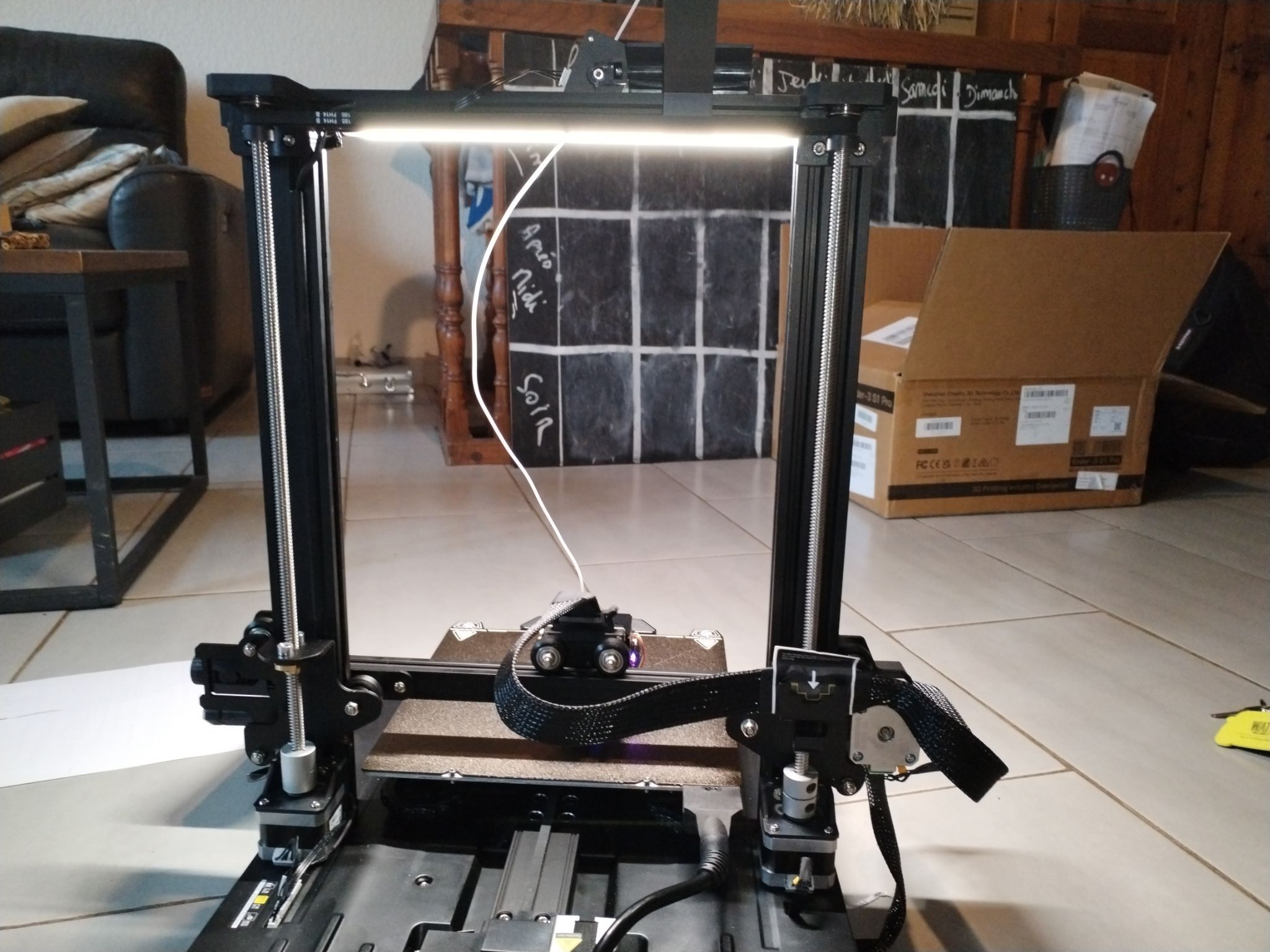
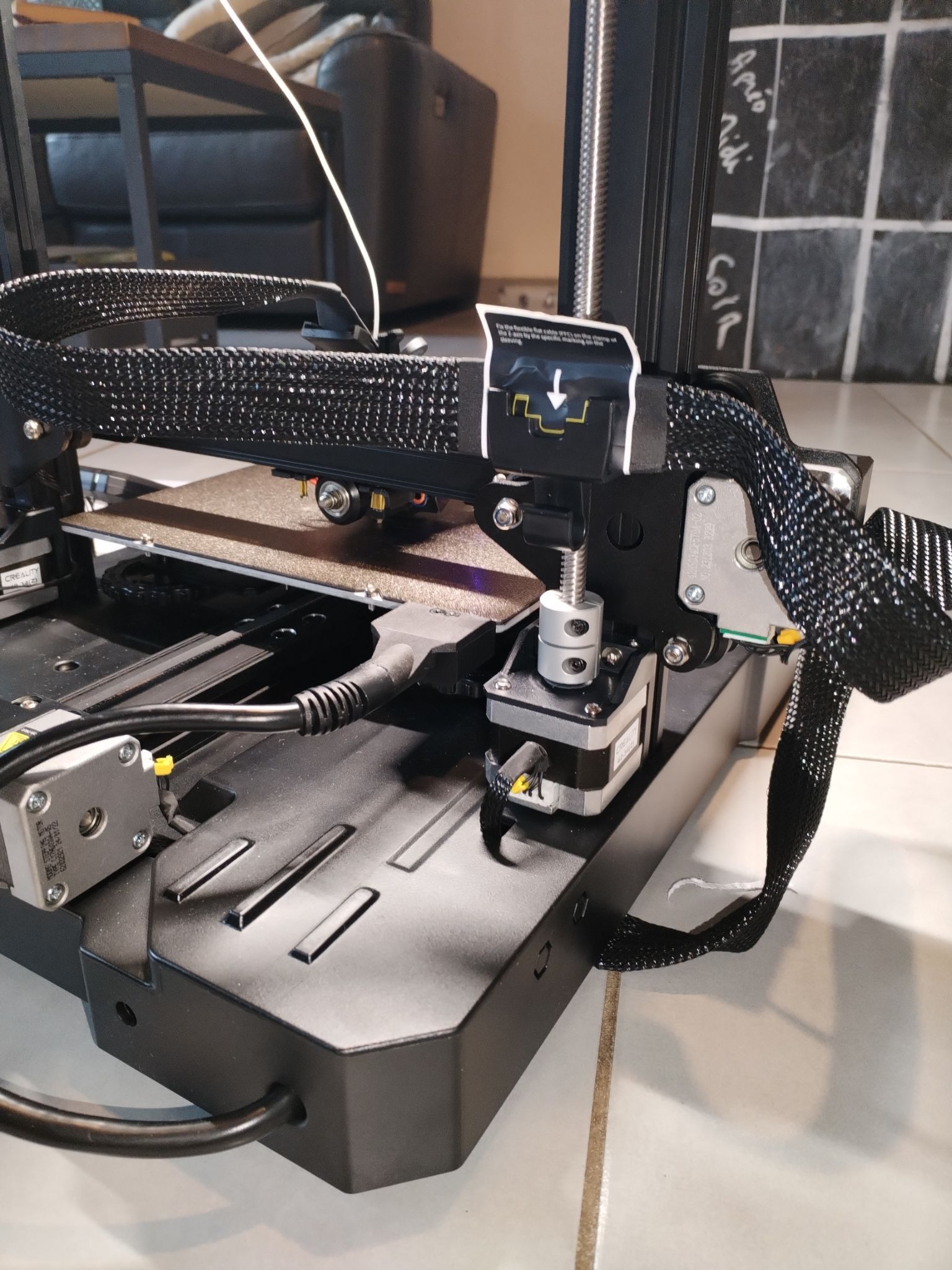
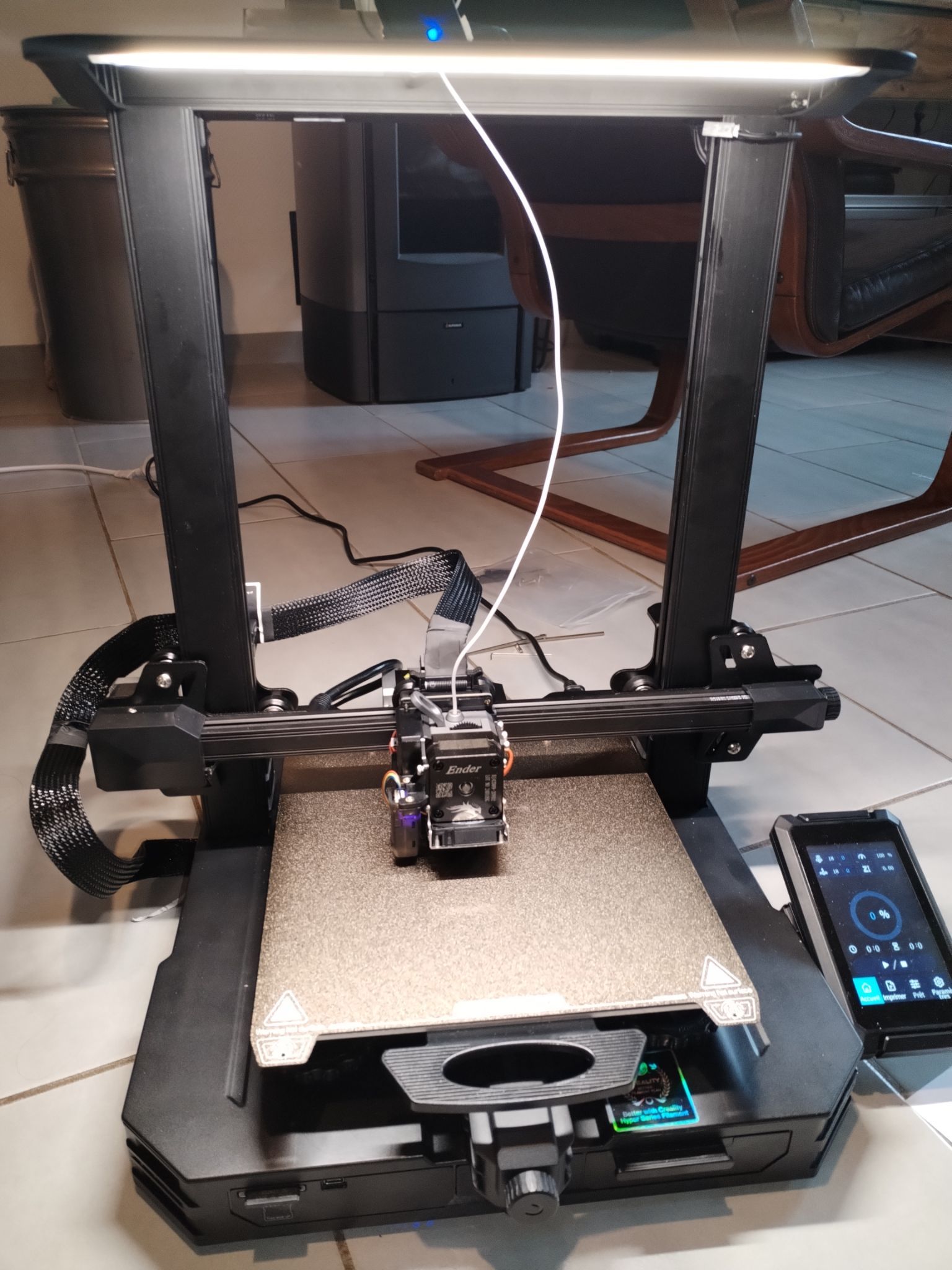
Merci de ta réponse je vais essayer Voici les photo de mon imprimante 3d peut tu vérifiez et me dire si des chose ne vous pas je débute donc je ne s'est pas trop
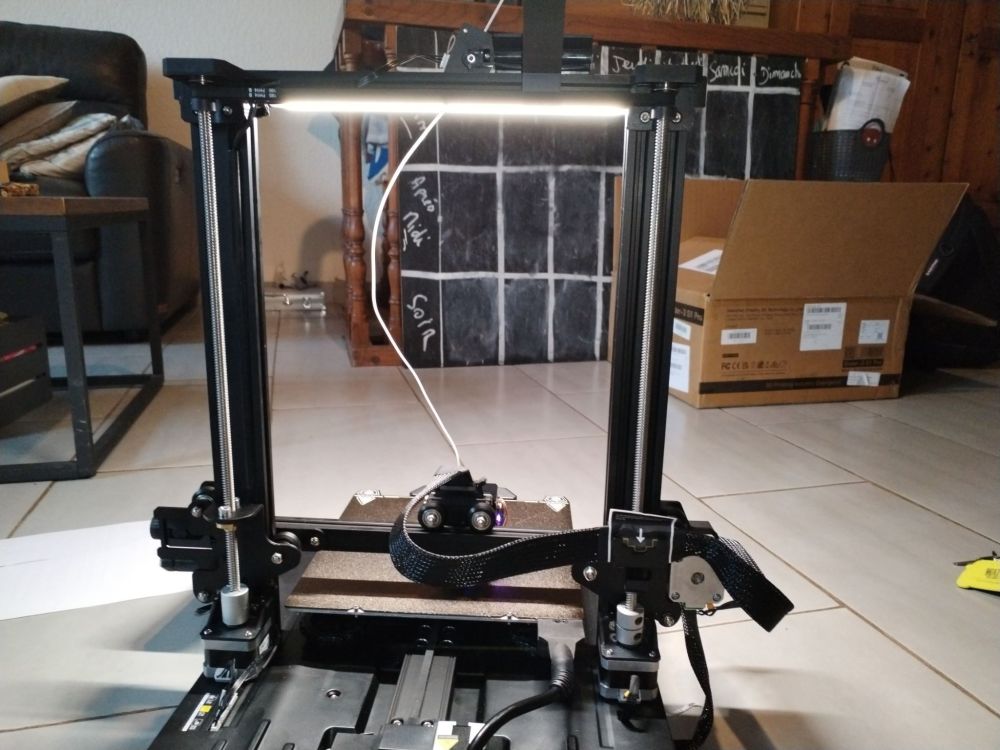

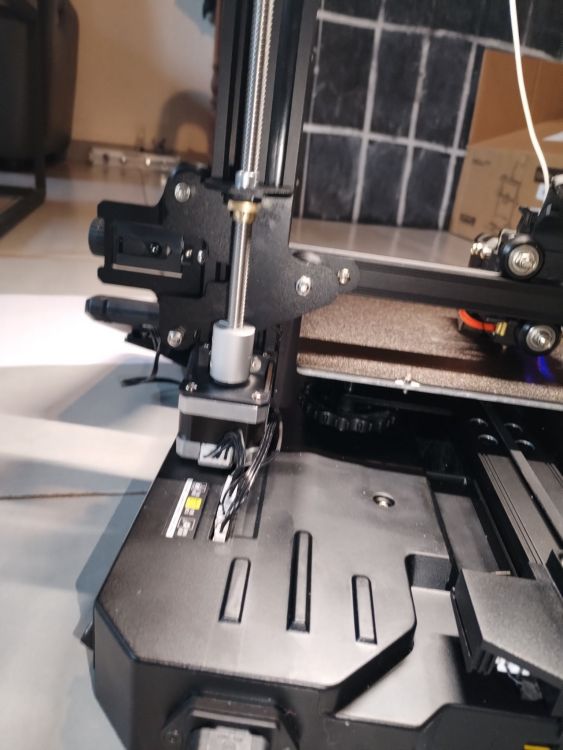
 1 point
1 point -
Bonjour, heureux que tu rentres dans ce milieu! Pour ce qui est de ton choix d'imprimante, une PRUSA MK4S peut être une bonne idée, tout dépend de tes envies: - Soit tu préfères une imprimante old-school sur laquelle les réglages sont manuels et avec pas mal de bricolage - Soit tu préfères une imprimante "plug and play" type bambu lab où tout est fait automatiquement Si tu préfères t'orienter vers une MK4S, je te conseille de t'informer rapidement sur les ENDER; Prusa comme Ender ont une grosse fan-base donc dans les deux cas, tu auras les réponses à tes questions si tu en as et plusieurs modèles en ligne déjà tout prêts à être imprimés pour upgrade ton imprimante. Dans les deux cas, tu auras beaucoup de fun et de découvertes, et tu n'est pas prêt de faire le tour du secteur (différents matériaux, autres technologies que du FDM...)! D'ailleurs, je t'invite à demander conseil ici si tu hésites entre plusieurs modèles1 point
-
@sebguill factory c'est complètement fou ces différences de prix ... allez on croise les doigts après tu es sur leur site officiel donc tu as une garantie et ils envoient des pièces de rechange si nécessaire1 point
-
Hello, moi c'est sebguill Maquettiste, "créateur de contenu youtube" (comprendre je poste des video que peu regardent mais pas grave) et utilisateur d'imprimante 3D resine depuis mars 2022 J'avais une Halot one que j'ai fini par dompter et je viens d'acquerir une Elegoo Mars 4 Ultra bon dans le genre ridicule, je viens de voir que je m'etais déjà présenté il y a lontemps... Pas beau de vieillir1 point
-
Merci J'avais pas mis lien de ma chaine avant d'avoir passé un moment ici car je ne voulais pas faire de pub (c'est pas le but) Mais merci du coup ! 700 abonnés ouais c'est pas mal pour un truc fait au départ pour le fun. Je ne fais ca que pour le plaisir Et même si ca sera tardif je ferai une review de mon experience avec la Mars4 mais c'est pas pour tout de suite1 point
-
oui je vais la prendre en photo Pour être précis, l'iprimante résine est dans une petite pièce avec VMC , la Bambulab , dans un bureau sans VMC




 1 point
1 point -
L'autre valeur utile pour les matériaux souples c'est le pourcentage d'allongement avant rupture: en %. C'est la grande différence entre par exemple un PP souple qui a un faible taux allongement (entre 10 et 15 %) et un TPU qui se ballade entre 400 et 500 %. MAIS il ne faut pas oublier un autre facteur utile c'est la mémoire de forme, pouvoir se déformer c'est bien mais reprendre sa forme initiale c'est capital.1 point
-
bonjour @sebguill factory mon cerveau a bugé j'ai vu Elegoo ... 4 et encore sous le choc de la vidéo d'isidon1 point
-
Merci @pjtlivjy mon imprimante est une Mars 4 ultra et non une Saturn. Je ne sais pas si ca a son importance par rapport à ta réponse Et en ce qui concerne la Mars 4 Ultra, @isidon était plutôt emballé par cette machine Par contre je cours jeter un oeil à la vidéo que tu m'a conseillé, je ne l'avais pas encore vu @Maelig Pesco : Pour ce qui est de l'utilisation complète de la surface j'ai imprimé 2 XP finder justement pour utiliser toute la surface hier et j'ai pas eu de soucis Au cas où, je viens de refaire mon level en serrant avec un tournevis à embout et non avec la clée Allen et ca "semble" mieux Je vais tenter un print ce WE (j'ai des pieces à refaire d'une impression qui s'etait bien passé sur la Halot)1 point
-
oui, je ne l'avis pas mise ... C'est le lendemain matin dans une pièce sans VMC pour la Bambulab
 1 point
1 point -
J'adore piéger mes écrits1 point
-
Parce que c'est plus qu'un changement de version que tu veux faire, c'est un changement de système, un peu comme si tu voulais passer de windows à mac sans changer les pilotes d'impression.1 point
-
te remerciant @Febus excellente idée des mesures valent mieux que la théorie1 point
-
L'avis d' @isidon sur l'imprimante Elegoo Saturn 4 Ultra et le Wash & Cure Mercury Plus 3.0 https://www.lesimprimantes3d.fr/test-elegoo-saturn-4-ultra-mercury-3-plus-20241114/1 point
-
oui chez monocure par exemple pigments ou chez 3D Jake colorants pour avoir utilisé les premièrs avec une résine monocure flex c'est super chouette1 point
-
@bikersdudimanche, effectivement il y a sur la boutique de quoi passer en buse M6x1mm, le pas standard. il te faut le heatbreak hybride, le corps de chauffe et une buse Nitro. Quand t'auras mis tout ça tu ne redémontera plus Je te donne les liens : https://www.hotends.fr/fr/93-198-heatbreak-cr10spromax-m6.html#/81-options-_corps_de_chauffe_standard https://www.hotends.fr/fr/pieces-accessoires/52-253-buse-nitro-040-mm.html#/88-diametre-040_mm1 point
-
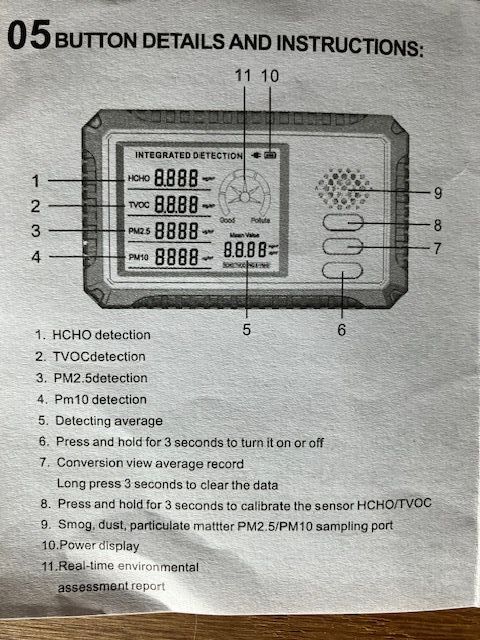
si tu parles de l'appareil de mesure , j'ai trouvé ça sur amazon https://www.amazon.fr/dp/B0B51FTCM9?ref=ppx_yo2ov_dt_b_fed_asin_title Il me semple l'avoir aperçu dans une vidéo d'ISIDON, mais je ne suis pas sur. Ca reste juste une mesure faite à la maison. Ce n'est pas très scientifique mais c'est mieux que rien Je vais aussi mesurer avec la Bambulab1 point
-
Bonjour! Cela peut venir d'une mauvaise connexion du câblage, cela peut-être le driver, la carte mère, le slicer, le moteur. Aussi il faut bien aligner les engrenages de l'extrudeuse pour quelles fassent bien leurs travail, Il faut y aller par étape et prendre des notes en temps réel pour se situer à savoir que ce qui a été fait et pas fait dans le processus de détermination de la cause. Moi aussi j'ai un Ender 3 et ces temps si j'ai un problème avec l'extrudeuse qui imprime mal.1 point
-
Ok donc on exclus un soucis de tranchage ou slicer par exemple, Il peux y avoir en effet un soucis avec le moteur cela peux arriver, mais cela peux venir aussi et surtout du driver sur la carte mère qui pilote l'extrudeur, n'ayant pas le source du firmware de la Ender3 neo Max sous les yeux je ne sais pas si les driver sont gérer en UART ou en standalone si c'etait en standalone ou pourrait tester de voir le vref du driver. Mais pour faire simple en explication le driver controle le moteur en lui apportant le courant necessaire dont il a besoin en en alimentant les bobinage moteur pour le faire touner si le driver commence a lacher cela peut conduire a ce genre de soucis au début le fonctionnement est ok puis en chauffant il peine a fournir du courant au moteur qui aura du mal a faire avancer le filament. J'ai deja vue ce soucis plein de fois mais sur les creality les driver sonder a la carte mère.1 point
-
le principe du forum c'est de permettre aux autres de participer et/ou de pouvoir trouver des solutions, donc pas de discord(e) Normalement on arrive très bien à résoudre les problèmes sans vidéo et sans son (pas véronique) Donc première étape : la réponse aux 3 questions précédentes.1 point
-
Le choix de l’imprimante c’est une chose, mais si c’est un projet très particulier, le choix des matériaux est aussi important.1 point
-
Question bête quels Slicer utilise tu ? as tu effectué des modifications profile ? as tu tester d'imprimer un pièce de test fonctionnel dans le passé déjà slicer que tu aurais un fichier test creality par exemple ?1 point
-
As-tu essayé de faire tourner le roulement à la main en appuyant sur le levier, ou le sortir complètement en desserrant la vis Chc. Il doit tourner librement, sans point dur.1 point
-
Bonjour, Pour commencer, essaie de mettre plus de pression pour l'entrainement du filament : il y a une vis sur le levier de l'extruder qui permet de régler cette pression. Si ça ne suffit pas, tu as probablement un bouchon temporaire au niveau de la tête, et s'agissant d'un bowden, il te faut appliquer la Titi's procédure : PS : pense à te présenter dans la section idoine et à mettre ton imprimante dans ton profil1 point



.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)