Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/01/2026 dans Messages
-
Notre test complet de la Bambu Lab H2C version AMS Combo Ultimate, avec son système Vortek comparé au H2D, H2S, Prusa XL et Snapmaker U1. https://www.lesimprimantes3d.fr/test-bambu-lab-h2c-ams-combo-ultimate-20260109/4 points
-
Normalement au niveau débit il n'y a rien à retoucher car il y a le débit automatique en continu sur la P2S J'ai fait un test de benchy en 0.2 standard en 39 minutes avec du filament noir Isanmate... j'ai pas grand chose à dire
 4 points
4 points -
Qidibox livrée ce jour, mais sans aucun mail ni avis de passage, heureusement, j'étais chez moi (mais malade... faut bien que ça serve à quelque chose). J'adore le design à la cybertruck... tout en courbes douces et maîtrisées Ça va faire joli dans les salons2 points
-
Salut C'est une bonne idée. En cas de loupé, tu auras moins de regrets Par contre, en fonction de comment les bobines ont été stockées, prévoir quelques sessions de séchages avant de les utiliser A+ JC2 points
-
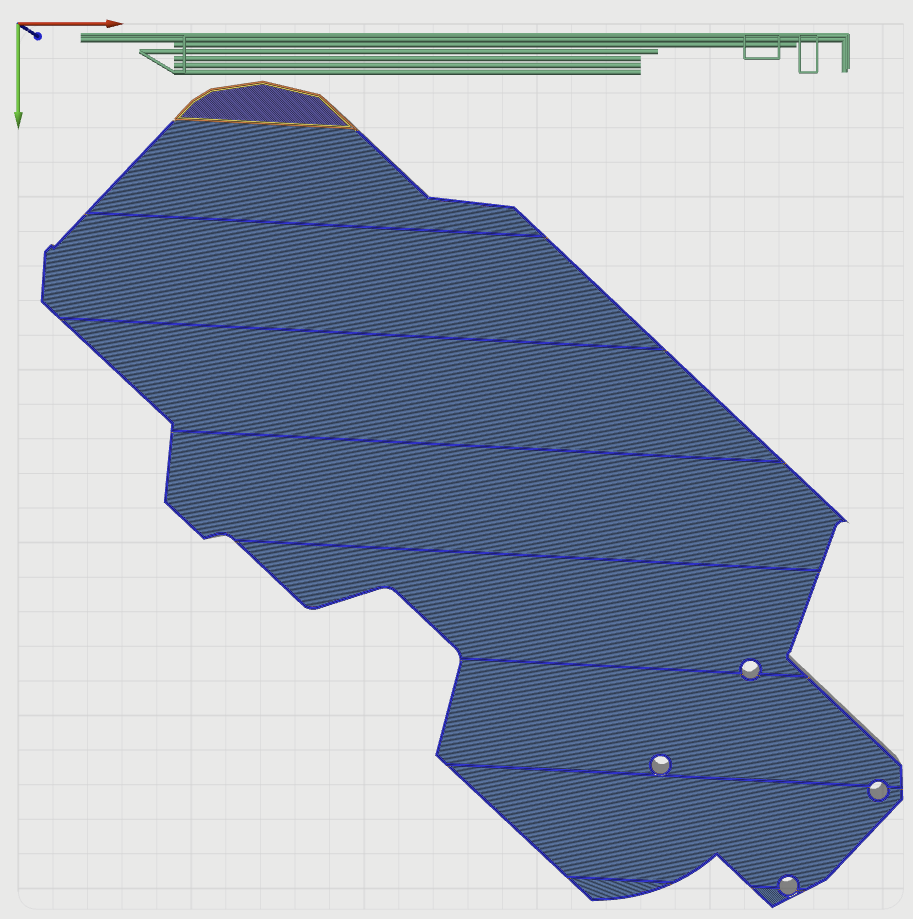
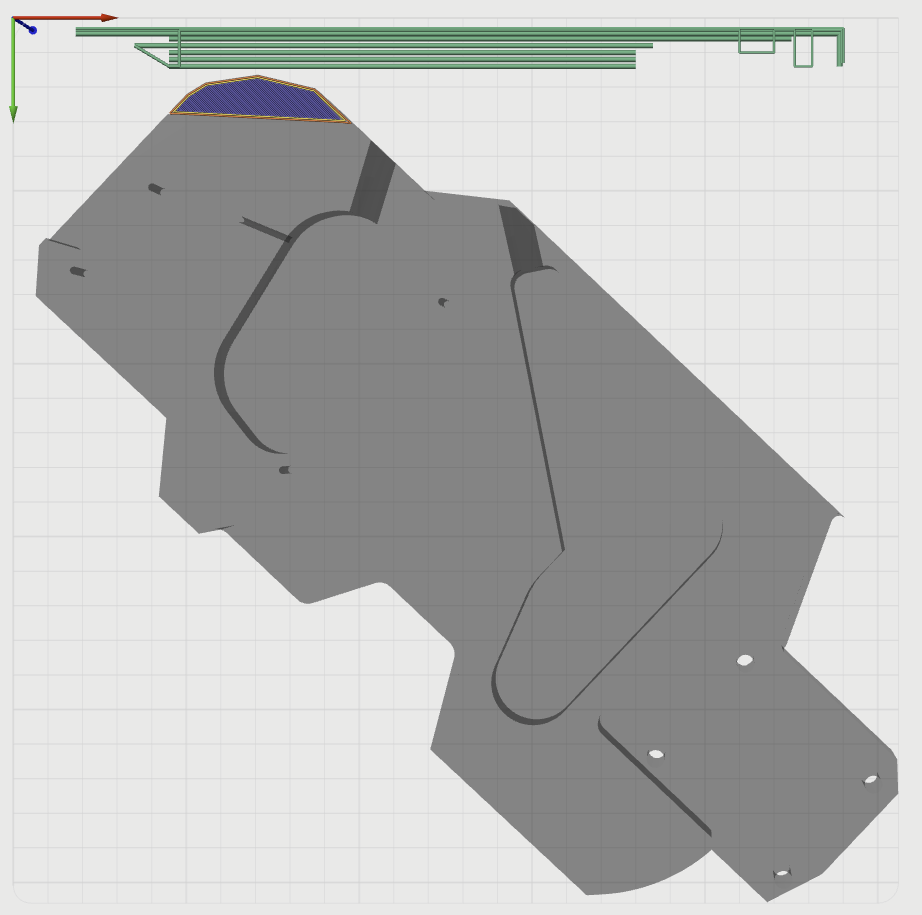
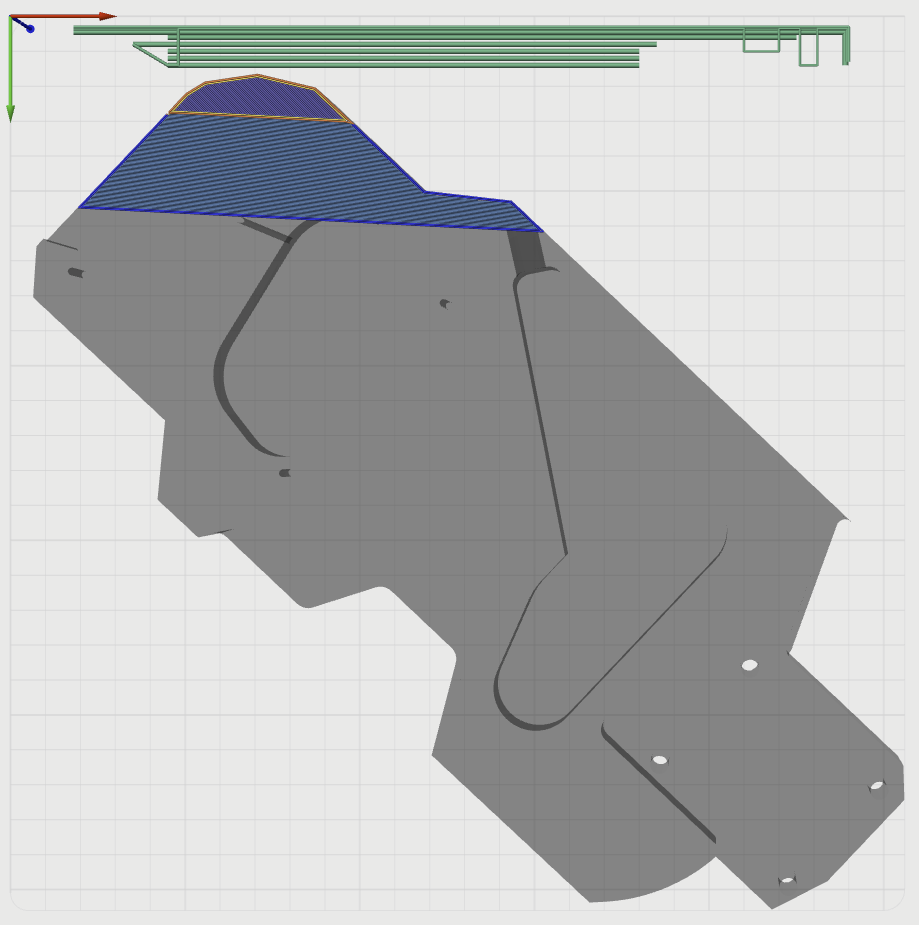
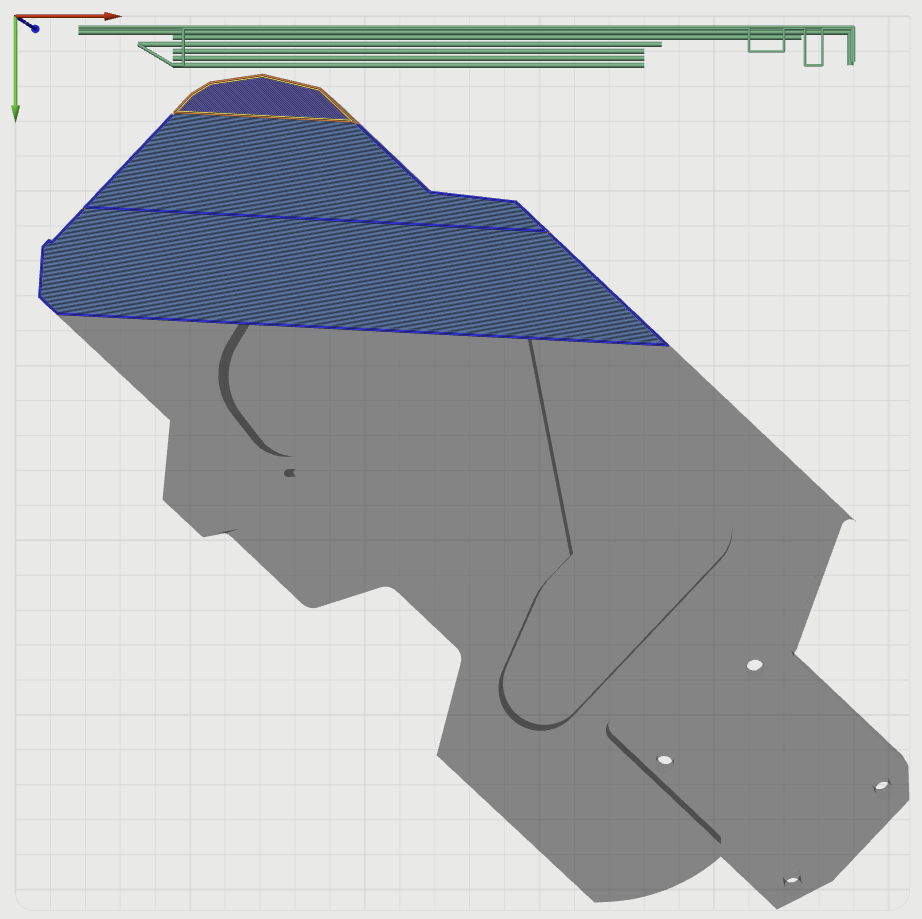
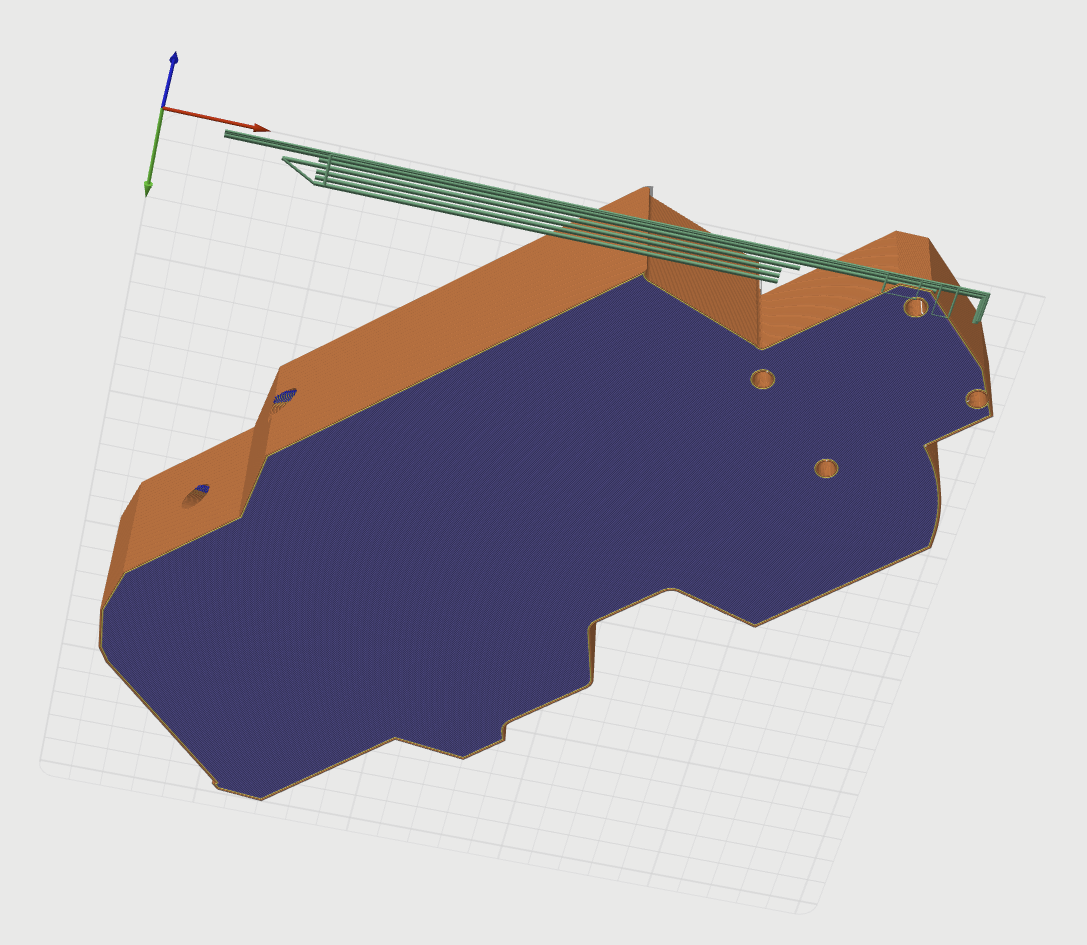
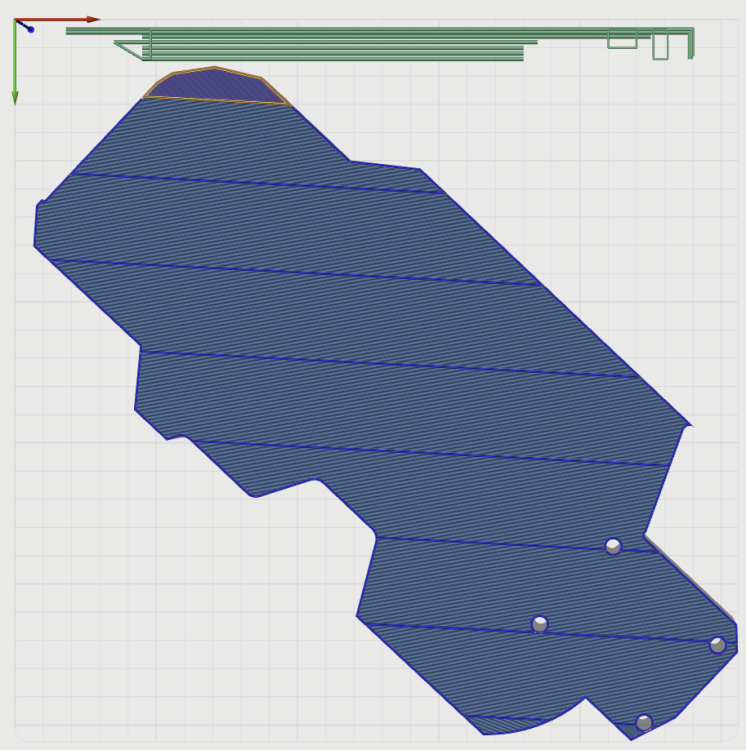
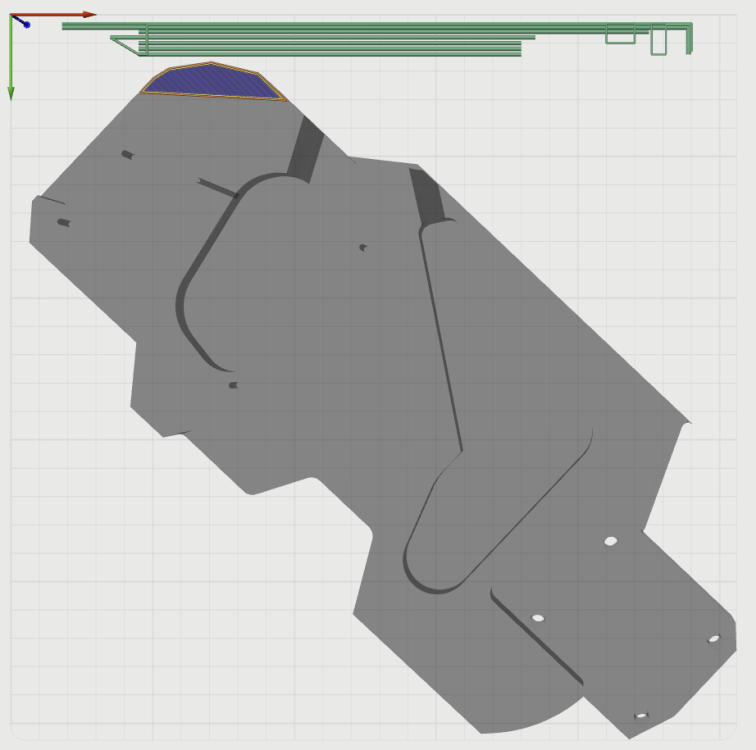
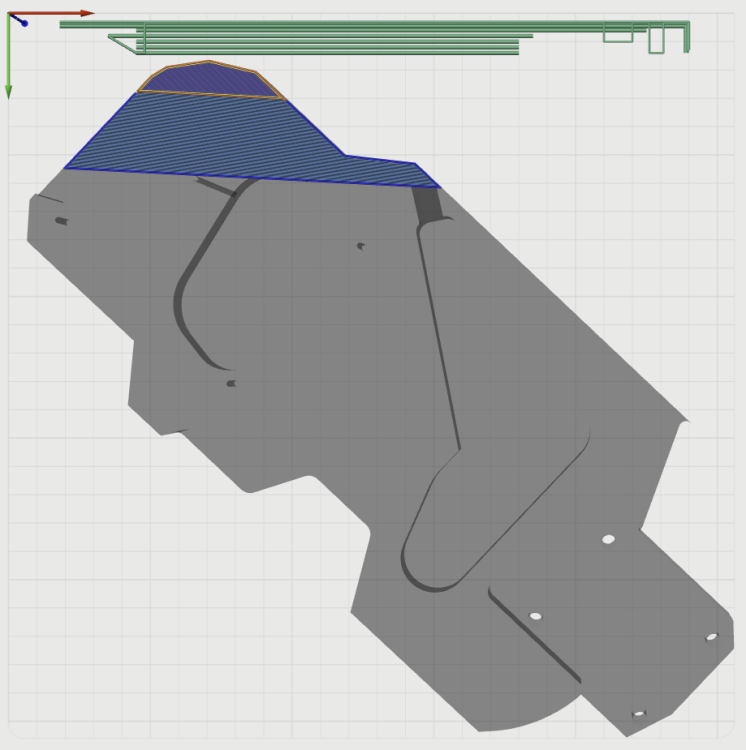
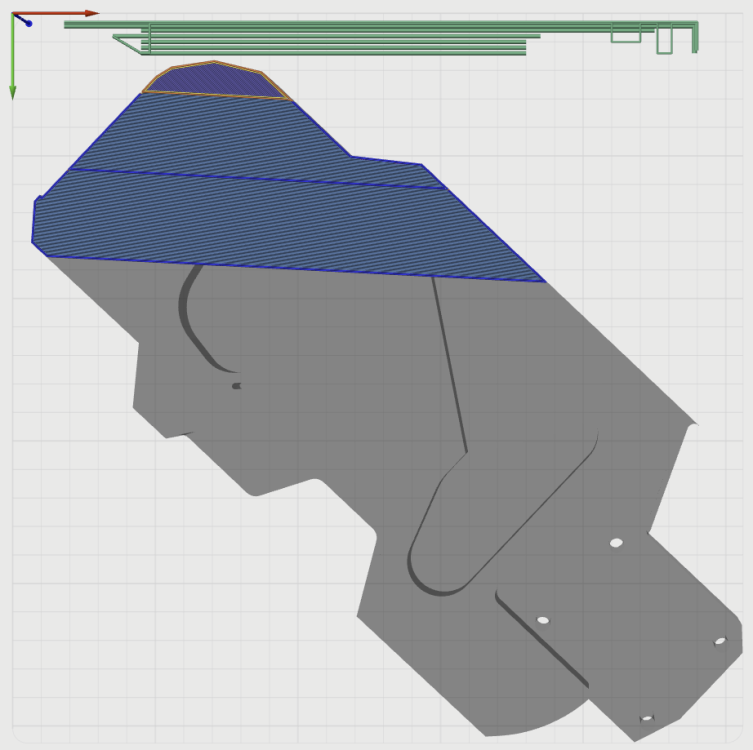
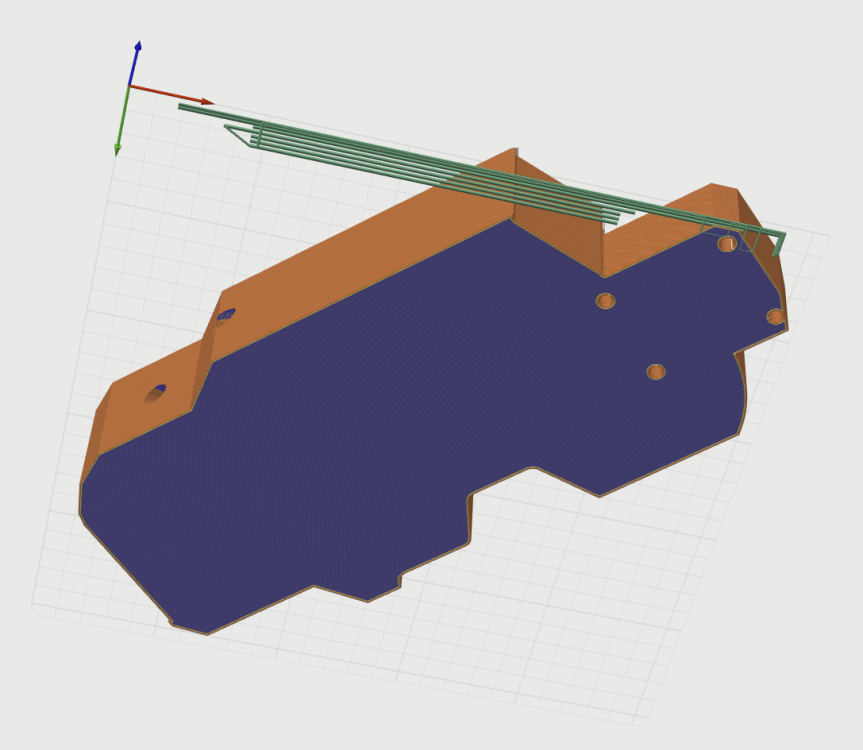
Salut, En fait, la pièce n'est pas posée à plat sur le plateau. C'est bien visible dans Bambu Studio après tranchage vue de dessous Sur la 1e couche, seul le haut de la pièce est en contact avec le plateau (Violet cerclé de jaune). Le reste de la pièce en bleu est en l'air et ne repose pas sur le plateau. Pour le voir, tu fais défiler les premières couches dans Bambu Studio. Ci-dessous la 1e couche, puis la 2e, puis la 3e Il faut que tu repositionnes la pièce sur le plateau pour qu'elle soit bien à plat A+ JC
 2 points
2 points -
Le plaisir de bricoler2 points
-
la taille (même si ça ne compte pas :-)), le plaisir de maitriser l'imprimante de a à z tout est open source et elles peuvent évoluer (multitool, multicouleur, ...) pas besoin de cloud truc ou de cloud machin2 points
-
Bonjour, @fran6p et à tous les utilisateurs de la BOX Suite à l'utilisation de la box avec l'imprimante QIDI plus 4 ou QIDI Q2. voici quelques remarques d'utilisations ! J'ai maintenant beaucoup d'expériences et de satisfactions à régler avec facilité quelques soucis sans gravité. exemple du filament qui casse ou se bloque dans les tubes PTFE. Solution rien de compliqué il suffit de libérer le filament en démontant chaque tube avec de la patience tout refonctionne. réflexe en cas de blocage du filament ne pas tirer le filament avec force (procédez immédiatement à l'éjection du filament en premier temps en utilisant la commande du panneau de contrôle) même si vous avez un code erreur rouge çà libère à 80% le problème... après avoir vérifier l'état du filament (pas de plis ou déformations du filament) Ma dernière panne plus d'entrainement de la bobine N°2 dans la BOX ! J'ai compris que le mécanisme à cliquet n'entraine plus le galet d'entrainement de la bobine. Conclusion le ressort est trop faible pour maintenir la roue motrice au contact de l'entraineur de la bobine. La solution j'ai étiré le ressort pour lui donner plus de force de poussée à l'accouplement de l'embrayage. Avec cette méthode de réparation çà fonctionne parfaitement de nouveau. Dans l'ensemble je suis satisfait de la box mais il faut être vigilant et bon bricoleur. (il faut garder son calme et être méthodique) Voici quelques recommandations : - tester si les premières spires du filament sont cassantes. (sécher le filament dans ce cas c'est impératif) -le plus important je propose de couper les 10 premiers centimètres de la bobine avec une coupe nette et bien droite (pas de coupe en biseaux) - éviter les enchevêtrements des spires disparates après le rembobinage du filament après l'éjection de la bobine. (disciplinez les 5 premières spires) -redresser impérativement les 10 premiers centimètres du filaments pour faciliter l'acheminement du filament. -veiller que tous les tubes PTFE forment des boucles ordonnées avec un cheminement bien droit avant les 20cm avant le sélecteur. -bien centrer les bobines sur les rouleaux et vérifier la géométrie des flasques de la bobine (éliminer les bobines déformées) -bien identifier la qualité des filaments avec une températures d'extrusion adaptée (minimum température à 210°) -bien synchroniser la BOX avec les différentes couleurs adaptées au modèle. ne pas hésiter à me questionner sur le sujet, dans l'ensemble je suis très satisfait de la BOX. Ci-joint un fichier STL couleur TINTIN pour vous exercer Astuces : pour gagner du temps et du filament je règle le coefficient de rinçage à 0.2 et çà fonctionne très bien (moins de perte de filaments avec une tour de purge) Voici mes derniers essais d'impressions les personnages TINTIN. Cordialement A+ Francis Tintin_Milou.3mf



 2 points
2 points -
oui @tranbert cette pièce est placée comme frein de rotation en dessous et à gauche du mécanisme d'entrainement de la bobine La flèche bleue situe son emplacement à peine visible quand le mécanisme est monté les 4 pièces sont des pièces de remplacement en cas d'usure
 1 point
1 point -
Pas de souci particulier, ça fonctionne bien, un peu de bruit, je graisse demain... Quelqu'un sait à quoi servent les pads en feutre ? Y'en a 4 et 4 bobines, ça semble logique, mais ça va où ? Sinon @fran6p j'ai eu 8 paquets de dessicant dans ma livraison, il doit y en avoir à toi
 1 point
1 point -
Bonjour à tous et meilleurs voeux également, j'ai 70 balais et me lance dans l'impression 3D. Je viens d'acquérir l'imprimante AD5X, belle bête mais compliqué, surtout que je n'y connais pas grand-chose. J'avais avant acheté sur "un bon..." une Neptune mais la personne avait omis de me transmettre la micro-SD du Firmware donc "no marcher". En souhaitant trouver ici une convivialité et entre-aide j'apporterai de mon côté mes connaissances en informatique. Bonne continuation au plaisir. A.G1 point
-
Merci pour l'info Je vais voir si c'est compatible avec ma P1S. Sinon, je modifie le design A+ JC1 point
-
Bonjour a tous, Je reviens vers vous vous parler de mon expérience avec la M1 pro. J'ai eu depuis la reception de l'imprimante 5 ou 6 mises a jours qui font que maintenant j'imrpime les materiaux courant sans aucun probleme. Mon principal soucis est encore aujourd'hui le colmatage systématique de la tete d'extrusion dés que je veux passer du TPU.Suite a un service aprés vente totalement inexistant, je m'étais résigné a l'utilisation de cette matiere. Il y a 15 jours, je suis tombé sur un post reddit d'un utilisateur de la machine qui avait eu un retour d' ARTILLERY lui proposant un nouveau ressort a installer en remplacement dans sa tete d'extrusion afin de pouvoir enfin utiliser du TPU (le meme que celui de MrMagounet). Suite a cette lecture, j'ai contacté le service aprés vente en leur montrant le post tout en demandant si ce ressort pouvait etre la solution a mon probleme. Premiere surprise, j'ai eu un retour dans les 24H00. Deuxieme surprise, le SAV m'a proposé l'envois d'un bloc d'extrusion moyennant 10 euros de frais pour une livraison express. J'ai accepté et j'attends maintenant avec impatience de pouvoir réaliser de nouveaux tests en TPU. Je vous tiendrais au courant des resultats obtenus.1 point
-
Merci JC... Avant j'ai imprimé donc ce PLA et encore avant du PLA Matte BL vert foncé... Sans souci bien sur... Etrange, peut être une petite merdouille dans ma bobine... Bon pas grave, je fini l'impression avec ma buse de 0,4 en 0,08mm de couche et j'essaye ensuite le cold pull... Je viens de regarder la procédure, ça a l'air assez simple, mais j'ai peur que si la buse est réellement bouchée je ne puisse pas aller au bout... En passant, pour ceux qui font l'entretien ou même qui change régulièrement de buse, je vous conseille ce petit print bien pratique pour maintenir le capot sans arracher le fil électrique : https://makerworld.com/fr/models/2036465-toolhead-holder-v2#profileId-21966211 point
-
Salut Selon le wiki Bambu Lab aucune restriction avec le PLA D'autant plus si tu as déjà imprimé avec ce filament Tu as imprimé avec quel filament juste avant ? Genre un filament qui s'imprime avec une température de buse plus élevée que le PLA. Peut-être faire un nettoyage de la hotend en suivant cette procédure pour éliminer les restes de l'ancien filament. Perso, je commencerai directement par un cold pull https://wiki.bambulab.com/en/p2s/maintenance/cold-pull-maintenance-hotend A+ JC
 1 point
1 point -
Bonjour @Leflibustier bienvenue chez les imprimeurs fous et bonne année Chouette encore un retraité1 point
-
Bonjour, Pouvez vous partager le fichier de votre bobine ? Merci1 point
-
Salut As tu une idee, même vague du type de pièces que tu souhaites imprimer ? Pour préciser ma question : si tu est fan de modelisme, ou si tu as besoin de très grands détails, ça va t'orienter soit vers une machine fermée capable de faire du filament technique, soit carrément vers une imprimante résine Dans l'absolu, la quasi totalité des derniere nées sont très accessibles aux débutants, avec en tête de liste les Bambu A1, A1 mini et P1S (pour rester sur ton budget). Dans ton budget, tu vas trouver aussi de bons challenger, notamment chez Creality (la Hi, la K2, la future Sparcx (qui reste à tester cela dit) ), chez Elegoo avec la Centauri Carbon ou encore chez Flashforge avec la ADX5 (peut être un peu plus complexe à prendre en main ?) Et un peu plus cher la Qidi q2. J'en oublie probablement, mais ça te fait une première base d'imprimantes à regarder. Toutes celles que j'ai citées (hors la Sparcx) sont testées par des gens du forum et tu trouveras des essais détaillés et objectifs très complets. - Les bedslinger (A1, A1 mini, Hi, Sparcx) rempliront souvent la plupart des besoins en te permettant d'imprimer en PLA, PETG et certains TPU. - Les fermées te permettront de rajouter notemment l'abus et certain filament spécifiques. - Les fermées à enceinte régulees (chauffées) te donne accès aux filament techniques nécessitant des températures d'impression précises (souvent pour des applications très précises aussi). D'où la question sur tes besoins Perso, j'y suis entré sans besoin spécifique. Je fais de la pièce "pratique" le plus souvent sans assemblage. Du décoratif / récréatif pour les enfants, du bricolage, quelques objets pratiques pour la maison. Une ouverte répond à tous mes besoin : j'ai une Hi, à l'époque moins cher que la A1 et dont le système multifilament avait l'avantage d'être fermé.1 point
-
Salut @rmax et bienvenue sur le forum Tu es au bon endroit pour trouver chaussure ou plutôt imprimante à ton pied J'ai vu que tu avais déjà posté une demande de pour choisir ton imprimante. Les réponses ne devraient pas tarder A+ JC1 point
-
Bonjour à tous, Grand bricoleur multimatériaux et multidomaines (loisirs), cela fait des années (~décennies, étant donné que j'ai aussi regardé à me fabriquer une fraiseuse CNC pour le modélisme) que je regarde vers l'impression 3D sans avoir franchi le pas car je souhaitais attendre plus de maturité, de baisse de prix, et surtout considérer l'imprimante comme un "outil" pour mes idées farfelues plutôt que comme un objet de bricolage en tant que tel... Le moment semble arrivé pour moi, et l'heure du choix a sonné, j'espère avec vos conseils A très bientôt !1 point
-
Salut et bienvenue, chez nous1 point
-
52 kilos c'est le poids sur le bon de livraison, il n'est peut-être pas réaliste à 100%. Oui, avec monte charge sur le camion et transpalette ! Plus que le poids, c'est la largeur de l'imprimante qui pose problème. Même avec mes grands bras, je n'arrive pas à atteindre les 2 "poignées" en même temps. Mieux vaut être 2, clairement Dis moi quel fichier et quel matériaux tu aimerais voir, je verrai ce que je peux faire Que la concurrence oui (et c'est loin d'être marginal), moins que les autres modèles Bambu Aucun "vrai" TPU via l'AMS si ce n'est le Recreus 2.2mm avec la buse adaptée. Un peu wai1 point
-
Cool si j'ai pu vous aider. Vive le forum Par contre, je ne comprends pas comment ce modèle a pu être publié comme ça Peut-être poster un commentaire à l'auteur du design Bon print JC1 point
-
Bien vue JC, je ne l'avais pas vu !1 point
-
C'est pourtant ce que tu sembles faire, non ? Dans le monde de l'impression 3D, je m'en tiens aux termes ayant fait consensus dans la langue française… pas toujours aisé de traduire ceux provenant de l'anglais alors quand le terme français existe, je l'utilise. Pour avoir participé à pas mal de traductions (Octoprint, Klipper et d'autres), il est préférable de constituer un lexique, puis de s'y tenir .1 point
-
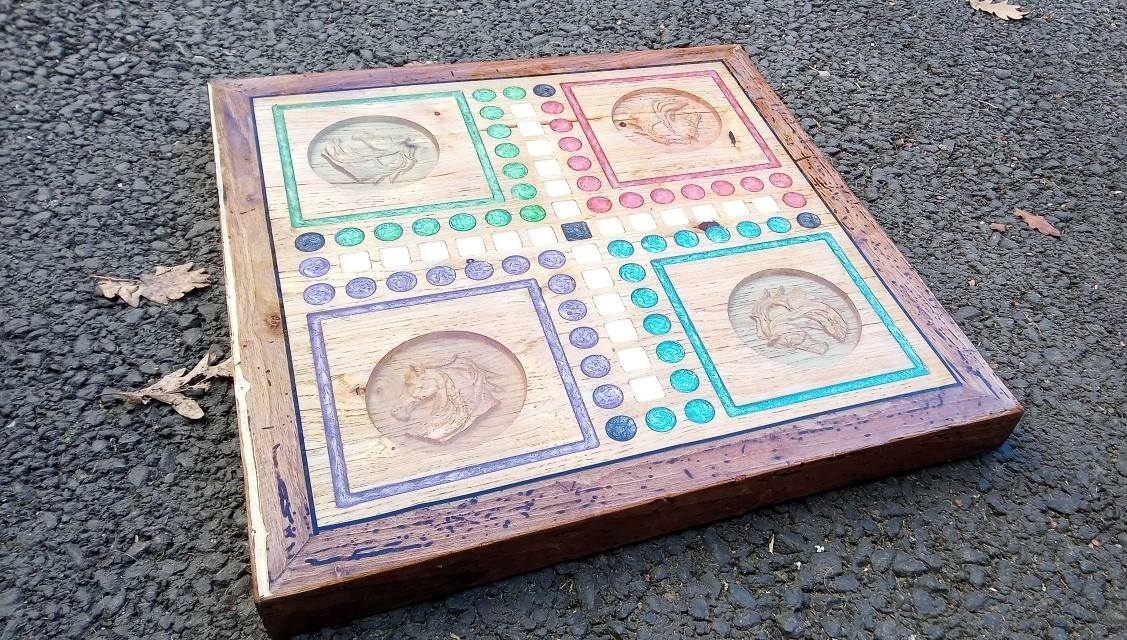
moins spectaculaire je fini le second jeu au couleur std.


 1 point
1 point -
Merci beaucoup pour ce test très détaillé Pour le poids, je n'ai pas bien compris : c'est la totalité de l'imprimante et des accessoires qui est dans un seul colis, ou juste le colis principal qui fait 50 kg ? C'est donc un transporteur qui livre (il y a une limite à 35 voire 30 kg par colis pour la manutention par une personne). L'imprimante seule pèse environ 32 Kg, c'est sous la limite mais elle restera difficile à déplacer par une personne seule. La purge est maintenant très réduite, mais c'est la tour de remise en pression qui pénalise le rendement en termes de perte de matière. Les impressions du "torture test" et du "Z Max" sont impressionnantes. Les vibrations et secousses dont on a parlé récemment dans un autre sujet ne semble donc pas pénaliser la qualité de l'impression Beaucoup de tests ont été faits en PLA... Avoir un "torture test" et un "Z Max" avec des filaments plus difficiles à imprimer aurait été plus intéressant, mais c'est peut être trop demander car notre testeur a déjà passé de très nombreuses heures pour réaliser l'ensemble du test Il y a une réflexion très intéressante dans le test, dans le paragraphe sur la comparaison avec la Snapmaker U1 : le système multifilament / multibuse de la Bambu H2C ultimate reste basé sur les AMS. En particulier, il impose de rembobiner le filament dans l'AMS à chaque changement de filament, même si une buse n'utilise que ce filament durant toute l'impression. Il ne peut donc y avoir en même que deux filaments chargés dans l'imprimante, un pour la buse droite et un pour la gauche (associée au système multibuse). Si j'ai bien compris, par rapport aux systèmes multibuses de la Snapmaker U1, de la Prusa XL et de la future Core One + Bondtech, cette solution a les inconvénients suivants : - durée de l'impression plus longue - difficile prise en charge des filaments flexibles - difficile de réduire le volume de la tour de mise en pression Le système AMS a été inventé à l'origine pour ajouter une fonctionnalité multicouleur voire multimatériaux aux imprimantes monobuse. Utiliser un AMS sur un système multibuse, c'est en quelque sorte brider des performances de ce dernier. J'ai hâte de voir le test du système Core One + Bondtech... Peut être que Prusa va de nouveau être le leader1 point
-
Bonjour, Perso, j'ai essayé ça: les 4 fonctionnent parfaitement ; qualité obtenue parfaite...Pla ,Petg, Tpu95 et pour le prix , on ne risque rien. C'est fabriqué et ça vient de Chine , comme Bambu Lab. https://fr.aliexpress.com/item/1005010537659426.html?spm=a2g0o.productlist.main.13.43921401iZnrmo&algo_pvid=c85ef4f7-f590-4495-9ed8-035f510d88cb&algo_exp_id=c85ef4f7-f590-4495-9ed8-035f510d88cb-12&pdp_ext_f={"order"%3A"32"%2C"eval"%3A"1"%2C"fromPage"%3A"search"}&pdp_npi=6%40dis!EUR!6.89!6.89!!!54.68!54.68!%40210384b217679630446277719e5dc4!12000052742747771!sea!FR!192122768!X!1!0!n_tag%3A-29919%3Bd%3A46276cad%3Bm03_new_user%3A-29895&curPageLogUid=qlHK5qB3AzlZ&utparam-url=scene%3Asearch|query_from%3A|x_object_id%3A1005010537659426|_p_origin_prod%3A
 1 point
1 point -
Je ne connais pas la hauteur de couche du benchy pré tranché, je ne sais pas si elle est de 0.24, je n'ai pas regardé le Gcode1 point
-
La température du plateau n'est peut être pas uniforme sur TOUTE la surface, surtout aux bords, je ne sais pas. Y mettre de la colle ou de la laque serait peut être une bonne idée.1 point
-
il ne l'a pas imprimé avec une buse en 0,2 mais à 0,2mm par couche Une buse 0,2 donnerait un résultat bien au dessus en terme de détails.1 point
-
Si elle n'est pas vaccinée il va falloir l'abattre1 point
-
Sauf erreur, Bambu Studio est une émanation de Prusa Slicer, qui lui-même est une évolution de Slicer que l'on utilisait il y a 15 ans. Bien que plus complet que Cura, ce dernier s'est démarqué par une prise en main plus facile, avec l'essentiel, mais sans trop à l'écran. C'est un peu le reproche que je ferais à Bambu Studio, les options sont toutes présentes mais souvent l'important est masqué par du superflu. Exemple, sous qualité on a "hauteur de couches" puis en dessous on a 6 lignes de largeur d'extrusion sans grand intérêt, puis bien loin derrière l'option "une seule paroie sur la surface inférieur" bien utile lorsque l'on a un texte face contre le plateau. On trouve son pendant pour le haut, mais ca donne "un seul mur pour les surfaces supérieures", notez au passage que "paroie" devient "mur" suivant ou l'on est. Bref, de nombreuses options pertinentes se trouvent très très loin, ce qui oblige à tout lire pour les retrouver. Une bonne idée serait de mettre au moins ces groupes d'options rétractables afin de libérer un peu l'espace et devenir plus lisible. Par ailleurs, Bambu Studio se veut, dans une certaine mesure, logiciel de retouche d'un STL. Ca peut être pratique, mais ca suppose aussi que le 3mf qui n'est pas la source de l'objet, le devienne alors. Donc, bien, mais à ne pas utiliser pour celui qui fait ses propres dessins, au risque d'avoir une version imprimable différente de sa source qui pourrait être reprise pour un autre projet, avec des défauts persistants. En fait, mettre dans les options de tranchage "qualité", l'alèsement des trous ou la largeur de la pièce est aussi un mélange de genre un peu incongru. Un groupe "mise à l'échelle" ou "retouche objet" aurait été plus logique ou alors pour encore plus juste, avec les outils de l'onglet "Préparer"1 point
-
Oui j'ai fait un post à ce sujet https://www.lesimprimantes3d.fr/forum/topic/61382-discussions-et-questions-sur-la-elegoo-centauri-carbon/page/5/#comment-6579671 point
-
Désolé mais le retraité oublie facilement les choses et je ne me souvenais plus de ce sujet1 point
-
le voila fini .
 1 point
1 point -
Ah attend, je l'avais celui là Ayé, retrouvé : si tu prend le Melt Index (MI) en g/10min et la densité (D) en g/cm3, la vitesse volumique (VV) c'est : VV = 1000*MI/(600*D) La plupart du temps, je me fie assez peu à ces résultats, parce que au final ca dépend pas mal de la température d'extrusion et de l'extrudeur. Et ca me donne un 9 mm3/s pour un PLA Meta chez Sunlu, pourtant donné pour aller à 300 mm/s En vrai, la formule est bonne, on obtient bien des mm3/s, mais je me demande à quel point on ne mélangerait pas des données qui devraient pas l'être Edit : J'ai farfouillé, en m'aidant de Perplexity (ok, une IA... mais sourcée, notamment ici : https://www.amade-tech.com/fr/melt-flow-index-mfi-some-basics-you-need-to-know/) Il dit ceci : 2. Limites pour l’extrusion « réelle » Le MFR est mesuré avec un plastomètre standardisé (ISO 1133 / ASTM D1238) : température, charge et filière sont imposées, donc le cisaillement et la contrainte ne sont pas ceux de ta buse d’imprimante. Le débit volumique en mm³/s que tu obtiens est donc un débit équivalent dans ces conditions de test, utile pour comparer des grades et avoir un ordre de grandeur, mais pas une garantie que ton hotend tiendra exactement ce débit. Pour une imprimante FDM, la vraie limite de vitesse volumique dépend de la géométrie de la buse, de la longueur de fusion, de la montée en température, du refroidissement, etc., qu’un MFR simple ne capture pas. En résumé : Oui, tu peux calculer un QQ en mm³/s à partir du MFR et de la densité Ce QQ caractérise le matériau dans les conditions MFR et donne un ordre de grandeur du débit volumique possible, mais la vitesse volumique maximale exploitable sur ton extrudeur devra être vérifiée empiriquement (test de débit, tours de calibration, etc.).1 point
-
Bonjour @Gilloubell bienvenue chez les imprimeurs fous et bonne année à toi1 point