Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/03/2025 dans Messages
-
Nouvelle distribution de boosts ! Bravo à tous... En espérant ne privilégier personne...3 points
-
Pour moi l'intérêt principal du dual extrudeur c'est deux matériaux différents, le tout sans pertes. Je ne fais que peu de multi-matériel à cause des pertes, mais en ce qui me concerne, chaque fois que j'en fais, c'est limité à 2 matières au total dans 80 à 90% de cas. Pour ceux qui utilisent des matériaux chargés chers et du support soluble, ils verront clairement l'intérêt dans les économies de matériels réalisées juste sur les dechêts...3 points
-
Salutation ! Je dirais que tu imprimes trop vite et/ou froid ce filament ( Le fait d'augmenter la hauteur de couche a 0.3 mm au lieu de 0.2 mm implique que cela augmente le débit volumétrique en sortie du nez de la buse. Or le remplissage est souvent imprimé à haute vitesse et donc tu dois pour la température d'impression et le filament utilisé dépasser les capacités volumétriques de la partie chaude de la tête d'impression.) Mais comme tu ne détailles pas la température et type de filament ni la vitesse volumétrique max du profil filament utilisé, pas simple d'être certain… et cela peut aussi être par exemple une buse partiellement obstruée.2 points
-
Une petite question qui peut paraître naïve : s'il y a bien un laser, pensez-vous qu'il serait possible de l'utiliser pour la gravure sur d'autres matériaux ? Car si c'était possible, j'aurais un argument de poids pour convaincre madame qu'il faut que je change la P1S, qui n'a même pas un an.2 points
-
C’était une réalité à l’époque où les chinoises avaient de nombreux défauts qui n’étaient jamais résolus, il fallait changer de bécane à chaque fois. (C’est pour cela que j’avais acheté huit Prusa) Avec Bambu c’est le contraire, les machines fonctionnent très bien et les améliorations sont GRATUITES car seulement au niveau du soft, alors que chez Prusa les améliorations sont payantes et même chèrement payantes, en final pour ne même pas atteindre le niveau de Bambu. (Les temps changent)2 points
-
L'image de la journée. Il me tarde qu'ils dévoilent les autres.
 2 points
2 points -
Et je viens de recevoir un msg WhatsApp de DHL, je devrais être livré vendredi !2 points
-
Bonjour, Ce matin Emma m'a fait envoyer les pièces défectueuses ! Hi , Here is the DHL tracking number for the new Piezoelectric Sensor Unit*4 +main module*1,PEI plate,hotend silicone Case*5 and Silicone sleeve for wiping mouth*5: xxxxxxxxxxxxx Here is the video for replacing the auto leveling sensor(piezoelectric Sensor). In the video it only show replace one as example, please replace total 4 sensors. https://drive.google.com/file/d/1PR0s6mpeSfvwYhyDada3gFKE8Nr6fKxK/view?usp=sharing Best regards, Emma2 points
-
avec une photo c'est mieux non ?1 point
-
Un laser pour faire les finitions et changer l'aspect extérieur des pièces ? (peut-être pas qu'en surface mais aussi sur les pentes, pour lisser le tout ?) Un laser pour couper les filaments ? (je doute vu qu'il semble y avoir des coupe-filaments sur les photos de la tête d'impression) Un laser pour chauffer le filament et éviter d'avoir à utiliser un dryer ? (rappel : il y a une vidéo qui tourne et qui montre qu'un "tunnel (tube) de chauffe" autour du filament est + efficace qu'un dryer à tous points de vue !) (mais je doute que le laser puisse servir à çà ici) Mais très honnêtement, si le laser est "clipsable" comme évoqué d'après la photo du leak, avec un connecteur rapide, je doute que ce soit pour un usage "fortement lié à l'impression 3D" (donc exit les usages façon lidar, etc., çà n'aurait pas de sens que ce soit enlevable / remettable rapidement) et je pense aussi que c'est pour un autre usage, pur laser (graver des pièces de métal, etc.). Mais avec le gros problèmes du dégagement de matière et de fumées ... à moins qu'une des photos floues (celle avec plein de pièces) ne soit un système de filtration hyper-évolué pour la H2D au global - impression 3D et laser (façon cyclone, etc.). edit : Et bon apparemment ce leak de références de pièces / accessoires Bambu semble aller dans le sens d'un vrai laser.1 point
-
Le plus important c'est de faire ta demande à jeun, car après six pastagas il sera beaucoup plus difficile d'avoir des arguments clairs1 point
-
mais oui c'est bien parce que ça fait tap tap tap ... sur le plateau1 point
-
oui c'est un capteur optique qui détecte le haut du stealthchanger quand la pointe de la buse appuie sur le plateau ça fait remonter la tête de quelques mm par rapport au chariot et le capteur se déclenche.1 point
-
Salut, Alors oui et non, les Filaments hautes vitesse sont fait pour atteindre les hautes vitesse mais au détriment de la résistance mécanique, ce qui suffit largement pour un usage récréatif. Maintenant beaucoup de filament "standard" s'imprime rapidement, mais à haute vitesse égale, tu aura un meilleurs rendu sur un filaments haute vitesse parois beaucoup plus lisse, et beaucoup moins de Ghosting entre autre. Si tu fais beaucoup de prototypage, je suis pas sur que un filament haute vitesse soit le plus judicieux, et pour ce type d'usage autant partir sur le moins cher. J'utilise à titre personnelle du PETG ChangeColor de chez ArianePlast, c'est un filament qui est obtenu entre chaque changement de couleur de leur extrudeuse, ce qui fait que le kg ne coûte pas si cher que ça pour du PETG (10€ le kg). Et ça me permet de jeter à la poubelle mes prototype raté, et autre pièce non utiliser sans le moindre scrupule.1 point
-
Çà fait Tap-tap ! c'est pas un robinet ou une bière pression !1 point
-
tu spécifies la cible comment? moi je le faisais dans fluidd1 point
-
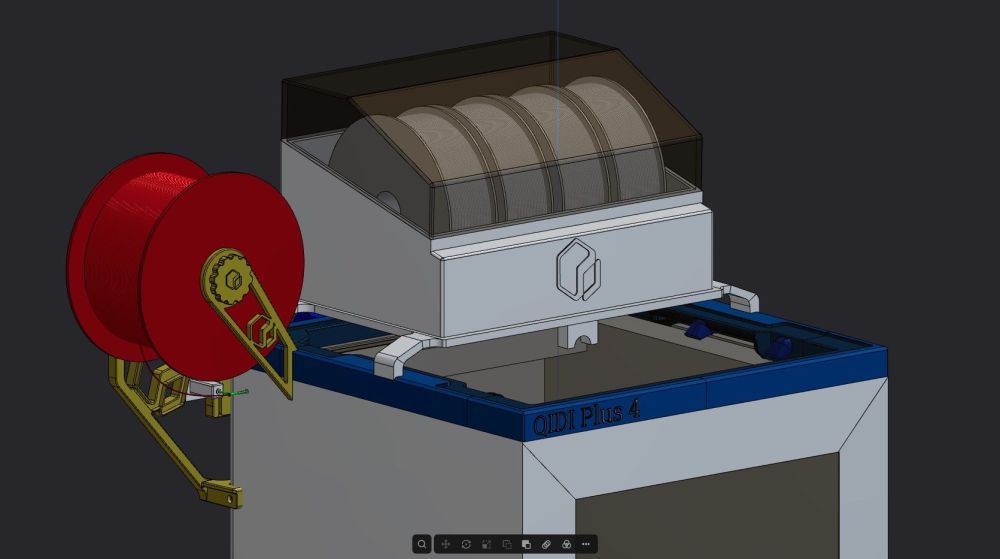
@Vincent64 Si c'est sur la Qidi plus 4, c'est possible : regarde sur le wiki de qidi (mais je crois qu'il faut référencer les objets dans le slicer). option exclude.1 point
-
Je viens de regarder et sur ma K2 Plus equipé du dernier firmware impossible de définir une temp° supérieur a 60°c donc je plafonnerais a 56°C maxi dans mon cas1 point
-
courage, là j'imprime sur le même plateau, 100 jetons de caddy pour une fête, des les premières couches certains se décollent ou sont ratés (c'est de ma faute, la machine n'y est pour rien...) par contre je me demande si en cours d'impression on peut demander à l'imprimante "d'oublier" les ratés pour qu'il n'y ai pas d'extrusion à vde qui sinon vont baver sur les autres pièces. Jc2101, j'oubliais et ça peut servir pour un autre, j'ai lavé le plateau neuf à l'eau savonneuse, incroyable le jus noir qui est sorti.....comme quoi.1 point
-
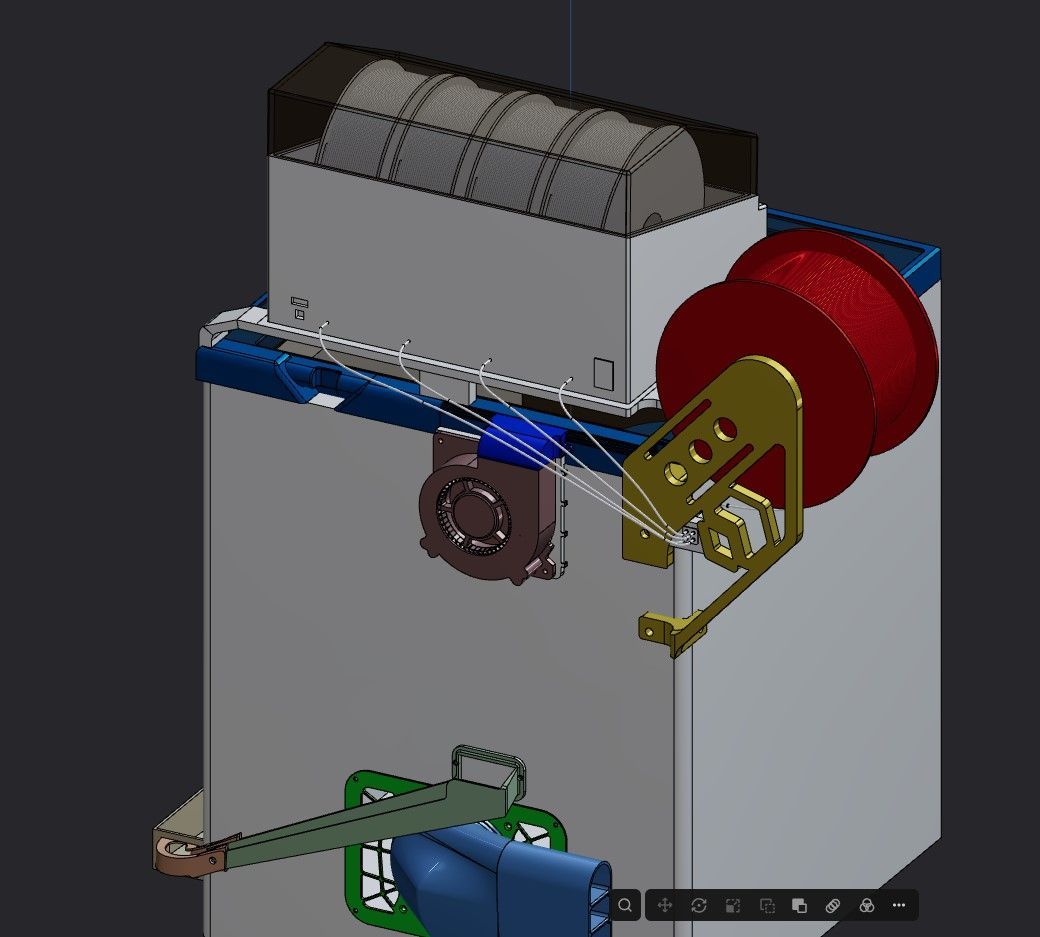
Certains n'ont pas attendu et ce sont déjà lancé dans des projet de type "Raiser"
 1 point
1 point -
Cela y ressemble bien.
 1 point
1 point -
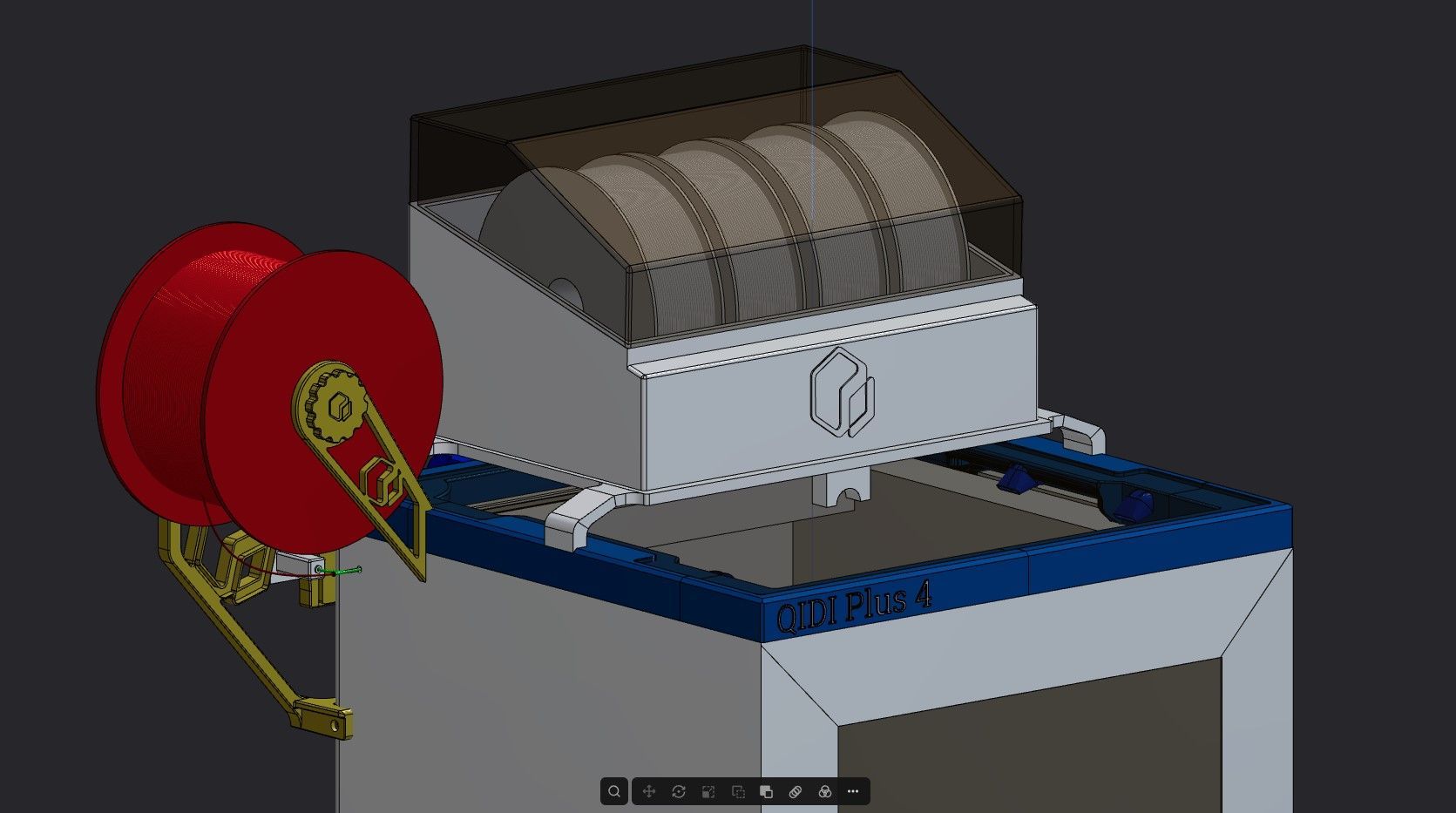
Ne serait-ce pas ici la QidiBox ? Certain affirme a un fake a cause des 3 machine qui ont les même bobine et qui ont probablement était cloné l'une a coté de l'autre
 1 point
1 point -
C'est donc bien l'axe y, c'est l'axe avant arrière du plateau puisque le benchy s'imprime tourné à 90° et effectivement sur le tuto que m'as filé ma courroie semble moins tendue que sur la vidéo J'ai dû mal voir pour le mode silencieux mais en tout cas ça m'a semblé bien plus rapide que le mode 50% Bon bah courroie retendue et problème résolu, je m'étais préparé à démonter le plateau pour retendre la courroie je ne sais trop comment, tu as probablement sauvé la vie de mon imprimante Un immense merci, réponse rapide et efficace, vraiment top, je les trouvais un peu radin en explications chez creality mais si y a des vidéos sur YT ça peut grandement aider A bientôt1 point
-
Encore une fois, le laser, j'ai vraiment du mal à saisir… J'ai un F1Xtool dans l'atelier, j'ai déjà fait de la gravure laser sur le plastique (avec le laser IR de la F1). Oui, c'est fun. Potentiellement, que pour de la "petite fabrication", tu peux envisager de marquer au laser des numéros ou des QR codes ou autre… mais une tête laser, c'est au minimum 200 à 300€, et est-ce utile sur une imprimante 3D de cette catégorie ? (j'espère vraiment que ce sera un outil "en option" parce que c'est vraiment spécifique à certains projets et ça va toucher une très faible clientèle…) À la rigueur, pour te casser le cerveau, tu es pro, tu fais de la fab en série, des plaques de 10/30 pièces, tu fais la gravure d'un numéro de série sur chaque pièce, mais autrement ? Avec tous les effets négatifs que peut apporter un laser dans un caisson fermé (en témoigne mon autre laser, le xtool m1 qui s'encrasse à une vitesse de dingue !) Par contre ++ pour les rails ! ++ pour la double tête qui pourrait "techniquement" faire gagner du temps sur le système de purge / changement de couleur et ++ pour la taille du plateau !1 point
-
Oui j'ai un peu les boules... Même si ça devient la mode de livrer des produits pas finis ou mal finis, ça me les brise un peu. Bon, après y'a pas mort d'homme hein, mais je me demande qd même ce qui m'attends à la suite de ça. J'ai une kyrielle de trucs à imprimer, notamment des fermetures pour la mallette de ma disqueuse Bosch et d'autres trucs plus ou moins utiles... Bref j'attends, je n'ai pas trop le choix.1 point
-
changement rapide des nozzle comme sur les A1 series une pièce pour bloquer la buse et éviter l'oozing quand la buse n'imprime pas rails linéaires1 point
-
Ils ont abandonné les axes en composite. Comme pour les autres machines de leur gamme, les tarifs devraient être assez contenus à la vue de la qualité et fiabilité de leurs machines.1 point
-
désolé pour toi car la machine est extra depuis que je l'ai. Je me suis fait avoir deux fois en demandant un changement de filament alors que la piece était finie mais encore en place, et là pas de détection et le plateau et l'extrudeur ne détectent pas la piece et là aussi ça tape dur...bon je suis fautif sur la procédure, mais un petit rappel à l'écran ne ferait pas de mal....le bed leveling se fait rapidement ...1 point
-
Un programme chargé cette semaine avec des nouveautés chez UltiMaker, Creality, Bambu Lab, Atome3D, GeekBuying, Prusa, xTool, Anycubic et pas mal d'informations en provenance du forum https://www.lesimprimantes3d.fr/semaine-impression-3d-480-20250316/1 point
-
ok je referais un test en essayé d'indiqué 65°C mais si je parviens a 60°C avec 65°C cela laisserais supposé a un soucis soft ici surtout que si a l'inverse de demande 50°C pour de l'ABS par exemple j'ai bien 50°C. Mais oui je vais tester1 point
-
Je ne sais pas pourquoi la protection du bowden a été supprimé de Creality cloud, voici un autre lien, je ne peux plus éditer mon précédent post. https://www.printables.com/model/1229085-creality-k2-plus-bowden-tube-protector https://www.printables.com/model/1208583-creality-k2-plus-add-on-to-prevent-extruder-bowden1 point
-
@Moucklee a bien résumer la A1 mini etant une super machine, mais tu indique imprimer des pièce technique mais n'indique pas que matière tu aura besoin d'utilisé la A1 mini comme la CR10 V2 seront incapable d'imprimer des matières techniques type ASA / ABS et plus encore. Ici tu restera sur des usage PLA, TPU, PETG, PCTG.1 point
-
Si tu choisi un Core XY ou autre de taille moyenne a 500€ maxi, et que tu te dirige vers la Anycubic M7 actuellement le promo et que tu prend un wash en cure Elegoo Mercury plus V3 tu arrive a avoir le tous pour moins de 1000€ ce qui te laisse quelques 10zaine d'euros pour les fournitures utiles.1 point
-
Bon le sujet des cartes cadeaux est à clôturer, ce matin j'ai pu en acheter plusieurs... Je pense qu'ils ont été out-stock suite aux premières fuites sur les réseaux sociaux de la H2 avant l'annonce officielle Bambulab. Les gens ont surement dû se jeter dessus. Concernant les points/boosts, je sais vraiment pas par rapport aux photos, j'ai reçu 3 boosts il y a 2 semaines alors que je n'évalue presque jamais les fichiers que je télécharge. Donc je vais voir ce soir pour relancer mes machines je fais le test !1 point
-
oui avec 1000 € tu peux déjà te faire plaisir ... une Q1 Pro ça vaut 499 €1 point
-
Salut, Alors la tu pars sur deux tailles différent, je te dirais d'aller sur la A1 Mini, bien plus récente et adapté au débutant, la CR10 était une bonne machine en son temps... mais aujourd'hui dépassé par les nouvelles approche technologique.1 point
-
@JemsDonc verdic j'ai testé en rentrant ce soir la chauffe du caisson au mieux je monte a 56°c, donc on peux en effet en conclure je pense qu'aucune imprimante K2 Plus est capable de tenir les 60°c sauf peut être en été. Donc en effet coup de marketing un peu trompeur et si cela ne me pose pas de soucis pour mon usage cela peu pose soucis a certain en effet.1 point
-
j'ai vu passer cette option sur Prusa , Orca ou Cura j'ai pas encore cherché . merci à tous pour votre aide @Kachidoki @pjtlivjy @Skizhoo @pommeverte le plus lent est fait, maintenant faut juste pas qu'elle arrache la pièce
 1 point
1 point -
alors voilà suite aux information de @vap38 je suis passé chez Action ... on va voir ce que ça donne
 1 point
1 point -
il est pas beau mon Ziro
 1 point
1 point -
bien d'accord avec toi ça devient la norme, on fait une annonce pour que les gens n'achètent pas autre chose, on fait un pré financement et les gens attendent et le jour de la livraison tu as une imprimante dépassée1 point
-
en regardant cette photo, on aperçoit 4 imprimantes pro430 au premier plan, mais derrière il n’y a que des bécanes avec des châssis en profils alu. Étrangement, ils n’ont jamais vendu ce type d’imprimantes (certainement trop chères)
 1 point
1 point -
Un bâteau imprimé en 3D, des chaussures de luxe imprimées en 3D, un firmware Open Source pour FLSun S1, un logiciel pour faire l'inventaire des fichiers 3D, de l'impression 3D non planar chez Bambu Lab, la CNC Cubiko et le test de l'Elegoo Centauri Carbon, voici les thèmes de la semaine ! https://www.lesimprimantes3d.fr/semaine-impression-3d-475-20250209/1 point
-
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse1 point
-
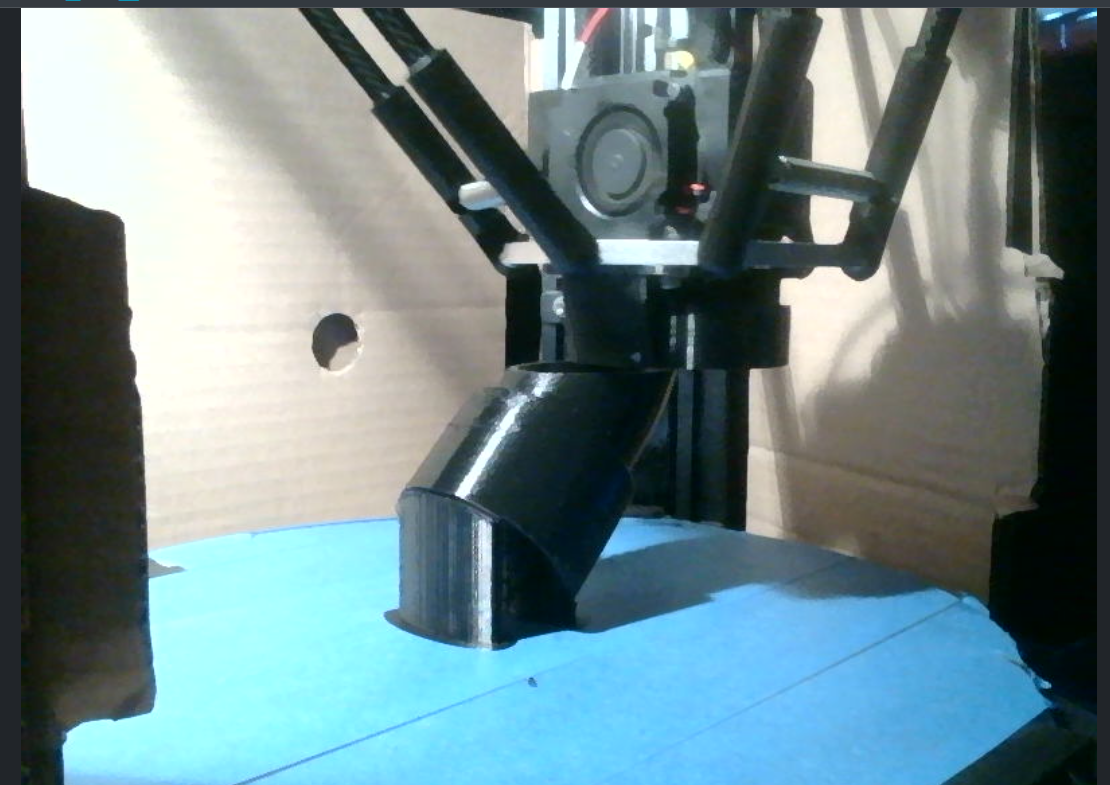
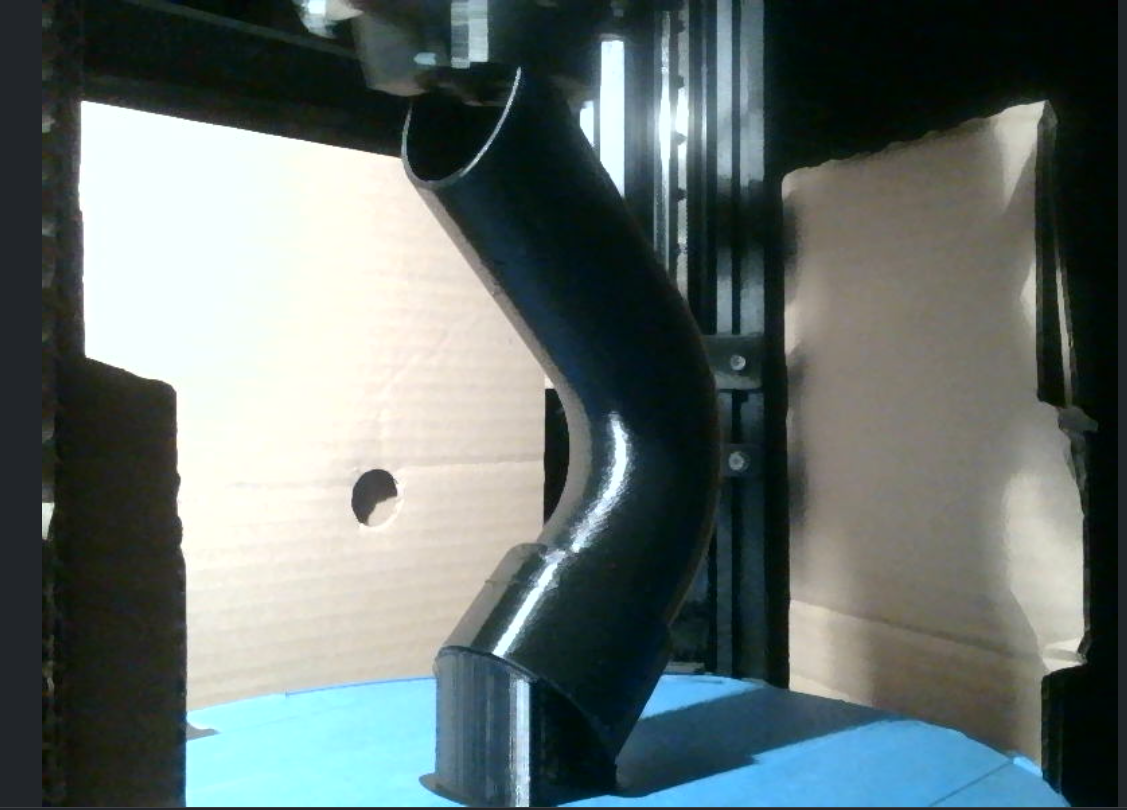
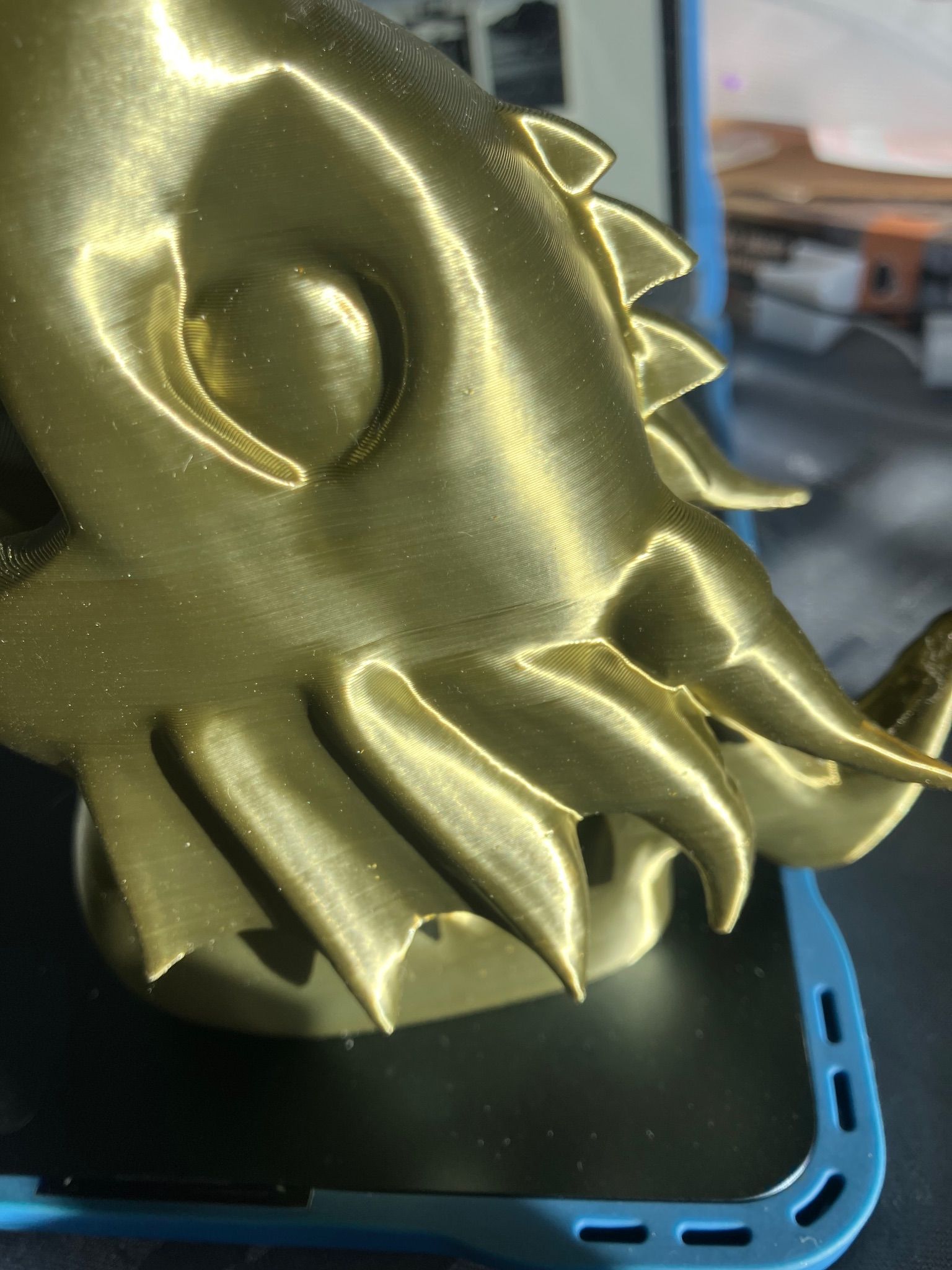
bonjour en ce beau dimanche matin givré voilà le modèle débarrassé de ses supports, le rendu est vraiment très chouette même si les photos ne rendent pas vraiment bien ce filament accroche vraiment bien la lumière et permet réellement une perception de quelque chose de métallique avec les reflets je n'arrive pas à retranscrire cette perception, si quelqu'un de calé en photographie peut m'aider ça serait très gentil et formateur

 1 point
1 point -
bjr @pascal_lb je suis assez surpris de la réponse d'ArianePlast, donc pas d'additif ni un grade qualité plus élevé de la matière première, juste plus fluide. pour avoir tester plein de choses sur mes imprimantes haute vitesse, je constate et même en chauffant plus, que certains filament PLA, ABS, ASA, PETG donnent de mauvais résultats alors que d'autres anciens voir pas très bien stocké ou pas cher m'ont donné des rendus excellents sur la même pièce. Quelle serait l'explication derrière tout cela ?1 point
-
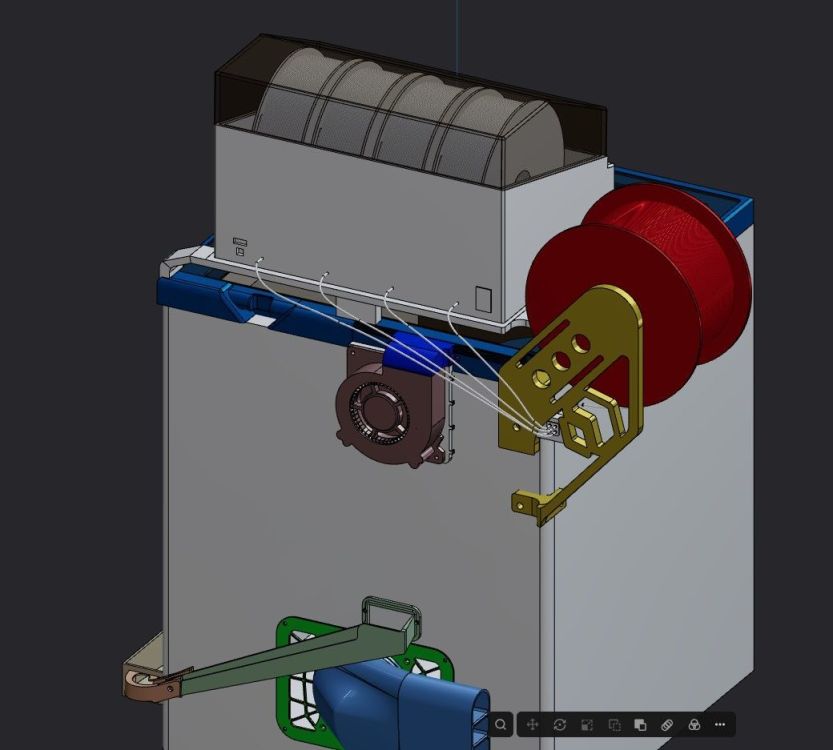
Comme on peut le voir elle a deux moteurs, donc oui le poids pour un directdrive ce n'est pas un problème. Pour la planeité du bed si c'est comme le mien c'est horrible! de gauche à droite ca va de approximativement de -0.18 +0.10 +0.02 -0.12 +0.15, donc un BLtouch ce n'est pas un luxe1 point







.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)