vieur
-
Compteur de contenus
210 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par vieur
-
Pour moi c'est même très bien. Vu le montage je ne pense pas que tu fera mieux. A confirmer par les autres. L'impact sur les pieces est à vérifier après impression Certains mettent un double axe z avec pours éviter ça.
-
Autant pour moi c'est vrai je ne sais pas pourquoi j'ai confondu Merci @Schyzo Le jerk est bien la pente de ton accélération
-
Bonjour Plus tu baisses le jerk plus les accélérations seront brusques. Par défaut j'ai 20 en Jerk sur la mienne (Ender 3), 7 me parait faible Aussi, j'ai envie de dire : - si ça va vite c'est la vitesse et non l'accélération qui est en cause. Tu as combien en vitesse ? - si ça saute c'est que la courroie est mal tendue
-
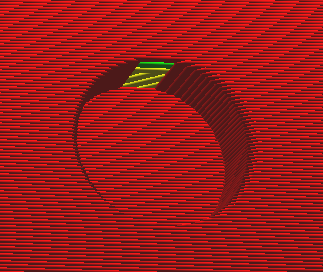
Épaisseur de couche 0.08 mm : Épaisseur de couche 0.2 mm : Le premier est plus rond que le second

-
Bonjour, J'ai la même chose chez moi. J'ai remarqué 2 choses influentes : 1- hauteur des couches imprimées : si tu diminues ton épaisseur de couches, ton slicer peut finir le trou de façon plus précise. En faisant du couche par couche dans cura, ça se voit bien 2- la présence de supports dans les trous : lorsque tu retires le support, il y a parfois un effet "ovalisant" dû aux petits morceau encore accrochés autres solutions : repercer après impression ou imprimer les trous sur le plateau
-
Bonjour Beau... Juste pour info Quelle est ta hauteur de couche et la matière et les vitesses ? Pourquoi tu as mis ton moteur extruder juste au dessus de la tête ? Merci
-
Tu ne peux pas faire une nuit blanche ou mettre un enregistrement par caméra ? Ça donnerai des pistes peut être
-
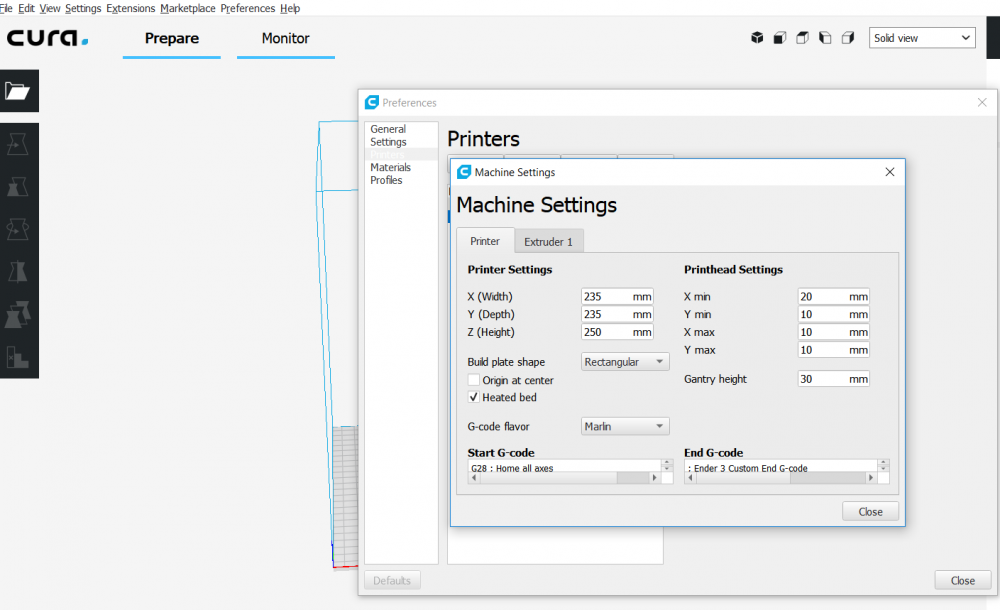
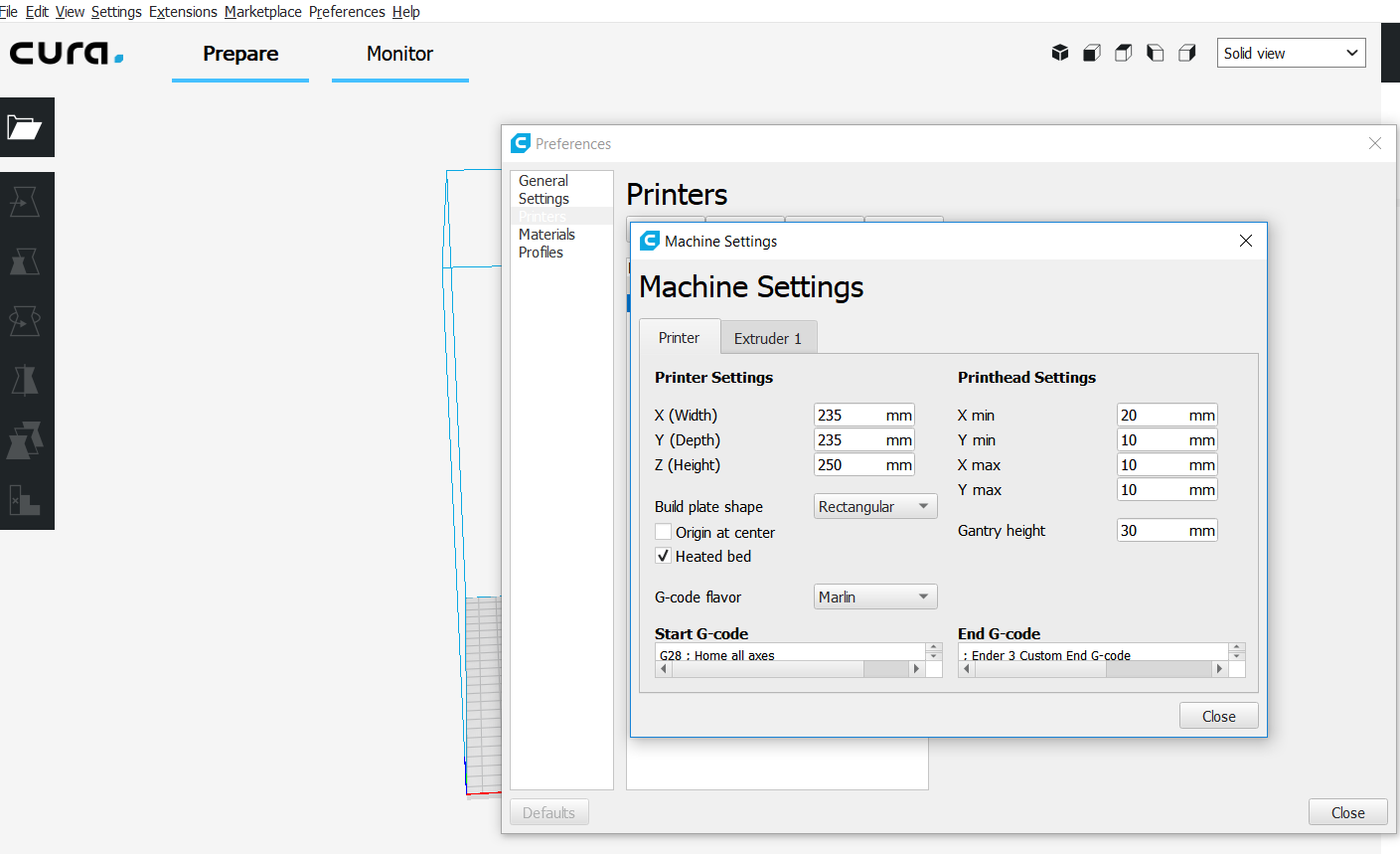
@Zazou Il y a une piste aussi dans les menus : Extensions / Post Processing /Modifier le G-Code . Il faut regarder si il n'y a rien de paramétré

-
Oui c'est ce que je me dit (ou le nylon) mais j'ai une bobine de 1kg (erreur de commande) et les propriétés méca m'interessent mais le PET le fait bien aussi je pense
-
Bon, je viens d'imprimer ma première pièce en ABS (1h00), après avoir ajouté un radiateur sur le moteur extruder. J'ai rien pour mesurer la température mais, à la main, ça commence à brûler donc aux alentours des 60°C voir plus !! Et les autre moteurs sont aussi bien chaud! L'enceinte est montée à 36°C Ça me dérange d'imprimer dans ces conditions, les moteurs risquent de souffrir, et comme mon imprimante est pas trop mal réglée, j'ai pas forcément envie de toucher aux Vref. Comment font ceux qui impriment de l'ABS avec une Ender 3? Ils laissent chauffer leurs moteurs? Ils diminuent les Vref ? Ils changent les moteurs par des plus puissants ? Ils sortent les moteurs du caisson ? Ils ventilent sur les moteurs ? Ils impriment que des petites pièces? Ils refroidissent leur enceinte? Ils utilisent un watercooling? Ils impriment pas cette m****** toxique? Si vous avez un retour d'expérience, ça m’intéresse...
-
C'est ce que j'ai fait de base avec un potard et un transistor (si jamais tu veux, j'en ai en stock) (protégé par un disjoncteur) au moins c'est une option qui peut servir et sinon, on met à fond. Effectivement sur ta vidéo ça fait du bruit, je me dit qu'un gros ventilo comme le mien, a peut être l'avantage de faire moins de bruit (c'était pas voulu)
-
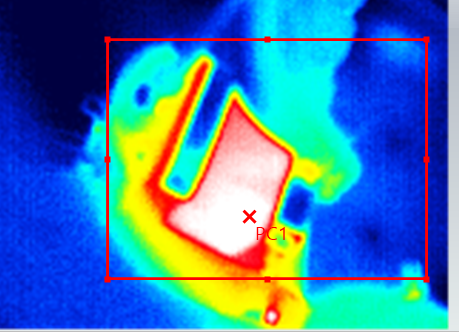
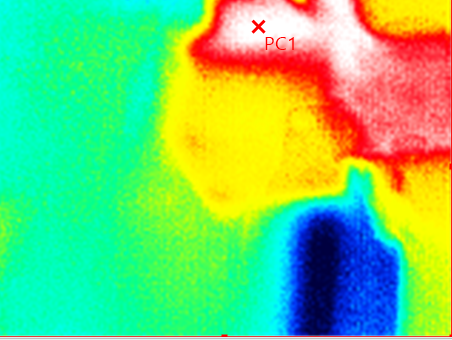
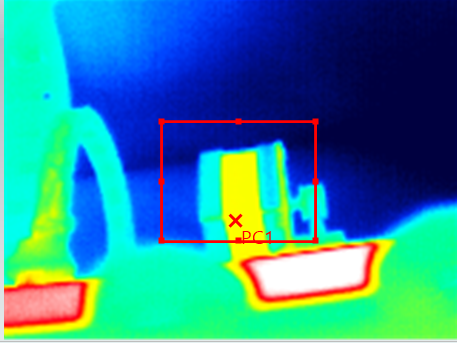
Finalement, sur une autre impression - moins longue :1h30 contre 5h00 la fois dernière - moins rapide : 50mm/s contre 60mm/s la fois précédente - Avec un autre un autre moyen de mesure : camera thermique (pas forcément super juste mais calibration au mieux) - Avec le même Vref : 0.79V et même température du caisson : 30°C Moteur Extruder : 47.8 °C => Mieux mais déjà chaud, je pense qu'il peut encore monter sur une impression plus longue et plus rythmée => prochaine étape radiateur Pour l'info Moteur Z : 35.9°C Moteur X : 37.7°C Moteur Y : 42.7°C

-
Effectivement j'ai pas ces problèmes pour les trous et la société propriétaire c'est moi (enfin quand j'aurai fini de payer le pret à ma banque)
-
bonjour @Bosco2509C'est pas vraiment un HS j'avais suivi un peu ton premier caisson, maintenant tu as pas un caisson "souple"? Bonne idée ton évac ! J'y avait aussi pensé mais moi pas d'évent sur ma fenêtre Moi aussi c'est de la récup (sauf la grosse gaine à 5€) mais c'est bien plus mastoc que toi et je vais faire un trou dans le mur (même pas peur) mais le tout est dans un coin pas trop en vue avec la gaine amovible et même madame n'a pas trop râlé Il y a juste l’entrée d'air du caisson où je suis en pleine réflexion, comment c'est prévu chez toi? A+
-
Merci pour ces réponses ça me confirme que ça chauffe un peu trop chez moi... Ça c'est fait. On verra comment je m'en sert mais je peux faire varier la vitesse au potard et le déclencher selon la température de l'enceinte. Ce qui m'interroge est que ça chauffe déjà alors que je ne suis qu'à 30°C dans l'enceinte Comme tu dis mais merci pour les pistes Je vais procéder par étape et en tant que bon Auvergnat et donc radin je vais essayer de rien acheter et rien ajouter qui consomme si je peux faire sans donc : 1 - Test diminution Vref actuellement je suis à 0.79V pour l'extruder + Radiateur (je dois avoir ça) 2- Si je trouve pas le bon compromis (ok avec @bernard3D et @Janpolanton) j'essaierai de sortir le moteur du caisson. Ca m’occupera, lol (mais il me faudra une rallonge) Et oui Encore un compromis à trouver en tout cas j'ai l'option @Pascal03 Merci pour les photos, demain, si je trouve la caméra thermique au boulot, je fait les mêmes mesures que toi

-
Merci c'est bien ce qui me semble je vais ressayer porte ouverte par curiosité car je n'y avait jamais prêté attention avant Puis je baisserai le Vref en espérant que ça n'ait pas d'incidence ou le sortir du caisson, au dessus au centre ça doit être faisable.
-
Bonjour, Je viens de mettre mon Ender 3 en caisson et la température du moteur de l'extruder est d'environ 60°C (au bout d'un certain temps d'impression) la température du caisson est 30°C Je n'ai pas encore imprimé d'ABS et je me demande si la température du moteur n'est pas déjà un peu trop élevée. Elle est de combien chez vous ? Merci d'avance
-
Aussi il existe ce genre de chose pour tester ton inclinaison max https://www.thingiverse.com/thing:1564848
-
Donc pas de problème côté entrainement sans passer dans le corps de chauffe Par contre en sortie de buse tu peux aussi vérifier si tu as la bonne largeur (0.4mm pour une buse de 0.4mm) en imprimant ça https://www.thingiverse.com/thing:3414196 Et si t'es en dessous des 0.4mm il faut augmenter le flow dans cura Je n'ai pas de dagoma mais sur la mienne il y a un ventilo pour la sortie de buse et un pour le corps de l’extruder . Pour moi le ventilateur du corps sert à le maintenir "froid" pour éviter que le filament soit trop mou dans le corps sinon on ne pourrait plus le pousser correctement. Là c'est ce que j'en ai déduit mais peut-être que quelqu'un a une autre raison? Le ventilateur buse sert à "figer" le filament dès qu'il est déposé
-
Dans cura dans la partie matériau il y a un paramètre "flow" ou débit en français qui permet de jouer sur la quantité de filament extrudé. Ça peut permettre de faire des essais .. Mais normalement on laisse à 100% ou presque +1 pour le ventilateur. Connexions à vérifier, essai sur une alim indépendante ou inversion avec celui de la buse (si c'est la même tension), et/ou pilotage direct via gcode.As tu essayé ?
-
ender-3 pro chariot en H pas du tout plat et axe des Y pas de niveau..
vieur en réponse au topic de imprimoine dans Creality
Du coup à priori tu va la renvoyer et c'est très bien. Par contre si jamais tu dois caler quelque chose de façon assez précise ( au hasard le moteur de l'axe z sur les ender pro ou pas) une bonne cale utilisée en mécanique est le clinquant. On trouve différentes épaisseurs et c'est fait pour. -
ender-3 pro chariot en H pas du tout plat et axe des Y pas de niveau..
vieur en réponse au topic de imprimoine dans Creality
Bonjour, Pour moi, effectivement, comme les ressorts sont en partie là pour ça, on se moque que le chariot soit nickel plat. Là, je pense que ça peut jouer un peu suivant comment tu as fait ta calibration du plateau : - Si calibration en plusieurs points : lors de l'élévation en Z (qui est en théorie vertical lui aussi), certaines de tes parroies verticales ne seront pas perpendiculaires à ton bed. - Si calibration au centre seulement : tes couches n'auront pas la même épaisseur suivant ta position de Y et là c'est pas bon Ne peux-tu pas câler ton Y sous les vis pour rattraper ce 1mm? -
C'est ce que j'ai mais en noir et pas de problème
-
c'est pour quoi faire?
-
ici, si c'est ce que tu cherches :